CN101784469B - 薄片形件的输送装置 - Google Patents
薄片形件的输送装置 Download PDFInfo
- Publication number
- CN101784469B CN101784469B CN200880100928XA CN200880100928A CN101784469B CN 101784469 B CN101784469 B CN 101784469B CN 200880100928X A CN200880100928X A CN 200880100928XA CN 200880100928 A CN200880100928 A CN 200880100928A CN 101784469 B CN101784469 B CN 101784469B
- Authority
- CN
- China
- Prior art keywords
- supporting member
- cam
- conveying cylinder
- sheet
- shaped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/16—Rotary folders
- B65H45/162—Rotary folders with folding jaw cylinders
- B65H45/168—Rotary folders with folding jaw cylinders having changeable mode of operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/28—Folding in combination with cutting
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Abstract
本发明的薄片形件的输送装置能够有效地提高生产效率、延长消耗品的寿命周期、降低设备运转成本、减轻操作人员的作业负担和降低设备投资费用,所述薄片形件的输送装置包括:折页滚筒(11),单张输送或多张重叠输送薄片形件;叼纸滚筒(12)或减速滚筒(13),在重叠多张薄片形件进行输送的情况下,支承构件每间隔一个支承薄片形件进行输送;上传纸滚筒(14),与叼纸滚筒或减速滚筒相对;下传纸滚筒(15),与叼纸滚筒或减速滚筒相对;切换构件,在重叠多张薄片形件进行输送的情况下,从叼纸滚筒或减速滚筒向上传纸滚筒和下传纸滚筒分配输送薄片形件。
Description
技术领域
本发明涉及一种卷筒纸轮转印刷机的折页机等中的薄片形件的输送装置。
背景技术
在卷筒纸轮转印刷机的折页机中,通常是对存页折(叠合折叠)或非存页折(非叠合折叠)等折叠方式进行切换,或者当采用非存页折时,对平行折叠两层排出(上下两层排纸)或平行折叠汇合排纸(上层排纸)等的输送路径进行切换(参照日本专利公开公报特开2002-60128号等)。
发明内容
可是,当采用上述存页折时,以往的排纸方式通常是仅在两层中的一层进行排纸。
因此,如果经常使用其中一层,则仅仅是其中一层提前消耗了输送带等消耗品,消耗品更换周期为分别对每一层进行更换,从而增加了总的更换次数。此外,如果仅仅更换其中一层,则当两层排纸时,会由于输送带等的状态不同而造成两层排纸的状态发生变化,从而需要重新调整。此外,当更换单层时,为了防止上述情况发生而一起更换两层等,也会造成浪费。
因此,存在生产效率低、消耗品的寿命周期短、设备运转成本大和由于更换而增加操作人员的作业负担等问题。此外,当用码垛打捆机等后处理装置收集从折页机排出的折贴时,如果与上述相同经常仅使用其中一层,则在码垛打捆机等后处理装置中也会产生同样的状况。此外,如果仅使用其中一层,则对一台码垛打捆机等后处理装置的收集能力的要求提高,从而需要高性能的码垛打捆机等后处理装置,会导致设备投资费用增加。在提高机器运转速度的情况下,上述问题会更加显著。
因此,本发明的目的是提供一种能够有效地实现提高生产效率、延长消耗品的寿命周期、降低设备运转成本、减轻操作人员的作业负担和降低设备投资费用的薄片形件的输送装置。
为了解决上述的课题,本发明提供一种薄片形件的输送装置,其特征在于包括:折页滚筒,单张输送或多张重叠输送薄片形件;第一输送滚筒,在圆周方向上的多个部位设置有用于支承薄片形件的第一支承构 件,在单张输送所述薄片形件的情况下,全部的所述第一支承构件支承并输送薄片形件,并且在重叠多张所述薄片形件进行输送的情况下,所述第一支承构件每间隔一个来支承并输送薄片形件;第二输送滚筒,与所述第一输送滚筒相对,在圆周方向上的多个部位设置有用于支承薄片形件的第二支承构件,并且所述第二输送滚筒被支承成转动自如;第三输送滚筒,与所述第一输送滚筒相对,在圆周方向上的多个部位设置有用于支承薄片形件的第三支承构件,并且所述第三输送滚筒被支承成转动自如;切换构件,用于切换输送路径,在单张输送薄片形件的情况下,能由将全部的所述第一支承构件所支承的薄片形件每间隔一个交替输送给所述第二支承构件和所述第三支承构件,并且在重叠多张输送薄片形件的情况下,能将由所述第一支承构件每间隔一个来支承的薄片形件以每间隔一个交替的方式输送给所述第二支承构件和所述第三支承构件。
此外,其特征在于,所述切换构件能够切换输送路径,从所述第一输送滚筒向所述第二输送滚筒和所述第三输送滚筒中的任意一个输送多张重叠的薄片形件。
此外,其特征在于,所述切换构件能够切换输送路径,从所述第一输送滚筒向所述第二输送滚筒和所述第三输送滚筒分配输送单张输送来的薄片形件。
此外,其特征在于,所述切换构件能够切换输送路径,从所述第一输送滚筒向所述第二输送滚筒和所述第三输送滚筒中的任意一个输送单张输送来的薄片形件。
此外,其特征在于,所述第一输送滚筒包括6倍径滚筒,在所述6倍径滚筒的六个部位上设置有所述第一支承构件,所述第二输送滚筒包括4倍径滚筒,在所述4倍径滚筒的两个部位上设置有所述第二支承构件,所述第三输送滚筒包括4倍径滚筒,在所述第三输送滚筒的所述4倍径滚筒的两个部位上设置有所述第三支承构件,并且所述第三输送滚筒的所述4倍径滚筒设置在比所述第一输送滚筒与所述第二输送滚筒相对的相对位置更靠向所述第一输送滚筒转动方向的下游。
此外,其特征在于,所述第一输送滚筒包括:第一固定凸轮,用于使所述第一支承构件的每间隔一个配置的一方的第一支承构件动作,向所述第二输送滚筒输送单张输送来的薄片形件;转动凸轮,以该第一输送滚筒的1.5倍的速度转动,使配置在所述一方的第一支承构件之间的每间隔一个的另一方的第一支承构件进行动作,向所述第二输送滚筒输送多张重叠的薄片形件;第二固定凸轮,使所述另一方的第一支承构件动作,向第三输送滚筒输送单张或多张重叠的薄片形件;相位切换机构,用于在所述第二支承构件与所述一方的第一支承构件相对的位置和所述 第二支承构件与所述另一方的第一支承构件相对的位置之间切换所述第二支承构件。
此外,其特征在于,所述第二输送滚筒包括:第三固定凸轮,使所述第二支承构件动作,输送利用所述第一固定凸轮而动作的所述一方的第一支承构件输送来的薄片形件,并且使所述第二支承构件动作,输送来自利用所述转动凸轮而动作的所述另一方的第一支承构件的多张重叠的薄片形件;可动凸轮,对于被支承在不利用所述转动凸轮而动作的所述另一方的第一支承构件上的重叠多张的薄片形件,不进行利用所述第二支承构件传接的动作,所述第三输送滚筒包括第四固定凸轮,所述第四固定凸轮使所述第三支承构件动作,所述第三支承构件输送来自利用所述第二固定凸轮而动作的所述另一方的第一支承构件的单张或多张重叠的薄片形件。
此外,其特征在于,所述第一输送滚筒包括4倍径滚筒,在所述4倍径滚筒的四个部位上设置有所述第一支承构件,所述第二输送滚筒包括4倍径滚筒,在所述第二输送滚筒的所述4倍径滚筒的四个部位上设置有所述第二支承构件,所述第三输送滚筒包括4倍径滚筒,在所述第三输送滚筒的所述4倍径滚筒的两个部位上设置有所述第三支承构件,并且所述第三输送滚筒的所述4倍径滚筒设置在比所述第一输送滚筒与所述第二输送滚筒相对的相对位置更靠向所述第一输送滚筒转动方向的下游。
此外,其特征在于,所述第一输送滚筒包括:第一固定凸轮,用于使所述第一支承构件的每间隔一个配置的另一方的第一支承构件动作,向所述第二输送滚筒输送单张或多张重叠的薄片形件;能够移动的第二转动凸轮,使每间隔一个配置的所述另一方的第一支承构件进行动作,向所述第三输送滚筒输送多张重叠的薄片形件;能够移动的第一转动凸轮和第二固定凸轮,使配置在所述另一方的第一支承构件之间的一方的第一支承构件动作,向所述第二输送滚筒或所述第三输送滚筒输送单张输送来的薄片形件;相位切换机构,用于在所述第三支承构件与所述一方的第一支承构件相对的位置和所述第三支承构件与所述另一方的第一支承构件相对的位置之间切换所述第三支承构件。
此外,其特征在于,所述第二输送滚筒使所述第二支承构件动作,输送来自利用所述第一固定凸轮而动作的所述另一方的第一支承构件的单张或多张重叠的薄片形件,并且使所述第二支承构件动作,输送来自利用所述第一转动凸轮而动作的所述一方的第一支承构件的单张输送来的薄片形件,所述第三输送滚筒使所述第三支承构件动作,输送来自利用所述第二转动凸轮而每间隔一个进行动作的所述另一方的第一支承构件的多张重叠的薄片形件,并且使所述第三支承构件动作,输送来自利 用所述第一转动凸轮而动作的所述一方的第一支承构件的单张输送来的薄片形件。
此外,其特征在于,所述第一输送滚筒的所述第一支承构件包括:至少两个以上的一方的第一支承构件,用于支承单张输送来的薄片形件;以及至少两个以上的另一方的第一支承构件,设置在所述一方的第一支承构件之间,用于支承单张输送来的薄片形件和多张重叠输送来的薄片形件;所述切换构件包括:转动凸轮,通过进行转动,使从支承有多张重叠输送来的薄片形件的所述另一方的第一支承构件向所述第二输送滚筒的所述第二支承构件进行传递的传递动作,使每间隔一个的所述另一方的第一支承构件进行动作;以及固定凸轮,使不利用所述转动凸轮而动作的所述另一方的第一支承构件经过所述第二输送滚筒的所述第二支承构件,进行向所述第三输送滚筒的所述第三支承构件传递的传递动作。
此外,其特征在于,所述第一输送滚筒的所述第一支承构件包括:至少两个以上的一方的第一支承构件,用于支承单张输送来的薄片形件;以及至少两个以上的另一方的第一支承构件,设置在所述一方的第一支承构件之间,用于支承单张输送来的薄片形件和多张重叠输送来的薄片形件;所述切换构件包括:固定凸轮,进行从支承有多张重叠输送来的薄片形件的所述另一方的第一支承构件向所述第二输送滚筒的所述第二支承构件传递的传递动作;以及转动凸轮,使利用所述固定凸轮进行从所述另一方的第一支承构件向所述第二输送滚筒的所述第二支承构件传递的传递动作的多张重叠输送来的薄片形件,每间隔一个进行动作,进行将其从所述另一方的第一支承构件经过所述第二输送滚筒的所述第二支承构件,向所述第三输送滚筒的所述第三支承构件传递的传递动作。
采用本发明的结构,能够在采用存页折时进行两层分配排纸,因此,可以有效地提高生产效率、延长消耗品的寿命周期、降低设备运转成本、减轻操作人员的作业负担和降低设备投资费用。
即,利用存页折的两层分配排纸,使两层的机器状态大体相同,从而容易使两层状态一致,并且,由于消耗了大体相同的消耗品,所以能够减少更换次数。此外,也可以避免更换未达到寿命的部件而产生的浪费。此外,码垛打捆机等后处理装置也具有与上述相同的效果。并且,由于码垛打捆机等后处理装置的收集能力成倍增加,所以不需要高性能的码垛打捆机等后处理装置,也能提高机器的运转速度。
附图说明
图1是表示本发明实施例1的卷筒纸轮转印刷机的简要结构图。
图2是折页机输送路径的简要结构图。
图3是折页机的滚筒排列的正视图。
图4A是裁切待机滚筒的说明图。
图4B是裁切待机滚筒的说明图。
图5A是折页滚筒的说明图。
图5B是折页滚筒的说明图。
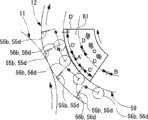
图6A是叼纸滚筒的说明图。
图6B是叼纸滚筒的说明图。
图7A是减速滚筒的说明图。
图7B是减速滚筒的说明图。
图8A是上传纸滚筒的说明图。
图8B是上传纸滚筒的说明图。
图9A是下传纸滚筒的说明图。
图9B是下传纸滚筒的说明图。
图10A是裁切待机滚筒的针凸轮的说明图。
图10B是裁切待机滚筒的针凸轮的说明图。
图11是折页滚筒的插入刀凸轮的说明图。
图12是折页滚筒的针主凸轮的说明图。
图13A是折页滚筒的针辅助凸轮的说明图。
图13B是折页滚筒的针辅助凸轮的说明图。
图14是叼纸滚筒的叼纸主凸轮的说明图。
图15A是叼纸滚筒的叼纸辅助凸轮的说明图。
图15B是叼纸滚筒的叼纸辅助凸轮的说明图。
图16是减速滚筒的叼纸牙主凸轮的说明图。
图17A是减速滚筒的叼纸牙转动凸轮的说明图。
图17B是减速滚筒的叼纸牙转动凸轮的说明图。
图18是减速滚筒的叼纸牙凸轮、上传纸滚筒的叼纸牙主凸轮和下传纸滚筒的叼纸牙主凸轮的说明图。
图19A是下传纸滚筒的叼纸牙辅助凸轮的说明图。
图19B是下传纸滚筒的叼纸牙辅助凸轮的说明图。
图20是裁切待机滚筒的驱动机构的剖面图。
图21是减速滚筒的驱动机构的剖面图。
图22是减速滚筒和下传纸滚筒之间的驱动机构的说明图。
图23是当非存页折时上下两层排纸情况下的作用说明图。
图24是当存页折时上层排纸情况下的作用说明图。
图25是当存页折时上下两层排纸情况下的作用说明图。
图26A是当存页折时上下两层排纸情况下的作用说明图。
图26B是当存页折时上下两层排纸情况下的作用说明图。
图27是表示本发明实施例2的卷筒纸轮转印刷机中的折页机输送路径的简要结构图。
图28是凸轮机构的结构图。
图29是凸轮的说明图。
图30是当非存页折时上下两层排纸情况下的动作说明图。
图31是当非存页折时上层排纸(汇合排纸)情况下的动作说明图。
图32是当存页折时上层排纸(汇合排纸)情况下的动作说明图。
图33是当存页折时上下两层排纸情况下的动作说明图。
图34是当非存页折时上下两层排纸和上层排纸情况下、以及当存页折时上层排纸情况下抽出第一主凸轮和第二辅助凸轮的图。
图35是当存页折时上下两层排纸情况下抽出第一主凸轮和第二辅助凸轮的图。
图36是当非存页折时上下两层排纸情况下抽出第二主凸轮和第一辅助凸轮的图。
图37是当非存页折时上层排纸情况下抽出第二主凸轮和第一辅助凸轮的图。
图38是当存页折时上层排纸和上下两层排纸情况下抽出第二主凸轮和第一辅助凸轮的图。
附图标记说明
10裁切待机滚筒
11折页滚筒
12叼纸滚筒(第一输送滚筒)
13减速滚筒(第一输送滚筒)
14上传纸滚筒(第二输送滚筒)
15下传纸滚筒(第三输送滚筒)
23针凸轮
30A离合器
30B离合器
34气缸
45插入刀凸轮
50针主凸轮
52针辅助凸轮
53气缸
59叼纸主凸轮
61叼纸辅助凸轮
62气缸
67叼纸牙主凸轮(切换构件)
68叼纸牙转动凸轮(切换构件)
69叼纸牙凸轮(切换构件)
75气缸(切换构件)
83叼纸牙主凸轮(切换构件)
94叼纸牙主凸轮(切换构件)
96叼纸牙辅助凸轮(切换构件)
97气缸(切换构件)
102谐波驱动(harmonic drive)装置
120凸轮机构
123第一主凸轮
125第一辅助凸轮
128第二主凸轮
132第二辅助凸轮
具体实施方式
下面参照附图并利用实施例对本发明的薄片形件的输送装置进行详细说明。
实施例1
图1是表示本发明实施例1的卷筒纸轮转印刷机的简要结构图,图2是折页机输送路径的简要结构图,图3是折页机的滚筒排列的正视图,图4A和图4B是裁切待机滚筒的说明图,图5A和图5B是折页滚筒的说明图,图6A和图6B是叼纸滚筒的说明图,图7A和图7B是减速滚筒的说明图,图8A和图8B是上传纸滚筒的说明图,图9A和图9B是下传纸滚筒的说明图。
图10A和图10B是裁切待机滚筒的针凸轮的说明图,图11是折页滚筒的插入刀凸轮的说明图,图12是折页滚筒的针主凸轮的说明图,图13A和图13B是折页滚筒的针辅助凸轮的说明图,图14是叼纸滚筒的叼纸主凸轮的说明图,图15A和图15B是叼纸滚筒的叼纸辅助凸轮的说明图,图16是减速滚筒的叼纸牙主凸轮的说明图,图17A和图17B是减速滚筒的叼纸牙转动凸轮的说明图,图18是减速滚筒的叼纸牙凸轮、上传纸滚筒的叼纸牙主凸轮和下传纸滚筒的叼纸牙主凸轮的说明图,图19A和图19B是下传纸滚筒的叼纸牙辅助凸轮的说明图。
图20是裁切待机滚筒的驱动机构的剖面图,图21是减速滚筒的驱动机构的剖面图,图22是减速滚筒和下传纸滚筒之间的驱动机构的说明图,图23是当非存页折时上下两层排纸情况下的作用说明图,图24是当存页折时上层排纸情况下的作用说明图,图25是当存页折时上下两层排纸情况下的作用说明图,图26A是当存页折时上下两层排纸情况下的作用说明图,图26B是当存页折时上下两层排纸情况下的作用说明图。
如图1所示,在卷筒纸轮转印刷机中,卷筒纸W被从供纸装置1和续纸装置2连续送出,通过印刷装置3的第一印刷单元3a~第四印刷单元3d并被实施各种印刷。并且,印刷后的卷筒纸W在干燥装置4中加热干燥后,在冷却装置5中进行冷却,在卷筒纸拉纸装置6中进行张力调整和变更方向,在折页三角板7中沿输送方向(长边方向)纵向折叠后,送到折页机8内。
如图2所示,在所述折页机8中,例如当非存页折时上下两层排纸(输送路径)的情况下,送入裁切待机滚筒10和折页滚筒11之间的卷筒纸W利用裁切待机滚筒10的后面叙述的裁切刀20a~20c和折页滚筒11的后面叙述的裁切支座40a~40d被裁切成规定的尺寸,并且由折页滚筒11的后面叙述的针41a~41d所支承,卷绕在折页滚筒11的下侧半圆周面上。
然后利用与折页滚筒11的后面叙述的插入刀42a~42d的协调动作,由折页滚筒11的针41a~41d所支承的裁切卷筒纸(薄片形件)被叼纸滚筒12的后面叙述的叼纸板55a~55d和叼纸颚54a~54d叼住,被平行折叠一次形成折贴(薄片形件),拼接在叼纸滚筒12的上侧圆周面上,然后把该平行折叠一次的折贴从叼纸滚筒12的叼纸板55a~55d和叼纸颚54a~54d传递给减速滚筒(第一输送滚筒)13的后面叙述的叼纸牙(第一支承构件,一方的第一支承构件,另一方的第一支承构件)65a~65f。
此后,从减速滚筒13把折贴交替分配给上传纸滚筒14的后面叙述的叼纸牙(第三支承构件)80a、80b和下传纸滚筒15的后面叙述的叼纸牙(第二支承构件)90a、90b,分别利用上闸刀式折叠装置16和下闸刀式折叠装置17进行闸刀式折叠,或直接经过上闸刀式折叠装置16和下闸刀式折叠装置17,分别从叶轮18a、18b向输送器19a、19b排出。此后,收集在作为后处理装置的码垛打捆机(未图示)上。此外,利用后面叙述的切换构件也可以进行上层排纸(输送路径)。
此外,当存页折时,临时支承在裁切待机滚筒10上并进行周向转动的裁切卷筒纸与支承在折页滚筒11上的卷筒纸W重叠,成为两部分重叠的裁切卷筒纸,在折页滚筒11和叼纸滚筒12之间平行折叠一次。利用后面叙述的切换构件把该平行折叠一次的折贴从减速滚筒13分配给上传纸滚筒14和下传纸滚筒15来排出(上下两层排纸;输送路径),或汇合在上传纸滚筒14和下传纸滚筒15中的任意一个上来排出(上层或下层排纸;输送路径)。
如图3、图4A和图4B所示,所述裁切待机滚筒10由3倍径滚筒形成,在把所述裁切待机滚筒10的圆周面沿周向分成三等份的位置上,设置有:把卷筒纸W以规定的尺寸裁切的裁切刀20a~20c;以及沿轴向设置多个、用于支承裁切卷筒纸的针21a~21c。利用未图示的施加作用力构件(扭杆),向从裁切待机滚筒10的圆周面突出的一侧对各针21a~21c施加作用力,通过使各针21a~21c的凸轮随动件22a~22c在后面叙述的针凸轮23的规定的凸轮面上转动,可以隐藏各针21a~21c。
所述针凸轮23由整周凸轮构成,在机器框架24的齿轮一侧,固定设置在凸轮托架28上,该凸轮托架28通过轴承25转动自如地外嵌于裁切待机滚筒10的轴10a上,并且通过轴承27转动自如地内嵌于固定设置在机器框架24上的轴承衬瓦26上。
当存页折时,相对于裁切待机滚筒10,所述凸轮托架28(针凸轮23)被驱动以1.5倍的速度转动,并且当非存页折时,所述凸轮托架28(针凸轮23)被固定在规定的转动位置上。
即,如图20所示,把传递齿轮29a安装在裁切待机滚筒10的轴10a上,该传递齿轮29a与离合器30A的输入齿轮31a相啮合。另一方面,凸轮齿轮32与凸轮托架28安装成一体,该凸轮齿轮32与离合器30A的输出齿轮33a相啮合。因此,当存页折时,在利用离合器30A动作(ON)使输入齿轮31a和输出齿轮33a接合的情况下,凸轮齿轮32伴随裁切待机滚筒10的转动而转动,通过设定齿轮系中的齿轮传动比,使针凸轮23相对于裁切待机滚筒10以1.5倍的速度转动。
另一方面,在机器框架24上设置有固定凸轮用的气缸34,在该气 缸34上安装有固定凸轮用的杆35。在固定凸轮用的杆35上安装凸轮随动件36,当进行前面所述的存页折时,通过使该凸轮随动件36相对于凸轮齿轮32的槽32a为非嵌合状态,则可以使针凸轮23进行前面所述的转动,另一方面,当非存页折时,在前面所述的离合器30A不动作(OFF)的情况下,通过使凸轮随动件36与凸轮齿轮32的槽32a为嵌合状态,则固定了针凸轮23的转动位置。
此外,在所述离合器30A上设置有接近开关37a,在凸轮齿轮32上安装有接近挡板38a。因此,当非存页折时,如果离合器30A为OFF,则凸轮齿轮32进行惯性转动。在该惯性转动的情况下,如果接近开关37a检测到接近挡板38a,则气缸34收缩从而利用固定凸轮用的杆35的摇动使凸轮随动件36与凸轮齿轮32的槽32a嵌合。其结果,凸轮齿轮32停止转动,针凸轮23被固定在规定的转动位置上。
如图10A和图10B所示,所述针凸轮23具有用区域A表示的上升倾斜面(  )的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面( )的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
)的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面( )的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
当前面所述的凸轮随动件22a~22c在针凸轮23的A凸轮面上转动时,针21a~21c相对于裁切待机滚筒10的表面从突出位置向隐藏位置移动,当在针凸轮23的B凸轮面上转动时,针21a~21c保持在隐藏位置,当在针凸轮23的C凸轮面上转动时,针21a~21c从隐藏位置向突出位置移动,当在针凸轮23的D凸轮面上转动时,针21a~21c保持在突出位置。
因此,当非存页折时,所述针凸轮23固定在图10A所示的转动位置上,由此,在裁切待机滚筒10的针21a~21c面对折页滚筒11的位置上,所述凸轮随动件22a~22c总是从针凸轮23的A凸轮面向B凸轮面转动,其结果,隐藏了针21a~21c,变成不支承裁切卷筒纸。
另一方面,如图10B所示,当存页折时,由于所述针凸轮23相对于裁切待机滚筒10以1.5倍的速度转动,所以裁切待机滚筒10的针21a~ 21c在面对折页滚筒11的位置上,交替反复进行如下动作:通过使所述凸轮随动件22a~22c从针凸轮23的A凸轮面向D凸轮面转动,使针21a~21c突出从而支承裁切卷筒纸;以及通过使凸轮随动件22a~22c从针凸轮23的C凸轮面向B凸轮面转动,针21a~21c隐藏从而不支承裁切卷筒纸。
即,当存页折时,由于针凸轮23以1.5倍的速度转动,所以凸轮随动件22a~22c按  的顺序在针凸轮23的凸轮面上转动。也就是说,当存页折时,区域A为下降倾斜面(
的顺序在针凸轮23的凸轮面上转动。也就是说,当存页折时,区域A为下降倾斜面(  ),区域C为上升倾斜面(
),区域C为上升倾斜面(  ),与非存页折时相反。
),与非存页折时相反。
如图3、图5A和图5B所示,所述折页滚筒11由4倍径滚筒形成,在把所述折页滚筒11的圆周面沿周向分成四等份的位置上,配置有:与所述裁切待机滚筒10的裁切刀20a~20c对应的裁切支座40a~40d和沿轴向设置多个、用于支承裁切卷筒纸的针41a~41d;以及设置在它们的中间位置上的、以沿轴向并排的多个为一组而形成的插入刀42a~42d。利用未图示的施加作用力构件(扭杆),向从折页滚筒11的圆周面突出的一侧对所述各针41a~41d和所述各插入刀42a~42d施加作用力。
所述插入刀42a~42d的各凸轮随动件44a~44d在插入刀凸轮45上转动,所述插入刀凸轮45由整周凸轮构成,在机器框架24的齿轮一侧,固定设置在轴承衬瓦47上,所述轴承衬瓦47利用轴承46把折页滚筒11的轴11a支承成转动自如。在折页滚筒11的轴11a上安装有传递齿轮29b。
另一方面,在机器框架24的与齿轮一侧相反的一侧,在利用轴承48把折页滚筒11的轴11b支承成转动自如的轴承衬瓦49上,固定设置有由整周凸轮构成的针主凸轮50,并且,在与所述轴承衬瓦49的外周嵌合成转动自如的凸轮托架51上,固定设置有由圆弧形凸轮构成的针辅助凸轮52。切换凸轮用气缸53的杆前端用销钉连接在凸轮托架51上,气缸53的头部基端用销钉连接在机器框架24上。
此外,在所述各针41a~41d的凸轮随动件43a~43d中,位于点对称位置上的凸轮随动件43a、43c仅在针主凸轮50上转动,同样是位于 点对称位置上的凸轮随动件43b、43d可以跨越针主凸轮50和针辅助凸轮52而在针主凸轮50和针辅助凸轮52上转动。
如图11所示,所述插入刀凸轮45具有用区域A表示的上升倾斜面(  )的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(
)的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面( 
 )的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
)的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
当前面所述的凸轮随动件44a~44d在插入刀凸轮45的A凸轮面上转动时,插入刀42a~42d相对于折页滚筒11的表面从突出位置向隐藏位置移动,当在插入刀凸轮45的B凸轮面上转动时,插入刀42a~42d保持在隐藏位置,当在插入刀凸轮45的C凸轮面上转动时,插入刀42a~42d从隐藏位置向突出位置移动,当在插入刀凸轮45的D凸轮面上转动时,插入刀42a~42d保持在突出位置。
因此,当非存页折时和存页折时,在折页滚筒11的插入刀42a~42d面对裁切待机滚筒10的位置上,通过使所述凸轮随动件44a~44d在插入刀凸轮45的B凸轮面上转动,插入刀42a~42d总是隐藏,不会接触裁切待机滚筒10,另一方面,在插入刀42a~42d面对叼纸滚筒12的位置上,通过使所述凸轮随动件44a~44d从插入刀凸轮45的C凸轮面向D凸轮面转动,插入刀42a~42d总是突出从而可以平行折叠裁切卷筒纸。
此外,如图12所示,所述针主凸轮50具有用区域A表示的上升倾斜面( )的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(  )的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
)的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
当前面所述的凸轮随动件43a~43d在针主凸轮50的A凸轮面上转动时,针41a~41d相对于折页滚筒11的表面从突出位置向隐藏位置移动,当在针主凸轮50的B凸轮面上转动时,针41a~41d保持在隐藏位置,当在针主凸轮50的C凸轮面上转动时,针41a~41d从隐藏位置向突出位置移动,当在针主凸轮50的D凸轮面上转动时,针41a~41d保 持在突出位置。
另一方面,如图13A和图13B所示,针辅助凸轮52具有用与针主凸轮50的B凸轮面对应的(相同形状的)区域B′表示的高位部的凸轮面(以下称为B′凸轮面)、用与针主凸轮50的C凸轮面对应的(相同形状的)区域C′表示的下降倾斜面( )的凸轮面(以下称为C′凸轮面)、用与针主凸轮50的D凸轮面对应的(相同形状的)区域D′表示的低位部的凸轮面(以下称为D′凸轮面)。
当前面所述的凸轮随动件43b、43d在针辅助凸轮52的B′凸轮面上转动时,针41b、41d相对于折页滚筒11的表面保持在隐藏位置,当在针辅助凸轮52的C′凸轮面上转动时,针41b、41d从隐藏位置向突出位置移动,当在针辅助凸轮52的D′凸轮面上转动时,针41b、41d保持在突出位置。
因此,如图12和图13A所示,当非存页折时,由于气缸53收缩使针辅助凸轮52利用凸轮托架51沿顺时针方向转动,被切换到使其B′、C′、D′凸轮面与针主凸轮50的B、C、D凸轮面一致(重合)的位置。
由此,与针41a、41c相同,在针41b、41d面对裁切待机滚筒10的位置上,与凸轮随动件43a、43c相同,通过使所述凸轮随动件43b、43d从针主凸轮50和针辅助凸轮52的C、C′凸轮面向D、D′凸轮面转动,针41b、41d分别从折页滚筒11的圆周面突出从而支承裁切卷筒纸,另一方面,与针41a、41c相同,在针41b、41d通过面对叼纸滚筒12的位置的规定转动位置上,与凸轮随动件43a、43c相同,通过使所述凸轮随动件43b、43d从针主凸轮50的A凸轮面向B、B′凸轮面转动,凸轮随动件43b、43d分别隐藏在折页滚筒11的圆周面下,从而释放裁切卷筒纸。
另一方面,如图13B所示,当存页折时,由于气缸53伸长使针辅助凸轮52利用凸轮托架51沿逆时针方向转动,被切换到使B′凸轮面的至少端部一侧与针主凸轮50的B凸轮面一致、D′凸轮面的至少端部一侧与针主凸轮50的D凸轮面一致,并且C′凸轮面与针主凸轮50的C凸轮面不一致的仅偏离规定相位的位置上。
由此,与前面所述的针41a、41c不同,在针41b、41d面对裁切待机滚筒10的位置上,通过使所述凸轮随动件43b、43d在针辅助凸轮52的B′凸轮面上转动,针41b、41d分别相对于折页滚筒11的圆周面保持隐藏,从而不支承裁切卷筒纸。即,凸轮随动件43b、43d不是从针主凸轮50的B凸轮面向C、D凸轮面移动,而是通过在针辅助凸轮52的B′凸轮面上转动,从而使针41b、41d不是从隐藏位置向突出位置移动,而是保持在隐藏位置。
如图3、图6A和图6B所示,所述叼纸滚筒12由4倍径滚筒形成,在把所述叼纸滚筒12的圆周面沿周向分成四等份的位置上,设置有与所述折页滚筒11的插入刀42a~42d对应的叼纸板55a~55d和叼纸颚54a~54d。所述各叼纸板55a~55d是凸轮打开式,平时由弹簧力向闭合方向施加作用力。
在机器框架24的与齿轮一侧相反的一侧,轴承衬瓦58利用轴承57把叼纸滚筒12的轴12b支承成转动自如,在所述轴承衬瓦58上固定设置有由整周凸轮构成的叼纸主凸轮59,并且凸轮托架60转动自如地嵌合在轴承衬瓦58的外周面上,在所述凸轮托架60上固定设置有由圆弧形凸轮构成的叼纸辅助凸轮61。切换凸轮用气缸62的杆前端用销钉连接在凸轮托架60上,气缸62的头部基端用销钉连接在机器框架24上。另一方面,在机器框架24的齿轮一侧,传递齿轮29c安装在叼纸滚筒12的轴12a上。
在所述各叼纸板55a~55d的凸轮随动件56a~56d中,位于点对称位置上的凸轮随动件56a、56c仅在叼纸主凸轮59上转动,同样是位于点对称位置上的凸轮随动件56b、56d可以跨越叼纸主凸轮59和叼纸辅助凸轮61而在叼纸主凸轮59和叼纸辅助凸轮61上转动。
如图14所示,所述叼纸主凸轮59具有用区域A表示的上升倾斜面(  )的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(
)的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(  )的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
)的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
当前面所述的凸轮随动件56a~56d在叼纸主凸轮59的A凸轮面上转动时,叼纸板55a~55d相对于叼纸颚54a~54d从闭合状态向打开状态移动,当在叼纸主凸轮59的B凸轮面上转动时,叼纸板55a~55d保持打开状态,当在叼纸主凸轮59的C凸轮面上转动时,叼纸板55a~55d从打开状态向闭合状态移动,当在叼纸主凸轮59的D凸轮面上转动时,叼纸板55a~55d保持闭合状态。
另一方面,如图15A和图15B所示,叼纸辅助凸轮61从叼纸滚筒12的转动方向上游开始依次具有:用与叼纸主凸轮59的C凸轮面对应的(相同形状的)区域C′表示的下降倾斜面(  )的凸轮面(以下称为C′凸轮面)、用与叼纸主凸轮59的A凸轮面对应的(相同形状的)区域A′表示的上升倾斜面(
)的凸轮面(以下称为C′凸轮面)、用与叼纸主凸轮59的A凸轮面对应的(相同形状的)区域A′表示的上升倾斜面(  )的凸轮面(以下称为A′凸轮面)、用与叼纸主凸轮59的C凸轮面对应的(相同形状的)区域C′表示的下降倾斜面( )的凸轮面(以下称为C′凸轮面)、用与叼纸主凸轮59的D凸轮面对应的(相同形状的)区域D′表示的低位部的凸轮面(以下称为D′凸轮面)。
)的凸轮面(以下称为A′凸轮面)、用与叼纸主凸轮59的C凸轮面对应的(相同形状的)区域C′表示的下降倾斜面( )的凸轮面(以下称为C′凸轮面)、用与叼纸主凸轮59的D凸轮面对应的(相同形状的)区域D′表示的低位部的凸轮面(以下称为D′凸轮面)。
当前面所述的凸轮随动件56b、56d在叼纸辅助凸轮61的C′凸轮面上转动时,叼纸板55b、55d相对于叼纸颚54a~54d从打开状态向闭合状态移动,当在叼纸辅助凸轮61的A′凸轮面上转动时,叼纸板55b、55d从闭合状态向打开状态移动,当在叼纸辅助凸轮61的D′凸轮面上转动时,叼纸板55b、55d保持闭合状态。
因此,如图14和图15A所示,当非存页折时,由于气缸62的伸长使叼纸辅助凸轮61利用凸轮托架60沿逆时针方向转动,被切换到使所述C′、A′、C′凸轮面从叼纸主凸轮59的B、C凸轮面下降的位置。
由此,与叼纸板55a、55c相同,在叼纸板55b、55d面对折页滚筒11的位置上,所述凸轮随动件56b、56d与凸轮随动件56a、56c相同,从叼纸主凸轮59的C凸轮面向D凸轮面转动,叼纸板55b、55d分别相对于叼纸颚54a~54d闭合,从而支承平行折叠一次的折贴,另一方面,与叼纸板55a、55c相同,在叼纸板55b、55d面对减速滚筒13的位置上,所述凸轮随动件56b、56d与凸轮随动件56a、56c相同,从叼纸主凸轮59的A凸轮面向B凸轮面转动,叼纸板55b、55d分别相对于叼纸颚54a~ 54d打开,从而释放平行折叠一次的折贴。
另一方面,如图15B所示,当存页折时,由于气缸62收缩使叼纸辅助凸轮61利用凸轮托架60沿顺时针方向转动,被切换到使其C′、A′、C′、D′凸轮面与叼纸主凸轮59的B、C、D凸轮面仅以规定的相位偏离的位置上(叼纸辅助凸轮61的A′凸轮面和C′凸轮面的连接部与叼纸主凸轮59的C凸轮面和D凸轮面的连接部一致的位置)。
由此,与前面所述的叼纸板55a、55c不同,在叼纸板55b、55d面对折页滚筒11的位置上,通过使所述凸轮随动件56b、56d从叼纸辅助凸轮61的C′凸轮面向A′凸轮面转动,叼纸板55b、55d分别相对于叼纸颚54a~54d保持打开状态,从而不支承裁切卷筒纸。
如图3、图7A和图7B所示,所述减速滚筒13由6倍径滚筒形成,在把所述减速滚筒13的圆周面沿周向分成六等份的位置上,设置有对应于所述叼纸滚筒12的叼纸板55a~55d和叼纸颚54a~54d的支承折贴用叼纸牙65a~65f。所述各叼纸牙65a~65f是凸轮打开式,平时利用弹簧力向闭合方向施加作用力。
在所述各叼纸牙65a~65f的凸轮随动件66a~66f中,每间隔一个配置的凸轮随动件66a、66c、66e是双凸轮随动件,所述双凸轮随动件一方面在由整周凸轮构成的叼纸牙主凸轮(第二固定凸轮、切换构件)67上转动,另一方面在由扇形凸轮构成的叼纸牙转动凸轮(转动凸轮、切换构件)68上转动,并且,同样是每间隔一个配置的凸轮随动件66b、66d、66f在由整周凸轮构成的叼纸牙凸轮(第一固定凸轮、切换构件)69上转动。
在机器框架24的齿轮一侧,使所述各凸轮随动件66a、66c、66e在其上转动的叼纸牙转动凸轮68固定设置在凸轮托架73上,所述凸轮托架73利用轴承70转动自如地外嵌于减速滚筒13的轴13a上,并且利用轴承72转动自如地内嵌于固定设置在机器框架24上的轴承衬瓦71上。
当存页折时上下两层排纸的情况下,相对于减速滚筒13,所述凸轮托架73(叼纸牙转动凸轮68)被驱动以1.5倍的速度转动,并且当存页折时上层排纸的情况下和当非存页折时,所述凸轮托架73被固定在规定的转动位置上。
即,如图21所示,传递齿轮29d安装在裁切滚筒13的轴13a上,该传递齿轮29d与离合器30B(切换构件)的输入齿轮31b相啮合。另一方面,凸轮齿轮74与凸轮托架73安装成一体,该凸轮齿轮74与离合器30B的输出齿轮33b相啮合。因此,当存页折时上下两层排纸的情况下,利用离合器30B动作(ON)使输入齿轮31b和输出齿轮33b结合,凸轮齿轮74伴随减速滚筒13的转动而转动,通过设定齿轮系中的齿轮传动比,使叼纸牙转动凸轮68相对于减速滚筒1 3以1.5倍的速度转动。
另一方面,固定凸轮用的气缸(切换构件)75设置在机器框架24上,在该气缸75上安装有固定凸轮用的杆76。在固定凸轮用的杆76上安装凸轮随动件77,当采用前面所述的存页折时在上下两层排纸的情况下,通过使该凸轮随动件77相对于凸轮齿轮74的槽74a为非嵌合状态,则叼纸牙转动凸轮68可以进行前面所述的转动,另一方面,当存页折时上层排纸的情况下和当非存页折时,前面所述的离合器30B不动作(OFF)的情况下,通过使凸轮随动件77与凸轮齿轮74的槽74a为嵌合状态,则固定了叼纸牙转动凸轮68的转动位置。
此外,在所述离合器30B上设置接近开关37b,在凸轮齿轮74上安装有接近挡板38b。因此,当存页折时上层排纸的情况下和当非存页折时,如果离合器30B为OFF,则凸轮齿轮74进行惯性转动。在该惯性转动的情况下,如果接近开关37b检测到接近挡板38b,则气缸75收缩从而利用固定凸轮用的杆76的摇动,使凸轮随动件77与凸轮齿轮74的槽74a嵌合。其结果,凸轮齿轮74停止转动,叼纸牙转动凸轮68被固定在规定的转动位置上。
使所述各凸轮随动件66a、66c、66e在其上转动的叼纸牙主凸轮67固定设置在前面所述的轴承衬瓦71上。此外,在机器框架24的与齿轮一侧相反的一侧,所述各凸轮随动件66b、66d、66f在叼纸牙凸轮69上转动,所述叼纸牙凸轮69固定设置在轴承衬瓦79上,所述轴承衬瓦79利用轴承78把减速滚筒13的轴13b支承成转动自如。
如图16所示,所述叼纸牙主凸轮67具有用区域A表示的上升倾斜 面(  )的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(
)的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(  )的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
)的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
当前面所述的凸轮随动件66a、66c、66e在叼纸牙主凸轮67的A凸轮面上转动时,叼纸牙(另一方的第一支承构件)65a、65c、65e从闭合状态向打开状态移动,当在叼纸牙主凸轮67的B凸轮面上转动时,叼纸牙65a、65c、65e保持打开状态,当在叼纸牙主凸轮67的C凸轮面上转动时,叼纸牙65a、65c、65e从打开状态向闭合状态移动,当在叼纸牙主凸轮67的D凸轮面上转动时,叼纸牙65a、65c、65e保持闭合状态。
因此,与折叠方式无关,在叼纸牙65a、65c、65e面对叼纸滚筒12的位置上,通过使凸轮随动件66a、66c、66e从叼纸牙主凸轮67的C凸轮面向D凸轮面转动,从而进行  合的动作,从叼纸滚筒12把折贴传接过来,此后,在面对上传纸滚筒14的位置上,通过使凸轮随动件66a、66c、66e的从叼纸牙主凸轮67的A凸轮面向B凸轮面转动,从而进行
合的动作,从叼纸滚筒12把折贴传接过来,此后,在面对上传纸滚筒14的位置上,通过使凸轮随动件66a、66c、66e的从叼纸牙主凸轮67的A凸轮面向B凸轮面转动,从而进行  的动作,把折贴传递给上传纸滚筒14。
的动作,把折贴传递给上传纸滚筒14。
另一方面,如图17A和图17B所示,所述各凸轮随动件66a、66c、66e在叼纸牙转动凸轮68上转动,所述叼纸牙转动凸轮68具有:用与叼纸牙主凸轮67的D凸轮面对应的区域D′表示的两个低位部的凸轮面(以下称为D′凸轮面);以及位于这两个D′凸轮面之间并设置在用与叼纸牙主凸轮67的B凸轮面对应的区域B′表示的高位部的凸轮面(以下称为B′凸轮面)的两侧的、用与叼纸牙主凸轮67的A凸轮面对应的区域A′表示的上升倾斜面(  )的凸轮面(以下称为A′凸轮面)和用与叼纸牙主凸轮67的C凸轮面对应的区域C′表示的下降倾斜面(
)的凸轮面(以下称为A′凸轮面)和用与叼纸牙主凸轮67的C凸轮面对应的区域C′表示的下降倾斜面( 
 )的凸轮面(以下称为C′凸轮面)。
)的凸轮面(以下称为C′凸轮面)。
当前面所述的凸轮随动件66a、66c、66e在叼纸牙主凸轮67的A′凸轮面上转动时,叼纸牙65a、65c、65e从闭合状态向打开状态移动,当在叼纸牙主凸轮67的B′凸轮面上转动时,叼纸牙65a、65c、65e保持打开状态,当在叼纸牙主凸轮67的C′凸轮面上转动时,叼纸牙65a、65c、65e从打开状态向闭合状态移动,当在叼纸牙主凸轮67的D′凸轮面上转 动时,叼纸牙65a、65c、65e保持闭合状态。
因此,当存页折时上层排纸的情况下和当非存页折时,如图17A所示,固定所述叼纸牙转动凸轮68的转动位置为由叼纸牙主凸轮67的B凸轮面所遮挡的位置,与叼纸牙65a、65c、65e的打开或闭合动作无关。
另一方面,当存页折时上下两层排纸的情况下,如图17B所示,在叼纸牙65a、65c、65e面对下传纸滚筒15的位置上,通过使凸轮随动件66a、66c、66e从叼纸牙转动凸轮68的A′凸轮面向B′凸轮面转动,从而进行  的动作,把支承的折贴传递给下传纸滚筒15。
的动作,把支承的折贴传递给下传纸滚筒15。
如图18所示,所述各凸轮随动件66b、66d、66f在叼纸牙凸轮69上转动,所述叼纸牙凸轮69以点对称方式在两个部位设置如下凸轮面:用区域A表示的上升倾斜面(  )的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(
)的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(  )的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
)的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
当前面所述的凸轮随动件66b、66d、66f在叼纸牙凸轮69的A凸轮面上转动时,叼纸牙(一方的第一支承构件)65b、65d、65f从闭合状态向打开状态移动,当在叼纸牙凸轮69的B凸轮面上转动时,叼纸牙65b、65d、65f保持打开状态,当在叼纸牙凸轮69的C凸轮面上转动时,叼纸牙65b、65d、65f从打开状态向闭合状态移动,当在叼纸牙凸轮69的D凸轮面上转动时,叼纸牙65b、65d、65f保持闭合状态。
因此,当非存页折时,在叼纸牙65b、65d、65f面对叼纸滚筒12的位置上,通过使凸轮随动件66b、66d、66f从叼纸牙凸轮69的C凸轮面向D凸轮面转动,从而进行 的动作,从叼纸滚筒12把折贴传接过来,此后,在面对下传纸滚筒15的位置上,通过使凸轮随动件66b、66d、66f从叼纸牙凸轮69的A凸轮面向B凸轮面转动,从而进行 的动作,把折贴传递给下传纸滚筒15。
如图3、图8A和图8B所示,所述上传纸滚筒14由4倍径滚筒形成,在把所述上传纸滚筒14的圆周面沿周向分成两等份的位置上,设置有与所述减速滚筒13的叼纸牙65a、65c、65e对应的支承折贴用叼纸牙80a、 80b。所述各叼纸牙80a、80b是凸轮打开式,平时利用弹簧力向闭合方向施加作用力。
所述各叼纸牙80a、80b的凸轮随动件81a、81b能够在由整周凸轮构成的叼纸牙主凸轮(第四固定凸轮、切换构件)83上转动。
在机器框架24的与齿轮一侧相反的一侧,所述叼纸牙主凸轮83固定设置在轴承衬瓦85上,所述轴承衬瓦85利用轴承84把传纸滚筒14的轴14b支承成转动自如。另一方面,在机器框架24的齿轮一侧,传递齿轮29e安装在上传纸滚筒14的轴14a上。
如图18所示,所述叼纸牙主凸轮83具有用区域A表示的上升倾斜面(  )的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(
)的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(  )的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
)的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
当前面所述的凸轮随动件81a、81b在叼纸牙主凸轮83的A凸轮面上转动时,叼纸牙80a、80b从闭合状态向打开状态移动,当在叼纸牙主凸轮83的B凸轮面上转动时,叼纸牙80a、80b保持打开状态,当在叼纸牙主凸轮83的C凸轮面上转动时,叼纸牙80a、80b从打开状态向闭合状态移动,当在叼纸牙主凸轮83的D凸轮面上转动时,叼纸牙80a、80b保持闭合状态。
因此,与折叠方式无关,在叼纸牙80a、80b面对减速滚筒13的位置上,通过使凸轮随动件81a、81b从叼纸牙主凸轮83的C凸轮面向D凸轮面转动,从而进行  的动作,从减速滚筒13把折贴传接过来(参照图16),然后,在面对上输送带100A的位置上,通过使凸轮随动件81a、81b从叼纸牙主凸轮83的A凸轮面向B凸轮面转动,从而进行
的动作,从减速滚筒13把折贴传接过来(参照图16),然后,在面对上输送带100A的位置上,通过使凸轮随动件81a、81b从叼纸牙主凸轮83的A凸轮面向B凸轮面转动,从而进行  的动作,把折贴传递给上输送带100A。
的动作,把折贴传递给上输送带100A。
如图3、图9A和图9B所示,所述下传纸滚筒15由4倍径滚筒形成,在把所述下传纸滚筒15的圆周面沿周向分成两等份的位置上,设置有支承折贴用叼纸牙90a、90b,当非存页折时,所述支承折贴用叼纸牙90a、90b对应于所述减速滚筒13的叼纸牙65b、65d、65f,另一方面,当存 页折时,通过后面叙述的相位切换,所述支承折贴用叼纸牙90a、90b对应于减速滚筒13的叼纸牙65a、65c、65e。所述叼纸牙90a、90b是凸轮打开式,平时利用弹簧力向闭合方向施加作用力。
在机器框架24的与齿轮一侧相反的一侧,由整周凸轮构成的叼纸牙主凸轮(第三固定凸轮、切换构件)94固定设置在轴承衬瓦93上,所述轴承衬瓦93利用轴承92把下传纸滚筒15的轴15b支承成转动自如,并且,由圆弧形凸轮构成的叼纸牙辅助凸轮(可动凸轮、切换构件)96固定设置在凸轮托架95上,所述凸轮托架95转动自如地嵌合在轴承衬瓦93的外周上。切换凸轮用气缸(切换构件)97的杆前端用销钉连接在凸轮托架95上,气缸97的头部基端用销钉连接在机器框架24上。另一方面,在机器框架24的齿轮一侧,传递齿轮29f安装在下传纸滚筒15的轴15a上。
所述叼纸牙90a的凸轮随动件91a仅在叼纸牙主凸轮94上转动,另一方面,叼纸牙90b的凸轮随动件91b可以跨越叼纸牙主凸轮94和叼纸牙辅助凸轮96,从而在叼纸牙主凸轮94和叼纸牙辅助凸轮96上转动。
如图18所示,所述叼纸牙主凸轮94具有用区域A表示的上升倾斜面(  )的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(
)的凸轮面(以下称为A凸轮面)、用区域B表示的高位部的凸轮面(以下称为B凸轮面)、用区域C表示的下降倾斜面(  )的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
)的凸轮面(以下称为C凸轮面)、以及用区域D表示的低位部的凸轮面(以下称为D凸轮面)。
当前面所述的凸轮随动件91a、91b在叼纸牙主凸轮94的A凸轮面上转动时,叼纸牙90a、90b从闭合状态向打开状态移动,当在叼纸牙主凸轮94的B凸轮面上转动时,叼纸牙90a、90b保持打开状态,当在叼纸牙主凸轮94的C凸轮面上转动时,叼纸牙90a、90b从打开状态向闭合状态移动,当在叼纸牙主凸轮94的D凸轮面上转动时,叼纸牙90a、90b保持闭合状态。
因此,当非存页折时,在叼纸牙90a、90b面对减速滚筒13的位置上,通过使凸轮随动件91a、91b从叼纸牙主凸轮94的C凸轮面向D凸轮面转动,从而进行  的动作,从减速滚筒13(减速滚筒13的 叼纸牙65b、65d、65f)把折贴传接过来,然后,在面对下输送带100B的位置上,通过使凸轮随动件91a、91b从叼纸牙主凸轮94的A凸轮面向B凸轮面转动,从而进行 的动作,把折贴传递给下输送带100B。
的动作,从减速滚筒13(减速滚筒13的 叼纸牙65b、65d、65f)把折贴传接过来,然后,在面对下输送带100B的位置上,通过使凸轮随动件91a、91b从叼纸牙主凸轮94的A凸轮面向B凸轮面转动,从而进行 的动作,把折贴传递给下输送带100B。
如图19A所示,所述叼纸牙辅助凸轮96具有用与叼纸牙主凸轮94的B凸轮面对应的(相同形状的)区域B′表示的高位部的凸轮面(以下称为B′凸轮面)、用与叼纸牙主凸轮94的C凸轮面对应的(相同形状的)区域C′表示的下降倾斜面(  )的凸轮面(以下称为C′凸轮面)、以及用与叼纸牙主凸轮94的D凸轮面对应的(相同形状的)区域D′表示的低位部的凸轮面(以下称为D′凸轮面)。
)的凸轮面(以下称为C′凸轮面)、以及用与叼纸牙主凸轮94的D凸轮面对应的(相同形状的)区域D′表示的低位部的凸轮面(以下称为D′凸轮面)。
当前面所述的凸轮随动件91在叼纸牙辅助凸轮96的B′凸轮面上转动时,叼纸牙90b保持打开状态,当在叼纸牙辅助凸轮96的C′凸轮面上转动时,叼纸牙90b从打开状态向闭合状态移动,当在叼纸牙辅助凸轮96的D′凸轮面上转动时,叼纸牙90b保持闭合状态。
因此,当存页折时上层排纸的情况下和当非存页折时,由于气缸97伸长使叼纸牙辅助凸轮96利用凸轮托架95沿逆时针方向转动,被切换到使所述B′、C′、D′凸轮面与叼纸牙主凸轮94的B、C、D凸轮面一致(重合)的位置上。由此,与前面所述的叼纸牙90a相同,在叼纸牙90b面对减速滚筒13的位置上,通过使凸轮随动件91b在叼纸牙辅助凸轮96的C′凸轮面(从C′凸轮面到D′凸轮面)上转动,从而从打开状态向闭合状态移动。
另一方面,如图19B所示,当存页折时上下两层排纸的情况下,进行后面叙述的下传纸滚筒15的相位切换,并且由于气缸97收缩使叼纸牙辅助凸轮96利用凸轮托架95沿顺时针方向转动,从而切换到使B′凸轮面的至少端部一侧与叼纸牙主凸轮94的B凸轮面一致、D′凸轮面的至少端部一侧与叼纸牙主凸轮94的D凸轮面一致,并且C′凸轮面与叼纸牙主凸轮94的C凸轮面不一致的偏离规定相位的位置上。
由此,与前面所述的叼纸牙90a不同,在叼纸牙90b面对减速滚筒13的位置上,通过使凸轮随动件91b在叼纸牙辅助凸轮96的B′凸轮面 上转动,从而保持打开状态,把折贴向上传纸滚筒14输送。
如上所述,当存页折时上下两层排纸的情况下,相对于减速滚筒13,下传纸滚筒15的转动相位偏离90°。该相位切换机构使用公知的作为差动机构的谐波驱动(注册商标)装置102(参照图3)。更详细地说,如图22所示,通过中间齿轮101减速滚筒13的传递齿轮29d与利用相位调整用电动机103由齿轮103a和齿轮102c驱动的谐波驱动装置102的输入齿轮102a啮合,另一方面,下传纸滚筒15的传递齿轮29f与谐波驱动装置102的输出齿轮102b啮合。此外,在图22中,作为相位检测装置的绝对型编码器是104。
由于采用上述结构,所以本实施例的输送装置(折页机)可以根据非存页折时上下两层排纸、存页折时上层排纸和存页折时上下两层排纸的不同情况,来切换输送路径。
首先,当非存页折的上下两层排纸时,把各种切换装置切换到图3所示的状态。即,在裁切待机滚筒10中,使离合器30A为OFF,并且使气缸34收缩,从而把针凸轮23固定在前面所述的规定的非工作位置上,在针21a~21c面对折页滚筒11的位置上,针不能够伸出(参照图10A)。此外,在折页滚筒11中,使气缸53收缩,把针辅助凸轮52切换到图中的实线位置,在针41b、41d面对裁切待机滚筒10的位置上,针能够伸出(参照图13A)。
此外,在叼纸滚筒12中,使气缸62伸长,把叼纸辅助凸轮61切换到图中的实线位置,在叼纸板55a~55d面对折页滚筒11的位置上,能够使叼纸闭合(参照图15A)。此外,在减速滚筒13中,使离合器30B为OFF,并且使气缸75收缩,从而把叼纸牙转动凸轮68固定在前面所述的规定的非工作位置上(参照图17A)。
此外,在下传纸滚筒15中,停止相位调整用电动机103的驱动(成为非存页轴相位),并且使气缸97伸长,从而把叼纸牙辅助凸轮96切换到图中的实线位置,在叼纸牙90a、90b面对减速滚筒13的位置上,能够闭合叼纸牙(参照图19A)。
由此,如图23所示,被用裁切待机滚筒10裁切并连续卷绕在折页 滚筒11的圆周面上的裁切卷筒纸Wa和裁切卷筒纸Wb,在叼纸滚筒12上变成折贴Sa和折贴Sb,被输送到减速滚筒13,然后交替进行分配,把折贴Sa向上传纸滚筒14排出,把折贴Sb向下传纸滚筒15排出。
当存页折时上层排纸的情况下,从图3所示的状态切换各种切换装置。即,在裁切待机滚筒10中,使离合器30A为ON,并且使气缸34伸长,使针凸轮23以1.5倍的速度转动,在针21a~21c面对折页滚筒11的位置上,能够每间隔一个来伸出针(参照图10B)。此外,在折页滚筒11中,使气缸53伸长,把针辅助凸轮52切换到图中的点划线位置,在针41b、41d面对裁切待机滚筒10的位置上,针不能够露出(参照图13B)。
此外,在叼纸滚筒12中,使气缸62收缩,从而把叼纸辅助凸轮61切换到图中的点划线位置上,在叼纸板55b、55d面对折页滚筒11的位置上,能够使叼纸打开(参照图15B)。此外,在下传纸滚筒15中,停止相位调整用电动机103的驱动(成为非存页轴相位),并且使气缸97伸长,从而把叼纸牙辅助凸轮96切换到图中的实线位置,在叼纸牙90a、90b面对减速滚筒13的位置上,能够闭合叼纸牙(参照图19A)。
由此,如图24所示,用裁切待机滚筒10裁切并每间隔一个针支承在裁切待机滚筒10上的裁切卷筒纸Wa和每间隔一个针支承在折页滚筒11上的裁切卷筒纸Wb,在折页滚筒11上每间隔一个针使两张卷筒纸重叠进行输送,并在叼纸滚筒12上变成折贴Sa和折贴Sb,输送到减速滚筒13。此后,折贴Sa和折贴Sb都不是由下传纸滚筒15进行传接的动作(换句话说,是因为折贴Sa、Sb没有支承在用于把折贴Sa、Sb传递给下传纸滚筒15的叼纸牙90a、90b的减速滚筒13的叼纸牙65b、65d、65f上),而是使两个折贴都向上传纸滚筒14排出。
当存页折时上下两层排纸的情况下,从图3所示状态切换各种切换装置。即,在裁切待机滚筒10中,使离合器30A为ON,并且使气缸34伸长,从而使针凸轮23以1.5倍的速度转动,在针21a~21c面对折页滚筒11的位置上,每间隔一个的针能够伸出(参照图10B)。此外,在折页滚筒11中,使气缸53伸长,从而把针辅助凸轮52切换到图中的点划线位置上,在针41b、41d面对裁切待机滚筒10的位置上,针不能够伸 出(参照图13B)。
此外,在叼纸滚筒12中,使气缸62收缩,从而把叼纸辅助凸轮61切换到图中的点划线位置上,在叼纸板55b、55d面对折页滚筒11的位置上,能够使叼纸打开(参照图15B)。
此外,在减速滚筒13中,使离合器30B为ON,并且使气缸75伸长,从而使叼纸牙转动凸轮68以1.5倍的速度转动,在叼纸牙65a、65c、65e面对下传纸滚筒15的位置上,每间隔一个的叼纸牙能够打开(参照图17B)。
此外,在下传纸滚筒15中,通过相位调整用电动机103的驱动把相位切换90°,使叼纸牙90a、90b能够面对减速滚筒13的叼纸牙65a、65c、65e(从图24的状态切换到图25的状态),并且使气缸97收缩,从而把叼纸牙辅助凸轮96切换到图中的点划线位置,在叼纸牙90a面对减速滚筒13的位置上能够闭合叼纸牙,另一方面,能够打开叼纸牙90b(参照图19B)。
由此,如图25、图26A和图26B所示,被用裁切待机滚筒10裁切并每间隔一个针支承在裁切待机滚筒10上的裁切卷筒纸Wa和每间隔一个针支承在折页滚筒11上的裁切卷筒纸Wb,在折页滚筒11上每间隔一个针使两张卷筒纸重叠进行输送,并在叼纸滚筒12上变成折贴Sa和折贴Sb,输送到减速滚筒13上。此后,交替进行分配,把折贴Sa向上传纸滚筒14排出,把折贴Sb向下传纸滚筒15排出。
此时,如上所述,在下传纸滚筒15中,叼纸牙90a闭合,折贴Sb被传递,并且叼纸牙90b打开,不传接折贴Sa。此外,图26A、图26B中减速滚筒13的用圆包围的A、B、C相当于存页轴,该存页轴具有图7A中采用存页折时打开或闭合的叼纸牙65a、65c、65e。因此,具有图7A中的叼纸牙65b、65d、65f的轴为非存页轴。
按照本实施例,由于可以当存页折时进行上下两层排纸,所以能够有效地提高生产效率、延长消耗品的寿命周期、降低设备运转成本、减轻操作人员的作业负担和降低设备投资费用。
即,利用存页折时进行上下两层排纸,使上下两层的机器状态变得 相同,容易实现上下两层的状态一致,由于同样地消耗了消耗品,所以可以减少更换次数。而且,也可以防止更换未达到使用寿命的部件而产生的浪费。此外,码垛打捆机等也具有与上述相同的效果。并且,由于码垛打捆机等的收集能力成倍增加,所以不需要高性能的码垛打捆机等后处理装置,也能提高机器的运转速度。
此外,在本实施例中,通过在减速滚筒13的切换机构中使用叼纸牙转动凸轮68,即使在具有叼纸牙65a、65c、65e的存页轴为奇数的6倍径滚筒的减速滚筒13中,也不需要复杂的凸轮机构就可以进行存页折时的上下两层排纸或上层排纸,所以还具有确保例如比4倍径滚筒直径增加部分的维护用空间的优点。
实施例2
图27是表示本发明实施例2的卷筒纸轮转印刷机中的折页机输送路径的简要结构图,图28是凸轮机构的结构图,图29是凸轮的说明图,图30是当非存页折时上下两层排纸情况下的动作说明图,图31是当非存页折时上层排纸(汇合排纸)情况下的动作说明图,图32是当存页折时上层排纸(汇合排纸)情况下的动作说明图,图33是当存页折时上下两层排纸情况下的动作说明图。
图34是当非存页折时上下两层排纸和上层排纸情况下、以及当存页折时上层排纸的情况下抽出第一主凸轮和第二辅助凸轮的图,图35是当存页折时上下两层排纸的情况下抽出第一主凸轮和第二辅助凸轮的图,图36是当非存页折时上下两层排纸的情况下抽出第二主凸轮和第一辅助凸轮的图,图37是当非存页折时上层排纸的情况下抽出第二主凸轮和第一辅助凸轮的图,图38是当存页折时上层排纸和上下两层排纸的情况下抽出第二主凸轮和第一辅助凸轮的图。
如图27所示,在折页机8内,送入由3倍径滚筒构成的裁切待机滚筒10和由4倍径滚筒构成的折页滚筒11之间的卷筒纸W,例如在非存页折时上下两层排纸(输送路径)的情况下,利用裁切待机滚筒10的未图示的裁切刀和折页滚筒11的未图示的裁切支座被裁切成规定的尺寸,并且被支承在折页滚筒11的未图示的针上,卷绕在折页滚筒11的下侧半圆周面上。
支承在折页滚筒11的针上的裁切卷筒纸(薄片形件)利用与折页滚筒11的未图示的插入刀的协调动作,被由4倍径滚筒构成的叼纸滚筒(第一输送滚筒)12的后面叙述的叼纸板(第一支承构件)叼住,平行折叠一次成为折贴(薄片形件),拼接在叼纸滚筒12的上侧圆周面上。然后,从叼纸滚筒12的叼纸板把该平行折叠一次的折贴交替分配给由4倍径滚筒构成的上传纸滚筒(第二输送滚筒)14和由4倍径滚筒构成的下传纸滚筒(第三输送滚筒)15的后面叙述的叼纸牙(第二、第三支承构件),分别利用上闸刀式折叠装置16和下闸刀式折叠装置17进行闸刀式折叠,或者直接经过上闸刀式折叠装置16和下闸刀式折叠装置17,分别从叶轮18a、18b向输送器19a、19b排出。此后,堆积在作为后处理装置的码垛打捆机(未图示)上。此外,也可以利用后面叙述的切换构件向上层排出(输送路径)。
此外,当存页折时,临时支承在裁切待机滚筒10上并进行周向转动的裁切卷筒纸与支承在折页滚筒11上的卷筒纸W重叠,成为两部分重叠的裁切卷筒纸,在叼纸滚筒12中平行折叠一次。利用后面叙述的切换构件把该平行折叠一次的折贴从叼纸滚筒12分配给上传纸滚筒14和下传纸滚筒15来排出(上下两层排纸;输送路径),或者仅向上传纸滚筒14排出(上层排纸;输送路径)。
如图31所示,叼纸板轴110a~110d配置在把所述叼纸滚筒12的圆周面分成四等份的位置上,沿所述叼纸板轴110a~110d的轴向设置多个叼纸板(第一支承构件)111a~111d。此外,叼纸牙轴112a~112d配置在把所述上传纸滚筒14的圆周面分成四等份的位置上,沿所述叼纸牙轴112a~112d的轴向设置多个叼纸牙(第二支承构件)113a~113d,叼纸牙轴114b、114d配置在把下传纸滚筒15的圆周面分成两等份的位置上,沿叼纸牙轴114b、114d的轴向设置多个叼纸牙(第三支承构件)115b、115d。所述上传纸滚筒14的叼纸牙113a~113d依次面对叼纸滚筒12的叼纸板111a~111d,下传纸滚筒15的叼纸牙115b、115d分别面对叼纸滚筒12的叼纸板111b、111d。
如图28所示,凸轮机构(切换构件)120设置在所述叼纸滚筒12上,当非存页折时,由于利用折页滚筒11的全部的针来支承裁切卷筒纸,所以在面对插入刀的位置上,叼纸滚筒12的叼纸板111a~111d进行打开 闭合的动作,当存页折时,由于在折页滚筒11上交替具有支承两张重叠的裁切卷筒纸的针和不支承裁切卷筒纸的针,所以与支承两张重叠的裁切卷筒纸的针面对的叼纸板(另一方的第一支承构件)111a、111c进行打开  闭合的动作,与不支承裁切卷筒纸的针面对的叼纸板(一方的第一支承构件)111b、111d保持打开状态。
闭合的动作,与不支承裁切卷筒纸的针面对的叼纸板(一方的第一支承构件)111b、111d保持打开状态。
并且,如图29所示,所述凸轮机构120包括:第一主凸轮(第一固定凸轮)123,制成整周凸轮,用螺栓122固定在轴承外衬瓦121的端面上,所述轴承外衬瓦121固定在机器框架24上;第一辅助凸轮(第二固定凸轮)125,制成圆弧形凸轮,与该第一主凸轮123邻接,用螺栓124连接形成同一个凸轮;第二主凸轮(第一转动凸轮)128,制成整周凸轮,用螺栓127固定在凸轮托架126的端部上,所述凸轮托架126转动自如地嵌合在所述轴承外衬瓦121的外周面上;第二辅助凸轮(第二转动凸轮)132,制成圆弧形凸轮,用螺栓131固定在轴承内衬瓦130的端部,所述轴承内衬瓦130转动自如地嵌合在所述轴承外衬瓦121的内周面上,并且利用轴承129把叼纸滚筒12的轴12a支承成转动自如。
扇形齿轮133与所述凸轮托架126制成一体,与该扇形齿轮133相啮合的齿轮134固定设置在手柄135的轴上。因此,凸轮托架126(第二主凸轮128)能够转动,可以利用夹紧装置136将其固定在规定的两个位置上。此外,扇形齿轮137与所述轴承内衬瓦130制成一体,与该扇形齿轮137相啮合的齿轮138固定设置在未图示的手柄的轴上。因此,轴承内衬瓦130(第二辅助凸轮132)也能够转动,与凸轮托架126(第二主凸轮128)相同,可以利用未图示的夹紧装置将其固定在规定的两个位置上。
安装在所述叼纸板轴110a的轴端部上的凸轮随动件140从动于第一主凸轮123(即,叼纸板轴110a上的叼纸板111a根据第一主凸轮123的叼纸板打开用曲线123a和叼纸板闭合用曲线123b进行动作),安装在所述叼纸板轴110c的轴端部上的凸轮随动件141从动于第一主凸轮123和第二辅助凸轮132(即,叼纸板轴110c上的叼纸板111c根据第一主凸轮123的叼纸板打开用曲线123a和叼纸板闭合用曲线123b、以及第 二辅助凸轮132的叼纸板闭合用曲线132a进行动作)。
安装在所述叼纸板轴110b、110d的轴端部上的凸轮随动件142从动于第二主凸轮128和第一辅助凸轮125(即,叼纸板轴110b、110d上的叼纸板111b、111d根据第二主凸轮128的叼纸板打开用曲线128a1、128a2和叼纸板闭合用曲线128b1、128b2,以及第一辅助凸轮125的叼纸板闭合用曲线125a进行动作)。
此外,在上传纸滚筒14和下传纸滚筒15上设置未图示的打开或闭合叼纸牙113a~113d、115b、115d用的凸轮机构(第一、第二凸轮机构)。特别是作为上传纸滚筒14的凸轮机构具有打开或闭合叼纸牙113c用的叼纸牙辅助凸轮(参照图3的叼纸牙辅助凸轮96)、打开或闭合叼纸牙113b用的叼纸牙辅助凸轮、以及打开或闭合叼纸牙113d用的叼纸牙辅助凸轮,当非存页折时上下两层排纸的情况下,利用叼纸牙113b用的叼纸牙辅助凸轮和叼纸牙113d用的叼纸牙辅助凸轮,在面对叼纸滚筒12的叼纸板111b、111d的位置上,不进行使叼纸闭合的动作,另一方面,当存页折时上下两层排纸的情况下,利用叼纸牙113c的叼纸牙辅助凸轮,在面对叼纸滚筒12的叼纸板111c的位置上,不进行使叼纸闭合的动作。
此外,在叼纸滚筒12和下传纸滚筒15之间,设置有在实施例1中说明的谐波驱动装置等相位切换机构,当存页折时上下两层排纸的情况下,把下传纸滚筒15的相位切换90°,成为叼纸滚筒12的叼纸板111b、111d与下传纸滚筒15的叼纸牙115b、115d面对的状态,从而能够传递折贴。
由于采用上述结构,首先,如图30、图34和图36所示,当非存页折时上下两层排纸的情况下,使第二主凸轮128相对于固定的第一主凸轮123和第一辅助凸轮125转动,使得长的一方的叼纸板闭合用曲线128b1位于上传纸滚筒14和下传纸滚筒15之间。
由此,由于叼纸滚筒12的叼纸板111a利用第一主凸轮123进行打开或闭合动作,并且叼纸板111c利用第一主凸轮123和第二辅助凸轮132进行打开或闭合动作,所以在折页滚筒11~叼纸滚筒12之间进行叼纸板闭合动作,在叼纸滚筒12~上传纸滚筒14之间进行叼纸板打开动作,从 而把折贴传递给上传纸滚筒14的叼纸牙113a、113c。
另一方面,由于叼纸滚筒12的叼纸板111b、111d利用第二主凸轮128和第一辅助凸轮125进行打开或闭合动作,所以在折页滚筒11~叼纸滚筒12之间,利用短的一方的叼纸板闭合用曲线128b2进行叼纸板闭合动作,在叼纸滚筒12~下传纸滚筒15之间,利用叼纸板打开用曲线128a2进行叼纸板打开动作,把折贴传递给下传纸滚筒15的叼纸牙115b、115d。此外,此时在第二主凸轮128的叼纸板打开用曲线128a1上,叼纸板111b、111d不利用第一辅助凸轮125进行打开动作。
如上所述,叼纸滚筒12的叼纸板111a、111c上的折贴被传递给上传纸滚筒14的叼纸牙113a、113c,向上闸刀式折叠装置16输送,在上闸刀式折叠装置16中进行闸刀式折叠后排出。另一方面,叼纸滚筒12的叼纸板111b、111d上的折贴被传递给下传纸滚筒15的叼纸牙115b、115d,向下闸刀式折叠装置17输送,在下闸刀式折叠装置17中进行闸刀式折叠后排出。
如图31、图34和图37所示,当非存页折时上层排纸的情况下,使第二主凸轮128相对于固定的第一主凸轮123和第一辅助凸轮125转动,使长的一方的叼纸板闭合用曲线128b1位于折页滚筒11和上传纸滚筒14之间。
由此,由于叼纸滚筒12的叼纸板111a利用第一主凸轮123进行打开或闭合动作,并且叼纸板111c利用第一主凸轮123和第二辅助凸轮132进行打开或闭合动作,所以如上所述,在折页滚筒11~叼纸滚筒12之间进行叼纸板闭合动作,在叼纸滚筒12~上传纸滚筒14之间进行叼纸板打开动作,从而把折贴传递给上传纸滚筒14的叼纸牙113a、113c。
另一方面,由于叼纸滚筒12的叼纸板111b、111d利用转动的第二主凸轮128和第一辅助凸轮125进行打开或闭合动作,所以在折页滚筒11~叼纸滚筒12之间,利用第二主凸轮128的长的一方的叼纸板闭合用曲线128b1进行叼纸板闭合动作,把利用转动的第二主凸轮128的叼纸板打开用曲线128a2进行的叼纸板打开动作从叼纸滚筒12~下传纸滚筒15之间转变成在叼纸滚筒12~上传纸滚筒14之间,从而把折贴传递给 上传纸滚筒14的叼纸牙113b、113d。
由此,叼纸滚筒12的叼纸板111a~111d上的折贴被传递给上传纸滚筒14的叼纸牙113a~113d,全部输送到上闸刀式折叠装置16,在上闸刀式折叠装置16中进行闸刀式折叠后排出。
如图32、图34和图38所示,当存页折时上层排纸的情况下,使第二主凸轮128相对于固定的第一主凸轮123和第一辅助凸轮125转动,使长的一方的叼纸板闭合用曲线128b1从位于前面所述的折页滚筒11~上传纸滚筒14之间的位置向下游稍微偏离。
由此,由于叼纸滚筒12的叼纸板111a利用第一主凸轮123进行打开或闭合动作,并且叼纸板111c利用第一主凸轮123和第二辅助凸轮132进行打开或闭合动作,所以如上所述,在折页滚筒11~叼纸滚筒12之间进行叼纸板闭合动作,在叼纸滚筒12~上传纸滚筒14之间进行叼纸板打开动作,从而把折贴传递给上传纸滚筒14的叼纸牙113a、113c。此外,由于在叼纸滚筒12的叼纸板111a、111c中折贴被支承成两张重叠,所以仅用叼纸滚筒12的叼纸板111a、111c~上传纸滚筒14的叼纸牙113a、113c进行输送。
另一方面,由于叼纸滚筒12的叼纸板111b、111d利用第二主凸轮128的前面所述的偏离(转动),使在折页滚筒11~叼纸滚筒12之间进行的叼纸板闭合动作由于叼纸板打开用曲线128a1的偏离而偏离,所以避免了折页滚筒11的未图示的插入刀与叼纸滚筒12的叼纸板111b、111d的接触,从而可以防止插入刀和叼纸板111b、111d的磨损和损坏。
由此,存页折的折贴被传递给上传纸滚筒14的叼纸牙113a、113c,全部经由上闸刀式折叠装置16(不进行闸刀式折叠)来排出。
最后,如图33、图35和图38所示,当存页折时进行上下两层排纸的情况下,使第二辅助凸轮132从图32的状态转动,使叼纸板闭合用曲线132a位于上传纸滚筒14和下传纸滚筒15之间的位置,并且利用前面所述的相位切换机构,把下传纸滚筒15的转动相位切换90°,成为叼纸滚筒12的叼纸板111b、111d和下传纸滚筒15的叼纸牙115b、115d面对的状态,从而能够传递折贴。
由此,由于叼纸滚筒12的叼纸板111a利用第一主凸轮123进行打开或闭合动作,并且叼纸板111c利用第一主凸轮123和第二辅助凸轮132进行打开或闭合动作,所以在折页滚筒11~叼纸滚筒12之间每间隔一个进行叼纸板闭合动作,在叼纸滚筒12~上传纸滚筒14之间和在叼纸滚筒12~下传纸滚筒15之间交替进行叼纸板打开动作,从而把折贴传递给上传纸滚筒14的叼纸牙113a和下传纸滚筒15的叼纸牙115d。
由此,叼纸滚筒12的叼纸板111a、111c上的折贴被交替传递给上传纸滚筒14的叼纸牙113a和下传纸滚筒15的叼纸牙115d,交替经由上闸刀式折叠装置16和下闸刀式折叠装置17(不进行闸刀式折叠)排出。
如上所述,与实施例1相同,在本实施例中,由于可以当存页折时进行上下两层排纸,所以能够有效地提高生产效率、延长消耗品的寿命周期、降低设备运转成本、减轻操作人员的作业负担和降低设备投资费用。
此外,由于使滚筒结构从具有裁切待机滚筒10、折页滚筒11、叼纸滚筒12、减速滚筒13、上传纸滚筒14和下传纸滚筒15的6滚筒型(参照图3)转变成具有裁切待机滚筒10、折页滚筒11、叼纸滚筒12、上传纸滚筒14和下传纸滚筒15的5滚筒型,所以通过减少滚筒数量从而实现了装置的小型化。此外,由于采用凸轮机构120能够简化折叠方式切换部的结构,从而能够减少部件数量,所以能够缩短切换时间和降低制造成本。
本发明的薄片形件的输送装置能够用于各种设备,并不限定于卷筒纸轮转印刷机的折页机。
Claims (13)
1.一种薄片形件的输送装置,其特征在于包括:
折页滚筒,单张输送或多张重叠输送薄片形件;
第一输送滚筒,在圆周方向上的多个部位设置有用于支承薄片形件的第一支承构件,在单张输送所述薄片形件的情况下,全部的所述第一支承构件支承并输送薄片形件,并且在重叠多张所述薄片形件进行输送的情况下,所述第一支承构件每间隔一个来支承并输送薄片形件;
第二输送滚筒,与所述第一输送滚筒相对,在圆周方向上的多个部位设置有用于支承薄片形件的第二支承构件,并且所述第二输送滚筒被支承成转动自如;
第三输送滚筒,与所述第一输送滚筒相对,在圆周方向上的多个部位设置有用于支承薄片形件的第三支承构件,并且所述第三输送滚筒被支承成转动自如;
切换构件,用于切换输送路径,在单张输送薄片形件的情况下,能将由全部的所述第一支承构件所支承的薄片形件每间隔一个交替输送给所述第二支承构件和所述第三支承构件,并且在重叠多张输送薄片形件的情况下,能将由所述第一支承构件每间隔一个来支承的薄片形件以每间隔一个交替的方式输送给所述第二支承构件和所述第三支承构件。
2.根据权利要求1所述的薄片形件的输送装置,其特征在于,所述切换构件能够切换输送路径,从所述第一输送滚筒向所述第二输送滚筒和所述第三输送滚筒中的任意一个输送多张重叠的薄片形件。
3.根据权利要求1所述的薄片形件的输送装置,其特征在于,所述切换构件能够切换输送路径,从所述第一输送滚筒向所述第二输送滚筒和所述第三输送滚筒分配输送单张输送来的薄片形件。
4.根据权利要求1所述的薄片形件的输送装置,其特征在于,所述切换构件能够切换输送路径,从所述第一输送滚筒向所述第二输送滚筒和所述第三输送滚筒中的任意一个输送单张输送来的薄片形件。
5.根据权利要求1所述的薄片形件的输送装置,其特征在于,
所述第一输送滚筒包括6倍径滚筒,在所述6倍径滚筒的六个部位上设置有所述第一支承构件,所述第二输送滚筒包括4倍径滚筒,在所述4倍径滚筒的两个部位上设置有所述第二支承构件,所述第三输送滚筒包括4倍径滚筒,在所述第三输送滚筒的所述4倍径滚筒的两个部位上设置有所述第三支承构件,并且所述第三输送滚筒的所述4倍径滚筒设置在比所述第一输送滚筒与所述第二输送滚筒相对的相对位置更靠向所述第一输送滚筒转动方向的下游。
6.根据权利要求1所述的薄片形件的输送装置,其特征在于,
所述第一输送滚筒包括:
第一固定凸轮,用于使所述第一支承构件的每间隔一个配置的一方的第一支承构件动作,向所述第二输送滚筒输送单张输送来的薄片形件;
转动凸轮,以该第一输送滚筒的1.5倍的速度转动,使配置在所述一方的第一支承构件之间的每间隔一个的另一方的第一支承构件进行动作,向所述第二输送滚筒输送多张重叠的薄片形件;
第二固定凸轮,使所述另一方的第一支承构件动作,向第三输送滚筒输送单张或多张重叠的薄片形件;
相位切换机构,用于在所述第二支承构件与所述一方的第一支承构件相对的位置和所述第二支承构件与所述另一方的第一支承构件相对的位置之间切换所述第二支承构件。
7.根据权利要求6所述的薄片形件的输送装置,其特征在于,
所述第二输送滚筒包括:
第三固定凸轮,使所述第二支承构件动作,输送利用所述第一固定凸轮而动作的所述一方的第一支承构件输送来的薄片形件,并且使所述第二支承构件动作,输送来自利用所述转动凸轮而动作的所述另一方的第一支承构件的多张重叠的薄片形件;
可动凸轮,对于被支承在不利用所述转动凸轮而动作的所述另一方的第一支承构件上的多张重叠的薄片形件,不进行利用所述第二支承构件传接的动作,
所述第三输送滚筒包括第四固定凸轮,所述第四固定凸轮使所述第三支承构件动作,所述第三支承构件输送来自利用所述第二固定凸轮而动作的所述另一方的第一支承构件的单张或多张重叠的薄片形件。
8.根据权利要求1所述的薄片形件的输送装置,其特征在于,
所述第一输送滚筒包括4倍径滚筒,在所述4倍径滚筒的四个部位上设置有所述第一支承构件,所述第二输送滚筒包括4倍径滚筒,在所述第二输送滚筒的所述4倍径滚筒的四个部位上设置有所述第二支承构件,所述第三输送滚筒包括4倍径滚筒,在所述第三输送滚筒的所述4倍径滚筒的两个部位上设置有所述第三支承构件,并且所述第三输送滚筒的所述4倍径滚筒设置在比所述第一输送滚筒与所述第二输送滚筒相对的相对位置更靠向所述第一输送滚筒转动方向的下游。
9.根据权利要求1所述的薄片形件的输送装置,其特征在于,
所述第一输送滚筒包括:
第一固定凸轮,用于使所述第一支承构件的每间隔一个配置的另一方的第一支承构件动作,向所述第二输送滚筒输送单张或多张重叠的薄片形件;
能够移动的第二转动凸轮,使每间隔一个配置的所述另一方的第一支承构件进行动作,向所述第三输送滚筒输送多张重叠的薄片形件;
能够移动的第一转动凸轮和第二固定凸轮,使配置在所述另一方的第一支承构件之间的一方的第一支承构件动作,向所述第二输送滚筒或所述第三输送滚筒输送单张输送来的薄片形件;
相位切换机构,用于在所述第三支承构件与所述一方的第一支承构件相对的位置和所述第三支承构件与所述另一方的第一支承构件相对的位置之间切换所述第三支承构件。
10.根据权利要求9所述的薄片形件的输送装置,其特征在于,
所述第二输送滚筒使所述第二支承构件动作,输送来自利用所述第一固定凸轮而动作的所述另一方的第一支承构件的单张或多张重叠的薄片形件,并且使所述第二支承构件动作,输送来自利用所述第一转动凸轮而动作的所述一方的第一支承构件的单张输送来的薄片形件,所述第三输送滚筒使所述第三支承构件动作,输送来自利用所述第二转动凸轮而每间隔一个进行动作的所述另一方的第一支承构件的多张重叠的薄片形件,并且使所述第三支承构件动作,输送来自利用所述第一转动凸轮而动作的所述一方的第一支承构件的单张输送来的薄片形件。
11.根据权利要求1所述的薄片形件的输送装置,其特征在于,
所述第一输送滚筒的所述第一支承构件包括:至少两个以上的一方的第一支承构件,用于支承单张输送来的薄片形件;以及至少两个以上的另一方的第一支承构件,设置在所述一方的第一支承构件之间,用于支承单张输送来的薄片形件和多张重叠输送来的薄片形件;
所述切换构件包括:转动凸轮,通过进行转动,使从支承有多张重叠输送来的薄片形件的所述另一方的第一支承构件向所述第二输送滚筒的所述第二支承构件进行传递的传递动作,使每间隔一个的所述另一方的第一支承构件进行动作;以及固定凸轮,使不利用所述转动凸轮而动作的所述另一方的第一支承构件经过所述第二输送滚筒的所述第二支承构件,进行向所述第三输送滚筒的所述第三支承构件传递的传递动作。
12.根据权利要求1所述的薄片形件的输送装置,其特征在于,
所述第一输送滚筒的所述第一支承构件包括:至少两个以上的一方的第一支承构件,用于支承单张输送来的薄片形件;以及至少两个以上的另一方的第一支承构件,设置在所述一方的第一支承构件之间,用于支承单张输送来的薄片形件和多张重叠输送来的薄片形件;
所述切换构件包括:固定凸轮,进行从支承有多张重叠输送来的薄片形件的所述另一方的第一支承构件向所述第二输送滚筒的所述第二支承构件传递的传递动作;以及转动凸轮,使利用所述固定凸轮进行从所述另一方的第一支承构件向所述第二输送滚筒的所述第二支承构件传递的传递动作的多张重叠输送来的薄片形件,每间隔一个进行动作,进行将其从所述另一方的第一支承构件经过所述第二输送滚筒的所述第二支承构件,向所述第三输送滚筒的所述第三支承构件传递的传递动作。
13.根据权利要求1所述的薄片形件的输送装置,其特征在于,在重叠多张输送薄片形件的情况下,所述切换构件能切换输送路径,将由所述第一支承构件每间隔一个来支承的全部的薄片形件输送给所述第二支承构件。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007203661 | 2007-08-03 | ||
| JP2007-203661 | 2007-08-03 | ||
| PCT/JP2008/063896 WO2009020076A1 (ja) | 2007-08-03 | 2008-08-01 | シート状物の搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101784469A CN101784469A (zh) | 2010-07-21 |
| CN101784469B true CN101784469B (zh) | 2011-08-24 |
Family
ID=40341310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200880100928XA Expired - Fee Related CN101784469B (zh) | 2007-08-03 | 2008-08-01 | 薄片形件的输送装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8220792B2 (zh) |
| EP (1) | EP2174901B1 (zh) |
| JP (1) | JP5210082B2 (zh) |
| CN (1) | CN101784469B (zh) |
| WO (1) | WO2009020076A1 (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5335040B2 (ja) * | 2011-07-22 | 2013-11-06 | 富士フイルム株式会社 | 画像形成装置および画像形成方法 |
| DE102012103729B4 (de) * | 2012-04-27 | 2022-09-08 | Manroland Goss Web Systems Gmbh | Druckmaschine sowie Herstellverfahren für Druckprodukte |
| JP5425294B1 (ja) * | 2012-11-21 | 2014-02-26 | 株式会社東京機械製作所 | バリアブルカットオフ折機、及びバリアブルカットオフ折機を備える印刷機 |
| EP3164350B1 (en) * | 2014-07-03 | 2020-05-27 | Foldedpak, Inc. | System and method for expanding flat-stock precursor material |
| US10449746B2 (en) * | 2016-06-27 | 2019-10-22 | C. G. Bretting Manufacturing Co., Inc. | Web processing system with multiple folding arrangements fed by a single web handling arrangement |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2566265B2 (ja) * | 1988-01-27 | 1996-12-25 | 株式会社小森コーポレーション | 輪転印刷機の折機 |
| JP2002060128A (ja) * | 2000-08-11 | 2002-02-26 | Komori Corp | シート状物の搬送経路切替装置 |
| CN101007606A (zh) * | 2005-12-27 | 2007-08-01 | 戈斯国际蒙塔泰尔公司 | 折页装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2435881A (en) * | 1945-11-28 | 1948-02-10 | Time Inc | Web folding mechanism |
| US3459421A (en) * | 1967-08-09 | 1969-08-05 | John C Motter Printing Press C | Folder delivery apparatus |
| CH496547A (de) | 1968-09-11 | 1970-09-30 | Koenig & Bauer Schnellpressfab | Falzapparat für Rotationsdruckmaschinen |
| JPH066460B2 (ja) | 1985-09-20 | 1994-01-26 | 住友重機械工業株式会社 | 折り丁を重ねて選択的に排紙し得る紙折機 |
| JP2815675B2 (ja) * | 1989-05-31 | 1998-10-27 | 東芝機械株式会社 | 複合型折機 |
| FR2655909B1 (fr) * | 1989-12-18 | 1992-04-17 | Marinoni Harris Sa | Cylindre d'accumulation pour plieuse d'imprimerie. |
| DE4041613A1 (de) | 1990-02-19 | 1991-08-22 | Frankenthal Ag Albert | Falzapparat |
| JP3756960B2 (ja) | 1993-12-01 | 2006-03-22 | 東芝機械株式会社 | コレクト機構付折機 |
-
2008
- 2008-08-01 CN CN200880100928XA patent/CN101784469B/zh not_active Expired - Fee Related
- 2008-08-01 US US12/671,854 patent/US8220792B2/en active Active
- 2008-08-01 JP JP2008199206A patent/JP5210082B2/ja active Active
- 2008-08-01 EP EP08792109.4A patent/EP2174901B1/en active Active
- 2008-08-01 WO PCT/JP2008/063896 patent/WO2009020076A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2566265B2 (ja) * | 1988-01-27 | 1996-12-25 | 株式会社小森コーポレーション | 輪転印刷機の折機 |
| JP2002060128A (ja) * | 2000-08-11 | 2002-02-26 | Komori Corp | シート状物の搬送経路切替装置 |
| CN101007606A (zh) * | 2005-12-27 | 2007-08-01 | 戈斯国际蒙塔泰尔公司 | 折页装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5210082B2 (ja) | 2013-06-12 |
| EP2174901B1 (en) | 2018-11-14 |
| CN101784469A (zh) | 2010-07-21 |
| EP2174901A4 (en) | 2011-12-21 |
| WO2009020076A1 (ja) | 2009-02-12 |
| US8220792B2 (en) | 2012-07-17 |
| JP2009057209A (ja) | 2009-03-19 |
| EP2174901A1 (en) | 2010-04-14 |
| US20110237415A1 (en) | 2011-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101784469B (zh) | 薄片形件的输送装置 | |
| EP1937558B1 (en) | Spaced apart segment wheel assembly for a carton packaging machine | |
| CN104803229B (zh) | 单张纸重叠机构、折页机、印刷机和单张纸重叠方法 | |
| CA2624698A1 (en) | High speed interfolder | |
| GB2072631A (en) | Method of and apparatus for gathering together sheets into multi-sheet printed products | |
| JP4450385B2 (ja) | 折機 | |
| US20100201058A1 (en) | Web conversion and collating apparatus and method | |
| JP3835933B2 (ja) | 折機の折り丁搬送装置 | |
| JP2609472B2 (ja) | 折本を積み重ねるための装置 | |
| US20130285321A1 (en) | Method and Apparatus for Diverting Printed Products into Three Streams | |
| JP2008007294A (ja) | 折機 | |
| WO2009142042A1 (ja) | 用紙搬送装置及び用紙搬送システム | |
| EP3475204B1 (en) | Web processing system with multiple folding arrangements fed by a single web handling arrangement | |
| JP2009057209A5 (zh) | ||
| JP2010094994A (ja) | シートを両面印刷する印刷機 | |
| US20120193859A1 (en) | Orbiting Cam Drive Mechanism, Pitch Changing Device and Method | |
| JP5005932B2 (ja) | 折り畳まれた紙葉を開放、および載置するための装置 | |
| US8245611B2 (en) | Method and device for transporting flexible, two-dimensional products and simultaneously cutting these | |
| JP2004338949A (ja) | 印刷された枚葉紙をさらに処理するための方法及び装置 | |
| US20220127103A1 (en) | Folding, or interfolding, unit for folding, or interfolding sheets of paper for a machine for paper converting | |
| US2528159A (en) | Rotary sheet folder | |
| JP4266069B2 (ja) | シート状物の搬送経路切替装置 | |
| KR200381680Y1 (ko) | 인쇄 윤전기의 트윈 피드장치. | |
| JP3695018B2 (ja) | 頁物印刷物の生産機械 | |
| JP5371488B2 (ja) | 折機並びに印刷機及び印刷方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110824 |