CN101863175B - 骑马装订机和骑马装订机的运行方法 - Google Patents
骑马装订机和骑马装订机的运行方法 Download PDFInfo
- Publication number
- CN101863175B CN101863175B CN201010199549.XA CN201010199549A CN101863175B CN 101863175 B CN101863175 B CN 101863175B CN 201010199549 A CN201010199549 A CN 201010199549A CN 101863175 B CN101863175 B CN 101863175B
- Authority
- CN
- China
- Prior art keywords
- station
- signature
- book
- note
- paperbound
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C1/00—Collating or gathering sheets combined with processes for permanently attaching together sheets or signatures or for interposing inserts
- B42C1/12—Machines for both collating or gathering and permanently attaching together the sheets or signatures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/04—Multi-step processes for making books starting with signatures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/08—Conveying between operating stations in machines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Collation Of Sheets And Webs (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
利用骑马装订机(100)对由n个书帖(201、202、204)组成的多页平装书(210)进行配页的方法。在第一步骤中,通过第一续帖器(101)将第一书帖(201)放入第一输送段(701)中,在第二步骤中,通过第二续帖器(102)将第二书帖(202)放入第二输送段(702)中。相应地,可通过另外的续帖器将另外的书帖继续放入另外的输送段中。随后通过第n个续帖器(104)将第n个书帖(204)放入第n个输送段(704)中。如此放在集帖机构(70)上的书帖被输送通过装订站和裁切站并收在收书站中。具有控制单元(30)的骑马装订机,控制单元(30)具有机器程序,用于对由n个书帖组成的多页平装书进行配页。
Description
技术领域
本发明涉及一种用于对多页平装书进行配页的方法和一种骑马装订机。
背景技术
按照现有技术,书籍是在书册生产线中制造的。例如DE3828147A1中描述的书册生产线是由多个前后相继布置且在必要时通过书册运输装置彼此联接的机器构成的,这些机器为:
-用于给书芯配页的机器;
-用于书籍装订的机器,包括给书脊打毛、上胶以及上封面;
-用于干燥和/或冷却、用于压实、用于侧面裁切、必要时用于书封悬置和用于堆叠成品书的机器。
配页机用于对由多张折页组成的书芯进行配页并包括两种主要元件:输送经集帖的页张的装置、即所谓的书芯集帖器和多个续帖器。书芯集帖器例如可具有集帖通道,集帖通道带有推动经集帖的页张的携动件。替代地,书芯集帖器可具有在运输装置上环绕运行的输送格。续帖器可构造为具有叼页钳的续帖器或具有叼页鼓的续帖器。
DE1216837公开了一种此类的配页机,具有在一行中并排布置的、带叼页钳的续帖器和循环的设有携动件的运输装置。该配页机不仅具有收书芯装置,还具有将书芯转移给后面的再加工机如胶订机的转移装置。
在小型再加工厂和图书装订车间中,对于小版来说,书芯配页通常却是手工进行的。理由在于,配页机购置和维修费用的成本高。此外,小型再加工厂通常仅具有小型的、手动加料的胶订机。手工配页使得企业只能接受这种小版的订货。在此情况下,人工支出相应大且错误率高。对于薄材料会容易发生配页时一个书帖跳过或两次拾起的情况。
发明内容
因此,本发明的任务在于提供一种配页简单、有效且成本低廉的方法。
该任务是通过一种在使用骑马装订机情况下的配页方法解决的。
骑马装订机是公知的并且例如在DE202008002441U1中有所描述。由折页续帖器将单个的折页从一个堆垛中分出、打开并且置放到集帖链上。集帖链具有一个导向装置,该导向装置的上部区段构造为刃形且其棱线固定输送和装订线,该集帖链还具有一个基本上屋顶形的支架,折页骑马式地在该支架上被输送。为了即便是在处理速度较高的情况下也能可靠地检测置放到集帖链上的折页、实现可靠的携动和均匀的输送,集帖链具有携动元件,这些携动元件在水平方向上运输经置放的折页。由集帖链和携动件运输的折页通过集帖链一直输送到装订站。在骑马装订机的常规使用中,在该装订站中彼此叠置的折页借助于线夹按折缝装订。为此使用设置在集帖链上方的装订头以及设置在集帖链下方的折搭盒( ),折搭盒使由装订头刺过折页的线夹的自由端弯折。之后,经装订的折页在收书区域中由集帖链进一步运输至再加工装置。例如在一个剪裁机构或三面裁切机构中进行切边,然后进行成品平装书的收书工作。
),折搭盒使由装订头刺过折页的线夹的自由端弯折。之后,经装订的折页在收书区域中由集帖链进一步运输至再加工装置。例如在一个剪裁机构或三面裁切机构中进行切边,然后进行成品平装书的收书工作。
本发明用于对由n个书帖组成的多页平装书进行配页的方法是在使用骑马装订机的情况下进行的。该骑马装订机具有集帖段,该集帖段具有由一个驱动装置带动的集帖机构和m个沿着该集帖段布置、用以将书帖放到集帖机构上的续帖器。集帖机构尤其可以是集帖链。集帖机构具有多个输送段。在集帖链的情况下,输送段由携动件构成。此外,骑马装订机具有装订站、裁切站以及收书站。集帖机构的驱动装置和收书站与一个公共的控制单元连接。有利的是,装订站和裁切站也与该控制单元连接。多页平装书的配页在此如下所述地进行:在第一步骤中,通过第一续帖器将第一书帖放入集帖机构的第一输送段中。在第二步骤中,通过第二续帖器将第二书帖放入第二输送段中。为此,集帖机构通过其驱动装置这样进一步运动,使得在该时刻,第二输送段位于第二续帖器的下方。之后,通过另外的续帖器相应地继续将另外的书帖放入另外的输送段中。多页平装书的最后一个书帖,这里称为第n个书帖,通过第n个续帖器放入第n个输送段中。换句话说,集帖机构的彼此跟随的输送段包含彼此跟随的书帖,这些书帖应被以该顺序配页成多页平装书、即书芯。随后,这些书帖在不被装订或裁切的情况下输送经过装订站和裁切站,最后收入收书站中。
通过本发明的方法,能以有利的方式借助于骑马装订机将各个书帖配页成书芯。这样,就以简单的方式替代了手工配页。对于已具有骑马装订机但无配页机的再加工厂和小型装订车间来说,该方法实现了小版书芯成本低廉而流畅的配页,书芯随后可在手工送料的小型胶订机中进行胶订。
在上述方法的一个有利的进一步构型中,这样进行多页平装书的收书,使得一个多页平装书与后面配好页的多页平装书各自分开地被收集。有利地通过以下方式实现这一点:构成一个多页平装书的书帖被收在一个堆垛中,而构成后面配好页的多页平装书的书帖与前述堆垛错开地被收集。替代地,多页平装书也可借助于标记条分开。在另一替代方案中,可使用十字堆垛机来收书,于是堆垛不仅有一错移量,还分别彼此旋转90度地被收集。所有三种所述的方法变型都能以有利的方式实现配好页的多页平装书的简单拾取。
在用于对由n个书帖组成的多页平装书进行配页的方法的一个有利的进一步构型中,在每第n个输送段上铺上第n个书帖。换句话说,在所有输送段上都无空隙地铺上书帖。
本发明还涉及一种用于由纸张、纸板以及类似物制成的书帖的骑马装订机。本发明的骑马装订机具有集帖段并且还具有装订站、裁切站以及收书站,其中,集帖段具有一个集帖机构和m个沿着所述集帖段布置的、用以将书帖放到集帖机构上的续帖器。集帖段、装订站、裁切站以及收书站与一个公共的控制单元连接。集帖段的集帖机构具有多个输送段。如果集帖机构由集帖链构成,则输送段由固定在集帖链上的携动件提供。
根据本发明,控制单元具有一个机器程序,用于对由n个书帖组成的多页平装书进行配页。在此情况下,该机器程序以不装订的方式控制装订站并且这样控制裁切站,使得不进行裁切。即书帖不被处理也就是不被装订或裁切地通过装订站和裁切站。机器程序这样控制续帖器,使得在每个输送段中最多置放一个书帖。
在此情况下,有利的是,续帖器的数量m大于或等于构成多页平装书的书帖的数量n。
这样的骑马装订机能以有利的方式实现简单而可靠的小版多页平装书的配页,并且从而能以简单而成本低廉的方式替代手工配页。
在本发明骑马装订机的一个有利的进一步构型中,这样构造收书站,使得一个多页平装书与相应随后的、经配页的多页平装书分开。在此,该收书站可以尤其是十字堆垛机(Kreuzleger)。此外,该收书站也可以是具有标记装置的平幅收书机(Flachbahnauslage)。两种替代方案都能确保机器操作员以有利的方式简单地用手从收书站中取出借助于骑马装订机配页的多页平装书并将其供应给胶订机。
在本发明骑马装订机的一个实施方式中,各续帖器和/或装订站和/或裁切站和/或收书站各自具有一个控制单元。这些控制单元与所述公共的控制单元连接。在本发明骑马装订机的的一个替代实施方式中,仅通过该公共的控制单元进行控制。
关于本发明的其他优点和有利改进,参阅说明书以及参照附图对实施例的说明。
附图说明
下面结合实施例对本发明作更详细的说明。其中:
图1示意性地示出了一个本发明的用于给多页平装书配页的骑马装订机的概图;
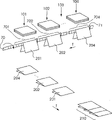
图2示意性地示出了略去机器部件情况下借助于骑马装订机给多页平装书配页的原理。
具体实施方式
图1示出了骑马装订机100,其具有三个续帖器101、102和104、一个集帖链70、一个装订站8、一个裁切站40以及一个收书站50。续帖器101、102、104连同集帖链70的驱动装置(未示出)、装订站8、裁切站40以及收书站50与一个公共的控制单元30连接。
此外,骑马装订机100还具有书封折页续帖器3、配给装置9、喷墨站4以及卸料装置60。这些部件在下面不作详细描述,因为它们与发明主题不太相关并且不用在本发明方法的应用中。这里仅需说明的是:骑马装订机100为商业上常用的骑马装订机。
根据本发明,在控制单元30中存储有机器程序,该机器程序允许多页平装书210的配页。为此,控制单元30这样控制装订站8和裁切站40,使得它们不工作,也就是说,不通过它们对书帖201、202、204进行加工。续帖器101、102、104被控制单元30这样地控制,使得它们以正确的顺序将书帖201、202、204投放到集帖链70上。书帖201、202、204由集帖链70沿输送方向T被输送经过装订站8。随后,书帖201、202、204被输送经过裁切站40并作为多页平装书210由收书站50收集。图2中详细给出了相应的多页平装书的配页过程。
在图2的视图中,骑马装订机100的集帖机构由集帖链70构成。多个携动件71固定在该集帖链70上,由此构成输送段701、702、704。
由第一续帖器101将第一书帖201放入集帖链70的第一输送段701中。由第二续帖器102将第二书帖202放入第二输送段702中。在位置103上可具有另外的续帖器,它们将另外的书帖放入另外的输送段中。续帖器的数量m在此必须至少与形成多页平装书的书帖的数量n相应。在图1和2所示的情况下,一个多页平装书210由三个书帖201、202和204组成。因此,n在这里为3。由第n个续帖器104将第n个书帖204放入第n个输送段704中。因此,按顺序配页且随后组成书芯的叠置书帖201、202、204位于集帖链70上。如果书帖201、202、204一开始被隔开距离的输送的话,则它们如图2下方所示在收书站50的区域(未示出)中被推移或堆叠成多页平装书210。如此配页的多页平装书能简单而可靠地由机器操作员用手取出并且正如在钳式装订机中常见的那样手动加料地供应给胶订机。
参考标号表
3 书封折页续帖器
4 喷墨站
8 装订站
9 配给装置
30 控制单元
40 裁切站
50 收书站
60 卸料装置
70 集帖链
71 携动件
100 骑马装订机
101 第一续帖器
102 第二续帖器
103 另外的续帖器
104 第n续帖器
201、202、204 经折页的产品/书帖
210 配页成多页平装书的书帖
701 第一输送段
702 第二输送段
703 第n输送段
T 输送方向
Claims (9)
1.一种利用骑马装订机(100)对由n个书帖(201、202、204)组成的多页平装书(210)进行配页的方法,该骑马装订机具有集帖段、装订站(8)、裁切站(40)以及收书站(50),该集帖段具有由一个驱动装置带动的集帖机构和m个沿着该集帖机构布置、用以将书帖(201、202、204)放到集帖机构上的续帖器(101、102、103、104),
其中,该集帖机构的驱动装置和该收书站(50)与一个公共的控制单元(30)连接,并且该集帖机构具有多个输送段(701、702、704),
该方法具有以下步骤:
a)通过第一续帖器(101)将第一书帖(201)放入第一输送段(701)中;
b)通过第二续帖器(102)将第二书帖(202)放入第二输送段(702)中;
c)通过另外的续帖器相应地继续将另外的书帖放入另外的输送段中;
d)通过第n个续帖器(104)将第n个书帖(204)放入第n个输送段(704)中;
e)将所述书帖(201、202、204)在不被装订或裁切的情况下输送通过装订站(8)和裁切站(40);
f)将所述书帖(201、202、204)收在所述收书站(50)中。
2.如权利要求1所述的方法,其具有附加的步骤:
g)重复步骤a至e;
h)将所述书帖(201、202、204)以一个与在前堆垛错开的堆垛收在收书站(50)中;
i)重复步骤g和h。
3.如权利要求1或2所述的方法,其特征在于,在包括n个书帖(201、202、204)的多页平装书(210)中,在每第n个输送段(704)上铺上第n个书帖(204)。
4.一种用于由纸张或纸板制成的书帖(201、202、204)的骑马装订机(100),具有集帖段、装订站(8)、裁切站(40)以及收书站(50),该集帖段具有集帖机构和m个沿着该集帖机构布置、用以将书帖(201、202、204)放到集帖机构上的续帖器(101、102、103、104),其中,集帖段、装订站(8)、裁切站(40)以及收书站(50)与一个公共的控制单元(30)连接,并且该集帖机构具有多个输送段(701、702、704),
其特征在于:
该控制单元(30)具有一个机器程序,用于对由n个书帖(201、202、204)组成的多页平装书(210)进行配页,
其中,该机器程序以不装订的方式控制装订站(8)并且以不裁切的方式控制裁切站(40),并且所述书帖(201、202、204)不被处理地通过装订站(8)和裁切站(40),并且
其中,机器程序这样控制续帖器(101、102、104),使得在一个输送段(701、702、704)中最多置放一个书帖(201、202、204)。
5.如权利要求4所述的骑马装订机,其特征在于,续帖器(101、102、104)的数量m大于或等于书帖(201、202、204)的数量n。
6.如权利要求4或5所述的骑马装订机,其特征在于,收书站(50)使一个多页平装书(210)与一个相应随后的多页平装书(210)分开。
7.如权利要求4或5所述的骑马装订机,其特征在于,所述收书站(50)为十字堆垛机。
8.如权利要求4或5所述的骑马装订机,其特征在于,所述收书站(50)为具有标记装置的平幅收书机。
9.如权利要求4或5所述的骑马装订机,其特征在于,各续帖器(101、102、104)和/或装订站(8)和/或裁切站(40)和/或收书站(50)各自具有一个控制单元。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009012724A DE102009012724A1 (de) | 2009-03-11 | 2009-03-11 | Sammelhefter und Verfahren zum Betreiben eines Sammelhefters |
| DE102009012724.0 | 2009-03-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101863175A CN101863175A (zh) | 2010-10-20 |
| CN101863175B true CN101863175B (zh) | 2014-04-02 |
Family
ID=42262316
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201010199549.XA Active CN101863175B (zh) | 2009-03-11 | 2010-03-11 | 骑马装订机和骑马装订机的运行方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8382416B2 (zh) |
| EP (1) | EP2228231B1 (zh) |
| JP (1) | JP5502532B2 (zh) |
| CN (1) | CN101863175B (zh) |
| DE (1) | DE102009012724A1 (zh) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102275403B (zh) * | 2011-08-08 | 2013-04-03 | 海门市紫光印刷机械有限公司 | 订书机头 |
| DE102011120994A1 (de) * | 2011-12-14 | 2013-06-20 | Heidelberger Druckmaschinen Ag | Verfahren zum Steuern eines Anlegers einer Sammelheftmaschine |
| CN103625148B (zh) * | 2012-08-29 | 2017-01-11 | 广州市奇先印刷设备有限公司 | 一种全自动套帖装置 |
| CN103481698B (zh) * | 2013-09-11 | 2015-07-08 | 广州市益佳昌盛自动化科技有限公司 | 方脊骑马钉书册及其生产方法及装置 |
| CN105966109A (zh) * | 2016-06-27 | 2016-09-28 | 东莞市长和兴印刷机械有限公司 | 一种笔记本压平机构和笔记本装订机 |
| DE102016218044B4 (de) * | 2016-09-20 | 2020-05-28 | Bundesdruckerei Gmbh | Zusammenstellvorrichtung und ein Verfahren zum Vereinzeln und Sortieren von Doppelseiten für ein buchförmiges Ausweis-, Wert- oder Sicherheitsdokuments, Verfahren und System zur Herstellung eines buchförmiges Ausweis-, Wert- oder Sicherheitsdokuments |
| IT201600099902A1 (it) * | 2016-10-05 | 2018-04-05 | Meccanotecnica Spa | Sistema di alimentazione modulare per macchina brossuratrice da legatoria |
| EP3587136B1 (de) * | 2018-06-29 | 2021-05-12 | Müller Martini Holding AG | Anlage und verfahren zur positionierung von druckprodukten in wirkverbindung mit einer auslage |
| CN109551917A (zh) * | 2018-11-13 | 2019-04-02 | 深圳市华冠印刷有限公司 | 骑马装订机 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3718939A (en) * | 1971-05-14 | 1973-03-06 | Harris Intertype Corp | Gatherer-binder transfer system |
| US4482142A (en) * | 1982-12-30 | 1984-11-13 | Mccain Manufacturing Corporation | Method of signature collating of different editions |
| DE3828147A1 (de) * | 1988-08-19 | 1990-02-22 | Helmut Sigloch | Buchfertigungsstrasse |
| WO1994020400A1 (de) * | 1993-03-09 | 1994-09-15 | Grapha-Holding Ag | Verfahren zur selektiven herstellung von druckprodukten |
| US5863372A (en) * | 1994-05-10 | 1999-01-26 | Laser Substrates, Inc. | Method for producing booklets printed with variable information and form therefore |
| CN1895910A (zh) * | 2005-02-15 | 2007-01-17 | 海德堡印刷机械股份公司 | 用于使印刷产品起脊的装置 |
| DE202008002441U1 (de) * | 2008-02-21 | 2008-05-08 | Heidelberger Druckmaschinen Ag | Sammelhefter |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1216837B (de) | 1962-03-15 | 1966-05-18 | Leipziger Buchbindereimaschine | Zusammentragmaschine |
| JPS5995198A (ja) * | 1982-11-24 | 1984-06-01 | 株式会社 尾「さこ」製作所 | 中綴機における集積折帖監視装置 |
| JPH0753549B2 (ja) * | 1986-04-09 | 1995-06-07 | 大日本印刷株式会社 | 中綴製本方法 |
| DD301183A7 (de) * | 1990-06-20 | 1992-10-22 | Brehmer Buchbindereimaschinen | Fördereinrichtung zum Transport von Falzbogenstapeln |
| DE102004021958A1 (de) * | 2004-05-04 | 2005-12-01 | Heidelberger Druckmaschinen Ag | Sammelhefter für Broschuren |
| DE102004021960A1 (de) * | 2004-05-04 | 2005-12-01 | Heidelberger Druckmaschinen Ag | Sammelhefter für Broschuren |
| DE102004037896A1 (de) * | 2004-08-05 | 2006-03-16 | Heidelberger Druckmaschinen Ag | Vorrichtung zum Zusammentragen flächiger Werkstücke |
-
2009
- 2009-03-11 DE DE102009012724A patent/DE102009012724A1/de not_active Ceased
-
2010
- 2010-02-25 EP EP10154617.4A patent/EP2228231B1/de active Active
- 2010-03-10 JP JP2010053159A patent/JP5502532B2/ja active Active
- 2010-03-11 US US12/721,708 patent/US8382416B2/en active Active
- 2010-03-11 CN CN201010199549.XA patent/CN101863175B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3718939A (en) * | 1971-05-14 | 1973-03-06 | Harris Intertype Corp | Gatherer-binder transfer system |
| US4482142A (en) * | 1982-12-30 | 1984-11-13 | Mccain Manufacturing Corporation | Method of signature collating of different editions |
| DE3828147A1 (de) * | 1988-08-19 | 1990-02-22 | Helmut Sigloch | Buchfertigungsstrasse |
| WO1994020400A1 (de) * | 1993-03-09 | 1994-09-15 | Grapha-Holding Ag | Verfahren zur selektiven herstellung von druckprodukten |
| US5863372A (en) * | 1994-05-10 | 1999-01-26 | Laser Substrates, Inc. | Method for producing booklets printed with variable information and form therefore |
| CN1895910A (zh) * | 2005-02-15 | 2007-01-17 | 海德堡印刷机械股份公司 | 用于使印刷产品起脊的装置 |
| DE202008002441U1 (de) * | 2008-02-21 | 2008-05-08 | Heidelberger Druckmaschinen Ag | Sammelhefter |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2228231A2 (de) | 2010-09-15 |
| CN101863175A (zh) | 2010-10-20 |
| DE102009012724A1 (de) | 2010-09-16 |
| US8382416B2 (en) | 2013-02-26 |
| US20100232911A1 (en) | 2010-09-16 |
| EP2228231A3 (de) | 2014-05-07 |
| EP2228231B1 (de) | 2016-01-06 |
| JP5502532B2 (ja) | 2014-05-28 |
| JP2010208857A (ja) | 2010-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101863175B (zh) | 骑马装订机和骑马装订机的运行方法 | |
| US8596632B2 (en) | Method and device to produce printed items | |
| EP1720715B1 (en) | Process for binding sheets | |
| US20130064626A1 (en) | Method and Device for Gathering Loose Book Blocks | |
| US4519599A (en) | Method and apparatus for tandem stitching of books in a bindery line | |
| US9323489B2 (en) | Method and device for conversion of a production plant for the post print processing | |
| CN102971153A (zh) | 多功能装订机 | |
| US6805340B2 (en) | Device for producing bound printed products | |
| US8235373B2 (en) | Multiplex gathering device and method | |
| US20120280482A1 (en) | Bundle of printed products and method for producing same | |
| JP2008150217A (ja) | 印刷物、特に、本、雑誌、新聞、パンフレットから成るスタックを形成するための方法及びその方法を実施するための装置 | |
| WO2011042756A2 (en) | Book binding apparatus | |
| WO2014006483A1 (en) | Line for producing book blocks with pages glued two by two | |
| US20090292392A1 (en) | Multiplexed Gathering Device and Method | |
| US7572090B2 (en) | Method for producing a printed end product comprised of one or more printed products and device for performing the method | |
| US9238567B2 (en) | Stitching sections of a tabloid newspaper | |
| US1793552A (en) | Method of binding books or magazines | |
| JP5968051B2 (ja) | 無線綴じ製本システム | |
| USRE32410E (en) | Method and apparatus for tandem stitching of books in a bindery line | |
| US9617095B1 (en) | Spool and spindle guide system | |
| US20070097447A1 (en) | Sheet handling device and process | |
| US20080043279A1 (en) | Sheet handling device and process | |
| EP1878680A2 (en) | Sheet handling device and process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| ASS | Succession or assignment of patent right |
Owner name: MILLER MARTINI GMBH Free format text: FORMER OWNER: HEIDELBERGER DRUCKMASCHINEN AKTIENGESELLSCHAFT Effective date: 20150108 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20150108 Address after: Swiss hergiswil Patentee after: MULLER MARTINI HOLDING AG Address before: Heidelberg Patentee before: Heidelberger Druckmaschinen AG |