CN102310095A - 开坯机前翻钢装置 - Google Patents
开坯机前翻钢装置 Download PDFInfo
- Publication number
- CN102310095A CN102310095A CN201110245725A CN201110245725A CN102310095A CN 102310095 A CN102310095 A CN 102310095A CN 201110245725 A CN201110245725 A CN 201110245725A CN 201110245725 A CN201110245725 A CN 201110245725A CN 102310095 A CN102310095 A CN 102310095A
- Authority
- CN
- China
- Prior art keywords
- hydraulic cylinder
- frame
- lifting
- pinch roll
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Abstract
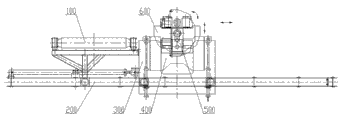
一种开坯机前翻钢装置,包括替补辊道(100)、底座(200)、平移框架(300)、升降机构(400)、翻转机构(500)、夹紧辊机构(600),其中替补辊道(100)与平移框架(300)固定连接,并能沿底座(200)直线运动,升降机构(400)设在平移框架(300)内,翻转机构(500)设在升降机构(400)的侧面,二者能沿平移框架(300)内侧同时上下运动,夹紧辊机构(600)与翻转机构(500)的输出轴连接,实现与翻转机构(500)同步转动,在平移框架(300)、升降机构(400)和夹紧辊机构(600)上设有位移传感器,在翻转机构(500)上设有编码器。本发明实现整个翻钢过程自动控制、定位精度高、使用方便、可靠,结构简单、成本低廉且便于维修。
Description
技术领域
本发明涉及一种冶金行业轧钢系统棒材轧制线上用到的开坯机前翻钢装置。
背景技术
轧钢是钢铁企业中的终端环节,往往直接决定一个钢铁企业的盈利的多少。开坯机是轧制过程中最初环节,从加热炉出来的方坯或异型坯经过横、纵两个方向的轧制,形成初步的轧制形状,要求轧制速度快,防止降温过快,否则不利后续轧制工艺,同时提高产量,提高经济效益。
开坯机要对方坯、椭圆坯或异型坯进行横纵两个方向的轧制,必须对坯料进行90度翻转,目前国内应用最广的翻钢装置为钩式翻转,由人工行车钩钩住坯料的底部一侧,提升后将坯料翻转,这种翻转方式存在如下问题:1、翻钢位置难以对齐,翻钢后位置不确定。一般来说,行车工要和下面工人配合才能将钩子入位,这对工人的技术水平要求较高;2、存在安全隐患。现场环境恶劣,尤其是坯料1000多度的高温对工人的操作是一种考验,正由于环境温度高,所以加大了工人进行翻转时选择准确翻转位置的难度;3、对椭圆坯料、变形程度较大的坯料就无法适用;4、翻钢时间长,效率低。
发明内容
本发明要解决的技术问题是提供一种自动控制、使用可靠、定位精度高的开坯机前翻钢装置。
为解决上述技术问题,本发明采用如下技术方案:
一种开坯机前翻钢装置,包括替补辊道、底座、平移框架、升降机构、翻转机构、夹紧辊机构,其中替补辊道与平移框架固定连接,并能沿底座直线运动,升降机构设在平移框架内,翻转机构设在升降机构的侧面,二者能沿平移框架内侧同时上下运动,夹紧辊机构与翻转机构的输出轴连接,实现与翻转机构的输出轴同步转动,在平移框架、升降机构和夹紧辊机构上设有位移传感器,在翻转机构上设有编码器。
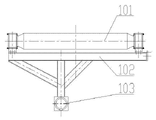
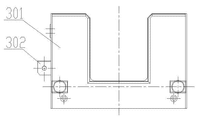
所述替补辊道包括辊道架,在辊道架上设有辊道装配,在辊道架的底部连接有车轮;所述平移框架包括框架本体,在框架本体底部设有平移车轮,在框架本体的外侧设有平移液压缸连接座,在框架本体的内侧设有升降液压缸支座和升降轨道,在平移液压缸的驱动作用下替补辊道能和平移框架一起沿着轨道作直线运动。
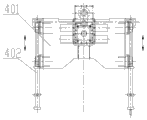
所述升降机构包括升降框架,在升降框架上设有升降车轮,二者在升降液压缸驱动作用下沿着平移框架的框架本体的内侧的升降轨道在上下运动,同时,为了实现升降机构的平稳运动,升降液压缸设置两个,升降车轮对称设置四个,升降车轮在升降轨道内滚道,起到导向作用。
所述夹紧辊机构包括两个夹紧辊,夹紧辊的开口度能调节,夹紧辊由夹紧液压缸驱动;所述翻转机构包括齿轮齿条液压缸)和减速机,齿轮齿条液压缸设在减速机的箱体上,在升降框架上设有翻转框架,实现升降机构与翻转机构同步升降,减速机设在升降框架上,齿轮齿条液压缸的输出轴轴孔与减速机的输入轴连接,上述夹紧辊和夹紧液压缸设在翻转框架上,以实现夹紧辊机构与翻转机构的输出轴同步转动。
在夹紧辊和夹紧液压缸之间设有平行四连杆机构,并将夹紧液压缸设在翻转框架的底部,这样使得夹紧液压缸有效避开高温坯料的烘烤,延长其使用寿命。
在夹紧辊底部设有液压马达,这样,在液压马达的驱动下,夹紧辊能配合轧制线上的工作辊道将坯料快速送入开坯机。
与现有技术相比,本发明技术具有以下优点:
1、本发明能实现整个翻钢过程自动控制、定位精度高并且使用方便、可靠。在本发明中,替补辊道与整个翻钢装置互为一体,在轨道底部装有车轮,由平移液压缸推动实现其在轨道上自由切换,升降机构由两个升降液压缸与四个对称升降车轮配合实现,升降车轮在升降轨道槽内滚动,起导向定位作用,做到升降平稳准确,无卡阻跑偏现象,所以方便使用;替补辊道、平移框架、升降机构、翻转机构和夹紧辊机构等各机构都采用液压缸驱动,省去了现场人工操作,通过在平移框架、升降机构和夹紧辊机构上设置位移传感器,在翻转机构上设置编码器,保证了整个翻钢装置的平移和翻转动作准确可靠、定位精度高,充分满足开坯机的轧制工艺要求,并能显著提高生产效率。
2、本发明适应性强。在本发明中夹紧辊机构的夹紧辊的开口能调节,所以本发明能适用不同规格的坯料,包括方坯、椭圆坯料和变形程度较大的坯料。
3、本发明结构简单、成本低廉且便于维修。本发明中,翻转机构由齿轮齿条液压缸驱动,不但速度平稳、驱动力大,而且比单纯用减速机驱动能降低成本,在本发明的翻转机构中,齿轮齿条液压缸与减速机接口为插入式,可用螺栓将其固定在减速箱的端面,整体结构简单,同时便于拆卸和维修。
4、本发明使用寿命长。在本发明中,夹紧辊机构中在夹紧辊和夹紧液压缸之间设有平行四连杆机构,并将夹紧液压缸设在翻转框架的底部,这样使得夹紧液压缸有效避开高温坯料的烘烤,延长其使用寿命。
5、本发明能实现高效工作。在本发明的夹紧辊底部设有液压马达,这样,在液压马达的驱动下,夹紧辊能配合轧制线上的工作辊道将坯料快速送入开坯机,相当于增加一个驱动力,使得送料过程更加顺畅,能提高工作效率。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细的说明:
图1是应用本发明开坯机前翻钢装置的结构示意图。
图2是图1的俯视图。
图3是本发明中替补辊道的结构示意图。
图4是本发明中底座的结构示意图。
图5是图4的俯视图。
图6是本发明中平移框架的结构示意图。
图7是图6的俯视图。
图8是图6的左视图。
图9是本发明升降机构的结构示意图。
图10是图9的俯视图。
图11是本发明中翻转机构的结构示意图。
图12是本发明中夹紧辊机构的结构示意图。
图13是本发明工作过程步骤1的示意图。
图14是本发明工作过程步骤2的示意图。
图15是本发明工作过程步骤3的示意图。
以上图中有:替补辊道100、辊道装配101、辊道架102、车轮103、底座200、轨道201、平移液压缸支座202、平移液压缸203、平移框架300、框架本体301、平移液压缸连接座302、平移车轮303、升降液压缸支座304、升降轨道305、升降机构400、升降框架401、升降液压缸402、升降车轮403、轴承座底板404、翻转机构500、齿轮齿条液压缸501、减速机502、连接轴503、轴承座504、夹紧辊机构600、夹紧辊601、平行四连杆机构602、液压马达603、夹紧液压缸604、翻转框架605。
具体实施方式
(参照图1和图2)一种开坯机前翻钢装置,包括替补辊道100、底座200、平移框架300、升降机构400、翻转机构500、夹紧辊机构600,其中替补辊道100与平移框架300固定连接,并能沿底座200直线运动,升降机构400设在平移框架300内,翻转机构500设在升降机构400的侧面,二者能沿平移框架300内侧同时上下运动,夹紧辊机构600的旋转轴孔与翻转机构500的输出轴连接,实现与翻转机构500的输出轴同步转动,在平移框架300、升降机构400和夹紧辊机构600上设有位移传感器,在翻转机构500上设有编码器;(参照图3)所述替补辊道100包括辊道架102,在辊道架102上设有辊道装配101,在辊道架102的底部连接有车轮103;(参照图4和图5)底座200包括轨道201,在轨道201上设有平移液压缸支座202,平移液压缸203设在平移液压缸支座202中;(参照图6、图7和图8)所述平移框架300包括框架本体301,在框架本体301底部设有平移车轮303,在框架本体301的外侧设有平移液压缸连接座302,在框架本体301的内侧设有升降液压缸支座304和升降轨道305,上述替补辊道100与平移框架300通过螺栓连接为一体,两者底部装车轮,由平移液压缸203推动,在底座200的轨道201中滚动平移;(参照图9和图10)所述升降机构400包括升降框架401,在升降框架401上设有升降车轮403,二者在升降液压缸402驱动作用下沿着平移框架300的框架本体301的内侧的升降轨道305在上下运动,同时,为了实现升降机构400的平稳运动,升降液压缸402设置两个,升降车轮403对称设置四个,升降车轮403在升降轨道305内滚动,起到导向作用;(参照图12)所述夹紧辊机构600包括两个夹紧辊601,夹紧辊601的开口度能调节,能广泛应用于方坯、椭圆坯及异型坯等坯料,夹紧辊601由夹紧液压缸604驱动;(参照图11)所述翻转机构500包括齿轮齿条液压缸501和减速机502,齿轮齿条液压缸501设在减速机502的箱体上,在升降框架401上设有翻转框架605,实现升降机构400与翻转机构500同步升降,减速机502设在升降框架401上,齿轮齿条液压缸501的输出轴轴孔与减速机502的输入轴连接,上述夹紧辊601和夹紧液压缸604设在翻转框架605上,夹紧辊机构600的旋转轴孔与连接轴503、减速机502的输出轴相连,以实现夹紧辊机构600与翻转机构500的输出轴同步转动,(参照图12)在夹紧辊601和夹紧液压缸604之间设有平行四连杆机构602,并将夹紧液压缸604设在翻转框架605的底部,这样使得夹紧液压缸有效避开高温坯料的烘烤,延长其使用寿命;在夹紧辊601底部设有液压马达603,这样,在液压马达的驱动下,夹紧辊能配合轧制线上的工作辊道将坯料快速送入开坯机,相当于增加一个驱动力,使得送料过程更加顺畅,能提高工作效率。
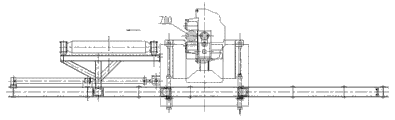
图13~图15为本发明的一个工作过程示意图,其动作顺序如下:
步骤1:替补辊道100位于轧制线上,翻转机构500处于水平状态,当坯料700沿着替补辊道100运动到位后,平移液压缸203收缩,将翻转机构500拉到轧制线上,夹紧辊601夹紧坯料700;
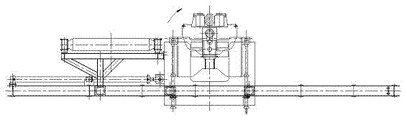
步骤2:齿轮齿条液压缸501开始工作,翻转机构500带动坯料700顺时针翻转90度;
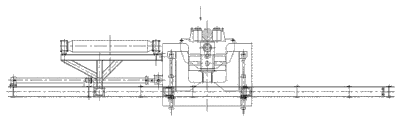
步骤3:由于翻转的同时坯料700重心上移,翻转到位后,升降液压缸402下降,带动翻转机构500及坯料整体下降,将坯料700降至辊道顶面,最后夹紧辊601底部液压马达603驱动夹紧辊601转动,配合轧制线上的工作辊道将坯料送入开坯机。
Claims (7)
1.一种开坯机前翻钢装置,其特征在于:该翻钢装置包括替补辊道(100)、底座(200)、平移框架(300)、升降机构(400)、翻转机构(500)、夹紧辊机构(600),其中替补辊道(100)与平移框架(300)固定连接,并能沿底座(200)直线运动,升降机构(400)设在平移框架(300)内,翻转机构(500)设在升降机构(400)的侧面,二者能沿平移框架(300)内侧同时上下运动,夹紧辊机构(600)与翻转机构(500)的输出轴连接,实现与翻转机构(500)的输出轴同步转动,在平移框架(300)、升降机构(400)和夹紧辊机构(600)上设有位移传感器,在翻转机构(500)上设有编码器。
2.根据权利要求1所述的开坯机前翻钢装置,其特征在于:所述替补辊道(100)包括辊道架(102),在辊道架(102)上设有辊道装配(101),在辊道架(102)的底部连接有车轮(103)。
3.根据权利要求1所述的开坯机前翻钢装置,其特征在于:所述平移框架(300)包括框架本体(301),在框架本体(301)底部设有平移车轮(303),在框架本体(301)的外侧设有平移液压缸连接座(302),在框架本体(301)的内侧设有升降液压缸支座(304)和升降轨道(305)。
4.根据权利要求1所述的开坯机前翻钢装置,其特征在于:所述升降机构(400)包括升降框架(401),在升降框架(401)上设有升降车轮(403),二者由升降液压缸(402)驱动作上下运动。
5.根据权利要求1所述的开坯机前翻钢装置,其特征在于:所述夹紧辊机构(600)包括两个夹紧辊(601),夹紧辊(601)的开口度能调节,夹紧辊(601)由夹紧液压缸(604)驱动;所述翻转机构(500)包括齿轮齿条液压缸(501)和减速机(502),齿轮齿条液压缸(501)设在减速机(502)的箱体上,在升降框架(401)上设有翻转框架(605),减速机(502)设在升降框架(401)上,齿轮齿条液压缸(501)的输出轴轴孔与减速机(502)的输入轴连接,上述夹紧辊(601)和夹紧液压缸(604)设在翻转框架(605)上,以实现夹紧辊机构(600)与翻转机构(500)的输出轴同步转动。
6.根据权利要求5所述的开坯机前翻钢装置,其特征在于:在夹紧辊(601)和夹紧液压缸(604)之间设有平行四连杆机构(602),并将夹紧液压缸(604)设在翻转框架(605)的底部。
7.根据权利要求5或6所述的开坯机前翻钢装置,其特征在于:在夹紧辊(601)底部设有液压马达(603)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110245725 CN102310095B (zh) | 2011-08-25 | 2011-08-25 | 开坯机前翻钢装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110245725 CN102310095B (zh) | 2011-08-25 | 2011-08-25 | 开坯机前翻钢装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102310095A true CN102310095A (zh) | 2012-01-11 |
| CN102310095B CN102310095B (zh) | 2013-06-19 |
Family
ID=45423881
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201110245725 Active CN102310095B (zh) | 2011-08-25 | 2011-08-25 | 开坯机前翻钢装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102310095B (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103170514A (zh) * | 2013-03-04 | 2013-06-26 | 安阳市常兴轧钢有限责任公司 | 自动翻钢机 |
| CN103658428A (zh) * | 2013-12-11 | 2014-03-26 | 中国重型机械研究院股份公司 | 一种复合型翻钢装置 |
| CN103736754A (zh) * | 2013-12-30 | 2014-04-23 | 马钢控制技术有限责任公司 | 钩式翻钢机构控制方法 |
| CN108580588A (zh) * | 2018-07-05 | 2018-09-28 | 成都莱克冶金机械设备制造有限公司 | 翻转机 |
| CN111777001A (zh) * | 2020-06-29 | 2020-10-16 | 西安航天精密机电研究所 | 一种压力管夹紧顶升翻转设备 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4368815A (en) * | 1980-09-26 | 1983-01-18 | White Consolidated Industries, Inc. | Billet turning mechanism |
| JPS61253114A (ja) * | 1985-05-01 | 1986-11-11 | Kobe Steel Ltd | 鋼片転回装置 |
| JPS61259824A (ja) * | 1985-05-11 | 1986-11-18 | Kobe Steel Ltd | 鋼片反転方法及びその装置 |
| CN2224042Y (zh) * | 1994-08-26 | 1996-04-10 | 无锡市钢厂 | 初轧机用菱形坯翻钢机 |
| CN1459343A (zh) * | 2002-05-20 | 2003-12-03 | 首钢总公司 | 翻钢装置 |
| CN1810401A (zh) * | 2006-03-08 | 2006-08-02 | 攀钢集团攀枝花钢铁研究院 | 翻钢机 |
| CN201124189Y (zh) * | 2007-11-26 | 2008-10-01 | 中国重型机械研究院 | 液压式推钢翻钢装置 |
| CN202238943U (zh) * | 2011-08-25 | 2012-05-30 | 中冶华天工程技术有限公司 | 开坯机前全液压驱动翻钢装置 |
-
2011
- 2011-08-25 CN CN 201110245725 patent/CN102310095B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4368815A (en) * | 1980-09-26 | 1983-01-18 | White Consolidated Industries, Inc. | Billet turning mechanism |
| JPS61253114A (ja) * | 1985-05-01 | 1986-11-11 | Kobe Steel Ltd | 鋼片転回装置 |
| JPS61259824A (ja) * | 1985-05-11 | 1986-11-18 | Kobe Steel Ltd | 鋼片反転方法及びその装置 |
| CN2224042Y (zh) * | 1994-08-26 | 1996-04-10 | 无锡市钢厂 | 初轧机用菱形坯翻钢机 |
| CN1459343A (zh) * | 2002-05-20 | 2003-12-03 | 首钢总公司 | 翻钢装置 |
| CN1810401A (zh) * | 2006-03-08 | 2006-08-02 | 攀钢集团攀枝花钢铁研究院 | 翻钢机 |
| CN201124189Y (zh) * | 2007-11-26 | 2008-10-01 | 中国重型机械研究院 | 液压式推钢翻钢装置 |
| CN202238943U (zh) * | 2011-08-25 | 2012-05-30 | 中冶华天工程技术有限公司 | 开坯机前全液压驱动翻钢装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103170514A (zh) * | 2013-03-04 | 2013-06-26 | 安阳市常兴轧钢有限责任公司 | 自动翻钢机 |
| CN103658428A (zh) * | 2013-12-11 | 2014-03-26 | 中国重型机械研究院股份公司 | 一种复合型翻钢装置 |
| CN103736754A (zh) * | 2013-12-30 | 2014-04-23 | 马钢控制技术有限责任公司 | 钩式翻钢机构控制方法 |
| CN103736754B (zh) * | 2013-12-30 | 2016-04-20 | 马钢控制技术有限责任公司 | 钩式翻钢机构控制方法 |
| CN108580588A (zh) * | 2018-07-05 | 2018-09-28 | 成都莱克冶金机械设备制造有限公司 | 翻转机 |
| CN111777001A (zh) * | 2020-06-29 | 2020-10-16 | 西安航天精密机电研究所 | 一种压力管夹紧顶升翻转设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102310095B (zh) | 2013-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101887726B1 (ko) | 공작물, 특히 판금을 기계가공하기 위한 프레스 형태의 공작 기계 | |
| CN202807633U (zh) | 大行程升降滚床 | |
| CN101406910B (zh) | 大型法兰成型设备及成型工艺 | |
| CN102310095B (zh) | 开坯机前翻钢装置 | |
| CN102248034A (zh) | 矫正机上压辊升降装置 | |
| CN102976108B (zh) | 混凝土砌块码垛机 | |
| CN105107890A (zh) | 翻转装置及使用该翻转装置的送料装置、折弯系统 | |
| CN203581797U (zh) | 用于烟道自动化生产的成品输送装置 | |
| CN202379457U (zh) | 升降机 | |
| CN202238943U (zh) | 开坯机前全液压驱动翻钢装置 | |
| CN201440631U (zh) | 一种大型同步电动机的磁极装入转轴的装配工装 | |
| CN104889282A (zh) | 一种c型钢液压升降堆码系统 | |
| CN203754351U (zh) | 一种顶升机 | |
| CN207839903U (zh) | 汽车挡泥板自动弧弯设备 | |
| CN203140443U (zh) | 移动升降式辊缝调整装置 | |
| CN105110244A (zh) | 一种用于核聚变装置部件维护的重载吊装机构 | |
| CN206240978U (zh) | 一种间距可调式金属薄板辊式矫平装置 | |
| CN215207115U (zh) | 一种模具钢生产用上料装置 | |
| CN201580805U (zh) | 坯料链式输送装置 | |
| CN213887695U (zh) | 一种便于操作的超大型水平下调式卷板机 | |
| CN102274844B (zh) | 金属板材生产线刷洗设备中刷辊的设置结构 | |
| CN105689401A (zh) | 一种液压马达驱动的整体式楔横轧机 | |
| CN201950072U (zh) | 链式平行移钢机 | |
| CN207309703U (zh) | 一种用于精密双端面磨床的砂轮装卸装置 | |
| CN101242124B (zh) | 励磁机压装专用工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |