BRPI0915802B1 - Processo para produção de um filme diretamente em forma alveolar - Google Patents
Processo para produção de um filme diretamente em forma alveolar Download PDFInfo
- Publication number
- BRPI0915802B1 BRPI0915802B1 BRPI0915802-2A BRPI0915802A BRPI0915802B1 BR PI0915802 B1 BRPI0915802 B1 BR PI0915802B1 BR PI0915802 A BRPI0915802 A BR PI0915802A BR PI0915802 B1 BRPI0915802 B1 BR PI0915802B1
- Authority
- BR
- Brazil
- Prior art keywords
- film
- mixture
- forming
- fact
- films
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/003—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor characterised by the choice of material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K9/00—Medicinal preparations characterised by special physical form
- A61K9/0012—Galenical forms characterised by the site of application
- A61K9/0053—Mouth and digestive tract, i.e. intraoral and peroral administration
- A61K9/006—Oral mucosa, e.g. mucoadhesive forms, sublingual droplets; Buccal patches or films; Buccal sprays
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61P—SPECIFIC THERAPEUTIC ACTIVITY OF CHEMICAL COMPOUNDS OR MEDICINAL PREPARATIONS
- A61P1/00—Drugs for disorders of the alimentary tract or the digestive system
- A61P1/12—Antidiarrhoeals
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61P—SPECIFIC THERAPEUTIC ACTIVITY OF CHEMICAL COMPOUNDS OR MEDICINAL PREPARATIONS
- A61P29/00—Non-central analgesic, antipyretic or antiinflammatory agents, e.g. antirheumatic agents; Non-steroidal antiinflammatory drugs [NSAID]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/0011—Moulds or cores; Details thereof or accessories therefor thin-walled moulds
- B29C33/0016—Lost moulds, e.g. staying on the moulded object
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0035—Medical or pharmaceutical agents
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Chemical & Material Sciences (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Animal Behavior & Ethology (AREA)
- Pharmacology & Pharmacy (AREA)
- Engineering & Computer Science (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- Physiology (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Epidemiology (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Nutrition Science (AREA)
- Pain & Pain Management (AREA)
- Rheumatology (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Medicinal Preparation (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Acyclic And Carbocyclic Compounds In Medicinal Compositions (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Pharmaceuticals Containing Other Organic And Inorganic Compounds (AREA)
- General Preparation And Processing Of Foods (AREA)
- Dental Preparations (AREA)
Abstract
processo de fabricação de filmes diretamente em forma alveolar a presente invenção tem por objeto um processo de produção de um filme (6) que apresenta as seguintes etapas: (a) preparação de uma mistura filmógena que compreende pelo menos um agente filmógeno; (b) deposição de uma dose da referida mistura em um alvéolo (4) de um suporte alveolar (2), em que a mistura apresenta uma viscosidade de 1 a 8.000 mpa.s na temperatura da referida mistura filmógena durante a deposição; (c) endurecimento da referida mistura, de maneira a ser obter um filme (6), (d) obturação do referido alvéolo (4) através de um meio de obturação (3) hermético. a invenção refere-se igualmente a um dispositivo (1) adaptado especialmente ao processo, assim como a uma instalação destinada à aplicação do processo.
Description
[001]A presente invenção refere-se a um processo de obtenção de um filme susceptível de ser aplicado principalmente na indústria alimentar ou farmacêutica; a invenção refere-se igualmente a um suporte alveolar destinado especialmente à aplicação do referido processo.
[002]O processo de acordo com a presente invenção é particularmente ade-quado para a preparação de filmes que contêm os princípios ativos ou filmes aromá-ticos. Estes filmes podem ser previstos com um suporte, como é o caso dos emplastros, ou sem suporte, como é o caso, por exemplo, das folhas aromáticas. As folhas aromáticas são folhas bastante finas que, conforme a aplicação que se pretende dar, podem ser colocadas sobre a língua, no caso de filmes orais ou bucais, e que se dissolvem instantaneamente, liberando um aroma, por exemplo, com sabor a menta. Os filmes podem destinar-se igualmente às aplicações farmacêuticas que não requerem especificamente uma dissolução instantânea do filme, entre os quais podemos citar, por exemplo, a liberação retardada de ativos ou a mucoadesão.
[003]É do conhecimento do especialista nas indústrias farmacêuticas ou ali-mentares, um processo de obtenção de filmes orais ou bocais oriundo de tecnologias derivadas de fitas magnéticas, principalmente para vídeos.
[004]Os processos da técnica anterior compreendem de uma forma geral as seguintes etapas: - Uma primeira etapa que permite a obtenção de uma bobina de filme a partir de uma mistura formadora de filme; - Uma segunda etapa, durante a qual a bobina é cortada segundo as dimen-sões desejadas; e - Uma terceira etapa de condicionamento dos filmes assim obtidos.
[005]A primeira etapa compreende a dispersão da referida combinação em uma fita larga na superfície de um filme de plástico que serve de suporte. Ela é acompanhada por uma fase de secagem da camada fina de mistura através de um fluxo de ar. A fase de secagem requer um controle e tratamento do ar pulsado sobre a fita do filme, independentemente de os filmes se destinarem a uma aplicação ali-mentar ou farmacêutica. O ar pulsado pode, em determinados casos, necessitar de um tratamento antes de ser descartado no meio ambiente. Esse é o caso principal- mente de uma utilização de produtos tóxicos para o homem ou o meio ambiente. Na realidade, o ar pode estar carregado de substâncias tóxicas devidas à passagem na fase gasosa de aditivos voláteis provenientes da mistura ou de micro-partículas emi-tidas pelas projeções secadas da mistura ou pela fita de filme assim obtida.
[006]Ao final desta primeira etapa, a fita de filme e o seu suporte são enrola-dos, de maneira a se obter uma bobina de filme. Mais raramente e de acordo com as características de plasticidade do filme, a fita de filme pode ser obtida e enrolada em bobina sem suporte. No entanto, a ausência de suporte acentua o risco de ruptura da fita.
[007]Durante uma segunda etapa, a bobina de filme é desenrolada e a fita de filme é separada do seu suporte, para ser cortada de acordo com a forma e a dimensão desejadas. Esta etapa está na origem de bastantes perdas, uma vez que, conforme os cortes efetuados, a largura integral da fita não é necessariamente utilizada. Desta forma, antes de serem eliminados, os desperdícios devem ser removidos, em função do nível de toxicidade dos compostos ou dos princípios ativos utilizados. Durante esta etapa, é comum se cortar a fita de filme em diversas tiras de filme com a largura final desejada, reagrupando estas mesmas tiras de filme antes de cortá-las no comprimento pretendido. Ao final do corte, os filmes são então reagrupados em camadas.
[008]Os filmes obtidos são em seguida armazenados, aguardando o seu condicionamento.
[009]O condicionamento é uma etapa crucial deste processo, já que consiste em uma separação de uma determinada quantidade de filmes. Esta etapa é delicada, uma vez que ela consiste na separação de filmes com alguns microns de espessura sem fracioná-los nem degradá-los.
[010]Embora relativo ao âmbito alimentar, o condicionamento multidose en- contra-se bem distribuído no domínio farmacêutico em que, de uma forma geral, o condicionamento define uma dose farmaceuticamente ativa. Como conseqüência, esta definição da quantidade de filmes por condicionamento é primordial, uma vez que se trata de produtos que, conforme a dose ingerida, tanto poderão ser perigosos quanto benéficos. Os condicionamentos são de uma forma geral previstos para um único filme.
[011]A noção de dosagem por filme reveste-se por este motivo de uma im-portância capital. Ora, a dose do princípio ativo contido num filme obtido por este processo da técnica anterior depende tanto (i) da mistura realizada no início da fabri-cação, (ii) do controle da espessura da fita de filme durante a etapa de dispersão, (iii) da superfície da tira de filme e depois do filme cortado quanto (iv) da integridade do filme individualizado e condicionado. Como conseqüência, a garantia de uma dose dada pelo condicionamento requer diversos pontos de controle em cada etapa da cadeia de produção.
[012]As etapas dos processos da técnica anterior são de uma forma geral efetuadas por equipamentos que independem uns dos outros, necessitando assim, de um lado, o transporte das bobinas de filme, além das tiras de filme de um aparelho para o outro, mas igualmente e muito principalmente do controle das condições ambientais, já que as bobinas são armazenadas entre cada uma das etapas do pro-cesso. Os filmes solúveis em água, como principalmente os filmes orais ou bucais, são extremamente sensíveis à umidade ambiente. Na realidade, qualquer variação nos níveis de umidade ambiente durante a sua fabricação pode ocasionar a aglomeração das fitas de filme umas nas outras, além da perda da produção completa. Além disso, em condições secas, uma vez que a água possui uma função de plastifi- cante, os filmes podem ficar fragilizados. Desta forma, a redução da plasticidade dos filmes torna toda e qualquer manipulação muito mais delicada com os riscos de ruptura do filme que podem levar à parada da cadeia de produção.
[013]Por outro lado, as numerosas manipulações necessárias, o enrolamento e desenrolamento das bobinas ou a separação das fitas de filme do seu suporte, os cortes das fitas em tiras e depois das tiras em filmes e, finalmente, a separação dos filmes obtidos durante o condicionamento, estão na origem de numerosas perdas ao longo da cadeia de produção.
[014]Processos similares são descritos na técnica anterior, nomeadamente no Pedido de Patente US 2004/0076799.
[015]A presente invenção permite responder aos diferentes problemas do estado da técnica, ao propor um processo em fluxo contínuo que permite a obtenção de filmes micro-dosados em condicionamentos individuais. O processo de acordo com a presente invenção inclui as seguintes etapas: (a) preparação de uma mistura formadora de filme que compreende pelo menos um agente formador de filme; (b) deposição de uma dose da referida mistura em um alvéolo de um suporte alveolar, em que a mistura apresenta uma viscosidade de 1 a 8.000 mPa.s na tem-peratura da referida mistura formadora de filme durante a referida etapa (b) de depo-sição, preferencialmente uma viscosidade de 10 a 5.500 mPa.s; (c) endurecimento da referida mistura de maneira a se obter um filme; (d) obturação do referido alvéolo através de um meio de obturação hermético.
[016]As dificuldades inerentes às diversas manipulações das fitas e das tiras de filmes ou dos filmes no processo de acordo com a técnica anterior, que foram objeto de perdas ou de erros de dosagem, não são observadas no processo de acordo com a presente invenção. Na realidade, o filme é obtido diretamente no seu futuro condicionamento. Da mesma forma, na ausência do corte, não há nenhuma perda de produto nem do princípio ativo. Além disso, o filme pode ser obtido na forma e segundo a espessura desejados, conforme o alvéolo escolhido e com a quantidade da mistura introduzida neste mesmo alvéolo.
[017]Por “filme”, entendemos um produto fino e plano, com uma superfície essencialmente plana, uma espessura máxima de 3.000 microns na qual a espessura é bastante reduzida relativamente ao comprimento e à largura. No âmbito da presente invenção, o filme apresenta de preferência uma espessura compreendida entre 10 e 3.000 microns, de preferência entre 20 e 2.000 microns.
[018]Por outro lado, não existem problemas com o armazenamento dos pro-dutos em curso na cadeia de produção, uma vez que o processo se efetua em regime contínuo. Além disso, depois de o filme ser obtido no alvéolo, este é obturado de forma hermética por selagem, por exemplo, podendo ser objeto do armazenamento sem necessidade de cuidados especiais.
[019]A ausência total de manipulações, de perdas ao longo da cadeia e do armazenamento de produtos intermediários, reduz consideravelmente o custo de fabricação, quer se trate do caso da utilização de produtos que apresentam perigo para os manipuladores ou para o meio ambiente, quer no caso de produtos não recicláveis ou onerosos. Na realidade, o volume de ar a tratar ao longo da cadeia de produção é consideravelmente reduzido.
[020]Por outro lado, a dosagem por condicionamento é exata, uma vez que a dose introduzida no condicionamento é determinada com precisão, podendo ser de-terminada ao longo da cadeia de produção integral.
[021]O processo de acordo com a presente invenção permite assim uma re-dução no custo de produção, um aumento ao nível da precisão e do domínio das dosagens, bem como da reprodutibilidade integral, podendo ser adaptado para a fabricação de diversos tipos de filmes, tais como os filmes livres como os filmes orais ou bucais ou ainda como os filmes aromáticos, em que esses filmes apresentam um suporte, como é o caso principalmente dos emplastros.
[022]As dificuldades superadas pelo Requerente são, de um lado, a realiza-ção de uma mistura formadora de filme que permite, a par da sua viscosidade, um bom escoamento quando do preenchimento do alvéolo e uma boa dispersão com o objetivo de formar um filme. Por agente ou substância formadora de filme, entende- se toda e qualquer substância suscetível de formar um filme.
[023]Os processos da técnica anterior respondem a diferentes limitações e utilizam por este fato as misturas formadoras de filme com características físico- químicas diferentes. Na realidade, estes processos impõem uma viscosidade elevada e precisa para cada mistura. Em um nível de viscosidade ligeiramente inferior, a composição formadora de filme se dispersa para fora do suporte. E, em um nível de viscosidade ligeiramente superior, a espessura da fita de filme não é constante.
[024]A espessura da camada destinada a formar o filme após o endurecimento pode ser de 0,01 mm até 10 mm, em função da natureza da mistura formadora de filme e da aplicação do filme e, portanto, de acordo com a perda de volume associada ao endurecimento da mistura, logo, à obtenção do filme.
[025]O processo de acordo com a presente invenção foi disponibilizado atra-vés de uma mistura que apresenta na sua deposição uma viscosidade que vai de 1 até 8.000 mPa.s e preferencialmente de 10 até 5.500 mPa.s na temperatura da mistura quando da deposição e, mais preferencialmente, de 50 até 1.500 mPa.s. Este processo é particularmente vantajoso, na medida em que permite a utilização de misturas de viscosidades variadas para a produção de filmes.
[026]A viscosidade desejada é obtida no caso de uma mistura formadora de filme à base de amido e em temperaturas que vão de 10° até 95°C. No caso dos po- lietileno glicóis com alto peso molecular, ela é atingida a temperaturas superiores em torno de 50°C, de preferência entre 60° e 90°C.
[027]No âmbito da presente invenção, a viscosidade é do tipo Brookfield, de-terminada através de, por exemplo, um viscosímetro Brookfield RDVD-I+ (Brookfield Engineering Laboratories, INC., 5 Middleboro, MA, USA), utilizando uma das hastes de referência RV1, RV2, RV3, RV4, RV5, RV6 ou RV7 e sem a utilização do equi-pamento denominado “Helipath Stand”. A rotação da haste é fixada em 20 voltas por minuto. A haste, de RV1 até RV7, é escolhida de maneira a que este valor de visco-sidade afixado fique compreendido entre 10% e 100% da escala total de viscosidade possível com a referida haste, conforme indicado pelo fabricante. Para efetuar esta medida de viscosidade, foram colocados 300 ml da mistura formadora de filme em um copo de 400 ml de forma baixa (diâmetro em torno de 7,5 cm). O valor da viscosidade é coletado ao fim da 3a volta. A medição será efetuada, observando-se as recomendações apresentadas pelo fabricante no sentido de se obter uma medição de viscosidade fiável, por exemplo, como consta no manual "Operating Instructions, Manual No M/92-021-M0101, Brookfield Digital Viscometer, Model DV-I+)”.
[028]De acordo com uma realização preferencial da presente invenção, as etapas (b) e (c) do processo são repetidas pelo menos uma vez antes da etapa (d). Na medida em que este processo pode ser adaptado às misturas aquosas e/ou orgânicas com agentes formadores de filme de naturezas diferentes, os princípios ativos ou aromas que podem ser utilizados são assim bastante variados. Desta forma, através de uma repetição das etapas (b) e (c), o processo de acordo com a presente invenção permite a obtenção de um único e mesmo filme a partir de produtos ou princípios ativos não miscíveis entre si ou incompatíveis na mistura. Na realidade e neste caso, o filme é fabricado em duas vezes, a partir de duas misturas formadoras de filme de características diferentes.
[029]De acordo com outra realização preferencial vantajosa, o processo de acordo com a presente invenção prevê uma etapa de deposição no referido alvéolo de um composto granular ou sólido ou de uma preparação semi-líquida anterior à etapa (d). Dito de outra forma, a deposição de compostos granulares, sólidos ou líquidos pode ser feita antes ou após a etapa (b), até mesmo após a etapa (c). Desta forma, um composto ou uma composição líquida ou semi-líquida pode ser incluído entre as duas camadas de filme no caso em que as etapas (b) e (c) forem repetidas. Por outro lado, no caso de uma deposição da mistura formadora de filme em um suporte destacável como um filme flexível ligado de forma reversível ao fundo do referido alvéolo, o composto ou a composição pode ser incluído entre a camada de mistura formadora de filme e o filme flexível. Nos dois casos citados, o composto ou a composição podem ser liberados de forma controlada na dissolução da(s) camada(s) do filme. O caso particular de uma deposição de uma substância semi-líquida ou líquida, até mesmo granular ou sólida, pode ser o da impressão de um filme ou de um suporte que se encontra no alvéolo.
[030]Desta forma e de acordo com uma realização preferencial vantajosa, a referida etapa de deposição de um composto granular ou sólido ou de uma preparação semi-líquida ou líquida é uma etapa de impressão. Assim, o filme pode ser impresso a fim de indicar o produto contido, a dosagem em qualquer letra ou sob a forma de símbolo antes da obturação do referido alvéolo. A impressão de uma imagem, de uma foto ou de um desenho, no caso de um filme que não se destinar a uma aplicação farmacêutica, pode ser prevista.
[031]De forma vantajosa, a referida etapa de impressão é efetuada antes da etapa (c) de endurecimento da referida mistura. Assim, em função do efeito desejado e do sistema de impressão escolhido, a impressão pode destinar-se à mistura não endurecida ou ao filme após a etapa (c) de endurecimento da mistura.
[032]De forma ainda mais vantajosa, a referida etapa de impressão é efetuada antes da etapa (b) de deposição. Na realidade e no caso de um filme associado a um suporte, a impressão pode ser prevista de forma alternativa entre o suporte e a mistura ou sobre a mistura após a deposição.
[033]A impressão pode ser efetuada por uma impressora de jato de tinta ou por qualquer outro meio que permita uma projeção de uma composição colorida ou que apresente uma textura ou uma opacidade distintas da referida mistura formadora de filme, de maneira a permitir a aposição de um motivo, de uma imagem, de uma foto ou de um texto sobre o referido filme.
[034]De forma vantajosa, a etapa (c) de endurecimento do processo de acordo com a presente invenção é uma etapa de arrefecimento da mistura à temperatura ambiente. Por endurecimento da mistura, entende-se a passagem desta mistura de uma fase líquida ou viscosa para uma fase sólida. Por exemplo, durante a utilização de agentes formadores de filme que se dissolvem sob a ação do calor e que se tornam líquidos sem a incorporação de solventes. Esse é o caso, entre outros, dos polietilenos glicóis (PEG) de elevado peso molecular e dos seus derivados, dos óxidos de polietileno e de seus derivados, dos glicerídeos, dos poliglicerídeos e de seus derivados.
[035]De acordo com as características físico-químicas da mistura formadora de filme e principalmente da volatilidade do solvente da referida mistura formadora de filme, o processo prevê que a etapa (c) de endurecimento seja uma etapa de evaporação de um solvente que se encontra na referida mistura formadora de filme.
[036]Na medida em que o processo pode ser aplicado a todos os tipos de mistura formadora de filme, no caso de uma mistura orgânica na qual o solvente é uma solução hidro-alcooólica que inclui o etanol, o propanol de isopropanol, ou qualquer outro solvente volátil, a simples evaporação do solvente à temperatura ambiente é suficiente para seu endurecimento. Trata-se do caso em que o agente formador de filme é um derivado da celulose como a hidroxipropilcelulose, etilcelulose, metilcelulose, acetato-ftalato de celulose, acetato de celulose, polimetacrilato de me- tilo ou acetato-ftalato de polivinila.
[037]Quando o agente formador de filme é um polímero hidrófilo, a água serve como solvente, no qual o polímero pode ser um polímero de origem vegetal ou de síntese, isolado ou em combinação, por exemplo e sem restringir o alcance determi-nado por esta lista, citem-se os extratos de algas como os alginatos e os carragina- tos, as celuloses modificadas, os polissacarídeos como o Pullulan, a gelatina, a pec- tina, as gomas de origem vegetal ou animal, os polietilenos glicóis, os Poloxamers, os amidos nativos, os amidos modificados e/ou hidrólises, as maltodextrinas, o álcool polivinílico e seus derivados, etc.
[038]De forma vantajosa, a etapa de evaporação do solvente efetua-se pelo aumento da temperatura da mistura, pela variação da pressão ou pela sua combina-ção. A etapa de evaporação do solvente pode ser realizada a uma temperatura re-duzida e a uma pressão reduzida, de maneira a evitar os fenômenos de sublimação dos ativos ou para preparar a sua estabilidade no caso de uma utilização de com-postos instáveis ou muito reativos ao calor. Os meios de aquecimento da mistura podem ser a cozedura da mistura em estufa ou o aquecimento por micro-ondas ou por infra-vermelhos ou ainda a combinação destes meios.
[039]A etapa (c) de endurecimento é crucial, na medida em que a secagem do filme deve ser controlada, ou seja, até um teor em solvente que lhe confira por sua vez uma determinada estrutura, uma certa flexibilidade e uma estabilidade em uma umidade relativa de equilíbrio compreendida entre 20% e 80%. Desta forma e no caso de um solvente aquoso, o teor de água do filme será na maior parte dos casos inferior a 20%, preferencialmente na ordem de 5% a 10% para permitir uma boa conservação do filme sem implicar o gretamento do mesmo. Efetivamente, a estrutura formadora de filme deve ser conservada, embora a secagem deva ser feita preferencialmente sem a colagem do filme no alvéolo.
[040]Preferencialmente, a mistura formadora de filme compreende o seguin- te: - De 40% a 99% em peso do agente formador de filme; - Pelo menos 1% em peso de um aditivo.
[041]Por aditivo, entende-se um aroma, um edulcorante (adoçante), um plas- tificante, um umidificante, um tensioativo, um princípio ativo ou qualquer molécula por meio da qual o agente formador de filme seja suscetível de constituir um vetor.
[042]De forma preferencial, a mistura formadora de filme compreende um solvente aquoso ou orgânico. De forma vantajosa, o agente formador de filme com-preende um amido ou uma mistura de amidos.
[043]De forma ainda mais preferencial, o amido ou pelo menos um amido da mistura de amidos é proveniente de uma leguminosa.
[044]O processo é particularmente adaptado às misturas formadoras de filme obtidas a partir de misturas de amido de diversas origens, de forma a regular o teor de amilose entre 25% e 45%. Por exemplo, as misturas de amido ricas em ami- lopectina (as chamadas cerosas ou "waxy") e de amidos ricos em amilose. O amido ou pelo menos um amido da mistura pode, entre outros, ter sofrido pelo menos um tratamento de modificação escolhido no grupo que compreende os tratamentos químicos, os tratamentos físicos e os tratamentos enzimáticos.
[045]Os tratamentos químicos compreendem em particular todas as operações conhecidas de esterificação, eterificação, reticulação ou de hidrólise pelas vias ácida, oxidante ou enzimática. Os tratamentos químicos que são particularmente adequados para a obtenção de uma solução formadora de filme são os tratamentos designados de estabilização, ou seja, hidroxipropilação, a acetilação, em que estes tratamentos podem eventualmente ser completados com uma fluidificação ou uma hidrólise administrada, por exemplo, por o tratamento ácido.
[046]O processo é mais particularmente adaptado às misturas formadoras de filme obtidas a partir do amido de leguminosas. Por leguminosas, entendem-se as plantas que pertencem às famílias das cesalpináceas, mimosáceas ou papilionáceas e, principalmente, todas as plantas que pertencem à família das papilionáceas como, por exemplo, a ervilha, o feijão, a fava, fava miúda, a lentilha, a luzerna, o trevo ou o tremoço.
[047]Esta definição inclui principalmente todas as plantas descritas em qual-quer uma das tabelas constantes do artigo de R. HOOVER et al. intitulado “Composi-tion, structure, functionality and chemical modification of legume starches', a review’.
[048]De forma vantajosa, trata-se da ervilha, em que o termo “ervilha” é aqui considerado na sua acepção mais abrangente e em que inclui especialmente: - Todas as variedades silvestres da “ervilha em vagem” (“smooth pea”),e - Todas as variedades mutantes da “ervilha lisa” e da “ervilha enrugada” (“wrinkled pea” e destas, aquelas utilizações para as quais se destinam de uma forma geral as referidas variedades (alimentação humana, nutrição animal e/ou outras utilizações).
[049]As referidas variedades mutantes são principalmente aquelas designa-das “mutantes r”, “mutantes rb”, “mutantes rug 3”, “mutantes rug 4”, “mutantes rug 5” e “mutantes Iam”, conforme se descreve no artigo de C-L HEYDLEY et al. intitulado “Developing novel pea starches11 Proceedings of the Symposium of the Industrial Bio-chemistry and Biotechnology Group of the Biochemical Society, 1996, pp. 77-87.
[050]Por “amido de leguminosa”, entende-se qualquer composição extraída e desta, qualquer que seja a maneira, de uma leguminosa e principalmente de uma papilionácea, cujo teor em amido é superior a 40 %, de preferência superior a 50 % e, mais preferencialmente ainda, superior a 75 %, em que estas percentagens são expressas em peso seco em relação ao peso seco da referida composição.
[051]O processo pode aplicar-se aos filmes de 10 a 3.000 pm de espessura, preferencialmente de 20 a 2.000 pm, mais preferencialmente de 30 a 500 pm e, ainda mais preferencialmente, de 35 a 200 pm, tanto no caso dos filmes obtidos por uma deposição direta da mistura no fundo do alvéolo quanto sobre um suporte mantido no fundo do alvéolo. A partir de então, este processo pode ser aplicado à produção de filmes, tanto para os filmes alimentares quanto farmacêuticos, para os filmes orais e bucais, como ainda para os filmes com suportes, como é o caso de emplastros transdérmicos que permitem a administração de um princípio ativo por aplicação do emplastro sobre a pele ou qualquer outra aplicação na qual a obtenção de um filme com essa espessura seja vantajosa. Por exemplo, os filmes farmacêuticos tópicos, os filmes ou emplastros farmacêuticos ou cosméticos a serem aplicados sobre uma mucosa, sobre uma ferida ou sobre a pele enquanto tais, ou a serem adicionados a um outro produto cosmético antes da utilização, os filmes alimentares consumidos enquanto tais ou que serão depositados sobre um alimento antes do consumo. O processo é ainda particularmente adaptado à realização de filmes bastante solúveis em água, filmes que poderão ser dissolvidos na água ou em outra bebida antes do seu consumo.
[052]Após o endurecimento do filme, em função do agente formador de filme escolhido e conforme o solvente utilizado, o ativo poderá apresentar-se na forma de uma dispersão sólida, na forma cristalina e/ou amorfa. O mesmo apresenta a vanta-gem de permitir uma modulação da solubilização deste ativo.
[053]O aditivo poderá ser um aroma, um princípio ativo, um excipiente, um suplemento alimentar ou vitamínico, um extrato medicinal, um ativo cosmético, um corante, um pigmento, um corretor de pH, um extrato vegetal, um ativo veterinário ou suplementos alimentares.
[054]Os princípios ativos previstos são aqueles cuja aplicação pode ser transdérmica, como é o caso entre outros dos antifúngicos, os antimicóticos, os cor- ticóides, os antiacnéicos, os antibióticos, os antiparasitários, os anti-histamínicos, os queratolíticos, os anti-sépticos, moléculas de ação repulsiva, os rubefacientes, os despigmentantes, os anti-inflamatórios, os antirreumáticos, os analgésicos, os tópi- cos em flebologia, os ativos em sobrecarga adiposa, os contraceptives, os reguladores de crescimento, os hormônios, os antinauseantes, etc.
[055]Ou os princípios ativos de aplicação oral para uma ação tópica ou sis-têmica, como os anti-sépticos, os antifúngicos, os antimicóticos, os antibióticos, os anti-histamínicos, os anti-inflamatórios, os antimigranosos, os anti-diarréicos, os an- tálgicos, os antidepressivos, os anestésicos locais, os antiparasitários, os antipiréticos, os antiespasmódicos ou qualquer outra substância que apresente propriedades curativas ou preventivas no que se refere a enfermidades humanas ou animais, assim como todo e qualquer produto que puder ser administrado ao ser humano ou animal com o propósito de estabelecer um diagnóstico médico, tal como uma molécula que atuar como marcador ou traçador, ou para restaurar, corrigir ou modificar as suas funções orgânicas.
[056]Necessariamente, as misturas formadoras de filme podem ser de natu-reza variada, o material do suporte alveolar escolhido deverá ser inerte em relação à mistura formadora de filme e principalmente em relação ao composto ou compostos incluídos nesta mistura.
[057]De forma vantajosa, o processo de acordo com a presente invenção inclui uma etapa de realização do referido suporte alveolar.
[058]Na medida em que o suporte alveolar pode ser elaborado em função do filme desejado, este processo pode ser utilizado para os filmes de qualquer formato e de qualquer dimensão.
[059]O suporte alveolar de acordo com a presente invenção está especial-mente adaptado para a aplicação do processo de acordo com a presente invenção e destina-se muito especialmente a incluir um filme com uma espessura de 10 a 3.000 pm ou uma estrutura que pode alcançar 15.000 pm.
[060]A invenção tem ainda como objeto um dispositivo que compreende o referido suporte alveolar.
[061]De acordo com a presente invenção, este dispositivo apresenta um su-porte alveolar provido de um alvéolo e de um meio de obturação do referido suporte alveolar, em que o referido alvéolo se encontra rodeado por um rebordo transversal que compreende uma zona de selagem hermética, em que o referido alvéolo é provido de um fundo essencialmente plano, em que o referido fundo (4b) apresenta uma superfície superior a 1 cm2 por milímetro de profundidade do referido alvéolo (4). Esta relação permite uma acessibilidade fácil do filme e promove assim a sua preensão. O alvéolo de acordo com a presente invenção permite por sua vez ter uma profundidade suficiente para receber a composição formadora de filme antes da etapa de endurecimento da mistura e uma profundidade suficientemente fraca para promover a preensão do filme sem no entanto degradá-lo ou fragilizá-lo. Na realidade, o volume da composição formadora de filme antes do endurecimento pode ser muito mais importante do que o volume do filme obtido por conta da evaporação do solvente ou da polimerização do agente formador de filme. Desta forma e para uma superfície do fundo do alvéolo de 6 cm2, a mesma pode apresentar uma altura de 1 mm a 2 mm no caso de um filme orodispersível. No caso de um emplastro e para uma superfície de 64 cm2, o alvéolo pode apresentar uma profundidade de 1 cm.
[062]De forma vantajosa, o referido alvéolo apresenta uma profundidade in-ferior a 2 cm, preferencialmente uma profundidade de 0,02 até 1 cm e, mais prefe-rencialmente, de 0,05 mm até 10 mm e, mais preferencialmente ainda, de 0,2 até 2 mm.
[063]Pela expressão “essencialmente plano”, entende-se uma estrutura que possui de uma forma geral uma forma plana. Desta forma, o fundo do alvéolo pode ser ligeiramente encurvado ou provido de micro-tuberosidades ou protuberâncias, até mesmo de microcavidades ou ligeiras ranhuras. Uma curvatura do fundo do alvéolo permite um aumento da espessura do filme e assim da dose do princípio ativo ou do agente ativo que se encontra num filme, conservando a mesma superfície e a mesma espessura em seus bordos. As micro-tuberosidades ou microcavidades ou micro protuberâncias, até mesmo, as ligeiras ranhuras, permitem, pela criação de uma superfície não homogênea, evitar a aderência do filme no fundo do alvéolo ou de facilitar o menos possível o seu descolamento. Estas microcavidades ou ligeiras ranhuras podem ser preenchidas com quantidades ínfimas de substâncias coloridas, na sua forma líquida ou em pó, suscetíveis de aderir à composição formadora de filme após a deposição, de maneira a criarem uma estrutura que forma um motivo à superfície do filme em sobreespessura.
[064]De forma vantajosa, o alvéolo é provido de uma zona de deformação. De acordo com uma primeira realização preferencial, a parede lateral do alvéolo está provida de uma zona de deformação. A zona de deformação ocupa a altura integral da parede lateral ou uma zona central ou periférica da sua altura. Esta zona de de-formação permite reduzir a altura do alvéolo e, desta forma, melhorar a acessibilidade do filme de acordo com a presente invenção, pelo exercício de uma força sobre o bordo inferior ou sobre o fundo do alvéolo. De acordo com uma segunda realização preferencial, o alvéolo compreende uma zona de deformação no seu fundo. Esta zona de deformação permite facilitar a recuperação do filme. De forma vantajosa, a zona de deformação está localizada ao nível de uma borda periférica do fundo do alvéolo que delimita no seu centro uma zona de deposição. De forma alternativa, a zona de deformação estende-se sobre a superfície total do fundo do alvéolo. A presença de uma borda periférica permite uma delimitação da periferia do fundo do alvéolo, além de regular ainda e de forma precisa a capacidade da zona de deposição.
[065]De acordo com uma realização preferencial, o fundo é provido de uma ranhura periférica. Esta ranhura permite levantar o fundo do alvéolo em comparação com o rebordo, promovendo assim o acesso total ao filme ao reduzir o volume do alvéolo.
[066]As características preferenciais do suporte alveolar são as seguintes: - Profundidade inferior de 2 cm, preferencialmente uma profundidade de 0,02 até 1 cm e, mais preferencialmente, de 0,05 mm até 10 mm, mais preferencialmente ainda, de 0,1 até 5 mm; - A superfície do fundo do alvéolo que vai de 1 até 500 cm2, preferencialmente de 2 até 250 cm2 e, mais preferencialmente ainda, de 3 até 125 cm2.
[067]Os materiais termoformados utilizados podem ser o policloreto de vinilo (PVC), o polietileno tereftalato (PET), as poliamidas (PA), o policloreto de vinilideno (PVDC), o poliestireno (PS), o polipropileno, preferencialmente o PVC.
[068]As zonas de deformação podem ser constituídas por um destes polímeros citados anteriormente ou por suas misturas ou ainda por qualquer outro polímero que lhe confira as características de elasticidade.
[069]Os alvéolos podem ser obtidos igualmente por formagem por pressão do alumínio ou de uma liga que inclua o alumínio.
[070]De forma vantajosa, o alvéolo do dispositivo pode ser provido de um suporte destacável disposto no fundo do alvéolo e que se destina a ser revestido pelo menos em parte pelo filme. O referido suporte destacável pode ser de forma vantajosa ligado de maneira reversível ao fundo do referido alvéolo. O suporte destacável é escolhido de um têxtil tecido ou não-tecido ou ainda uma folha plástica ou metálica flexível. O produto obtido pode ser um elemento incluído num filme de forma transitória (por destruição ou redução do filme, por exemplo) ou definitiva, em que o filme se encontra ele próprio aderente ao suporte.
[071]De acordo com uma realização preferencial, o referido suporte destacá-vel é provido em pelo menos um de seus bordos de uma zona de aderência que se destina a ser aplicada e a aderir a uma superfície. Neste caso, o produto obtido pode ser um filme que apresenta um suporte, como é o caso de um emplastro. Este dis-positivo permite assim ter um emplastro diretamente condicionado obtido em uma única etapa sem risco de fragilizar a coesão do conjunto mistura formadora de fil- me/suporte.
[072]De forma vantajosa, a presente invenção refere-se a um dispositivo que apresenta um filme. Por filme, entende-se um filme livre, um filme aderente a um suporte ou um conjunto de várias camadas de misturas formadoras de filme que aderem uma à outra e formam um único e mesmo filme.
[073]A presente invenção tem ainda por objeto um conjunto formado pela montagem de diversos dispositivos que formam uma embalagem, em que os dispo-sitivos da embalagem podem estar separados por pelo menos uma linha de separação destacável.
[074]Além disso, a presente invenção diz respeito igualmente a uma instala-ção para a realização do processo que compreende a série dos meios descritos a seguir: - meios de produção e de homogeneização da mistura formadora de filme; - meios de deposição da mistura formadora de filme; - meios de endurecimento da mistura; - meios de fechamento hermético dos alvéolos; e secundariamente - meios de impressão.
[075]De acordo com uma realização preferencial, a instalação seria provida de forma vantajosa de meios de realização do dispositivo destinado especialmente à aplicação do processo.
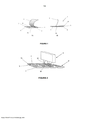
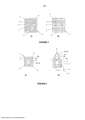
[076]O dispositivo de acordo com a presente invenção é descrito e ilustrado de forma mais abrangente a partir das descrições e figuras a seguir. - As Figuras 1A e 1B são perspectivas de uma primeira realização preferen-cial do dispositivo, no qual a Figura 1A é uma vista em perspectiva da face lateral da primeira realização preferencial do dispositivo composta por um suporte alveolar e por uma folha de obturação; e a Figura 1B é uma vista lateral em corte de uma primeira realização preferencial do dispositivo que contém um filme e cujo meio de ob- turação se encontra parcialmente aberto; A Figura 2 é uma vista em perspectiva de uma parte da instalação que permite a deposição de uma mistura formadora de filme nos alvéolos de uma embalagem de suporte alveolar; - As Figuras 3A e 3B são vistas superiores das embalagens que contêm vá-rios dispositivos separáveis, no qual cada alvéolo de cada dispositivo contém um filme; - As Figuras 4A e 4B são vistas superiores dos dispositivos que contêm um emplastro, um dispositivo fechado na Figura 4A e um dispositivo aberto com o em-plastro parcialmente saído do alvéolo da Figura 4B; - A Figura 5 ilustra as vistas laterais em corte das realizações preferenciais do dispositivo de acordo com a presente invenção, no qual a Figura 5A é uma vista de uma segunda realização preferencial do suporte alveolar vazio e no qual a Figura 5B ilustra este mesmo dispositivo parcialmente aberto e contendo um emplastro. As Figuras 5C e 5D são vistas laterais em corte de uma terceira realização preferencial do dispositivo de acordo com a presente invenção, no qual a Figura 5C é uma vista do suporte alveolar vazio e em que a Figura 5D ilustra o dispositivo parcialmente aberto e contendo um emplastro; - a Figura 6 ilustra as vistas laterais em corte de uma quarta realização pre-ferencial do dispositivo de acordo com a presente invenção que comporta zonas de deformação localizadas ao longo de toda a altura da parede alveolar, no qual a Figura 6A é um dispositivo aberto provido de uma zona de deformação na parede alveolar em uma conformação não deformada e no qual a Figura 6B é uma vista do dispositivo em uma conformação comprimida com uma deformação da parede lateral submetida ao exercício de forças de compressão; - a Figura 7 ilustra as vistas em corte de uma quinta e sexta realizações pre-ferenciais do dispositivo de acordo com a presente invenção que comporta zonas de deformação localizadas em uma parte da parede alveolar, no qual as Figuras 7A e 7C ilustram uma vista de um suporte alveolar vazio e antes da deformação; as Figuras 7B e 7D ilustram o dispositivo aberto em uma conformação comprimida com uma deformação da parede alveolar e que contém um emplastro ou um filme; - a Figura 8 é composta pelas vistas em corte da sétima e oitava realizações preferenciais do dispositivo abertas e que contêm um filme, no qual estes dispositivos estão providos de uma zona de deformação na parede alveolar em uma conformação comprimida e uma zona de deformação no fundo do alvéolo, no qual as Figuras 8A e 8C ilustram os dispositivos que apresentam a zona de deformação do fundo do alvéolo sob uma conformação afrouxada, e em que as Figuras 8B e 8D ilustram os dispositivos que apresentam suas zonas de deformação no fundo do alvéolo em uma conformação deformada após o exercício de uma força na base do alvéolo.
[077]A Figura 1A ilustra um dispositivo 1 composto por duas estruturas, um suporte alveolar 2 e um meio de obturação na forma de uma folha 3 flexível. O suporte alveolar 2 é vazado por um alvéolo 4, em que a folha 3 adere na sua zona de periferia à zona de emenda 7 do rebordo 5 do suporte alveolar 2. De acordo com uma primeira realização preferencial do dispositivo, o fundo 4a do alvéolo 4 é plano.
[078]O meio de obturação 3 pode ser uma folha de alumínio, de plástico ou de outro material suscetível de ser colado ou selado ao suporte alveolar 2 de maneira a conferir uma proteção relativamente à luz, ao calor, à umidade ou a qualquer outra condição suscetível de prejudicar a boa conservação do seu conteúdo.
[079]O dispositivo de acordo com a presente invenção destina-se especial-mente a conter uma estrutura essencialmente plana tendo uma espessura na ordem de 10 pm até 5.000 pm, tal como entre outros um filme 6 (Figura 1B). O filme 6 ilustrado na Figura 1B é composto por duas estruturas diferentes sobrepostas que formam um mesmo e único filme. Podemos ainda prever a utilização de misturas formadoras de filme distintas com dois princípios ativos ou dois aromas distintos, até mesmo um filme que inclua uma substância líquida ou granular no seu interior.
[080]A etapa de deposição da mistura M pode ser efetuada por meio de um vasto leque de sistemas de distribuição de doses A (Figura 2) nos alvéolos 4 de uma embalagem P. Podemos citar entre outros os aparelhos do tipo dosador ou máquina de enchimento comercializada pela empresa Industria Macchine Automatiche S.p.A. (I.M.A S.p.A.).
[081]A quantidade de filmes produzidos simultaneamente dependerá da lar-gura das embalagens P que podem ser utilizadas e, assim, da capacidade dos sis-temas A de deposição das doses, bem como dos sistemas de endurecimento da mistura.
[082]Após a deposição, a mistura se dispersa sobre o fundo 4a do alvéolo 4. Esta etapa de dispersão depende da viscosidade da mistura que pode ser de 1 a 8.000 mPa.s na temperatura da mistura formadora de filme durante a sua deposição. Ela depende ainda da tensão de superfície da mistura que será otimizada com a adição dos agentes umidificadores ou tensioativos. No caso das viscosidades mais elevadas, pode ser previsto um sistema de vibração da embalagem para facilitar a dispersão da mistura.
[083]A espessura da camada destinada a formar o filme após o endurecimento pode ser de 0,01 mm até 10 mm, em função da natureza da mistura formadora de filme e da aplicação do filme e, portanto, de acordo com a perda de volume associada ao endurecimento da mistura, logo, à obtenção do filme.
[084]A opção pela técnica que permite o endurecimento da mistura, de ma-neira a se formar o filme, depende da mistura utilizada. No caso das misturas sem solvente, o endurecimento pode ser previsto, deixando simplesmente resfriar a mis-tura.
[085]No caso de uma mistura com solvente volátil, o endurecimento pode ser realizado pela simples evaporação do solvente à temperatura ambiente. Apesar dis- so, a utilização do aquecimento e de uma redução da pressão perm item acelerar o endurecimento.
[086]No caso de misturas aquosas, a opção pela técnica de endurecimento por evaporação da água pode ser variada, por exemplo, através da utilização de uma estufa, de aquecimento por infravermelhos ou de microondas, até mesmo pela redução da pressão.
[087]A técnica escolhida deve permitir a manutenção da estrutura do filme.
[088]Após a obtenção do filme, está previsto um novo ciclo incluindo as etapas (b) e (c) de deposição e de endurecimento, por exemplo, no caso da integração de dois princípios ativos incompatíveis, ou que tenham qualidades físico-químicas distintas, de maneira a que não possam ser integradas na mesma mistura formadora de filme. Ao ser aplicada sob a forma líquida, a segunda camada do filme adere por este fato à primeira camada, conferindo através da mesma uma unidade de estrutura ao conjunto.
[089]A obturação dos alvéolos 4 pode ser feita por selagem ou colagem em uma zona de selagem 7 de um meio de obturação 3 que pode ser uma folha flexível ou rígida sobre a superfície integral dos rebordos 5 que separam os alvéolos 4 (Figura 3A) ou sobre o contorno do alvéolo (Figura 3B).
[090]Os dispositivos podem ser condicionados sob a forma de embalagens P (Figura 3) ou individualmente, na forma dos dispositivos 1 (Figura 4). Quando são montados em embalagens P, os dispositivos 1 podem ser individualizáveis através da formação de linhas de separação destacáveis 8 (Figura 3).
[091]Quando a zona de selagem 7 se estende ao longo de todo o rebordo 5, uma zona 9 do rebordo 5 é divisível, de maneira a facilitar a abertura do dispositivo 1 (Figura 3A e Figura 4).
[092]A zona divisível 9 é obtida pelo estabelecimento de uma linha de sepa-ração destacável 9a.
[093]O alvéolo 4 das Figuras 4A e 4B contém um filme com suporte, sendo ilustrado aqui a título de exemplo, no caso um emplastro 6. O mesmo é formado por uma zona formadora de filme 6a e por um suporte 6b na forma de uma folha adesiva sensível à pressão.
[094]Uma impressão 6c pode ser prevista sobre o emplastro 6, da mesma forma que sobre um filme sem suporte. No caso dos emplastros, a zona de impressão 6c pode ser efetuada sobre o suporte 6b ou diretamente sobre a zona formadora de filme 6a.
[095]A impressão sobre a zona formadora de filme pode ser obtida a partir de uma composição de impressão com uma coloração ou uma textura diferentes daquelas utilizadas para a obtenção da zona formadora de filme. A composição de impressão pode ser um simples corante, até mesmo uma segunda composição for-madora de filme que contém uma molécula não miscível na primeira composição formadora de filme. A mesma pode ser transposta para os filmes sem suporte.
[096]A segunda realização preferencial do dispositivo destina-se especial-mente à obtenção de um produto constituído por um filme sobre um suporte, como é o caso, por exemplo, dos emplastros. Esta realização preferencial contém antes da moldagem da mistura formadora de filme, um suporte 6b que pode ser um têxtil tecido, um têxtil não tecido ou uma folha plástica ou metálica, flexível ou não (Figura 5). Uma zona de aderência 6d pode ser prevista sobre uma face do suporte destacável 6b que corresponde à face sobre a qual a zona formadora de filme 6a será moldada, a saber, a face que estará em contato com a pele, no caso de um emplastro 6. Esta zona de aderência pode ainda assim ser constituída unicamente sobre a periferia do suporte 6b ou sobre uma parte desta periferia, na qual a aderência é obtida através da utilização de uma cola sensível à pressão, por exemplo.
[097]O suporte 6b é revestido no fundo 4a, 4b do alvéolo 4. Uma zona de adesão 10 do suporte 6b no fundo 4a, 4b do alvéolo 4 pode ser prevista, de maneira a que o suporte 6b seja fracamente fixado ao fundo 4a, 4b do alvéolo 4 antes da moldagem da zona formadora de filme 6a. Desta forma, com a abertura do dispositivo, uma simples tração no emplastro 6 permite a sua liberação e a sua utilização.
[098]As etapas de endurecimento e de selagem de um meio de obturação 3 são similares às realizações preferenciais descritas anteriormente.
[099]Além disso, a zona formadora de filme 6a pode ser moldada em duas vezes sobre o suporte 6b adesivo sensível à pressão, quando dois princípios ativos incompatíveis na mistura forem introduzidos na mesma zona formadora de filme 6a ou quando a segunda camada conferir a adesividade ao suporte. Neste último caso, o segundo filme pode ser moldado em toda a superfície do suporte.
[0100]O fundo 4a, 4b do alvéolo 4 de acordo com a presente invenção é es-sencialmente plano, o mesmo é dizer, ele pode conter determinadas irregularidades menores ou micro-irregularidades ou uma curvatura ou inclinação fracas, embora conserve ainda assim uma estrutura majoritariamente plana, de maneira a permitir a dispersão da mistura e uma espessura do filme 6 relativamente constante.
[0101]Desta forma, as Figuras 5A e 5B ilustram um dispositivo que apresenta um fundo 4a plano enquanto que as Figuras 5C e 5D ilustram um dispositivo que, de acordo com uma terceira realização preferencial, apresenta um fundo 4b do alvéolo 4 ligeiramente encurvado. No caso de uma variante que apresenta um suporte 6b, de acordo com uma primeira sub-realização preferencial, o suporte 6b pode compensar a concavidade formada no fundo 4b do alvéolo 4, restabelecendo pelo mesmo um fundo alveolar plano. Podemos ainda prever uma segunda sub- realização preferencial, na qual o suporte 6b pode reproduzir o desnivelado (Figura 5C). Neste último caso, a zona formadora de filme 6a obtida apresenta uma parte localizada mais espessa. No caso ilustrado na Figura 5D, esta localização é central.
[0102]De acordo com estas realizações preferenciais providas de um suporte 6b no fundo 4a, 4b do alvéolo 4, podemos prever antes da deposição da mistura formadora de filme, a deposição de uma composição líquida ou semi-líquida ou a deposição de um composto granular ou sólido diretamente no suporte 6b. Desta forma, a composição ou o composto seriam incluídos entre as duas superfícies: a zona formadora de filme 6a de um lado e o suporte 6b do outro; ao passo que a dissolução ou o simples contato da zona formadora de filme 6a sobre a pele permitiria a liberação controlada do composto ou da composição ou da aderência do emplastro. Um resultado similar pode ser obtido, ao se incluir a composição ou o composto entre duas camadas de misturas formadoras de filme de um filme.
[0103]De acordo com as realizações preferenciais, a parede alveolar 4c que liga o fundo do alvéolo 4a ao rebordo 5 apresenta uma zona deformável 12a, 12b e um bordo inferior 4d. Esta zona deformável deforma-se por dobragem 12a ou torção 12b, de maneira a que uma pressão (materializada nas Figuras 6 e 7 por setas duplas) exercida sobre o fundo 4a (Figura 6) ou sobre o bordo inferior 4d da parede alveolar (Figura 6) leva a uma deformação da parede alveolar 4c, permitindo um ele- vamento do fundo 4a do alvéolo ao nível do rebordo 5, de maneira a promover a preensão do filme ou do emplastro (Figura 6 ou 7).
[0104]A zona deformável 12a e 12b pode estender-se sobre uma parte da parede lateral (Figura 7) ou sobre a totalidade da parede (Figura 6).
[0105]De acordo com uma realização preferencial vantajosa, o fundo 4a apresenta uma ranhura periférica 4e que permite uma elevação do fundo 4a em re-lação ao bordo inferior 4d da parede lateral 4c (Figura 7). Esta elevação do fundo 4a promove a acessibilidade do filme durante a deformação da parede alveolar 4c por pressão sobre o bordo inferior 4d. A parte central do fundo 4a pode ser plana (Figura 7A), podendo ainda ser instalada uma zona de deposição 4f (Figura 7B). A zona de deposição 4f cercada por uma moldura 4g permite administrar um volume muito baixo que se destina a receber uma composição formadora de filme para a moldagem do filme.
[0106]De acordo com outra realização preferencial (ver Figuras 8A e 8B), a moldura 4g constitui uma nova zona de deformação 12c que permite a expulsão do filme da zona de deposição pelo exercício de uma pressão sobre o fundo da zona de deposição 4f. De forma alternativa e de acordo com uma outra realização preferencial, a zona de deposição 4f constitui na sua totalidade uma zona de deformação 12d (Figura 8B) e permite a expulsão do filme. Na ausência da moldura periférica 4g e assim da delimitação de uma zona de deposição 4f, a zona de deformação 12d pode estender-se sobre todo o fundo 4a, 4b do alvéolo 4. Estas duas realizações preferenciais podem ser transpostas para os filmes incorporados a um suporte.
[0107]De referir que a zona de deformação 12c, 12d situada no fundo 4a, 4b do alvéolo 4 pode ser prevista, independentemente das zonas de deformação 12a, 12b das paredes alveolares ou da ranhura periférica 4e. No entanto, a associação de uma primeira zona de deformação 12a, 12b ao nível a parede alveolar, de uma ranhura periférica 4e e de uma zona de deformação 12a, 12b na moldura 4g ou na zona de deposição 4f do fundo 4a permite uma acessibilidade muito fácil dos filmes ou dos emplastros obtidos de acordo com a presente invenção.
[0108]As condições de aplicação do processo de acordo com a presente in-venção e dos exemplos não exaustivos das composições serão apresentados e de-talhados a seguir.
[0109]A composição e as proporções estão elencadas na Tabela 1. A água é mesclada com um plastificante, a saber, o glicerol (mistura E1), o sebacato de dibuti- lo (misturas E2 e E4) ou o propilenoglicol/ácido oléico 25/75 (misturas E3 e E5). O corante e o sacarinato são adicionados às misturas e homogeneizados durante 5 minutos. Um amido de peso fluidificado estabilizado, comercializado pelo Requerente sob a designação LYCOAT® NG73 é em seguida disperso em cada solução obtida, de maneira a que estas misturas E1, E2 e E3 estejam com 12% de amido e as misturas E4 e E5 com 6% de amido.
[0110]Cada solução é misturada durante 5 minutos, em seguida homogenei-zada durante 3 minutos, depois aquecida até atingir a temperatura de 70°C. Tabela 1
[0111]As misturas são em seguidas arrefecidas a 40° ou 45° C e os aromas, o polissorbato e a lecitina de soja são incorporados e misturados a vácuo durante 10 minutos. As misturas são mantidas a 45° C ou a 40° C em estufa até o preenchimento dos alvéolos.
[0112]As viscosidades das misturas (ver Tabela 1) são medidas com o apa-relho viscosímetro Brookfield RDVD-I+, com a haste RV5 para as misturas E1, E2 e E3, enquanto que a haste RV3 é utilizada para as misturas E4 e E5, a uma velocidade de 20 voltas/min, a uma temperatura de 40° C ou 45° C, temperatura de deposição escolhida para se obter uma viscosidade ideal da mistura favorável à sua dispersão no alvéolo. - Variação da espessura dos filmes em função do volume de deposição:
[0113]Diferentes volumes da mistura são depositados no fundo dos alvéolos, de maneira a se obterem os filmes de diferentes espessuras.
[0114]Os volumes de V1, V2, V3 são moldados para as misturas El, E2 e E3, tal como V1 = 0,4 cm3, V2 = 0,3 cm3e V3 = 0,2 cm3
[0115]Os alvéolos são obtidos a partir de filmes de plástico termoformável e apresentam as seguintes características: - Profundidade de 5 mm - Superfície do fundo do alvéolo 406 mm2.
[0116]A secagem é efetuada por secador por microondas, de maneira a se obterem filmes com um teor de água inferior a 10%.
[0117]A secagem com microondas foi realizada por meio de um secador por microondas Pulsar ST22 da empresa Microondes Energie Systemes (MES) de acordo com duas condições diferentes: 1 .Velocidade da esteira: 5.25 m/min Potência do microondas: 100W durante 47 minutos depois a 200W durante 18 minutos 2 .Velocidade da esteira: 5.25m/miπ Potência do microondas: 300W durante 50 minutos Os filmes obtidos com os volumes depositados apresentavam uma espessura sensivelmente igual para as misturas El, E2 e E3 na ordem de 200 pm (V1), 150pm (V2) e 100pm (V3).
[0118]Estas condições permitiram a obtenção de filmes não colados ao fundo do alvéolo. Estes filmes orodispersíveis apresentaram ainda qualidades gustativas muito boas, além de uma boa textura ao dente.
[0119]No caso das misturas El, E2 e E3, foram depositados volumes de 0,3cm3. Diferentes modos de secagem foram submetidos a teste, entre eles, a seca-gem por estufa a 45° Cea secagem por redução da pressão, estabelecendo-se o vácuo e a combinação destes dois modos. 1 .Secagem na estufa a 45° C durante 2 horas 2.Secagem à temperatura ambiente por estabelecimento do vácuo (Estufa a vácuo 3608-lc, LABLINE Instruments, Inc., Melrose Park, III., USA) durante 3 horas 3.Secagem na estufa a 45° C por estabelecimento do vácuo (Estufa a vácuo 3608-lc, LABLINE Instruments, Inc., Melrose Park, III., USA) durante 45 minutos
[0120]Estes diferentes modos de secagem levaram à obtenção de filmes com características similares àqueles obtidos pela secagem por microondas, a saber, filmes orodispersíveis com estruturas e qualidades organolépticas muito boas.
[0121]A técnica de combinação da redução da pressão e de aquecimento a 45° C permite uma redução importante da duração da secagem, favorecendo desta forma a preservação dos compostos instáveis em solução aquosa.
[0122]A composição E6 foi obtida pela mistura em um primeiro tempo de água, glicerol, de um corante (E133 Silesia) e do sacarinato nas proporções descritas na Tabela 2. A mistura foi homogeneizada durante 5 minutos. Um ativo, o Me- loxicam foi adicionado na mistura com o amido, em seguida homogeneizado durante 3 minutos. A mistura foi aquecida até se atingir a temperatura de 70° C.
[0123]A mistura foi em seguida arrefecida a 45° C e os aromas, o polissorba- to e a lecitina de soja foram incorporados e misturados a vácuo durante 10 minutos. A misturas foi mantida a 45° C em estufa até o preenchimento dos alvéolos. Tabela 2
[0124]As viscosidades das misturas (ver Tabela 2) foram medidas com o aparelho viscosímetro Brookfield RDVD-I+, com a haste RV3 a uma velocidade de 20 voltas/min, a uma temperatura de 45° C, temperatura de deposição escolhida para se obter uma viscosidade ideal da mistura favorável à sua dispersão no alvéolo.
[0125]A obtenção da mistura E7 é realizada da mesma forma que para as misturas E1 até E5, em que o ativo é adicionado à mistura sozinha antes da adição do amido, em seguida homogeneizado durante 5 minutos.
[0126]Uma deposição de 0,3 cm3 das misturas E6 e E7 foi efetuada por al-véolo, tendo o conjunto sido colocado metade em estufa a 45° C durante uma noite para a secagem e a outra metade deixado à temperatura ambiente durante uma noite.
[0127]Na medida em que a secagem à temperatura ambiente é mais suave do que a secagem em estufa a 45° C e pelo fato de os filmes terem uma umidade mais elevada, obtiveram-se assim através da secagem à temperatura ambiente filmes menos frágeis. Exemplo de filmes orodispersíveis contendo polietileno çjlicol como agente formador de filme (Exemplo 3) Tabela 3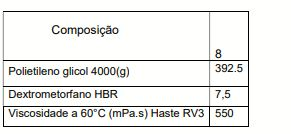
[0128]A composição formadora de filme E8 foi obtida a partir do polietileno glicol sem a adição de solvente (ver Tabela 3), em que o polietileno glicol se encontra na forma líquida por fusão a 60° C. As medidas de viscosidade (Tabela 3) foram realizadas conforme descrito anteriormente.
[0129]Foram efetuadas as deposições de 800 mg em cada alvéolo, o que corresponde a uma dosagem unitária de 15 mg de dextrometorfano.
[0130]Os filmes foram endurecidos à temperatura ambiente por arrefecimento das deposições. Obtiveram-se filmes orodispersíveis com boas texturas.
Claims (10)
1. Processo para produção de um filme (6), CARACTERIZADO pelo fato de que compreende as seguintes etapas: (a) preparação de uma mistura formadora de filme que compreende pelo menos um agente formador de filme; (b) deposição de uma dose da referida mistura em um alvéolo de um suporte alveolar, a mistura tendo uma viscosidade de 1 a 8.000 mPa.s na temperatura da referida mistura formadora de filme durante a etapa (b) de deposição; (c) endurecimento da referida mistura de maneira a se obter um filme (6); (d) obturação do referido alvéolo (4) através de um meio de obturação (3) hermético, o referido alvéolo (4) sendo fornecido com uma base essencialmente plana (4a, 4b), a referida base (4a, 4b) tendo uma área maior que 1 cm2 por milímetro de profundidade do referido alvéolo (4).
2. Processo, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que as etapas b) e c) são repetidas pelo menos uma vez antes da etapa d).
3. Processo, de acordo com a reivindicação 1 ou 2, CARACTERIZADO pelo fato de que uma etapa de deposição de um composto granular ou sólido ou de uma preparação semi-líquida ou líquida no referido alvéolo (4) antes da etapa d) é provida.
4. Processo, de acordo com a reivindicação 3, CARACTERIZADO pelo fato de que a referida etapa de deposição de um composto granular ou sólido ou de uma preparação semi-líquida ou líquida é uma etapa de impressão.
5. Processo, de acordo com qualquer uma das reivindicações 1 a 4, CARACTERIZADO pelo fato de que a etapa c) de endurecimento é uma etapa de arrefecimento da mistura ou uma etapa de evaporação de um solvente contido na referida mistura formadora de filme.
6. Processo, de acordo com a reivindicação 5, CARACTERIZADO pelo fato de que a etapa de evaporação do referido solvente é realizada pelo aumento da temperatura da mistura, pela variação da pressão ou pela sua combinação.
7. Processo, de acordo com qualquer uma das reivindicações 1 a 6, CARACTERIZADO pelo fato de que a mistura compreende: - de 40 a 99% em peso de agente formador de filme; - pelo menos 1% em peso de um aditivo.
8. Processo, de acordo com qualquer uma das reivindicações 1 a 7, CARACTERIZADO pelo fato de que o agente formador de filme compreende um amido ou uma mistura de amidos.
9. Processo, de acordo com qualquer uma das reivindicações 1 a 8, CARACTERIZADO pelo fato de que o agente formador de filme compreende um amido de leguminosas, preferencialmente amido de ervilha.
10. Processo, de acordo com qualquer uma das reivindicações 1 a 9, CARACTERIZADO pelo fato de que o processo compreende uma etapa de produção do referido suporte alveolar (2).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0854852 | 2008-07-16 | ||
| FR0854852A FR2933959B1 (fr) | 2008-07-16 | 2008-07-16 | Procede de fabrication de films directement en alveole. |
| PCT/FR2009/051402 WO2010007312A2 (fr) | 2008-07-16 | 2009-07-15 | Procede de fabrication de films directement en alveole |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| BRPI0915802A2 BRPI0915802A2 (pt) | 2015-11-10 |
| BRPI0915802B1 true BRPI0915802B1 (pt) | 2020-10-06 |
| BRPI0915802B8 BRPI0915802B8 (pt) | 2021-05-25 |
Family
ID=40636975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0915802A BRPI0915802B8 (pt) | 2008-07-16 | 2009-07-15 | processo para produção de um filme diretamente em forma alveolar |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20110114532A1 (pt) |
| EP (1) | EP2318191B1 (pt) |
| JP (1) | JP2011528029A (pt) |
| CN (1) | CN102089132B (pt) |
| BR (1) | BRPI0915802B8 (pt) |
| CA (1) | CA2730752C (pt) |
| ES (1) | ES2632516T3 (pt) |
| FR (1) | FR2933959B1 (pt) |
| MX (1) | MX2011000594A (pt) |
| WO (1) | WO2010007312A2 (pt) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU779458B2 (en) * | 2000-12-28 | 2005-01-27 | Manrex Pty. Limited | Improvements in blister sheets |
| CN108175762A (zh) * | 2010-09-23 | 2018-06-19 | 莫诺索尔克斯有限公司 | 用于直接在包装表面上形成药用产品的方法和系统 |
| JP5971971B2 (ja) * | 2012-02-16 | 2016-08-17 | 森下仁丹株式会社 | 抗菌活性の高いポリペプチドとその抗菌活性を阻害しない多糖類との混合物を含有するフィルムまたはシートからなる創傷被覆材 |
| US10045909B2 (en) * | 2012-03-30 | 2018-08-14 | Aesynt Incorporated | Storage apparatus with support structures |
| WO2014013344A2 (en) * | 2012-07-16 | 2014-01-23 | Nometics Inc. | Multi-unit and calendar pouching of transdermal patches |
| US20140023746A1 (en) * | 2012-07-17 | 2014-01-23 | Rich Products Corporation | Dough Packaging and Method for Dough Processing |
| RU2016150945A (ru) * | 2014-06-06 | 2018-07-12 | Опес Корпорэйшен Ой | Масса, содержащая функциональное соединение и регулятор вязкости |
| US9901545B1 (en) * | 2017-04-13 | 2018-02-27 | Richard C. Fuisz | Method and composition for making an oral soluble film, containing at least one active agent |
| US10238600B2 (en) | 2017-04-13 | 2019-03-26 | Richard C. Fuisz | Package, system and methods for custody and control of drugs, and method and composition for making an oral soluble film, containing at least one active agent |
| KR102372815B1 (ko) * | 2020-03-13 | 2022-03-10 | 한국기계연구원 | 피부 부착 박막의 제조를 위한 성형몰드 및 이를 이용한 피부 부착 박막 제조 방법 |
| KR20230014325A (ko) * | 2021-07-21 | 2023-01-30 | 한국기계연구원 | 피부 부착 박막의 제조를 위한 성형몰드 및 이를 이용한 피부 부착 박막 제조 방법 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3054679A (en) * | 1959-04-22 | 1962-09-18 | Kenneth C Bradford | Food package |
| US3410699A (en) * | 1964-10-21 | 1968-11-12 | Peters Leo | Method of and means for embossment and packaging of cold butter |
| US3446628A (en) * | 1965-11-15 | 1969-05-27 | Corn Products Co | Congealed confections |
| US4027047A (en) * | 1972-10-05 | 1977-05-31 | Sisco Co. Ltd. | Process of producing hygienically wrapped, printed and molded chocolate cakes in envelopes simultaneously functioning as display covers |
| JPS63264520A (ja) * | 1987-04-17 | 1988-11-01 | Nippon Oil & Fats Co Ltd | シ−ト状貼着剤の製造方法 |
| DE4114185C1 (pt) * | 1991-04-30 | 1993-02-04 | Battelle-Institut E.V., 6000 Frankfurt, De | |
| US5369937A (en) * | 1993-05-10 | 1994-12-06 | Joule' Inc. | Continuous casting and packaging |
| US5457895A (en) * | 1993-10-01 | 1995-10-17 | R. P. Scherer Corporation | Method of identifying freeze-dried dosage forms |
| PT893992E (pt) * | 1996-04-16 | 2004-06-30 | Novartis Consumer Health Sa | Formas de dosagem oral de desintegracao rapida |
| DE19646392A1 (de) * | 1996-11-11 | 1998-05-14 | Lohmann Therapie Syst Lts | Zubereitung zur Anwendung in der Mundhöhle mit einer an der Schleimhaut haftklebenden, Pharmazeutika oder Kosmetika zur dosierten Abgabe enthaltenden Schicht |
| US6399125B1 (en) * | 1997-10-15 | 2002-06-04 | Smtm Group, Llc. | Method for pressure baking including a filling encapsulant |
| FR2781667B1 (fr) * | 1998-07-30 | 2001-06-01 | Oreal | Patch cosmetique, pharmaceutique, ou dermatologique |
| US6623751B2 (en) * | 1998-07-30 | 2003-09-23 | L'oreal S.A. | Cosmetic, pharmaceutical, or dermatological patch |
| US6552024B1 (en) * | 1999-01-21 | 2003-04-22 | Lavipharm Laboratories Inc. | Compositions and methods for mucosal delivery |
| CN1144739C (zh) * | 1999-09-25 | 2004-04-07 | 阿瑟W.克洛斯有限公司 | 包容物品的包装品及包装物品的方法 |
| US7067116B1 (en) * | 2000-03-23 | 2006-06-27 | Warner-Lambert Company Llc | Fast dissolving orally consumable solid film containing a taste masking agent and pharmaceutically active agent at weight ratio of 1:3 to 3:1 |
| US6936291B1 (en) * | 2000-03-28 | 2005-08-30 | Michael K. Weibel | Method of producing edible cellulosic films |
| US6588180B2 (en) * | 2001-02-02 | 2003-07-08 | R. P. Scherer Technologies, Inc. | Constricted neck blister pack and apparatus and method for making the same |
| DE10110494C1 (de) * | 2001-02-14 | 2002-12-05 | Lohmann Therapie Syst Lts | Verfahren und Vorrichtung zur Herstellung dünner Plättchen aus einem Wirkstofffilm |
| FR2822471B1 (fr) * | 2001-03-26 | 2003-06-13 | Roquette Freres | Procede de cuisson/sechage d'amidons riches en amylose |
| AU2002354556A1 (en) * | 2001-07-09 | 2003-01-29 | Dimensional Foods Corporation | Edibles containing edible optical elements and methods |
| JP2004231516A (ja) * | 2001-12-13 | 2004-08-19 | Daiya Seiyaku Kk | 外用ゲル状組成物、パッド材、ブリスタ容器充填型パッド材 |
| ATE516799T1 (de) * | 2002-02-13 | 2011-08-15 | Michael K Weibel | Arzneimitteldosenform und -herstellungsverfahren |
| JP3938137B2 (ja) * | 2003-11-07 | 2007-06-27 | 有限会社 アート・フーズ | 文字や絵を食品に転写する方法、転写シートの製造法および文字や絵が転写された食品 |
| FR2862654B1 (fr) * | 2003-11-20 | 2006-02-10 | Roquette Freres | Composition amylacee filmogene |
| US20060024425A1 (en) * | 2004-07-30 | 2006-02-02 | Wm. Wrigley Jr. Company | Edible film compositions |
| CN2730786Y (zh) * | 2004-10-13 | 2005-10-05 | 上海格兰化妆品有限公司 | 一种包装结构 |
| US20060172046A1 (en) * | 2005-01-29 | 2006-08-03 | Man Hok L | Fancy candy edible stickers |
| US20080075807A1 (en) * | 2006-09-22 | 2008-03-27 | Baldwin Cheryl J | Methods Of Fortifying Foods With Vitamin D And Food Products Thereof |
| US20090047350A1 (en) * | 2007-08-17 | 2009-02-19 | Ramesh Bangalore | Perforated water soluble polymer based edible films |
| US7829131B2 (en) * | 2007-08-21 | 2010-11-09 | Lion Rock Holdings, Llc | Package for molded food product and method |
| US20090142452A1 (en) * | 2007-11-19 | 2009-06-04 | Michael David Campbell | Dissolvable Orally Consumable Flavored Sensual Enhancement Films |
| US8282954B2 (en) * | 2008-12-15 | 2012-10-09 | Monosol Rx, Llc | Method for manufacturing edible film |
| US20120114802A1 (en) * | 2010-11-09 | 2012-05-10 | The Hershey Company | Process for adhering an edible printed image to a chocolate confection |
-
2008
- 2008-07-16 FR FR0854852A patent/FR2933959B1/fr active Active
-
2009
- 2009-07-15 JP JP2011517975A patent/JP2011528029A/ja active Pending
- 2009-07-15 CN CN2009801279090A patent/CN102089132B/zh active Active
- 2009-07-15 EP EP09737058.9A patent/EP2318191B1/fr active Active
- 2009-07-15 US US13/002,721 patent/US20110114532A1/en not_active Abandoned
- 2009-07-15 WO PCT/FR2009/051402 patent/WO2010007312A2/fr active Application Filing
- 2009-07-15 ES ES09737058.9T patent/ES2632516T3/es active Active
- 2009-07-15 CA CA2730752A patent/CA2730752C/fr active Active
- 2009-07-15 BR BRPI0915802A patent/BRPI0915802B8/pt active IP Right Grant
- 2009-07-15 MX MX2011000594A patent/MX2011000594A/es not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| CN102089132A (zh) | 2011-06-08 |
| BRPI0915802B8 (pt) | 2021-05-25 |
| EP2318191A2 (fr) | 2011-05-11 |
| BRPI0915802A2 (pt) | 2015-11-10 |
| CA2730752A1 (fr) | 2010-01-21 |
| WO2010007312A3 (fr) | 2010-06-24 |
| EP2318191B1 (fr) | 2017-04-19 |
| FR2933959A1 (fr) | 2010-01-22 |
| JP2011528029A (ja) | 2011-11-10 |
| FR2933959B1 (fr) | 2010-09-10 |
| CN102089132B (zh) | 2013-10-23 |
| ES2632516T3 (es) | 2017-09-13 |
| CA2730752C (fr) | 2017-04-04 |
| WO2010007312A2 (fr) | 2010-01-21 |
| MX2011000594A (es) | 2011-03-25 |
| US20110114532A1 (en) | 2011-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0915802B1 (pt) | Processo para produção de um filme diretamente em forma alveolar | |
| ES2173434T5 (es) | Mejoras en la encapsulacion o relacionadas con la misma. | |
| US20180296496A1 (en) | Uniform films for rapid-dissolve dosage form incorporating anti-tacking compositions | |
| JP2620789B2 (ja) | 活性物質の経口投与製剤 | |
| CA2473967C (en) | Thin film with non-self-aggregating uniform heterogeneity, process for their production and drug delivery systems made therefrom | |
| JPS63501794A (ja) | 医薬有効物質,試薬,その他の作用物質の提供ないし投与形態の製造法 | |
| US8282954B2 (en) | Method for manufacturing edible film | |
| US20110200715A1 (en) | Multi-layer films having uniform content | |
| AU2006287342A1 (en) | Uniform films for rapid-dissolve dosage form incorporating anti-tacking compositions | |
| WO2008039737A2 (en) | A method of administering a film product containing a drug | |
| JP2010280679A (ja) | フィルム状活性物質担体 | |
| US20070184099A1 (en) | Films for use as dosage forms | |
| CA2631431A1 (en) | Ph modulated films for delivery of actives | |
| CA2927334C (en) | Water soluble pharmaceutical film with enhanced stability | |
| US20110269844A1 (en) | Thin film with propofol active ingredient | |
| TW200803918A (en) | Methods of storing nanoparticle formulations | |
| JP2019526476A (ja) | 熱充填積層体 | |
| US20090297585A1 (en) | pH Modulated Films for Delivery of Actives | |
| MXPA01007867A (es) | Metodo para la fabricacion de formas de administracion laminares. | |
| US11077068B2 (en) | Uniform films for rapid-dissolve dosage form incorporating anti-tacking compositions |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B08E | Application fees: payment of additional fee required [chapter 8.5 patent gazette] |
Free format text: COMPLEMENTAR A RETRIBUICAO DA(S) 3A. ANUIDADE(S), DE ACORDO COM TABELA VIGENTE, REFERENTE A(S) GUIA(S) DE RECOLHIMENTO 22110620491-8. |
|
| B08F | Application fees: application dismissed [chapter 8.6 patent gazette] |
Free format text: REFERENTE A 3A ANUIDADE (COMPLEMENTACAO). |
|
| B08H | Application fees: decision cancelled [chapter 8.8 patent gazette] | ||
| B08G | Application fees: restoration [chapter 8.7 patent gazette] | ||
| B07D | Technical examination (opinion) related to article 229 of industrial property law [chapter 7.4 patent gazette] | ||
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B07E | Notice of approval relating to section 229 industrial property law [chapter 7.5 patent gazette] | ||
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 06/10/2020, OBSERVADAS AS CONDICOES LEGAIS. |
|
| B16C | Correction of notification of the grant |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 15/07/2009 OBSERVADAS AS CONDICOES LEGAIS. PATENTE CONCEDIDA CONFORME ADI 5.529/DF |