CN103192014A - 钛合金大型肋模锻件结构 - Google Patents
钛合金大型肋模锻件结构 Download PDFInfo
- Publication number
- CN103192014A CN103192014A CN2013100917815A CN201310091781A CN103192014A CN 103192014 A CN103192014 A CN 103192014A CN 2013100917815 A CN2013100917815 A CN 2013100917815A CN 201310091781 A CN201310091781 A CN 201310091781A CN 103192014 A CN103192014 A CN 103192014A
- Authority
- CN
- China
- Prior art keywords
- forging
- titanium alloy
- alloy large
- sides
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Forging (AREA)
Abstract
本发明提供了一种钛合金大型肋模锻件的结构,其能有效解决现有结构存在的填充困难问题,同时提高了材料利用率、有效降低了变形抗力并减少了成形火次等问题。其包括钛合金大型肋模锻件本体,锻件本体上平面纵向两侧对称设有沿长度方向的高筋,其特征在于:锻件本体位于两侧高筋之间的上平面设置于锻件分模面的下方。
Description
技术领域
本发明涉及模锻件的结构设计领域,尤其是涉及钛合金大型模锻件的结构设计领域,具体为钛合金大型肋模锻件结构。
背景技术
一种大型钛合金构件,其外形轮廓尺寸为1100mm×220mm×210mm(长×宽×高),结构见图1,该构件的主要特点为两侧面侧板的高宽比为44:1,属于复杂结构件,且材料属于难变形材料。该构件的传统锻件6结构见图2和图3,锻件的A面5(即锻件本体位于两侧高筋之间的上平面)在锻件分模面的上方,该锻件在355MN螺杆压力机上进行模锻,成形速度500mm/sec,坯料采用φ250mm棒料直接模锻成形,图3中7为锻压模具的上模,8为锻压模具的下模,在模锻过程中常会出现以下问题:(1)锻件结构上的两道高筋模锻过程填充困难,容易产生塌角;(2)材料利用率低,锻件重量170Kg,下料重量272Kg,材料利用率仅为62.5%;(3)锻时飞边较多造成模锻成形力大,超过设备的最大打击力;(4)生产效率低,为了减小模锻成形力,每火次均需要切割飞边,一般需要4火次模锻成形。如图4~5所示,图4、图5中,10为锻件坯料,为选用φ238mm与φ250mm棒料模锻成形示意图,从图中可以看出棒料直径越大高筋越容易填充,但是随着棒料直径的增加带来的问题是材料利用率下降、打击力增加、锻造火次增加等问题。
发明内容
针对上述问题,本发明提供了一种钛合金大型肋模锻件的结构,其能有效解决现有结构存在的填充困难问题,同时提高了材料利用率、有效降低了变形抗力并减少了成形火次等问题。
其技术方案是这样的,其包括钛合金大型肋模锻件本体,所述锻件本体上平面纵向两侧对称设有沿长度方向的高筋,其特征在于:所述锻件本体位于两侧高筋之间的上平面设置于锻件分模面的下方。
其进一步特征在于:所述锻件本体位于两侧高筋之间的上平面与所述锻件分模面之间的高差距离H为桥部高度h的2倍~3倍。
与现有的锻件结构相比较,本发明的有益效果在于:锻件分模面上移且锻件本体位于两侧高筋之间的上平面低于分模面,使得在模锻时金属更容易向高筋填充,这样坯料直径相应减小,从而提高材料利用率、大大减小单件下料重量,而坯料直径的减小能有效控制模锻过程中产生的飞边,减少成形抗力,故所需成形的打击力也相应减少,锻件可以1火次内成形到位,减少了成形火次,提高了设备的利用率,也提高了生产效率。
附图说明
图1为本发明锻件加工后的大型钛合金肋产品示意图;
图2为图1产品的常规锻件结构示意图;
图3为图2锻件的成型截面示意图;
图4为采用φ238mm坯料成型图2所示锻件过程中坯料依次分别欠压8mm、欠压4mm、欠压0mm状态下的坯料填充情况比较示意图;
图5为采用φ250mm坯料成型图2所示锻件过程中坯料依次分别欠压12mm、欠压8mm、欠压4mm状态下的坯料填充情况比较示意图;
图6为本发明锻件结构示意图;
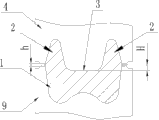
图7为图6锻件的成型截面示意图;
图8为采用φ220mm坯料成型图6所述锻件过程中的坯料依次分别欠压8mm、欠压4mm、欠压0mm状态下的填充情况比较示意图。
具体实施方式
见图6和图7,本发明钛合金大型肋模锻件结构,其包括钛合金大型肋模锻件本体1,锻件本体1上平面纵向两侧对称设有沿长度方向的高筋2,锻件本体1位于两侧高筋2之间的上平面3设置于锻件分模面的下方,锻件本体1位于两侧高筋2之间的上平面3与锻件分模面之间的高差距离H为桥部高度h的2倍~3倍。图7中,4为锻模的上模,9为锻模的下模。图8中,11为锻件坯料。
Claims (2)
1.钛合金大型肋模锻件结构,其包括钛合金大型肋模锻件本体,所述锻件本体上平面纵向两侧对称设有沿长度方向的高筋,其特征在于:所述锻件本体位于两侧高筋之间的上平面设置于锻件分模面的下方。
2.根据权利要求1所述的钛合金大型肋模锻件结构,其特征在于:所述锻件本体位于两侧高筋之间的上平面与所述锻件分模面之间的高差距离H为桥部高度h的2倍~3倍。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2013100917815A CN103192014A (zh) | 2013-03-21 | 2013-03-21 | 钛合金大型肋模锻件结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2013100917815A CN103192014A (zh) | 2013-03-21 | 2013-03-21 | 钛合金大型肋模锻件结构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103192014A true CN103192014A (zh) | 2013-07-10 |
Family
ID=48714932
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2013100917815A Pending CN103192014A (zh) | 2013-03-21 | 2013-03-21 | 钛合金大型肋模锻件结构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103192014A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103640691A (zh) * | 2013-12-09 | 2014-03-19 | 无锡透平叶片有限公司 | 钛合金摇臂模锻件结构 |
| CN112642988A (zh) * | 2020-11-30 | 2021-04-13 | 陕西宏远航空锻造有限责任公司 | 一种马鞍高筋形锻件的成型方法 |
| CN113084064A (zh) * | 2021-04-14 | 2021-07-09 | 西安三角防务股份有限公司 | 一种大型钛合金深腔长盒肋锻件、模具及其成型方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58168453A (ja) * | 1982-03-30 | 1983-10-04 | Sumitomo Metal Ind Ltd | H断面鍛造品の成形方法 |
| JPS59215236A (ja) * | 1983-05-23 | 1984-12-05 | Otsuka Tekko Kk | ハンマ−式型鍛造法 |
| CN101020224A (zh) * | 2007-03-14 | 2007-08-22 | 重庆大学 | 一种锻造曲轴的模具 |
| CN101633030A (zh) * | 2009-08-20 | 2010-01-27 | 上海保捷汽车零部件锻压有限公司 | 基于扩大塑性变形区锻造分模 |
| CN201693114U (zh) * | 2010-05-14 | 2011-01-05 | 湖北巨力锻造有限公司 | 一种油缸支架锻造终成形模具 |
| CN201693113U (zh) * | 2010-05-14 | 2011-01-05 | 湖北巨力锻造有限公司 | 一种油缸支架锻造模具 |
| CN201841232U (zh) * | 2010-08-20 | 2011-05-25 | 上海交大中京锻压有限公司 | 一种轴叉类零件模锻件加工的预锻模具结构 |
| CN201889385U (zh) * | 2010-11-16 | 2011-07-06 | 上海交大中京锻压有限公司 | 一种不锈钢类模锻件的终锻模模具结构 |
| JP2011147974A (ja) * | 2010-01-22 | 2011-08-04 | Nsk Ltd | 外向フランジ部付金属製部材の製造方法 |
| CN202721528U (zh) * | 2012-07-23 | 2013-02-06 | 江苏龙城精锻有限公司 | 无刷电机支架毛胚 |
| CN203170890U (zh) * | 2013-03-21 | 2013-09-04 | 无锡透平叶片有限公司 | 一种钛合金大型肋模锻件结构 |
-
2013
- 2013-03-21 CN CN2013100917815A patent/CN103192014A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58168453A (ja) * | 1982-03-30 | 1983-10-04 | Sumitomo Metal Ind Ltd | H断面鍛造品の成形方法 |
| JPS59215236A (ja) * | 1983-05-23 | 1984-12-05 | Otsuka Tekko Kk | ハンマ−式型鍛造法 |
| CN101020224A (zh) * | 2007-03-14 | 2007-08-22 | 重庆大学 | 一种锻造曲轴的模具 |
| CN101633030A (zh) * | 2009-08-20 | 2010-01-27 | 上海保捷汽车零部件锻压有限公司 | 基于扩大塑性变形区锻造分模 |
| JP2011147974A (ja) * | 2010-01-22 | 2011-08-04 | Nsk Ltd | 外向フランジ部付金属製部材の製造方法 |
| CN201693114U (zh) * | 2010-05-14 | 2011-01-05 | 湖北巨力锻造有限公司 | 一种油缸支架锻造终成形模具 |
| CN201693113U (zh) * | 2010-05-14 | 2011-01-05 | 湖北巨力锻造有限公司 | 一种油缸支架锻造模具 |
| CN201841232U (zh) * | 2010-08-20 | 2011-05-25 | 上海交大中京锻压有限公司 | 一种轴叉类零件模锻件加工的预锻模具结构 |
| CN201889385U (zh) * | 2010-11-16 | 2011-07-06 | 上海交大中京锻压有限公司 | 一种不锈钢类模锻件的终锻模模具结构 |
| CN202721528U (zh) * | 2012-07-23 | 2013-02-06 | 江苏龙城精锻有限公司 | 无刷电机支架毛胚 |
| CN203170890U (zh) * | 2013-03-21 | 2013-09-04 | 无锡透平叶片有限公司 | 一种钛合金大型肋模锻件结构 |
Non-Patent Citations (1)
| Title |
|---|
| 罗大金等: "《镁合金锻压成形与模具》", 31 January 2010, 中国轻工业出版社 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103640691A (zh) * | 2013-12-09 | 2014-03-19 | 无锡透平叶片有限公司 | 钛合金摇臂模锻件结构 |
| CN112642988A (zh) * | 2020-11-30 | 2021-04-13 | 陕西宏远航空锻造有限责任公司 | 一种马鞍高筋形锻件的成型方法 |
| CN113084064A (zh) * | 2021-04-14 | 2021-07-09 | 西安三角防务股份有限公司 | 一种大型钛合金深腔长盒肋锻件、模具及其成型方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103192014A (zh) | 钛合金大型肋模锻件结构 | |
| CN203170890U (zh) | 一种钛合金大型肋模锻件结构 | |
| CN104439001B (zh) | 一种大型钛合金结构件的模锻成形方法 | |
| CN104439031B (zh) | 一种制冷压缩机活塞部件冷镦成型制造方法 | |
| CN203140670U (zh) | 爪极预锻模具结构 | |
| CN204328448U (zh) | 一种过弯叶片锻件使用的顶锻件 | |
| CN203508901U (zh) | 外球笼精锻件内腔冷锻精整冲头 | |
| CN204320932U (zh) | 凳腿折弯模具 | |
| CN207857755U (zh) | 一种长柄滑套减径下模的模具结构 | |
| CN201693109U (zh) | 一种组合式锻造模具 | |
| CN105312848A (zh) | 一种双臂吊环的锻造方法 | |
| CN212495122U (zh) | 一种预锻模具 | |
| CN203030810U (zh) | 钻杆吊卡主体毛坯件锻造工装 | |
| CN203862935U (zh) | 高效锻锤机 | |
| CN203652103U (zh) | 一种钛合金摇臂模锻件结构 | |
| CN201366446Y (zh) | 多边形钢丝拉拔模具 | |
| CN103640691A (zh) | 钛合金摇臂模锻件结构 | |
| CN202539447U (zh) | 锻造钛合金用摔子 | |
| CN102989956B (zh) | 一种偏心曲柄类锻件的成形方法 | |
| CN104690199A (zh) | 石油钻采用防喷器本体的自由锻造方法 | |
| CN204262180U (zh) | 一种薄壁管子弯形模 | |
| CN204912644U (zh) | 刮板机用哑铃销成型锻造一体模具 | |
| CN202571123U (zh) | 一种专用端面焊接螺钉成型模具 | |
| CN104494808B (zh) | 一种易于钛合金锻件高筋成形的结构 | |
| CN204148426U (zh) | 一种制造低塑性耐热钢弯头的模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20130710 |