CN102304641A - 铸造铝青铜除气脱氧工艺 - Google Patents
铸造铝青铜除气脱氧工艺 Download PDFInfo
- Publication number
- CN102304641A CN102304641A CN201110232043A CN201110232043A CN102304641A CN 102304641 A CN102304641 A CN 102304641A CN 201110232043 A CN201110232043 A CN 201110232043A CN 201110232043 A CN201110232043 A CN 201110232043A CN 102304641 A CN102304641 A CN 102304641A
- Authority
- CN
- China
- Prior art keywords
- copper
- casting
- degasification
- add
- rare earth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Manufacture And Refinement Of Metals (AREA)
Abstract
本发明公开了一种铸造铝青铜除气脱氧工艺,包括以下步骤:1)预热坩锅;2)按顺序加料,溶化后加入铝块,铝块溶化后再加入铁片,待所有炉料熔化成液态后,用石墨棒搅拌液态炉料;3)提温到1250~1300℃;4)加入氯化锌除气;5)加入稀土铈脱氧、除气,6)静置3~5分钟,加入磷铜以精炼脱氧;7)静置3~5分钟,扒渣出炉浇注铸模,风冷铸件。本发明能有效去除熔融铝青铜中的氧和氢,降低或消除铸件中氧化物杂质和气孔,提高铸件的合格率和力学性能。工艺简单,生产成本低,不增加能耗,同时铜液流动性好,有利铸模充型。
Description
技术领域
本发明涉及一种有色金属铸造工艺,特别涉及一种铝青铜熔炼过程中的除气脱氧工艺,属于有色金属铸造技术领域。
背景技术
铸造时铝青铜液的蒸气压比黄铜和锡青铜低,因此吸气倾向很大,其铸件更容易出现气孔和氧化物杂质,使铝青铜铸件的力学性能下降直至报废。
铝青铜合金熔炼过程中,在过热的条件下,铜液和水气将发生下列反应:2Cu+H2O=Cu2O+2H以及2Al+3H2O=Al2O3+6H等。前述反应产生的氢以原子态[H]溶入铜液中,而生成的Cu2O能直接溶入铜液中,即相当于氧以原子态[O]溶于铜液中。
若铝青铜熔炼过程中不除气或除气质量不高,气孔将以下列方式产生:
(1)在凝固时随温度的下降,溶解在铜液中的过饱和状态的氢将析出,形成气泡;
(2)Al2O3等氧化物以弥散质点悬浮于合金液中,凝固时容易作为现成的固相界面,使过饱和氢气很容易吸附其上形成气泡,来不及逸出合金液表面的气泡即为铸件内的气孔;
(3)Cu2O和H2在凝固过程中析出,并在晶界处迅速发生反应:Cu2O+H2=2Cu+H2O。反应产生的水蒸气在晶界处产生压力,导致铸件在凝固过程中上涨,产生疏松和气孔,同时在晶粒间产生大量的显微裂纹。
如果铜液不脱氧或脱氧不彻底时,随着温度的降低,Cu2O和固溶体在1066℃形成一元共晶体(Cu2O+α),这种脆性共晶体沿α的晶界分布,破坏了基体的连续性,降低机械性能,使铜件变脆。同时,当加入Al、Si和Fe等元素时,它们很快被氧化生成Al2O3、SiO2和铁的氧化物等不溶性的高熔点夹杂物,弥散地悬浮在铜液中,不易被排除,对铸件性能的危害亦很大。
目前铝青铜除气和脱氧工艺还研究和使用得不多,常用的除气和脱氧工艺有:氯化锌除氢+磷铜脱氧;通氮(氩)除氢+磷铜脱氧;通氮(氩)除氢+稀土脱氧等。有的也同时配合熔剂覆盖熔炼以阻止铜液与大气接触。另外还有采用在熔体液面上建立6~14KPa的部分真空来获得无气孔铸件。但上述方法都各有不足和缺陷。
氯化锌除气常常不够彻底;铝青铜使用通氮法除气时,在720℃以上温度时,氮容易与铝发生反应生成大量的氮化铝,从而降低了除气效果;而通氩法除气由于氩气价格贵导致生产成本增加;磷铜虽然脱氧效果比较理想,同时磷铜除使铜液脱氧外,所产生的P2O5气泡还有 除气和除夹杂的作用。并且P2O5还能与铜液中的Al2O3、SiO2等固态夹杂造渣,形成液态的Al2O3·3P2O5,SiO2·P2O5复合化合物,使其易于排出,故同时兼有精炼作用,磷还能明显降低铜液的表面张力,降低铜液的粘度,提高铜液的流动性,对充型有利,但对于铝青铜而言,过多的磷是有害的,其含磷量的重量百分比(wt)应<0.1%;稀土的化学活性很强,稀土与氧的亲和力远大于铜与氧的亲和力,且生成熔点比铜高、密度比铜小的稀土氧化物,收到良好的脱氧效果,稀土还能与氢结合生成密度小的氢化物,上浮至铜液表面,在高温下重新分解,排除氢气,或被氧化进入渣相而被除去,另外除脱氧除氢能力强外,稀土对其他有害元素的脱除作用也很明显,能与许多易熔成分如硫、磷等结合成为难熔的二元或多元化合物,这些高熔点稀土化合物将保持固体状态并与熔渣一起从铜液中排除,从而达到良好的净化铜液作用,但过量的稀土其氧化反应也会带来恶果:残留在铜液中的高熔点稀土化合物会造成粘渣现象而使铜液的流动性大大下降,此外凝固后晶界处过多的稀土化合物会降低铸件的力学性能特别是耐磨性。
熔剂覆盖熔炼对覆盖剂要求较高,如需严格干燥处理。另外铝青铜常用的覆盖剂如木炭,然而,木炭层不能阻碍还原性炉气中的氢溶入铜液.而且木炭具有吸附还原性气体的能力,因此不能用在还原性气氛中。还有碎玻璃50%+碳酸纳50%,或碎玻璃46%十碳酸钠46%+氟化钙8%,这些覆盖剂多为酸性,只适用于酸性或中性炉衬。
在熔体液面上建立6~14KPa的部分真空来获得无气孔铸件的方法,由于该方法造价高,除特殊要求外一般不采用。
发明内容
本发明的目的在于克服现有技术的不足,提供一种除气、脱氧效果好,副作用少、消除有害元素,净化铜液,增加流动性,有利于充型的铝青铜除气、脱氧工艺。
本发明通过以下技术方案予以实现:
一种铸造铝青铜除气脱氧工艺,包括以下步骤:
1)坩锅在中频感应熔化炉中预热到600~700℃的樱红色;
2)按下列加料顺序投料入坩锅加热熔化;
电解铜,电解镍,金属锰,待溶化后加入铝块,铝块溶化后再加入铁片,待所有炉料熔化成液态后,用石墨棒搅拌,使熔体内各种合金元素混合均匀;
3)加速升温熔化,提温到1250~1300℃,熔化速度越快越好;
4)加入氯化锌除气,需钟罩压入;
5)静置5~8分钟,加入稀土铈脱氧、除气,稀土铈以铜稀土中间合金加入,并需钟罩压入;
6)静置3~5分钟,加入磷铜以精炼脱氧;磷铜以磷铜中间合金加入;
7)静置3~5分钟,在1150-1250℃扒渣出炉浇注铸模,风冷铸件。
本发明的目的还可以通过以下技术措施来进一步实现。
前述的铸造铝青铜除气脱氧工艺,其中所述氯化锌需脱水,加入量为炉料重量的0.25-0.35%。
前述的铸造铝青铜除气脱氧工艺,其中所述稀土铈的加入量为炉料重量的0.1-0.15%;所述磷铜的加入量为炉料重量的0.15-0.25%。
本发明的有益效果如下:
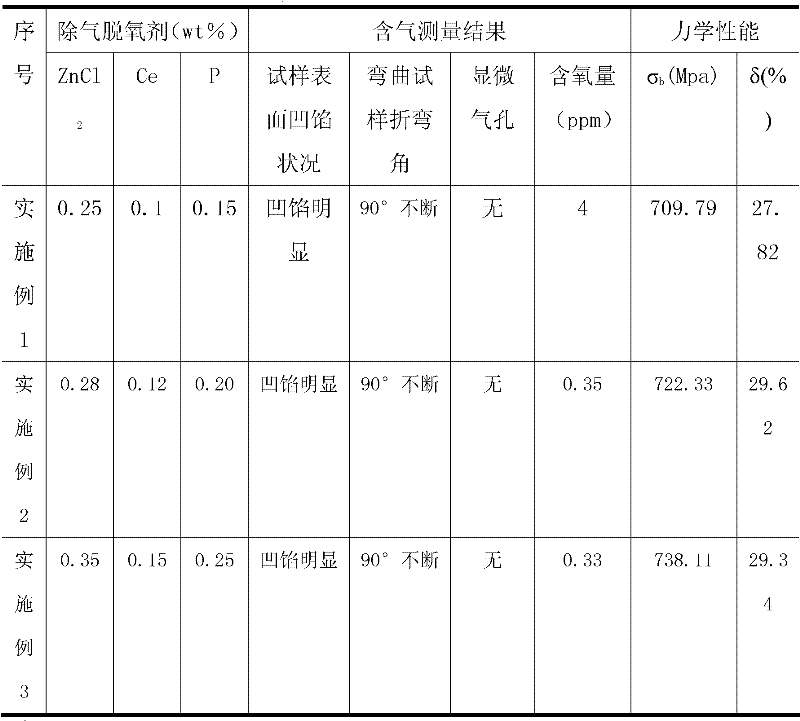
1)经过氯化锌、稀土铈、磷铜三段除气、脱氧后,浇冒口液面凹缩明显,弯曲试样折弯大于90°未断,金相试样观察无气孔;用库仑定氧仪定氧氧含量<4ppm。
2)由于稀土铈的加入,消除了有害元素,净化了铜液,增加了铜液流动性,同时由于三段除气、脱氧的联合作用,可以减少稀土铈的加入量,消除了因稀土加入量高产生的残留在铜液中的高熔点稀土化合物造成粘渣而使铜液的流动性大大下降的现象,也消除了凝固后晶界处过多的稀土化合物会降低铸件的力学性能特别是耐磨性可能。
3)磷铜的加入除脱氧、除气外,还能明显降低铜液的表面张力,降低铜液的粘度,提高铜液的流动性,对铸件充满铸模型腔有利,同时由于三段除气、脱氧的联合作用,可以降低磷铜即磷的加入量,消除了磷的不利影响。
4)工艺简单,生产成本低。
本发明的优点和特点,将通过下面优选实施例的非限制性说明进行解释,这些实施例是仅作为例子给出的。
具体实施方式
以下为本发明的三个实施例,本发明不限于以下三个实施例。
工件为铝青铜铸件,其材料成分为:铝8.5-10.5%,镍1.0-3.0%,铁3.0-5.0%,锰1.0-3.0%,余为铜。其热处理工艺为:
1)坩锅在中频感应熔化炉中预热到樱红色。
2)投料熔化(加料顺序:电解铜,电解镍,金属锰,待溶化后加入铝块,铝块溶化后再加入铁片,待所有炉料化清后,用石墨棒搅拌,使熔体内各种合金元素混合均匀)。
3)加速升温熔化,提温到1250-1300℃,熔化速度越快越好。
4)加入脱水氯化锌除气,脱水氯化锌的加入量为炉料重量的0.25-0.35%,需钟罩压入。
5)静置5-8分钟,加入稀土铈脱氧、除气;稀土铈以铜稀土中间合金加入,稀土铈的加入量为炉料重量的0.1-0.15%,并需钟罩压入。
6)静置3-5分钟,加入磷铜以精炼脱氧,磷铜以磷铜中间合金加入,磷铜的加入量为炉料重量的0.15-0.25%。
7)静置3-5分钟,在1150-1250℃扒渣出炉浇注铸模,风冷铸件。
三个实施例的氯化锌、稀土铈、磷铜加入量,含气测量结果和力学性能对比如表1。
表1实施例的氯化锌、稀土铈、磷加入量,含气测量结果和力学性能
除上述实施例外,本发明还可以有其他实施方式,凡采用等同替换或等效变换形式的技术方案,均落在本发明要求的保护范围内。
Claims (3)
1.一种铸造铝青铜除气脱氧工艺,其特征是,包括以下步骤:
1)坩锅在中频感应熔化炉中预热到600~700℃的樱红色;
2)按下列加料顺序投料入坩锅加热熔化;
电解铜,电解镍,金属锰,待溶化后加入铝块,铝块溶化后再加入铁片,待所有炉料熔化成液态后,用石墨棒搅拌,使熔体内各种合金元素混合均匀;
3)加速升温熔化,提温到1250~1300℃,熔化速度越快越好;
4) 加入氯化锌除气,需钟罩压入;
5) 静置5~8分钟,加入稀土铈脱氧、除气,稀土铈以铜稀土中间合金加入,并需钟罩压入;
6)静置3~5分钟,加入磷铜以精炼脱氧;磷铜以磷铜中间合金加入;
7)静置3~5分钟,在1150-1250℃扒渣出炉浇注铸模,风冷铸件。
2.根据权利要求1所述的铸造铝青铜除气脱氧工艺,其特征是,所述氯化锌需脱水,加入量为炉料重量的0.25-0.35%。
3.根据权利要求1所述的铸造铝青铜除气脱氧工艺,其特征是,所述稀土铈的加入量为炉料重量的0.1-0.15%;所述磷铜的加入量为炉料重量的0.15-0.25%。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110232043A CN102304641A (zh) | 2011-08-15 | 2011-08-15 | 铸造铝青铜除气脱氧工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110232043A CN102304641A (zh) | 2011-08-15 | 2011-08-15 | 铸造铝青铜除气脱氧工艺 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102304641A true CN102304641A (zh) | 2012-01-04 |
Family
ID=45378554
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201110232043A Pending CN102304641A (zh) | 2011-08-15 | 2011-08-15 | 铸造铝青铜除气脱氧工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102304641A (zh) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103146939A (zh) * | 2013-02-06 | 2013-06-12 | 江西理工大学 | 一种降低铅黄铜中铅含量的方法 |
| CN103146943A (zh) * | 2013-01-14 | 2013-06-12 | 中南大学 | 一种紫杂铜精炼剂及其制备方法 |
| CN104294081A (zh) * | 2014-05-28 | 2015-01-21 | 镇江汇通金属成型有限公司 | 一种高强耐热减磨铸造锡镍青铜及其制备方法 |
| CN104368781A (zh) * | 2014-08-29 | 2015-02-25 | 宿松恒达电气配件有限公司 | 一种高压法兰离心铸造工艺 |
| CN104745862A (zh) * | 2015-04-09 | 2015-07-01 | 凯达铁建电气化铁路器材有限公司 | 一种铜合金铸件及其铸造方法 |
| CN107676382A (zh) * | 2017-09-11 | 2018-02-09 | 中设精工制造江苏有限公司 | 一种高铅青铜铜套及其制备方法 |
| CN107716902A (zh) * | 2017-10-25 | 2018-02-23 | 安徽恒利增材制造科技有限公司 | 一种柱塞泵转子用双金属的铸造方法 |
| CN107988491A (zh) * | 2017-12-12 | 2018-05-04 | 芜湖精艺铜业有限公司 | 无氧铜生产工艺 |
| CN111455211A (zh) * | 2020-05-17 | 2020-07-28 | 安徽凯斯威精工科技有限公司 | 一种高耐蚀高耐磨的铜镍合金材料及其制备方法和应用 |
| CN111607714A (zh) * | 2020-07-03 | 2020-09-01 | 贵溪骏达特种铜材有限公司 | 一种铝青铜的熔炼工艺 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1128802A (zh) * | 1995-02-11 | 1996-08-14 | 傅立土 | 有色合金熔炼用熔剂及其配制方法和使用方法 |
| CN101643867A (zh) * | 2009-08-28 | 2010-02-10 | 镇江汇通金属成型有限公司 | 高性能铸造铜合金及其制备方法 |
-
2011
- 2011-08-15 CN CN201110232043A patent/CN102304641A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1128802A (zh) * | 1995-02-11 | 1996-08-14 | 傅立土 | 有色合金熔炼用熔剂及其配制方法和使用方法 |
| CN101643867A (zh) * | 2009-08-28 | 2010-02-10 | 镇江汇通金属成型有限公司 | 高性能铸造铜合金及其制备方法 |
Non-Patent Citations (3)
| Title |
|---|
| 周佩瑜: "铝锰青铜球形阀体的砂型铸造", 《铸工》 * |
| 李五德: "工频炉中吹氩氮除气熔炼铝青铜", 《铸造技术》 * |
| 肖恩奎等: "《铜及铜合金熔炼与铸造技术》", 30 September 2007, 冶金工业出版社 * |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103146943A (zh) * | 2013-01-14 | 2013-06-12 | 中南大学 | 一种紫杂铜精炼剂及其制备方法 |
| CN103146943B (zh) * | 2013-01-14 | 2017-03-22 | 中南大学 | 一种紫杂铜精炼剂及其制备方法 |
| CN103146939A (zh) * | 2013-02-06 | 2013-06-12 | 江西理工大学 | 一种降低铅黄铜中铅含量的方法 |
| CN104294081A (zh) * | 2014-05-28 | 2015-01-21 | 镇江汇通金属成型有限公司 | 一种高强耐热减磨铸造锡镍青铜及其制备方法 |
| CN104294081B (zh) * | 2014-05-28 | 2017-02-15 | 镇江汇通金属成型有限公司 | 一种高强耐热减磨铸造锡镍青铜及其制备方法 |
| CN104368781A (zh) * | 2014-08-29 | 2015-02-25 | 宿松恒达电气配件有限公司 | 一种高压法兰离心铸造工艺 |
| CN104745862A (zh) * | 2015-04-09 | 2015-07-01 | 凯达铁建电气化铁路器材有限公司 | 一种铜合金铸件及其铸造方法 |
| CN107676382A (zh) * | 2017-09-11 | 2018-02-09 | 中设精工制造江苏有限公司 | 一种高铅青铜铜套及其制备方法 |
| CN107716902A (zh) * | 2017-10-25 | 2018-02-23 | 安徽恒利增材制造科技有限公司 | 一种柱塞泵转子用双金属的铸造方法 |
| CN107988491A (zh) * | 2017-12-12 | 2018-05-04 | 芜湖精艺铜业有限公司 | 无氧铜生产工艺 |
| CN111455211A (zh) * | 2020-05-17 | 2020-07-28 | 安徽凯斯威精工科技有限公司 | 一种高耐蚀高耐磨的铜镍合金材料及其制备方法和应用 |
| CN111607714A (zh) * | 2020-07-03 | 2020-09-01 | 贵溪骏达特种铜材有限公司 | 一种铝青铜的熔炼工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102304641A (zh) | 铸造铝青铜除气脱氧工艺 | |
| CN102605193B (zh) | 一种铜及铜合金熔炼用精炼剂 | |
| CN103146943B (zh) | 一种紫杂铜精炼剂及其制备方法 | |
| CN101928847B (zh) | 一种镁合金熔炼工艺 | |
| CN103911530B (zh) | 一种自动挡变速器用高性能铝合金材料及其制备方法 | |
| CN111014623B (zh) | 一种铜镁合金大规格扁锭半连续铸造方法 | |
| CN108300884B (zh) | 一种亚共晶Al-Mg2Si合金的变质及细化方法 | |
| CN103060585A (zh) | 一种Al-Mg-Mn-Cu-Ti铝合金的熔炼方法 | |
| CN101220433A (zh) | 一种高铝镁合金 | |
| CN102776379A (zh) | 电渣重熔渣系及其应用 | |
| CN115094263B (zh) | 铜铬锆系合金用变质剂合金、其制备方法及应用 | |
| CN105603201A (zh) | 一种倾转熔铸紫杂铜精炼方法 | |
| CN101851706B (zh) | 一种去除真空熔炼铜铬合金夹杂物的方法 | |
| CN101591738B (zh) | 镁钆钇三元中间合金的制备方法 | |
| CN107058776B (zh) | 一种协同亚共晶铸造铝硅合金变质与微合金化的方法 | |
| CN110484765B (zh) | 一种铝青铜合金及其制备方法 | |
| CN102304634B (zh) | 一种锡青铜合金熔炼用精炼剂 | |
| CN102000808B (zh) | 镁合金晶粒细化剂与晶粒细化型镁合金及其制备方法 | |
| CN111187936B (zh) | 铜熔体深度脱氧剂及脱氧方法 | |
| CN106636668A (zh) | 一种废旧电磁线铜精炼剂及其制备方法和应用 | |
| CN102268579A (zh) | 一种耐热Mg-Sr-Zn-Y合金的制备工艺 | |
| CN102409210A (zh) | 一种耐热镁合金 | |
| KR102514093B1 (ko) | 알루미늄 비열처리 합금 제조방법 | |
| CN103540837A (zh) | 炼钢用镁合金及炼钢脱氧方法 | |
| CN112322905A (zh) | 低铝钢电渣用的稀土脱氧剂及其制作方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20120104 |