CN102582012A - 用于制造侧壁的方法 - Google Patents
用于制造侧壁的方法 Download PDFInfo
- Publication number
- CN102582012A CN102582012A CN2011104632670A CN201110463267A CN102582012A CN 102582012 A CN102582012 A CN 102582012A CN 2011104632670 A CN2011104632670 A CN 2011104632670A CN 201110463267 A CN201110463267 A CN 201110463267A CN 102582012 A CN102582012 A CN 102582012A
- Authority
- CN
- China
- Prior art keywords
- profiled member
- plastic housing
- plastic
- sidewall
- profiled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/02—Side panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/14—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/08—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles using several expanding or moulding steps
- B29C44/083—Increasing the size of the cavity after a first part has foamed, e.g. substituting one mould part with another
- B29C44/086—Increasing the size of the cavity after a first part has foamed, e.g. substituting one mould part with another and feeding more material into the enlarged cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/86—Incorporated in coherent impregnated reinforcing layers, e.g. by winding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/04—Superstructures, understructures, or sub-units thereof, characterised by the material thereof predominantly of synthetic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3055—Cars
Abstract
一种通过使用至少一个模压工具制造汽车车身的侧壁(1)的方法,其中,借助于第一和第二成型件(5)实现第一塑料壳(2)的成型,以及借助于第三和第四成型件实现第二塑料壳(3)的成型,将涂层(9)填入到第五成型件(10)中,其中,移除第四成型件并且使第二塑料壳(3)保留在第三成型件上并通过与第五成型件(10)接合使其与涂层(9)连接,将第三成型件从第二塑料壳(3)移除,使第二塑料壳(3)保留在第五成型件(10)上,并将金属结构(4)与第二塑料壳(3)粘结,接着通过接合第五成型件(10)和第一成型件(5)使在移除第二成型件(6)之后还位于第一成型件(5)中的第一塑料壳(2)与金属结构(4)和第二塑料壳(3)连接。
Description
技术领域
本发明涉及一种通过使用至少一个模压工具制造汽车车身侧壁的方法。
另外,本发明还涉及一种用于汽车车身的侧壁。
背景技术
用于制造汽车车身侧壁的部件,特别是侧壁的装饰和衬里件的相关模压方法例如由DE102007024530公开。在该已知方法中,将形成装饰层的材料、形成载体的塑料-模塑材料和用于形成可延展的衬料的、可延展的材料置入模压工具开口的成型腔和/或定位在该成型腔中。该模压工具由至少两个成型件构成,即,一个上部件和一个下部件。所述成型件可以相互远离地运动和相向运动。在上部件和下部件之间形成有成型腔,在上部件和下部件闭合的状态是空腔,该空腔通过上部件和下部件的相背离地运动而被打开,使得能够将各种部件和材料置入。在上部件和下部件的相向移动时就形成了成型的模压过程。在此产生的成型件的形状由成型腔的形状决定,成型腔的形状是所述成型件的负模或阴模。在置入和/或定位好材料和可延展的材料后,在进一步的方法步骤中封闭模压工具的成型腔。在此,将形成装饰层的材料和/或形成载体的塑料模塑材料和/或形成可延展的衬料的、可延展的材料压入到由成型腔给定的形状中。接着固化塑料模塑材料(如在热塑性的塑料模塑材料时)或硬化塑料模塑材料(如在热固性模塑材料时),并且与形成装饰层的材料和用于形成可延展的衬料的可延展的材料一起形成要制造的成型件。
该已知方法在加工完整侧壁方面存在缺点:即,在完成侧壁组件后通常还必须在其它较耗费的方法步骤中与大量其它部件一起继续加工成侧壁。在此,必须精确地定位这些部件,并且需要为连接技术提供通道,这只能部分解决或只有通过高昂的费用才能解决。其结果是高昂的费用或很长的公差链和由此产生的低尺寸稳定性。在连接技术中,在常规的制造方法中也总是需要对负面影响妥协,如腐蚀、刚度降低、额外的连接方法和外部表面质量的损坏等。特别是带有混和材料的轻质结构由于例如接触腐蚀和所要使用的多种不同的连接方法显著增加了制造难度。
发明内容
因此,本发明所要解决的技术问题是,简化汽车车身的侧壁制造和简化汽车车身的侧壁的结构,并由此成本低廉并且高效地构造所述侧壁。
按照本发明,该技术问题通过一种开头所述类型的方法由此解决:侧壁由两个塑料壳和位于所述塑料壳之间的加强金属结构构成,其中,借助于第一和第二成型件实现第一塑料壳的成型,以及借助于第三和第四成型件实现第二塑料壳的成型,将涂层注入到第五成型件中,其中,移除第四成型件,并且第二塑料壳保留在第三成型件上并通过与第五成型件接合而与涂层相连接,接着将第三成型件从第二塑料壳移除,其中,使第二塑料壳保留在第五成型件上,并将金属结构与第二塑料壳粘结,接着将在移除第二成型件之后还位于第一成型件上的第一塑料壳在涂覆粘结剂层之后通过接合第五和第一成型件与金属结构粘结在一起。
本发明的一个功用在于,明显简化了侧壁的制造并且也明显改善了尺寸稳定性。另外,所使用的成型件(模具部件)在制造过程中还可以多次使用,因此相对于常规的制造方法实现了显著的成本降低。因为塑料件保留在其制造模具中,所以该塑料件在整个生产过程中可以最佳地定位。因此,除了制造金属结构(例如钢架)外,对于整个制造过程不需要任何附加装置。
本发明的一种有利的变型设计为,涂层具有外部的覆盖层,尤其是面漆层,并且被施加在第五成型件中。通过这种方式就可以在制造过程中以非常简单的方式将面漆涂覆在外部的塑料壳上,由此可以省略侧壁事后的涂面漆过程。在本文中被证明特别有利的是,在将覆盖层施加到第五成型件后,将塑料泡沫,尤其是PU-泡沫喷射到第五成型件中,因为通过塑料泡沫可以实现覆盖层在外部塑料壳上良好的连接。
本发明的一种特别有利的变型设计为,第一和第二塑料壳各由连续纤维加强的热塑性塑料够成。本发明的这种变型的特征首先在于,通过使用连续纤维加强的塑料板可以用简单的方式实现塑料壳一体的结构。该实施变型相对于外部侧壁外壳迄今常见的多部件结构是一个重大进步。
在工艺过程优化和使用尽可能少的模具或成型件方面被证明特别有利的是,使用各一个型芯作为第一和第三成型件,使用各一个模具作为第二、第四和第五成型件。
为了使用于实施按本发明方法所需的模具的磨损保持得尽可能小,可以使用由铝或钢制成的永久铸型作为第二、第四和第五成型件。
此外被证明非常有利的是,使用压力薄膜作为第二成型件。通过本发明的这种变型还可以由此进一步优化制造过程,即,可以使用热空气来加载压力,这首先有利于连续纤维加强的热塑性塑料在所希望的塑料壳模具中的成型过程。
按照本发明,也可以通过开头所述类型的侧壁由此解决上述技术问题,即,该侧壁通过根据本发明的方法制造,并且该侧壁由两个塑料壳和位于所述塑料壳之间的内部金属结构构成。
通过每个塑料壳都由连续纤维加强的热塑性塑料构成可以实现侧壁较小的重量。
附图说明
下面将根据一些在附图中所示的、但不仅限于此的实施例详细说明本发明以及其余优点。在附图中示意示出了:
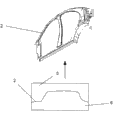
图1是根据本发明的侧壁的分解视图;
图2是在根据本发明的方法中使用的模压工具,带有用于制造第一塑料壳的第一和第二成型件;
图3是在根据本发明的方法中使用的模压工具,带有用于制造第二塑料壳的第三和第四成型件;
图4是在根据本发明的方法中使用模压工具,该模压工具具有图3所示的第三成型件和用于给第二塑料壳涂层的第五成型件;
图5是在根据本发明的方法中使用的模压工具,该模压工具具有图2所示的第一模具和图4所示的第五模具,以便将第一和第二塑料壳与布置在所述塑料壳之间的金属结构连接。
具体实施方式
首先要明确的是,在所描述的各个实施形式中,为相同的部件使用相同的附图标记或相同的组件标记,其中,包含在整个说明书中的公开内容也可以根据其意义转移到具有相同附图标记或相同组件标记的相同部件上。在说明书中所选择的位置说明,如上方、下方、侧面等也与直接描述以及示出的附图有关,并且在位置变化时,也根据其意义转换到在新位置上。另外综合描述这些附图。
按照图1,按本发明的侧壁1具有两个塑料壳2、3和位于所述塑料壳2和3之间的金属结构4。塑料壳2和3优选由连续纤维加强的热塑性塑料制成。金属结构4例如可以设计为由弯曲的型材和较小板件构成的钢架。当然,金属结构4也可以由铝或其它恰当的金属或合金制成。
如图2所示,根据按本发明的方法,借助于模压工具的第一成型件5和第二成型件6实现第一塑料壳2的成型。为此,可以加热置入模压工具中的塑料,优选是连续纤维加强的热塑性塑料,并且如开头讨论现有技术时所述,通过闭合两个成型件5、6置于希望的形状。接着可以规定最后的冷却阶段。这种成型过程对于本领域技术人员是大量已知的,因此在此不再对该过程做进一步描述。
图3示出了第二塑料壳3的制造。借助于第三和第四成型件7、8实现第二塑料壳3的成型,其中,第二塑料壳3的成型过程与第一塑料壳2的成型过程相对应。
根据图4,将例如塑料泡沫形式的涂层9引入到第五成型件10中。第四成型件8被移除,并且使第二塑料壳3保留在第三成型件7上。通过将第三成型件7和第五成型件10接合,使第二塑料壳3与涂层9连接。在此须指出的是,涂层9也可以在第三成型件7和第五成型件10接合后被喷射到形成在第五成型件10和第二塑料壳3之间的空腔中。涂层9优选还具有外部的覆盖层,特别是面漆层。覆盖层例如可以通过置入第五成型件10中的彩色薄膜形成,其中,在第二塑料壳3和彩色薄膜之间的空腔可以用上述塑料泡沫,例如PU-泡沫喷射。
如由图5可看出,在成型过程结束后,第三成型件7被从第二塑料壳3上移除,其中,第二塑料壳3保留在第五成型件10上。然后,将金属结构4与第二塑料壳3粘接在一起。在移除第二成型件6之后还位于第一成型件5中的第一塑料壳2在涂覆粘合剂层11后通过第五成型件10与第一成型件5的接合同样与金属结构4和塑料壳3粘结成侧壁1。
最后须说明的是,有利地使用各一个型芯作为第一和第三成型件5、7,并且使用各一个模具作为第二、第四和第五成型件6、8、10。另外可以将成型件6、8、10构造为由铝或钢制成的永久铸型。然而,也可以有利地使用夹紧在金属框内的、并且可加载压缩空气的压力薄膜作为第二成型件6。
附图标记清单:
1 侧壁
2 塑料壳
3 塑料壳
4 金属结构
5 第一成型件
6 第二成型件
7 第三成型件
8 第四成型件
9 涂层
10 第五成型件
11 粘合剂层
Claims (9)
1.一种通过使用至少一个模压工具制造汽车车身的侧壁(1)的方法,其特征在于,所述侧壁(1)由两个塑料壳(2、3)和位于所述塑料壳之间的加强金属结构(4)构成,其中,借助于第一和第二成型件(5、6)实现第一塑料壳(2)的成型,并且借助于第三和第四成型件(7、8)实现第二塑料壳(3)的成型,将涂层(9)引入到第五成型件(10)中,其中,将第四成型件(8)移除,并且所述第二塑料壳(3)被保留在第三成型件(7)上并通过与第五成型件(10)接合而与所述涂层(9)相连接,将所述第三成型件(7)从所述第二塑料壳(3)移除,其中,所述第二塑料壳(3)被保留在所述第五成型件(10)上并将所述金属结构(4)与所述第二塑料壳(3)粘结,接着,在移除所述第二成型件(6)之后还位于所述第一成型件(5)的所述第一塑料壳(2)在涂覆粘结剂层(11)之后通过所述第五成型件(10)和所述第一成型件(5)的接合与所述金属结构(4)和所述第二塑料壳(3)粘结在一起。
2.根据权利要求1所述的方法,其特征在于,所述涂层(9)具有外部的覆盖层,尤其是面漆层,并且被施加到所述第五成型件(10)中。
3.根据权利要求2所述的方法,其特征在于,在将所述覆盖层施加到所述第五成型件(10)后,将塑料泡沫,尤其是PU-泡沫喷射到所述第五成型件(10)中。
4.根据权利要求1至3之一所述的方法,其特征在于,所述第一和第二塑料壳(2、3)各由连续纤维加强的热塑性塑料构成。
5.根据权利要求1至4之一所述的方法,其特征在于,使用各一个型芯作为第一和第三成型件(5、7),以及使用各一个模具作为第二、第四和第五成型件(6、8、10)。
6.根据权利要求5所述的方法,其特征在于,使用由铝或钢制成的永久铸型作为所述第二、第四和第五成型件(6、8、10)。
7.根据权利要求5或6所述的方法,其特征在于,使用压力薄膜作为第二成型件(6)。
8.一种用于汽车车身的侧壁(1),其特征在于,该侧壁按照如权利要求1至6中之一所述的方法制造并且由两个塑料壳(2、3)和位于所述塑料壳之间的、内部的金属结构(4)构成。
9.根据权利要求7所述的侧壁,其特征在于,所述塑料壳(2、3)分别由连续纤维加强的热塑性塑料构成。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010052377 | 2010-11-24 | ||
| DE102010052377.1 | 2010-11-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102582012A true CN102582012A (zh) | 2012-07-18 |
| CN102582012B CN102582012B (zh) | 2015-01-21 |
Family
ID=44992782
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201110463267.0A Active CN102582012B (zh) | 2010-11-24 | 2011-11-24 | 用于制造侧壁的方法 |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2457808B1 (zh) |
| CN (1) | CN102582012B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105339244A (zh) * | 2013-06-12 | 2016-02-17 | 蒂森克虏伯钢铁欧洲股份公司 | 轿车的侧壁组件 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013214782A1 (de) * | 2013-07-29 | 2015-01-29 | Bayerische Motoren Werke Aktiengesellschaft | Fahrzeugkarosserie mit zwei verklebten Karosseriebauteilen |
| DE102015014643A1 (de) * | 2015-11-12 | 2017-05-18 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Kraftfahrzeugkarosserie |
| JP6700122B2 (ja) * | 2016-06-30 | 2020-05-27 | 株式会社Subaru | 繊維強化樹脂製のサイドシル構造 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2949771A (en) * | 1970-06-01 | 1972-12-07 | Pressed Steel Fisher Limited | Vehicle bodies of plastics material |
| EP0039071A2 (de) * | 1980-04-28 | 1981-11-04 | Aktiengesellschaft Adolph Saurer | Wagenkasten, insbesondere für Kraftfahrzeuge |
| US5512233A (en) * | 1994-10-26 | 1996-04-30 | Davidson Textron Inc. | Method of making a panel with a spray formed skin |
| US5738747A (en) * | 1994-12-19 | 1998-04-14 | Roamer Corporation | Method of manufacturing a recreational vehicle cabin |
| CN201494000U (zh) * | 2009-07-24 | 2010-06-02 | 应革 | 一种车身外壳体制作模具 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007024530A1 (de) | 2007-05-24 | 2008-11-27 | Novem Car Interior Design Gmbh | Formpressverfahren zur Herstellung von Formteilen, insbesondere Dekorteilen und/oder Verkleidungsteilen für den Fahrzeuginnenraum |
-
2011
- 2011-11-18 EP EP11189718.7A patent/EP2457808B1/de active Active
- 2011-11-24 CN CN201110463267.0A patent/CN102582012B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2949771A (en) * | 1970-06-01 | 1972-12-07 | Pressed Steel Fisher Limited | Vehicle bodies of plastics material |
| EP0039071A2 (de) * | 1980-04-28 | 1981-11-04 | Aktiengesellschaft Adolph Saurer | Wagenkasten, insbesondere für Kraftfahrzeuge |
| US5512233A (en) * | 1994-10-26 | 1996-04-30 | Davidson Textron Inc. | Method of making a panel with a spray formed skin |
| US5738747A (en) * | 1994-12-19 | 1998-04-14 | Roamer Corporation | Method of manufacturing a recreational vehicle cabin |
| CN201494000U (zh) * | 2009-07-24 | 2010-06-02 | 应革 | 一种车身外壳体制作模具 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105339244A (zh) * | 2013-06-12 | 2016-02-17 | 蒂森克虏伯钢铁欧洲股份公司 | 轿车的侧壁组件 |
| CN105339244B (zh) * | 2013-06-12 | 2018-07-24 | 蒂森克虏伯钢铁欧洲股份公司 | 轿车的侧壁组件 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2457808B1 (de) | 2014-04-30 |
| EP2457808A1 (de) | 2012-05-30 |
| CN102582012B (zh) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2678148B1 (en) | Process for manufacturing composite material products, as well as products manufactured with this process | |
| JP4914213B2 (ja) | 自動車内装用の複合トリム部品の製造方法 | |
| US7972129B2 (en) | Compound tooling system for molding applications | |
| EP2683535B1 (en) | Process and system for manufacturing composite material products | |
| EP1885547B1 (en) | Process for the production of a laminated composite product | |
| JP2009534235A (ja) | 複合構造物を製造する方法 | |
| CN104454855A (zh) | 一种复合材料/金属梯形齿混合连接结构及其制备方法 | |
| CN102582012A (zh) | 用于制造侧壁的方法 | |
| CN102562724B (zh) | 用于fkv部件的传力元件 | |
| US20050279152A1 (en) | Deforming tool and process for manufacturing thereof | |
| CN110370679B (zh) | 一种汽车后背门内板及其制备方法 | |
| CN101450521A (zh) | 模内装饰的成型装置及成型方法 | |
| CN110682550B (zh) | 具有支撑结构的车辆门或后背门及其制造方法 | |
| JP6188559B2 (ja) | 車両用天井材の製造方法及びこれに用いる加熱プレス成形型 | |
| CN201296014Y (zh) | 模内装饰的成型装置 | |
| CN112536945B (zh) | 一种碳纤维零部件的成型加工模具及成型加工方法 | |
| JP2005526638A (ja) | 繊維強化プラスチックから成る構成部品の被覆のための方法及び該方法によって形成された構成部品 | |
| KR100248786B1 (ko) | 진공성형용 금형틀과 그 제조방법 | |
| JP3028232B1 (ja) | ガラス繊維強化プラスチックのクロ―ズドシステム成形法に使用されるガラス繊維強化プラスチック製成形型およびその製造方法 | |
| KR100795390B1 (ko) | 겹침 구조를 갖는 차량용 frp 중공형 구조물 및 그제조방법 | |
| KR101749423B1 (ko) | 탄소섬유를 이용한 자동차 내외장재 및 그 제조방법 | |
| US20080118670A1 (en) | Automatic Connecting Structure for a Shell Structure | |
| CN102874238A (zh) | 一种汽车手刹车手柄护套、生产方法及专用装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder | ||
| CP01 | Change in the name or title of a patent holder |
Address after: Graz Patentee after: Magna Steyr Automotive Technologies Address before: Graz Patentee before: MAGNA STEYR FAHRZEUGTECHNIK AG & CO KG |