发明内容
本发明旨在解决前述问题,提供一种IC料条自动分选切筋机,其能在本机上完成对料条上各不合格料块的预先切出,使送出本机的料条上的料块均为合格料块。
为实现上述目的,本发明的一个方面公开了一种IC料条自动分选切筋机,其包括料条上料检测组合A,其将堆栈式料箱中的料条步进提升、抓放到开合导轨装置上、进行方向检测和二维码数据读取、再将料条向下游推送;料条传送检测组合B,将从料条上料检测组合部分送来的料条,在此处将方向检测不合格的料条剔除到废料盒中;对于方向检测合格且该批料条已有不合格料块二维码信息记录的料条,在此处只做传送不做检测;对于方向检测合格且该批料条只在不合格料块模封表面做有颜色标记的料条,在此处要接受第二检测装置的检测,将会把该料条上做有不合格标记的料块位置信息扫描记录下来并传送到分选切筋模具装置准备切筋;料条分选切筋组合C,将前级工位送来的已知其上不合格料块位置的料条通过切筋料条步进移送装置进行步进移送,并在步进移送中由分选切筋模具装置将不合格的料块切掉并落入不合格料块收集装置;以及,料条下料组合D,其将料条分选切筋组合送来的完成了分选切筋的料条,经过推送,下料等将料条自动堆放到下料箱中的装置。
优选的是,所述上料开合导轨装置包括前和后开合导轨,所述前、后开合导轨分别设置有彼此相对的用于支撑料条的“L”型台阶部;所述前开合导轨两端的圆轴段分别以可相对转动的方式安装于一前支撑体两端的轴孔内,所述后开合导轨两端的圆轴段分别以可相对转动的方式安装于一后支撑体两端的轴孔内;以及,所述上料开合导轨装置还包括控制前、后开合导轨分别在前和后支撑体内沿不同方向同步转动的控制机构。
优选的是,所述料条分选切筋模具装置包括下模、上模和切筋气缸组件,其中下模水平插入安装台上的分选切筋模具装置安装位置,其上的信号接口和下模定位口与安装台上的对于接口和定位块结合;上模通过其上的上模板导向套与固装在下模板上的上模导向轴配合;上模板上还安装有由气缸带动的能够伸缩以去封住孔口以压住上模中对应位置的凸模向下、切掉不合格料块的伸缩块组件;分选切筋气缸组件通过切筋气缸体上的连接孔与上模导向轴 上端固连,切筋气缸体下部设有切筋气缸活塞、与其配合的切筋气缸活塞杆以及固连在切筋气缸活塞杆端部的切筋气缸的气缸压板,固定在上模上端面的两气缸压板夹板将气缸压板的台阶缺口部分松动夹住,从而使得切筋气缸和上模相配合。
优选的是,所述切筋料条步进移送装置,包括水平移动机构和至少一套夹头机构,每套夹头机构通过与各自相对应的升降机构安装于水平移动机构的活动部上。
优选的是,所述切筋料条升降装置包括并行排列设置的前侧和后侧升降导轨,以及,带动前侧和后侧升降导轨同步升降的同步升降机构,所述前侧和后侧升降导轨分别设置有彼此相对的供料条的两侧边嵌入的前、后导轨槽;所述同步升降机构上设置有输送方向与前、后侧升降导轨一致的,位于后侧升降导轨后侧的夹头支撑导轨,夹头支撑导轨上滑动配合安装有夹头支撑滑座。
优选的是,所述料条传送检测与剔除装置,其特征在于:包括前、后导轨体,所述前、后导轨体分别具有彼此相对的供料条的两侧边嵌入的前、后导轨槽;所述后导轨体上安装有至少一对用于输送置于前、后导轨槽内的料条的上下布置的、且轴间距可调的输送滚轮;所述前导轨体包括前导轨底座、活动托料导轨和前导轨盖板,所述活动托料导轨以可在与料条输送方向垂直的方向上伸缩的方式安装于前导轨底座内,所述前导轨盖板安装于前导轨底座的顶面上,并与所述活动托料导轨之间形成所述前导轨槽;以及,所述前、后导轨体之间的位置上安装有一废料盒。
本发明的另一个方面还公开了一种IC料条自动分选切筋方法,其包括
将堆栈式料箱中的料条步进提升、抓放到开合导轨上、进行方向检测和二维码数据读取、再推送料条到下一工序;
将从料条上料检测组合部分送来的料条,在此处将方向检测不合格的料条剔除到废料盒中;对于方向检测合格且该批料条已有不合格料块二维码信息记录的料条,在此处只做传送不做检测;对于方向检测合格且该批料条只在不合格料块模封表面做有颜色标记的料条,在此处要接受第二检测装置的检测,将会把该料条上做有不合格标记的料块位置信息扫描记录下来并传送到分选切筋模具装置准备切筋;
将前级工位送来的已知其上不合格料块位置的料条通过切筋料条步进移送装置进行步进移送,并在步进移送中由分选切筋模具装置将不合格的料块切掉并落入不合格料块收集装置;以及,
将料条分选切筋组合送来的完成了分选切筋的料条,经过推送,下料等将料条自动堆放到下料箱中。
该发明的装置和方法具有以下特点。
设置有料条上料检测组合,将置于堆栈式料箱中的料条由料条提升装置的提升托板提升到抓料位置时,得到料条到位信息的导轨开合气缸立即启动,使前、后摆动导轨向上摆动(使导轨间距增大,以利吸嘴抓料,靠导轨开合气缸带动长孔梁向下来实现),抓料装置的真空吸嘴立即从上向下将料箱中最上面一块料条(第一块料条)抓起并立即上升,之后,前、后摆动导轨立即向下摆动,形成支承第一块料条的导轨台阶面,接着真空吸嘴放气,第一块料条靠自重落放在摆动导轨台阶面上,随之由料条推送装置的推板将第一块料条推送到料条传送与检测组合。在抓料装置上方,设置有方向检测和二维码读取装置。若料条的方向正确,有 二维码记录的料条的二维码数据将被读取传到分选切筋模具装置准备对不合格料块进行切筋;若料条的方向正确,但对于没有二维码记录而只做有料块不合格标记的料条来说,其料块的不合格信息标记将会在料条传送与检测组合位置进行扫描读取,以传给分选切筋模具装置准备对不合格料块进行切筋。若料条的方向不正确,都会在料条传送与检测组合的剔除位置进行剔除。
设置有料条传送检测与剔除装置,对于只在料条料块表面做有不合格标记的料条,料条在通过该装置的检测位置时,将会把料条上不合格料块的标记信息记录下来并传给切筋分选模具装置准备对其切筋;对于已有二维码信息的料条通过该装置时,该装置处的检测部分不启动;若料条的方向不正确,都会在料条传送检测与剔除装置的剔除位置被剔除。
设置有料条分选切筋模具装置,当待切筋料条步进送到分选切筋模具装置时,该模具的凸模(冲头)会根据事先得到被切料条料块的位置信息,自动只将不合格的料块切掉。
设置有切筋料条升降机构,能在切筋时使料条和输送导轨一起向下降一定距离(一般为2~4mm)使料条与底模接触,以便上模向下切筋。当切筋完成需要向前步移料条时,切筋料条升降机构会使料条和输送导轨一起向上升一定距离(一般为2~4mm),之后由切筋料条步进移送装置将其向前移送一步(即一排料块之距离)。
设置有切筋料条步进移送装置,其上的料条夹头能夹住料条步进输送料条,又能夹住料条随料条和输送导轨一起作升降运动。
在分选切筋模具装置的下模上设置有定位料条的料条定位针。在切筋料条升降机构带着料条向下移动时,若料条一侧的定位孔与下模上的料条定位针对得不准时,定位针将被压下碰到检测传感器发出信号,使上模停止下降并向上复位,同时发出信号通知人工排除故障。
料条输送导轨为前、中、后三段,前段包括料条的上料放料、进料推送和传料输送部分,这一部分的导轨高度固定不变,但上料放料处的导轨为开合导轨;后段包括料条出料推送和放料下料部分,这一段的导轨高度也固定不变且与前段导轨同高,且放料下料处的导轨也为开合导轨;中段为高度可升降的活动导轨(高度差为2~4mm),料条从前段输送到后段的过程中,料条在固定和活动导轨的过度处会产生变形,因此,在过度处的导轨开有较长的斜口,能满足料条在此处的变形要求。料条在中段导轨输送时,中段导轨的高度处在与前、后段导轨同高的位置;料条在切筋时,中段导轨和料条将比前、后段导轨低2~4mm。
具体实施方式
下面参照附图对本发明的特点以优选的实施方式的形式做进一步的说明。
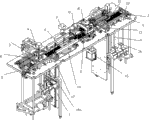
参照图1a,本发明中的IC料条自动分选切筋机按照以下工艺流程工作,首先,由人工将装有料条的堆栈式料箱放到上料位置的料箱底部定位框处,步骤S1;通常一次可放一箱,每箱180条,料条间直接堆叠在一起;再由堆栈式料箱料条提升装置上的料条提升板托住料箱中的料条整体步进上升,步骤S2;抓放料装置将料箱上面的料条逐块地抓取步骤S4,放到上料开合导轨上S5;经过第一检测装置对其进行方向检测和二维码信息读取后S3,由上料推料装置的推送头推送到料条传送与检测组合,步骤S6,其中,方向不合格的料条将在此被剔除,步骤S7;另外,对于在料块上做有不合格标记的料条,其上的不合格料块位置信息将被第二检测装置扫描并传给分选切筋模具装置,步骤S8;之后再由切筋料条步进移送机构将其移送到分选切筋模具装置S9,在此处切筋模具将对不合格的料块切筋,步骤S10,并落入废料盒,最后将切掉了不合格料块的料条由料条下料装置收集到堆栈式料箱中,步骤S11,堆满后由人工取出,步骤S12。
如图2所示,依照本发明的一种IC料条自动分选切筋机由图2所示的料条上料检测组合A、料条传送检测组合B、料条分选切筋组合C、料条下料组合D、电气控制组合E、键盘输入F和显示屏G等构成。其中,料条上料检测组合A用于实现前述从上料至第一次检测;料条传送检测组合B用于实现传料以及二次检测,而料条分选切筋组合C则用于实现料条的分选切筋步骤;最后的料条下料组合D用于实现推料送出、入箱等步骤。电气控制组合E用于对各个电气元件、包括但不限于电磁阀、开关、继电器、等的控制,一般可通过PLC(可编程逻辑)实现,也可通过基于例如MCU、FPGA、等的嵌入式系统实现,电气控制组合E可以嵌入相关控制程序以及进程显示程序,其界面可通过显示屏G显示给操作人员,操作人员可进而通过键盘输入F对相关程序进行控制,从而控制整个加工进程,键盘输入F并不限于传统的键盘,可以采用触摸屏替代该键盘输入。
IC料条自动分选切筋机的具体结构组成如图3a、3b、3c、3d、3e所示,其中,图3a为左前视立体图、图3b为主视图、图3c为俯视图、图3d为右后视立体图、图3e为右前视立体图。本发明中的IC料条自动分选切筋机主要由料条提升装置1,上料推料装置2,第一检测装置3,抓放料装置4、上料开合导轨装置5,料条传送检测与剔除装置6,第二检测装置7,料条分选切筋模具装置8,切筋料条升降机构9、切筋料条步进移送装置10、下料推送装置11,下料开合导轨装置12,下料开合导轨宽度调整装置13,料条下料装置14,不合格料块收集装置15,废料盒16,上料开合导轨宽度调整装置17,等组成。其中,料条提升装置1,上料推料装置2,第一检测装置3,抓放料装置4、上料开合导轨装置5组成料条上料检测组合A;料条传送检测与剔除装置6,第二检测装置7组成料条传送检测组合B;料条分选切筋模具装置8,切筋料条升降机构9、切筋料条步进移送装置10、不合格料块收集装置15、废料盒16,构成料条分选切筋组合C;而下料推送装置11,下料开合导轨装置12,下料开合导轨宽度调整装置13,料条下料装置14,构成料条下料组合D。而安装平台18a、18b(图10中所示)承载了上料检测组合和下料组合D的各个装置。
图中标注的料条为由若干矩阵排列的料块组成,上料位置和下料位置均有如下料位置处所示的料盒。
料条上料检测组合A的功能是将堆栈式料箱X中的料条Y步进提升(料条上设有多个整齐排列的料块Z)、抓放到开合导轨上、进行方向检测和二维码数据读取、再推送料条到下一工序的装置。其中,料条提升装置1设置在安装台18下方,上料开合导轨装置5固定于安装台上,上料推送装置2位于安装台上的上料开合导轨装置5的侧方,抓放料装置4固定于安装台上,且其抓取部分伸至上料开合导轨装置5上方,而第一检测装置3设置于抓放料装置4上。
如图4a所示。料条提升装置1主要由步进提升电机1001,上料箱X定位支承框1002,料条托板1003、料条托板滑座1012,托板上下移动拖链1013,料条托板滑轨1014构成,其中,料条托板1003一侧与料条托板滑座1012固连;料条托板滑座1012配合于料条托板滑轨1014步进提升电机1001,通过托板上下移动拖链1013,可以是同步轮加同步带的结构,与料条托板滑座1012相配合,
推送装置2主要包括电机、同步带传动和在其上安装有推板,其通过推板将第一块料条推送到料条传送检测组合B。这种推送装置的结构和应用是本领域一般技术人员所熟知的。
第一检测装置3用于对该料条进行方向检测,例如判断料条是否放反,和对料条二维码信息读取。可以是现有技术中所熟知的基于CCD或CMOS的检测装置。
抓放装置4主要包括板式吸嘴抓放电机49,板式抓放吸嘴410,其结构为本领域一般技 术人员所熟知。
如图4b所示,该上料开合导轨装置5包括前开合导轨58a和后开合导轨58b,二者分别通过前支撑体59a和后支撑体59b安装于安装台53上,其中,前开合导轨58a两端的圆轴段分别以可相对转动的方式安装于前支撑体59a两端的轴孔内,同理,后开合导轨58b两端的圆轴段分别以可相对转动的方式安装于后支撑体59b两端的轴孔内,该前、后开合导轨分别设置有彼此相对的用于支撑料条的“L”型台阶部。该上料开合导轨装置5还包括控制前、后开合导轨分别在前支撑体59a和后支撑体59b内沿不同的方向同步转动的控制机构。
当前、后开合导轨处于支撑料条的状态(即处于闭合状态)时,二者的台阶部的支撑面处于同一水平面上,此时,前、后开合导轨间的距离小于料条的宽度;在控制机构控制前、后开合导轨向上背向转动时,前、后开合导轨即被打开,此时,二者的台阶部的支撑面发生倾斜,使二者之间的宽度大于等于料条的宽度,此时,抓放料装置便可穿过上料开合导轨装置5向下运动,以抓取位于上料开合导轨装置5下方的料箱X内的料条Y,并将该料条Y从前、后开合导轨之间提升至上料开合导轨装置5上方;之后,通过控制机构控制前、后开合导轨向下相向转动至上述的闭合状态,此时,抓放料装置便可松开料条,料条便在重力的作用下落在前、后开合导轨的台阶部的支撑面上。
该控制机构可包括长孔梁55、导轨开合气缸52、前摆臂57a和后摆臂57b,该长孔梁55固装于导轨开合气缸52的活塞杆的端部上,该前摆臂57a的一端固装于前开合导轨58a的通过前支撑体59a左端的轴孔向外伸出的圆柱段上,另一端通过一前滚轮56a配合安装于长孔梁55的位于前侧的长孔内;同理,该后摆臂57b的一端固装于后开合导轨58b的通过后支撑体59b左端的轴孔向外伸出的圆柱段上,另一端通过一后滚轮56b配合安装于长孔梁55的位于后侧的长孔内。在控制器启动导轨开合气缸52,使其活塞杆带动与之固连的长孔梁55下移时,前、后开合导轨便同步背向摆动而打开;在控制器启动导轨开合气缸52,使其活塞杆带动长孔梁55向上复位时,前、后开合导轨便同步相向摆动而关闭。
为了使本发明的上料开合导轨装置5可适应各种宽度的料条Y,其还可以包括安装于安装台53上的导轨宽度调整装置17,如图4b所示,该导轨宽度调整装置包括均沿垂直于前、后开合导轨的方向布置的宽度调整滑轨51和双向旋螺杆541,宽度调整滑轨51和双向旋螺杆541分设于前、后支撑体的两端,前支撑体59a通过固装于其底面上的前滑座与宽度调整滑轨51滑动配合连接,后支撑体59b通过固装于其底面上的后滑座与宽度调整滑轨51滑动配合连接;该双向旋螺杆541与左、右旋螺母精密螺旋配合,而前支撑体59a和后支撑体59b分别固连于左和右旋螺母上。这样,在操作者旋动双向旋螺杆541时,便可使前、后支撑体分别携带其上的前、后开合导轨作相向或者相离运动,进而根据料条的规格调整前、后开合导轨间的宽度。另外,该导轨宽度调整装置还可以包括两根分设于双向旋螺杆541两侧的导向杆542,前、后支撑体穿于导向杆542上,并与导向杆滑动配合连接。
人工将堆栈式料箱放在上料箱定位支承框1002上,箱中最下面一块料条的底部被料条托板1003托住;当需要料条步进上升时,步进提升电机1001启动,通过与之相连的同步轮和同步带,带动固装在同步带上的料条托板滑座1012沿料条托板滑轨1014上升移动,从而带动固装在料条托板滑座1012上的料条托板1003托住箱中料条步进上升,供料箱上方的抓料装置将料箱中的料条从上面一块一块抓送出去;当料箱中上面第一块需要被抓送时,上料开合导轨装置5中的导轨开合气缸52启动,带动长孔梁55向下移动,同时带动通过滚轮56A与之相连的摆臂摆动,从而带动与摆臂固联的开合导轨58a、58b打开;之后,板式吸嘴抓放电机49立即启动,通过与其相连的滚珠丝杠传动带动板式抓放吸嘴410向下抓取料箱中最上面一-块料条并上升到位,此时,导轨开合气缸52立即反向启动,使开合导轨58a、58b反向 摆动而关闭,形成可放置料条的导轨台阶面,板式抓放吸嘴410的吸力释放,料条落到该台阶面上;此时,第一检测装置3启动,对该料条进行方向检测(判断料条是否放反)和料条二维码信息读取(若该批料条在前道工序存有不合格料块的位置的二维码信息,该信息将会在此处由第一检测装置3获取并传到下一步的分选切筋模具装置准备切筋);检测完成后,由电机、同步带传动和在其上安装有推板的上料推料装置2,通过推板将第一块料条推送到料条传送检测组合工位。
料条传送检测组合B的功能是将从料条上料检测组合部分送来的料条,在此处将方向检测不合格的料条剔除到废料盒中;对于方向检测合格且该批料条已有不合格料块二维码信息记录的料条,在此处只做传送不做检测;对于方向检测合格且该批料条只在不合格料块模封表面做有颜色标记的料条,在此处要接受第二检测装置7,(如图3所示),的检测,将会把该料条上做有不合格标记的料块位置信息扫描记录下来并传送到分选切筋模具装置准备切筋。
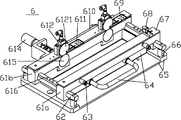
料条传送检测组合B中实现料条传送检测与剔除功能的是图5所示的料条传送检测与剔除装置6,图5a为其立体图,图5b为该装置活动托料导轨处的局部爆炸图。,图5c是其中压轮结构的示意图。如图5a和5b所示,该料条传送检测与剔除装置6包括前导轨体61a和后导轨体61b,二者分别具有彼此相对的供料条的两侧边嵌入的前导轨槽和后导轨槽;该后导轨体61b上安装有至少一个通过后导轨槽的支撑面外露的传动轮615,其中,该传动轮615的顶面可与后导轨槽的支撑面平齐或者略微高于该支撑面,所述后导轨体61b在安装有与传动轮一一对应配置的压轮机构612,该压轮机构612包括位于传动轮615上方的压轮6121,该压轮6121的轴心位置上下可调,这样,即可使压轮6121下压而与传动轮615配合输送置于前、后导轨槽内的料条,又可通过抬起压轮6121松开料条。如图5b所示,该前导轨体61a包括前导轨底座、活动托料导轨617和前导轨盖板67,该活动托料导轨617以可沿与料条输送方向垂直的方向运动的方式安装于前导轨底座内,该前导轨盖板67安装于前导轨底座的顶面上,与所述活动托料导轨617之间形成所述前导轨槽,即前导轨槽的用于支撑料条的活动托料导轨617是可伸缩的,当其伸出时,前、后导轨槽可配合托住料条;当其缩回时,前、后导轨槽间的距离将大于料条的宽度,进而无法托住该料条而使料条在重力的作用下掉落。该料条传送检测与剔除装置6的废料盒64置于前、后导轨体之间的位置上。
该料条传送检测与剔除装置6的左端与IC料条自动分选切筋机的料条上料装置的导轨对接,右端与IC料条自动分选切筋机的料条升降输送导轨对接。这样,当控制器检测到料条到达料条传送检测与剔除装置6的输送起始位置时,控制压轮机构的压轮6121下压,使压轮6121和传动轮615分别与料条的上、下表面接触,以在传动轮615转动时可使料条运动;之后,控制器启动传动轮615带动料条向右运动,并在料条到达输送终止位置时控制输送滚轮停止动作。料条在该输送终止位置定位停留的目的,一是若料条方向不合格,将在此处被剔除,二是若料条的料块做有不合格标记,要在此处接受第二检测装置的扫描检测,以便将不合格料块的位置信息传给分选切筋模具装置准备切筋。当方向不合格料条到达该输送终止位置时,控制器控制活动托料导轨617缩回,离开料条,此时,控制器调整输送滚轮间的轴间距,使其变大,故方向不合格料条就靠自重落入废料盒64内;之后,控制器再控制活动托料导轨617伸出,呈现托料状态,准备接受下一块料条的到来。若该料条在前面被检测到方向合格,又属于第一种有二维码信息记录的料条,该料条在输送终止位置就一直等待着被送去切筋位切筋;若该料条在前面被检测到方向合格,又属于第二种对料条的料块做有不合格标记的料条,则安装在料条上方的第二检测装置就立即启动对其进行扫描检测,把不合格料块的位置信息传给分选切筋模具装置,之后等待着被送去切筋位切筋。
如图5a和5b所示,该废料盒64可经由前导轨体61a的底部插装至位于前、后导轨体之 间的位置上。该废料盒64可设置有便于插装的把手。
该活动托料导轨617通过针形气缸63和压簧618实现可伸缩式安装,该前导轨体61a的前导轨底座的顶面上设置有向下凹陷的用于安装活动托料导轨617的凹槽,去除前导轨底座的包围该凹槽的后壁的中间部分,形成供活动托料导轨617伸出的开口,并使后壁在两端部部分包围该凹槽。该后壁的两端部的内壁上分别固连一压簧618,各压簧618的另一端固连于活动托料导轨617的面对后导轨体61b的后侧面上。另外,该针形气缸63安装于以其活塞杆的运动方向与活动托料导轨617的运动方向一致的方式安装于前导轨底座上,在本实施例中,为了保证活动托料导轨617的运动平稳性,采用两个沿料条输送方向布置的针形气缸63,该针形气缸63的活塞杆与活动托料导轨617的前侧面固连。这样,在控制器控制针形气缸63进气时,活动托料导轨617即可克服弹簧力向外伸出,而在控制器控制针形气缸63放气时,活动托料导轨617便可在压簧618的作用下缩回。
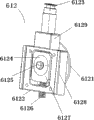
如图5c所示,该压轮机构612包括所述压轮6121,压轮气缸6129、进气管接头6123、压轮轴轴承6124、压轮轴6125、压缩弹簧6126、滑块6127和滑座6128,该滑座6128的底面为与后导轨体61b的顶面贴合的安装贴合面6122。滑块6127设置于滑座6128内,并能够在滑座6128内上下滑动,压轮轴轴承6124安装在滑块6127内,压轮6121通过压轮轴6125配合安装于压轮轴轴承6124上,压缩弹簧6126安装于滑块6127的底面与后导轨体61b的顶面之间,其两端可分别与滑块的底面与后导轨体的顶面固连,压轮气缸6129的气缸杆顶住滑块6127的顶面,压轮气缸6129通过进气管接头6123连接气源。这样,在控制器控制压轮气缸6129通过进气管接头6123进气时,压轮6121便会在滑块6127的作用下下移,进而使其与传动轮615间的间隙与料条的厚度相当,以完成输送料条的动作;而在控制器控制压轮气缸6129放气时,压轮6121便会在压缩弹簧6126的作用下抬起,完成松开料条的动作。
如图5a所示,该传动轮615由受控于控制器的直流电机614带动其转动,另外,本实施例中设置有两个传动轮615,该直流电机614通过同步带传动机构610带动两个传动轮615同步动作,即两个传动轮615一个作为主动轮,一个作为从动轮。当然,也可采用为每个传动轮615配置一个驱动件的设计。
另外,如图5a所示,为了便于控制器检测料条的位置,该后导轨体61b在输送起始位置和输送终止位置上分别设置有均与控制器通讯连接的第一传感器611和第二传感器69。
为了简化控制程序,可在该前导轨盖板67安装一如图5a所示的挡料气缸68,该挡料气缸68的活塞杆基本上沿竖直方向运动,当控制器得到料条到达输送终止位置的信息后,如通过第二传感器69获得该信息,会立即控制挡料气缸68动作,使其活塞杆向下伸出挡住料条前进,此时,控制器控制压轮机构612和直线电机614停止动作而恢复原位。当分选切筋模具装置需要对料条切筋时,控制器会控制挡料气缸68的活塞杆缩回,这样,下一级的步进移送装置就可夹住料条向分选切筋模具装置的切筋位置处输送。
如图5a所示,该料条传送检测与剔除装置6的前导轨体61a和后导轨体61b可穿插配合安装于分别位于两端的导轨体安装梁62上,该导轨体安装梁62通过支柱66固装在安装板65上,前、后导轨体间的宽度可根据料条宽度由导轨宽度定位块616定位,定位后用螺丝将前、后导轨体6紧固在导轨体安装梁62上。
第二检测装置7与第一检测装置3相同或类似。
料条分选切筋组合C的功能是将前级工位送来的已知其上不合格料块位置的料条,在切筋料条步进移送装置8的步进移送中由分选切筋模具装置9将不合格的料块切掉并落入不合格料块收集装置15。
料条分选切筋组合C中的料条分选切筋模具装置8如图6所示,图6a1为料条分选切筋模具装置8的立体图,参照图6a1该料条分选切筋模具装置主要有下模8a、上模8b和切筋气缸组件8c三部分构成。
下模8a水平插入安装台上的分选切筋模具装置安装位置,其上的信号接口832和下模定位口与安装台上的对于接口和定位块(图中未画)结合;上模8b通过其上的上模板导向套810与固装在下模板81上的上模导向轴84配合;分选切筋气缸组件8c通过切筋气缸体818上的连接孔与上模导向轴84上端固联,切筋气缸的气缸压板820由气缸压板夹板829将气缸压板820的台阶缺口部分松动夹住,使切筋气缸和上模产生连接关系。
图6b1为下模立体图,图6b2为下模爆炸图,如图所示,下模主要由下模板81,凹模固定块82和凹模86组成,。下模板81中部有长方孔用以排除冲裁料;有信号接口832和安装定位口;固装有四个模架下限位块88,它和固装在上模板上的四个模架上限位块89共同组成对上模向下冲裁时行程的限位;安装有料条定位针;固装有两根上模导向轴84,导向轴84的下端套有弹簧,用以支承模具专用轴承(球笼保持架一一图中未画)。凹模固定块82的中部也有长方孔用以排除冲裁料,其上固装有四根压板下限位块87,它是保证上模向下加压时,其上的压料板823将料条压紧在凹模86上时,四根压板下限位块87刚好支撑着压料板823,使其不能再向下加压,以避免将料条上的料块压坏。安装时,要保证压料板823与四根压板下限位块87接触时,压料板823与凹模86之间的间隙为一块料条厚度。凹模86用螺钉固装在凹模固定块82上,凹模固定块82上又用螺栓固装在下模板81。
图6c1为上模立体图,图6c2为上模爆炸图,上模主要由上模板811,压料板823和卸料导向板822等组成。卸料导向板822用螺钉固装在压板的下面,卸料导向板822上的长方孔与压料板823上的台阶孔一一对应。凸模(冲头)压缩弹簧824装在该台阶孔内,再将凸模826插入台阶孔中的弹簧824;压料板823的四个角处装有四个凸模行程限位柱825,这四个凸模行程限位柱825将从上模板811的下方向上装入上模板811四个角处的孔中(对应地各凸模的上端也对应插入上模板811的凸模导向孔813中),然后将凸模行程限位轴压簧831上模板811的上方放入四个角处的孔中且支承在凸模行程限位柱825的顶部,最后把弹簧盖板814压住凸模行程限位柱压簧831并用螺钉固定住弹簧盖板814。此时,上模板811将因此(凸模行程限位柱825与凸模行程限位柱压簧831)和压板823保持一个弹性接触,即当上压板对下压板施压时,是通过凸模行程限位柱压簧831和凸模行程限位柱825实现的。这样安装后,凸模(冲头)的顶部刚好与上模板811上的各孔813的孔口平面齐平,保证伸缩垫块812能自由伸缩封住孔813中的凸模进行切筋。另外,为保证上模板811和压料板823之间的位置关系,固装在上模板上的压料板导向柱817始终插入压料板823的压料板导向孔830中并在其中上下滑动。
上模板上安装有由气缸带动可以伸缩、去封住孔口813以压住凸模向下、切掉不合格料块的伸缩垫块组件;图6d为切筋气缸组件立体图,有与上模板导向轴滑动配合的上模板导向套810;有连接切筋气缸的气缸压板820的气缸压板夹板829。
切筋时,切筋气缸的活塞827通过其活塞杆821和固装在活塞杆端部的气缸压板820上下运动,推动上模上下运动并通过安装在其上的凸模,按切筋需要动作而切掉料条上不合格的料块。本装置凹模上的矩形孔与凸模上的矩形冲头一一对应(以下简称冲裁位);冲裁位按垂直于料条步进前进方向设置前、后两排(先到为前排,后到为后排,如图7所示);每排四个冲裁位(即矩形孔与矩形冲头各有四组对应排成一排),每个冲裁位之间的距离为料条上横向排列的料块Z间距的两倍;前、后两排之间的距离为料条上纵向排列料块Z间距的两倍;前、后两排上的四个冲裁位如图7所示交错排列,前排按1,3,5,7顺序排列,后排按2, 4,6,8顺序排列。这种排列顺序方法在对每排为8块料块的料条进行分选切筋时,不会漏掉任何一块料块的分选切筋处理。正如本领一般技术人员所能理解的,冲裁位也可仅为一排或多排。
若本机的第一检测装置3或第二检测装置7检测到第一块料条的第一排的第3块料块和第6块料块Z为不合格料块时,当第一块料条的第一排(如每排为8块料块)被切筋料条步进移送装置输送到前排冲裁位时,则此时对应该料条的第一排的第3块料块上方的伸缩垫块812,图6会在其气缸组件作用下伸出,将该处的凸模导向孔813,图6,封住,在切筋气缸的压板820向下对上模的中部加压时,被封住的凸模只能向下运动,将其下方的不合格料块(即第一块料条的第一排上的第3块料块)切掉,而其它未被伸缩垫块812封住的凸模就沿凸模导向孔813上升一定距离,不会将其下方的合格料块切掉。
当该料条再向前步移一步,第二排料块到达前排,若第二排上1,3,5,7四块料块中有不合格料块时,对应不合格料块上方的伸缩垫块812会在其气缸组件作用下伸出,将该处的凸模导向孔813封住,在切筋气缸的压板820向下对上模的中部加压时,被封住的凸模只能向下运动,将其下方的不合格料块切掉;
当该料条再向前步移一步,第三排料块到达前排,第三排料块上1,3,5,7四块料块中若有不合格料块时,也会如上进行切掉处理。此时,第一排料块正好到达后排,对应第一排第6块不合格料块上方的伸缩垫块812会在其气缸组件作用下伸出,将该处的凸模导向孔813封住,在切筋气缸的压板820向下对上模的中部加压时,被封住的凸模只能向下运动,将其下方的不合格料块(即第一块料条的第一排上的第6块料块)切掉,而其它未被封住的凸模就沿凸模导向孔813上升一定距离,不会将其下方的合格料块切掉。
当该料条再向前步移一步,第四排料块到达前排,若该排1,3,5,7料块位有某料块不合格,仍如上述方法切掉;此时,第二排料块正好到达后排,对应第二排2,4,6,8料块位若有某料块不合格,按上述方法将其切掉即可。
如此往复进行,就能将每一块料条上的不合格料块自动一一切掉。
在分选切筋过程中,料条的步进输送是靠图8a、8b所示的料条分选切筋组合中的料条步进移送装置10实现的。图8a为料条步进移送装置的立体图,图8b为其俯视图。
如图8a和8b所示,该切筋料条步进移送装置10包括水平移动机构和至少一套夹头机构,每套夹头机构通过与各自相对应的升降机构安装于水平移动机构的活动部上。各夹头机构分别固连于切筋料条升降装置的与各自相对应的夹头支撑滑座上。这样,在升降机构的作用下,各夹头机构就可随切筋料条升降装置上下运动,以完成在不同平面上的移送工作。
该夹头机构包括“L”型气缸安装板109、抓手气缸107和夹头,该气缸安装板109的竖直板固连于升降机构的活动部上,该抓手气缸107安装于气缸安装板109的水平板上。上述的切筋料条升降装置包括前侧、后侧升降导轨,和与二者同步升降的位于后侧升降导轨后侧的该夹头支撑滑座,该夹头包括上下布置的上夹头部和下夹头部,二者分别固装于抓手气缸107的可在竖直方向上沿相反方向运动的(特别是同步运动)上和下安装滑块上,上夹头部从后侧升降导轨的上方伸至后侧升降导轨的前侧,下夹头部从后侧升降导轨的下方伸至后侧升降导轨的前侧,该上、下夹头部间的开闭对称面横穿该切筋料条升降机构的前侧、后侧升降导轨的导轨槽,使上、下夹头部分设于两侧边位于导轨槽内的料条的上方和下方。抓手气缸动作时,即可带动上、下夹头部闭合夹紧料条,或者张开放开料条,其中,该抓手气缸可为双驱动型无杆气缸,该种气缸的两个可分别作为上和下安装滑块的活动部可沿相反的方向作相向或者背离运动。
与各套夹头机构一一对应配置的升降机构通过一横板106安装于水平移动机构的活动部上,各升降机构在横板106上沿水平移动机构的移动方向顺次排列,这样可以通过不同的夹头机构夹持移送处于不同阶段的料条。根据采用本发明的切筋料条步进移送装置的IC料条自动分选切筋机的工序要求,本实施例采用两套夹头机构,分别作为前夹头机构和后夹头机构,前夹头机构用于移送待切筋料条,而后夹头机构用于移送已切筋料条。另外,在本实施例中,后夹头机构的夹头108的长度大于前夹头机构的夹头1011的长度。
该升降机构可以包括固连于横板106上的的滑轨安装板1010、固连于滑轨安装板1010上的沿竖直方向布置的滑轨102和与滑轨102滑动配合连接的滑座105,该气缸安装板109竖直板固连于作为升降机构的活动部的滑座105上。
该水平移动机构可以包括伺服电机101和由伺服电机101驱动的滚珠丝杠传动机构103,该滚珠丝杠传动机构103的螺母作为水平移动机构的活动部可通过一连接板104与横板106固连。
本发明所述切筋料条步进移送装置10的工作过程如下:
当第一块料条被送到IC料条自动分选切筋机的传送检测与剔除装置的最右端位置时,得到料条到位信息的伺服电机101启动,使两套夹头机构向左快速同步移动,在向左移动时,前夹头和后夹头均为张开状态,向左移动到位(前夹头机构的最左侧的夹料位置)时,夹头机构的夹头1011夹住第一块料条,而后夹头机构的夹头108暂无料条可夹;之后,伺服电机101反向启动,在将夹头1011夹住的第一块料条快速送到分选切筋模具装置的前排切筋位置的上方时,切筋料条步进移送装置10夹住料条停止移动,此时,安装在气缸安装板109上的夹头1011夹住料条沿滑轨102随切筋料条升降机构垂直下降(2~4mm),使料条与分选切筋模具装置的下模上的凹模接触,等待切筋,切筋完成后,料条随切筋料条升降机构垂直上升(2~4mm),同时,抓手气缸107控制夹头1011打开;当上升到位时(复位时),伺服电机101再次启动并回退一步(一排料条距离),抓手气缸107再控制夹头1011夹住料条,伺服电机101再推动夹头1011带着料条向右移送一步;之后,夹头1011在切筋料条升降机构的带动下,沿滑轨102向下移动,等待切筋;切筋完成后,料条随切筋料条升降机构上升,同时夹头1011打开;当上升到位时,伺服电机101启动使夹头1011回退一步,夹头1011再夹住料条前进一步,升降机构再次使料条下降,接受切筋。如此反复,就能将料条一步步向前输送,完成切筋。
当第一块料条的最后一排料块完成分选切筋任务后,前、后夹头机构在伺服电机101的带动下同步快速返回到最左端位置准备再次夹取料条,此次前夹头机构夹住第二块料条,而后夹头机构则夹住已经完成切筋任务的第一块料条,之后,前、后夹头机构均按同步反复步进输送料条;当第二块料条的最后一排料块完成分选切筋任务后,前、后夹头机构在伺服电机101的带动下再次同步快速返回到最左端位置准备再次夹取料条。
此次,前夹头机构夹住第三块料条,后夹头机构则夹住已经完成切筋任务的第二块料条,已经完成切筋任务的第一块料条则被下料推送装置的推送头推送到下料开合导轨的导轨支撑面上。如此往复,就能将一块块料条经过反复步进输送而完成分选切筋任务。
在分选切筋过程中,料条的升降移动是靠图9所示的切筋料条升降机构9实现的,图9a为立体图,图9b为不带安装台的主视图,图9c为带安装台的主视图。切筋料条升降装置包括并行排列设置的前侧升降导轨910和后侧升降导轨913,以及,带动前侧和后侧升降导轨同步升降的同步升降机构,所述前侧升降导轨910和后侧升降导轨913分别设置有彼此相对的供料条的两侧边嵌入的前、后导轨槽;所述同步升降机构上设置有输送方向与前、后侧升 降导轨一致的,位于后侧升降导轨后侧的夹头支撑导轨,夹头支撑导轨上滑动配合安装有用于安装切筋料条步进移送装置的夹头机构的夹头支撑滑座。通过上述切筋料条升降装置即可获取直线步进-垂直下降-停顿切筋-垂直上升-又直线步进的输送路径,另外,通过设置与前、后侧升降导轨同步升降的夹头支撑导轨,可使用于夹持料条完成直线步进的夹头机构随料条同步升降,这样可以完成不同高度处的直线步进输送。
该前、后导轨槽可在两端设置有从内端向外端渐扩的喇叭形斜长口,这样,可使料条在部分处于切筋料条升降装置的导轨槽内,部分位于设置在切筋料条升降装置左侧的料条传送检测与剔除装置的导轨槽内或者设置在切筋料条升降装置右侧的下料开合导轨装置的料条支撑面上的状态下需要上下升降时,不至于弯折过度。
另外,为了提高IC料条自动分选切筋机的效率,其切筋料条步进移送装置配置有两个夹头机构,分别为前夹头机构和后夹头机构,分别用于输送待分选切筋料条和已分选切筋料条。相应地,如图9a所示,该夹头支撑导轨包括沿着料条输送方向顺次排列布置的前夹头支撑导轨914和后夹头支撑导轨911,而夹头支撑滑座包括滑动配合安装于前夹头支撑导轨914上的用于安装前夹头机构的前夹头支撑滑座915和滑动配合安装于后夹头支撑导轨911上的用于安装后夹头机构的后夹头支撑滑座912。
如图9a、9b和9c所示,该同步升降机构包括水平移动机构、摆杆连接杆95、连杆920和至少二个沿料条输送方向顺次排列设置的摆杆升降组件,该连杆920的一端铰接于水平移动机构的运动部上,另一端铰接于该摆杆连接杆95上;各摆杆升降组件均包括摆杆93、固定铰接体94、升降梁97和基本上安装于升降梁97中部位置上的滚珠轴承96,该固定铰接体94固装于安装台A上,该升降梁97沿与料条输送方向垂直的方向布置,该摆杆93在一端与摆杆连接杆95铰接,如通过可动铰链92完成铰接,在中部与固定铰接体94铰接,该摆杆93的另一端具有开口叉,该摆杆93通过其开口叉叉在滚珠轴承96上;该前侧升降导轨910安装于所有升降梁97的靠近前端的位置上,该后侧升降导轨913安装于所有升降梁97的靠近后端的位置上,所述夹头支撑导轨也安装于升降梁97上。这样,在水平移动机构的运动部沿水平方向向右或者向左移动时,即可通过连杆920带动与摆杆连接杆95相连的各摆杆93向右或向左摆动,从而使摆杆93另一端的开叉口带动安装有滚珠轴承96的升降杆97上升或者下降。当然,通过多个气缸也可以实现前侧升降导轨910和后侧升降导轨913,以及夹头支撑导轨的同步升降,只是控制程序会相对复杂,而且对控制精度的要求相对较高,否则较难实现同步升降。
如图9a、9b和9c所示,该水平移动机构可以包括伺服电机91、由伺服电机91带动的丝杠918和与丝杠螺纹配合连接的作为运动部的丝杠螺母919。
为了使本发明的切筋料条升降装置可与IC料条自动分选切筋机的同样安装于安装台A上的上料和下料开合导轨相承接,又不置于增加其它装置的尺寸,如图9c所示,可将该固定铰接体94固装于安装台A的底面上,而且,该前侧升降导轨910、后侧升降导轨913和夹头支撑导轨通过与各升降梁97一一对应配置的延长组件安装与所有的升降梁97上。该延长组件包括与升降梁97的设置方向一致的横梁99和连接于升降梁97上的至少二个升降轴98,各升降轴98穿过固装于安装台A底面上的与各自相对应的轴承座917伸至安装台A的上方,其中,各升降轴98和与各自相对应的轴承座917滑动配合连接,该横梁99固连于所有升降轴98的顶面上。该前侧升降导轨910和后侧升降导轨913安装于所有延长组件的横梁99上,根据尺寸要求,该前侧升降导轨910和后侧升降导轨913可通过与横梁99一一对应配置的支撑件916安装于所有延长组件的横梁99上。该夹头支撑导轨可安装于部分横梁99上,若该夹头支撑导轨包括前夹头支撑导轨914和后夹头支撑导轨911,则二者分别安装于 位于左侧的部分横梁99上和位于右侧的部分横梁99上。在本实施例中采用四个摆杆升降组件,即设置有四个横梁99,前夹头支撑导轨914和后夹头支撑导轨911分别安装于位于左侧的二个横梁99上和位于右侧的二个横梁99上。
当料条需要步进输送时,伺服电机91受控转动,通过丝杆918带动丝杆螺母919向右移动,则各摆杆93向右摆动,从而使升降梁97上升,最终通过固装在升降梁97上的升降轴98、横梁99和支承块916使前、后侧导轨910、913上升到位。与此同时,前、后夹头机构也分别随前侧升降导轨910和后侧升降导轨913同步上升到位;到位后,即可通过切筋料条步进移送装置将料条移送一步。
当料条步进移送到位需要切筋时,伺服电机91受控反向转动,使丝杆螺母919向左移动,则摆杆93反向摆动,从而使前、后侧导轨910、913上的料条随之一起下降到位,接受分选切筋模具装置的切筋操作。切筋操作完成后,伺服电机91再反向转动,使料条又上升到位,再次对该料条实施步进输送。如此反复对料条进行步进输送和升降移送,就能使切筋模具有效地切掉料条上的不合格料块。
料条下料组合D的功能是能将前工序送来的完成了分选切筋的料条,经过推送,下料等将料条自动堆放到下料箱中的装置,如图10所示,主要由下料箱定位框,步进下料装置12,下料开合导轨装置13,下料推料装置14,下料开合导轨宽度调整装置15和安装板18b等组成。
当完成分选切筋的料条由料条步进移送装置的后夹头输送到位后,料条下料组合中的下料推料装置14将该料条推送到下料开合导轨装置13上,然后下料开合导轨装置13的导轨自动转动而打开,料条靠自重落入料箱中。落入料箱中的第一块料条是直接落在能在料箱中升降的步进下料装置12的托料板上,之后步进下料装置12的托料板下降一块料条厚度距离,第二块料条落入第一块料条上面,之后步进下料装置12的托料板又下降一块料条厚度距离,如此多次,就能将一块块料条落入箱中,并下降到箱底而装满料箱,再由人工把满箱取出。
本发明中的IC料条自动分选切筋机的特点在于:
首先,设置有料条上料检测组合,将置于堆栈式料箱中的料条由料条提升装置的提升托板提升到抓料位置时,得到料条到位信息的导轨开合气缸立即启动,使前、后摆动导轨向上摆动(使导轨间距增大,以利吸嘴抓料,靠导轨开合气缸带动长孔梁向下来实现),抓料装置的真空吸嘴立即从上向下将料箱中最上面一块料条(第一块料条)抓起并立即上升,之后,前、后摆动导轨立即向下摆动,形成支承第一块料条的导轨台阶面,接着真空吸嘴放气,第一块料条靠自重落放在摆动导轨台阶面上,随之由料条推送装置的推板将第一块料条推送到料条传送与检测组合。在抓料装置上方,设置有方向检测和二维码读取装置。若料条的方向正确,有二维码记录的料条的二维码数据将被读取传到分选切筋模具装置准备对不合格料块进行切筋;若料条的方向正确,但对于没有二维码记录而只做有料块不合格标记的料条来说,其料块的不合格信息标记将会在料条传送与检测组合位置进行扫描读取,以传给分选切筋模具装置准备对不合格料块进行切筋。若料条的方向不正确,都会在料条传送与检测组合的剔除位置进行剔除。
其次,设置有料条传送检测与剔除装置,对于只在料条料块表面做有不合格标记的料条,料条在通过该装置的检测位置时,将会把料条上不合格料块的标记信息记录下来并传给切筋分选模具装置准备对其切筋;对于已有二维码信息的料条通过该装置时,该装置处的检测部分不启动;若料条的方向不正确,都会在料条传送检测与剔除装置的剔除位置被剔除。
再次,设置有料条分选切筋模具装置,当待切筋料条步进送到分选切筋模具装置时,该 模具的凸模(冲头)会根据事先得到被切料条料块的位置信息,自动只将不合格的料块切掉。
还设置有切筋料条升降机构,能在切筋时使料条和输送导轨一起向下降一定距离(一般为2~4mm)使料条与底模接触,以便上模向下切筋。当切筋完成需要向前步移料条时,切筋料条升降机构会使料条和输送导轨一起向升一定距离(一般为2~4mm),之后由切筋料条步进移送装置将其向前移送一步(即一排料块之距离)。
另外还设置有切筋料条步进移送装置,其上的料条夹头能夹住料条步进输送料条,又能夹住料条随料条和输送导轨一起作升降运动。
另外还在分选切筋模具装置的下模上设置有定位料条的料条定位针。在切筋料条升降机构带着料条向下移动时,若料条一侧的定位孔与下模上的料条定位针对得不准时,定位针将被压下碰到检测传感器发出信号,使上模停止下降并向上复位,同时发出信号通知人工排除故障。
最后,料条输送导轨为前、中、后三段,前段包括料条的上料放料、进料推送和传料输送部分,这一部分的导轨高度固定不变,但上料放料处的导轨为开合导轨;后段包括料条出料推送和放料下料部分,这一段的导轨高度也固定不变且与前段导轨同高,且放料下料处的导轨也为开合导轨;中段为高度可升降的活动导轨(高度差为2~4mm),料条从前段输送到后段的过程中,料条在固定和活动导轨的过度处会产生变形,因此,在过度处的导轨开有较长的斜口,能满足料条在此处的变形要求。料条在中段导轨输送时,中段导轨的高度处在与前、后段导轨同高的位置;料条在切筋时,中段导轨和料条将比前、后段导轨低2~4mm。