CN100537221C - 线圈织物及其生产方法 - Google Patents
线圈织物及其生产方法 Download PDFInfo
- Publication number
- CN100537221C CN100537221C CNB2004800420021A CN200480042002A CN100537221C CN 100537221 C CN100537221 C CN 100537221C CN B2004800420021 A CNB2004800420021 A CN B2004800420021A CN 200480042002 A CN200480042002 A CN 200480042002A CN 100537221 C CN100537221 C CN 100537221C
- Authority
- CN
- China
- Prior art keywords
- compound
- coil
- nonwoven
- layer
- millimeters
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000004744 fabric Substances 0.000 title description 10
- 238000004519 manufacturing process Methods 0.000 title description 3
- 238000000034 method Methods 0.000 claims abstract description 49
- 150000001875 compounds Chemical class 0.000 claims description 66
- 239000000835 fiber Substances 0.000 claims description 49
- 239000000758 substrate Substances 0.000 claims description 46
- 229920001169 thermoplastic Polymers 0.000 claims description 18
- 239000004416 thermosoftening plastic Substances 0.000 claims description 15
- 229920001577 copolymer Polymers 0.000 claims description 12
- 239000000203 mixture Substances 0.000 claims description 10
- 102000000584 Calmodulin Human genes 0.000 claims description 6
- 108010041952 Calmodulin Proteins 0.000 claims description 6
- 230000008569 process Effects 0.000 claims description 5
- 239000012815 thermoplastic material Substances 0.000 claims description 5
- 239000000463 material Substances 0.000 abstract description 30
- 238000012360 testing method Methods 0.000 description 18
- -1 polyethylene Polymers 0.000 description 14
- 238000005520 cutting process Methods 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 11
- 241001315609 Pittosporum crassifolium Species 0.000 description 10
- 239000004743 Polypropylene Substances 0.000 description 8
- 229920001155 polypropylene Polymers 0.000 description 8
- 238000004026 adhesive bonding Methods 0.000 description 7
- 210000001847 jaw Anatomy 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 239000002131 composite material Substances 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 238000009960 carding Methods 0.000 description 4
- 229920001903 high density polyethylene Polymers 0.000 description 4
- 239000004700 high-density polyethylene Substances 0.000 description 4
- 229920001684 low density polyethylene Polymers 0.000 description 4
- 239000004702 low-density polyethylene Substances 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- 241001093269 Helicodiscus parallelus Species 0.000 description 3
- NSGDYZCDUPSTQT-UHFFFAOYSA-N N-[5-bromo-1-[(4-fluorophenyl)methyl]-4-methyl-2-oxopyridin-3-yl]cycloheptanecarboxamide Chemical compound Cc1c(Br)cn(Cc2ccc(F)cc2)c(=O)c1NC(=O)C1CCCCCC1 NSGDYZCDUPSTQT-UHFFFAOYSA-N 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 2
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 229920000299 Nylon 12 Polymers 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- 238000001467 acupuncture Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 210000004400 mucous membrane Anatomy 0.000 description 2
- 238000010606 normalization Methods 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 229920001083 polybutene Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- PZWQOGNTADJZGH-SNAWJCMRSA-N (2e)-2-methylpenta-2,4-dienoic acid Chemical compound OC(=O)C(/C)=C/C=C PZWQOGNTADJZGH-SNAWJCMRSA-N 0.000 description 1
- STBLNCCBQMHSRC-BATDWUPUSA-N (2s)-n-[(3s,4s)-5-acetyl-7-cyano-4-methyl-1-[(2-methylnaphthalen-1-yl)methyl]-2-oxo-3,4-dihydro-1,5-benzodiazepin-3-yl]-2-(methylamino)propanamide Chemical compound O=C1[C@@H](NC(=O)[C@H](C)NC)[C@H](C)N(C(C)=O)C2=CC(C#N)=CC=C2N1CC1=C(C)C=CC2=CC=CC=C12 STBLNCCBQMHSRC-BATDWUPUSA-N 0.000 description 1
- QLZJUIZVJLSNDD-UHFFFAOYSA-N 2-(2-methylidenebutanoyloxy)ethyl 2-methylidenebutanoate Chemical compound CCC(=C)C(=O)OCCOC(=O)C(=C)CC QLZJUIZVJLSNDD-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- 241001062009 Indigofera Species 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920000572 Nylon 6/12 Polymers 0.000 description 1
- 229920006152 PA1010 Polymers 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 229940125773 compound 10 Drugs 0.000 description 1
- 229940125878 compound 36 Drugs 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- ZMUCVNSKULGPQG-UHFFFAOYSA-N dodecanedioic acid;hexane-1,6-diamine Chemical compound NCCCCCCN.OC(=O)CCCCCCCCCCC(O)=O ZMUCVNSKULGPQG-UHFFFAOYSA-N 0.000 description 1
- STVZJERGLQHEKB-UHFFFAOYSA-N ethylene glycol dimethacrylate Chemical compound CC(=C)C(=O)OCCOC(=O)C(C)=C STVZJERGLQHEKB-UHFFFAOYSA-N 0.000 description 1
- 229920006244 ethylene-ethyl acrylate Polymers 0.000 description 1
- 239000005042 ethylene-ethyl acrylate Substances 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- ZLVXBBHTMQJRSX-VMGNSXQWSA-N jdtic Chemical compound C1([C@]2(C)CCN(C[C@@H]2C)C[C@H](C(C)C)NC(=O)[C@@H]2NCC3=CC(O)=CC=C3C2)=CC=CC(O)=C1 ZLVXBBHTMQJRSX-VMGNSXQWSA-N 0.000 description 1
- 210000003734 kidney Anatomy 0.000 description 1
- 210000002050 maxilla Anatomy 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 description 1
- 229920005594 polymer fiber Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- DJZKNOVUNYPPEE-UHFFFAOYSA-N tetradecane-1,4,11,14-tetracarboxamide Chemical compound NC(=O)CCCC(C(N)=O)CCCCCCC(C(N)=O)CCCC(N)=O DJZKNOVUNYPPEE-UHFFFAOYSA-N 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0003—Fastener constructions
- A44B18/0011—Female or loop elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/10—Fibres of continuous length
- B32B2305/20—Fibres of continuous length in the form of a non-woven mat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2398/00—Unspecified macromolecular compounds
- B32B2398/20—Thermoplastics
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1008—Longitudinal bending
- Y10T156/101—Prior to or during assembly with additional lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23907—Pile or nap type surface or component
- Y10T428/23979—Particular backing structure or composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24008—Structurally defined web or sheet [e.g., overall dimension, etc.] including fastener for attaching to external surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/2457—Parallel ribs and/or grooves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/2481—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including layer of mechanically interengaged strands, strand-portions or strand-like strips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/674—Nonwoven fabric with a preformed polymeric film or sheet
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Nonwoven Fabrics (AREA)
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
Abstract
本发明涉及一用于钩圈粘扣的低成本线圈材料,其具有断续地结合至非弹性取向膜的至少一片柔性无纺材料。本发明还涉及用于生产这类线圈的方法。
Description
技术领域
本发明涉及一用于钩圈粘扣(hook and loop fastener)的低成本线圈材料,其具有至少一片断续地结合在非弹性取向膜上的柔性无纺材料。本发明还涉及用于生产这类线圈的方法。
背景技术
例如,从美国专利US 5,032,122中可以得知通过将无纺物层压到膜上而形成的线圈织物,其通过使由可定向材料制成的衬底处于其尺寸不稳定状态而形成;在衬底上定位多个长丝;将所述长丝在沿着每根长丝的间隔开的固定区域固定至衬底,在各对所述固定区域之间限定有非固定的(unsecured)捕捉区域;并使得可定向材料沿着其反应路径转换至尺寸稳定状态,从而在捕捉区域使长丝抽褶,以便在固定区域之间形成从衬底伸出的纤维元件。美国专利US5,547,531描述了形成线圈织物的方法,所述方法包括如下步骤:提供第一薄层,其包括弹性的压敏胶粘膜,所述压敏胶粘膜具有第一胶粘表面和与第一胶粘表面相对的第二胶粘表面;进行松驰取向和伸长取向;将所述第一薄层从所述松驰取向拉伸至所述伸长取向;在所述伸长取向上,使包括无纺纤网的第二薄层接触所述第一薄层的所述第一表面,从而直接地将所述第二薄层和所述第一薄层连接在一起,以形成叠层;并松弛所述第一薄层,以使得所述第二薄层抽褶而形成能够缠住互补的阳紧固元件的钩的捕捉区域。美国专利申请US5,595,567还使用了无纺纤网,当衬底处于其伸长的不稳定取向时,所述无纺纤网优选地与衬底相连结。结构粘合剂形成一种将无纺纤网连接至衬底的结合模式。当衬底从其伸长取向收缩至其松驰取向时,无纺纤网的非固定区域抽褶并且从衬底向外伸出而形成捕捉区域,所述捕捉区域能够缠住互补的阳紧固元件的接合元件。美国专利US5,256,231描述了一种提供线圈材料片的方法,所述线圈材料适合于被分割成片,以形成包括可分离地结合的钩和线圈部分的粘扣的线圈部分,并且将它们结合到诸如一次性衣物或尿布之类的用品中。该线圈材料片包括纤维纵向取向的薄片,所述纤维具有锚定部分和沿远离所述锚定部分的方向突起的弧形部分;和热塑性衬底材料层,其被挤压到锚定部分上以结合至所述锚定部分,形成线圈材料衬底的至少一部分。
所有这些形成线圈的方法强调了线圈纤维从衬底或基层上向外突起的重要性。这增加了纤维与适当的钩元件相结合的有效性。然而,衬底通常是专门制作的,并且昂贵,尺寸不稳定,或者是较厚的。希望提供一种线圈材料,其具有在衬底上的突出线圈纤维,所述衬底薄、强度高(尺寸稳定)、成本低并且易于制造。
发明内容
本发明提供了经过改进的无弹性的、尺寸稳定的、高强度线圈复合物,其包括在至少第一方向延伸的非弹性取向膜,以及沿着所述非弹性取向膜的至少一个表面部分断续地结合的一个或多个柔性无纺材料片。优选的是,线圈具有位于该无纺材料和取向膜之间的规则间隔的结合部分。这些断续的结合锚定部分被非结合部分隔开,在所述非结合部分,所述膜和无纺材料相对但不相结合。这些线圈复合物具有独特的优点,诸如成本低、具有柔性或柔软、尺寸稳定、相对易于制造的高性能线圈。
根据本发明,还提供了一种用于形成线圈织物片的方法,其包括(1)提供第一柔性无纺材料片(例如,由天然和/或聚合物纤维和/或纱制成的无纺纤网);(2)加工第一柔性无纺材料片,使其具有从第一柔性无纺材料片的间隔开的锚定部分上沿相同方向突出的弧形部分;(3)将非弹性的热塑性材料片(例如,聚酯、聚烯烃、尼龙、聚苯乙烯)挤出至第一柔性线圈材料片上;(4)当其仍然处于融化状态时,将具有热塑性但仍处于熔融状态的膜提供给至少第一柔性无纺材料片的间隔开的锚定部分,以便在结合位置或锚定部分将所挤出的热塑膜片结合至该无纺材料;和(5)在至少该片的纵向方向上取向所挤出结合的无纺织物片复合物,从而取向所述片并降低无纺物的弧形部分的高度。此方法提供了一种新的片状无纺线圈复合物,其包括断续地结合到薄的、高强度的取向膜的柔性无纺物。
附图说明
下面将参照附图进一步说明本发明,其中,各图中类似的附图标记表示类似的部件,在附图中:
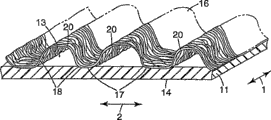
图1是根据本发明制备的原始线圈材料的第一实施例的透视图。
图2是使用图1所示的原始材料的、根据本发明制备的线圈材料的第一实施例的示意图。
图3所示的示意图示出了如图1所示的本发明的线圈材料的加工方法。
图4是如图3所示的波纹元件的俯视图。
图5是可用于替换图4所示波纹元件的可选波纹元件的俯视图。
具体实施方式
本发明的复合线圈织物优选地通过将无弹性膜挤出到第一柔性无纺材料片的锚定部分而形成,所述无纺材料形成为在确定取向之后具有从所述固定部分伸出的弧形部分,以形成加强的线圈复合物。熔融膜包封形成结合位置的锚定部分的纤维。熔融膜可以沿着该膜的全部长度或者是该膜具有锚定部分的部分长度形成结合位置,(例如,无纺材料的平坦部分)。固化的无弹性膜沿着包括结合位置的其长度具有大致均一的形态。该膜可以在结合位置被压到锚定部分上,增加该无纺片和膜之间的结合强度。
在间隔开的结合位置之间具有弧形无纺结构的无纺线圈织物的形成方法包括形成弧形的非纺织原始材料的步骤,其可以包括如下步骤。提供大致呈圆柱形的第一和第二波纹元件,它们各具有轴线,并包括多个限定了波纹元件外周的间隔开的脊。所述脊具有外表面,并且限定脊之间的距离使其适合于将另一个与柔性材料片相啮合的波纹元件的脊的部分容纳于其中。所述脊的具体形式可以为径向或纵向间隔开的、平行的脊,或者可以是相交的,以直线的、曲线的、连续或间断的脊限定出规则或不规则的形状。波纹元件安装成同与其相啮合的相对的脊的部分在轴向上平行。至少一个波纹元件旋转。柔性无纺材料片在所述脊的啮合部分之间供给,以便在所述波纹元件中的一个的外周上形成柔性无纺材料片。由此,在第一波纹元件的脊和柔性无纺材料片的锚定部分之间的空间内,沿着第一波纹元件的脊的外表面形成柔性无纺材料片的弧形部分。在移动过脊的啮合部分后,所形成的柔性无纺材料片沿着第一波纹元件的外周保持一个预定的距离。在形成弧形的无纺原始材料后,无弹性的薄膜在挤出步骤被挤出,所述挤出步骤包括提供挤出机,该挤出机通过具有模开口的模具,沿着第一波纹元件的外围,在上述预定距离内将熔融的热塑性材料片挤出到柔性无纺材料片的锚定部分上。所形成的挤出结合的复合物然后取向,使得该片至少在间隔开的结合位置之间经受分子取向。取向度在至少纵向大致为至少1.25到1.0,并且在纵向可以为从4.0到1.0,优选地,所挤出结合的薄片在两个以上的方向被定向为从2.5到1.0,优选为1.5到1.0。
适合于形成无纺纤维层的无纺线圈的纤维可以由很多种热塑性聚合物制成,它们是公知的形成纤维的材料。适当的热塑性聚合物选自聚烯烃、聚酰胺、聚酯、包含丙烯酸单体的共聚物,及上述物质的混合物和共聚物。适当的聚烯烃包括聚乙烯,例如,线型低密度聚乙烯、高密度聚乙烯、低密度聚乙烯和中密度聚乙烯;聚丙烯,例如,等规聚丙烯,间规聚丙烯,它们的混合物及等规聚丙烯和无规聚丙烯的混合物;和聚丁烯,例如,聚(1-丁烯)和聚(2-丁烯);聚戊烯,例如,聚-4-甲基-1-戊烯和聚(2-戊烯);以及它们的混合物和共聚物。适当的聚酰胺包括尼龙6、尼龙6/6、尼龙10、尼龙4/6、尼龙10/10、尼龙12、尼龙6/12、尼龙12/12,和亲水的聚酰胺共聚物,比如己内酰胺和一种环氧烷烃(例如,环氧乙烷)的共聚物,和己烷己二酰己二胺和一种环氧烷烃的共聚物,以及它们的混合物和共聚物。适当的聚酯包括聚对苯二甲酸乙二醇酯,聚对苯二甲酸丁二醇酯,聚对苯二甲酸已二二亚甲基酯,和它们的混合物和共聚物。丙烯酸共聚物包括乙烯丙烯酸,乙烯甲基丙烯酸,乙烯甲基丙烯酸酯,乙烯乙基丙烯酸酯,乙烯丁基丙烯酸酯和它们的混合物。特别适合的聚合物是聚烯烃,包括聚乙烯,例如,线型低密度聚乙烯,低密度聚乙烯,中密度聚乙烯,高密度聚乙烯和它们的混合物;聚丙烯;聚丁烯;和共聚物及它们的混合物。
预先形成的纤维可以通过任何合适的方法形成无纺纤网,如梳理,蓝多制网法,水刺法,和针刺法。可选的是,无纺纤网可由形成共聚物的热塑性纤维通过诸如纺粘或熔喷以及可由熔融聚合物直接形成无纺物的类似方法而直接地形成。这些无纺物可以通过掺入涂覆或包括用于最终的用途的适当的熔融添加剂的额外的离散纤维或颗粒而实现改性。一般地,用于形成本发明的线圈复合物的无纺纤网的密度为10g/m2至100g/m2,优选为15g/m2至50g/m2,并且包括至少一部分适合于结合的热塑性纤维,比如至少10%的可结合热塑性纤维,在一个具体实施例中,包括20%到100%的可结合热塑性纤维。
图1示出了在定向之前的原始无纺线圈织物,其整体上由附图标记10表示,无纺复合材料10被定向,并且随后通常被切割成片,以用于个别的封合系统。一般地,无纺的复合材料10具有衬底11,所述衬底11包括具有前、后表面13和14的热塑膜。无纺纤网16具有不变形的锚定部分17,其自发地结合至衬底11,以形成结合位置18。在图1中,结合位置18沿着前表面13设置,并具有在结合位置18之间从衬底层11的前表面13上突出的无纺纤网16的弧形部分20。如图1所示,结合位置可以是横跨无纺复合线圈材料10延伸的连续行。然而,结合位置可以以任何模式设置,这些模式包括例如断续的直线、六角形单元、菱形单元、正方形单元、随机点结合、具有图案的点结合、网状线,或者任何其它的规则或不规则的几何图案。
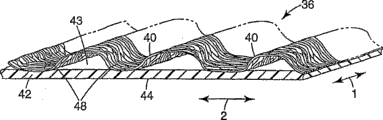
图2示出了定向之后的图1所示的线圈复合物。线圈复合物36包括具有前后表面43和44的取向热塑性膜的衬底层42。无纺纤网具有锚定部分48,其自发地结合至衬底层42。此锚定部分可以至少稍许变形。结合位置18之间的膜被取向在至少纵向2上,并且优选地也被取向在横向1上,其取向度大致为4.0到1.0或更少。
图3示意性地示出一种用于形成如图1所示的线圈织物10的方法及设备。所述方法大体包括:提供第一和第二波纹元件或辊子26和27,它们各自具有轴线,并且包括环绕并限定其外周的多个在圆周方向上隔开的大致在轴向上延伸的脊28,脊28之间的间隔适合于容纳波纹元件26或27中与在相啮合的脊28之间的无纺纤网16相啮合的另一个的部分。波纹元件26和27轴向平行地安装,脊28的所述部分大致以齿轮齿的方式相啮合;旋转波纹元件26或27中的至少一个;并且无纺纤网16被供给入波纹元件26和27的相啮合的脊28部分之间,以大致在无纺纤网16上形成波纹。当成波状的无纺纤网16移动通过啮合的脊28部分之后,其被沿着第一波纹元件26的外周保持。在图3的方法中,通过将热塑性衬底层12以熔融状态从模具24中挤出或复合挤出至位于冷却辊25和第一波纹元件26的外周上的无纺物16的锚定部分17之间的间隙,形成热塑性的膜衬底层12,并且将其结合到在第一波纹元件26上的脊28的端面上的纤维片16的锚定部分17。这就将无纺纤网的纤维嵌入了膜衬底层。在通过冷却辊25在间隙之间进行冷却后,线圈材料片10与第一波纹元件26分离,并且部分环绕冷却辊25地输送,穿过冷却辊25和紧带轮29之间的间隙,达到完全的冷却,并且实现衬底层12的凝固。线圈复合物然后由传统的装置31和32在纵向和/或横向被取向,所述取向过程可以是相继进行,也可以同时进行。
例如,无纺纤网可以使用诸如梳理机30由离散纤维制成,具有随机取向纤维16的无纺纤网具有足够的完整性,以至于能够从梳理机30输送到波纹元件26和27之间的间隙内(如果需要,可以设置输送机(未示出),以在波纹元件26和27与梳理机30之间辅助支持和引导无纺纤网16)。当使用这样的无纺纤网16时,优选地,第一波纹元件26具有粗糙的饰面(例如,由喷砂形成),第二波纹元件27具有平滑的抛光饰面,并且第一波纹元件26被加热至一个稍高于第二波纹元件27的温度的温度,以致当无纺纤网16穿过位于波纹元件26和27之间的间隙后,其将优选地留在第一波纹元件26的表面,并且被运送至第一波纹元件和辊子25之间的间隙。可选的是,可以利用真空来辅助将无纺纤网16保持在第一波纹元件26的结构上。
如图3所示,波纹元件26和27,适合于将无纺纤网16送入它们之中,可以具有大致相对于轴线取向为在0至45度的脊28,但是优选地,其脊28取向为与轴线之间的角度为0度(或与之平行),这样简化了波纹元件26和27的制造。
在图3所示的实施例中,冷却辊25可以进行水冷,并且具有镀铬的外周。可选地,冷却辊25也可具有限定其表面的外部橡胶层。如果辊子25是加热了的辊子,这一过程可以借助于由油或水加热的辊子或感应辊子。
优选地,对于挤出结合或热结合方法,使用波纹元件26和27与辊子25,驱动波纹元件26和27与辊子25的表面速度可以和第一波纹元件26的表面速度相同,也可以与上述表面速度不同。当辊子25和第一波纹元件26旋转,以致他们具有相同的表面速度时,无纺纤网16将沿着衬底11具有大致相同的形状,因为如图3所示,其沿着第一波纹元件26的外围而形成。当辊子25和第一波纹元件26旋转,以致辊子25的表面速度慢于第一波纹元件26的表面速度时,(例如,为其速度的四分之一或一半),在辊子25和第一波纹元件26之间的间隙处,无纺纤网16的固定部分17在衬底层12内将移动得更为靠近,与冷却辊25和第一波纹元件26以相同的表面速度旋转时相比,弧形部分20沿着衬底11具有更大的密度。
图4和图5示出了两个不同的波纹元件。使用以上参照图3所述的方法,一个或一对圆柱形加热波纹元件65可以代替波纹元件26和27,以形成无纺线圈复合物。如果设置有波纹元件65和与其匹配的波纹元件67,各波纹元件具有轴线,并且包括多个脊63或66。脊63或66在各波纹元件上限定脊63或66之间的距离,所述间隔适合于容纳以齿轮对的形式与其相啮合的另一个波纹元件的脊部分。如果需要,第一波纹元件上的脊可以设置成任何适当的图案,包括形成文字,数字或符号,例如,在无纺线圈复合物上形成商标。
相邻的结合位置之间的原始无纺纤网的弧形部分提供Z向模线,并且距离衬底层的大致一致的最大高度为小于大约10毫米,并且优选为0.5到5.0毫米。无纺纤维的弧形部分的高度至少为相邻的结合位置之间距离的三分之一,优选为所述距离的一半至1.5倍。在对膜衬底进行取向后,弧形部分距离所取向的衬底层的大致一致的最大高度为小于大约3.0毫米,并且优选为0到1毫米,并且结合部分之间的距离为4毫米到1000毫米,优选为5毫米到500毫米。弧形部分大致包括整个线圈复合物剖面的20%到99%,优选为50%到95%。
优选地,形成无纺纤网的单根纤维的大多数的直径平均为1到70μm。沿着第一表面13测量时,无纺纤网材料在没有衬底时其基重为10g/m2至100g/m2(并且优选为处于15g/m2至50g/m2的范围内)。衬底层的基重通常为15g/m2到150g/m2,优选为从20g/m2到50g/m2。总的无纺线圈复合物10的基重为30g/m2至300g/m2,优选为40g/m2至100g/m2。
如果无纺纤网是由梳理蓝多制网(carding Rando webs)、气流成网(airlaid webs)、水刺法成网(spun-lace webs)、纺粘法成网(spun-bondwebs)、或类似物提供的无纺纤网材料,那么无纺纤网材料优选为不预结合或固化,以加大纤维之间的开放区。然而,为了使预先形成的纤网可以被处理,有时有必要提供适当的点结合等,所述的点结合应保持成仅足以提供完整性以便从辊子展开该预先形成的纤网,以及将所述纤网提供给用于制成本发明的无纺线圈复合物的成形加工过程。
通常,无纺纤网的非结合部分为99.5%至50%,从而提供占无纺纤网表面积的50%至0.5%的结合区域,优选的是,无纺纤网的整个结合区域为20%到2%。所述结合区域包括那些将纤维片结合至衬底层的区域,也包括设置用于改善纤网完整性的预先结合或固化的区域。结合至衬底层的特定的结合部分或区域的宽度任意;然而,其宽度的最小尺寸优选为0.01到0.2厘米。相邻的结合部分通常相隔0.1到2.0厘米,并且优选为0.2到1.0厘米。当结合部分为点结合时,如果环形结合优选地通过挤出结合或热结合形成,那么所述点通常为大体环形。如果提供有圆形、三角形、六边形或不规则形状的非结合隆起或弧形部分,那么在结合和非结合的部分可以具有其它的形状。
为了维持线圈材料的合乎需要的柔软性,(若干)衬底层的厚度通常为10至300微米,优选为20到100微米,以提供一个柔软的无纺纤网线圈材料叠层,其总体环形弯曲刚度(依据美国材料试验学会ASTM D4302测量)小于9N,优选为小于7N,并且最优为从6N至1N。线圈复合物具有足够的拉伸强度以便可靠地用于需要尺寸稳定的材料的连续生产技术中,通常其拉伸强度至少为0.5kg/cm,优选地为至少1.0kg/cm。
可选地,通过传统的结合方法,比如热结合、超声波焊接和粘结,具有弧形无纺结构的无纺线圈织物可以结合至预先形成的膜。这样的方法描述于EP341993B1中。
试验方法
基重
复合材料的基重通过从纤网材料上以模具冲切出10厘米×10厘米的样本,并且在天平上精确到十分之一克地测量样本的重量。进行了三次重复称量,并对结果进行平均,所得结果如下面的表格1所示。
抗拉屈服强度
无纺复合物的抗拉强度根据ASTM D882采用INSTRON Model1122恒速延伸拉力试验机进行测量。从复合物纤网上切下的样本为25毫米宽,76毫米长,长度方向为纤网的加工方向(MD)。样本被安装在试验机的颚夹内,颚夹之间最初的距离为76mm。颚夹然后以30.5cm/min的速率分开,直到样本达到断裂点。以磅记录样本屈服点的载荷。进行了四次重复试验,并对结果进行平均,并且将其转换为以kg/cm为单位的屈服极限载荷。
135 度剥离试验
135度剥离试验用于测量将机械粘扣钩材料的样本(KN-3457,3M公司,St.Paul,明尼苏达州)从无纺线圈复合物样本上剥离所需的力的大小。5.1厘米×12.7厘米的线圈试验材料片通过采用双面胶带牢固地置于5.1厘米×12.7厘米的钢面板上。线圈材料被以线圈材料的横向平行于面板的长度方向的方式放置在所述钢板上。1.9厘米×2.5厘米的钩粘扣条被切割成其较长的尺寸处于网的加工方向上。2.5厘米宽、20厘米长的纸引导缘固定至钩条的一个端部的光滑侧。钩条然后被置于线圈材料的中心,使得在条和线圈材料之间存在1.9厘米×2.5厘米的接触面积,并且该条的引导缘是沿着面板的长度方向。条和线圈材料叠层然后被人工辊轧,在各方向上进行两次,使用1000克的辊子,速度大约为30.5厘米每分钟。然后将样本置于135度剥落夹具中。夹具被放入INSTRON Model 1122拉力试验机的底部颚夹中。纸引导缘的自由端置于拉力试验机的上颚内。30.5厘米每分钟的十字头速度和设定在50.8厘米每分钟的绘图速度的图表记录器用于记录钩条以135度的恒定角度从线圈材料上剥离时的剥离力。以克为单位记录四个峰值的平均值。从线圈材料上去除机械粘扣条所需的力以克/厘米-宽度记录。重复进行12次实验,并对各次钩和线圈组合测得的值进行平均。通过将剥离强度除以线圈复合物的基重,对剥离强度进行归一化处理,以获得每单位重量复合物的剥离强度。
动态剪切
动态剪切试验用于测量将机械粘扣钩材料样本从无纺线圈复合材料样本上剪切下来所需的力的大小。与上述在135度剥离试验中使用的材料相同的钩材料用于进行抗剪切强度试验。2.5厘米×7.5厘米的线圈材料样本在钩的加工方向上被切割成具有较短的尺寸。此线圈样本然后使用3M捆扎带在线圈的背面加固。还准备1.25厘米×2.5厘米的钩样本。其长度方向为钩的加工方向。此样本层压至2.5厘米宽、7.5厘米长的3M捆扎带的凸起的端部。捆扎带在其端部被卷边,没有覆盖粘结剂。所述钩然后置于线圈的中心上,其凸起的长度方向相互平行,使得线圈凸起延伸至第一端部,并且钩凸起延伸至第二端部。通过用手以5kg的橡胶包覆钢辊前后轧制五次,使钩材料与线圈材料相接合。组合后的凸起被放置入Instron Model 1122拉力试验机的颚夹中。钩凸起放入上颚夹,线圈凸起放入下颚夹。30.5厘米每分钟的十字头速度和设定在50.8厘米每分钟的绘图速度的图表记录器用于记录钩条以180度的恒定角度从线圈材料上剪切下时的剪切力。以克记录最大负荷。以克/厘米-宽度记录将机械粘扣条从线圈材料上剪切下所需的力。重复进行8次实验,并对各次钩和线圈组合测得的值进行平均。通过将剪切强度除以线圈复合物的基重,对剪切强度进行归一化处理,以获得每单位重量复合物的剪切强度。
实例
比较例C1
利用在美国专利US 5,643,397中示出和描述的方法制备无纺线圈复合物,其通过将聚丙烯梳理无纺纤网(T196,4丹尼尔纤维,每平方米40克,Fiber Vision,Athens,Georgia)供给入第一和第二相互啮合的波纹辊子之间的间隙而形成,所述波纹辊子被加工成具有轴向平行、相互隔开的脊,使得每厘米具有约4个脊,各脊之间具有凹槽。各脊被加工成具有宽度大约为0.7mm的平坦的顶面。无纺物波纹片被成形为沿着无纺物的长度存在弧形部分和锚定部分,各弧形部分大约为0.33厘米高,沿着无纺物的长度方向大约0.33厘米长,并且各锚定部分大约为0.07厘米宽。第一波纹辊子加热到93℃,而第二波纹辊子加热至149℃。聚丙烯耐冲击共聚物(7C50,Dow Chemical,Midland,MI)通过传统的衣架模在摄氏246度的模具温度下挤出,并且在进入第二波纹辊子和冷却辊之间的间隙之前,适合于形成基重为28克每平方米的热塑性衬底层的量的所述共聚物被挤出至成波纹状无纺物的锚定部分上,而形成的纤维片的锚定部分则嵌入该衬底层。
实例1
无纺线圈复合物C1使用KARO IV缩放拉伸器(Bruckner有限公司,Siegfred,德国)进行双轴取向。115毫米×115毫米的样本从复合物纤网上切割下来,并且安装在拉伸器上。样本在140℃的温度加热60秒,并且以100%/秒的速率拉伸至大约为150毫米×150毫米的最终尺寸,以致样本在加工方向和横向方向上的双轴取向度为1.5到1。将样本从拉伸器上取下,并进行抗拉强度与剥离和剪切性能的测试。
比较实例C2
无纺线圈复合物制备成与C1相同,除了输入纤网的基重为28克每平方米,并且挤出物的基重为30克每平方米。
实例2
无纺线圈复合物C2使用KARO IV缩放拉伸器在横向方向定向。115毫米×115毫米的样本从复合物纤网上切割下来,并且安装到拉伸器上。样本在140℃的温度加热60秒,并且在横向上以100%/秒的速率拉伸至大约为100毫米×250毫米的最终尺寸,以致在样本的横向取向度为2.5到1。将样本从拉伸器上取下,并进行抗拉强度与剥离和剪切性能的测试。
实例3
无纺线圈复合物C2使用KARO IV缩放拉伸器在加工方向上取向。115毫米×115毫米的样本从复合物网上切割下来,并且安装到拉伸器上。样本在140℃的温度加热60秒,并且以100%/秒的速率在加工方向拉伸至大约为250毫米×100毫米的最终尺寸,以致其加工方向的取向度为2.5到1。将样本从拉伸器上取下,并进行抗拉强度与剥离和剪切性能的测试。
实例4
无纺线圈复合物C2使用KARO IV缩放拉伸器进行双轴取向。115毫米×115毫米的样本从复合物纤网上切割下来,并且安装到拉伸器上。样本在140℃的温度下加热60秒,并且以100%/秒的速率拉伸至大约为150毫米×150毫米的最终尺寸,以致在样本的加工和横向方向上的双轴取向度为1.5到1。将样本从拉伸器上取下,并进行抗拉强度与剥离和剪切性能的测试。
比较实例C3
无纺线圈复合物准备成与C1相同,但输入纤网的基重为28克每平方米,并且挤出物的基重为30克每平方米。
实例5
无纺线圈复合物C3使用KARO IV缩放拉伸器在横向方向上取向。115毫米×115毫米的样本从复合物纤网上切割下来,并且安装到拉伸器上。样本在140℃的温度加热60秒,并且在横向上以100%/秒的速率拉伸至大约为100毫米×250毫米的最终尺寸,以致在样本的横向取向度为2.5到1。将样本从拉伸器上取下,并进行抗拉强度与剥离和剪切性能的测试。
实例6
无纺线圈复合物C3使用KARO IV缩放拉伸器在加工方向上定向。115毫米×115毫米的样本从复合物纤网上切割下来,并且安装到拉伸器上。样本在140℃的温度加热60秒,并且以100%/秒的速率在加工方向拉伸至大约为250毫米×100毫米的最终尺寸,以致其加工方向上的取向度为2.5到1。将样本从拉伸器上取下,并进行抗拉强度与剥离和剪切性能的测试。
实例7
无纺线圈复合物C3使用KARO IV缩放拉伸器进行双轴取向。115毫米×115毫米的样本从复合物纤网上切割下来,并且安装到拉伸器上。样本在140℃的温度加热60秒,并且以100%/秒的速率拉伸至大约为150毫米×150毫米的最终尺寸,以致样本的加工方向和横向方向上的双轴取向度为1.5到1。将样本从拉伸器上取下,并进行抗拉强度与剥离和剪切性能的测试。
比较例C4
无纺线圈复合物制备成与C1相同,但输入纤网的基重为17克每平方米,并且挤出物的基重为30克每平方米。
实例8
无纺线圈复合物C4使用KARO IV缩放拉伸器在横向方向上取向。115毫米×115毫米的样本从复合物纤网上切割下来,并且安装到拉伸器上。样本在140℃的温度加热60秒,并且以100%/秒的速率在横向上拉伸至大约为100毫米×250毫米的最终尺寸,以致在样本的横向上的取向度为2.5至1。将样本从拉伸器上取下,并进行抗拉强度与剥离和剪切性能的测试。
实例9
无纺线圈复合物C4使用KARO IV缩放拉伸器在加工方向上取向。115毫米×115毫米的样本从复合物纤网上切割下来,并且安装到拉伸器上。样本在140℃的温度加热60秒,并且以100%/秒的速率在加工方向拉伸至大约为250毫米×100毫米的最终尺寸,以致其加工方向上的取向度为2.5到1。将样本从拉伸器上取下,并进行抗拉强度与剥离和剪切性能的测试。
实例10
无纺线圈复合物C4使用KARO IV缩放拉伸器进行双轴取向。115毫米×115毫米的样本从复合物纤网上切割下来,并且安装到拉伸器上。样本在140℃的温度加热60秒,并且以100%/秒的速率拉伸至大约为150毫米×150毫米的最终尺寸,以致在样本的加工和横向方向上的双轴取向度为1.5到1。将样本从拉伸器上取下,并进行抗拉强度与剥离和剪切性能的测试。
表1
| 例 | 取向 | 复合物基重(gm/m<sup>2</sup>) | 加工方向屈服拉伸强度(kg/cm) | 135°剥离强度(g/cm/g/m<sup>2</sup>) | 归一化剥离强度(g/cm/g/m<sup>2</sup>) | 剪切强度(gm/cm) | 归一化剪切强度(g/cm/g/m<sup>2</sup>) |
| C1 | 0 | 63 | 1.61 | 84.1 | 1.3 | 1375 | 21.8 |
| 1 | 1.5双轴取向 | 40 | 1.52 | 86.2 | 2.2 | 1307 | 32.7 |
| C2 | 0 | 64 | 1.64 | 98.3 | 1.5 | 1758 | 27.5 |
| 2 | 2.5横向 | 37 | 0.73 | 33.9 | 0.9 | 1139 | 30.8 |
| 3 | 2.5加工方向 | 33 | 2.43 | 46.5 | 1.4 | 552 | 16.7 |
| 4 | 1.5双轴取向 | 37 | 1.51 | 90.0 | 2.4 | 1563 | 42.3 |
| C3 | 0 | 57 | 1.40 | 57.4 | 1.0 | 1055 | 18.5 |
| 5 | 2.5横向 | 32 | 0.68 | 24.4 | 0.8 | 728 | 22.7 |
| 6 | 2.5加工方向 | 31 | 2.16 | 22.4 | 0.7 | 533 | 17.2 |
| 7 | 1.5双轴取向 | 35 | 1.22 | 66.7 | 1.9 | 1251 | 35.8 |
| C4 | 0 | 50 | 1.32 | 41.7 | 0.8 | 1321 | 26.4 |
| 8 | 2.5横向 | 30 | 0.75 | 20.5 | 0.7 | 748 | 24.9 |
| 9 | 2.5加工方向 | 27 | 1.97 | 21.7 | 0.8 | 471 | 17.4 |
| 10 | 1.5双轴取向 | 32 | 1.28 | 55.3 | 1.7 | 1270 | 39.7 |
此表示出了当样本在其横向或加工方向进行定向时,通常,归一化的剥离和/或剪切性能保持与非取向的线圈性能相当。然而,当比较例中的线圈进行双轴取向,尽管复合物线圈有显著较低的基重,但是归一化的剥离和剪切性能显著增加。这是料想不到的。
Claims (12)
1.一种线圈复合物,其包括:
由无纺纤网形成的无纺线圈层,所述无纺纤网包括由热塑性聚合物、共聚物或混合物形成的纤维;和
呈无弹性取向膜层形式的衬底层,其在结合区域直接地结合至线圈层,其中复合物具有结合区域和非结合区域,并且,所述膜层至少在该结合区域之间进行取向,而该非结合区域则在复合物上形成无纺线圈层的弧形隆起。
2.如权利要求1所述的线圈复合物,其中,无纺线圈层的基重为10到100g/m2。
3.如权利要求2所述的线圈复合物,其中,无纺线圈层距衬底层的Z方向高度至少为0.1毫米,并且该弧形隆起包括整个复合物剖面的20%-99%。
4.如权利要求2所述的线圈复合物,其中,以重量计算时,无纺线圈层至少由10%的可结合热塑性纤维形成。
5.如权利要求1至4中任一项所述的线圈复合物,其中,以重量计算时,无纺线圈层至少由20%的可结合热塑性纤维形成。
6.如权利要求1至4中任一项所述的线圈复合物,其中,衬底层在至少一个方向上取向,并且所述衬底层为无弹性的热塑性层,其在至少一个方向上的抗拉强度为0.5kg/cm至3.0kg/cm。
7.如权利要求1至4中任一项所述的线圈复合物,其中,衬底层在至少两个方向上取向,并且所述衬底层为无弹性的热塑性层,其在至少一个方向上的抗拉强度为0.5kg/cm至3.0kg/cm。
8.如权利要求1至4中任一项所述的线圈复合物,其中,衬底层的基重为15g/m2至150g/m2,并且无纺线圈层的基重为15g/m2至50g/m2,并且形成无纺线圈层的纤维的直径主要为1至50μm,该复合物的基重为30g/m2至300g/m2。
9.如权利要求8所述的线圈复合物,其中,衬底层的基重为20g/m2至50g/m2,并且复合物的基重为40g/m2至100g/m2。
10.如权利要求1至4中任一项所述的线圈复合物,其中弧形隆起包括整个复合物剖面的50%至95%,并且该复合物中无纺线圈层的表面积的99.5%至50%是未结合的。
11.如权利要求3所述的线圈复合物,其中,所述Z方向高度为6.1毫米到3.0毫米。
12.一种用于形成线圈复合物的方法,所述方法包括:(1)提供第一柔性无纺材料片;(2)加工该第一柔性无纺材料片,使其具有从第一柔性无纺材料片的间隔开的锚定部分上沿相同方向突出的弧形部分;(3)将无弹性的热塑性材料片挤出至第一柔性无纺材料片上;(4)提供具有热塑性且同时仍处于熔融状态的该热塑性材料片给至少第一柔性无纺材料片的间隔开的锚定部分,以便在结合位置或锚定部分将所挤出的热塑性材料片结合至该第一柔性无纺材料片;和(5)至少在所挤出结合的无纺织物片复合物的纵向方向上取向该无纺织物片复合物,从而取向所述无纺织物片复合物,减少该无纺织物片复合物的弧形部分的高度。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/744,265 | 2003-12-22 | ||
| US10/744,265 US7303805B2 (en) | 2003-12-22 | 2003-12-22 | Loop fabric |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1918004A CN1918004A (zh) | 2007-02-21 |
| CN100537221C true CN100537221C (zh) | 2009-09-09 |
Family
ID=34678807
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2004800420021A Expired - Fee Related CN100537221C (zh) | 2003-12-22 | 2004-10-29 | 线圈织物及其生产方法 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US7303805B2 (zh) |
| EP (1) | EP1706264B1 (zh) |
| JP (1) | JP4988357B2 (zh) |
| KR (1) | KR101211308B1 (zh) |
| CN (1) | CN100537221C (zh) |
| AR (1) | AR047145A1 (zh) |
| AT (1) | ATE363383T1 (zh) |
| BR (1) | BRPI0417957B1 (zh) |
| DE (1) | DE602004006781T2 (zh) |
| ES (1) | ES2287805T3 (zh) |
| PL (1) | PL1706264T3 (zh) |
| RU (1) | RU2006121728A (zh) |
| TW (1) | TWI334386B (zh) |
| WO (1) | WO2005068189A1 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103860337A (zh) * | 2014-03-24 | 2014-06-18 | 海宁市威灵顿新材料有限公司 | 一种无纺魔术贴及其生产方法 |
| WO2015089995A1 (zh) | 2013-12-16 | 2015-06-25 | 厦门和洁无纺布制品有限公司 | 一种无纺布卷材 |
Families Citing this family (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050170157A1 (en) * | 2004-01-29 | 2005-08-04 | Armela Luis P. | Composite products and methods of forming such products |
| US7897078B2 (en) * | 2004-03-09 | 2011-03-01 | 3M Innovative Properties Company | Methods of manufacturing a stretched mechanical fastening web laminate |
| US7896910B2 (en) * | 2004-05-17 | 2011-03-01 | Coolsystems, Inc. | Modular apparatus for therapy of an animate body |
| US20060000541A1 (en) * | 2004-07-01 | 2006-01-05 | 3M Innovative Properties Company | Method of masking or protecting a substrate |
| US8034431B2 (en) * | 2006-01-25 | 2011-10-11 | 3M Innovative Properties Company | Intermittently bonded fibrous web laminate |
| ITMI20061300A1 (it) * | 2006-07-05 | 2008-01-06 | Nuova Pansac Spa | Dispositivo di fissaggio meccanico reversibile |
| ATE474539T1 (de) * | 2006-08-03 | 2010-08-15 | Velcro Ind | Verbesserung der einsatzfähigkeit fibröser oberflächen zur verwendung auf berührungsbefestigungen |
| US20080028708A1 (en) * | 2006-08-04 | 2008-02-07 | Building Materials Investment Corporation | Slip-resistant roofing felt |
| US20080035272A1 (en) * | 2006-08-10 | 2008-02-14 | 3M Innovative Properties Company | Direct printed loop fabric |
| US7636988B2 (en) * | 2006-09-11 | 2009-12-29 | 3M Innovative Properties Company | Methods for making fasteners |
| US7837638B2 (en) | 2007-02-13 | 2010-11-23 | Coolsystems, Inc. | Flexible joint wrap |
| US20100011562A1 (en) * | 2008-07-17 | 2010-01-21 | Freudenberg Nonwovens, L.P. | Non-woven with selected locations/regions of joined fibers for mechanical attachment |
| US20100199406A1 (en) | 2009-02-06 | 2010-08-12 | Nike, Inc. | Thermoplastic Non-Woven Textile Elements |
| US8906275B2 (en) | 2012-05-29 | 2014-12-09 | Nike, Inc. | Textured elements incorporating non-woven textile materials and methods for manufacturing the textured elements |
| US9682512B2 (en) | 2009-02-06 | 2017-06-20 | Nike, Inc. | Methods of joining textiles and other elements incorporating a thermoplastic polymer material |
| US8850719B2 (en) | 2009-02-06 | 2014-10-07 | Nike, Inc. | Layered thermoplastic non-woven textile elements |
| AU2010310467B2 (en) * | 2009-10-22 | 2015-08-27 | Coolsystems, Inc. | Temperature and flow control methods in a thermal therapy device |
| US9615967B2 (en) | 2010-12-30 | 2017-04-11 | Coolsystems, Inc. | Reinforced therapeutic wrap and method |
| US8597217B2 (en) | 2010-12-30 | 2013-12-03 | Coolsystems, Inc. | Reinforced therapeutic wrap and method |
| US10463565B2 (en) | 2011-06-17 | 2019-11-05 | Coolsystems, Inc. | Adjustable patient therapy device |
| US20130255103A1 (en) | 2012-04-03 | 2013-10-03 | Nike, Inc. | Apparel And Other Products Incorporating A Thermoplastic Polymer Material |
| US9327473B2 (en) | 2012-10-31 | 2016-05-03 | Kimberly-Clark Worldwide, Inc. | Fluid-entangled laminate webs having hollow projections and a process and apparatus for making the same |
| US9480608B2 (en) | 2012-10-31 | 2016-11-01 | Kimberly-Clark Worldwide, Inc. | Absorbent article with a fluid-entangled body facing material including a plurality of hollow projections |
| US10070999B2 (en) | 2012-10-31 | 2018-09-11 | Kimberly-Clark Worldwide, Inc. | Absorbent article |
| US9480609B2 (en) | 2012-10-31 | 2016-11-01 | Kimberly-Clark Worldwide, Inc. | Absorbent article with a fluid-entangled body facing material including a plurality of hollow projections |
| US20140154459A1 (en) * | 2012-10-31 | 2014-06-05 | Kimberly-Clark Worldwide, Inc. | Fluid-Entangled Laminate Webs Having Hollow Projections and a Process and Apparatus for Making the Same |
| US9474660B2 (en) | 2012-10-31 | 2016-10-25 | Kimberly-Clark Worldwide, Inc. | Absorbent article with a fluid-entangled body facing material including a plurality of hollow projections |
| JP6171029B2 (ja) | 2013-06-03 | 2017-07-26 | スリーエム イノベイティブ プロパティズ カンパニー | 取外し可能壁装飾キット、システム、及び方法 |
| US10456320B2 (en) | 2013-10-01 | 2019-10-29 | Coolsystems, Inc. | Hand and foot wraps |
| US9913764B2 (en) | 2013-12-18 | 2018-03-13 | Kimberly-Clark Worldwide, Inc. | Post-bonded grooved elastic materials |
| USD741069S1 (en) | 2014-03-06 | 2015-10-20 | 3M Innovative Properties Company | Decorative display base |
| USD739661S1 (en) | 2014-03-06 | 2015-09-29 | 3M Innovative Properties Company | Decorative display |
| USD742124S1 (en) | 2014-03-06 | 2015-11-03 | 3M Innovative Properties Company | Decorative display |
| DE202014101286U1 (de) * | 2014-03-20 | 2014-05-16 | Wischemann Kunststoff Gmbh | Flauschfolie einer Flächenheizung |
| FR3019493B1 (fr) * | 2014-04-08 | 2017-11-10 | Aplix Sa | Procede pour impartir du developpe agrippant a un stratifie et stratifie obtenu par le procede |
| WO2015178706A1 (ko) * | 2014-05-21 | 2015-11-26 | 백창원 | 힘의 모멘트의 원리 및 빗면마찰과 탄성의 원리 등을 이용한 갈고리바늘과 루프로 구성되는 일방향성찍찍이와 루프제조방법 |
| EP3177242B1 (en) | 2014-08-05 | 2023-07-12 | Coolsystems, Inc. | Integrated multisectional heat exchanger |
| USD756135S1 (en) | 2015-03-05 | 2016-05-17 | 3M Innovative Properties Company | Display base |
| USD747888S1 (en) | 2015-03-19 | 2016-01-26 | 3M Innovative Properties Company | Display base |
| USD746599S1 (en) | 2015-03-19 | 2016-01-05 | 3M Innovative Properties Company | Display base |
| USD747110S1 (en) | 2015-03-19 | 2016-01-12 | 3M Innovative Properties Company | Display base |
| USD746601S1 (en) | 2015-03-19 | 2016-01-05 | 3M Innovative Properties Company | Display base |
| USD746600S1 (en) | 2015-03-19 | 2016-01-05 | 3M Innovative Properties Company | Display base |
| USD746602S1 (en) | 2015-03-19 | 2016-01-05 | 3M Innovative Properties Company | Display base |
| USD776942S1 (en) | 2015-03-19 | 2017-01-24 | 3M Innovative Properties Company | Display base |
| USD746603S1 (en) | 2015-03-26 | 2016-01-05 | 3M Innovative Properties Company | Display base |
| USD770774S1 (en) | 2015-04-09 | 2016-11-08 | Avery Dennison Corporation | Pouch with applied tape |
| CN106263305B (zh) * | 2015-05-25 | 2023-05-30 | 科思达(厦门)卫生制品有限公司 | 一种魔术贴及其制作方法 |
| USD773820S1 (en) | 2015-05-27 | 2016-12-13 | Avery Dennison Corporation | Pouch with applied tape |
| WO2016200728A1 (en) * | 2015-06-10 | 2016-12-15 | 3M Innovative Properties Company | Decorative, damage-free sound dampening tile |
| US10859295B2 (en) | 2016-04-13 | 2020-12-08 | ZeoThermal Technologies, LLC | Cooling and heating platform |
| KR101681464B1 (ko) * | 2016-06-20 | 2016-12-02 | 주식회사 라크인더스트리 | 후크 체결부재용 루프 부직포 적층시트 |
| CN109640730A (zh) * | 2016-08-08 | 2019-04-16 | 3M创新有限公司 | 环材料片以及形成所述环材料片的方法和设备 |
| CN106671538B (zh) * | 2016-12-30 | 2021-05-14 | 四川纽湃斯新材料有限公司 | 具有半封闭蜂窝夹层结构的热塑性复合材料及其制备方法 |
| RU2713351C1 (ru) | 2017-02-28 | 2020-02-04 | Кимберли-Кларк Ворлдвайд, Инк. | Способ изготовления подвергнутых струйному скреплению слоистых полотен с полыми выступами и отверстиями |
| RU2718655C1 (ru) | 2017-03-30 | 2020-04-13 | Кимберли-Кларк Ворлдвайд, Инк. | Включение области с отверстиями во впитывающее изделие |
| CN107953570A (zh) * | 2017-12-13 | 2018-04-24 | 湖南工业大学 | 直压式生物质复合材料的连续生产系统及其使用方法 |
| EP3746293A4 (en) * | 2018-01-31 | 2021-10-13 | 3M Innovative Properties Company | ARTICLE WITH COMPOSITE LAYER AND METHOD OF MANUFACTURING THE ARTICLE |
| US11638675B2 (en) | 2018-11-07 | 2023-05-02 | Zenith Technical Innovations, Llc | System and method for heat or cold therapy and compression therapy |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5256231A (en) * | 1988-05-13 | 1993-10-26 | Minnesota Mining And Manufacturing Company | Method for making a sheet of loop material |
| WO2002034512A1 (en) * | 2000-10-27 | 2002-05-02 | Kimberly-Clark Worldwide, Inc. | Elastomeric, breathable laminate with enhanced breathability upon extension |
| CN1108233C (zh) * | 1999-02-25 | 2003-05-14 | 3M创新有限公司 | 具有离散的柱杆区的卷材 |
| CN1436125A (zh) * | 2000-06-14 | 2003-08-13 | 3M创新有限公司 | 层压材料及其用途 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5032122A (en) | 1987-04-24 | 1991-07-16 | The Procter & Gamble Company | Loop fastening material for fastening device and method of making same |
| AU622171B2 (en) * | 1988-05-13 | 1992-04-02 | Minnesota Mining And Manufacturing Company | Sheet material for forming the loop portion for hook and loop fasteners |
| US5643397A (en) | 1988-05-13 | 1997-07-01 | Minnesota Mining And Manufacturing Company | Equipment for forming a sheet of loop material |
| BE1006090A4 (nl) | 1992-07-13 | 1994-05-10 | Leuven K U Res & Dev | Composietmateriaal en een composietstructuur op basis van een drie-dimensionaal breisel. |
| US5547531A (en) | 1994-06-06 | 1996-08-20 | The Proctor & Gamble Company | Nonwoven female component for refastenable fastening device and method of making the same |
| US5615460A (en) | 1994-06-06 | 1997-04-01 | The Procter & Gamble Company | Female component for refastenable fastening device having regions of differential extensibility |
| US5595567A (en) | 1994-08-09 | 1997-01-21 | The Procter & Gamble Company | Nonwoven female component for refastenable fastening device |
| US5814178A (en) * | 1995-06-30 | 1998-09-29 | Kimberly-Clark Worldwide, Inc. | Process for making a bulked fabric laminate |
| US5614281A (en) | 1995-11-29 | 1997-03-25 | Kimberly-Clark Corporation | Creped nonwoven laminate loop fastening material for mechanical fastening systems |
| US5858515A (en) | 1995-12-29 | 1999-01-12 | Kimberly-Clark Worldwide, Inc. | Pattern-unbonded nonwoven web and process for making the same |
| US5865926A (en) | 1996-02-15 | 1999-02-02 | Clopay Plastic Products Company, Inc. | Method of making a cloth-like microporous laminate of a nonwoven fibrous web and thermoplastic film having air and moisture vapor permeabilities with liquid-barrier properties |
| US5888607A (en) * | 1997-07-03 | 1999-03-30 | Minnesota Mining And Manufacturing Co. | Soft loop laminate and method of making |
| US6869659B2 (en) | 1997-09-03 | 2005-03-22 | Velcro Industries B.V. | Fastener loop material, its manufacture, and products incorporating the material |
| DE59804412D1 (de) | 1998-01-27 | 2002-07-18 | Reifenhaeuser Masch | Verfahren zum Herstellen einer Verbundbahn |
| US6217693B1 (en) | 1998-08-05 | 2001-04-17 | Ykk Corporation Of America | Method of making nonwoven loop material for hook and loop fasteners |
| US6537935B1 (en) * | 1999-01-29 | 2003-03-25 | 3M Innovative Properties Company | High strength nonwoven fabric and process for making |
| US20010031954A1 (en) | 2000-01-05 | 2001-10-18 | Jordan Joy Francine | Absorbent articles with enhanced graphic impact |
| US20020150610A1 (en) * | 2001-02-09 | 2002-10-17 | 3M Innovative Properties Company | Cosmetic sheet product |
| DE60221847T2 (de) | 2001-06-12 | 2008-05-15 | Velcro Industries B.V. | Schlaufenmaterialien für klettverschlüsse |
-
2003
- 2003-12-22 US US10/744,265 patent/US7303805B2/en not_active Expired - Lifetime
-
2004
- 2004-10-29 RU RU2006121728/04A patent/RU2006121728A/ru not_active Application Discontinuation
- 2004-10-29 DE DE200460006781 patent/DE602004006781T2/de active Active
- 2004-10-29 PL PL04810161T patent/PL1706264T3/pl unknown
- 2004-10-29 EP EP04810161A patent/EP1706264B1/en active Active
- 2004-10-29 ES ES04810161T patent/ES2287805T3/es active Active
- 2004-10-29 JP JP2006546986A patent/JP4988357B2/ja not_active Expired - Fee Related
- 2004-10-29 BR BRPI0417957-9B1A patent/BRPI0417957B1/pt not_active IP Right Cessation
- 2004-10-29 WO PCT/US2004/036160 patent/WO2005068189A1/en active IP Right Grant
- 2004-10-29 AT AT04810161T patent/ATE363383T1/de not_active IP Right Cessation
- 2004-10-29 CN CNB2004800420021A patent/CN100537221C/zh not_active Expired - Fee Related
- 2004-12-13 TW TW93138615A patent/TWI334386B/zh not_active IP Right Cessation
- 2004-12-15 AR ARP040104658 patent/AR047145A1/es unknown
-
2006
- 2006-07-21 KR KR1020067014780A patent/KR101211308B1/ko active IP Right Grant
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5256231A (en) * | 1988-05-13 | 1993-10-26 | Minnesota Mining And Manufacturing Company | Method for making a sheet of loop material |
| CN1108233C (zh) * | 1999-02-25 | 2003-05-14 | 3M创新有限公司 | 具有离散的柱杆区的卷材 |
| CN1436125A (zh) * | 2000-06-14 | 2003-08-13 | 3M创新有限公司 | 层压材料及其用途 |
| WO2002034512A1 (en) * | 2000-10-27 | 2002-05-02 | Kimberly-Clark Worldwide, Inc. | Elastomeric, breathable laminate with enhanced breathability upon extension |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015089995A1 (zh) | 2013-12-16 | 2015-06-25 | 厦门和洁无纺布制品有限公司 | 一种无纺布卷材 |
| CN103860337A (zh) * | 2014-03-24 | 2014-06-18 | 海宁市威灵顿新材料有限公司 | 一种无纺魔术贴及其生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1706264A1 (en) | 2006-10-04 |
| AR047145A1 (es) | 2006-01-11 |
| US20050136213A1 (en) | 2005-06-23 |
| KR20060129287A (ko) | 2006-12-15 |
| CN1918004A (zh) | 2007-02-21 |
| JP4988357B2 (ja) | 2012-08-01 |
| PL1706264T3 (pl) | 2007-10-31 |
| DE602004006781T2 (de) | 2008-01-24 |
| BRPI0417957B1 (pt) | 2014-09-09 |
| JP2007515320A (ja) | 2007-06-14 |
| ATE363383T1 (de) | 2007-06-15 |
| WO2005068189A1 (en) | 2005-07-28 |
| KR101211308B1 (ko) | 2012-12-11 |
| BRPI0417957A (pt) | 2007-03-27 |
| ES2287805T3 (es) | 2007-12-16 |
| EP1706264B1 (en) | 2007-05-30 |
| TW200528274A (en) | 2005-09-01 |
| TWI334386B (en) | 2010-12-11 |
| DE602004006781D1 (de) | 2007-07-12 |
| US7303805B2 (en) | 2007-12-04 |
| RU2006121728A (ru) | 2008-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100537221C (zh) | 线圈织物及其生产方法 | |
| US5830298A (en) | Loop fastening material | |
| EP1161583B1 (en) | High strength nonwoven fabric and process for making | |
| JP6166015B2 (ja) | 伸長された機械的締結ウェブラミネート及びその製造方法、並びに使い捨て吸収性物品及びその製造方法 | |
| EP0959854B1 (en) | Creped nonwoven laminate loop fastening material for mechanical fastening systems | |
| KR100441372B1 (ko) | 패턴-비결합부직웹 및 그 제조방법 | |
| CN1269638C (zh) | 制造抛弃型吸收物品上成型弹性耳的方法 | |
| US5904793A (en) | Method and equipment for rapid manufacture of loop material | |
| JP2002507923A (ja) | 軟質ループ積層物およびその製造方法 | |
| WO2009025975A1 (en) | Stretchable elastic nonwoven laminates | |
| CN103260452B (zh) | 制备结构化表面的方法及由其得到的制品 | |
| WO1997019808A1 (en) | Creped hydroentangled nonwoven laminate and process for making | |
| JPH0919309A (ja) | 面ファスナ及びその製造方法 | |
| CN103281924A (zh) | 具有多柱顶盖的结构化表面及其制备方法 | |
| JPH11302963A (ja) | 面ファスナー雌材及びその製造方法 | |
| MXPA06007133A (es) | Tela de bucles | |
| MXPA01007640A (en) | High strength nonwoven fabric and process for making |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090909 Termination date: 20211029 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |