CN101823107A - 汽车发动机减震器支架的冲压装置 - Google Patents
汽车发动机减震器支架的冲压装置 Download PDFInfo
- Publication number
- CN101823107A CN101823107A CN 201010157284 CN201010157284A CN101823107A CN 101823107 A CN101823107 A CN 101823107A CN 201010157284 CN201010157284 CN 201010157284 CN 201010157284 A CN201010157284 A CN 201010157284A CN 101823107 A CN101823107 A CN 101823107A
- Authority
- CN
- China
- Prior art keywords
- shock absorber
- automobile engine
- jacking block
- die plate
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Abstract
本发明涉及用于加工汽车发动机减震器支架时的冲压装置,下模板固定安装在下底板上,在下模板上固定安装有导柱,导柱套在上模板的安装孔内,在下模板上安装有下垫板,在下垫板上安装有凹模安装板与弹顶块,在弹顶块周围设置若干块凹模镶块与挡板,在下模板内滑动安装有弹顶销,弹顶销的顶端部与弹顶块相抵,在上模板的的下表面安装有上垫板,在上垫板上通过凸模安装板安装有凸模,在凸模内开设有顶件孔,顶件孔内设有顶件弹簧与顶件杆。由于本发明冲压装置中镶块装置都是由分开的不同形状的镶块单件组成,在产品生产过程中,可更换局部损坏的镶块而不必全部更换,起到节省模具材料、加快模具维修效率的作用。
Description
技术领域
本发明涉及一种用于加工汽车发动机减震器支架时的冲压装置。
背景技术
通常来讲,对于汽车发动机减震器支架,很多是冲压件都有类似的外围翻边构造,编排工艺时,业内通用的做法一般有两种,第一种是在产品平板状态时先翻外围的边,然后再折弯各个角度;第二种方法是在平板状态折弯各个角度,然后再翻外围的边。前者模具结构比较简单,但缺点也比较明显,其外围的边翻好后再折弯各个角度,向外折弯拐角处材料变薄明显,容易产生开裂。后者模具结构较复杂,但材料在折弯拐角处不会开裂,但是向内折弯的拐角处材料容易堆积在一起,产生较大的硬毛刺,此处堆积的材料有时甚至会拉脱掉。有些产品折弯角向外的角度过大,且形状复杂,采用第一种办法肯定会开裂,只能采用第二种办法,但材料堆积问题困扰着大批量生产,模具镶块寿命低,容易产品拉毛。类似的复杂的外翻边类冲压工件在汽车配件中很常见,问题也一直很突出。
发明内容
本发明的目的是克服现有技术中存在的不足,提供一种凹模镶块寿命长、避免凹模形状与产品不匹配后在产品成形过程中产生硬毛刺或者开裂现象的汽车发动机减震器支架的冲压装置。
按照本发明提供的技术方案,所述汽车发动机减震器支架的冲压装置,包括上模板、下模板与下底板,下模板固定安装在下底板上,在下模板上固定安装有导柱,导柱套在上模板的安装孔内,在下模板上安装有下垫板,在下垫板上安装有凹模安装板与弹顶块,凹模安装板安装在弹顶块的外侧周围,在弹顶块周围设置若干块凹模镶块与挡板,若干块凹模镶块与挡板将弹顶块周壁包围,由凹模镶块与弹顶块组合形成凹模,在下模板内滑动安装有弹顶销,弹顶销的顶端部与弹顶块相抵,在上模板的的下表面安装有上垫板,在上垫板上通过凸模安装板安装有凸模,在凸模内开设有顶件孔,顶件孔内设有顶件弹簧与顶件杆,顶件弹簧的底端部与顶件杆的顶端部相抵。
在弹顶块的左、右两侧壁外部设有第二挡板,在弹顶块的内侧壁或者外侧壁外部设有第一挡板。所述第二挡板与第一挡板呈垂直设置。在弹顶块周围设置有第一凹模镶块、第二凹模镶块、第三凹模镶块与第四凹模镶块。在下垫板上设有定位销,在弹顶块上开设有与定位销配合的定位孔。在所述弹顶销的底端部具有用于限定弹顶销上升最大位移的凸起部。所述凹模镶块的底部圆滑过渡,凹模镶块底部圆滑过渡的圆角与待加工的汽车发动机减震器支架上相对应的圆角一致。所述第二凹模镶块、第四凹模镶块上有斜面,所述斜面的斜度比待加工的汽车发动机减震器支架上相对应的斜面的斜度大6°。
本发明的优点是:1、由于本发明冲压装置中镶块装置都是由分开的不同形状的镶块单件组成,在产品生产过程中,可更换局部损坏的镶块而不必全部更换,起到节省模具材料、加快模具维修效率的作用。2、本发明冲压装置中第二凹模镶块、第四凹模镶块用大斜度角过渡,而且第二凹模镶块、第四凹模镶块的斜度比产品的斜度要大6°,使产品材料在成形过程中容易流动,避免了材料的堆积现象和产生硬毛刺的现象,第二凹模镶块、第四凹模镶块的磨损程度大大缩小,延长了模具寿命,降低了模具维修成本。3、本发明冲压装置的所有凹模镶块底部圆滑过渡的圆角与产品的圆角一致,防止产品翻边不能翻直,保证产品质量。
附图说明
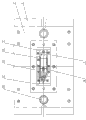
图1是本发明的主视图。
图2是本发明的俯视图。
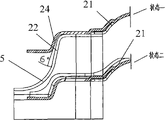
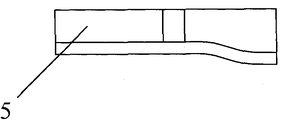
图3是第二凹模镶块或第四凹模镶块的结构图。
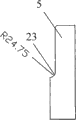
图4是图3的俯视图。
图5是图3的右视图。
具体实施方式
下面结合具体附图和实施例对本发明作进一步说明。
如图所示:该汽车发动机减震器支架的冲压装置,包括上模板17、下模板2与下底板1,下模板2固定安装在下底板1上,在下模板2上固定安装有导柱20,导柱20套在上模板17的安装孔内,在下模板2上安装有下垫板3,在下垫板3上安装有凹模安装板4与弹顶块5,凹模安装板4安装在弹顶块5的外侧周围,在弹顶块5周围设置若干块凹模镶块与挡板,若干块凹模镶块与挡板将弹顶块5周壁包围,由凹模镶块与弹顶块5组合形成凹模,在下模板2内滑动安装有弹顶销18,弹顶销18的顶端部与弹顶块5相抵,在上模板17的的下表面安装有上垫板16,在上垫板16上通过凸模安装板15安装有凸模14,在凸模14内开设有顶件孔,顶件孔内设有顶件弹簧19与顶件杆13,顶件弹簧19的底端部与顶件杆13的顶端部相抵。
在弹顶块5的左、右两侧壁外部设有第二挡板12,在弹顶块5的内侧壁或者外侧壁外部设有第一挡板9。所述第二挡板12与第一挡板9呈垂直设置。
在弹顶块5周围设置有第一凹模镶块7、第二凹模镶块8、第三凹模镶块10与第四凹模镶块11。
在下垫板3上设有定位销6,在弹顶块5上开设有与定位销6配合的定位孔。
在所述弹顶销18的底端部具有用于限定弹顶销18上升最大位移的凸起部。
本发明工作时,冲床动作后上模板17往下运动,固定在凸模安装板15内的凸模14导入第二挡板12和第一挡板9后开始接触到板料,弹顶块5通过两个弹顶销18的弹顶力开始往下运动,板料开始成形,工件的圆角逐渐接触到第一凹模镶块7、第二凹模镶块8、第三凹模镶块10、第四凹模镶块11,当弹顶块5接触到下垫板3后动作停止,产品圆角与第一凹模镶块7、第二凹模镶块8、第三凹模镶块10、第四凹模镶块11的底部圆角完全贴合,工件成形到位后冲床动作上行,工件受力贴合在凸模14上并跟着机床往上动作,弹顶块5在弹顶销18的作用下也跟着上行,当弹顶销18底部的内台阶与下模板底面接触时,弹顶块5停止动作,凸模14内的顶件杆13在矩形顶件弹簧19的弹力作用下开始推出贴合在凸模14内的产品,直到凸模14向上达到机床行程上限,机床停止动作,完成工件的成形过程。
图3中的状态一是产品初始状态,状态二是产品成型到位状态;所述凹模镶块(包括第一凹模镶块7、第二凹模镶块8、第三凹模镶块10与第四凹模镶块11)的底部23圆滑过渡,凹模镶块底部23圆滑过渡的圆角与待加工的汽车发动机减震器支架上相对应的圆角一致,圆角的半径一般是R等于24.75mm。所述第二凹模镶块8与第四凹模镶块11上有斜面22,所述斜面22的斜度比待加工的汽车发动机减震器支架上相对应的斜面24的斜度大6°。
Claims (8)
1.一种汽车发动机减震器支架的冲压装置,其特征是:包括上模板(17)、下模板(2)与下底板(1),下模板(2)固定安装在下底板(1)上,在下模板(2)上固定安装有导柱(20),导柱(20)套在上模板(17)的安装孔内,在下模板(2)上安装有下垫板(3),在下垫板(3)上安装有凹模安装板(4)与弹顶块(5),凹模安装板(4)安装在弹顶块(5)的外侧周围,在弹顶块(5)周围设置若干块凹模镶块与挡板,若干块凹模镶块与挡板将弹顶块(5)周壁包围,由凹模镶块与弹顶块(5)组合形成凹模,在下模板(2)内滑动安装有弹顶销(18),弹顶销(18)的顶端部与弹顶块(5)相抵,在上模板(17)的的下表面安装有上垫板(16),在上垫板(16)上通过凸模安装板(15)安装有凸模(14),在凸模(14)内开设有顶件孔,顶件孔内设有顶件弹簧(19)与顶件杆(13),顶件弹簧(19)的底端部与顶件杆(13)的顶端部相抵。
2.如权利要求1所述的汽车发动机减震器支架的冲压装置,其特征是:在弹顶块(5)的左、右两侧壁外部设有第二挡板(12),在弹顶块(5)的内侧壁或者外侧壁外部设有第一挡板(9)。
3.如权利要求2所述的汽车发动机减震器支架的冲压装置,其特征是:所述第二挡板(12)与第一挡板(9)呈垂直设置。
4.如权利要求1所述的汽车发动机减震器支架的冲压装置,其特征是:在弹顶块(5)周围设置有第一凹模镶块(7)、第二凹模镶块(8)、第三凹模镶块(10)与第四凹模镶块(11)。
5.如权利要求1所述的汽车发动机减震器支架的冲压装置,其特征是:在下垫板(3)上设有定位销(6),在弹顶块(5)上开设有与定位销(6)配合的定位孔。
6.如权利要求1所述的汽车发动机减震器支架的冲压装置,其特征是:在所述弹顶销(18)的底端部具有用于限定弹顶销(18)上升最大位移的凸起部。
7.如权利要求1所述的汽车发动机减震器支架的冲压装置,其特征是:所述凹模镶块的底部(23)圆滑过渡,凹模镶块底部(23)圆滑过渡的圆角与待加工的汽车发动机减震器支架上相对应的圆角一致。
8.如权利要求4所述的汽车发动机减震器支架的冲压装置,其特征是:所述第二凹模镶块(8)、第四凹模镶块(11)上有斜面(22),所述斜面(22)的斜度比待加工的汽车发动机减震器支架上相对应的斜面(24)的斜度大6°。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010101572847A CN101823107B (zh) | 2010-04-14 | 2010-04-14 | 汽车发动机减震器支架的冲压装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010101572847A CN101823107B (zh) | 2010-04-14 | 2010-04-14 | 汽车发动机减震器支架的冲压装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101823107A true CN101823107A (zh) | 2010-09-08 |
| CN101823107B CN101823107B (zh) | 2012-01-04 |
Family
ID=42687391
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010101572847A Active CN101823107B (zh) | 2010-04-14 | 2010-04-14 | 汽车发动机减震器支架的冲压装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101823107B (zh) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102039347A (zh) * | 2010-11-26 | 2011-05-04 | 天津华舜汽配制造集团有限公司 | 带有下模板保护装置的成型冲压模具 |
| CN102909276A (zh) * | 2012-10-26 | 2013-02-06 | 安徽工程大学 | 冲压模具导柱 |
| CN103084464A (zh) * | 2012-11-13 | 2013-05-08 | 无锡爱博金属制品有限公司 | 发动机罩锁下加强板冲孔模具 |
| CN103111514A (zh) * | 2012-11-14 | 2013-05-22 | 无锡爱博金属制品有限公司 | 雨刮上加强板的冲压成型模具 |
| CN103191988A (zh) * | 2013-04-10 | 2013-07-10 | 哈电集团(秦皇岛)重型装备有限公司 | 一种v形支撑隔片的波浪式成形模 |
| CN103203413A (zh) * | 2013-05-03 | 2013-07-17 | 无锡市中捷减震器有限公司 | 外圈连续冲压模具 |
| CN103419397A (zh) * | 2013-08-19 | 2013-12-04 | 苏州市胜能弹簧五金制品有限公司 | 冲压机减震装置 |
| CN103506489A (zh) * | 2013-09-10 | 2014-01-15 | 苏州安洁科技股份有限公司 | 一种精密五金模的双向安装底板 |
| CN104134920A (zh) * | 2014-08-25 | 2014-11-05 | 健大电业制品(昆山)有限公司 | 连接器类五金成型的后模具的镶件结构 |
| CN104307977A (zh) * | 2014-10-31 | 2015-01-28 | 无锡市中捷减震器有限公司 | 汽车支架的冲孔成型模具 |
| CN105328024A (zh) * | 2015-11-11 | 2016-02-17 | 无为县鑫发盛汽车零部件有限公司 | 一种汽车板件的冲压模具 |
| CN110722062A (zh) * | 2019-10-22 | 2020-01-24 | 佛山三友汽车部件制造有限公司 | 一种冲压机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2851081A (en) * | 1954-05-28 | 1958-09-09 | Western Electric Co | Device for forming resilient articles while in a flexed condition |
| JPH11277157A (ja) * | 1998-03-30 | 1999-10-12 | Mazda Motor Corp | プレス成形用金型 |
| CN101322992A (zh) * | 2008-07-16 | 2008-12-17 | 无锡市中捷减震器有限公司 | 汽车减震器支架的冲压装置 |
| CN201676981U (zh) * | 2010-04-14 | 2010-12-22 | 无锡市中捷减震器有限公司 | 汽车发动机减震器支架的冲压装置 |
-
2010
- 2010-04-14 CN CN2010101572847A patent/CN101823107B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2851081A (en) * | 1954-05-28 | 1958-09-09 | Western Electric Co | Device for forming resilient articles while in a flexed condition |
| JPH11277157A (ja) * | 1998-03-30 | 1999-10-12 | Mazda Motor Corp | プレス成形用金型 |
| CN101322992A (zh) * | 2008-07-16 | 2008-12-17 | 无锡市中捷减震器有限公司 | 汽车减震器支架的冲压装置 |
| CN201676981U (zh) * | 2010-04-14 | 2010-12-22 | 无锡市中捷减震器有限公司 | 汽车发动机减震器支架的冲压装置 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102039347A (zh) * | 2010-11-26 | 2011-05-04 | 天津华舜汽配制造集团有限公司 | 带有下模板保护装置的成型冲压模具 |
| CN102909276A (zh) * | 2012-10-26 | 2013-02-06 | 安徽工程大学 | 冲压模具导柱 |
| CN103084464A (zh) * | 2012-11-13 | 2013-05-08 | 无锡爱博金属制品有限公司 | 发动机罩锁下加强板冲孔模具 |
| CN103111514A (zh) * | 2012-11-14 | 2013-05-22 | 无锡爱博金属制品有限公司 | 雨刮上加强板的冲压成型模具 |
| CN103111514B (zh) * | 2012-11-14 | 2016-08-31 | 无锡爱博金属制品有限公司 | 雨刮上加强板的冲压成型模具 |
| CN103191988B (zh) * | 2013-04-10 | 2015-01-07 | 哈电集团(秦皇岛)重型装备有限公司 | 一种v形支撑隔片的波浪式成形模 |
| CN103191988A (zh) * | 2013-04-10 | 2013-07-10 | 哈电集团(秦皇岛)重型装备有限公司 | 一种v形支撑隔片的波浪式成形模 |
| CN103203413A (zh) * | 2013-05-03 | 2013-07-17 | 无锡市中捷减震器有限公司 | 外圈连续冲压模具 |
| CN103203413B (zh) * | 2013-05-03 | 2015-09-02 | 无锡市中捷减震器有限公司 | 外圈连续冲压模具 |
| CN103419397A (zh) * | 2013-08-19 | 2013-12-04 | 苏州市胜能弹簧五金制品有限公司 | 冲压机减震装置 |
| CN103506489A (zh) * | 2013-09-10 | 2014-01-15 | 苏州安洁科技股份有限公司 | 一种精密五金模的双向安装底板 |
| CN104134920A (zh) * | 2014-08-25 | 2014-11-05 | 健大电业制品(昆山)有限公司 | 连接器类五金成型的后模具的镶件结构 |
| CN104307977A (zh) * | 2014-10-31 | 2015-01-28 | 无锡市中捷减震器有限公司 | 汽车支架的冲孔成型模具 |
| CN105328024A (zh) * | 2015-11-11 | 2016-02-17 | 无为县鑫发盛汽车零部件有限公司 | 一种汽车板件的冲压模具 |
| CN110722062A (zh) * | 2019-10-22 | 2020-01-24 | 佛山三友汽车部件制造有限公司 | 一种冲压机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101823107B (zh) | 2012-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101823107B (zh) | 汽车发动机减震器支架的冲压装置 | |
| CN201676981U (zh) | 汽车发动机减震器支架的冲压装置 | |
| CN100586603C (zh) | 汽车减震器支架的冲压装置 | |
| CN101829733B (zh) | 汽车减震器内支撑管的冲孔带翻孔模具 | |
| CN202824340U (zh) | 汽车减震器弹簧上座冲孔加工模具 | |
| CN205869215U (zh) | 一种薄材高速冲压模具 | |
| CN202006242U (zh) | 一种翻边成型模具 | |
| CN105834300B (zh) | 一种四周包围结构折弯模具 | |
| CN201760503U (zh) | 车轮轮辐成型模 | |
| CN204194579U (zh) | 一种洗衣机侧板折弯拉凸模具 | |
| CN104858302A (zh) | 一种u型背板下折成型模具 | |
| CN104550343A (zh) | 弧形板弯曲装置 | |
| KR102225202B1 (ko) | 2열 다이세트 및 트랜스퍼 금형장치 적용 범용프레스 | |
| CN202824369U (zh) | 汽车减震器弹簧上座压帽加工装置 | |
| CN202291029U (zh) | 减震器转向节托架成型模具 | |
| CN205587535U (zh) | 一种基于回弹角补偿结构的模具 | |
| CN203140572U (zh) | 一种翻折加筋模具 | |
| CN202824325U (zh) | 汽车减震装置稳定器支架冲压落料加工模具 | |
| CN102274893B (zh) | 整型模具 | |
| CN103737669A (zh) | 带有浮动定位结构的冲切模具 | |
| CN202239271U (zh) | 轿车后轮罩前连接板成型模 | |
| CN101497092B (zh) | 加工高张力材料不对称零件拉延过程中使用平衡顶杆的方法 | |
| CN102139328B (zh) | 一种上控制杆支架成型模具 | |
| CN205551238U (zh) | 一种汽车前悬架横梁的成型模具 | |
| CN202943143U (zh) | 汽车底盘三角臂拉延成型模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address |
Address after: 214199 Donggang Town, Xishan District, Jiangsu, China Patentee after: Jiangsu ZOJE Seiko Polytron Technologies Inc Address before: Donggang Guo Town Industrial Park of Xishan District, Wuxi city of Jiangsu Province in 214199 Patentee before: Wuxi Zhongjie Vibration Isolators Co., Ltd. |
|
| CP03 | Change of name, title or address |