CN101038349A - 用于车辆的层压玻璃 - Google Patents
用于车辆的层压玻璃 Download PDFInfo
- Publication number
- CN101038349A CN101038349A CNA2006101720062A CN200610172006A CN101038349A CN 101038349 A CN101038349 A CN 101038349A CN A2006101720062 A CNA2006101720062 A CN A2006101720062A CN 200610172006 A CN200610172006 A CN 200610172006A CN 101038349 A CN101038349 A CN 101038349A
- Authority
- CN
- China
- Prior art keywords
- thickness
- middle layer
- layer
- laminated glass
- resin bed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10559—Shape of the cross-section
- B32B17/10568—Shape of the cross-section varying in thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
Abstract
本发明的目的是提供使用高功能挡风玻璃如具有多层中间层的隔音玻璃的HUD器件,和不产生双像并且在没有使其功能变差的可见性优良的车辆用挡风玻璃。在具有多层中间层的层压玻璃中,所述多层中间层被玻璃板夹在其中,多层中间层的厚度为楔形构形,具有多个不同硬度的层,具有较高硬度的第一树脂层在距下侧边缘400mm之内区域中,厚度至少为0.3mm,这可以防止层压玻璃产生光学形变并有效防止显示双像。
Description
技术领域
本发明涉及用于车辆的层压玻璃,这种玻璃适用于显示器如平视显示器,还涉及使用这种层压玻璃的平视显示器。
背景技术
对车辆驾驶员前方的窗玻璃,如用于汽车的挡风玻璃,通常采用层压玻璃,这种玻璃由彼此相对的两个玻璃板和夹在两个玻璃板之间的树脂中间层组成。此外,已知用于车辆的显示器技术,这种显示器是平视显示器(下面也称作HUD),在驾驶员的前方视野如挡风玻璃上显示一个显示信息。
常规的HUD器件中的一种如图16所示,其中,从HUD器件50的投影仪51投影显示的显示信息的光束52被挡风玻璃在汽车内侧的表面上的A点反射,在该汽车外部正向位置形成复显图像(虚像)54,显示信息的另一束光束53在挡风玻璃在汽车内侧的第一面上的B点入射、经折射后到达挡风玻璃第一面上的C点。显示信息的光束在C点被部分反射,在第四面的A′点入射,经折射后形成复显图像(虚像)55,该图像对驾驶员26而言为可视的。然而,在HUD器件50中,存在的一个缺点是,通过挡风玻璃在汽车内侧的表面上反射形成的复显图像54和通过挡风玻璃在汽车外侧的表面上反射形成的复显图像55相互发生位移,使看上去为双像(因此称作重像)。
作为防止产生这种双像的手段,提出以下方法,一种方法是使复显图像的位置在一定距离内,使双像的位移小于眼睛的分辨率;一种方法是在层压玻璃的汽车外侧的玻璃板和汽车内侧的玻璃板之间放置旋光器,使显示光以p-偏振的布儒斯特角入射到汽车外侧的玻璃板,以防止反射;一种方法是使挡风玻璃在汽车内侧的表面的角度与汽车外侧面的表面的角度不同,使挡风玻璃的厚度为楔形构形,使来自各表面的复显图像的光路相同(例如,专利文献1)。
另一方面,近年来,由于对如机动车的重量更轻或更舒适方面的改进,对高功能挡风玻璃寻求不断增加,已经设计了有各种功能的挡风玻璃。对这种高功能挡风玻璃如提高了隔音能力的层压玻璃(下面也称作层压隔音玻璃),层压玻璃中的中间层通常使用将各种功能的树脂层层叠后形成的多层中间层。此外,在层压玻璃的中间层的表面上,通常提供有压纹,用于防止发生粘连现象,并在预备加压结合时改善可加工性或改善脱气性。
这种使用多层中间层的层压玻璃中,经常发生光学形变,这会引起通过玻璃后图像畸变的问题。为解决这种问题,提出过一种方法,该方法改变了中间层表面上的压纹形状,并在中间层的树脂层之间的界面上形成不产生光学形变的压纹形状(例如,专利文献2)。
专利文献1:JP-A-2-279437
专利文献2:JP-A-11-35348
作为防止HUD双像的手段,形成厚度为楔形构形的挡风玻璃的方法具有以下优点,具有与其它防止双像的方法一样高的光利用效率,器件的结构简单,或者驾驶员的可视性因为在挡风玻璃上没有形成边缘线而没有变差。
然而,将这种多层中间层用于厚度为楔形构形的挡风玻璃,以构成HUD器件时,存在由显示区域中的多层中间层引起的光学形变问题,显示质量变差。
具体地,使用多层中间层的情况,当多层中间层在层压玻璃的平面形状的基本梯形中膨胀时,必须控制多层中间层的厚度,使膨胀的同时保持楔形。此时,存在的问题是在中间层的较薄部分发生光学形变,这是由中间层引起的。这种问题在列举的层压隔音玻璃的高功能挡风玻璃中尤为突出,这种层压隔音玻璃使用的多层中间层中,有一层比通常使用的聚乙烯醇缩丁醛(下面也称作PVB)更软,聚乙烯醇缩丁醛是最常用的中间层材料。
此外,为了满足对车辆的重量要轻的要求,用于车辆的层压玻璃数年后会更薄。因此,当使用上述多层中间层时,对构成中间层的每层的厚度的限制更为严格。结果,很难同时解决这两个问题,即,都使用高功能的挡风玻璃并在使用厚度为楔形构形的挡风玻璃的HUD器件的情况防止双像。
为解决这一问题,本发明的一个目的是提供使用多层中间层的高功能挡风玻璃的HUD器件,用于车辆的挡风玻璃不会产生双像显示,并具有优良的可视性,并提供使用这种挡风玻璃的平视显示器。
发明内容
本发明提供一种供车辆用的层压玻璃,这种玻璃包含两个曲面玻璃板和在两个玻璃板之间由多层树脂构成的中间层,树脂层位于两个玻璃板之间,玻璃板和中间层层叠在一起,其中,中间层是包含至少一个第一树脂层和至少一个第二树脂层的多层膜,所述第二层的硬度小于第一层,该中间层厚度为楔形构形,其中,当层压玻璃位于与车辆相连的位置,即安装到车辆上时,中间层的上侧比其下侧厚,其中,第一树脂层在距下侧边缘400mm之内的区域的厚度至少为0.3mm。
本发明的第二实施方式提供了按照本发明第一实施方式的用于车辆的层压玻璃,其中,所述中间层包含三个层,它们是第二树脂层和将第二树脂层夹在中间的第一树脂层。
本发明的第三实施方式提供了按照本发明第一实施方式或第二实施方式的用于车辆的层压玻璃,其中,第一树脂层中至少一层的厚度为楔形构形,该层的上侧厚度大于其下侧厚度。
本发明的第四实施方式提供了按照本发明第一实施方式或第二实施方式的用于车辆的层压玻璃,其中,第二树脂层中至少一层的厚度为楔形构形,该层的上侧厚度大于其下侧厚度。
本发明的第五实施方式提供了按照本发明第一至第四实施方式中任一实施方式的用于车辆的层压玻璃,其中,阻挡IR微粒分散在厚度为楔形构形的第一和/或第二树脂层中。
本发明的第六实施方式提供了按照本发明第一至第五实施方式中任一实施方式的用于车辆的层压玻璃,其中,第一树脂层在其上侧的厚度至少为0.5mm。
本发明的第七实施方式提供了按照本发明第一至第六实施方式中任一实施方式的用于车辆的层压玻璃,所述层压玻璃沿上侧还包含为条形的遮光功能区。
本发明的第八实施方式提供了按照本发明第七实施方式的用于车辆的层压玻璃,其中,所述遮光功能区形成在厚度为楔形构形的层内。
本发明的第九实施方式提供了按照本发明第一至第八实施方式中任一实施方式的用于车辆的层压玻璃,其中,阻挡IR微粒分散在有遮光功能区的层中。
本发明的第十实施方式提供了一种平视显示器,该显示器包括:用于发射显示信息的光束的光源、相对于光源放置的玻璃板以及在玻璃板上形成的显示区,用于显示从光源发射的显示信息,其中,所述玻璃板是层压玻璃板,是将两个曲面玻璃板与在两个玻璃板之间的由多层树脂构成的中间层叠加在一起形成的,所述层压玻璃的厚度为楔形构形,其中,当层压玻璃与车辆相连,即安装到车辆上时,层压玻璃的上侧厚度大于其下侧厚度,中间层至少包含一个第一树脂层和一个第二树脂层,第二树脂层的硬度小于第一树脂层,在显示区第一树脂层的厚度至少为0.3mm。
在此,本发明树脂层的硬度可由洛氏硬度、弹性模量和/或伸长百分数定义。第二树脂层指定为与第一树脂层相比具有较小洛氏硬度和较大膨胀模量和/或伸长百分数的层。
本发明能够解决由使用有多层中间层的高功能挡风玻璃的HUD器件产生的显示双像问题,并提供了具有高可视性的用于车辆的挡风玻璃,以及使用这种挡风玻璃的HUD器件。
因此,能够达到过去很难同时达到的两个目标。同时能够达到的这两个目标是,使用高功能挡风玻璃,如具有低硬度层作为中间层的层压隔音玻璃,以及防止使用厚度为楔形构形的挡风玻璃的HUD器件的双像。
更详细而言,在厚度为楔形构形的多层中间层中,具有相对较高硬度的第一树脂层的厚度在距下侧边缘400mm之内的区域中至少为0.3mm。因此,能够防止由HUD器件的显示区中的中间层引起的光学形变。
这是因为采用压花工艺形成表面的凹面-凸面构形的影响在采用压制结合形成层压玻璃时不再存在,而这种影响是光学形变的主要原因。通过使第一树脂层厚度至少为0.3mm,改善中间层的保形特性成为可能,并且防止产生光学形变,在形成层压玻璃时没有使中间层的抗粘连性变差。
此外,由于中间层有多个不同硬度的层和多个具有较高硬度的支撑层的较低硬度层,因此能够使膨胀的中间层成为楔形。因此,能够将低硬度的中间层用于层压玻璃,在此之前还很难这样。
此外,在第一树脂层中至少一层的厚度为楔形构形的结构中,该层的上侧厚度大于其下侧厚度,这种中间层容易进行膨胀操作。这是因为具有较高硬度和优良保形特性的第一树脂层的厚度为楔形构形,因此,容易控制层的厚度。
此外,通过对第一树脂层的最小厚度进行定量,能高效地构建中间层,以及高效地设计层压玻璃。因此,有可能减小层压玻璃的重量,有助于制造重量轻的车辆或较低其成本。此外,通过限制第一树脂层中指定的最小层厚度的区域,可以减少对中间层的厚度进行控制或膜膨胀步骤的工作量。
在中间层为三层结构的情况,其中较低硬度的第二树脂层被较高硬度的第一树脂层夹在中间,在中间层表面的凹面-凸面构形可通过在具有较高硬度的层上形成这种构形来形成,具有较高硬度的层具有防止凹面-凸面构形影响引起的形变所需的最小层厚度。因此,能有效防止层压玻璃的光学形变。此外,由于具有高保形特性的层形成了中间层的表面,中间层进行膨胀变得容易。
此外,用来将第二树脂层夹在中间并具有较高硬度的第一树脂层的厚度为楔形构形,这种结构适合于第一树脂层由常用材料构成,而第二树脂层是具有特定功能的层的情况。因为可以通过第一树脂层达到形成楔形的层厚度间差异,使得减小第二树脂层厚度成为可能。通过这种结构,可以降低中间层中各层之间折射率差异的影响。而且,可以尽可能减小功能层的厚度。这些特征都对降低成本有用。
而且,通过使基本为矩形并具有均匀层厚度的中间层膨胀为基本的梯形,能够同时形成所需平面形状和楔形厚度构形。结果,能够获得高效的制造步骤。此外,改变膨胀步骤的计时和顺序成为可能,从而能够适当选择中间层的厚度或平面形状。因此,能够选择运输方法或适合于这种生产形式的制造方法。即,本发明提高了商业灵活性并能进行有效生产。
在具有较低硬度的第二树脂层的厚度为楔形构形的结构中,由于较低硬度的层具有足够的层厚度,能容易地增加诸如隔音的功能。此外,这种结构中,用来将较低硬度的第二树脂层夹在中间的第一树脂层不必是楔形。因此,这种结构适合于形成三层的情况,其中各层具有各种所需的形状和厚度,最些层层叠在一起形成中间层。
在第一树脂层的上侧厚度至少为0.5mm的结构中,具有较高硬度的第一树脂层在中间层的整个表面上的厚度不变。这种结构改善了整个中间层的保形特性,并能更精确地消除对中间层表面进行压花工艺所形成的凹面-凸面构形的影响。结果,能够防止层压玻璃的光学形变。此外,能容易得形成中间层的楔形厚度构形,并保持该形状,因此,能够更容易和安全地达到防止HUD的双像的效果。
此外,通过提供遮光功能区,可能减少光对驾驶员产生的眩光。此外,由于能够设计不同遮光功能区的颜色或形状,因此提高了外观设计的完整性。
此外,在楔形厚度构形的层上形成遮光功能区的结构中,根据楔形厚度构形的厚度变化,着色层的厚度逐步变化。通过这种结构,能在遮光功能区更容易地形成梯度。此外,由于能够同时形成所需的中间层平面形状、楔形厚度构形和遮光功能区,因此能够简化生产工艺。
此外,在采用上述层压玻璃的HUD器件中,第一树脂层在显示区的厚度至少为0.3mm。这种结构能抑制产生复显图像的双像以及产生层压玻璃的光学形变,并实现使用高功能挡风玻璃的HUD器件。此外,通过使用具有上述效果的层压玻璃,能够以低成本提供具有高性能和高设计灵活性的HUD器件。
下面,参照优选实施方式详细描述本发明。
附图简述
附图中:
图1所示是本发明的层压玻璃结构的一个例子的截面图。
图2所示的本发明的平视显示器结构的一个例子的示意图。
图3所示是本发明层压玻璃的显示区的一个例子的平面图。
图4所示是本发明的层压玻璃结构的一个例子的截面图。
图5所示是本发明的层压玻璃结构的一个例子的截面图。
图6(A)和6(B)所示是层压玻璃的中间层进行膨胀的方法的示意图。
图7(A)和7(B)所示是按照本发明在形成中间层的楔形厚度构形时,中间层进行膨胀之前和之后的一个例子的截面示意图。
图8(A)和8(B)所示是按照本发明在形成中间层的楔形厚度构形时,中间层进行膨胀之前和之后的一个例子的截面示意图。
图9所示是本发明的层压玻璃结构的一个例子的截面图。
图10所示是本发明的层压玻璃结构的一个例子的截面图。
图11所示是本发明的层压玻璃结构的一个例子的截面图。
图12(A)和12(B)所示是本发明的层压玻璃结构的一个例子的截面图。
图13(A)和13(B)所示是本发明的层压玻璃结构的一个例子的截面图。
图14(A)和14(B)所示是本发明的层压玻璃结构的一个例子的截面图。
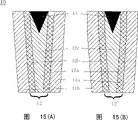
图15(A)和15(B)所示是本发明的层压玻璃结构的一个例子的截面图。
图16所示是常规平视显示器结构的一个例子的示意图。
具体实施方式
参见附图描述本发明,用为层压屏蔽玻璃的挡风玻璃以及使用这种挡风玻璃的HUD器件作为例子。
本文中,在本发明中,上侧和下侧分别表示安装到车辆时所处状态中的层压玻璃或层压玻璃的中间层上侧和下侧,左侧/右侧表示其余两侧。此外,将位于两个曲面玻璃板中的凸侧的一个玻璃板的凸表面指定为第一面,将该玻璃板的凹表面指定为第二面,将位于凹侧的玻璃板的凸表面指定为第三面,该玻璃板的凹表面指定为第四面。即,在层压玻璃安装到车辆如机动车时所处的状态,从车辆的外侧向内侧,将层压玻璃的玻璃板的正面和背面指定为第一面至第四面。
此外,层压隔音玻璃指能降低层压玻璃与各种声音的声波共振,屏蔽声音传播的层压玻璃,所述各种声音如在机动车运行时产生并从车辆外侧进入层压玻璃的声音或者发动机的声音。具体地,这种层压隔音玻璃指能有效屏蔽在5,000Hz频率附近的声音的层压玻璃,并改善在客舱内的声音舒适度,而5,000Hz频率附近的声音是令车辆中乘客极为不安的声音,这种声音包含在如车辆运行时的啸声,振动声音如机动车身的擦拭声和尖叫声。
第一实施方式
图1和图2分别是本发明的层压玻璃的结构的一个例子以及使用这种层压玻璃的平视显示器的截面图。
如图1所示,在层压玻璃10中,由树脂构成的多层中间层12夹在曲面层压玻璃板11a和11b之间。每个玻璃板11的厚度均匀,中间层12的厚度为楔形构形,其中上侧较厚,下侧较薄。由于将玻璃板11结合,以将楔形中间层夹12夹在中间,作为玻璃板11a的表面的第一面和第二面的位置与作为玻璃板11b的表面的第三面和第四面不平行。结果,层压玻璃10厚度为楔形构形。
中间层12是一个多层膜,包含分别粘合到玻璃板11a的第二面和玻璃板11b的第三面上的表层12b和12c(第一树脂层)和被所述表层夹在中间的隔音层12c(第二树脂层)。表层12a和12b各自为楔形,其上侧较厚,而下侧较薄,隔音层12c由硬度小于表层的树脂构成。此外,表层12a和12b各自在距下侧边缘400mm之内的区域或显示区的厚度至少为0.3mm。
在中间层12的结构中,通过使表层12a和12b各自在距下侧边缘400mm之内的区域厚度至少为0.3mm,能够防止对中间层表面进行压花工艺时产生光学形变。通常,在层压玻璃的中间层表面上形成凹面-凸面构形,以防止粘连并改善脱气性质。本发明中,由于采用压制结合形成层压玻璃时,不再有凹面-凸面构形的影响,因此,可以防止产生光学形变。此外,通过使表层厚度至少为0.3mm,可以提高中间层12的保形特性,并防止层压玻璃的光学形变,同时中间层12的抗粘连性不会变差。
此外,中间层具有多层不同硬度的层,并且较高硬度的层支撑较低硬度层。因此,很容易使中间层膨胀为楔形。因此,有可能将具有较低硬度层的中间层12用于层压玻璃,在此之前还很难这样。
此外,中间层有至少一层高硬度的表层,并且中间层的厚度为楔形构形,其上侧厚度大于其下侧,这种构形提高了中间层12的保形特性。结果,有可能控制中间层厚度并简化膨胀步骤。
此外,这种结构中,中间层12具有三层结构,其中较低硬度的隔音层12c被夹在具有较高硬度的表层12a和12b中间。采用这种结构,在整个中间层中,在高硬度的层上形成表面凹面-凸面构形,且高硬度层具有能够防止凹面-凸面构形引起的形变所需的最小厚度。因此,能够有效防止层压玻璃的光学形变。此外,由于高保形特性的层形成了中间层的表面,中间层12的膨胀变得更容易。
此外,这种结构适合于以下情况,即第一树脂层12a和12b由广泛使用的材料构成,第二树脂层具有诸如隔音的特定功能。同时在这种结构中,由于能够在表层12a和12b的各层中达到形成为楔形厚度构形所需的膜厚度差异,因此能够使隔音层12c的厚度尽可能小。因此,能够降低中间层12中各层之间的折射率差异的影响。此外,可以使中间层中有功能的层的厚度最小,这将有利于实现低成本的设计。
此外,通过确定表层12a和12c的最小厚度,能够高效地设计中间层和层压玻璃的结构,这样可以减小车辆的重量或降低成本。此外,通过限制表层中指定的最小层厚度的区域,可以减少对中间层12的厚度进行控制或膜膨胀步骤的工作量。
中间层的楔形厚度构形的最小角度至少为0.25mrad(毫拉德),以达到防止双像的效果,考虑到矩形中间层膨胀成大致的梯形时厚度的变化,优选至少0.3mrad。如果能够确保中间层的精确厚度,该角度更优选为至少0.4mrad,以达到更好的防止双像的效果。
中间层的楔形厚度构形的最大角度最大为1.8mrad,以防止双像,优选最大为0.9mrad。通过这种结构,改善了显示质量,如防止形变尤其是双像。此外,降低了显示质量对HUD器件的结构如曲面玻璃板的曲率或显示距离的依赖性,因而能将这种结构的层压玻璃应用于不同结构的显示器。考虑到矩形中间层膨胀成大致的梯形时厚度的变化,最大角度优选为最大为0.7mrad,如果能够确保中间层的精确厚度,更优选最大为0.6mrad。这种结构中,能够使中间层的厚度为能显示其功能的最小厚度,提供重量轻、成本低并适合于的HUD器件20的层压玻璃,并提供使用这种层压玻璃的HUD器件。
在形成挡风玻璃时,层压玻璃的厚度依据楔形厚度构形的角度变化而改变。1mrad的角度变化对应于在每1m横截面上约1mm的厚度变化。本发明中间层的下侧厚度至少约为0.7mm。因此,在机动车用的常规挡风玻璃中,中间层的上侧厚度为0.85-2.5mm,优选0.9-1.8mm,更优选约1.1-1.3mm。对将中间层夹在中间的玻璃板,可使用已知的各种玻璃板,层压玻璃10的厚度取决于玻璃板的厚度。此时所用玻璃板的厚度优选为1-3mm。
表层12a和12b的上侧厚度优选至少为0.5mm,更优选至少为0.6mm。此外,表层12a和12b各自在整个中间层上至少具有预定的厚度。因此,整个中间层的保形特性提高,能更安全地消除在中间层表面矩形压花工艺时形成的凹面-凸面构形的影响。此外,可以防止层压玻璃的光学形变。而且能够形成并保持中间层的楔形厚度构形,并能更安全有效地达到防止双像的效果。
下面,参见图2描述使用本发明的层压玻璃的平视显示器。如图2所示,从HUD器件20的投影仪21输出的显示信息的光束22被挡风玻璃在汽车内侧的表面上的A点反射,并形成复显图像(虚像)24。此外,显示信息的另一束光束23在挡风玻璃第四面上的B点入射、经折射后到达挡风玻璃第一面上的C点。显示信息的光束23在C点被部分反射,到达第四面的A点,经折射后形成复显图像25。结果,分别在第四面的A点和第一面的C点反射的显示信息22和23的光束的光路到达驾驶员26,相互重叠。因此,驾驶员24观察到的相互重叠时的复显图像24和复显图像(虚像)25,因此没有形成双像。
此时,表层12a和12b以及玻璃板11a和11b具有基本相同的折射率。因此,没有产生光学形变。此外,通过使隔音层12c的厚度最大为0.5mm,能够一定程度地抑制双像,达到不影响实际的显示质量。此外,隔音层12c的厚度更优选至少为0.1mm,以明显防止产生可见光的光学形变。根据最小限制条件,以本发明的结构,能够实现为典型的高功能层压玻璃的层压隔音玻璃以及不产生双像的HUD器件。
在所上述结构中,中间层的表层12a和12b各自具有楔形厚度构形。但是,这种结构可以是其中一个表层的厚度为楔形构形,而另一个表层为均匀厚度,只要中间层的表层12a和12b在距挡风玻璃的下侧边缘400mm之内的区域或在显示区内的厚度至少为0.3mm。此外,楔形厚度构形在显示区外的角度不必是上述角度,在显示区外的层压玻璃可以是非楔形厚度构形(例如,均匀的厚度构形)。按照这种结构,能够形成多个中间层片段,并将它们结合在一起形成一个中间层,因此,使制造工艺更为灵活。
图3所示是本发明的层压玻璃显示区的一个例子的平面图。本发明的显示区12表示挡风玻璃中反射自HUD器件的投影仪发射的显示数据的区域。此外,显示区具有测试区A下侧的延伸线(图中13)限定的上侧,该显示区表示被层压玻璃的下侧面、左侧和右侧以及上述的上侧包围的区域。在此,测试区A是对按照JIS R3212能用于公路车辆的安全打光材料的安全玻璃的测试区。此外,测试区A的下侧由横向线限定,该区域中,穿过点V2并与Y轴平行和在-Z方向与x轴成1°倾斜的平面横过挡风玻璃的外表面。在此,对应于驾驶员视点的点V2由三维正交坐标参照后排座位的原点R的XYZ值确定。
此外,进行层叠的中间层的结构可以是只在层压玻璃平面的一部分内为楔形厚度构形,中间层在这一部分平面的折射率、界面上的反射率或吸光度都在不会产生光学形变的范围之内。这种结构中,能够在层压玻璃平面的一定区域适当改变中间层的厚度,这样可以增加设计的灵活性。此外,还可以形成最小厚度的中间层,这样可以使设计和生产的成本较低。
对中间层的表层12a和12b,可以使用已知的透明树脂,但优选使用聚乙烯醇缩丁醛或聚对苯二甲酸乙二酯。此外,从容易制造中间层12的角度,隔音层12c优选由能自身保持其膜形状的材料构成。例如,优选使用PVB改性材料、乙烯-乙酸乙酯共聚物(EVA)材料、聚氨酯树脂材料、氯乙烯树脂材料、有机硅树脂材料等。
此外,隔音层12c是较低硬度的层,它能有效地使刚性尽可能低。为此目的,隔音层12c优选具有最低刚性,以保持膜状态(如冷却的和固化的凝胶或明胶状态)。特别是,用于车窗的普通层压玻璃的中间层的膜,与聚乙烯醇缩丁醛(PVB)相比其洛氏硬度更低,弹性模量和/或伸长百分数更大,优选将这种膜用作隔音层12c。
此外,中间层的表层12a或12b与隔音层12c之间的厚度差异可以相对值表示。此外,通过改变层的组成可以改变其硬度。例如,在PVB膜的情况,增塑剂的含量宜至少相差10重量%。此外,表层中增塑剂的含量优选为约30重量%,而在隔音层中优选约为40%。
此外,中间层12可以具有遮光功能区。该遮光功能区是降低了可见光透射率的所谓阴影带(shade band)。遮光功能区可以通过在中间层中混入着色剂形成,或者通过在中间层表面上印刷或涂敷着色剂形成。
遮光功能区通常形成为沿挡风玻璃的上端的条形。此时,遮光功能区可以均匀形成在表面上,或者形成为点图案,或者可以具有一定的明暗层次。宜调节可见光透射率,以使该可见光透射率从中间层上侧向下侧逐渐增加,因为这种结构提供遮光性,而没有使驾驶员的可见性变差。此外,遮光功能区和具有高的可见光透射率的非遮光功能区之间的边界模糊,因此不清晰。
图9所示是在中间层的表层12a中有阴影带的层压玻璃的结构的一个例子的截面图。如图9所示,在使用具有着色的表层12a或12b的中间层情况,阴影带15作为遮光功能区可通过层叠玻璃板11和中间层12形成,从而简化制造工艺。此外,与对中间层12c中的软层进行着色的情况相比,减少了着色剂向其它层的迁移,能够抑制如在阴影带界面产生颜色模糊。
此外,通过同时对表层12a和12b进行着色,从车辆的内侧和车辆的外侧观察层压玻璃的颜色是相同的,这样减少了设计中的差异。此外,在轧制中间层的膜时或者将中间层层叠在层压玻璃上时,中间层成为两面均可用的(reversible),达到能更容易控制的效果。
阴影带15可以通过在表层12a和/或12b的中心部分形成凹口并与颜料或染料等等共挤出来形成。事先形成这种凹口部分能达到的效果是,不仅共挤出变得容易,而且因为在表层12a的表面没有着色的层,进一步降低了着色剂至其它层如隔音层的12c或玻璃板11的褪色或迁移。此外,阴影带15不必形成在表层12a或12b的中心部分,而是形成在隔音层12c侧,如图10中所示的阴影带15a,或者形成在玻璃板11侧,如阴影带15b(虚线部分)。在图10的结构中,阴影带15位于中间层的外面。这种结构中,通过单独形成薄膜然后粘合在一起很容易形成中间层,而不必采用共挤出。
同时,阴影带可以形成在多层中间层12的任一层中。此外,阴影带可以通过不仅对一层进行着色而可以对表层12a和12b和层12c中的多个层进行着色来形成,可以图9的阴影带15和图10d阴影带15a和15b的定位结构可以组合在一起。在对多个层进行着色的情况,可以提高着色效果,并提高设计的灵活性,如改变每一层的着色程度成为可能。
如图11所示,高功能中间层12和有阴影带15的中间层可以排列在车辆的垂直方向。图11示出为有阴影带15的单层的着色部分和透明树脂层16与多层中间层结合的一个例子。如图11所示,采用不同方法还可以形成只有着色部分的结构的中间层,并通过使用该中间层与多层中间层12提供遮光功能。在此,由另一个步骤形成的着色中间层可以是单层或多个层。在形成多层中间层和着色中间层,以在平面方向排列的情况,这些中间层可以通过如挤塑方法整体形成,或者在各中间层各自成形后在平面方向粘合在一起。
在独立形成有阴影带的层和没有阴影带的层,然后层叠形成多层中间层的情况,增加了中间层的设计灵活性。同时,可以将阴影带15放置在中间层横截面的中心部分,因此,中间层12成为两个可用的。因此,在层叠时能容易地将中间层对齐,这样能提高生产效率。而且,还可以采用相应的方法形成着色的中间层和多层中间层。因此,着色剂迁移到其它层的现象被抑制,因而能够抑制如在阴影带界面上发生模糊。
此外,要求多层中间层12整体上具有所需的楔形厚度构形,如图12所示,多层中间层12可以通过将厚度为楔形构形的层与均匀厚度的层层叠来制备。阴影带15可形成在均匀厚度的层,但如图12(A)所示,阴影带优选形成在有楔形厚度构形的层(这种情况下在表层12a内)。如果对厚度为楔形构形的层进行着色,着色后的层厚度将依据楔形厚度构形中的厚度变化逐步改变,从而容易形成一定的明暗层次。此外,可以同时进行为形成楔形厚度构形的膨胀和在平面方向对齐阴影带的膨胀,这样能够达到高效的生产工艺。
此外,如图12(B)所示,将有阴影带15并有楔形厚度构形的膜12d再层叠在均匀厚度的多层中间层12上。这种情况下,对多层中间层12,使用常用的多层,能很容易地任选结合由不同方法制备的膜或者将进行膨胀和没有进行膨胀相结合。此外,可以将有阴影带15并有楔形厚度构形的膜12d形成为单层,这样可预期能达到楔形厚度构形的精确角度或阴影带位置的效果。
图13所示是在第二面(为表层12a的车辆的外侧表面)上形成薄膜形的阴影带17的一个例子,就采用涂敷或印刷的方法进行在中间层12的薄膜上形成阴影带17的步骤。可以在将中间层层叠形成层压玻璃之前的任一步骤中,通过涂敷或印刷形成阴影带,在每个多层中间层12上形成阴影带的情况,可以在任何层的薄膜上涂敷阴影带。
在具有多个厚度为楔形构形的层的中间层中,如图13(A)所示,通过在膨胀之前形成阴影带17,可以简化生产工艺。另一方面,在结合了厚度为楔形构形的层和横截面为均匀厚度的层的结构,如图13(B)所示,阴影带17可以形成在厚度为楔形构形的层的表面上,如该图所示,因而能够在形成多层中间层12并膨胀成大致的梯形后进行涂敷,因为阴影带17的形状没有改变,因此对外观设计没有限制,优选这种结构。另一方面,在阴影带17形成在厚度均匀的层的表面(例如,在第三面),还可以不对应于中间层的楔形厚度构形的形成来形成阴影带。
图14(A)和(B)示出均匀厚度构形和阴影带的结构的例子。图14(A)中所示的阴影带由着色层构成,图14(B)所示的阴影带通过涂敷形成,可以将这两种阴影带与中间层适当结合,与横截面为均匀厚度的层压玻璃适当结合。这类与非楔形厚度构形的结合中,在横截面为均匀厚度的层上形成阴影带15或17的情况,很少发生阴影带的形变,这种情况改善了外观。此外,在将玻璃板与中间层进行层叠的步骤中内容易定位阴影带,这样能提高生产效率。
此外,中间层12可以具有屏蔽IR的功能。为了添加屏蔽IR的功能,可以采用在中间层12a或12b或者隔音层12c中适当分散阻挡IR的微粒(下面简称为微粒)的方法。分散的微粒的平均粒径优选为最大0.2μm,所述微粒的材料可以是选自以下的金属:Re、Hf、Nb、Sn、Ti、Si、Zn、Zr、Fe、Al、Cr、Co、Ce、In、Ni、Ag、Cu、Pt、Mn、Ta、W、V和Mo,以及它们的氧化物、氮化物、硫化物或硅酸盐,或者是在这些材料中掺杂Sb或F形成的无机微粒,或者是诸如酞菁型的有机IR吸收剂,这些微粒可以单独使用或者组合使用。
此外,可以单独使用或组合使用掺杂锑的氧化锡(ATO)微粒或者掺杂锡的氧化铟(ITO)微粒作为微粒。ATO微粒和ITO微粒的屏蔽IR的特性优良,由少量的组合物就能实现所需的隔离IR的性能。
将微粒分散在中间层12的情况,因为以下原因,微粒优选分散在表层12a和12b以及隔音层12c中具有楔形厚度构形的层中。即如果中间层是在将微粒分散在中间层的材料中之后形成的,不需要进行专门的处理,微粒能以一致的体积比例分散在膜中。因此,如果微粒分散在楔形厚度构形的层,按在分散有微粒的层的厚度方向上积分的微粒量,较厚部分的微粒量大于较薄部分的微粒量。因为以下对微粒量的说明是对在厚度方向积分的量的说明,因此省略词语“在厚度方向积分的”。
因此,能够使中间层12较厚部分的屏蔽IR的性能大于较薄部分。将使用这种中间层12的层压玻璃与车辆相连时,上侧为较厚部分。因此,将这种层压玻璃用作车辆的挡风玻璃时,对应于乘客头部的部分能适当阻挡红外线。这些正是在将微粒分散在中间层12时,优选将微粒分散在表层12a和12b以及隔音层12c中为楔形厚度构形的层中的原因。在此,在制备厚度为楔形构形的中间层时,在通过膨胀制备中间层的情况,形成中间层时采用挤塑使中间层具有楔形厚度构形的情况以及通过粘合制备中间层的情况,都可以使较厚部分的微粒量大于较薄部分。
在表层12a和12b中至少一层为楔形厚度构形的情况,从控制层厚度或保形特性角度,微粒宜分散在表层12a和12b中的至少一层中。在表层12a和12b之一上形成楔形厚度构形的情况,该结构可以是将微粒分散在楔形厚度构形的层中,并且微粒也可以分散在另一层中。
否则,微粒可以分散在层12a、12b和12c的所有层中。此外,如本发明多层膜情况以及其它情况,通过将微粒分散在为楔形厚度构形的中间层中,可以形成能使乘客很少感觉到热量的层压玻璃。但是,如果较厚部分的微粒量过量,屏蔽IR的性能提高但可见光透射率下降。这种情况下,通过适当结合玻璃板的光学特性、分散中间层材料中的微粒百分数、较厚部分的厚度或较薄部分的厚度、楔形的角度等,能够获得所需的隔离IR性质和可见光的透射率。其中,还根据调节的容易程度,优选将微粒分散在为楔形获得构形的层中。此外,分散在中间层的各子层的材料中的微粒百分数可以不同。
示出的一个例子中使用了曲面单玻璃板作为玻璃板11,但在形状方面,采用平面型玻璃或曲面形玻璃,在结构方面,可以使用常规的单板玻璃、钢化玻璃、有金属丝格栅加热器的层压玻璃等,在颜色和组成方面,不仅可以使用透明玻璃,也可以是用于车辆的常用着色玻璃,如绿色、棕色、蓝色等颜色的玻璃。此外,玻璃板11上可以有如涂层来增加功能。可以适当增加以下的功能,选择性透射或衰减特定波长的光,如屏蔽红外线或紫外线,斥水功能、亲水功能、防雾功能、抗反射功能等。此外,玻璃板11在上侧可以具有遮光功能区。要形成遮光功能区,可以适当使用棕色陶瓷、耐候性油漆等。
在玻璃板材料方面,除了无机玻璃外,可以单独使用由诸如聚碳酸酯、聚苯乙烯、聚甲基丙烯酸甲酯的材料构成的所谓透明树脂玻璃,或者这些材料的两种或更多种组合使用。
此外,在此示出将表层和隔音层叠加而形成的中间层12,但本发明不限于此例,本发明可应用于任何结构,只要该结构具有由不同硬度的层构成的多层中间层。各层的功能不限于隔音,可以结合各种功能,诸如UV吸收性、IR吸收性、电磁屏蔽、防眩功能或对电磁波的选择透射、选择反射或选择吸收。此外,具备功能的层不限于较低硬度的层或者被其它层夹在中间的层,而表层也可具备功能。
此外,显示信息不限于仪表盘信息,如速度信息、转速信息或燃料仪信息,而可以有只要是驾驶员需要的信息,如交通信息、使用如指示器的航行信息、使用如ITS的行走者或障碍物的警告器,诸如温度等的外部环境信息,不限于行驶信息。
第二实施方式
图4所示是本发明层压玻璃的结构的一个例子的截面图。按照与第一实施方式相同的方式,中间层12的厚度为楔形构形,其上侧较厚,下侧较薄,玻璃板11粘合到楔形中间层。结果,层压玻璃的厚度为楔形构形。
中间层12是一多层膜,包含表层12a和12b以及夹在表层之间的隔音层12c,中间层12粘合在玻璃板11a的第二面以及玻璃板11b的第三面上,形成层压玻璃10。表层12a和12b各自是均匀厚度的树脂层,隔音层12c被夹在它们中间,具有楔形厚度构形,其上侧面较厚,下侧面较薄,隔音层12c由硬度小于表层的树脂构成。
在此,在膨胀之前,中间层的表层12a和12b中至少一层的厚度为楔形构形,其上侧较薄,下侧较厚,这是与膨胀后的楔形相反的楔形。将表层12a和12b中指示一层制备成相反的楔形厚度构形,能够在膨胀后,表层12a和12b的厚度一致化。
这种结构,因为较低硬度的层具有足够的厚度,很容易在夹在中间层12中的层上增加诸如隔音的新功能。此外,由于将隔音层12c夹在中间的表层12a和12b具有较高的硬度,不必是楔形,这种结构适合于将三个层形成各自的形状和厚度然后将它们层叠形成一个中间层的情况。
对上述结构之外的结构,可以按相同的方式应用第一实施方式的结构,并预期有等价的效果。
第三实施方式
图5所示是本发明层压玻璃的结构的一个例子的截面图。按照与第一实施方式相同的方式,中间层12的厚度为楔形构形,其上侧较厚,下侧较薄,玻璃板11粘合到楔形中间层,以夹住中间层。结果,层压玻璃10的厚度为楔形构形。
中间层是一多层膜,包含表层12a和12b以及夹在表层之间的隔音层12c,中间层12粘合在玻璃板11a的第二面以及玻璃板11b的第三面上,形成层压玻璃10。表层12a和12b以及隔音层12c各自的厚度为楔形构形其上侧较厚,下侧较薄,隔音层12c由硬度小于表层的树脂构成。
此实施方式中,通过改变被表层12a和12b夹在中间的隔音层12c的形状,能达到第一实施方式以及第二实施方式的效果。因此,能够根据所需的效果组合各层的比例,这样增加了设计的灵活性。
图15所示是具有厚度均匀的横截面的表层与阴影带组合的结构的例子。将图15(A)中所示由着色层构成的阴影带和图15(B)所示通过在垂直方向排列两个中间层形成的阴影带与具有厚度均匀的横截面的中间层或层压玻璃组合。与均匀非楔形横截面的中间层的组合中,通过形成厚度均匀的横截面的阴影带15或17,减少了阴影带的形变,改善了外观。此外,在将玻璃板与中间层层叠的步骤中容易对阴影带定位,这样能提高生产效率。此外,对除了上述结构外的其它结构,可以按照相同的方式应用第一实施方式和第二实施方式的结构,并预期有等价的效果。
然后,以使用常规单板玻璃板的情况为例子,描述本发明的层压玻璃的制造方法。
玻璃板11在弯曲之前将它们切割成预定形状。在此,在所需表面上可以形成一一掩蔽层(concealing layer)(未示出)。该掩蔽层可以使用已知材料如着色陶瓷糊料,采用已知的生产方法来形成。将涂敷有掩蔽层的玻璃板11预干燥,放置在预定的模具中,使用加热炉、冷却炉等将玻璃板弯曲成所需的形状。中间层12通过层叠表层与隔音层形成,膨胀成所需的形状。之后,将中间层12夹在两个玻璃板11a和11b中。夹层用玻璃板11和中间层12预先压制结合,并在高压釜中处理,形成层压玻璃10。
中间层12通过将表层材料和隔音层材料共挤出形成,使表层材料将隔音层夹在中间,形成有三层结构的中间层12。除了这种方法外,三层结构的中间层12还可以通过将三个层的材料分别挤出为各自的薄膜,然后以所需的顺序层叠并热结合来形成。表层和隔音层可含有诸如增塑剂的添加剂。特别优选在JP-A-2000-272936中揭示的方法。
根据JP-A-2000-272936,隔音层12c可以采用以下方法形成。在100份作为热塑性树脂的PVB-c(缩丁醛程度:60.2mol%,乙酰基量:11.9mol%)中加入60份作为增塑剂的三甘醇二-2-乙基丁酸酯(3GH),用混炼机充分捏合。之后,用压塑机(press-moldingmachine),将上述材料在150℃压塑30分钟,形成0.2mm厚的第一层。对表层12a和12b,往100份作为热塑性树脂的聚乙烯醇缩丁醛树脂[PVB-a(缩丁醛程度:65.9mol%,乙酰基量:0.9mol%)]加入40份作为增塑剂的3GH,用混炼机充分捏合。之后,用压塑机,将上述材料在150℃压塑30分钟,分别形成0.2mm厚和0.4mm的第二层和第三层。
图6(A)和6(B)是膨胀中间层的方法的一个例子的示意图。图6(A)示出在膨胀之前有多个不同硬度层的多层中间层12。膨胀前的中间层大致为矩形,通过膨胀左侧和右侧,中间层膨胀为大致的梯形,如图6(B)所示,以适应层压玻璃的平面形状。此时,膨胀程度较大的中间层的下侧的厚度小于中间层的上侧,因而形成楔形厚度构形。
此外,形成中间层12的另一种方法是,对中间层12进行挤塑以形成楔形厚度构形的方法。这种情况下,厚度为楔形构形的多层膜可以通过共挤出形成,或者通过分别形成各层并将它们结合在一起来形成。在通过粘合形成中间层12的情况,可以采用诸如膨胀和挤出的不同方法来形成各层。
本发明中,在由三层构成的中间层中,第一树脂层从两个侧面夹住第二树脂层,所述第一树脂层的硬度大于第二树脂层。然而,当多层中间层膨胀成大致的梯形和楔形厚度构形时,第一树脂层的硬度大于第二树脂层,可以防止由三个层构成的多层中间层在发生膨胀比例较大的下部变得太薄。
在此,“变得太薄”表示例如使厚度小于约0.3mm,这会使脱气不充分,并且在层叠时不能充分压制结合以形成层压玻璃,并引起光学形变。第一树脂层与第二树脂层的硬度比值可依据制备层压玻璃时的压制结合的条件、中间层中树脂层的厚度依据树脂层类型进行适当选择。
图7(A)和7(B)所示是中间层在通过膨胀形成楔形厚度构形之前和之后的例子的横截面示意图。图7(A)所示的膨胀前的横截面情况,表层12(A)和12(B)以及夹在它们之间的隔音层12(C)各自具有均匀的厚度。通过膨胀中间层的左侧和右侧,层叠的三层同时膨胀,膨胀后形成图7(B)所示的楔形厚度构形。在此,隔音层12c也膨胀,但在较低硬度的隔音层厚度约为0.1-0.3mm并且比表层足够薄的情况,厚度的变化可以忽略。因此,只改变第一层12a和12c的厚度具备上就能形成楔形。因此,可以形成均匀厚度的隔音层12c。
通过上述膨胀方法形成楔形厚度构形适用于如层压隔音玻璃的结构,其中较低硬度的层(第二树脂层)的厚度小于较高硬度的表层(第一树脂层)。
采用上述方法,能够使层叠的矩形中间层在单一个的膨胀步骤中同时在平面方向和横截面方向发生变形。因此,能够很容易地获得具有所需平面形状和所需楔形厚度构形的中间层12,这样能提高生产效率。
此外,通过改变膨胀步骤的时间或顺序,能够从均匀厚度的矩形中间层和具有大致为梯形平面形状以及楔形厚度构形的中间层中选择适当的中间层。因此,能够选择适合生产形式的运输方法或生产工艺。结果,能够使商业更灵活并达到高效生产。
图8(A)和(B)所示是在通过膨胀形成楔形厚度构形时中间层在膨胀之前和之后的另一个例子的横截面示意图。如图8(A)所示的膨胀前的中间层的横截面中,表层12a和12b以及夹在它们之间的隔音层12c各自都具有基本均匀的厚度,隔音层12c的厚度足以发生变形。按照与图7相同的发生,通过膨胀中间层的左侧和右侧,层叠的三层同时膨胀,形成楔形厚度构形的中间层,其中的三个层都具有图8(B)所示的楔形厚度构形。
通过上述膨胀方法形成楔形厚度构形适用于如层压隔音玻璃的结构,其中较低硬度的层(第二树脂层)的厚度足以等价于较高硬度的表层(第一树脂层)的厚度。
在此例子中,由于能够选择决定高功能层如隔音层12c的厚度与中间层12的厚度的比例,能很容易地增加所需的功能。此外,由于能够选择有效的方法或运输方法,能够获得与上述方法等价的效果。
此例子中,通过在层叠后将中间层12膨胀为大致的梯形来形成楔形厚度构形的中间层12的方法,但是该中间层可以通过在层叠之前膨胀各层来形成,并在膨胀之后进行层叠。这种情况,通过任选组合楔形厚度构形的层与均匀厚度构形的层,可以形成厚度为楔形构形的中间层。
在具有阴影带的层压玻璃结构中,对膨胀之前在中间层中形成阴影带的情况,优选膨胀中间层,使楔形厚度构形的角度以及阴影带在平面方向的位置成为所需的角度和位置。在达到楔形厚度构形所需的膨胀率和达到阴影带在平面的特定位置所需的膨胀率是不同的情况,考虑到膨胀后的形状,制备的阴影带在平面方向具有非线型的条形。即通过在膨胀之前形成在中间层中的阴影带,使阴影带为波浪形,波浪的周期对应于挡风玻璃在平面方向的尺寸,使能够消减所需膨胀率之间的差异。
在通过共挤塑形成阴影带时,凹口部分通常形成在中间层中,以形成着色层。为形成波浪形的阴影带,其方法为,在模塑形成波浪形凹口时,使形成凹口的金属模具中的芯体在凹口方向移入和移出,用如颜料或染料对凹口进行着色,并对因此形成的树脂进行共挤出。另一方面,在通过涂敷或印刷形成阴影带的情况,按照上述方式,可在膨胀之前,在中间层上形成具有波浪形的阴影带,该波浪的周期对应于挡风玻璃的尺寸,或者在膨胀之后,直接通过涂敷或印刷,在中间层上形成具有所需形状的阴影带。
工业应用
本发明适用于具有诸如平视显示器的材料用挡风玻璃。
在此,上述例子将本发明应用于车辆用的挡风比例,尤其是机动车用的平视显示器,但本发明不限于这些例子,例如,本发明可应用于车辆如机动车用的其它开孔,或应用于运输工具如飞机或船的开孔。此外,本发明可应用于需要高功能玻璃的各种应用,如需要显示功能的隔音玻璃,在不影响显示功能范围防止双像。
2005年12月26日提交的日本专利申请号2005-372291、2006年1月25日提交的日本专利申请号2006-016407和2006年8月25日提交的日本专利申请号2006-229348的说明书、权利要求书、附图和摘要被全部参考结合于本文。
Claims (10)
1.一种车辆用的层压玻璃,该层压玻璃包含两块曲面玻璃板和在这两块玻璃板之间的由多层树脂构成的中间层,所述玻璃板和中间层层叠在一起,其中,中间层是包含至少一层第一树脂层和至少一层第二树脂层的多层膜,所述第二树脂层的硬度小于第一树脂层,该中间层的厚度为楔形构形,其中,当层压玻璃位于与车辆相连的位置时,中间层上侧的厚度大于其下侧厚度,且第一树脂层在距下侧边缘400mm之内区域的厚度至少为0.3mm。
2.如权利要求1所述的车辆用的层压玻璃,其特征在于,中间层包含三层,它们是第二树脂层和将第二树脂层夹在中间的第一树脂层。
3.如权利要求1或2所述的车辆用的层压玻璃,其特征在于,第一树脂层中至少一层的厚度为楔形构形,该层上侧的厚度大于其下侧厚度。
4.如权利要求1或2所述的车辆用的层压玻璃,其特征在于,第二树脂层中至少一层的厚度为楔形构形,该层上侧的厚度大于其下侧厚度。
5.如权利要求1-4中任一权利要求所述的车辆用的层压玻璃,其特征在于,阻挡IR的微粒分散在厚度为楔形构形的第一和/或第二树脂层中。
6.如权利要求1-5中任一权利要求所述的车辆用的层压玻璃,其特征在于,第一树脂层上侧的厚度至少为0.5mm。
7.如权利要求1-6中任一权利要求所述的车辆用的层压玻璃,所述层压玻璃沿上侧还包含条形的遮光功能区。
8.如权利要求7所述的车辆用的层压玻璃,其特征在于,遮光功能区形成在厚度为楔形构形的层内。
9.如权利要求7或8所述的车辆用的层压玻璃,其特征在于,阻挡IR的微粒分散在有遮光功能区的层中。
10.一种平视显示器,该显示器包括:用于发射显示信息的光束的光源,与光源对置的玻璃板以及在玻璃板上形成的显示区,该显示区用于显示从光源发射的显示信息,其中,所述玻璃板是层压玻璃板,是将两块曲面玻璃板与在两块玻璃板之间的由多层树脂构成的中间层层叠在一起形成的,所述层压玻璃的厚度为楔形构形,其中,当层压玻璃与车辆相连时,层压玻璃的上侧厚度大于其下侧厚度,中间层至少包含第一树脂层和第二树脂层,第二树脂层的硬度小于第一树脂层,第一树脂层在显示区的厚度至少为0.3mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410090248.1A CN103786391B (zh) | 2005-12-26 | 2006-12-26 | 用于车辆的层压玻璃 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005372291 | 2005-12-26 | ||
| JP2005372291 | 2005-12-26 | ||
| JP2006016407 | 2006-01-25 | ||
| JP2006229348 | 2006-08-25 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410090248.1A Division CN103786391B (zh) | 2005-12-26 | 2006-12-26 | 用于车辆的层压玻璃 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101038349A true CN101038349A (zh) | 2007-09-19 |
Family
ID=38889375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2006101720062A Pending CN101038349A (zh) | 2005-12-26 | 2006-12-26 | 用于车辆的层压玻璃 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101038349A (zh) |
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103018796A (zh) * | 2012-10-31 | 2013-04-03 | 南京工业大学 | 一种光学显示用双膜系pc镜片及其制备方法 |
| CN104781205A (zh) * | 2012-11-14 | 2015-07-15 | 积水化学工业株式会社 | 夹层玻璃用中间膜及夹层玻璃 |
| CN104853914A (zh) * | 2013-11-27 | 2015-08-19 | 法国圣戈班玻璃厂 | 用作平视显示屏的叠层玻璃制品 |
| CN104950447A (zh) * | 2015-07-13 | 2015-09-30 | 京东方科技集团股份有限公司 | 一种平视显示装置和交通工具 |
| CN105408274A (zh) * | 2013-08-05 | 2016-03-16 | 旭硝子株式会社 | 车辆用的夹层玻璃 |
| CN106255592A (zh) * | 2014-03-07 | 2016-12-21 | 康宁股份有限公司 | 用于平视显示系统的玻璃层叠结构 |
| CN106489095A (zh) * | 2015-06-11 | 2017-03-08 | 法国圣戈班玻璃厂 | 用于接触模拟平视显示器(hud)的投影装置 |
| CN106945490A (zh) * | 2017-04-27 | 2017-07-14 | 上海蔚来汽车有限公司 | 平视显示装置、挡风玻璃、以及电动车辆 |
| CN107209389A (zh) * | 2015-02-20 | 2017-09-26 | 富士胶片株式会社 | 挡风玻璃以及平视显示器系统 |
| CN107207338A (zh) * | 2015-01-26 | 2017-09-26 | 旭硝子株式会社 | 夹层玻璃 |
| CN107405884A (zh) * | 2015-10-01 | 2017-11-28 | 法国圣戈班玻璃厂 | 具有薄内玻璃板和声阻尼热塑性中间层的复合玻璃 |
| CN108407580A (zh) * | 2017-02-10 | 2018-08-17 | 比亚迪股份有限公司 | 机动车及其挡风玻璃 |
| CN109071338A (zh) * | 2016-03-31 | 2018-12-21 | 积水化学工业株式会社 | 夹层玻璃用中间膜及夹层玻璃 |
| CN109709673A (zh) * | 2018-12-22 | 2019-05-03 | 中国航空工业集团公司洛阳电光设备研究所 | 一种常光平视显示器的双组合玻璃调节机构及安装方法 |
| CN110315822A (zh) * | 2018-03-30 | 2019-10-11 | Skc株式会社 | 接合用层压膜及包含该接合用层压膜的透光层压体 |
| CN111212818A (zh) * | 2017-10-20 | 2020-05-29 | Agc株式会社 | 夹层玻璃 |
| EP3767062A1 (en) * | 2019-07-15 | 2021-01-20 | Swisscom AG | Multi-pane glazing unit |
| TWI725057B (zh) * | 2015-09-30 | 2021-04-21 | 日商積水化學工業股份有限公司 | 層合玻璃用中間膜及層合玻璃 |
| CN113165324A (zh) * | 2018-12-05 | 2021-07-23 | 中央硝子株式会社 | 具有修正结构的汽车玻璃 |
| CN113365811A (zh) * | 2019-04-30 | 2021-09-07 | Skc株式会社 | 接合用层合薄膜及包括其的透光层叠体 |
| CN113613889A (zh) * | 2019-03-19 | 2021-11-05 | 中央硝子株式会社 | 信息采集系统的光学图案 |
| CN113820879A (zh) * | 2020-12-02 | 2021-12-21 | 法国圣戈班玻璃公司 | 用于玻璃的液晶投影层、玻璃、车辆以及制造玻璃的方法 |
| CN113858730A (zh) * | 2021-10-08 | 2021-12-31 | 福耀玻璃工业集团股份有限公司 | 夹层玻璃及抬头显示系统 |
| CN113878953A (zh) * | 2021-10-08 | 2022-01-04 | 福耀玻璃工业集团股份有限公司 | 夹层玻璃及抬头显示系统 |
| CN114787688A (zh) * | 2019-11-29 | 2022-07-22 | 旭硝子欧洲玻璃公司 | 用于从抬头显示器(hud)投影图像的层压窗玻璃 |
| WO2023092262A1 (zh) * | 2021-11-23 | 2023-06-01 | 福耀玻璃工业集团股份有限公司 | 抬头显示车窗及车辆 |
| CN114670518B (zh) * | 2018-03-30 | 2024-04-19 | 爱思开迈克沃有限公司 | 接合用层压膜及透光层压体 |
-
2006
- 2006-12-26 CN CNA2006101720062A patent/CN101038349A/zh active Pending
Cited By (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103018796B (zh) * | 2012-10-31 | 2015-02-18 | 南京工业大学 | 一种光学显示用双膜系pc镜片及其制备方法 |
| CN103018796A (zh) * | 2012-10-31 | 2013-04-03 | 南京工业大学 | 一种光学显示用双膜系pc镜片及其制备方法 |
| CN104781205B (zh) * | 2012-11-14 | 2019-05-03 | 积水化学工业株式会社 | 夹层玻璃用中间膜及夹层玻璃 |
| CN104781205A (zh) * | 2012-11-14 | 2015-07-15 | 积水化学工业株式会社 | 夹层玻璃用中间膜及夹层玻璃 |
| US11117352B2 (en) | 2012-11-14 | 2021-09-14 | Sekisui Chemical Co., Ltd. | Laminated-glass interlayer and laminated glass |
| US10513092B2 (en) | 2012-11-14 | 2019-12-24 | Sekisui Chemical Co., Ltd. | Laminated-glass interlayer and laminated glass |
| CN105408274A (zh) * | 2013-08-05 | 2016-03-16 | 旭硝子株式会社 | 车辆用的夹层玻璃 |
| US20160096346A1 (en) * | 2013-08-05 | 2016-04-07 | Asahi Glass Company, Limited | Laminated glass for vehicle |
| CN104853914A (zh) * | 2013-11-27 | 2015-08-19 | 法国圣戈班玻璃厂 | 用作平视显示屏的叠层玻璃制品 |
| CN110001163A (zh) * | 2013-11-27 | 2019-07-12 | 法国圣戈班玻璃厂 | 用作平视显示屏的叠层玻璃制品 |
| CN106255592A (zh) * | 2014-03-07 | 2016-12-21 | 康宁股份有限公司 | 用于平视显示系统的玻璃层叠结构 |
| CN106255592B (zh) * | 2014-03-07 | 2019-11-29 | 康宁股份有限公司 | 用于平视显示系统的玻璃层叠结构 |
| CN107207338A (zh) * | 2015-01-26 | 2017-09-26 | 旭硝子株式会社 | 夹层玻璃 |
| CN107209389B (zh) * | 2015-02-20 | 2019-12-10 | 富士胶片株式会社 | 挡风玻璃以及平视显示器系统 |
| CN107209389A (zh) * | 2015-02-20 | 2017-09-26 | 富士胶片株式会社 | 挡风玻璃以及平视显示器系统 |
| CN106489095A (zh) * | 2015-06-11 | 2017-03-08 | 法国圣戈班玻璃厂 | 用于接触模拟平视显示器(hud)的投影装置 |
| CN104950447A (zh) * | 2015-07-13 | 2015-09-30 | 京东方科技集团股份有限公司 | 一种平视显示装置和交通工具 |
| US10175480B2 (en) | 2015-07-13 | 2019-01-08 | Boe Technology Group Co., Ltd. | Head up display device that prevents ghosting and vehicle |
| TWI725057B (zh) * | 2015-09-30 | 2021-04-21 | 日商積水化學工業股份有限公司 | 層合玻璃用中間膜及層合玻璃 |
| US11554574B2 (en) | 2015-09-30 | 2023-01-17 | Sekisui Chemical Co., Ltd. | Interlayer film for laminated glass and laminated glass |
| CN107405884A (zh) * | 2015-10-01 | 2017-11-28 | 法国圣戈班玻璃厂 | 具有薄内玻璃板和声阻尼热塑性中间层的复合玻璃 |
| CN107405884B (zh) * | 2015-10-01 | 2021-02-23 | 法国圣戈班玻璃厂 | 具有薄内玻璃板和声阻尼热塑性中间层的复合玻璃 |
| US11318719B2 (en) | 2016-03-31 | 2022-05-03 | Sekisui Chemical Co., Ltd. | Interlayer for laminated glass, and laminated glass |
| CN109071338B (zh) * | 2016-03-31 | 2022-02-25 | 积水化学工业株式会社 | 夹层玻璃用中间膜及夹层玻璃 |
| CN109071338A (zh) * | 2016-03-31 | 2018-12-21 | 积水化学工业株式会社 | 夹层玻璃用中间膜及夹层玻璃 |
| CN108407580A (zh) * | 2017-02-10 | 2018-08-17 | 比亚迪股份有限公司 | 机动车及其挡风玻璃 |
| CN106945490A (zh) * | 2017-04-27 | 2017-07-14 | 上海蔚来汽车有限公司 | 平视显示装置、挡风玻璃、以及电动车辆 |
| CN111212818A (zh) * | 2017-10-20 | 2020-05-29 | Agc株式会社 | 夹层玻璃 |
| CN110315822A (zh) * | 2018-03-30 | 2019-10-11 | Skc株式会社 | 接合用层压膜及包含该接合用层压膜的透光层压体 |
| CN114670518B (zh) * | 2018-03-30 | 2024-04-19 | 爱思开迈克沃有限公司 | 接合用层压膜及透光层压体 |
| CN114670518A (zh) * | 2018-03-30 | 2022-06-28 | Skc株式会社 | 接合用层压膜及透光层压体 |
| CN113165324A (zh) * | 2018-12-05 | 2021-07-23 | 中央硝子株式会社 | 具有修正结构的汽车玻璃 |
| CN109709673A (zh) * | 2018-12-22 | 2019-05-03 | 中国航空工业集团公司洛阳电光设备研究所 | 一种常光平视显示器的双组合玻璃调节机构及安装方法 |
| CN113613889B (zh) * | 2019-03-19 | 2024-02-13 | 中央硝子株式会社 | 信息采集系统的光学图案 |
| CN113613889A (zh) * | 2019-03-19 | 2021-11-05 | 中央硝子株式会社 | 信息采集系统的光学图案 |
| US11506885B2 (en) | 2019-04-30 | 2022-11-22 | Skc Co., Ltd. | Bonding laminated film and light-transmitting laminate comprising the same |
| CN113365811A (zh) * | 2019-04-30 | 2021-09-07 | Skc株式会社 | 接合用层合薄膜及包括其的透光层叠体 |
| EP3767062A1 (en) * | 2019-07-15 | 2021-01-20 | Swisscom AG | Multi-pane glazing unit |
| CN114787688A (zh) * | 2019-11-29 | 2022-07-22 | 旭硝子欧洲玻璃公司 | 用于从抬头显示器(hud)投影图像的层压窗玻璃 |
| WO2022116958A1 (zh) * | 2020-12-02 | 2022-06-09 | 法国圣戈班玻璃公司 | 用于玻璃的液晶投影层、玻璃、车辆以及制造玻璃的方法 |
| CN113820879A (zh) * | 2020-12-02 | 2021-12-21 | 法国圣戈班玻璃公司 | 用于玻璃的液晶投影层、玻璃、车辆以及制造玻璃的方法 |
| CN113878953A (zh) * | 2021-10-08 | 2022-01-04 | 福耀玻璃工业集团股份有限公司 | 夹层玻璃及抬头显示系统 |
| CN113858730A (zh) * | 2021-10-08 | 2021-12-31 | 福耀玻璃工业集团股份有限公司 | 夹层玻璃及抬头显示系统 |
| WO2023092262A1 (zh) * | 2021-11-23 | 2023-06-01 | 福耀玻璃工业集团股份有限公司 | 抬头显示车窗及车辆 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101038349A (zh) | 用于车辆的层压玻璃 | |
| CN103786391B (zh) | 用于车辆的层压玻璃 | |
| US10353200B2 (en) | Laminated glass | |
| US11065844B2 (en) | Laminated glass | |
| CN106457773B (zh) | 用于平视显示器(hud)的具有小的厚度的复合玻璃 | |
| US20080176043A1 (en) | Laminated glass for vehicle | |
| JP6658363B2 (ja) | 合せガラス及び車両窓 | |
| JP2006327381A (ja) | 合せガラスおよびその製造方法 | |
| JP2023090711A (ja) | 合わせガラス | |
| CN106255592A (zh) | 用于平视显示系统的玻璃层叠结构 | |
| KR20100126402A (ko) | 헤드업 디스플레이 장치 | |
| KR102274626B1 (ko) | 열가소성 조합필름의 제조 방법 | |
| US11052639B2 (en) | Thermoplastic film for a laminated glass pane | |
| WO2020226075A1 (ja) | 車両 | |
| CN110450479B (zh) | 夹层玻璃 | |
| JP7059780B2 (ja) | 合わせガラス | |
| WO2022244873A1 (ja) | 合わせガラス、ヘッドアップディスプレイシステム | |
| JPWO2020031509A1 (ja) | ガラス、合わせガラス | |
| WO2021002253A1 (ja) | ガラス | |
| JP7255441B2 (ja) | 合わせガラス | |
| JP7259511B2 (ja) | 合わせガラス | |
| JP2023061360A (ja) | 合わせガラス及びその製造方法 | |
| JP2020109051A (ja) | 自動車用合わせガラス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20070919 |