CN101797724A - 高效氧化铝陶瓷微晶磨料精密砂轮 - Google Patents
高效氧化铝陶瓷微晶磨料精密砂轮 Download PDFInfo
- Publication number
- CN101797724A CN101797724A CN201010159860A CN201010159860A CN101797724A CN 101797724 A CN101797724 A CN 101797724A CN 201010159860 A CN201010159860 A CN 201010159860A CN 201010159860 A CN201010159860 A CN 201010159860A CN 101797724 A CN101797724 A CN 101797724A
- Authority
- CN
- China
- Prior art keywords
- grinding
- grinding wheel
- powder
- aluminum oxide
- oxide ceramic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Abstract
本发明涉及一种高效氧化铝陶瓷微晶磨料精密砂轮,其该砂轮包括砂轮基体、分布在所述的砂轮基体上的磨料颗粒、将所述的磨料颗粒粘接固定在所述的砂轮基体上的结合剂,所述的结合剂包括如下重量配比的组分:粘土粉10-15、长石粉30-50、滑石粉20-40、高硼玻璃粉10-20;本发明的砂轮可以进行大切深、大进给、重负荷和高效磨削。根据试验,单程进给可以达到0.3mm以上,金属去除率比普通刚玉砂轮高2倍以上。砂轮的耐用度高,使用寿命长,可达到普通刚玉砂轮的5-10倍。砂轮的自锐性好,不堵塞,可以保持稳定的磨削性能。
Description
技术领域
本发明涉及磨料磨具领域,具体涉及一种氧化铝陶瓷微晶磨料砂轮
背景技术
磨料磨具曾被比喻为“工业的牙齿”,形象的体现它与现代工业密不可分的关系。说明它是工业发展所必不可少的工具,如今随着磨料磨具行业的发展,它已广泛用于各行各业、各个领域。已有磨具的种类包括普通磨具:棕刚玉砂轮、白刚玉砂轮,单晶刚玉砂轮、微晶刚玉砂轮、铬刚玉砂轮,锆刚玉砂轮、绿碳化硅砂轮、黑碳化硅砂轮;超硬材料方面包括金刚石砂轮和立方氮化硼(CBN)砂轮。
以上提及的氧化铝、碳化硅、CBN等砂轮中,在加工普通材料时有很好的性能体现。经过长期的研究和反复的实验对比发现,氧化铝、碳化硅砂轮在磨削工具钢,韧性不锈钢,耐热合金钢等难加工材料时无优越性,不论是在磨削性能还是在磨削效率方面。而CBN砂轮在这些方面则表现出良好的磨削性能,主要表现在其比磨削能低,耐磨损能力强,使用寿命长,加工中不易被烧伤。但唯一美中不足的是CBN砂轮的价格昂贵,对比其它材质的砂轮综合经济效益低。
发明内容
本发明目的就是要解决以上的缺陷,提供一种在磨削这些难加工材料方面有较高的使用性能,并且降低能耗,减低成本,提高综合经济效益的高效氧化铝陶瓷微晶磨料精密砂轮。
为达到上述目的,本发明采用的技术方案是:一种高效氧化铝陶瓷微晶磨料精密砂轮,其该砂轮包括砂轮基体、分布在所述的砂轮基体上的磨料颗粒、将所述的磨料颗粒粘接固定在所述的砂轮基体上的结合剂,所述的结合剂包括如下重量配比的组份:
粘土粉 10-15
长石粉 30-50
滑石粉 20-40
高硼玻璃粉 10-20。
以上方案中,优选所述的粘接剂中各种粉的颗粒尺寸小于等于40nm。
优选地,所述的砂轮的基体上还包含成孔剂,该成孔剂为核桃壳颗粒或萘粒或核桃壳颗粒与萘粒的混合颗粒。
本发明的砂轮对比其它材质砂轮具有以下优点:
磨粒锋利,切削能力强,磨削效率高。可以进行大切深、大进给、重负荷和高效磨削。根据试验,单程进给可以达到0.3mm以上,金属去除率比普通刚玉砂轮高2倍以上。
韧性好、磨削变形小、砂轮形状保持性好,用于精密磨削和成型磨削,容易获得较高的尺寸精度和尺寸形状一致性。
砂轮的耐用度高,使用寿命长,可达到普通刚玉砂轮的5-10倍,更换频率低,减少了辅助加工时间和停机时间,有利于使用数控自动机床,实现自动化生产。
砂轮的自锐性好,不堵塞,可以保持稳定的磨削性能,因而可以减少修整量(为一般砂轮的1/3),提高生产效率。
在性能上远远优于普通电熔刚玉磨料砂轮,价格远远低于CBN和金刚石磨料砂轮,而其硬度与刚玉磨料砂轮相近,所以不需要特殊的磨削设备和修整装置,不存在CBN和金刚石砂轮在磨削设备方面的特殊要求和修正方面的困难,对磨削液也没有太特殊的要求。
具体实施方式
实施例:一种高效氧化铝陶瓷微晶磨料精密砂轮,其该砂轮包括砂轮基体、分布在所述的砂轮基体上的磨料颗粒、将所述的磨料颗粒粘接固定在所述的砂轮基体上的结合剂,所述的结合剂包括如下重量配比的组份:
粘土粉 10-15
长石粉 30-50
滑石粉 20-40
高硼玻璃粉 10-20。
本实施例中的结合剂的主要成分为粘土-长石-高玻璃系结合剂。另外还要临时粘结剂,湿润剂。根据需要还有可能用到成孔剂,成孔剂为核桃壳颗粒或萘粒或二者的混合颗粒。在使用前结合剂的各个成分要混合均匀。同时结合剂粉的颗粒尺寸要控制在40nm以内。然后通过结合剂与湿润过的磨粒混合,压制成型,干燥,烧制,最后加工到规定尺寸,检验符合国家标准入库。具体方案如下:
一、设计原理
高效氧化铝陶瓷微晶磨料精密砂轮主要用于数控自动化机床磨削加工,其采用的原材料包括氧化铝陶瓷微晶磨料,根据加工材料主要为工具钢、韧性不锈钢,耐热合金钢等,适当添加刚玉类等;磨料陶瓷结合剂,根据磨削特点采用的配方结合剂,主要成分配比为粘土-长石-高硼玻璃-滑石系列;辅料,糊精粉作临时粘结剂,糊精液、水玻璃,水等作湿润剂。
工装设备,在基础实验中,便于配方调整采用“硬度块”和“∞”字块:
硬度块规格:直径103mm、厚度20mm、V=166cm3
“∞”字块:厚10mm、V=32.73cm3
在样品及小批量试制中,烧成设备采用60m3车式窑。
上述原材料的配方是磨具生产中的重要文件,它是根据磨具的使用要求和工艺性质,经过实验、生产实践和磨削鉴定而成的,其目的是满足最终的使用要求。
配方设计的主要因素包括磨料粒度、磨具硬度、结合剂量、成型密度或组织号,其间变化有一定规律。

制造相同粒度的磨具,随着成型密度(或压强)的增大,结合剂量可相应减少。在基础实验技术工艺设计中,参鉴方案中的具体参数输入要求,配方设计主要考虑:
氧化铝陶瓷微晶磨料,根据加工材料主要为工具钢、韧性不锈钢,耐热合金钢等,适当添加刚玉类等磨料。根据以上要求,配方设计主要采用回归方程的计算方法。根据目前进行的实验氧化铝陶瓷微晶磨料的砂轮进行设计验证:
根据要求作a、b、c、d四点实验,按下表进行计算:
| 项目及编号 | a | b | c | d |
| SGF80组织号结合剂湿润剂糊情粉成型密度 | 10067.53.61.42.21 | 100610.54.21.22.27 | 100613.54.91.02.35 | 100616.55.60.82.46 |
做a、b、c、d配方实验样块Φ100*20*20(mm)定模成型,每个样块做5片,试样成型后干燥一天,干燥的最高温度75~100℃,装车式窑烧成,烧成的温度1200~1400℃,然后用喷砂硬度机测量砂轮的硬度,每个样块测4点,算出每块砂轮的平均硬度,再计算出每一个实验点的平均值,做两批实验,数据记录如下
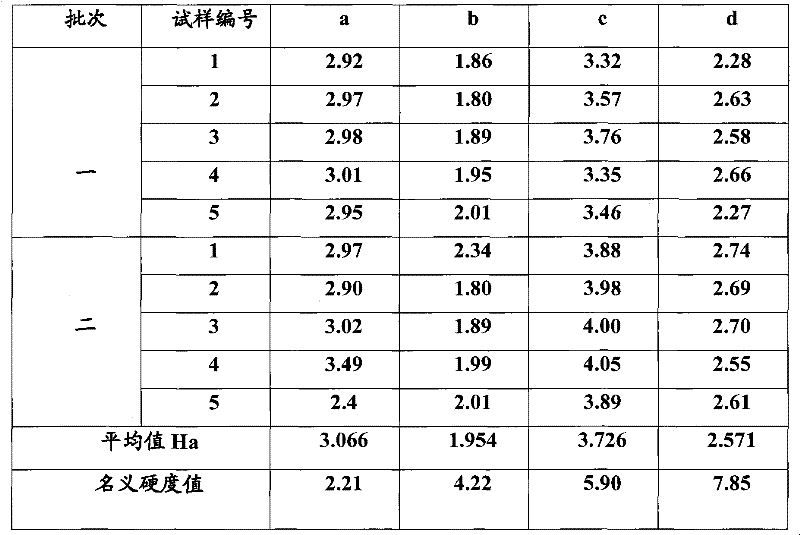
取得这些数据以后,把名义硬度的值用X来表示,利用回归方程Y=a+a1X+a2X2即最小二乘法来计算出实际需要的结合剂的量,过程如下:
列出名义硬度X和结合剂Y的值列于下表
| 项目 | Y | X | X2 | X3 | X4 | XY | X2Y |
| abcd | 7.510.513.516.5 | 2.214.225.907.85 | 4.884117.80834.8161.62 | 10.793975.151448205.379483.73662 | 23.8544317.1391211.733797.33 | 16.5744.3179.65129.5 | 36.630186.98469.931016.77 |
| ∑ | 48 | 20.18 | 119.125 | 775.0609 | 535.0621 | 270.06 | 1710.325 |
横行的Y,计算结合剂时,代入结合剂的值。XY横行的表示X与结合剂的乘积,其它类推。∑表示四点的数据和。点数为n=4,代入方程,根据最小二乘法进行计算(不再详述),最后得到a、a1、a2的值如下:a=4.037612408;a1=1.531899092;a2=0.007855838,将a、a1、a2根据四舍五入保留四位有效数字得到回归方程:
Y=4.038+1.532X+0.007856X2,因为在最初实验时a、b、c、d四点的最小名义硬度值为2.21,所以最小取值为2,最大为7.85,取8,这样将2、3、4、5、6、7、8代入方程,我就可以得到新配方的结合剂的量值,但X的取值要在此范围以内。
X=2 Y=4.038+3.064+0.31424=7.133424
X=3 Y=4.038+4.596+0.070704=8.7047
:
X=8 Y=4.038+12.256+0.502784=16.796784
用同样的计算方法我们可以得到糊精粉,湿润剂和成型密度的回归方程如下:
糊精粉D=1.631-0.10213X-0.000523X2
湿润剂R=3.383+0.1853X+0.008642X2
成型密度r=2.165+0.01324+0.02953X2
代入X=2-8可得到相应的值,这样通过以上计算可得到SGF80的配方:
| 项目 | H | J | K | L | M | N | P |
| SGF80组织号结合剂湿润剂糊精粉成型密度 | 10067.133.651.42.2 | 10068.74.021.32.23 | 100610.294.261.22.26 | 100611.94.531.12.3 | 100613.524.811.02.35 | 100615.25.100.92.40 | 100616.85.410.822.45 |
烧成曲线就现在而言,采用原C4结合剂烧成工艺曲线,烧成设备为新60m3车式窑。
具体见下页表
| 温度区间(℃) | 升温速率(℃/h) | 时间(H) | 窑压(Pa) |
| 0~80 | 0 | 2 | -5 |
| 80~200 | +30 | 4 | -4 |
| 200~900 | +35 | 20 | -4 |
| 900~1000 | +25 | 4 | -3 |
| 1000~1150 | +25 | 10 | -2 |
| 1150~1233 | +10 | 10 | -1 |
| 1233 | 0 | 8 | +3 |
| 1233~950 | -50 | 6 | 0 |
| 950~770 | -30 | 6 | 0 |
| 温度区间(℃) | 升温速率(℃/h) | 时间(H) | 窑压(Pa) |
| 770~320 | -20 | 22.5 | 0 |
| 320~80 | -15 | 16 | 0 |
专利研究表明,本实施例中的砂轮可以达到行业内的领先水平,可以在工业中应用。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
Claims (3)
1.一种高效氧化铝陶瓷微晶磨料精密砂轮,其该砂轮包括砂轮基体、分布在所述的砂轮基体上的磨料颗粒、将所述的磨料颗粒粘接固定在所述的砂轮基体上的结合剂,其特征在于:所述的结合剂包括如下重量配比的组份:
粘土粉 10-15
长石粉 30-50
滑石粉 20-40
高硼玻璃粉 10-20。
2.根据权利要求1所述的高效氧化铝陶瓷微晶磨料精密砂轮,其特征在于:所述的粘接剂中各种粉的颗粒尺寸小于等于40nm。
3.根据权利要求1所述的高效氧化铝陶瓷微晶磨料精密砂轮,其特征在于:所述的砂轮的基体上还包含成孔剂,该成孔剂为核桃壳颗粒或萘粒或核桃壳颗粒与萘粒的混合颗粒。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201010159860A CN101797724A (zh) | 2010-04-29 | 2010-04-29 | 高效氧化铝陶瓷微晶磨料精密砂轮 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201010159860A CN101797724A (zh) | 2010-04-29 | 2010-04-29 | 高效氧化铝陶瓷微晶磨料精密砂轮 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101797724A true CN101797724A (zh) | 2010-08-11 |
Family
ID=42593643
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201010159860A Pending CN101797724A (zh) | 2010-04-29 | 2010-04-29 | 高效氧化铝陶瓷微晶磨料精密砂轮 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101797724A (zh) |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102092010A (zh) * | 2010-12-09 | 2011-06-15 | 郭兵健 | 单晶硅棒抛光用高孔隙率陶瓷结合剂砂轮制备方法 |
| CN102837267A (zh) * | 2012-09-21 | 2012-12-26 | 上海五子方磨具有限公司 | 一种新型砂轮 |
| CN103029048A (zh) * | 2012-12-24 | 2013-04-10 | 常熟市巨力砂轮有限责任公司 | 一种大规格陶瓷高速砂轮的制造方法 |
| CN103506968A (zh) * | 2013-09-30 | 2014-01-15 | 梁洪奎 | 植物颗粒用作陶瓷砂轮成孔剂的使用方法 |
| CN103539479A (zh) * | 2013-09-30 | 2014-01-29 | 梁洪奎 | 一种预溶胀植物颗粒成孔剂的制造方法 |
| CN103600309A (zh) * | 2013-11-01 | 2014-02-26 | 江苏苏北砂轮厂有限公司 | 制造陶瓷cbn砂轮的结合剂 |
| CN103600306A (zh) * | 2013-11-21 | 2014-02-26 | 江苏苏北砂轮厂有限公司 | 陶瓷磨轧辊砂轮 |
| CN103770027A (zh) * | 2014-01-10 | 2014-05-07 | 当涂县南方红月磨具磨料有限公司 | 一种陶瓷碳化硼砂轮 |
| CN103862391A (zh) * | 2012-12-18 | 2014-06-18 | 鲁信创业投资集团股份有限公司 | 陶瓷微晶磨料重负荷高速砂轮及其加工方法 |
| CN103862390A (zh) * | 2012-12-18 | 2014-06-18 | 鲁信创业投资集团股份有限公司 | 陶瓷微晶磨料强力磨砂轮及其加工方法 |
| CN103936394A (zh) * | 2014-04-11 | 2014-07-23 | 浙江湖磨抛光磨具制造有限公司 | 刚玉质高强度高耐磨抛磨块 |
| CN104440595A (zh) * | 2014-11-04 | 2015-03-25 | 鲁信创业投资集团股份有限公司 | 汽车发动机曲轴高效精密成组磨削的陶瓷刚玉砂轮及其加工方法 |
| CN104526580A (zh) * | 2014-12-15 | 2015-04-22 | 江苏苏北砂轮厂有限公司 | 一种微晶陶瓷砂轮 |
| CN104647224A (zh) * | 2015-01-30 | 2015-05-27 | 洛阳希微磨料磨具有限公司 | 一种砂轮制作专用结合剂的制备方法 |
| CN104889894A (zh) * | 2015-04-27 | 2015-09-09 | 青岛四砂泰益超硬研磨股份有限公司 | 磨瓦楞辊砂轮及其制造方法 |
| CN104999383A (zh) * | 2015-06-19 | 2015-10-28 | 白鸽磨料磨具有限公司 | 一种磨齿砂轮及其制备方法 |
| CN105014553B (zh) * | 2015-06-29 | 2017-06-20 | 苏州远东砂轮有限公司 | 一种具有高强磨削性能的陶瓷微晶砂轮及其制造方法 |
| CN107473747A (zh) * | 2017-07-04 | 2017-12-15 | 扬中市远东轴承专用油石厂 | 一种立方碳化硅油石的制备配方及工艺 |
| CN107805069A (zh) * | 2017-10-26 | 2018-03-16 | 中国建筑材料科学研究总院有限公司 | 超细金刚石砂轮及其制备方法 |
| CN109397117A (zh) * | 2018-11-16 | 2019-03-01 | 安徽砥钻砂轮有限公司 | 一种耐高温树脂砂轮 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3847568A (en) * | 1972-09-18 | 1974-11-12 | Mwa Co | Vitrified abrasive element |
| JPS58191779A (ja) * | 1982-05-01 | 1983-11-09 | Showa Denko Kk | 立方晶bn砥粒の改質法及び砥石の製造法 |
| CN1185128A (zh) * | 1995-05-25 | 1998-06-17 | 诺顿公司 | 有改进转角维持的氧化铝磨轮 |
| CN1509843A (zh) * | 2002-12-23 | 2004-07-07 | 张来生 | 一种四合一超硬磨具的配方及制作方法 |
| CN1613609A (zh) * | 2003-11-03 | 2005-05-11 | 郑洪典 | 砂轮的烧结配方及工艺 |
| CN101596745A (zh) * | 2009-07-15 | 2009-12-09 | 湖南大学 | 金刚石砂轮陶瓷结合剂及金刚石砂轮的制备方法 |
-
2010
- 2010-04-29 CN CN201010159860A patent/CN101797724A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3847568A (en) * | 1972-09-18 | 1974-11-12 | Mwa Co | Vitrified abrasive element |
| JPS58191779A (ja) * | 1982-05-01 | 1983-11-09 | Showa Denko Kk | 立方晶bn砥粒の改質法及び砥石の製造法 |
| CN1185128A (zh) * | 1995-05-25 | 1998-06-17 | 诺顿公司 | 有改进转角维持的氧化铝磨轮 |
| CN1509843A (zh) * | 2002-12-23 | 2004-07-07 | 张来生 | 一种四合一超硬磨具的配方及制作方法 |
| CN1613609A (zh) * | 2003-11-03 | 2005-05-11 | 郑洪典 | 砂轮的烧结配方及工艺 |
| CN101596745A (zh) * | 2009-07-15 | 2009-12-09 | 湖南大学 | 金刚石砂轮陶瓷结合剂及金刚石砂轮的制备方法 |
Non-Patent Citations (2)
| Title |
|---|
| 《中国优秀硕士学位论文全文数据库 工程科技I辑》 20030615 张习敏 陶瓷结合剂立方氮化硼磨具组织及性能的研究 , 2 * |
| 《陶瓷磨具制造》 20000930 李志宏 陶瓷磨具制造 中国标准出版社 第5-6页,第87页 , 1 * |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102092010A (zh) * | 2010-12-09 | 2011-06-15 | 郭兵健 | 单晶硅棒抛光用高孔隙率陶瓷结合剂砂轮制备方法 |
| CN102092010B (zh) * | 2010-12-09 | 2012-04-25 | 郭兵健 | 单晶硅棒抛光用高孔隙率陶瓷结合剂砂轮制备方法 |
| CN102837267A (zh) * | 2012-09-21 | 2012-12-26 | 上海五子方磨具有限公司 | 一种新型砂轮 |
| CN103862390B (zh) * | 2012-12-18 | 2017-05-03 | 鲁信创业投资集团股份有限公司 | 陶瓷微晶磨料强力磨砂轮及其加工方法 |
| CN103862390A (zh) * | 2012-12-18 | 2014-06-18 | 鲁信创业投资集团股份有限公司 | 陶瓷微晶磨料强力磨砂轮及其加工方法 |
| CN103862391A (zh) * | 2012-12-18 | 2014-06-18 | 鲁信创业投资集团股份有限公司 | 陶瓷微晶磨料重负荷高速砂轮及其加工方法 |
| CN103862391B (zh) * | 2012-12-18 | 2017-05-03 | 鲁信创业投资集团股份有限公司 | 陶瓷微晶磨料重负荷高速砂轮及其加工方法 |
| CN103029048A (zh) * | 2012-12-24 | 2013-04-10 | 常熟市巨力砂轮有限责任公司 | 一种大规格陶瓷高速砂轮的制造方法 |
| CN103029048B (zh) * | 2012-12-24 | 2015-08-12 | 常熟市巨力砂轮有限责任公司 | 一种大规格陶瓷高速砂轮的制造方法 |
| CN103539479A (zh) * | 2013-09-30 | 2014-01-29 | 梁洪奎 | 一种预溶胀植物颗粒成孔剂的制造方法 |
| CN103506968A (zh) * | 2013-09-30 | 2014-01-15 | 梁洪奎 | 植物颗粒用作陶瓷砂轮成孔剂的使用方法 |
| CN103539479B (zh) * | 2013-09-30 | 2014-12-03 | 梁洪奎 | 一种预溶胀植物颗粒成孔剂的制造方法 |
| CN103600309A (zh) * | 2013-11-01 | 2014-02-26 | 江苏苏北砂轮厂有限公司 | 制造陶瓷cbn砂轮的结合剂 |
| CN103600306A (zh) * | 2013-11-21 | 2014-02-26 | 江苏苏北砂轮厂有限公司 | 陶瓷磨轧辊砂轮 |
| CN103770027A (zh) * | 2014-01-10 | 2014-05-07 | 当涂县南方红月磨具磨料有限公司 | 一种陶瓷碳化硼砂轮 |
| CN103936394A (zh) * | 2014-04-11 | 2014-07-23 | 浙江湖磨抛光磨具制造有限公司 | 刚玉质高强度高耐磨抛磨块 |
| CN103936394B (zh) * | 2014-04-11 | 2015-11-04 | 浙江湖磨抛光磨具制造有限公司 | 刚玉质高强度高耐磨抛磨块 |
| CN104440595A (zh) * | 2014-11-04 | 2015-03-25 | 鲁信创业投资集团股份有限公司 | 汽车发动机曲轴高效精密成组磨削的陶瓷刚玉砂轮及其加工方法 |
| CN104526580A (zh) * | 2014-12-15 | 2015-04-22 | 江苏苏北砂轮厂有限公司 | 一种微晶陶瓷砂轮 |
| CN104647224A (zh) * | 2015-01-30 | 2015-05-27 | 洛阳希微磨料磨具有限公司 | 一种砂轮制作专用结合剂的制备方法 |
| CN104889894A (zh) * | 2015-04-27 | 2015-09-09 | 青岛四砂泰益超硬研磨股份有限公司 | 磨瓦楞辊砂轮及其制造方法 |
| CN104889894B (zh) * | 2015-04-27 | 2017-07-07 | 青岛四砂泰益超硬研磨股份有限公司 | 磨瓦楞辊砂轮及其制造方法 |
| CN104999383A (zh) * | 2015-06-19 | 2015-10-28 | 白鸽磨料磨具有限公司 | 一种磨齿砂轮及其制备方法 |
| CN104999383B (zh) * | 2015-06-19 | 2018-09-04 | 白鸽磨料磨具有限公司 | 一种磨齿砂轮及其制备方法 |
| CN105014553B (zh) * | 2015-06-29 | 2017-06-20 | 苏州远东砂轮有限公司 | 一种具有高强磨削性能的陶瓷微晶砂轮及其制造方法 |
| CN107473747A (zh) * | 2017-07-04 | 2017-12-15 | 扬中市远东轴承专用油石厂 | 一种立方碳化硅油石的制备配方及工艺 |
| CN107805069A (zh) * | 2017-10-26 | 2018-03-16 | 中国建筑材料科学研究总院有限公司 | 超细金刚石砂轮及其制备方法 |
| CN107805069B (zh) * | 2017-10-26 | 2019-10-25 | 中国建筑材料科学研究总院有限公司 | 超细金刚石砂轮及其制备方法 |
| CN109397117A (zh) * | 2018-11-16 | 2019-03-01 | 安徽砥钻砂轮有限公司 | 一种耐高温树脂砂轮 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101797724A (zh) | 高效氧化铝陶瓷微晶磨料精密砂轮 | |
| CN104608061B (zh) | 一种磨胶辊砂轮及其制备方法 | |
| CN101905449A (zh) | 多孔金属结合剂钎焊金刚石砂轮的制备方法 | |
| CN104015131A (zh) | 叶片类零件高效精密磨削微晶陶瓷刚玉砂轮及其加工方法 | |
| CN102380830A (zh) | 多孔陶瓷结合剂立方氮化硼磨具 | |
| CN101602111A (zh) | 超强超韧陶瓷刀具及其制作方法 | |
| CN105773449A (zh) | 一种细粒度高厚度陶瓷结合剂砂轮的制造方法 | |
| CN106553135A (zh) | 一种结合剂、制备方法及砂轮 | |
| CN103862393B (zh) | 陶瓷微晶磨料齿轮磨砂轮及其加工方法 | |
| CN102825559B (zh) | 一种掺有竹炭粉的陶瓷cbn砂轮 | |
| CN101186521B (zh) | 陶瓷结合剂气孔砂轮及其制备方法 | |
| CN103600309A (zh) | 制造陶瓷cbn砂轮的结合剂 | |
| CN105583743A (zh) | 一种金刚石砂轮及其制备方法 | |
| CN104149038A (zh) | 一种陶瓷结合剂金刚石砂轮 | |
| CN104440594A (zh) | 树脂结合剂金刚石砂轮 | |
| CN102825558B (zh) | 一种掺有钢粉的陶瓷金刚石砂轮 | |
| CN103551996B (zh) | 一种陶瓷基金刚石磨块及制备方法 | |
| CN105196200A (zh) | 一种稀土陶瓷结合剂及使用该结合剂的砂轮的制造方法 | |
| CN102814753B (zh) | 一种掺有铁粉的陶瓷金刚石砂轮 | |
| CN104476417A (zh) | 一种陶瓷结合剂金刚石砂轮 | |
| CN111136591B (zh) | 一种瓷砖加工用磨轮 | |
| JP4869695B2 (ja) | ビトリファイド砥石の製造方法 | |
| CN103282159A (zh) | 滚筒研磨用无机介质 | |
| CN102066055B (zh) | 自粘结的泡沫磨料物品以及使用此类物品的机加工 | |
| JP2003136410A (ja) | 超砥粒ビトリファイドボンド砥石 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20100811 |