CN102179552B - 一种改善菌型叶根加工表面粗糙度的方法及专用夹具 - Google Patents
一种改善菌型叶根加工表面粗糙度的方法及专用夹具 Download PDFInfo
- Publication number
- CN102179552B CN102179552B CN 201110086646 CN201110086646A CN102179552B CN 102179552 B CN102179552 B CN 102179552B CN 201110086646 CN201110086646 CN 201110086646 CN 201110086646 A CN201110086646 A CN 201110086646A CN 102179552 B CN102179552 B CN 102179552B
- Authority
- CN
- China
- Prior art keywords
- blade
- cutting
- surface roughness
- tool
- root
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images


Landscapes
- Milling Processes (AREA)
Abstract
本发明提供了一种改善菌型叶根加工表面粗糙度的方法,其解决了目前仅依靠加工经验来确定刀具以及切削参数的问题,保证刀具刃磨后表面粗糙度加工效果的一致性,且其充分考虑了影响表面粗糙度的因素,有效改善加工表面粗糙度。其包括以下步骤:首先根据叶片的材料以及叶根的形状选择刀具并校核所述刀具的圆跳动是否超差,再根据所述刀具的圆跳动超差情况确定应当使用的刀具刃磨方法,然后确定叶根粗铣加工和精铣加工的切削参数是否符合要求,并校核机床主轴刚性、确定切削液喷射方向,最后检查叶片的装夹是否符合要求。本发明还提供了的改善菌型叶根加工表面粗糙度专用夹具,其能保证加工过程中叶片的菌型叶根压紧可靠,从而减少系统刚性对菌型叶根表面粗糙度的影响。
Description
技术领域
本发明涉及叶片加工技术领域,具体为一种改善菌型叶根加工表面粗糙度的方法及专用夹具。
背景技术
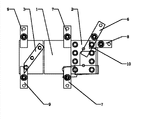
菌型叶根由于其齿型为内齿故其加工难度大,特别是要在齿型表面得到较高的表面粗糙度难度更大。一般情况下,表面粗糙度差主要是由刀具刃口表面质量和系统刚性差引起的,在目前的叶片机加工领域内,欲获得较高的表面粗糙度其主要是根据叶片的材料和叶根的形状选择合适的刀具、再根据叶片的材料和所选择的刀具规格确定切削参数,其缺点一方面在于其刀具以及切削参数的选择多是按照经验来选择,其加工效果不稳定,特别是在刀具刃磨以后其加工的表面粗糙度无法达到与刀具刃磨前一致的效果;另一方面,其未充分考虑菌型叶根齿型加工过程中系统刚性对表面粗糙度的影响,这里所说的系统刚性主要包括机床主轴刚性、工装夹具刚性,当机床主轴刚性差、工装夹具对叶片装夹不可靠,均可引起系统振动过大从而加大对表面粗糙度的影响。以往的工装夹具,其结构见图1和图2,其包括底板1和夹具体2,底板1安装于机床工作台面,夹具体2安装于底板1外侧端部、底板2内侧端部安装有调节支承结构3,叶片4装夹时菌型叶根的一侧面紧靠夹具体2外侧定位面并通过上、下旋转压板5、6压紧,底板1通过两块底板压板12压紧于机床工作台面,其缺点在于:其上、下旋转压板5、6安装位置靠近夹具体的内侧,其仅能压紧菌型叶根的中齿14和小齿15、使得大齿13飘空,且底板压板12远离夹具体质心,使得在进行菌型叶根粗铣、精铣加工时叶片、整个系统振动过大,从而影响表面粗糙度。
发明内容
针对上述问题,本发明提供了一种改善菌型叶根加工表面粗糙度的方法,其解决了目前仅依靠加工经验来确定刀具以及切削参数的问题,保证刀具刃磨后表面粗糙度加工效果的一致性,且其充分考虑了影响表面粗糙度的因素,有效改善加工表面粗糙度。为此,本发明还提供了的改善菌型叶根加工表面粗糙度专用夹具。
其技术方案是这样的,其特征在于:其包括以下步骤及工艺参数的设定:首先根据叶片的材料以及叶根的形状选择刀具并校核所述刀具的圆跳动是否超差,再根据所述刀具的圆跳动超差情况确定应当使用的刀具刃磨方法,然后确定叶根粗铣加工和精铣加工的切削参数是否符合要求,并校核机床主轴刚性、确定切削液喷射方向,最后检查叶片的装夹是否符合要求。
其进一步特征在于:所述刀具的圆跳动范围应在0~0.015mm,所述刀具刃口部分的粗糙度为Ra0.2μm ~Ra0.4μm;
所述刀具刃磨方法的选择,包括以下四种情形:当所述刀具圆跳动不超差,只是刃口部分表面质量下降或产生积屑瘤时,采用等分刃磨;当且仅当圆跳动超差时,采用不等分刃磨;当圆跳动超差且刃口部分表面质量下降或产生积屑瘤时,先采用等分刃磨,再采用不等分刃磨;当叶根齿型工作面所对应的刀具节距超差时,采用偏角度刃磨,所述偏转角范围为5o~10o;
所述切削参数包括切削深度a p 、进给速度V f 、以及主轴转速n,其中粗铣的切削参数为ap=0.1 mm ~0.5mm,Vf=10 mm/min ~15mm/min,n=100 r/min ~130r/min,精铣的切削参数为ap=0.1 mm ~0.3mm,Vf=11 mm/min ~13mm/min,n=120 r/min ~130r/min;
所述机床主轴刚性的校核,应保证主轴刀具的切削功率(P)不大于主轴输出功率的三分之一,所述主轴输出功率即指主轴电机功率PE×转动效率η;
所述切削液的喷射角度范围为25°~30°;
所述叶片装夹时,叶根齿形处夹具应保证叶根的大、中、小齿夹紧可靠、避免出现大齿飘空的现象,且保证叶根齿形处夹具压板无限靠近夹具质心。
其更进一步特征在于:所述切削参数的优选值,粗铣的切削参数优选值ap=0.2mm,Vf=12mm/min,n=110r/min,精铣的切削参数优选值为ap=0.2mm,Vf=12mm/min,n=120r/min。
本发明还提供了一种改进的用于菌型叶根加工的夹具结构,其包括底板和夹具体,所述底板安装于机床工作台面,所述夹具体安装于所述底板外侧端部,所述底板内侧端部安装有调节支承结构,装夹时叶片沿所述底板横向安装、其菌型叶根的一侧端面紧靠所述夹具体外侧定位面并通过上、下旋转压板压紧,所述底板通过底板压板压紧于所述机床工作台面,其特征在于:所述上、下旋转压板安装于所述夹具体外侧定位面,所述上、下旋转压板的压紧位置位于所述菌型叶根的大齿与中齿位置上,所述底板压板包括叶身部位压板、叶根部位压板和叶冠部位压板。
其进一步特征在于:所述叶身部位压板紧靠所述夹具体的内侧端;所述夹具体外侧端部开有压紧槽,所述叶根部位压板沿所述底板横向卡装入所述压紧槽;所述叶冠部位压紧板位于所述底板横向内侧端;其还包括顶部压板,其压紧安装于所述夹具体的顶部。
本发明的一种改善菌型叶根加工表面粗糙度的方法及专用夹具,其充分考虑加工过程中影响表面粗糙度的各个因素,通过检测成型刀具每粒齿的圆跳动超差情况选择合适的刀具刃磨方法,从而保证刀具在刃磨后进行叶根铣削仍能满足表面粗糙度的要求;同时,保证菌型叶根粗铣和精铣加工的各切削参数、切削液的喷射角、机床的主轴刚性均在最优的范围,并通过改进叶片夹具结构保证加工过程中叶片的菌型叶根压紧可靠,从而保证稳定的加工效果、减少系统刚性对表面粗糙度的影响。
附图说明
图1为以往菌型叶根工装夹具主视结构示意图;
图2为图1俯视结构示意图;
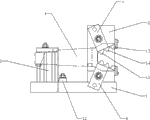
图3为本发明方法中菌型叶根加工工装夹具主视结构示意图;
图4为图3的俯视结构示意图。
具体实施方式
首先根据叶片的材料以及叶根的形状选择成型刀具,校核成型刀具的的每一粒齿的圆跳动是否在0~0.015mm范围内并保证刀具刃口部分的粗糙度为Ra0.2μm ~Ra0.4μm,若圆跳动超差,则根据圆跳动超差的情况选择对应的刀具刃磨方法对该成型刀具各粒齿的前刀面进行刃磨,然后确定叶根粗铣加工和精铣加工的切削参数,其中确保叶根粗铣的切削参数为切削深度ap=0.1 mm ~0.5mm,进给速度Vf=10 mm/min ~15mm/min,主轴转速n=100 r/min ~130r/min,叶根精铣的切削参数为切削深度ap=0.1 mm ~0.3mm,进给速度Vf=11 mm/min ~13mm/min,主轴转速n=120 r/min ~130r/min;校核机床主轴刚性,保证主轴刀具的切削功率(P)不大于主轴输出功率的三分之一;确定切削液喷射方向,保证削液的喷射角度范围为25°~30°;最后检查叶片的装夹,保证菌型叶根的大、中、小齿夹紧可靠,且保证叶根齿形处夹具压板无限靠近夹具质心。其中,菌型叶根粗铣和精铣加工的各切削参数,其最优选值分别为:粗铣的切削参数优选值ap=0.2mm,Vf=12mm/min,n=110r/min;精铣的切削参数优选值为ap=0.2mm,Vf=12mm/min,n=120r/min。
本发明方法中的专用夹具,见图3和图4,其包括底板1和夹具体2,底板1安装于机床工作台面,夹具体2安装于底板1外侧端部,底板1内侧端部安装有调节支承结构3,装夹时叶片4沿底板1横向安装、其菌型叶根的一侧端面紧靠夹具体2外侧定位面并通过上、下旋转压板5、6压紧,当菌型叶根一侧端面与夹具体2外侧定位面不能贴合定位,则通过调节支承结构3进行叶片4角度的调节,底板1通过底板压板压紧于机床工作台面,上、下旋转压板5、6安装于夹具体2外侧定位面,且上、下旋转压板5、6的压紧位置位于菌型叶根的大齿13与中齿14位置上,底板压板包括叶身部位压板7、叶根部位压板8和叶冠部位压板9。叶身部位压板7紧靠夹具体2的内侧端;夹具体2的外侧端部开有压紧槽10,叶根部位压板8沿底板1横向卡装入压紧槽10;叶冠部位压紧板9位置位于底板1轴向内侧端;其还包括顶部压板11,其压紧安装于夹具体2的顶部。图3中,15为菌型叶根的小齿。本发明的夹具结构,其上、下旋转压板5、6能可靠压紧菌型叶根的大齿和中齿,从而减少铣加工时叶根的振动;同时,叶身部位压板7与叶根部位压板8位置无限接近夹具体2质心,有效起到减小夹具体2振动的作用;此外,叶冠部位压板9以及顶部压板11能进一步减少加工过程中底板1与夹具体2的振动,确保不因加工过程中系统振动过大而影响菌型叶根表面粗糙度要求。
本发明技术方案中所涉及的各参数,均是通过无数次实际操作的数值总结得出,使用本发明方法后,菌型叶根的表面粗糙度由原先的Ra1.6μm~Ra6.4μm提高为Ra0.4μm ~Ra0.8μm。
Claims (8)
1.一种改善菌型叶根加工表面粗糙度的方法,其特征在于:其包括以下步骤及工艺参数的设定:首先根据叶片的材料以及叶根的形状选择刀具并校核所述刀具的圆跳动是否超差,再根据所述刀具的圆跳动超差情况确定应当使用的刀具刃磨方法,然后确定叶根粗铣加工和精铣加工的切削参数是否符合要求,并校核机床主轴刚性、确定切削液喷射方向,最后检查叶片的装夹是否符合要求;所述刀具刃磨方法的选择,包括以下四种情形:当所述刀具圆跳动不超差,只是刃口部分表面质量下降或产生积屑瘤时,采用等分刃磨;当且仅当圆跳动超差时,采用不等分刃磨;当圆跳动超差且刃口部分表面质量下降或产生积屑瘤时,先采用等分刃磨,再采用不等分刃磨;当叶根齿型工作面所对应的刀具节距超差时,采用偏角度刃磨,所述偏转角范围为5o~10o。
2.根据权利要求1所述的一种改善菌型叶根加工表面粗糙度的方法,其特征在于:所述刀具的圆跳动范围应在0~0.015mm,所述刀具刃口部分的粗糙度为Ra0.2μm ~Ra0.4μm。
3.根据权利要求1所述的一种改善菌型叶根加工表面粗糙度的方法,其特征在于:所述切削参数包括切削深度a p 、进给速度V f 、以及主轴转速n,其中粗铣的切削参数为ap=0.1 mm ~0.5mm,Vf=10 mm/min ~15mm/min,n=100 r/min ~130r/min,精铣的切削参数为ap=0.1 mm ~0.3mm,Vf=11 mm/min ~13mm/min,n=120 r/min ~130r/min。
4.根据权利要求3所述的一种改善菌型叶根加工表面粗糙度的方法,其特征在于:所述机床主轴刚性的校核,应保证主轴刀具的切削功率(P)不大于主轴输出功率的三分之一,所述主轴输出功率即指主轴电机功率PE×转动效率η。
5.根据权利要求4所述的一种改善菌型叶根加工表面粗糙度的方法,其特征在于:所述切削液的喷射角度范围为25°~30°。
6.根据权利要求5所述的一种改善菌型叶根加工表面粗糙度的方法,其特征在于:所述叶片装夹时,叶根齿形处夹具应保证叶根的大、中、小齿夹紧可靠、避免出现大齿飘空的现象,且保证叶根齿形处夹具压板无限靠近夹具质心。
7.根据权利要求3所述的一种改善菌型叶根加工表面粗糙度的方法,其特征在于:所述切削参数的优选值,粗铣的切削参数优选值ap=0.2mm,Vf=12mm/min,n=110r/min,精铣的切削参数优选值为ap=0.2mm,Vf=12mm/min,n=120r/min。
8.改善菌型叶根加工表面粗糙度专用夹具,其包括底板和夹具体,所述底板安装于机床工作台面,所述夹具体安装于所述底板外侧端部,所述底板内侧端部安装有调节支承结构,装夹时叶片沿所述底板横向安装、其菌型叶根的一侧端面紧靠所述夹具体外侧定位面并通过上、下旋转压板压紧,所述底板通过底板压板压紧于所述机床工作台面,其特征在于:所述上、下旋转压板安装于所述夹具体外侧定位面,所述上、下旋转压板的压紧位置位于所述菌型叶根的大齿与中齿位置上,所述底板压板包括叶身部位压板、叶根部位压板和叶冠部位压板;所述叶身部位压板紧靠所述夹具体的内侧端;所述夹具体外侧端部开有压紧槽,所述叶根部位压板沿所述底板横向卡装入所述压紧槽;所述叶冠部位压紧板位于所述底板横向内侧端;其还包括顶部压板,其压紧安装于所述夹具体的顶部。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110086646 CN102179552B (zh) | 2011-04-07 | 2011-04-07 | 一种改善菌型叶根加工表面粗糙度的方法及专用夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110086646 CN102179552B (zh) | 2011-04-07 | 2011-04-07 | 一种改善菌型叶根加工表面粗糙度的方法及专用夹具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102179552A CN102179552A (zh) | 2011-09-14 |
| CN102179552B true CN102179552B (zh) | 2013-05-15 |
Family
ID=44565945
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201110086646 Withdrawn - After Issue CN102179552B (zh) | 2011-04-07 | 2011-04-07 | 一种改善菌型叶根加工表面粗糙度的方法及专用夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102179552B (zh) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102975050A (zh) * | 2012-11-30 | 2013-03-20 | 无锡透平叶片有限公司 | 榫齿叶根叶片的回转铣夹具结构 |
| CN103586712B (zh) * | 2013-10-28 | 2016-07-13 | 哈尔滨汽轮机厂有限责任公司 | 一种铣削叶根中间体进出汽侧夹用夹具 |
| CN105415206B (zh) * | 2015-12-31 | 2017-08-29 | 无锡透平叶片有限公司 | 用于汽轮机榫齿叶片的通用喷丸夹具 |
| CN107843174B (zh) * | 2017-12-04 | 2023-05-23 | 无锡透平叶片有限公司 | 用于测量菌型叶根背劈角斜面位置的测具 |
| CN107900733A (zh) * | 2017-12-18 | 2018-04-13 | 苏州精锐精密机械有限公司 | 挂壁式多工件自适应夹具 |
| CN109357585A (zh) * | 2018-12-10 | 2019-02-19 | 无锡透平叶片有限公司 | 汽轮机叶片菌型叶根的回转半径测量装置 |
| CN110142624A (zh) * | 2019-06-10 | 2019-08-20 | 哈尔滨汽轮机厂有限责任公司 | 一种汽轮机菌型叶根类叶片径向面的组合加工夹具及加工方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1500453A1 (en) * | 2003-07-24 | 2005-01-26 | United Technologies Corporation | Slot machining |
| CN201645206U (zh) * | 2010-01-21 | 2010-11-24 | 西北工业大学 | 叶片数控加工精密定位夹具 |
| CN201659438U (zh) * | 2009-11-03 | 2010-12-01 | 南通中能机械制造有限公司 | 一种汽轮机叶片叶根槽铣削工装 |
| CN201659431U (zh) * | 2009-11-03 | 2010-12-01 | 南通中能机械制造有限公司 | 一种叶片叶根圆弧铣削工装 |
| CN201744716U (zh) * | 2010-08-12 | 2011-02-16 | 四川省自贡市海川实业有限公司 | 精铣叶片盆径向斜面的专用夹具 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202006375U (zh) * | 2011-04-07 | 2011-10-12 | 无锡透平叶片有限公司 | 一种改进的用于菌型叶根齿型加工的夹具 |
-
2011
- 2011-04-07 CN CN 201110086646 patent/CN102179552B/zh not_active Withdrawn - After Issue
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1500453A1 (en) * | 2003-07-24 | 2005-01-26 | United Technologies Corporation | Slot machining |
| CN201659438U (zh) * | 2009-11-03 | 2010-12-01 | 南通中能机械制造有限公司 | 一种汽轮机叶片叶根槽铣削工装 |
| CN201659431U (zh) * | 2009-11-03 | 2010-12-01 | 南通中能机械制造有限公司 | 一种叶片叶根圆弧铣削工装 |
| CN201645206U (zh) * | 2010-01-21 | 2010-11-24 | 西北工业大学 | 叶片数控加工精密定位夹具 |
| CN201744716U (zh) * | 2010-08-12 | 2011-02-16 | 四川省自贡市海川实业有限公司 | 精铣叶片盆径向斜面的专用夹具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102179552A (zh) | 2011-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102179552B (zh) | 一种改善菌型叶根加工表面粗糙度的方法及专用夹具 | |
| CN108714738A (zh) | 一种铣削角度可调的搅拌摩擦连接-铣削一体化加工工具 | |
| CN207154793U (zh) | 一种通用装配式车刀 | |
| CN106363217B (zh) | 整体叶盘流道开粗平装错齿变切宽盘铣刀具 | |
| CN104384872A (zh) | 涡轮叶片的加工方法 | |
| CN101879613A (zh) | 一种复合功能可转位刀具、刀条及安装方法 | |
| CN205129045U (zh) | 具有减振性能且主偏角可变的插铣刀 | |
| CN204735726U (zh) | 高效复合可转位的单排齿皮带轮成形刀具 | |
| CN201618863U (zh) | 直流牵引电动机换向器精车用金刚石刀具 | |
| CN202964304U (zh) | 多位刀片铲磨夹具 | |
| CN109732279B (zh) | 一种按摩椅涡轮箱的加工方法 | |
| CN103071838B (zh) | 一种加工叶片榫头的焊接硬质合金成型铣刀 | |
| CN102773538A (zh) | 特厚钢板坡口成型铣刀 | |
| CN202006375U (zh) | 一种改进的用于菌型叶根齿型加工的夹具 | |
| CN205386860U (zh) | 自压式金刚石仿古刨刀 | |
| CN102284743A (zh) | 一种万能可调式平面拉刀 | |
| CN205764097U (zh) | 精加工面铣刀 | |
| CN202910365U (zh) | 一种对称槽铣刀 | |
| CN210189477U (zh) | 磨床砂轮修形专用装置 | |
| CN202147019U (zh) | 轴承套圈倒角机夹可转位刀片及其车刀 | |
| CN209124920U (zh) | 一种带有复合涂层的车刀 | |
| CN219522380U (zh) | 一种木材加工刀具 | |
| CN204159904U (zh) | 一种精密切向进给棱体成形车刀 | |
| CN204035680U (zh) | 一种料板座机构 | |
| CN203185454U (zh) | 金刚石圆弧粉碎刀具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned | ||
| AV01 | Patent right actively abandoned | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20130515 Effective date of abandoning: 20251107 |
|
| AV01 | Patent right actively abandoned |
Granted publication date: 20130515 Effective date of abandoning: 20251107 |