CN102921925A - 一种降低铁基表面复合材料浇注温度的方法 - Google Patents
一种降低铁基表面复合材料浇注温度的方法 Download PDFInfo
- Publication number
- CN102921925A CN102921925A CN2012104198652A CN201210419865A CN102921925A CN 102921925 A CN102921925 A CN 102921925A CN 2012104198652 A CN2012104198652 A CN 2012104198652A CN 201210419865 A CN201210419865 A CN 201210419865A CN 102921925 A CN102921925 A CN 102921925A
- Authority
- CN
- China
- Prior art keywords
- reactant
- pouring temperature
- cylindric
- powder
- base surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Abstract
本发明涉及铁基复合材料,具体而言为涉及一种利用铝热反应放热降低铁基表面复合材料浇注温度的方法,其原理是:通过铁水的加热作用触发铝热反应,利用铝热反应放热部分抵消陶瓷颗粒预成型块对铁水的冷却作用,同时由铝热反应形成与高铬铸铁基体成分相同的合金;为了不影响陶瓷增强颗粒的分布,并提高六棱柱孔或者蜂窝孔部分的耐磨性,将铝热反应的反应物制作成圆柱状加入到陶瓷颗粒预成型块的六棱柱孔或者蜂窝孔内,为了圆柱状反应物制作和应用的方便,反应物粉体混合后压结成圆柱状,然后采用铝箔包裹以防止圆柱体破碎和反应物粉体脱落。
Description
技术领域
本发明涉及铁基复合材料,具体而言为涉及一种利用铝热反应放热降低铁基表面复合材料浇注温度的方法。
技术背景
高铬铸铁具有优异的耐磨性能,在水泥、电力等行业广泛应用于磨辊、衬板、板锤等耐磨部件,但在高硬质磨料、高冲击等恶劣磨损工矿下,高铬铸铁件失效迅速,仍不能满足用户的要求;为此,耐磨性更好的颗粒增强铁基表面复合材料引起了越来越多研究者和生产者关注,研究表明,熔体浸渗法是目前制备铁基表面复合材料最合适的工艺之一,但是,由于增强材料和制备工艺的限制,铁基表面复合材料复合层的厚度往往不超过10mm,很多情况下难以满足工件对耐磨层厚度的要求。
专利CN102310183A公开了一种高耐磨铁基复合材料及其制备方法,制备方法包括如下步骤:1)选用大尺寸电熔锆刚玉颗粒;2)将上述电熔锆刚玉颗粒制得锆刚玉颗粒陶瓷块,冷却待用;3)将上述所得的锆刚玉颗粒陶瓷块放置在树脂砂型型腔的顶部进行铸渗工艺,开箱取件;4)将上述所得的锆刚玉颗粒增强铁基复合材料进行热处理,该发明方法工艺简便,复合层厚度可在较大范围内调节;还有研究者提出,将粒径为1~3 mm的ZTA(ZrO2增韧Al2O3)陶瓷颗粒制作成蜂窝状多孔陶瓷预制体,然后浇注高铬铸铁金属液铸渗陶瓷预制体,成功制备了陶瓷颗粒增强高铬铸铁基复合材料(铸造,2012,61(2): 165.);但是,上述两种方法的浇注温度均比高铬铸铁工件的通常浇注温度要高,前者为1540~1590℃,后者也达1450~1500℃;在这些铸渗透方法中,由于陶瓷颗粒预成型块的冷却作用,难以在较低的浇注温度下实现复合,而较高的浇注温度一方面使高铬铸铁的性能下降,同时也对熔炼设备提出了更高的要求,尽管对砂型进行预热可以一定程度改善复合效果,但是对砂型预热的难度大,且效果也不明显;因此,迫切需要采取有效方法,在保证复合效果的前提下降低高铬铸铁浇注温度。
发明内容
本发明提出一种降低颗粒增强铁基表面复合材料浇注温度的方法,其原理是:通过铁水的加热作用触发铝热反应,利用铝热反应放热部分抵消陶瓷颗粒预成型块对铁水的冷却作用,同时由铝热反应形成与高铬铸铁基体成分相同的合金;为了不影响陶瓷增强颗粒的分布,并提高六棱柱孔或者蜂窝孔部分的耐磨性,将铝热反应的反应物制作成圆柱状加入到陶瓷颗粒预成型块的六棱柱孔或者蜂窝孔内,为了圆柱状反应物制作和应用的方便,反应物粉体混合后压结成圆柱状,然后采用铝箔包裹以防止圆柱体破碎和反应物粉体脱落。
本发明提出一种降低颗粒增强铁基表面复合材料浇注温度的方法,其特征在于:将Fe2O3粉、Cr2O3粉、Al粉按比例混合均匀,压结成圆柱状,并用铝箔包裹进行预热,然后将柱状反应物固定在砂箱中指定的位置,放入陶瓷颗粒预成型块,合箱后浇注,冷却得到颗粒增强铁基表面复合材料。
所涉及的按一定比例混合均匀,是指Fe2O3粉、Cr2O3粉、Al粉按质量比15~21:5~9:10的比例采用球磨方法进行混合直至均匀。
所涉及的压结成圆柱状,是指在50~100MPa的压力下压结成直径为5~8mm,长度比要复合的陶瓷颗粒预成型块厚度大3~5mm的圆柱体。
所涉及的预热,是指将圆柱状反应物在150~200℃加热30~40min。
所涉及的固定在砂箱中指定的位置,是指采用粘结、插入或者预埋方法将圆柱状反应物固定在砂箱内壁上。
所涉及的陶瓷颗粒预成型块,是指采用采用常规粘结剂粘结方法由电熔锆刚玉颗粒或者ZrO2增韧Al2O3颗粒制成的带有六棱柱孔的预成型块,其六棱柱孔的内截圆直径比圆柱状反应物的直径大2~3mm,在型腔中组装时其六棱柱孔与圆柱状反应物的位置对应,每孔对应一个圆柱状反应物单元。
所涉及的合箱后浇注,是指合箱后采用1390~1430℃的铁水浇注,圆柱状反应物加入量越大,采用的浇注温度越低。
本发明提出的方法,在有效降低浇注温度的同时提高了材料的性能,成本低,操作简便,还可以应用到其它采用铸渗方法制备的钢铁基表面复合材料。
附图说明
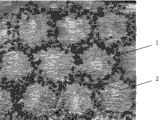
图1为1390℃浇注获得的颗粒增强铁基表面复合材料的照片,图中1为电熔锆刚玉颗粒,2为高铬铸铁基体。
具体实施例
本发明可以根据以下实例实施,但不限于以下实例,在本发明中所使用的术语,除非有另外说明,一般具有本领域普通技术人员通常理解的含义,应理解,这些实施例只是为了举例说明本发明,而非以任何方式限制本发明的范围,在以下的实施例中,未详细描述的各种过程和方法是本领域中公知的常规方法。
实施例1
本实施例具体实施一种降低颗粒增强铁基表面复合材料浇注温度的方法,要制备的铁基复合材料的表面复合层厚度为30mm,具体过程为:将Fe2O3粉、Cr2O3粉、Al粉按质量比15:5:10的比例采用球磨方法进行混合直至均匀,然后在50MPa的压力下压结成直径为5mm,长度33mm的圆柱体,用铝箔包裹后进行在150℃加热40min,然后将柱状反应物采用粘结方法固定在砂箱中内壁上,并放入采用常规粘结剂粘结方法由电熔锆刚玉颗粒制成的带有六棱柱孔的陶瓷颗粒预成型块,六棱柱孔的内截圆直径为7mm,其六棱柱孔与圆柱状反应物的位置对应,每孔对应一个圆柱状反应物单元,合箱后采用1390℃的高铬铸铁铁水浇注,冷却得到颗粒增强铁基表面复合材料,图1为所制备的颗粒增强铁基表面复合材料的照片,图中1为电熔锆刚玉颗粒,2为高铬铸铁基体。
实施例2
本实施例具体实施一种降低颗粒增强铁基表面复合材料浇注温度的方法,要制备的铁基复合材料的表面复合层厚度为40mm,具体过程为:将Fe2O3粉、Cr2O3粉、Al粉按质量比21:9:10的比例采用球磨方法进行混合直至均匀,然后在100MPa的压力下压结成直径为8mm,长度45mm的圆柱体,用铝箔包裹后进行在200℃加热40min,然后将柱状反应物采用插入方法固定在砂箱中内壁上,并放入采用常规粘结剂粘结方法由电熔锆刚玉颗粒制成的带有六棱柱孔的陶瓷颗粒预成型块,六棱柱孔的内截圆直径为11mm,其六棱柱孔与圆柱状反应物的位置对应,每孔对应一个圆柱状反应物单元,合箱后采用1430℃的高铬铸铁铁水浇注,冷却得到颗粒增强铁基表面复合材料。
实施例3
本实施例具体实施一种降低颗粒增强铁基表面复合材料浇注温度的方法,要制备的铁基复合材料的表面复合层厚度为35mm,具体过程为:将Fe2O3粉、Cr2O3粉、Al粉按质量比18:7:10的比例采用球磨方法进行混合直至均匀,然后在80MPa的压力下压结成直径为7mm,长度39mm的圆柱体,用铝箔包裹后进行在180℃加热35min,然后将柱状反应物采用插入方法固定在砂箱中内壁上,并放入采用常规粘结剂粘结方法由ZrO2增韧Al2O3颗粒制成的带有六棱柱孔的陶瓷颗粒预成型块,六棱柱孔的内截圆直径为9mm,其六棱柱孔与圆柱状反应物的位置对应,每孔对应一个圆柱状反应物单元,合箱后采用1410℃的高铬铸铁铁水浇注,冷却得到颗粒增强铁基表面复合材料。
实施例4
本实施例具体实施一种降低颗粒增强铁基表面复合材料浇注温度的方法,要制备的铁基复合材料的表面复合层厚度为30mm,具体过程为:将Fe2O3粉、Cr2O3粉、Al粉按质量比19:8:10的比例采用球磨方法进行混合直至均匀,然后在70MPa的压力下压结成直径为6mm,长度34mm的圆柱体,用铝箔包裹后进行在200℃加热30min,然后将柱状反应物采用预埋方法固定在砂箱中内壁上,并放入采用常规粘结剂粘结方法由ZrO2增韧Al2O3颗粒制成的带有六棱柱孔的陶瓷颗粒预成型块,六棱柱孔的内截圆直径为8mm,其六棱柱孔与圆柱状反应物的位置对应,每孔对应一个圆柱状反应物单元,合箱后采用1400℃的高铬铸铁铁水浇注,冷却得到颗粒增强铁基表面复合材料。
实施例5
本实施例具体实施一种降低颗粒增强铁基表面复合材料浇注温度的方法,要制备的铁基复合材料的表面复合厚度为38mm,具体过程为:将Fe2O3粉、Cr2O3粉、Al粉按质量比19:7:10的比例采用球磨方法进行混合直至均匀,然后在80MPa的压力下压结成直径为7mm,长度42mm的圆柱体,用铝箔包裹后进行在180℃加热35min,然后将柱状反应物采用预埋方法固定在砂箱中内壁上,并放入采用常规粘结剂粘结方法由电熔锆刚玉颗粒制成的带有六棱柱孔的陶瓷颗粒预成型块,六棱柱孔的内截圆直径为10mm,其六棱柱孔与圆柱状反应物的位置对应,每孔对应一个圆柱状反应物单元,合箱后采用1420℃的高铬铸铁铁水浇注,冷却得到颗粒增强铁基表面复合材料。
Claims (7)
1.一种降低铁基表面复合材料浇注温度的方法,其特征在于:将Fe2O3粉、Cr2O3粉、Al粉按比例混合均匀,压结成圆柱状,并用铝箔包裹进行预热,然后将柱状反应物固定在砂箱中指定的位置,放入陶瓷颗粒预成型块,合箱后浇注,冷却得到颗粒增强铁基表面复合材料。
2.如权利要求1所述的一种降低铁基表面复合材料浇注温度的方法,其特征在于:所述的按比例混合均匀,是指Fe2O3粉、Cr2O3粉、Al粉按质量比15~21:5~9:10的比例采用球磨方法进行混合直至均匀。
3.如权利要求1所述的一种降低铁基表面复合材料浇注温度的方法,其特征在于:所述的压结成圆柱状,是指在50~100MPa的压力下压结成直径为5~8mm,长度比要复合的陶瓷颗粒预成型块厚度大3~5mm的圆柱体。
4.如权利要求1所述的一种降低铁基表面复合材料浇注温度的方法,其特征在于:所述的预热,是指将圆柱状反应物在150~200℃加热30~40min。
5.如权利要求1所述的一种降低铁基表面复合材料浇注温度的方法,其特征在于:所述的固定在砂箱中指定的位置,是指采用粘结、插入或者预埋方法将圆柱状反应物固定在砂箱内壁上。
6.如权利要求1所述的一种降低铁基表面复合材料浇注温度的方法,其特征在于:所述的陶瓷颗粒预成型块,是指采用采用常规粘结剂粘结方法由电熔锆刚玉颗粒或者ZrO2增韧Al2O3颗粒制成的带有六棱柱孔的预成型块,其六棱柱孔的内截圆直径比圆柱状反应物的直径大2~3mm,在型腔中组装时其六棱柱孔与圆柱状反应物的位置对应,每孔对应一个圆柱状反应物单元。
7.如权利要求1所述的一种降低铁基表面复合材料浇注温度的方法,其特征在于:所述的合箱后浇注,是指合箱后采用1390~1430℃的铁水浇注,圆柱状反应物加入量越大,采用的浇注温度越低。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210419865.2A CN102921925B (zh) | 2012-10-29 | 2012-10-29 | 一种降低铁基表面复合材料浇注温度的方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210419865.2A CN102921925B (zh) | 2012-10-29 | 2012-10-29 | 一种降低铁基表面复合材料浇注温度的方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102921925A true CN102921925A (zh) | 2013-02-13 |
| CN102921925B CN102921925B (zh) | 2015-06-10 |
Family
ID=47636930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201210419865.2A Expired - Fee Related CN102921925B (zh) | 2012-10-29 | 2012-10-29 | 一种降低铁基表面复合材料浇注温度的方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102921925B (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104658920A (zh) * | 2015-02-04 | 2015-05-27 | 湖南浩威特科技发展有限公司 | 铝碳化硅制备方法、所得铝碳化硅及电子元器件封装底板 |
| CN104999053A (zh) * | 2015-08-04 | 2015-10-28 | 东南大学 | 一种含有三氧化二铁的铝合金铸渗用涂料及利用其制备铸渗涂层的方法 |
| CN106378239A (zh) * | 2016-09-12 | 2017-02-08 | 山东科技大学 | 一种带有菱形耐磨格栅的球磨机衬板及其制备方法 |
| CN108380850A (zh) * | 2018-03-28 | 2018-08-10 | 昆明理工大学 | 一种陶瓷颗粒多尺度增强金属基复合耐磨耙齿齿头及其制备方法 |
| CN109127734A (zh) * | 2018-09-06 | 2019-01-04 | 湖南三泰新材料股份有限公司 | 轧辊辊套、轧辊辊套的制造方法以及轧辊 |
| CN110076323A (zh) * | 2019-05-06 | 2019-08-02 | 安徽同创电力科技有限公司 | 一种中速磨煤机磨辊辊套的制备方法 |
| CN111730042A (zh) * | 2020-07-01 | 2020-10-02 | 吕新起 | 基于shs技术的陶瓷颗粒增强钢基复合材料的制备方法 |
| CN112844638A (zh) * | 2020-12-31 | 2021-05-28 | 松山湖材料实验室 | 预制体及其制备方法和耐磨件及其制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01254369A (ja) * | 1988-04-01 | 1989-10-11 | Ube Ind Ltd | 繊維強化複合材料の製造方法 |
| US6460598B1 (en) * | 2000-11-27 | 2002-10-08 | Ceramic Process Systems Corporation | Heat exchanger cast in metal matrix composite and method of making the same |
| CN101704089A (zh) * | 2009-09-18 | 2010-05-12 | 江阴东大新材料研究院 | 在钢表面制备陶瓷纤维与陶瓷颗粒混杂复合材料涂层方法 |
| CN102310183A (zh) * | 2011-09-06 | 2012-01-11 | 扬州电力设备修造厂 | 一种高耐磨铁基复合材料及其制备方法 |
| CN102489686A (zh) * | 2011-12-28 | 2012-06-13 | 昆明理工大学 | 消失模铸造陶瓷颗粒增强钢铁基复合材料的制备方法 |
| CN102676956A (zh) * | 2012-03-05 | 2012-09-19 | 江苏大学 | 一种原位合成铁基表面复合材料的制备方法 |
-
2012
- 2012-10-29 CN CN201210419865.2A patent/CN102921925B/zh not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01254369A (ja) * | 1988-04-01 | 1989-10-11 | Ube Ind Ltd | 繊維強化複合材料の製造方法 |
| US6460598B1 (en) * | 2000-11-27 | 2002-10-08 | Ceramic Process Systems Corporation | Heat exchanger cast in metal matrix composite and method of making the same |
| CN101704089A (zh) * | 2009-09-18 | 2010-05-12 | 江阴东大新材料研究院 | 在钢表面制备陶瓷纤维与陶瓷颗粒混杂复合材料涂层方法 |
| CN102310183A (zh) * | 2011-09-06 | 2012-01-11 | 扬州电力设备修造厂 | 一种高耐磨铁基复合材料及其制备方法 |
| CN102489686A (zh) * | 2011-12-28 | 2012-06-13 | 昆明理工大学 | 消失模铸造陶瓷颗粒增强钢铁基复合材料的制备方法 |
| CN102676956A (zh) * | 2012-03-05 | 2012-09-19 | 江苏大学 | 一种原位合成铁基表面复合材料的制备方法 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104658920A (zh) * | 2015-02-04 | 2015-05-27 | 湖南浩威特科技发展有限公司 | 铝碳化硅制备方法、所得铝碳化硅及电子元器件封装底板 |
| CN104658920B (zh) * | 2015-02-04 | 2017-04-26 | 湖南浩威特科技发展有限公司 | 铝碳化硅制备方法、所得铝碳化硅及电子元器件封装底板 |
| CN104999053A (zh) * | 2015-08-04 | 2015-10-28 | 东南大学 | 一种含有三氧化二铁的铝合金铸渗用涂料及利用其制备铸渗涂层的方法 |
| CN104999053B (zh) * | 2015-08-04 | 2017-05-24 | 东南大学 | 一种含有三氧化二铁的铝合金铸渗用涂料及利用其制备铸渗涂层的方法 |
| CN106378239A (zh) * | 2016-09-12 | 2017-02-08 | 山东科技大学 | 一种带有菱形耐磨格栅的球磨机衬板及其制备方法 |
| CN106378239B (zh) * | 2016-09-12 | 2018-07-17 | 山东科技大学 | 一种带有菱形耐磨格栅的球磨机衬板的制备方法 |
| CN108380850A (zh) * | 2018-03-28 | 2018-08-10 | 昆明理工大学 | 一种陶瓷颗粒多尺度增强金属基复合耐磨耙齿齿头及其制备方法 |
| CN109127734A (zh) * | 2018-09-06 | 2019-01-04 | 湖南三泰新材料股份有限公司 | 轧辊辊套、轧辊辊套的制造方法以及轧辊 |
| CN109127734B (zh) * | 2018-09-06 | 2020-05-22 | 湖南三泰新材料股份有限公司 | 轧辊辊套、轧辊辊套的制造方法以及轧辊 |
| CN110076323A (zh) * | 2019-05-06 | 2019-08-02 | 安徽同创电力科技有限公司 | 一种中速磨煤机磨辊辊套的制备方法 |
| CN111730042A (zh) * | 2020-07-01 | 2020-10-02 | 吕新起 | 基于shs技术的陶瓷颗粒增强钢基复合材料的制备方法 |
| CN112844638A (zh) * | 2020-12-31 | 2021-05-28 | 松山湖材料实验室 | 预制体及其制备方法和耐磨件及其制备方法 |
| CN112844638B (zh) * | 2020-12-31 | 2023-05-30 | 松山湖材料实验室 | 预制体及其制备方法和耐磨件及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102921925B (zh) | 2015-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102921925B (zh) | 一种降低铁基表面复合材料浇注温度的方法 | |
| CN103785841B (zh) | 一种浆料涂挂zta增强钢铁基复合耐磨件的制备方法 | |
| CN100509213C (zh) | 制备颗粒增强金属基表面复合材料的真空实型铸渗方法 | |
| CN103769563A (zh) | 一种活性元素烧结zta颗粒增强钢铁基复合磨辊及磨盘的制备方法 | |
| UA46124C2 (uk) | Зносостійка деталь із композитного матеріалу (варіанти) | |
| CN103143699A (zh) | 金属-陶瓷预制件复合增强耐磨件及其制备方法 | |
| CN103331429B (zh) | 陶瓷金属复合预制体的制备方法 | |
| CN101905185B (zh) | 一种破碎机用原位陶瓷局部增强复合材料锤头及制备方法 | |
| CN101899586A (zh) | 一种复合材料预制体的制备工艺 | |
| HU226782B1 (en) | Cast part with enhanced wear resistance | |
| CN104399930A (zh) | 一种离心铸造陶瓷-金属蜂窝复合材料立磨磨辊的方法 | |
| CN105689642A (zh) | 一种普通铸造铁基陶瓷复合材料立磨磨辊的制备方法 | |
| CN103769562A (zh) | 一种活性元素烧结zta颗粒增强钢铁基复合锤头的制备方法 | |
| CN103521774A (zh) | 一种自蔓延制备金刚石节块工具的方法 | |
| WO2007079482A3 (en) | Metal casting system | |
| CN102310183B (zh) | 一种高耐磨铁基复合材料及其制备方法 | |
| CN111054903A (zh) | 一种具有空间网格状陶瓷金属复合层的耐磨件及其制备方法 | |
| CN104801695A (zh) | 一种常压铸渗法制备灰铸铁基表层耐磨复合材料的方法 | |
| CN102676956B (zh) | 一种原位合成铁基表面复合材料的制备方法 | |
| CN104741173B (zh) | 一种复合材料磨辊的制造方法 | |
| CN114570481A (zh) | 一种高铬铸铁基zta陶瓷复合材料反击式破碎机板锤及其制造方法 | |
| CN101780536B (zh) | 一种铸钢表面复合耐磨合金材料 | |
| CN102557692A (zh) | 一种无碳滑面中包上水口及其制备方法 | |
| CN108097928B (zh) | 一种表层复合材料的制备方法 | |
| CN101791894B (zh) | 陶瓷-金属基复合抗磨衬板的生产方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20171115 Address after: 225714 Xinghua City, Jiangsu Province, Chen Bao town land building Patentee after: Xinghua precision casting and Forging Industry Research Institute Co Ltd Address before: Zhenjiang City, Jiangsu Province, 212013 Jingkou District Road No. 301 Patentee before: Jiangsu University |
|
| TR01 | Transfer of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20150610 Termination date: 20191029 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |