CN103203491A - 数控车床加工大螺距外螺旋线槽的方法及工艺装置 - Google Patents
数控车床加工大螺距外螺旋线槽的方法及工艺装置 Download PDFInfo
- Publication number
- CN103203491A CN103203491A CN2013100683174A CN201310068317A CN103203491A CN 103203491 A CN103203491 A CN 103203491A CN 2013100683174 A CN2013100683174 A CN 2013100683174A CN 201310068317 A CN201310068317 A CN 201310068317A CN 103203491 A CN103203491 A CN 103203491A
- Authority
- CN
- China
- Prior art keywords
- milling cutter
- slitting milling
- numerically controlled
- knife rest
- controlled lathe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Numerical Control (AREA)
- Milling Processes (AREA)
Abstract
本发明是一种数控车床加工大螺距外螺旋线槽的方法及工艺装置,其特点是,步骤如下:根据零件图纸确定坯料尺寸;确定零件至加工螺旋线槽前、加工螺旋线槽后至完工的加工工序及工序尺寸并设计工艺装置;计算螺旋线升角 和螺旋线槽的工艺尺寸,确定片铣刀的工作尺寸和数控车床的传动比;设计本方法所用包含片铣刀和刀架的工艺装置:给出本方法所需工艺参数;编制控制程序。使用时,向数控车床输入控制程序,开动数控车床,主轴、片铣刀分别同时相向转动、同时走刀架带动刀架和片铣刀前移,加工完成后退刀。
和螺旋线槽的工艺尺寸,确定片铣刀的工作尺寸和数控车床的传动比;设计本方法所用包含片铣刀和刀架的工艺装置:给出本方法所需工艺参数;编制控制程序。使用时,向数控车床输入控制程序,开动数控车床,主轴、片铣刀分别同时相向转动、同时走刀架带动刀架和片铣刀前移,加工完成后退刀。
Description
技术领域
本发明涉及螺旋线的加工,是一种数控车床加工大螺距外螺旋线槽的方法及工艺装置。
背景技术
现有的外螺旋线槽的加工通常在拉床、铣床或数控车床上进行,大螺距外螺旋线槽更多是在拉床、铣床上加工,拉床或铣床加工时零件处于无动力转动,因而刀具磨损大、效率低、良品率低、成本高;数控车床工作时零件处于有动力转动,车刀属于单刀、无动力驱动,只能随走刀架直线移动,工作时车刀始终处于切削状态,尤其是数控车床加工外螺旋线槽时,由于螺旋线槽加工的特殊性,车刀的磨损更大,存在效率低、良品率低、成本高的问题,而且数控车床的通用传动比使主轴高速转动,无法加工螺距大于主轴最低转速和走刀架最高移动速度匹配值的大螺距的外螺旋线槽。因此,在数控车床加工外螺旋线槽时,用有动力驱动、多齿的片铣刀替代无动力驱动、单刀的车刀更能提高效率和良品率、降低成本,而采用合适的传动比降低主轴最低转速、提高走刀架最高移动速度能够加工更大螺距的外螺旋线槽。
发明内容
本发明所要解决的技术问题是:提供一种数控车床加工大螺距外螺旋线槽的方法及工艺装置。
本发明解决技术问题的方案是:一种数控车床加工大螺距外螺旋线槽的方法,其特征是:它包含以下步骤:
1)根据零件图纸确定坯料尺寸;
2) 根据零件图纸确定零件至加工螺旋线槽前、加工螺旋线槽后至完工的加工工序及工序尺寸,设计工艺装置;
3)根据零件图纸的螺旋线槽尺寸计算螺旋线槽升角  和螺旋线槽的工艺尺寸,确定片铣刀的工作尺寸和数控车床的传动比100~150:1;
和螺旋线槽的工艺尺寸,确定片铣刀的工作尺寸和数控车床的传动比100~150:1;
4)设计包含片铣刀和刀架的工艺装置:
a) 根据确定的片铣刀的工作尺寸设计片铣刀;
b) 根据 、
、 计算确定刀架上切削头轴线与支座底板下平面间的夹角和刀架上片铣刀定位面中心点距离支座底板下平面的高度;
计算确定刀架上切削头轴线与支座底板下平面间的夹角和刀架上片铣刀定位面中心点距离支座底板下平面的高度;
式中:- 刀架上切削头轴线与支座底板下平面间的夹角;





5)根据设计的工艺装置和数控车床的传动比给出数控车床主轴的转速、片铣刀的转速、走刀架的速度和切削量等工艺参数;
6)根据螺旋线槽的旋向、主轴的转速、片铣刀的转速、走刀架的速度和切削量等工艺参数编制控制程序;
7)向数控车床输入控制程序,试生产,验证工艺装置和工艺参数;
8)正试生产。
一种数控车床加工大螺距外螺旋线槽的方法所用的工艺装置,其特征是:它包含片铣刀和刀架,所述片铣刀为圆环形,沿外圆周均布设置若干个齿,每个齿设置至少一个切削刃。
所述刀架包括支座、切削头、电动机和刀杆,所述支座的立板与底板固连,切削头的拉杆锁紧端向上、通过螺栓固连在立板的一侧,切削头的轴线与支座的底板下平面间具有与螺旋线槽升角一致的夹角,电动机动力轴向上、通过螺栓固连在立板的另一侧,其动力轴轴线与切削头轴线平行,电动机与切削头之间为带传动,刀杆的一端设置锥柄,另一端设置片铣刀定位面和与片铣刀内孔一致的轴,刀杆通过锥柄及其内置的螺纹固连在切削头上,轴端设置螺纹副。
本发明数控车床加工大螺距外螺旋线槽的方法及工艺装置,刀架以螺栓固定在走刀架上平面上,片铣刀套接在刀杆上与片铣刀定位面接触、并用螺纹副固定,套接在刀杆上的片铣刀通过刀架上固连的电动机传递的动力进行转动,以有动力驱动的片铣刀替代了无动力驱动的车刀,100~150:1的传动比降低了主轴的转速。使用时,向数控车床输入控制程序,开动数控车床,主轴、片铣刀分别同时相向转动、同时走刀架带动刀架和片铣刀前移,加工完成后退刀。 实现了数控车床替代拉床和铣床加工大螺距外螺旋线槽的目标,具有减少刀具磨损、提高良品率、高效率、低成本的优点。
附图说明
图1 为本发明的加工方法流程图;
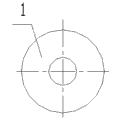
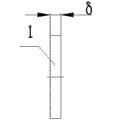
图2 为本发明所用的工艺装置(片铣刀)的结构示意图;
图3 为图2的左视示意图;
图4 为本发明所用的工艺装置(刀架)的结构示意图;
图5 为图4的左视示意图;
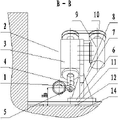
图6 为本发明所用的工艺装置固连在数控车床上的示意图;
图7 为图6的局部放大示意图;
图8 为本发明加工右旋螺旋线槽的示意图;
图9 为图8的B - B左视示意图;
图10 为本发明加工左旋螺旋线槽的示意图;
图11 为图10的C - C左视示意图;
图12 为本发明的实施例加工双向螺旋线槽的结构示意图;
图13 为图12的双向螺旋线槽展开局部示意图;
图14 为本发明的实施例的工艺装置(片铣刀)的结构示意图;
图15 为图14的左视示意图。
图中:1 片铣刀, 2 刀架, 3 切削头, 4 刀杆, 5 螺纹副, 6底板, 7 立板, 8 支座; 9 电动机; 10 动力轴; 11 走刀架; 12 导轨; 13 主轴; 14 数控车床。
具体实施方式
下面结合附图和实施例对本发明进一步说明。
参照图1,本发明的数控车床加工大螺距外螺旋线槽的方法,它包含以下步骤:
1)根据零件图纸确定坯料尺寸;
2) 根据零件图纸确定零件至加工螺旋线槽前、加工螺旋线槽后至完工的加工工序及工序尺寸,设计工艺装置;
3)根据零件图纸的螺旋线槽尺寸计算螺旋线槽升角和螺旋线槽的工艺尺寸,确定片铣刀1的工作尺寸和数控车床14的传动比100~150:1;
4)设计包含片铣刀1和刀架2的工艺装置:
a) 根据确定的片铣刀1的工作尺寸设计片铣刀1;
b) 根据 、
、 计算确定刀架2上切削头3的轴线与支座8的底板6的下平面间的夹角和刀架2上片铣刀1的定位面中心点距离支座8的底板6的下平面的高度;
计算确定刀架2上切削头3的轴线与支座8的底板6的下平面间的夹角和刀架2上片铣刀1的定位面中心点距离支座8的底板6的下平面的高度;
式中:- 刀架2上切削头3的轴线与支座8的底板6的下平面间的夹角;


- 数控车床14的主轴13的中心距离导轨12的高度;


5)根据设计的工艺装置和数控车床14的传动比给出数控车床14的主轴13的转速、片铣刀1的转速、走刀架11的速度和切削量等工艺参数;
6)根据螺旋线槽的旋向、主轴13的转速、片铣刀1的转速、走刀架11的速度和切削量等工艺参数编制控制程序;
7)向数控车床14输入控制程序,试生产,验证工艺装置和工艺参数;
8)正试生产。
参照图2~图5,本发明的数控车床加工大螺距外螺旋线槽的方法所用的工艺装置,它包含片铣刀1和刀架2,所述片铣刀1为圆环形,沿外圆周均布设置若干个齿,每个齿设置至少一个切削刃;所述刀架2包括支座8、切削头3、电动机9和刀杆4,所述支座8的立板7与底板6固连,切削头3的拉杆锁紧端向上、通过螺栓固连在立板7的一侧,切削头3的轴线与支座8的底板6的下平面间具有与螺旋线槽升角一致的夹角,电动机9的动力轴10向上、通过螺栓固连在立板7的另一侧,其动力轴10的轴线与切削头3的轴线平行,电动机9与切削头3之间为带传动,刀杆4的一端设置锥柄,另一端设置片铣刀1的定位面和与片铣刀1的内孔一致的轴,刀杆4通过锥柄及其内置的螺纹固连在切削头3上,轴端设置螺纹副5,所述切削头3和电动机9为现有技术的市售产品。
参照图6~图7,本发明数控车床加工大螺距外螺旋线槽的方法所用的工艺装置,刀架2以螺栓固定在数控车床14的走刀架11的上平面上,片铣刀1套接在刀杆4上与片铣刀1的定位面接触、并用螺纹副5固定,套接在刀杆4上的片铣刀1通过刀架2上固连的电动机9传递的动力进行转动,以有动力驱动的片铣刀1替代了无动力驱动的车刀,100~150:1的传动比降低了主轴13的转速。加工右旋外螺旋线槽时,向数控车床14输入右旋螺旋线槽的控制程序,开动数控车床14,主轴13逆时针、片铣刀1顺时针分别同时相向转动、同时走刀架11带动刀架2和片铣刀1前移,加工完成后退刀。加工左旋外螺旋线槽时,向数控车床14输入左旋螺旋线槽的控制程序,开动数控车床14,主轴13顺时针、片铣刀1逆时针分别同时相向转动、同时走刀架11带动刀架2和片铣刀1前移,加工完成后退刀。
参照图8~图15,本发明的实施例加工双向外螺旋线槽,根据零件图纸计算确定坯料尺寸,确定零件至加工螺旋线槽前、加工螺旋线槽后至完工的加工工序及工序尺寸,设计工艺装置;根据零件图纸双向外螺旋线槽的沿周均布24头双向外螺旋线槽、双向螺旋线槽的夹角为70°、螺旋线槽深1.6±0.05、宽不大于1的要求计算确定螺旋线槽的螺距为430、升角 =55°和螺旋线槽的工艺尺寸,确定片铣刀1的切削刃为三面刃,厚度
=55°和螺旋线槽的工艺尺寸,确定片铣刀1的切削刃为三面刃,厚度 =4,齿的厚度设置29°夹角、齿数60和数控车床14的传动比100:1,根据
=4,齿的厚度设置29°夹角、齿数60和数控车床14的传动比100:1,根据 、
、 以及
以及 =55°、= 162、
=55°、= 162、 = 110、=4计算确定刀架2上切削头3的轴线与支座8的底板6的下平面间的夹角
= 110、=4计算确定刀架2上切削头3的轴线与支座8的底板6的下平面间的夹角 =55°和刀架2上片铣刀1的定位面中心点距离支座8的底板6的下平面的高度
=55°和刀架2上片铣刀1的定位面中心点距离支座8的底板6的下平面的高度 =53.64,设计工艺装置,确定工艺参数为主轴13的转速为5转/分钟、片铣刀1的转速为900转/分钟、切削量为1.5mm,编制控制程序,由螺距430和控制程序自动生成走刀架11的速度。试生产时,验证工艺装置和工艺参数,先向数控车床14输入右旋螺旋线槽的控制程序,开动数控车床14,主轴13逆时针、片铣刀1顺时针分别同时相向转动、同时走刀架11带动刀架2和片铣刀1前移,加工完成后退刀,再向数控车床14输入左旋螺旋线槽的控制程序,开动数控车床14,主轴13顺时针、片铣刀1逆时针分别同时相向转动、同时走刀架11带动刀架2和片铣刀1前移,加工完成后退刀。通过验证工艺装置和工艺参数准确无误后正式生产。亦可先加工左旋螺旋线槽后,再加工右旋螺旋线槽。
=53.64,设计工艺装置,确定工艺参数为主轴13的转速为5转/分钟、片铣刀1的转速为900转/分钟、切削量为1.5mm,编制控制程序,由螺距430和控制程序自动生成走刀架11的速度。试生产时,验证工艺装置和工艺参数,先向数控车床14输入右旋螺旋线槽的控制程序,开动数控车床14,主轴13逆时针、片铣刀1顺时针分别同时相向转动、同时走刀架11带动刀架2和片铣刀1前移,加工完成后退刀,再向数控车床14输入左旋螺旋线槽的控制程序,开动数控车床14,主轴13顺时针、片铣刀1逆时针分别同时相向转动、同时走刀架11带动刀架2和片铣刀1前移,加工完成后退刀。通过验证工艺装置和工艺参数准确无误后正式生产。亦可先加工左旋螺旋线槽后,再加工右旋螺旋线槽。
Claims (3)
1.一种数控车床加工大螺距外螺旋线槽的方法,其特征是:它包含以下步骤:
1)根据零件图纸确定坯料尺寸;
2) 根据零件图纸确定零件至加工螺旋线槽前、加工螺旋线槽后至完工的加工工序及工
序尺寸,设计工艺装置;
3)根据零件图纸的螺旋线槽尺寸计算螺旋线槽升角  和螺旋线槽的工艺尺寸,确定片铣
和螺旋线槽的工艺尺寸,确定片铣
刀的工作尺寸和数控车床的传动比100~150:1;
4)设计包含片铣刀和刀架的工艺装置:
a) 根据确定的片铣刀的工作尺寸设计片铣刀;
b) 根据 、
、 计算确定刀架上切削头轴线与支座底板下平面间的夹角和刀架上片铣刀定位面中心点距离支座底板下平面的高度;
计算确定刀架上切削头轴线与支座底板下平面间的夹角和刀架上片铣刀定位面中心点距离支座底板下平面的高度;
式中: - 刀架上切削头轴线与支座底板下平面间的夹角;- 螺旋线槽升角;
- 刀架上切削头轴线与支座底板下平面间的夹角;- 螺旋线槽升角; - 刀架上片铣刀定位面中心点距离支座底板下平面的高度;
- 刀架上片铣刀定位面中心点距离支座底板下平面的高度; - 数控车床主轴中心距离导轨的高度;
- 数控车床主轴中心距离导轨的高度; - 数控车床走刀架上平面距离导轨的高度;
- 数控车床走刀架上平面距离导轨的高度; - 片铣刀厚度;
- 片铣刀厚度;
5)根据设计的工艺装置和数控车床的传动比给出数控车床主轴的转速、片铣刀的转速、走刀架的速度和切削量等工艺参数;
6)根据螺旋线槽的旋向、主轴的转速、片铣刀的转速、走刀架的速度和切削量等工艺参
数编制控制程序;
7)向数控车床输入控制程序,试生产,验证工艺装置和工艺参数;
8)正试生产。
2.根据权利要求1所述的一种数控车床加工大螺距外螺旋线槽的方法所用的工艺装置,其特征是:它包含片铣刀和刀架,所述片铣刀为圆环形,沿外圆周均布设置若干个齿,每个齿设置至少一个切削刃。
3.如权利要求2所述的工艺装置,其特征是:所述刀架包括支座、切削头、电动机和刀杆,所述支座的立板与底板固连,切削头的拉杆锁紧端向上、通过螺栓固连在立板的一侧,切削头的轴线与支座的底板下平面间具有与螺旋线槽升角一致的夹角,电动机动力轴向上、通过螺栓固连在立板的另一侧,其动力轴轴线与切削头轴线平行,电动机与切削头之间为带传动,刀杆的一端设置锥柄,另一端设置片铣刀定位面和与片铣刀内孔一致的轴,刀杆通过锥柄及其内置的螺纹固连在切削头上,轴端设置螺纹副。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310068317.4A CN103203491B (zh) | 2013-03-05 | 2013-03-05 | 数控车床加工大螺距外螺旋线槽的方法及工艺装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310068317.4A CN103203491B (zh) | 2013-03-05 | 2013-03-05 | 数控车床加工大螺距外螺旋线槽的方法及工艺装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103203491A true CN103203491A (zh) | 2013-07-17 |
| CN103203491B CN103203491B (zh) | 2015-05-13 |
Family
ID=48751013
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310068317.4A Expired - Fee Related CN103203491B (zh) | 2013-03-05 | 2013-03-05 | 数控车床加工大螺距外螺旋线槽的方法及工艺装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103203491B (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103949854A (zh) * | 2014-04-23 | 2014-07-30 | 马鞍山马钢表面工程技术有限公司 | 大直径圆弧齿板分段加工方法 |
| CN104028853A (zh) * | 2014-06-12 | 2014-09-10 | 山东威达机械股份有限公司 | 一种加工钻夹头夹爪螺纹的卧式机床 |
| CN109079157A (zh) * | 2018-08-15 | 2018-12-25 | 九江海天设备制造有限公司 | 一种加工高精度双线矩形螺旋丝杆的方法 |
| CN111659908A (zh) * | 2020-06-19 | 2020-09-15 | 重庆郭氏洪伸科技有限公司 | 基于车削的柱面网纹加工方法及系统 |
| CN116252003A (zh) * | 2023-05-09 | 2023-06-13 | 四川工程职业技术学院 | 一种在筒状工件上加工螺旋槽的加工装置及加工方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0438314U (zh) * | 1990-07-31 | 1992-03-31 | ||
| CN201102097Y (zh) * | 2007-10-12 | 2008-08-20 | 南京数控机床有限公司 | 三头螺旋铣床 |
| CN101301690A (zh) * | 2008-06-11 | 2008-11-12 | 西安交通大学 | 一种用于加工单螺杆压缩机转子的铣床 |
| EP2085167A1 (en) * | 2008-01-30 | 2009-08-05 | R.M.T. S.r.l. (Revision Machine Tools) | Notching device for rolls for rolling bars for reinforced concrete |
| CN101543903A (zh) * | 2009-05-08 | 2009-09-30 | 南京宁庆数控机床制造有限公司 | 数控全自动螺旋槽铣床 |
| JP2011031393A (ja) * | 2002-02-22 | 2011-02-17 | Seco Tools Ab | 切削工具及びホルダ |
-
2013
- 2013-03-05 CN CN201310068317.4A patent/CN103203491B/zh not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0438314U (zh) * | 1990-07-31 | 1992-03-31 | ||
| JP2011031393A (ja) * | 2002-02-22 | 2011-02-17 | Seco Tools Ab | 切削工具及びホルダ |
| CN201102097Y (zh) * | 2007-10-12 | 2008-08-20 | 南京数控机床有限公司 | 三头螺旋铣床 |
| EP2085167A1 (en) * | 2008-01-30 | 2009-08-05 | R.M.T. S.r.l. (Revision Machine Tools) | Notching device for rolls for rolling bars for reinforced concrete |
| CN101301690A (zh) * | 2008-06-11 | 2008-11-12 | 西安交通大学 | 一种用于加工单螺杆压缩机转子的铣床 |
| CN101543903A (zh) * | 2009-05-08 | 2009-09-30 | 南京宁庆数控机床制造有限公司 | 数控全自动螺旋槽铣床 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103949854A (zh) * | 2014-04-23 | 2014-07-30 | 马鞍山马钢表面工程技术有限公司 | 大直径圆弧齿板分段加工方法 |
| CN103949854B (zh) * | 2014-04-23 | 2016-06-29 | 马鞍山马钢表面工程技术有限公司 | 大直径圆弧齿板分段加工方法 |
| CN104028853A (zh) * | 2014-06-12 | 2014-09-10 | 山东威达机械股份有限公司 | 一种加工钻夹头夹爪螺纹的卧式机床 |
| CN109079157A (zh) * | 2018-08-15 | 2018-12-25 | 九江海天设备制造有限公司 | 一种加工高精度双线矩形螺旋丝杆的方法 |
| CN111659908A (zh) * | 2020-06-19 | 2020-09-15 | 重庆郭氏洪伸科技有限公司 | 基于车削的柱面网纹加工方法及系统 |
| CN111659908B (zh) * | 2020-06-19 | 2021-08-13 | 重庆郭氏洪伸科技有限公司 | 基于车削的柱面网纹加工方法及系统 |
| CN116252003A (zh) * | 2023-05-09 | 2023-06-13 | 四川工程职业技术学院 | 一种在筒状工件上加工螺旋槽的加工装置及加工方法 |
| CN116252003B (zh) * | 2023-05-09 | 2023-07-18 | 四川工程职业技术学院 | 一种在筒状工件上加工螺旋槽的加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103203491B (zh) | 2015-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201913269U (zh) | 镗孔专用机床 | |
| CN103203491B (zh) | 数控车床加工大螺距外螺旋线槽的方法及工艺装置 | |
| CN101596608A (zh) | 一种用于加工环形槽的切槽刀装置 | |
| CN100544864C (zh) | 三头螺旋铣床 | |
| CN103009065A (zh) | 一种多边形复合车铣加工装置 | |
| CN203109328U (zh) | 用于数控车床的片铣刀刀架 | |
| CN202639843U (zh) | 精细化车磨多功能机床 | |
| CN104439559A (zh) | 一种双圆弧螺纹外旋风铣床 | |
| CN204019120U (zh) | 转轴加工装置 | |
| CN101745812A (zh) | 闸阀阀接螺母自动攻丝机 | |
| CN103357974A (zh) | 一种可调式波形螺纹加工装置及方法 | |
| CN201102097Y (zh) | 三头螺旋铣床 | |
| CN204711219U (zh) | 一种双车头数控车床可调式刀架 | |
| CN201102075Y (zh) | 一种双刀尖螺纹车刀 | |
| CN203992689U (zh) | 一种利用普通车床高效率加工大螺距螺纹的装置 | |
| CN203076668U (zh) | 一种雕铣机 | |
| CN102430902A (zh) | 大模数齿轮粗切新型加工工艺 | |
| CN205519663U (zh) | 一种全自动一次车削多边六角装置 | |
| CN102632301B (zh) | 在立式铣床上加工齿向变位圆锥齿轮的工艺方法 | |
| CN104942312B (zh) | 带有双驱动的机床 | |
| CN204725207U (zh) | 一种数控纵切走心机上的第三轴组结构 | |
| CN207982394U (zh) | 一种铣槽机 | |
| CN207982888U (zh) | 一种转塔式六角车床主轴无级变速机构 | |
| CN207629799U (zh) | 多轴主轴芯轴专用磨削机床 | |
| CN204747611U (zh) | 一种全金属螺杆泵转子铣削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20150513 Termination date: 20160305 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |