CN1015239B - 电火花加工机床使用的带状或线状电极的切断设备 - Google Patents
电火花加工机床使用的带状或线状电极的切断设备Info
- Publication number
- CN1015239B CN1015239B CN86102225A CN86102225A CN1015239B CN 1015239 B CN1015239 B CN 1015239B CN 86102225 A CN86102225 A CN 86102225A CN 86102225 A CN86102225 A CN 86102225A CN 1015239 B CN1015239 B CN 1015239B
- Authority
- CN
- China
- Prior art keywords
- cut
- belt
- equipment
- electrode
- wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000010892 electric spark Methods 0.000 title claims abstract description 17
- 230000001360 synchronised effect Effects 0.000 claims abstract description 7
- 238000010008 shearing Methods 0.000 claims description 25
- 230000005540 biological transmission Effects 0.000 claims description 2
- 230000000694 effects Effects 0.000 claims description 2
- 230000000452 restraining effect Effects 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 abstract 1
- 230000008676 import Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 210000003128 head Anatomy 0.000 description 1
- 210000001785 incus Anatomy 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/02—Wire-cutting
- B23H7/08—Wire electrodes
- B23H7/10—Supporting, winding or electrical connection of wire-electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/26—Apparatus for moving or positioning electrode relatively to workpiece; Mounting of electrode
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/485—Cutter with timed stroke relative to moving work
- Y10T83/494—Uniform periodic tool actuation
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Coiling Of Filamentary Materials In General (AREA)
- Shearing Machines (AREA)
- Accessories And Tools For Shearing Machines (AREA)
- Forwarding And Storing Of Filamentary Material (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
用于切断从电火花加工机床出来的带状或线状电板的设备有一台由两根开有对齐的切断口的皮带组成的皮带机。切断轮上的刀件或压紧轮上的压板在上述皮带切断口中啮合,并在该处将由皮带引导并传送来的电极线切断。切断时电极线是在两层皮带之间夹着的,随后又被送到收集容器。皮带、切断轮和压紧轮以同样的圆周速度运转,因此切断口与刀件或压板的配合是同步的。
Description
本发明涉及一种电火花加工机床内将使用的带状或线状电极在从电火花加工区移出后切断该电极以供处理的切断设备。
这样的设备在联邦德国专利公开公报DE-OS2755740中已有公开,电极线由一对送料滚筒送入切断装置,该装置有一个旋转的、多角体的刀头和一个砧状的配合工具。切断的电极线直接从切断装置通过设备上的一个排出口落下。日本专利公开公报56-89441也公开了一种类似的设备,该设备中的切断装置有两个转动的实心体,其中一个装有径向的切刀,另一个则是光面的配合工具。
在这些传统设备上,被切断的电极线直接从切断装置落下,收集这些线段的容器必须放在所述切断装置处。由于电火花加工机床本身要占用一定面积,带电的电极线必须从电火花加工区引过一段距离始可到达处理装置。由于电火花加工区到处理装置之间一段距离中的电极线还是带电的,对它的引导和绝缘需要采取复杂和昂贵的措施,因此要谋求将电火花加工区与处理装置之间的距离尽可能地缩短。
US-4367392公开了一种装置,它只能在加工区的上游对还未作为电极的线作一次性切断,而且还必须在工件上已打出穿线孔之后,所以它是为下一步的穿线作准备用的,因此它的切断系统不须和传送带配合。
US-4432746公开了一种从纵向弹性卷料上切下并折叠单个物品列如一次过尿布的系统,其中既没有电极,也没有电火花加工区,更没有处理容器和控制大长度的导电电极的问题。此外,它的切断装置也不存在安装在电介液容器中靠近加工区的问题,冲下的尿布更不存在离开区中
电极线的机械张力和电气方面的天线效应等问题。
本发明的目的是提供一种电火花加工机床内使用的带状或线状电极的切断装置,该装置在电火花加工区出口处就将电极线切断,并将断开的线段传送到远处的收集容器中去。
为了达到上述发明目的,本发明提供了一种用以在电火花加工机床的加工区加工导电性工件的同时,切断该电火花加工机床连续更新的带状或线状电极的设备,该设备有切断装置以切断电极,有传送装置以接受该切断的电极并连续地把它送到处理地点,该传送装置有一对相距很近的面对面的皮带,被切断的电极就在它们之间被传送到处理地点,本发明的特征是,
本设备装设在紧接加工区的地方,电极从加工区出来后被规则地切断,使被切断的电极之间不再有电气性连接,该传送装置的皮带是不导电的,彼此同步,并设有多个固定间距的切断口,该切断装置被置于和皮带相配合而靠近该传送装置的接受电极的地点的位置,并和皮带的运动同步,使得该切断装置切下的电极在皮带之间的切断口中被传送,逐个切下的电极被传送到装置逐个地传送到处理地点。
本发明的一些具有优点的结构特征及进一步发展的内容则见于以下所述内容。
1.本设备的一个和其中至少一根皮带相配合的驱动装置用来驱动传送装置,该驱动装置有一个外齿面,而传动皮带有一个内齿面用来和驱动装置的外齿面相配合。
2.电极线的及早切断是由下列特征设计来满足的,该特征在于该驱动装置包括装有切割元件的切割轮和装有突台形压板的压紧轮。
3.本发明还提出了另一方案,该设备包括装有切割刀件的切断轮和装有突台形压板的压紧轮,并由该驱动装置用有齿皮带来驱动该切断轮和压紧轮。
4.本发明还提出了一个特征设计,它利用电火花加工机床的电极引导系统上的驱动装置来驱动本皮带输送机及切断装置,使后者与机床的电极送入速度相配合;或换句话说,该传送装置和该切断装置都由共同的驱动装置所驱动,最好是由从该电火花加工机床的电极线传送系统的一根皮带来驱动。
5.本发明还提出了一种完全可靠的同步系统,其特征在于该驱动装置包括各自配合一条皮带的驱动轮,而该驱动轮又彼此以固定的关系相互配合。
6.本发明还提出了切断装置的另一些设计,其特征在于其切断装置中的压紧轮圆周面上具有有规律的分布的突台形压板,其周向间距等于皮带上切断口在沿皮带长度方向上的间距,突台形压板与皮带上的切断口至少部分啮合,而切断轮上的切割刀件则与压紧轮上的突台形压板互相配合。压紧轮装在可摆动的枢杆上,由弹簧施加压力,另有一个限位器限制弹簧的弹程。
7.本发明提出的特征设计将切断设备直接安装在电火花加工区的后面,它一方面可以保持该加工区与处理(切断)装置之间的最短距离,另一方面则将切断设备上的皮带机用来作为将电极线从电火花加工区拉出的装置,同时又将电极线传送到处理(切断)装置。
后面将结合附图和非限制性的实施方案对本发明作详细的说明。这些附图为:
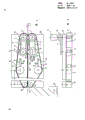
图1为本发明的第一实施方案的侧面示意图。
图2为图1中设备的平面图。
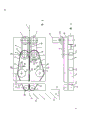
图3为本发明的第二实施方案的侧面示意图。
图4为图3中设备的平面图。
下面对推荐实施方案进行详述:
附图中同一代号代表的是同一部件或相应的部件。
从电火花加工机床(图中未示出)出来的带状或线状电极1被导入一台皮带机,它由两根对贴着的环形皮带2、3组成。皮带将导入的电极线夹在其间。皮带2、3各自由其相应的驱动轮4、5带动。该两个驱动轮是同步转动的。
在图1和图2所示的第一种实施方案中,驱动轮4、5通过其各自的有齿皮带6、7带动一个在其圆周面上分布有切割刀件9的切断轮8,或一个在其圆周面上分布有突台形压板11的压紧轮10。切断轮8和压紧轮10组成切断电极线的切断装置。图中所示方案中切断轮8上共装有相隔180°的两个切割刀件9,压紧轮10也装有两块相隔180°的突台形压板11。压紧轮10装在一根可摆动的枢杆12上,由弹簧13将其向切断轮8压紧。一个限位器28限止了压紧轮10的摆动范围。
环形皮带2、3由张力皮带轮14、17施加张力,该张力皮带轮装在可摆动的枢杆15、18上,并由作用于该枢杆上的弹簧16、19施加张力。皮带2、3在出口端绕过导轮20、21。从皮带机的进口端(驱动轮4、5)到出口端(导轮20、21)的行程内,两根皮带成直线平行移动,将电极线1夹在中间并随即传送出去。
皮带2、3上沿着其前进方向以相等间隔开有切断口22。皮带2、3在装配时是相互对准的,以使其在平行移动的那一段距离内其切断口恰好是对齐的。就是说,夹在皮带间的电极线在切断口区内的那一段从上方和下方可以同时触及的。皮带面上切断口22的间隔与切割刀件9在切断轮8上、或突台形压板11在压紧轮10上的周向间隔完全相等。皮带2、3和切断轮8或压紧轮10之间的相对关系都经过调整,使得在皮带2、3行进和轮子8、10转动时,切割刀件9和突台形压板11准确地在切断口22内啮合,从而在该处将电极线切断。切断的电极线的长度等于相邻的切断口22之间的距离。切断后的电极
线27继续被夹在皮带2、3之间向前移动,直至到达出口端时才掉入容器26内。从切断点到出口端的距离可以随意选择。这样,收集容器26可以放在距电火花加工机床任意远的地方。电极线在通过切断装置被切断以后,两个线段27之间已互不接触,因此也就不再带电。
从图2可以更清楚地看出,各个装置或枢杆都是装在机架25上的。皮带驱动轮4、5是通过,例如,一对速比为1∶1的齿轮24固定偶合在一起的。在图1、2的实施方案中皮带驱动轮4、5是由电动机23驱动的。但也可以用从电火花加工机床上的电极线送入机构上引出的皮带(例如有齿皮带)来驱动整台设备。
为保证皮带2、3之间的同步和同相运转,该皮带带有内齿面,而驱动轮4、5则有相应的外齿面。同样,切断装置的同步和同相运转也是类似的方式由有齿皮带6、7来保证的。该有齿皮带6、7与轮4、8或5、10上相对应的齿轮相啮合。
图3、4中的实施方案与图1、2中的实施方案的不同处主要在于切断轮8和压紧轮10兼作皮带2、3的驱动轮,这样,从皮带进口处到切断装置之间的距离可以减至最小。在图3、4的方案中,驱动轮4、5装在皮带机(皮带2、3)的前方,它们既是一对送入电极线1的滚轮,也如同图1、2的方案,用作切断装置(转轮8、10)的驱动轮。为了引导电极线1精确地通过驱动轮4、5与皮带机进口之间的路段,可以设一根引导管29,令电极线1在引导管29的内部通过。
除了上述差别外,图3、4中的方案与图1、2中的方案是一样的。
当然,在采用图3、4中的方案时也可以完全省掉驱动轮4、5,而按照图1、2方案中驱动皮带轮4、5的方式直接驱动转轮8、10。
图1和图3清楚地示出了压紧轮10上的突台形压板11是做成突台的形式的,它们同下面一条皮带3上的切断口22相啮合。但也可
以将这些突台做得更高些,使其高出皮带2、3之间的分界面。这样可以有助于在切断区将电极线带着向前。此外,由于压紧轮10有弹簧施压,所以也可以提供足够高的切断力。
本发明的设备可以直接放在电火花加工机床的加工(电蚀)区的后面。这样,电极线从加工区出来后在很短距离内就被切断,但收集容器26可以放在距切断装置任意远的地方,只要相应地选择皮带机排送段的长度L即可。
根据本发明的设备,其皮带机或电极线输送装置可以同时用来将电极线从电火花加工机床加工区拉出,这样就无需在该处专门装设拉出电极线的装置(例如,一对滚轮)。
在权利要求书、说明书附图中公开的技术细节,不论是单项的或是随意组合的,都是本发明所必需的。
Claims (8)
1、一种电火花加工机床使用的带状或线状电极的切断设备,该设备有切断装置以切断电极,有传送装置以接受该切断的电极并连续地把它送到处理地点,该传送装置有一对紧密间隔的面对面的皮带,被切断的电极就在它们之间被传送到处理地点,本发明的特征是,
在紧接加工区的地方,设置该切断设备,该设备包括用以有规则地切断从加工区出来后的电极线并使已被切断的电极线段不带电的切断装置,该设备中的传送装置包括不导电的、彼此同步、并设有多个固定间距的切断口的皮带,该切断装置和皮带以相配合的操作关系而设置在靠近该传送装置的接受电极的地点的位置上,和皮带同步运动的该切断装置切下在皮带之间被传送到切断口中的电极,逐个切下的电极线段被传送装置逐个地传送到处理地点。
2、如权利要求1的设备,其特征为该传送装置包括一个和其中至少一根皮带相配合的驱动装置用来驱动传送装置,该驱动装置有一个外齿面,而传动皮带具一个内齿面用来和驱动装置的外齿面相配合。
3、如权利要求2的设备,其特征为该驱动装置包括装有切割刀件的切断轮和装有突台形压板的压紧轮。
4、如权利要求2的设备,其特征为该设备提供以装有切割刀件的切断轮和装有突台形压板的压紧轮,并由该驱动装置用有齿皮带来驱动该切断轮和压紧轮。
5、如权利要求2的设备,其特征为该传送装置和该切断装置由共同的驱动装置所驱动,最好是由从该电火花加工机床的电极线传送系统的一根皮带来驱动。
6、如权利要求2的设备,其特征为该驱动装置包括各自配合一条皮带的驱动轮,而该驱动轮又彼此以固定的关系相互配合。
7、如权利要求2的设备,其特征为该压紧轮的突台形压板是有规律地分布在压紧轮周缘上,其在圆周方向的间距相应于皮带上纵向方向上各切断口之间的间距,该突台开压板至少可部分地穿过该切断口,该切断轮的各切割刀件都和该突台形压板相配合。
8、如权利要求2的设备,其特征为该切断轮和/或该压紧轮被装成可移位的,并在弹簧力的作用下彼此压紧,用一个限位器来限制弹簧的弹程。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DEP3511930.6 | 1985-04-01 | ||
| DE3511930A DE3511930C2 (de) | 1985-04-01 | 1985-04-01 | Vorrichtung zum Entsorgen einer verbrauchten band- oder drahtförmigen Elektrode einer Elektroerosionsmaschine durch Zerkleinern |
| DE3511930 | 1985-04-01 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN86102225A CN86102225A (zh) | 1987-10-14 |
| CN1015239B true CN1015239B (zh) | 1992-01-01 |
Family
ID=6267032
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN86102225A Expired CN1015239B (zh) | 1985-04-01 | 1986-04-01 | 电火花加工机床使用的带状或线状电极的切断设备 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4709130A (zh) |
| EP (1) | EP0198229B1 (zh) |
| JP (1) | JPS61230819A (zh) |
| KR (1) | KR910010249B1 (zh) |
| CN (1) | CN1015239B (zh) |
| DE (2) | DE3511930C2 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105478939A (zh) * | 2015-12-28 | 2016-04-13 | 青海模具制造科技有限公司 | 一种电火花线切割机床的导丝系统 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3526146C1 (de) * | 1985-07-22 | 1987-03-19 | Agie Ag Ind Elektronik | Drahtschnetzler zum Schneiden einer aus einer Elektroerosionsmaschine abgefuehrten draht- oder bandfoermigen Elektrode |
| CH671726A5 (zh) * | 1987-01-30 | 1989-09-29 | Charmilles Technologies | |
| US5544557A (en) * | 1995-01-13 | 1996-08-13 | Paper Converting Machine Company | Method and apparatus for cutting superposed webs |
| DE19607705C2 (de) | 1996-02-29 | 2000-06-29 | Agie Sa | Drahtlaufsystem für eine Funkenerosionsvorrichtung |
| IT1299851B1 (it) * | 1998-02-18 | 2000-04-04 | Bfb Spa | Apparato per il taglio a misura della banda di strappo per confezioni di prodotti e per la preincisione del film di confezionamento |
| US6644193B2 (en) | 2002-03-12 | 2003-11-11 | Elsner Engineering Works, Inc. | Web cutting tuck folding machine and method |
| KR100551796B1 (ko) * | 2003-07-15 | 2006-02-13 | 기아자동차주식회사 | 자동차의 점 용접에 사용되는 리일 와이어 방식 용접 장치 |
| US8069737B2 (en) * | 2007-07-10 | 2011-12-06 | MYTRAK Health System, Inc. | Force sensing system for a tensioned flexible member |
| CN103317066A (zh) * | 2013-07-04 | 2013-09-25 | 艾柯电器(苏州)有限公司 | 一种电缆线同步带动装置 |
| NL2011865C2 (nl) * | 2013-11-29 | 2015-06-01 | Tieme Boer | Inrichting en werkwijze voor het vervaardigen van een afgeknepen buis en met de werkwijze verkregen product. |
| CN107398586B (zh) * | 2017-03-03 | 2020-04-28 | 广东省智能制造研究所 | 一种用于蓄电池电极片的自动切片机构 |
| CN111590152B (zh) * | 2020-05-29 | 2024-09-10 | 核动力运行研究所 | 一种电火花工具头、切割装置及其使用方法 |
| CN112158668B (zh) * | 2020-08-28 | 2022-07-08 | 南京雷石电子科技有限公司 | 一种电源线良品检测收集装置和使用方法 |
| CN114260527A (zh) * | 2021-11-17 | 2022-04-01 | 青岛高测科技股份有限公司 | 一种金刚线多线切割机的多辊切割机构 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2261968A (en) * | 1940-04-01 | 1941-11-11 | Maxson Automatic Mach | Sheet-feeding method and machine |
| US2356179A (en) * | 1941-02-20 | 1944-08-22 | Walpro Products Corp | Dispensing container |
| US3483780A (en) * | 1967-07-19 | 1969-12-16 | Nypel Inc | Cutter |
| US3626797A (en) * | 1970-03-09 | 1971-12-14 | Mead Corp | Synchronous cutter mechanism |
| CH537243A (de) * | 1972-04-27 | 1973-05-31 | Ind Elektronik Ag F | Vorrichtung zum Führen einer drahtförmigen oder bandförmigen Elektrode für das erosive Schneiden von Werkstücken |
| DE2755740C2 (de) * | 1977-12-14 | 1983-12-01 | Siemens AG, 1000 Berlin und 8000 München | Vorrichtung zum Abtrennen der draht- oder bandförmigen Elektrode in einer Elektroerosionsmaschine |
| JPS5689441A (en) * | 1979-12-24 | 1981-07-20 | Mitsubishi Electric Corp | Wire cut type electric discharge machine |
| CH635261A5 (fr) * | 1980-05-06 | 1983-03-31 | Charmilles Sa Ateliers | Dispositif de mise en place d'une electrode-fil dans une machine a decouper par etincelage erosif. |
| JPS5727624A (en) * | 1980-07-28 | 1982-02-15 | Japax Inc | Automatic wire setting device of wire type electric discharge processing machine |
| JPS5783364A (en) * | 1980-11-10 | 1982-05-25 | Inoue Japax Res Inc | Wires setting device for wire type discharge processing machine |
| US4432746A (en) * | 1981-05-21 | 1984-02-21 | The Procter & Gamble Company | Web segmenting apparatus |
| US4448655A (en) * | 1981-11-17 | 1984-05-15 | Inoue-Japax Research Incorporated | Traveling-wire electroerosion machining electrode and method |
| JPS59232730A (ja) * | 1983-06-14 | 1984-12-27 | Mitsubishi Electric Corp | ワイヤ放電加工装置 |
| JPH109226A (ja) * | 1996-06-21 | 1998-01-13 | Suzuki Motor Corp | 板金製クランプ |
-
1985
- 1985-04-01 DE DE3511930A patent/DE3511930C2/de not_active Expired
-
1986
- 1986-03-13 EP EP86103413A patent/EP0198229B1/de not_active Expired
- 1986-03-13 DE DE8686103413T patent/DE3660301D1/de not_active Expired
- 1986-03-21 US US06/843,360 patent/US4709130A/en not_active Expired - Fee Related
- 1986-03-31 JP JP61071404A patent/JPS61230819A/ja active Granted
- 1986-04-01 KR KR1019860002469A patent/KR910010249B1/ko active IP Right Grant
- 1986-04-01 CN CN86102225A patent/CN1015239B/zh not_active Expired
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105478939A (zh) * | 2015-12-28 | 2016-04-13 | 青海模具制造科技有限公司 | 一种电火花线切割机床的导丝系统 |
| CN105478939B (zh) * | 2015-12-28 | 2017-12-01 | 青海模具制造科技有限公司 | 一种电火花线切割机床的导丝系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3511930A1 (de) | 1986-10-02 |
| KR910010249B1 (ko) | 1991-12-24 |
| CN86102225A (zh) | 1987-10-14 |
| JPS6354489B2 (zh) | 1988-10-28 |
| EP0198229B1 (de) | 1988-06-15 |
| KR860007990A (ko) | 1986-11-10 |
| DE3511930C2 (de) | 1987-03-12 |
| DE3660301D1 (en) | 1988-07-21 |
| US4709130A (en) | 1987-11-24 |
| JPS61230819A (ja) | 1986-10-15 |
| EP0198229A1 (de) | 1986-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1015239B (zh) | 电火花加工机床使用的带状或线状电极的切断设备 | |
| US4659419A (en) | Laminator for sticking film sheet on panel surface | |
| CN102452099A (zh) | 一种蜗杆式塑料波纹管材开槽机 | |
| KR0136652B1 (ko) | 시트재와 기본재의 접착장치 및 그 접착방법과 이를 이용한 가요성 편평케이블의 제조장치 및 그 제조방법 | |
| US4983155A (en) | Paper web cutter | |
| CN1009448B (zh) | 将胶带条焊接到薄膜上的设备 | |
| CN213053010U (zh) | 一种制冷压缩机壳体板材分割装置 | |
| EP0336954B1 (en) | Selective wire feed for a plurality of wires | |
| CN205853551U (zh) | 一种3d玻璃双面覆膜机 | |
| EP0440327B1 (en) | Cut-off machine and method for tubing | |
| US5409340A (en) | Spine strip formation and feed method and apparatus | |
| CN117208622A (zh) | 应用于模切机的废料带牵引机构及不停机式模切机 | |
| CA1243192A (en) | Machine for the production of venetian blinds | |
| US4856392A (en) | Apparatus and method for cutting multiple lamp outlines from electroluminescent strip | |
| CN111802738A (zh) | 一种全自动高效口罩机 | |
| US4375759A (en) | Variable speed, synchronously operable, stock material feeding and forming apparatus | |
| GB2108461A (en) | Method and apparatus for twist wrapping articles | |
| CN211104285U (zh) | 一种粘胶机构 | |
| EP0338260A2 (en) | Paper web cutter | |
| GB2111941A (en) | A feed device for labels | |
| US5030312A (en) | Electro-chemical cells | |
| CN214875771U (zh) | 一种覆膜机 | |
| CN213074609U (zh) | 一种便于出料的口罩机 | |
| EP4323162B1 (en) | Apparatus for cutting and conveying a strip of material and relative method for producing electrical energy storage devices | |
| CN2486290Y (zh) | 表面粘着元件废料裁切机裁切机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C13 | Decision | ||
| GR02 | Examined patent application | ||
| AD01 | Patent right deemed abandoned | ||
| C20 | Patent right or utility model deemed to be abandoned or is abandoned | ||
| AD01 | Patent right deemed abandoned | ||
| C20 | Patent right or utility model deemed to be abandoned or is abandoned |