CN100552246C - 轴承单元的制造方法以及其上装载有该轴承单元的电机 - Google Patents
轴承单元的制造方法以及其上装载有该轴承单元的电机 Download PDFInfo
- Publication number
- CN100552246C CN100552246C CN200710004374.0A CN200710004374A CN100552246C CN 100552246 C CN100552246 C CN 100552246C CN 200710004374 A CN200710004374 A CN 200710004374A CN 100552246 C CN100552246 C CN 100552246C
- Authority
- CN
- China
- Prior art keywords
- oil supply
- bearing unit
- supply component
- manufacture method
- inner peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 27
- 238000000034 method Methods 0.000 title claims abstract description 25
- 230000002093 peripheral effect Effects 0.000 claims abstract description 30
- 230000003287 optical effect Effects 0.000 claims description 8
- 239000000463 material Substances 0.000 claims description 7
- 239000004744 fabric Substances 0.000 claims description 6
- 239000000446 fuel Substances 0.000 claims description 6
- 238000007654 immersion Methods 0.000 claims description 4
- 230000005540 biological transmission Effects 0.000 claims 1
- 238000003780 insertion Methods 0.000 abstract description 2
- 230000037431 insertion Effects 0.000 abstract description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000010913 used oil Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/10—Sliding-contact bearings for exclusively rotary movement for both radial and axial load
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/10—Construction relative to lubrication
- F16C33/1025—Construction relative to lubrication with liquid, e.g. oil, as lubricant
- F16C33/103—Construction relative to lubrication with liquid, e.g. oil, as lubricant retained in or near the bearing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49636—Process for making bearing or component thereof
- Y10T29/49696—Mounting
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Sliding-Contact Bearings (AREA)
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
Abstract
本发明提供了一种轴承单元的制造方法以及其上装载有该轴承单元的电机。该轴承单元具有稳定而较长的寿命。为了实现该目的,在壳体(22)的内周面的一部分上形成有凹槽部(22a),用于在其内插入供油部件(23)。当插入时,使为进行该插入而圆形弯曲的供油部件(23)形成为,使得连接中心轴线(J1)与环形供油部件(23)的中央部(23b)的距离(D1)比壳体(22)的内周面的半径(D2)短。这样,供油部件(23)的内周面将可靠地与套筒(21)的外周面相接触。
Description
技术领域
本发明涉及一种使用寿命长的轴承单元的制造方法,以及其上装载有该轴承单元的电机。
背景技术
轴承单元的使用寿命是决定其内具有该轴承单元的电机的使用寿命长短的重要因素。因此,当由用油浸渍的烧结材料制成的轴承的油耗尽(例如,蒸发)时,该轴承单元将不再工作。因此,传统上,为了延长轴承单元的使用寿命,使用了供油部件。其上应用了DLP(数字光处理)技术的投影装置(例如,前投电视机,或者背投电视机)所用的电机需要较长的使用寿命。而且,由于上述投影装置有时会持续工作很长一段时间,所以该投影装置内的温度会升高,从而使轴承内浸渍的油蒸发。此外,即使在使用了上述供油部件时,为了使该部件能以适当的方式向轴承供油,该部件和轴承之间也必须形成可靠接触。如果没有形成可靠连接,就不会延长轴承单元的使用寿命,这样其内具有该轴承单元的电机也不会有较长的使用寿命。
发明内容
为了克服上述问题,本发明的实施例提供了一种轴承单元的制造方法,在该轴承单元中,轴承和供油部件相对于彼此适当地设置。根据本发明实施例的方法制造的轴承单元能获得长而稳定的使用寿命。本发明的实施例还提供了一种电机,该电机内包括根据上述方法制造的轴承单元。
根据本发明,供油部件与套筒的外周面相接触,从而将油充分供应至该套筒。更具体地说,将中心轴线与被圆形弯曲成“c”形的供油部件的最弯曲部分之间的距离设计成比所述轴承单元的壳体的内周面的半径小,以使得所述供油部件能有效地供油。
从本发明实施例的参照附图的以下描述中,将更清楚本发明的其它特征、元件、步骤、工序、特性和优点。
附图说明
图1是表示投影装置1的示意图。
图2是根据本发明的电机的示意性剖面图。
图3是根据本发明的轴承单元的实施例的示意性剖面图。
图4a至图4c是供油部件的示意图。
图5是根据本发明的轴承单元的另一实施例的示意性剖面图。
图6是根据本发明的轴承单元的再一实施例的示意性剖面图。
图7是表示根据本发明的轴承单元的制造方法的步骤S1的示意图。
图8是表示根据本发明的轴承单元的制造方法的步骤S2的示意图。
图9是表示根据本发明的轴承单元的制造方法的步骤S3的示意图。
图10是表示根据本发明的轴承单元的制造方法的步骤S4的示意图。
图11是表示根据本发明的轴承单元的制造方法的步骤S5的示意图。
图12是表示图8中所示的剖面图从线x-x观察所见的视图。
具体实施方式
以下将参照附图描述本发明的实施例。应注意,附图标记、图号和辅助说明都是为了帮助读者在优选实施例的以下描述中找到相应的部件而提供的,以利于理解本发明。应理解,这些表述决不旨在限制本发明的范围。
<DPL投影装置的结构>
图1是表示本发明的显示单元的整体结构的示意图。该显示单元是根据本发明的其上应用了DLP技术的投影装置1。
该投影装置1包括:彩色轮组件3,其中盘形彩色轮2安装至电机3a的转子部;光源4,该光源朝彩色轮2发射可见光(optical light);数字微镜装置5(以下称为DMD 5),该数字微镜装置反射透过彩色轮2的可见光;以及投影光学系统6,该投影光学系统将来自DMD 5的可见光投射至预定屏幕7。
彩色轮2具有例如三个面积相等的区域,每个区域代表一种颜色(例如红色(R),绿色(G)和蓝色(B)),而且每个区域均具有允许可见光透过的滤光器。彩色轮2随电机3a以7200至14000rpm的速度旋转。DMD 5以二维方式设有多个倾斜度可调整的微型反射镜。一旦可见光穿过彩色轮2,具有预定频率的可见光将经由聚集透镜而根据该频率被引导至预定的反射镜。然后,该可见光将会根据各反射镜的倾斜度而被反射到投影光学系统6或预定位置。接着,只有进入投影光学系统6的可见光会被投射到屏幕7上。就此而言,根据外部信号,相应于彩色轮2的旋转对各反射镜的倾斜度进行调整。通过这种方式,投影装置1根据外部信号投射图像(例如,R图像、G图像和/或B图像),从而在屏幕7上投射出彩色活动图像。
<电机的整体结构>
接下来将参照图2对装载在彩色轮组件3上的电机的整体结构进行描述。图2是根据本发明的电机的示意性剖面图。
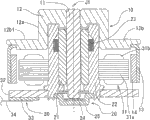
根据图2,所述电机包括:关于中心轴线J1旋转的转子部10;轴承部20,该轴承部支撑转子部10,使得转子可自由旋转;以及保持轴承部20的定子部30。
转子部10包括:轴11,该轴以与中心轴线J1相同的轴线为中心而旋转;转子毂12,该转子毂上装载有彩色轮2(图2中未示出),并且该转子毂固定在轴11的顶部上;大致筒形的轭13,该轭由磁性材料制成,并固定至转子毂12;以及固定至轭13的转子磁体14。
转子毂12由非磁性材料(例如铝)制成。而且,转子毂12形成为底部具有开口的大致筒形。在筒状部12a的底部处形成有沿径向向外方向延伸的延伸部12b。在延伸部12b的顶面上设有装载部12b1。上述彩色轮2待装载在该装载部12b1上。轭13通过变形工序(例如,敛缝)而固定至延伸部12b的外周缘的下部。此外,转子磁体14通过粘合剂而固定至轭13的内周面。
轴承部20包括:套筒21,该套筒由烧结材料制成,用于可旋转地支撑轴11;保持套筒21的壳体22;供油部件23,该供油部件被保持在套筒21和壳体22之间,用于向套筒21供油;止推板24,该止推板由具有优异抗磨性的树脂材料制成,并可旋转地支撑轴11的底部;以及大致杯形的盖部25,该盖部保持止推板24。
定子部30包括:定子31,该定子固定在壳体22的外周部上;安装板32,该安装板固定在壳体22的底面上;电路板33,该电路板固定在安装板32的底面上,用于控制转子部10的旋转;和线缆34,该线缆使定子部30与外部电源(图中未示出)相连接。应注意,线缆34可以是柔性扁平线缆(FFC)或柔性印刷电路(FPC)。
定子31包括由多个薄磁板层压而成的定子芯31a、以及卷绕在定子芯31a周围的线圈31b。线圈31b的一端电焊在电路板33上。
来自外部电源的电流通过线缆34传导至定子31,并在定子31周围产生磁场。由于所生成的磁场和转子磁体14之间的交感作用,转子部10获得旋转力。
<轴承单元的详细结构及制造方法>
1)轴承单元的详细结构
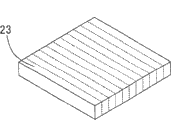
接下来,参照图3至图12对根据本发明的轴承单元20a的详细结构及制造方法进行描述。图3示出了轴承单元20a。图4a示出了供油部件23。图4b示出了形成供油部件23之前的元件。根据图4b,供油部件23呈条形。图4c示出了形成供油部件23之前的元件。根据图4c,供油部件23呈环形。应注意,轴承单元20a是其内插有轴11的轴承部20。
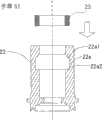
根据图3,在壳体22的内周面的上部处设有沿径向延伸的环形凹槽部22a。凹槽部22a的顶面22a1形成倾斜面,其中该面沿形成锥形面的径向向上并向内的方向延伸。而且,凹槽部22a的底面22a2相对于中心轴线J1形成正交面。此外,在壳体22的内周面的下部处形成有环形突出部22b,该突出部确定了套筒21的轴向位置。
在套筒21的内周面的上部和下部处分别设有上侧轴承21a和下侧轴承21b。上侧轴承21a和下侧轴承21b的直径略小于套筒21的内周面的其余部分的直径,从而可旋转地支撑轴11的外周面。而且,套筒21的外周面在凹槽部22a的上方和下方与壳体22的内周面接触。此外,供油部件23定位于在凹槽部22a与套筒21的外周面之间产生的空间中。此外,在突出部22b的下方设有水平部(leveled portion)22c。在突出部22b的下方还设有环形板26。而且,盖部25通过变形工序(例如,敛缝)而固定至水平部22c的底面的一部分。在盖部25的顶端处设有沿径向向外方向延伸的上端延伸部25a。上端延伸部25a固定在板26和突出部22b的底面之间。此外,在盖部25的上端面上设有椭圆形的升高部25b。止推板24定位在升高部25b的顶面上。
待插入套筒21的轴11呈大致柱形。在轴11的下部处,设有周长缩小部11a,其周长小于轴11的其余部分。此外,轴11的底端部11b呈圆弧形。该弧形端的顶部在止推板24上滑动,且沿轴向可旋转地被支撑。而且,板26的内周面定位成比突出部22b的内周面更靠近中心轴线J1。此外,板26的内周面定位成比轴11的外周面更径向向内,并且比周长缩小部11a的外周面更径向向外。突出部22b和板26配置成能防止轴11脱出轴承单元外的机构。在套筒21的顶面处设有垫圈27,以使得沿着轴11沿向上方向行进的油能被抛回套筒21。
根据图4a,轴向位置由底面22a2的位置确定的供油部件23是由用油浸泡过的织物(例如,毡)制成的部件。根据图4b,供油部件23是通过将织物片切割成多个大致四棱柱形条而形成的。如果供油部件23如图4c所示形成,其中从所述织物片切割出环形部件,则该织物片的其余部分就浪费了。也就是说,通过使供油部件23形成如图4a所示的大致四棱柱形条,能有效利用材料。而且,由于用于供油部件23的织物是可挠曲的材料,因而可将条形供油部件23圆形弯曲成如图4a所示的“c”形。
以下将参照图5和图6描述轴承单元的另一实施例。应注意,在图5和图6中,与图3中所示相似的元件用相同附图标记表示,并省略对其的描述。而且,图5中所示的壳体表示为壳体40,而图6中所示的壳体表示为壳体50。
根据图5,供油部件23定位成在轴向上比图3中所示的要低。当供油部件23如图5所示定位时,壳体40的凹槽部41的形状为:使得凹槽部41的顶面相对于中心轴线J1垂直,而凹槽部41的底面形成为倾斜面,其中该底面沿形成锥面的径向向下并向内的方向延伸。
根据图6,套筒21的外周面在凹槽部51的下方与壳体50的内周面的下部相接触。应注意,当供油部件23如图5所示那样设置时,套筒21的外周面在凹槽部41的上方与壳体40的内周面相接触。
2)轴承单元20a的制造方法
接下来,参照图7至图12对轴承单元20a的制造方法进行描述。图7至图11均表示示出了轴承单元20a的制造步骤的示意图。图12是表示图8中所示的剖面图从线x-x观察所见的视图。
首先,将供油部件23通过顶面22a1上的开口插入(见图7中的步骤S1)。在插入之前使供油部件23圆形弯曲。由于顶面22a1处形成为倾斜面,因而圆形弯曲的供油部件23能够在凹槽部22a内复原(restore)。上述步骤S1使供油部件23能够容易地固定在预定的轴向位置,从而提高了制造过程的效率。
接着,在将供油部件23插入凹槽部22a之后,向供油部件23供油(见图8的步骤S2)。此时,如果供油部件23在插入凹槽部22a之前已经用油浸泡过,则在插入之前油可能会溢出。供油部件23没有足够量的油会缩短轴承单元的使用寿命。因此,为了防止上述问题,将没有用油浸泡过的供油部件23插入凹槽部22a是非常重要的。供油部件23可以是环形的。根据图12,中心轴线J1与在圆形弯曲的供油部件23中曲率最大的中央部23b的连线D1设计成:比连接中心轴线J1和供油部件23的虚拟圆的给定点的半径D2短。由此,供油部件23的内周面上的对应于中央部23b的点待与套筒21的外周面相接触。而且,由于D1设计成比D2要短,因而供油部件23的径向厚度H1优选等于凹槽部22a的径向深度H2。
此外,一旦供油部件23被放置在凹槽部22a内,将会在圆形弯曲的供油部件23的两端施加较大的复原力,而在中央部23b上将会施加最小的复原力。以下,复原力是指作用在圆形弯曲的、最初呈条形的供油部件23上以撤销弯曲的力。由于较大的复原力,中央部23b的内周面将定位成比壳体22的内周面更靠近中心轴线J1。
这里,如果供油部件23的厚度H1大于凹槽部22a的径向深度H2,则供油部件23将会伸出凹槽部22a外,而且可能会在插入其内时受损。同样,如果H1小于H2,则D1会变得大于D2,这样由于供油部件23的内周面和套筒21的外周面彼此不能接触,因而不能充分供油。应注意,只要H1和H2设计成具有相同尺寸,尺寸公差可以略微不同。
接下来,将套筒21插入壳体22并固定于其内(见图9的步骤S3)。通过压配合将套筒21插入壳体22。由于套筒21通过压配合而插入壳体22,因而壳体22的内周面和套筒21的外周面彼此接触,使得供油部件23的内周面和套筒21的外周面彼此适当接触。套筒21的轴向位置根据突出部22b的顶面位置而定,因此,套筒21的轴向位置被准确确定。
接下来,将板26、止推板24和盖部25固定在壳体的底部(见图10的步骤S4)。在步骤S4中,将板26设置在突出部22b的底面上。然后,将止推板24放置在升高部25b的顶面上。接着,通过变形工序(例如,敛缝)将盖部25固定至壳体22。
最后,将轴11插入套筒21内(见图11的步骤S5)。当轴11的底端部11b与止推板24的顶面相接触时,确定了轴11的轴向位置。板26的内周缘弹性变形,以允许底端部11b位于其内。接着,在允许底端部11b位于其内时变形的板26的内周缘的形状将会复原。由此,提供了防止轴脱出轴承单元外的机构。
如上所述的轴承单元的制造方法可以应用于如图5和图6所示的轴承单元。然而,要注意的是根据图5,凹槽部41的底面41b是锥形面,因此,用于如图5所示的轴承单元的供油部件23通过该轴承单元的底部插入。
尽管已详细描述了本发明,但是以上描述在各方面都是例示性的而非限制。应理解,在不背离本发明范围的情况下可构想多种其它修改及变型。
Claims (12)
1、一种轴承单元的制造方法,其中该轴承单元包括:
轴;
套筒,该套筒由用油浸渍的烧结材料制成,呈大致筒形,并具有用于可旋转地支撑所述轴的内周面;
壳体,该壳体具有用于径向环绕地支撑所述套筒的内周面,其中该壳体在其内周面处设有沿径向向外方向凹入的环形的凹槽部;以及
供油部件,该供油部件被保持在所述凹槽部内,并与所述套筒的外周面相接触以向该套筒供油,
所述轴承单元的制造方法包括以下步骤:
a)将所述供油部件插入所述凹槽部内;
b)将所述套筒插入所述壳体的内周侧;以及
c)将所述轴插入所述套筒的内周侧,并且
所述供油部件形成为条状,并被圆形弯曲以在所述步骤a)中被插入,从而使得所述供油部件的内周面的一部分定位成比所述壳体的内周面更靠近中心轴线。
2、根据权利要求1所述的轴承单元的制造方法,其特征在于,
所述供油部件由可挠曲的材料制成。
3、根据权利要求1所述的轴承单元的制造方法,其特征在于,
所述供油部件由诸如毡的织物制成。
4、根据权利要求1所述的轴承单元的制造方法,其特征在于,
在所述壳体的内周面与所述凹槽部的内周面之间产生的空间中形成的顶面和底面中的至少一个包括沿轴向延伸的倾斜面。
5、根据权利要求2所述的轴承单元的制造方法,其特征在于,
在所述步骤a)之后用油浸泡所述供油部件。
6、根据权利要求2所述的轴承单元的制造方法,其特征在于,
将作为所述圆形弯曲的供油部件在环向上的中点的中央部定位成:比所述壳体的所述内周面更靠近所述中心轴线。
7、根据权利要求2所述的轴承单元的制造方法,其特征在于,
所述凹槽部在径向上的深度与所述供油部件的厚度大致相同。
8、根据权利要求2所述的轴承单元的制造方法,其特征在于,
在所述步骤a)中,在所述供油部件与所述凹槽部的内周面之间形成空隙。
9、根据权利要求2所述的轴承单元的制造方法,其特征在于,
设置在所述凹槽部中的所述圆形弯曲的供油部件的一个周向端与该圆形弯曲的供油部件的另一周向端不相接触。
10、一种电机,在该电机上装载有根据权利要求1至7中任一项所述的方法制造的轴承单元,该电机包括:
转子部,该转子部固定至所述轴的一端,并具有转子磁体;以及
定子部,该定子部固定在所述壳体的外周侧上,并与所述转子磁体相对。
11、根据权利要求10所述的电机,其特征在于,
所述转子部上安装有彩色轮。
12、一种显示单元,该显示单元包括:
彩色轮组件,该彩色轮组件包括旋转的彩色轮,该彩色轮具有粘贴到一圆盘上的滤色器,以投射并显示彩色图像;
根据权利要求10所述的电机,该电机用于驱动所述彩色轮;
数字微镜装置,该数字微镜装置通过多个微型反射镜而反射透射过所述彩色轮的光,所述微型反射镜的姿态可根据所述彩色图像进行变化;
投影光学系统,该投影光学系统用于将从所述数字微镜装置反射的光投射到预定屏幕上;以及
外壳,该外壳用于容纳所述彩色轮组件、光源、所述数字微镜装置、以及所述投影光学系统。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006014805 | 2006-01-24 | ||
| JP2006014805A JP2007198420A (ja) | 2006-01-24 | 2006-01-24 | 軸受ユニットの製造方法およびこの軸受ユニットを搭載したモータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101025201A CN101025201A (zh) | 2007-08-29 |
| CN100552246C true CN100552246C (zh) | 2009-10-21 |
Family
ID=38284139
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200710004374.0A Expired - Fee Related CN100552246C (zh) | 2006-01-24 | 2007-01-24 | 轴承单元的制造方法以及其上装载有该轴承单元的电机 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20070169348A1 (zh) |
| JP (1) | JP2007198420A (zh) |
| CN (1) | CN100552246C (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008043128A1 (de) * | 2008-10-23 | 2010-04-29 | Robert Bosch Gmbh | Elektrische Maschine mit Rotorlagerung |
| KR101009153B1 (ko) * | 2008-12-19 | 2011-01-18 | 삼성전기주식회사 | 스핀들모터 |
| CN105587776B (zh) * | 2015-12-28 | 2018-12-21 | 肇庆晟辉电子科技有限公司 | 一种轴承系统 |
| JP6938895B2 (ja) * | 2016-04-28 | 2021-09-22 | 日本電産株式会社 | 回転駆動装置 |
| CN111151977A (zh) * | 2020-01-07 | 2020-05-15 | 松下·万宝(广州)压缩机有限公司 | 一种轴套制作方法、一种轴套和一种压缩机 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5754374A (en) * | 1995-10-28 | 1998-05-19 | Daewoo Electronics Co., Ltd. | Dynamic pressure bearing apparatus and head drum assembly of a video cassette recorder utilizing the same |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3070409A (en) * | 1961-01-09 | 1962-12-25 | Jakel Mfg Co | Electrical motors |
| US3109684A (en) * | 1961-09-18 | 1963-11-05 | Gen Electric | Lubrication arrangement for dynamoelectric machines |
| US3266123A (en) * | 1965-04-07 | 1966-08-16 | Heim Universal Corp | Method of producing bearings |
| US4674164A (en) * | 1978-05-15 | 1987-06-23 | Incom International Inc. | Bearings with felted teflon liners and method for making same |
| US4355250A (en) * | 1980-07-17 | 1982-10-19 | General Electric Company | Self-aligning bearing assembly |
| US5880043A (en) * | 1991-04-03 | 1999-03-09 | Hoechst Aktiengesellschaft | Fiber-reinforced material and production and use thereof |
| JP3206109B2 (ja) * | 1992-06-15 | 2001-09-04 | 松下電器産業株式会社 | モータの軸受装置 |
| GB9607453D0 (en) * | 1996-04-10 | 1996-06-12 | Johnson Electric Sa | Bearing for miniature motor |
| JP3908834B2 (ja) * | 1997-09-08 | 2007-04-25 | Ntn株式会社 | 情報機器のスピンドル用モータの支持装置 |
| JP2001054250A (ja) * | 1999-08-05 | 2001-02-23 | Asmo Co Ltd | モータの含油軸受装置、及びその製造方法 |
| US6755554B2 (en) * | 2000-05-25 | 2004-06-29 | Matsushita Electric Industrial Co., Ltd. | Color wheel assembly and color sequential display device using the same, color wheel unit and color sequential display device using the same, and color sequential display device |
| JP2003239972A (ja) * | 2002-02-13 | 2003-08-27 | Nippon Densan Corp | 軸受装置、スピンドルモータ及びディスク装置 |
| JP2004176815A (ja) * | 2002-11-27 | 2004-06-24 | Ntn Corp | 流体軸受装置 |
| JP4572554B2 (ja) * | 2004-03-25 | 2010-11-04 | 日本電産株式会社 | モータ |
| CN100340049C (zh) * | 2003-11-14 | 2007-09-26 | 日本电产株式会社 | 马达及显示装置 |
-
2006
- 2006-01-24 JP JP2006014805A patent/JP2007198420A/ja active Pending
-
2007
- 2007-01-24 CN CN200710004374.0A patent/CN100552246C/zh not_active Expired - Fee Related
- 2007-01-24 US US11/626,441 patent/US20070169348A1/en not_active Abandoned
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5754374A (en) * | 1995-10-28 | 1998-05-19 | Daewoo Electronics Co., Ltd. | Dynamic pressure bearing apparatus and head drum assembly of a video cassette recorder utilizing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007198420A (ja) | 2007-08-09 |
| CN101025201A (zh) | 2007-08-29 |
| US20070169348A1 (en) | 2007-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7109620B2 (en) | Motor and display unit | |
| CN100552246C (zh) | 轴承单元的制造方法以及其上装载有该轴承单元的电机 | |
| EP0097852B1 (en) | Rotating mirror scanner | |
| JP4797489B2 (ja) | カラーホイール回転用装置 | |
| JP2005250473A (ja) | レーザーを利用したディスプレイの画質劣化低減装置 | |
| KR101409556B1 (ko) | 전동 송풍기 | |
| GB2115617A (en) | Stepper motor having rotor with limited axial movement | |
| JP2007198420A5 (zh) | ||
| KR101141435B1 (ko) | 모터와 그 제조 방법 및 이를 이용하는 광 디스크 드라이브 | |
| US5666219A (en) | Rotary polygon mirror type light deflecting system | |
| KR20050011838A (ko) | 회전다면경 조립체 | |
| JPH01154115A (ja) | 回転体支持装置 | |
| US6661141B1 (en) | Blower | |
| KR101494138B1 (ko) | 전동 송풍기 | |
| KR20070050542A (ko) | 컬러 휠 유니트 | |
| US8638015B2 (en) | Motor with rotor case having coupling component | |
| US5644419A (en) | Mirror fixing device for a motor employing a beam reflector | |
| KR101101442B1 (ko) | 모터 | |
| JP6700746B2 (ja) | 走査光学装置 | |
| KR20120012054A (ko) | 스핀들모터 | |
| JP2004226747A (ja) | ポリゴンミラー支持構造 | |
| JPH01207714A (ja) | 光走査装置 | |
| KR20090103485A (ko) | 스핀들모터의 베어링 | |
| JPH07336970A (ja) | レーザービームスキャナ用モータ | |
| JP2005055509A (ja) | 固定装置及び光偏向用モータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20091021 |