BR112016019250B1 - Método para fabricar um produto de papel tendo propriedades de impressão aperfeiçoadas e produto de papel - Google Patents
Método para fabricar um produto de papel tendo propriedades de impressão aperfeiçoadas e produto de papel Download PDFInfo
- Publication number
- BR112016019250B1 BR112016019250B1 BR112016019250-8A BR112016019250A BR112016019250B1 BR 112016019250 B1 BR112016019250 B1 BR 112016019250B1 BR 112016019250 A BR112016019250 A BR 112016019250A BR 112016019250 B1 BR112016019250 B1 BR 112016019250B1
- Authority
- BR
- Brazil
- Prior art keywords
- pulp fibers
- fibers
- starch
- enhanced
- paper product
- Prior art date
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/001—Modification of pulp properties
- D21C9/007—Modification of pulp properties by mechanical or physical means
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/02—Chemical or chemomechanical or chemothermomechanical pulp
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/16—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only modified by a particular after-treatment
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H15/00—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution
- D21H15/02—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution characterised by configuration
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
- D21H17/25—Cellulose
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
- D21H17/28—Starch
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/71—Mixtures of material ; Pulp or paper comprising several different materials not incorporated by special processes
- D21H17/72—Mixtures of material ; Pulp or paper comprising several different materials not incorporated by special processes of organic material
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/10—Coatings without pigments
- D21H19/14—Coatings without pigments applied in a form other than the aqueous solution defined in group D21H19/12
- D21H19/34—Coatings without pigments applied in a form other than the aqueous solution defined in group D21H19/12 comprising cellulose or derivatives thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/36—Coatings with pigments
- D21H19/44—Coatings with pigments characterised by the other ingredients, e.g. the binder or dispersing agent
- D21H19/52—Cellulose; Derivatives thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/36—Coatings with pigments
- D21H19/44—Coatings with pigments characterised by the other ingredients, e.g. the binder or dispersing agent
- D21H19/54—Starch
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/28—Colorants ; Pigments or opacifying agents
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/50—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by form
- D21H21/52—Additives of definite length or shape
Abstract
fibras de polpa intensificadas na superfície numa superfície de substrato. a presente invenção refere-se a um método para fabricação de um produto de papel tendo características de impressão intensificadas. isto é conseguido formando um substrato fibroso e aplicando um tratamento de superfície que compreende uma composição aquosa. nomeadamente, a composição aquosa inclui fibras de polpa intensificadas na superfície, com a colocação das fibras de polpa intensificadas na superfície otimizando sua funcionalidade, com colocação de superfície por uso de uma prensa de colagem de máquina de papel desejavelmente facilitando uma redução no uso de amido típico. o presente método compreendendo as etapas de proporcionar uma pasta aquosa compreendendo uma mistura de fibras celulósicas e água e desidratação da pasta aquosa de fibras celulósicas e água para formar um substrato fibroso.
Description
[001] O presente pedido reivindica prioridade do pedido provisó rio de patente número de série 61/942.694, depositado em 21 de fevereiro de 2014, que é aqui incorporado por referência como se completamente apresentado aqui.
[002] A presente invenção se refere genericamente à utilização de fibras de polpa intensificadas na superfície sobre a superfície de um substrato de fibras. A presente invenção se refere a várias soluções contendo fibras de polpa intensificadas na superfície, os métodos de aplicação e produtos que incorporam uma tal aplicação de superfície. A invenção contempla a colocação de fibras de polpa intensificadas na superfície sobre a superfície da estrutura de fibras substrato onde é idealmente funcional. A particularmente contempla a utilização de fibras de polpa melhorada de superfície aplicados na superfície de papéis de impressão por meio de uma prensa de colagem da máquina de papel, a fim de reduzir a utilização de amido.
[003] Para muitos graus de impressão e de escrita de papel, uma solução de amido é aplicada à superfície do papel para melhorar a resistência de superfície para aplicações de utilização final, tais como vários tipos de impressão. O amido é normalmente aplicado na fase terminal úmida (colagem interna) das operações da máquina de papel e na prensa de colagem (colagem externa) na máquina de papel. O tipo e a quantidade de amido aplicado podem ter um impacto nas propriedades físico-químicas do papel e as propriedades do produto final de papel ao final. Assim, uma parte do custo de fabricação de papel está relacionada com o custo do amido da prensa de colagem.
[004] Uma propriedade chave de fibras de polpa intensificadas na superfície altamente fibriladas é a sua capacidade para aumentar sig-nificativamente a ligação das fibras. Neste caso, o desejo é o de utilizar as propriedades de resistência intensificada e de cobertura de fibra das fibras de polpa de superfície intensificada especificamente na superfície do papel. O aumento da resistência resultante poderia, então, potencialmente permitir uma redução na quantidade de amido necessária enquanto mantém as propriedades químicas de superfície e resistência da superfície. O uso reduzido de amido na prensa de colagem resultaria em economias de custo significativas. No caso extremo, uma quantidade ideal de fibras de polpa intensificadas na superfície e uma quantidade mínima de amido seria aplicada à superfície do papel com todas as propriedades de uso final mantidas.
[005] As fibras de celulose, tais como fibras de polpa de madeira, são utilizadas numa variedade de produtos, incluindo, por exemplo, polpa, papel, cartão, compósitos de biofibra (por exemplo, placa de fibra de cimento, plásticos reforçados com fibra, etc.), produtos absorventes (por exemplo, felpa celulose, hidrogéis, etc.), produtos químicos especiais derivados da celulose (por exemplo, acetato de celulose, carboximetil celulose (CMC), etc.), e outros produtos. As fibras de polpa podem ser obtidas a partir de uma variedade de tipos de madeira, incluindo madeiras duras (por exemplo, carvalho, goma, bordo, álamo, eucalipto, álamo, bétula, etc.), as madeiras macias (por exemplo, abeto, pinheiro, abeto, cicuta, pinheiro do sul, Redwood, etc.), e não madeiras (por exemplo, kenaf, cânhamo, palhas, bagaço, etc.). As propri-edades das fibras de polpa podem ter um impacto nas propriedades do produto final definitivo, tais como o papel, as propriedades dos produtos intermediários e o desempenho dos processos de fabricação utilizados para preparar os produtos (por exemplo, produtividade e custos de fabricação da máquina de papel). As fibras de polpa podem ser processadas em um número de maneiras para conseguir propriedades diferentes. Em alguns processos existentes, algumas fibras de polpas são refinadas antes da incorporação num produto final. Dependendo das condições de refinamento, o processo de refinamento pode provocar reduções significativas no comprimento das fibras, pode gerar, para certas aplicações, quantidades indesejáveis de finos, e podem de outro modo impactar as fibras de uma forma que pode afetar adversamente o produto final, um intermediário produto, e/ou o processo de fabricação. Por exemplo, a geração de finos pode ser des-vantajosa em determinadas aplicações porque os finos podem retardar a drenagem, aumentar a retenção de água, e aumentar o consumo químico de área úmida na fabricação de papel em que pode ser indesejável em alguns processos e aplicações.
[006] Fibras em polpa de madeira têm tipicamente um compri mento ponderado médio de fibra variando entre 0,5 e 3,0 milímetros antes da transformação em polpa, papel, cartão, compósitos biofibra (por exemplo, placa de fibra de cimento, plástico reforçado com fibra, etc.), produtos absorventes (por exemplo, polpa de felpa, hidrogéis, etc.), produtos químicos especiais derivados da celulose (por exemplo, acetato de celulose, carboximetil celulose (CMC), etc) e produtos semelhantes. Refinamento e outras etapas de processamento podem encurtar o comprimento das fibras de polpa. Em técnicas convencionais de refinamento, as fibras são passadas geralmente apenas uma vez, mas geralmente não mais do que 2-3 vezes, através de um refi- nador usando uma energia relativamente baixa (por exemplo, cerca de 20-80 kWh/ton de fibras de madeira dura) e usando uma carga de borda específica de cerca de 0,4-0,8 Ws/m para fibras de madeira dura para a produção papel fino típico.
[007] A presente invenção se refere a um método de fabricação de um produto de papel tendo características de impressão intensifi- cadas/aceitáveis com menores quantidades de amido na prensa de colagem. Isto é conseguido formando um substrato fibroso, e aplicando um tratamento de superfície que compreende uma composição aquosa. Nomeadamente, a composição aquosa inclui fibras de polpa intensificadas na superfície, com a colocação das fibras de polpa intensificadas na superfície otimizando sua funcionalidade, com colocação de superfície por uso de uma prensa de colagem de máquina de papel desejavelmente facilitando uma redução no uso de amido típico.
[008] De acordo com a presente invenção, um método de fabri cação de um produto de papel tendo características de impressão aceitáveis/ intensificada, compreendendo as etapas de proporcionar uma pasta aquosa compreendendo uma mistura de fibras celulósicas e água e eliminação de água da pasta aquosa de fibras celulósicas e água para formar um substrato fibroso.
[009] O presente método inclui ainda aplicar um tratamento de superfície ao substrato fibroso, em que o tratamento de superfície compreende uma composição aquosa incluindo fibras de polpa intensificadas na superfície, para formar um substrato fibroso tratado, secar o substrato fibroso tratado para formar um produto de papel tendo características de impressão intensificadas.
[0010] Em um aspecto da presente invenção, o tratamento de su perfície compreende uma mistura de fibras de polpa intensificadas na superfície e, pelo menos, um dos seguintes: uma composição de amido; uma composição de pigmentação; e uma formulação de revestimento de superfície.
[0011] Em outro aspecto da invenção, a etapa de aplicação inclui a aplicação do tratamento de superfície através do uso de pelo menos um dos seguintes: uma prensa de colagem de dois rolos; uma prensa de colagem de medição de haste; um revestidor de lâmina; um reves- tidor de fonte; um revestidor em cascata; e um aplicador de pulverização.
[0012] Em ligação com a etapa de tratamento de superfície da presente invenção, pode compreender uma solução de amido etilado tendo entre cerca de 0,25% a 1,0%, em peso, de fibra de polpa de madeira de superfície reforçada. Neste aspecto da presente invenção, a solução de amido etilado compreende desde cerca de 1,0% a 12%, em peso, de sólidos de amido. A este respeito, a solução de amido etilado tem de preferência uma viscosidade de cerca de 10-220 centipoise.
[0013] Num outro aspecto, o presente método inclui a triagem das fibras de polpa de madeira de superfície intensificada antes da etapa de aplicação para remover fragmentos de fibras relativamente maiores para aumentar características de impressão. Em outro aspecto da invenção, durante a etapa de aplicação, o tratamento de superfície é aplicado ao substrato fibroso para fornecer uma cobertura de falhas e/ou furos existentes no substrato fibroso.
[0014] Num outro aspecto da presente invenção, antes da etapa de aplicação, as fibras de polpa intensificadas na superfície são quimicamente reagidas com uma composição para melhorar as características de impressão de jato de tinta do produto de papel.
[0015] De acordo com a presente invenção, as fibras de polpa in tensificada de superfície compreendem polpa de madeira dura refinada com um consumo de energia de cerca de 400-1.800 quilowatts ho- ra/tonelada. A este respeito, a fibra de polpa intensificada na superfície tem um comprimento de fibra médio ponderado pelo comprimento de, pelo menos, cerca de 0,3 milímetro, e uma área de superfície específica hidrodinâmica média de pelo menos cerca de 10 metros quadrados por grama, em que o número de fibras de polpa intensificadas na superfície é pelo menos 12.000 fibras/miligrama numa base seca em forno. Em outro aspecto do presente método, a polpa de fibra reforçada na superfície tem um comprimento de fibra médio ponderado pelo comprimento que é pelo menos 60% do comprimento de fibra médio ponderado pelo comprimento antes da intensificação da superfície por fibrilação, e uma área de superfície específica hidrodinâmica média que é pelo menos 4 vezes maior do que a área de superfície específica média das fibras antes da fibrilação. Em outro aspecto da invenção, as fibras de polpa intensificadas na superfície são refinadas com uma entrada de energia de pelo menos cerca de 300 quilowatts hora/to- nelada.
[0016] De acordo com a presente invenção, o produto de papel resultante exibe redução diminuída (aumento líquido) em opacidade após colagem.
[0017] Estas e outras modalidades são apresentados em maiores detalhes na descrição detalhada que se segue.
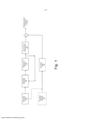
[0018] FIG. 1 é um diagrama de blocos que ilustra um sistema para preparar um produto de papel de acordo com uma modalidade não limitativa da presente invenção.
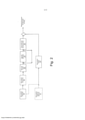
[0019] FIG. 2 é um diagrama de blocos que ilustra um sistema para preparar um produto de papel que inclui um segundo refinador de acordo com uma modalidade não limitativa da presente invenção.
[0020] A presente invenção se refere a um método de fabricação de um produto de papel tendo características de impressão intensificadas. Isto é conseguido formando um substrato fibroso, e aplicando um tratamento de superfície que compreende uma composição aquosa. Nomeadamente, a composição aquosa inclui fibras de polpa inten- sificadas na superfície, com a colocação das fibras de polpa intensificadas na superfície otimizando sua funcionalidade, com colocação de superfície por uso de uma prensa de colagem de máquina de papel desejavelmente facilitando uma redução no uso de amido típico.
[0021] De acordo com a presente invenção, um método de fabri cação de um produto de papel tendo características de impressão in-tensificada, compreendendo as etapas de proporcionar uma pasta aquosa compreendendo uma mistura de fibras celulósicas e água e eliminação de água da pasta aquosa de fibras celulósicas e água para formar um substrato fibroso.
[0022] O presente método inclui ainda aplicar um tratamento de superfície ao substrato fibroso, em que o tratamento de superfície compreende uma composição aquosa incluindo fibras de polpa intensificadas na superfície, para formar um substrato fibroso tratado, secar o substrato fibroso tratado para formar um produto de papel tendo características de impressão intensificadas.
[0023] Em um aspecto da presente invenção, o tratamento de su perfície compreende uma mistura de fibras de polpa intensificadas na superfície e, pelo menos, um dos seguintes: uma composição de amido; uma composição de pigmentação; e uma formulação de revestimento de superfície.
[0024] Em outro aspecto da invenção, a etapa de aplicação inclui a aplicação do tratamento de superfície através do uso de pelo menos um dos seguintes: uma prensa de colagem de dois rolos; uma prensa de colagem de medição de haste; um revestidor de lâmina; um reves- tidor de fonte; um revestidor em cascata; e um aplicador de pulverização.
[0025] Em ligação com a etapa de tratamento de superfície da presente invenção, pode compreender uma solução de amido etilado tendo entre cerca de 0,25% a 1,0%, em peso, de fibra de polpa de madeira de superfície reforçada. Neste aspecto da presente invenção, a solução de amido etilado compreende desde cerca de 1,0% a 12%, em peso, de sólidos de amido. A este respeito, a solução de amido etilado tem de preferência uma viscosidade de cerca de 10 a 220 centipoise.
[0026] Num outro aspecto, o presente método inclui a triagem das fibras de polpa de madeira de superfície intensificada antes da etapa de aplicação para remover fragmentos de fibras relativamente maiores para aumentar características de impressão. Em outro aspecto da invenção, durante a etapa de aplicação, o tratamento de superfície é aplicado ao substrato fibroso para fornecer uma cobertura de falhas e/ou furos existentes no substrato fibroso.
[0027] Num outro aspecto da presente invenção, antes da etapa de aplicação, as fibras de polpa intensificadas na superfície são quimicamente reagidas com uma composição para melhorar as características de impressão de jato de tinta do produto de papel.
[0028] De acordo com a presente invenção, as fibras de polpa in tensificada de superfície compreendem polpa de madeira dura refinada com um consumo de energia de cerca de 400-1.800 quilowatts ho- ra/tonelada. A este respeito, a fibra de polpa intensificada na superfície tem um comprimento de fibra médio ponderado pelo comprimento de, pelo menos, cerca de 0,3 milímetro, e uma área de superfície específica hidrodinâmica média de pelo menos cerca de 10 metros quadrados por grama, em que o número de fibras de polpa intensificadas na superfície é pelo menos 12.000 fibras/miligrama numa base seca em forno. Em outro aspecto do presente método, a polpa de fibra reforçada na superfície tem um comprimento de fibra médio ponderado pelo comprimento que é pelo menos 60% do comprimento de fibra médio ponderado pelo comprimento antes da intensificação da superfície por fibrilação, e uma área de superfície específica hidrodinâmica média que é pelo menos 4 vezes maior do que a área de superfície específica média das fibras antes da fibrilação. Em outro aspecto da invenção, as fibras de polpa intensificadas na superfície são refinadas com uma entrada de energia de pelo menos cerca de 300 quilowatts ho- ra/tonelada.
[0029] De acordo com a presente invenção, o produto de papel resultante exibe redução diminuída (aumento líquido) em opacidade após colagem.
[0030] As modalidades podem envolver várias aplicações nas se guintes áreas:
[0031] tipo e propriedades da fibra de polpa intensificada na super fície ou fibras de polpa intensificadas na superfície modificadas
[0032] soluções aquosas de fibras de polpa intensificadas na su perfície, incluindo mas não limitados a amido, pigmentos, e formulações de revestimento
[0033] equipamento de aplicação de superfície, incluindo, mas não se limitando a: equipamentos em escala piloto, prensa de dois cilindros, prensa de colagem de medição de haste, revestidor de lâmina, revestidor de fonte, revestidor em cascata, e aplicador de pulverização
[0034] Em uma modalidade na escala piloto, as fibras de polpa intensificadas na superfície foram adicionadas a uma solução de amido etilado inicial de 10% nas quantidades de 0,25% em peso, 0,5% e 1%. Os sólidos de amido foram reduzidos pela quantidade de atendimento conforme as fibras de polpas intensificada na superfície foram adicionadas. A solução foi aplicada à superfície do papel utilizando uma prensa de dois cilindros de pudlagem. A impressão offset bem- sucedida sugeriu que as fibras de polpas intensificada na superfície resultaram em uma resistência de superfície intensificada com níveis de amido reduzidos.
[0035] Em uma modalidade semelhante na escala piloto, as fibras de polpa intensificadas na superfície quantidades de 0,5% a 1% foram adicionadas a uma solução de amido etilado na faixa de sólidos de amido de 1% a 12% e uma faixa de viscosidade de 10 - 220 cps e aplicada à superfície do papel utilizando uma prensa de dois cilindros de pudlagem.
[0036] Em uma possível modalidade, as fibras de polpa intensifi cadas na superfície são triadas antes da aplicação da superfície para remover os fragmentos de fibra maiores de forma a aumentar a opera- bilidade de prensa de colagem.
[0037] Em uma outra modalidade, as fibras de polpa intensificadas na superfície são aplicadas à superfície do papel, a fim de proporcionar a cobertura das aberturas e orifícios na estrutura de fibras da superfície do papel. Esta cobertura de fibra mais completa pode levar a menos manchas de impressão offset e uma melhoria na qualidade de impressão.
[0038] Em outra modalidade possível, fibras de polpas intensifica das na superfície são reagidas com a química adequada projetada para melhorar a qualidade de impressão a jato de tinta. As fibras que reagiram são então aplicadas em uma solução à superfície do papel. À medida que as fibras permanecem na superfície, a qualidade de impressão de jato de tinta é maximizada.
[0039] Notavelmente, verificou-se que SEPF pode desejavelmente funcionar como um agente de colagem, agindo para fechar a superfície de um substrato associado, como tecido ou de papel formado a partir de material celulósico. SEPF pode ser eficazmente empregado em uma ampla variedade de aplicações, incluindo o uso com ambos os materiais orgânicos e inorgânicos.
[0040] Várias modalidades da presente invenção para criar um substrato fibroso foram avaliadas abrangendo uma gama de pastas de papel à base de fibras celulósicas. Estes incluíram:
[0041] utilização de ambas pastas de papel de madeira dura e madeira macia do Sul e Norte, 2) uma faixa de proporções de fibras de polpa de madeira dura/madeira macia, incluindo 100% de madeira dura, 3) diferentes graus de refinamento de desenvolvimento de fibras sobre os componentes da pasta de papel de fibra separados, 4) inclusão de até 10 % de peso de fibra das fibras de polpa intensificadas na superfície e 5) inclusão na pasta de papel de enchimento de carbonato de cálcio precipitado (CCP).
[0042] As características de substrato fibroso, como a resistência, a porosidade (relacionadas com "rigidez" da estrutura em folha), resistência de offset pick e distribuição de tamanho de poro de superfície podem ser manipulados para satisfazer os requisitos específicos ajustando os fatores supracitados.
[0043] Fibras de polpas intensificadas na superfície têm sido feitas e utilizadas a partir de 1) Kraft de madeira dura do norte, 2) Kraft de madeira dura do sul, 3) sulfito de madeira dura do Norte, e 4) Kraft de madeira macia do norte refinada com uma entrada de energia variando de 400-1800 quilowatt-horas/tonelada.
[0044] As modalidades da presente invenção foram avaliadas usando uma mistura 1) de fibras de polpa intensificadas da superfície com um amido etilado, 2) fibras de polpas intensificadas na superfície com uma mistura de amido etilado/carbonato de cálcio moído (GCC) e 3) fibras de polpa intensificadas na superfície com um amido etilado em que toda a formulação foi tratada com um intensificador de fixação de encapsulação de amido próprio.
[0045] Várias modalidades foram avaliadas usando 0,25%, 0,5%, e 0,75% a 1%, em peso, das referidas fibras de polpas intensificadas na superfície. De acordo com a reivindicação 5, várias modalidades foram avaliadas utilizando uma faixa de soluções de amido a partir de 4% a 12%, em peso, de sólidos de amido. A água somente (0% de amido) também foi avaliada. As soluções de fibra de polpa/amido in-tensificadas na superfície variando de 20 a > 1000 centipoise foram avaliadas. Numerosas formulações de prensa de colagem estabelecidas acima foram aplicadas à superfície de folha de base fibrosa usando uma prensa de dois cilindros.
[0046] Uma modalidade específica da invenção envolve a produ ção de uma folha tipo offset de 50 #/3300 pés quadrados, a qual foi aplicada uma solução de 7% de amido/0,5% fibra intensificada na superfície na superfície. O produto resultante mostrou um aumento de opacidade superior a 2 pontos, em comparação com uma solução de amido a 10% aplicada na mesma folha. Isto representa um aumento significativo de opacidade que é muito difícil de obter por outros meios. O aumento de opacidade surge a partir de um nível inferior de amido sendo aplicado, onde o amido é conhecido por diminuir o nível de opacidade.
[0047] A aplicação de fibras de polpa intensificadas na superfície parece cobrir os furos e fendas na superfície da folha em proporção com a quantidade aplicada sobre a superfície, como evidenciado por microfotografias eletrônicas de varredura da superfície. A cobertura pode ser intensificada ajustando as etapas básicas de processo para se obter uma folha de base fibrosa com uma distribuição menor de tamanho de poro na superfície. Uma combinação de folha de base fibrosa otimizada e solução de amido/ fibras de polpa de intensificadas na superfície aplicada na superfície pode resultar num papel com uma qualidade superior de impressão.
[0048] Em uma modalidade, uma formulação de prensa de cola gem de 7% amido/0,5% fibra intensificada na superfície foi aplicada a uma superfície de substrato fibroso com pickup ~47 #/t. Esta modalidade mostrou semelhante qualidade de impressão offset e de resistência de captação de superfície para o controle de apenas 12% de amido.
[0049] Um aspecto desejável da presente invenção se refere a um método de fabricação de um produto de papel, em que o produto é feito usando um nível mais baixo de amido aplicado na prensa de colagem o que resulta em uma maior opacidade de folha medida. A opacidade é geralmente altamente correlacionada com a eficiência de dispersão de luz pelos materiais que compreendem a folha, principalmente a estrutura de fibra e enchimento de pigmento. A eficiência de dispersão de luz elevada será conseguida se existe uma elevada incidência de espaços dentro do papel, micro aberturas entre as fibras e as fibras e material de enchimento.
[0050] Em termos aproximados, para a maior dispersão de luz, é desejável atingir o maior número de interfaces ou micro lacunas entre sólido e ar. Como o amido aplicado na prensa de colagem infunde o papel, ele preenche as micro lacunas e reduz significativamente o potencial de dispersão e, consequentemente, reduz a opacidade. Este efeito é reduzido pela aplicação de um nível mais baixo de amido, resultando assim em uma opacidade mais elevada medida.
[0051] Como mostrado na tabela abaixo, um conjunto de modali dades compreendendo uma folha tipo offset 50 #/3300 sq ft feita a partir de 80% de madeira dura/20% de madeira macia/sem enchimento resultou nos seguintes níveis de opacidade medidos:
[0052] A condição de controle apenas de amido 8 tinha uma opa cidade medida de 70,2. A redução do nível de captação de amido na condição 9 resultou em um aumento de opacidade de 3 pontos. Mas esta condição seria provavelmente não tendo suficiente resistência de captação offset. De particular interesse é a condição 12, onde 0,5% de fibras de polpas intensificadas na superfície foi adicionado ao amido de sólidos reduzidos. Nesta modalidade, a resistência de superfície deve ser melhorada e a opacidade foi 3,4 pontos a mais do que o controle. Este é um aumento significativo.
[0053] Um outro aspecto da presente invenção se refere à melho ria do rendimento da captação offset. Uma formulação de prensa de colagem de 7% de amido/0,5% fibra de polpa intensificada na superfície foi aplicada a um substrato fibroso em ~47#/ton de captação. Esta modalidade mostrou semelhante qualidade de impressão offset e resistência de captação da prensa surface de superfície para o amido de 12% apenas controle em ~76 #/t captação. Uma medida da resistência de superfície é contar captações de impressão/vazios depois de imprimir em uma impressora offset de 4 cores. Para reduzir com sucesso a captação de amido, amido mais fibra de polpa intensificada na superfície devem manter a resistência de captação na superfície do controle somente de amido de resistência total.
[0054] Um fator que deve ser dirigido em conexão com a aplicação de mais SEPF para a superfície é a maior viscosidade conferida prin-cipalmente por SEPF. Acredita-se que certo número de etapas pode ser tomado para mitigar este efeito, incluindo o uso de um amido de menor viscosidade É geralmente assumido que a maior parte do efeito de viscosidade de SEPF é devida à capacidade de retenção de água do SEPF do elevado grau de fibrilação da fibra.
[0055] Até agora, o SEPF usado na prensa de colagem foi feito com um nível mais elevado de energia em uma tentativa de minimizar o número dos fibras longas restantes que podem causar fracionamento. No entanto, acredita-se que isto também aumente a capacidade de retenção de água do SEPF. Por conseguinte, considerou-se que o fra- cionamento pode ser descontado, e que um SEPF feito com potência mais baixa sendo empregada. Acredita-se que isto pode permitir um nível de adição maior de SEPF.
[0056] Foi ainda considerado que a mistura de amido/SEPF pare ce exibir pseudoplasticidade. Consideração foi feita para desenvolver uma técnica para aplicar a mistura sob mais cisalhamento ou permitir que mais SEPF seja adicionado ao amido.
[0057] No contexto da presente invenção, um objetivo particular mente desejável tem sido alcançar uma redução no uso de amido da prensam de colagem. Acredita-se que o seu efeito pode ser otimizado, tal como pelo uso de uma fibra do norte utilizando folha de base na ordem de 90% de madeira dura do Norte/10% de madeira macia do Norte/7,5% de madeira dura SEPF/15% de PCC, com refinamento moderado sobre a madeira dura e madeira macia para produzir ums folha de base com boa resistência e uma distribuição menor de tamanho dos poros na superfície.
[0058] Acredita-se que o SEPF de extremidade úmida adicionado fornecerá alguma cobertura de superfície. Acredita-se que uma tal folha de base exigiria menos SEPF aplicado na superfície para cobrir mais aberturas e orifícios. Acredita-se ainda que a aplicação de um amido/0,75% a 1,0% SEPF para a superfície seria então aditivo a este efeito. Uma cobertura mais completa das coberturas e os furos de superfície se espera que resulte na melhoria da qualidade de impressão. No ensaio de teste utilizando pastas de madeira macia do sul, um nível um pouco mais elevado de refinamento foi realizado sobre a madeira dura e de madeira macia de folha de base. A folha de base resultante era mais forte e mais apertada e, mesmo sem amido aplicado na superfície não mostrou captação na impressora offset.
[0059] Modalidades da presente invenção referem-se geralmente às fibras de polpa intensificadas na superfície, métodos para a produ- ção, a aplicação, e entrega da polpa intensificada na superfície, os produtos que incorporam fibras de polpa intensificadas na superfície e métodos para a produção, a aplicação, e fornecimento de produtos incorporando fibras de polpa intensificadas na superfície, e outros como será evidente a partir da descrição seguinte. As fibras de polpa intensificadas na superfície são fibriladas para uma extensão em que fornece propriedades desejáveis como adiante definidos e podem ser caracterizadas como sendo altamente fibriladas. Em várias modalidades, as fibras de polpas intensificadas na superfície da presente invenção têm áreas de superfície significativamente mais elevadas sem reduções significativas nos comprimentos de fibras, em comparação com fibras refinadas convencionais, e sem uma quantidade substancial de partículas findas serem geradas durante a fibrilação. Tais fibras de polpa intensificadas na superfície podem ser úteis na produção polpa, papel, e outros produtos, tal como aqui descrito.
[0060] As fibras de polpas que pode ser intensificadas na superfí cie de acordo com modalidades da presente invenção podem ser provenientes de uma variedade de tipos de madeira, incluindo madeira dura e de madeira macia. Exemplos não limitativos de fibras de polpa de madeira dura que podem ser usados em algumas modalidades da presente invenção incluem, sem limitação, carvalho, goma, bordo, álamo, eucalipto, álamo, bétula, e outros conhecidos dos especialistas na técnica. Exemplos não limitativos de fibras de polpa de madeira macia que podem ser usados em algumas modalidades da presente invenção incluem, sem limitação, abeto, pinheiro, abeto, pinheiro do sul, cicuta, pau-brasil, e outros conhecidos dos especialistas na técnica. As fibras de polpa podem ser obtidas a partir de uma fonte de produtos químicos (por exemplo, um processo de Kraft, a um processo de sulfito, um processo de polpação de sódio, etc), uma fonte mecânica, (por exemplo, um processo termomecânico (TMP), um processo quí mico-termomecânico de branqueamento (BCTMP), etc), ou combinações dos mesmos. As fibras de polpas também podem ser proveniente de fibras não de madeira, como linho, algodão, bagaço, cânhamo, palha, kenaf, etc. As fibras de polpa podem ser branqueadas, parcialmente branqueadas ou não branqueadas com diferentes graus de teor de lignina e outras impurezas. Em algumas modalidades, as fibras de polpas podem ser fibras recicladas ou fibras pós-consumo.
[0061] Fibras de polpas intensificadas na superfície de acordo com várias modalidades da presente invenção podem ser caracterizadas de acordo com diversas propriedades e combinações de propriedades, incluindo, por exemplo, o comprimento, a área de superfície específica, alteração de comprimento, a mudança na área de superfície específica, as propriedades superficiais (por exemplo, atividade de superfície, energia de superfície, etc.), percentuais de partículas finas, as propriedades de drenagem (por exemplo, Schopper-Riegler), medição Crill (fibrilação), as propriedades de absorção de água (por exemplo, valor de retenção de água, taxa de condução, etc.), e várias combinações dos mesmos. Enquanto a descrição seguinte pode não identificar especificamente cada uma das várias combinações de propriedades, deverá ser entendido que modalidades diferentes de fibras de polpa intensificadas na superfície podem possuir uma, mais do que uma, ou todas as propriedades aqui descritas.
[0062] Algumas modalidades da presente invenção referem-se a uma pluralidade de fibras de polpa intensificadas na superfície. Em algumas modalidades, a pluralidade de fibras de polpa intensificadas na superfície tem um comprimento de fibra médio de comprimento ponderado, pelo menos, cerca de 0,2 milímetro, de preferência pelo menos cerca de 0,25 milímetro, com um comprimento de cerca de 0,3 milímetro sendo o mais preferido, em que o número de fibras de polpa intensificadas na superfície é, pelo menos, 12.000/miligrama em uma base seca em estufa. Tal como aqui usado, "base seca em estufa" significa que a amostra é seca num forno regulado para 105.gruas. C durante 24 horas. Em geral, quanto mais longo o comprimento das fibras, maior a resistência das fibras e o produto resultante incorporando tais fibras. Fibras de polpa intensificadas na superfície de tais modalidades podem ser úteis, por exemplo, em aplicações de fabricação de papel. Tal como aqui utilizado, o comprimento médio ponderado de comprimento é medido utilizando um Analisador da Qualidade da fibra LDA02 ou um Analisador da Qualidade da fibra LDA96, cada um dos quais são de OpTest Equipment, Inc. de Hawkesbury, Ontário, Cana-dá, e em conformidade com os procedimentos apropriados especificados no manual que acompanha o Analisador de Qualidade de fibra. Tal como aqui utilizado, o comprimento médio ponderado de comprimento (L.sub.W) é calculado de acordo com a fórmula:
[0063] L.sub.W=.SIGMA.n.sub.iL.sub.i.sup.2/.SIGMA.n.sub.iL.sub.i
[0064] em que i se refere à categoria (ou bin) número (por exem plo, 1, 2,..N), n.sub.i se refere à contagem de fibras na categoria i.sup.th e L.sub.i se refere ao comprimento do contorno - comprimento do centro classe de histograma na categoria i.sup.th.
[0065] Como referido acima, um aspecto de fibras de polpa inten sificadas na superfície da presente invenção é a preservação dos comprimentos das fibras após fibrilação. Em algumas modalidades, uma pluralidade de fibras de polpa intensificadas na superfície pode ter um comprimento médio ponderado em comprimento que é pelo menos 60% do comprimento médio do ponderado de comprimento das fibras antes da fibrilação. Uma pluralidade de fibras de polpa intensificadas na superfície, de acordo com algumas modalidades, pode ter um comprimento médio ponderado no comprimento que é pelo menos 70% do comprimento médio ponderado no comprimento das fibras antes da fibrilação. Na determinação de preservação do comprimento percentual, o comprimento médio ponderado no comprimento de uma pluralidade de fibras pode ser medido (como descrito acima), tanto antes como depois de fibrilação e os valores podem ser comparados com a seguinte fórmula:
[0066] Fibras de polpas intensificadas na superfície da presente invenção, vantajosamente, têm grandes áreas de superfície específicas hidrodinâmicas, que podem ser úteis em algumas aplicações, como fabricação de papel. Em algumas modalidades, a presente invenção se refere a uma pluralidade de fibras de polpa intensificadas na superfície, em que as fibras têm uma área de superfície específica hidrodinâmica média de pelo menos cerca de 10 metros quadrados por grama, e mais preferencialmente pelo menos cerca de 12 metros quadrados por grama. Para fins ilustrativos, uma fibra típica de fabricação de papel não refinada terá uma área de superfície específica hidrodinâmica de 2 m.sup.2/g. Como usado aqui, área de superfície específica hidrodinâmica é medida de acordo com o procedimento especifica-do na caracterização da resistência de drenagem de polpa e suspensões microfibrilares usando medições de fluxo hidrodinâmico, N. La- vrykova-Marrain and B. Ramarao, TAPPI's PaperCon 2012 Conference, disponível em http://www.tappi.org/Hide/Events/12PaperCon/Pa- pers/ 12PAP116.aspx, que é aqui incorporada por referência.
[0067] Uma vantagem da presente invenção é que as áreas de superfície específicas hidrodinâmicas das fibras de polpa intensificadas na superfície é significativamente maior do que a das fibras antes da fibrilação. Em algumas modalidades, uma pluralidade das fibras de polpa intensificadas na superfície pode ter uma área de superfície específica hidrodinâmica média que é pelo menos 4 vezes maior do que a área de superfície específica média das fibras antes da fibrilação, de preferência pelo menos 6 vezes maior do que a área de superfície es pecífica média das fibras antes da fibrilação, e mais preferencialmente pelo menos 8 vezes maior do que a área de superfície específica média das fibras antes da fibrilação. Fibras de polpa intensificadas na superfície de tais modalidades podem ser úteis, por exemplo, em aplicações de fabricação de papel. Em geral, área de superfície específica hidrodinâmica é um bom indicador da atividade de superfície, de tal modo que as fibras de polpa intensificadas na superfície da presente invenção, em algumas modalidades, pode-se esperar que tenham boas propriedades de retenção de ligação e água, e pode ser esperado para um bom desempenho de aplicações de reforço.
[0068] Como notado acima, em algumas modalidades, as fibras de polpa intensificadas na superfície da presente invenção, vantajosamente, têm aumentada áreas de superfície específicas hidrodinâmicas enquanto preserva o comprimento das fibras. Aumentar a área de superfície específica hidrodinâmica pode ter um número de vantagens, dependendo da utilização, incluindo, sem limitação, proporcionando maior ligação das fibras, absorção de água ou outros materiais, a retenção de produtos orgânicos, a energia de superfície mais elevada, e outros.
[0069] Modalidades da presente invenção se referem a uma plura lidade de fibras de polpa intensificadas na superfície, em que a pluralidade de fibras de polpa intensificadas na superfície tem um comprimento de fibra médio de comprimento ponderado, pelo menos, cerca de 0,2 milímetro e um área de superfície específica hidrodinâmica média de pelo menos cerca de 10 metros quadrados por grama, em que o número de fibras de polpa intensificadas na superfície é, pelo menos, 12.000/miligrama em uma base seca em estufa. Uma pluralidade de fibras de polpa intensificadas na superfície, em modalidades preferidas, tem um comprimento de fibra médio de comprimento ponderado, pelo menos, cerca de 0,25 milímetro e uma área de superfície especí- fica hidrodinâmica média de pelo menos cerca de 12 metros quadrados por grama, em que o número de fibras de polpa intensificadas na superfície é de pelo menos 12000/miligrama em uma base seca em estufa. Em uma modalidade mais preferida, uma pluralidade de fibras de polpa intensificadas na superfície tem um comprimento de fibra médio de comprimento ponderado, pelo menos, cerca de 0,3 milímetro e um área de superfície específica hidrodinâmica média de pelo menos cerca de 12 metros quadrados por grama, em que o número de fibras de polpa intensificadas na superfície é de pelo menos 12.000/mi- ligrama em uma base seca em estufa. Fibras de polpa intensificadas na superfície de tais modalidades pode ser útil, por exemplo, em aplicações de fabricação de papel.
[0070] No refinamento de fibras de polpa para fornecer fibras de polpa intensificadas na superfície da presente invenção, algumas modalidades de um modo preferido minimizam a geração de partículas finas. Tal como aqui utilizado, o termo "partículas finas" é usado para referir-se a fibras de polpa de papel tendo um comprimento de 0,2 milímetro ou menos. Em algumas modalidades, as fibras de polpa intensificadas na superfície têm um valor de partículas finas ponderados por comprimento menos do que 40%, mais preferencialmente menos do que 22%, com menos do que 20% sendo o mais preferido. Fibras de polpa intensificadas na superfície de tais modalidades podem ser úteis, por exemplo, em aplicações de fabricação de papel. Tal como aqui utilizado, "valor de partículas finas ponderado por comprimento" é medido utilizando um Analisador da Qualidade da fibra LDA02 ou um Analisador da Qualidade da fibra LDA96, cada um dos quais são de OpTest Equipment, Inc. de Hawkesbury, Ontário, Canadá, e em conformidade com os procedimentos apropriados especificados no manual que acompanha o Analisador da Qualidade da fibra. Tal como aqui usado, a percentagem de partículas finas de comprimento ponderado é calculada de acordo com a fórmula:
[0071] % de finos ponderados no comprimento = 100.vezes..SIGMA. n.sub.iL.sub.i/L.sub.T
[0072] em que n significa o número de fibras que têm um compri mento inferior a 0,2 milímetro, L.sub.i se refere ao comprimento do ponto médio da classe de partículas finas, e L.sub.T se refere ao comprimento total de fibra.
[0073] Fibras de polpas intensificadas na superfície da presente invenção oferecem simultaneamente as vantagens de preservação de comprimento e área de superfície específica relativamente elevada, sem, em modalidades preferidas, o detrimento da geração de um grande número de partículas finas. Além disso, uma pluralidade de fibras de polpa intensificadas na superfície, de acordo com várias modalidades, pode ao mesmo tempo possuir uma ou mais das outras propriedades acima referenciadas (por exemplo, o comprimento da fibra médio ponderado em comprimento, as alterações na área de superfície específica hidrodinâmica média, e/ou propriedades de atividade de superfície) ao mesmo tempo, tendo uma percentagem relativamente baixa de partículas finas. Tais fibras, em algumas modalidades, podem minimizar os efeitos negativos sobre a drenagem ao mesmo tempo, manter ou melhorar a resistência de produtos nos quais eles são incorporados.
[0074] Outras propriedades vantajosas das fibras de polpa intensi ficadas na superfície podem ser caracterizadas, quando as fibras são transformadas em outros produtos e serão descritas abaixo uma descrição seguinte de métodos de preparar as fibras de polpa intensificadas na superfície.
[0075] Modalidades da presente invenção referem-se também aos métodos para a produção de fibras de polpa intensificadas na superfície. As técnicas de refinamento utilizadas nos métodos da presente invenção podem vantajosamente conservar os comprimentos das fibras, enquanto do mesmo modo aumentando a quantidade de área de superfície. Em modalidades preferidas, tais métodos também minimizam a quantidade de partículas finas, e/ou melhorar a resistência de produtos (por exemplo, resistência à tração, resistência de ligação Scott, resistência de trama-úmida de um produto de papel) que incorpora as fibras de polpa intensificadas na superfície em algumas modalidades.
[0076] Em uma modalidade, um método para a produção de fibras de polpa intensificadas na superfície compreende a introdução de fibras de polpa não refinadas num refinador mecânico que compreende um par de placas de refinadores, em que as placas têm uma largura da barra de 1,3 milímetros ou menos, e uma largura de ranhura de 2,5 milímetros ou menos, e refinar as fibras até um consumo de energia de pelo menos 300 kWh/tonelada para o refinador ser atingido para produzir fibras de polpa intensificadas na superfície. As pessoas com conhecimentos normais na técnica estão familiarizadas com as dimensões de largura de barra e largura da ranhura em conexão com placas de refinador. Para as informações adicionais de extensão sendo buscadas, é feita referência a Christopher J. Biermann, Handbook of Pulping and Papermaking (2d Ed.1996) at p. 145, que é aqui incorporada por referência. As placas, em uma modalidade preferida, têm uma largura da barra de 1,0 milímetros ou menos, e uma largura de ranhura de 1,6 milímetros ou menos, e as fibras podem ser refinadas até que um consumo de energia de pelo menos 300 KWh/tonelada para o refi- nador seja alcançado para produzir fibras de polpa intensificadas na superfície. Em uma modalidade mais preferida, as placas têm uma largura da barra de 1,0 milímetro ou menos, e uma largura de ranhura de 1,3 milímetros ou menos, e as fibras podem ser refinadas até que um consumo de energia de pelo menos 300 KWh/tonelada para o refina- dor seja alcançado para produzir fibras de polpa intensificadas na superfície. Tal como aqui usado e como entendido por pessoas com conhecimentos correntes na técnica, as referências ao consumo de energia ou a energia de refinamento aqui utilizam unidades de kWh/ton, com o entendimento de que "/tonelada" ou "por tonelada" se refere a tonelada de polpa que passa através o refinador em uma base seca. Em algumas modalidades, as fibras são refinadas até um consumo de energia de pelo menos 650 KWh/tonelada para o refinador ser atingido. A pluralidade de fibras pode ser refinada até que possuam uma ou mais das propriedades aqui descritas relacionadas com a superfície de fibras de polpa intensificadas da presente invenção. Como descrito em mais detalhes abaixo, as pessoas especialistas na técnica reconhecerão que as energias de refinamento significativamente maiores do que 300 kWh/tonelada podem ser requeridas para determinados tipos de fibras de madeira e que a quantidade de energia de refinamento necessária para conferir as propriedades desejadas para a polpa fibras também pode variar.
[0077] Em uma modalidade, as fibras de polpa não refinadas são introduzidas em um refinador mecânico que compreende um par de placas de refinador ou uma série de refinadores. As fibras de polpa não refinadas podem incluir qualquer uma das fibras de polpas aqui descrita, como, por exemplo, fibras de polpa de madeira dura ou fibras de polpas de madeira macia ou fibras de polpa de não-madeira, a partir de uma variedade de processos aqui descritos (por exemplo, mecânico, químico, etc.). Além disso, as fibras de polpas não refinadas ou fonte de fibra de polpa podem ser fornecidas em uma condição de empacotada ou em pasta. Por exemplo, em uma modalidade, uma fonte de fibra de polpa empacotada pode compreender entre cerca de 7 e cerca de 11% de água e entre cerca de 89 e cerca de 93% de sólidos. Da mesma forma, por exemplo, um fornecimento em pasta de fibras de polpa pode compreender cerca de 95% de água e cerca de 5% de sólidos em uma modalidade. Em algumas modalidades, a fonte de fibra de polpa não foi seca em um secador de polpa.
[0078] Exemplos não limitativos de refinadores que podem ser uti lizados para produzir fibras de polpa intensificadas na superfície, de acordo com algumas modalidades da presente invenção incluem os refinadores de disco duplo, refinadores cônicos, refinadores de disco único, refinadores de discos múltiplos ou refinadores cônicos e discos combinação. Exemplos não limitantes de refinadores de disco duplo incluem refinadores Beloit DD 3000, Beloit DD 4000 ou Andritz DO. Exemplo não limitativo de um refinador cônico são refinadores Sunds JC01, Sunds JC02 e Sunds JC03.
[0079] O desenho das placas de refinamento, bem como as condi ções de operação são importantes na produção de algumas modalidades de fibras de polpa intensificadas na superfície. A largura da barra, largura da ranhura, e profundidade da ranhura são parâmetros de placa do refinador que são usados para caracterizar as placas do refina- dor. De um modo geral, placas de refinamento para uso em várias modalidades da presente invenção podem ser caracterizadas como ranhurada fina. Tais placas podem ter uma largura de barra de 1,3 milímetros ou menos, e uma largura de ranhura de 2,5 milímetros ou menos. Tais placas, em algumas modalidades, pode ter uma largura de barra de 1,3 milímetro ou menos, e uma largura de ranhura de 1,6 milímetro ou menos. Em algumas modalidades, tais placas podem ter uma largura de barra de 1,0 milímetro ou menos, e uma largura de ranhura de 1,6 milímetro ou menos. Tais placas, em algumas modalidades, podem ter uma largura de barra de 1,0 milímetro ou menos, e uma largura de ranhura de 1,3 milímetro ou menos. As placas de refinamento com uma largura da barra de 1,0 milímetro ou menos, e uma largura de ranhura de 1,6 milímetro ou menos, pode também ser refe- rida como placas de refinamento ultrafinas. Tais placas estão disponíveis sob a marca FINEBAR.RTM. de Aikawa Fiber Technologies (AFT). Sob as condições de operação adequadas, tais placas de ranhuras finas podem aumentar o número de fibrilas de uma fibra de polpa (isto é, aumenta a fibrilação) enquanto preserva o comprimento das fibras e minimiza a produção de partículas finas. As placas convencionais (por exemplo, as larguras de barras maiores do que 1,3 milímetro e/ou larguras de ranhura superior a 2,0 milímetros) e/ou condições de operação impróprias podem melhorar significativamente o corte da fibra nas fibras de polpas e/ou gerar um nível indesejável de partículas finas.
[0080] As condições de funcionamento do refinador podem tam bém ser importantes na produção de algumas modalidades de fibras de polpa intensificadas na superfície. Em algumas modalidades, as fibras de polpa intensificadas na superfície podem ser produzidas pela recirculação de fibras de polpa que foram originalmente não refinadas através dos refinadores até um consumo de energia de pelo menos cerca de 300 kWh/tonelada ser atingido. As fibras de polpa intensificadas na superfície podem ser produzidas pela recirculação de fibras de polpa que foram originalmente não refinadas através dos refinadores até um consumo de energia de pelo menos cerca de 450 kWh/to- nelada ser atingido em algumas modalidades. Em algumas modalidades as fibras podem ser recirculadas no refinador até um consumo de energia de entre cerca de 450 e cerca de 650 kWh/tonelada ser atingido. Em algumas modalidades, o refinador pode operar a uma carga de borda específica entre cerca de 0,1 e cerca de 0,3 Ws/m. O refinador pode operar a uma carga de borda específica entre cerca de 0,15 e cerca de 0,2 Ws/m em outras modalidades. Em algumas modalidades, um consumo de energia de entre cerca de 450 e cerca de 650 kWh/tonelada é atingido usando uma carga de borda específica entre cerca de 0,1 Ws/m e cerca de 0,2 Ws/m para produzir as fibras de polpa intensificadas na superfície. A carga de borda específica (ou SEL) é um termo compreendido pelos especialistas na técnica para se referir ao quociente do poder aplicado líquido dividido pelo produto da velocidade de rotação e comprimento de borda. SEL é utilizada para caracterizar a intensidade de refinamento, e é expressa como watt- segundo/metro (Ws/m).
[0081] Como descrito em mais detalhes abaixo, as pessoas espe cialistas na técnica reconhecerão que as energias de refinamento sig-nificativamente superiores a 400 kWh/tonelada podem ser requeridas para determinados tipos de fibras de madeira e que a quantidade de energia de refinamento necessária para conferir as propriedades desejadas para a polpa fibras também podem variar. Por exemplo, fibras de madeira mista do sul (por exemplo, carvalho, goma, olmo, etc.) podem exigir energias de refinamento de entre cerca de 450-650 kWh/ton. Em contraste, as fibras de madeira do norte (por exemplo, bordo, vidoeiro, álamo, faia, etc.) podem exigir energias de refinamento de entre cerca de 350 e cerca de 500 kWh/tonelada de fibras de madeira dura do Norte são menos grossas do que as fibras de madeira do sul. De modo semelhante, fibras de madeira macia do sul (por exemplo, pinho) podem necessitar de quantidades ainda maiores de energia de refinamento. Por exemplo, em algumas modalidades, o refinamento de fibras de madeira macia do sul de acordo com algumas modalidades pode ser significativamente mais elevado (por exemplo, pelo menos 1000 kWh/tonelada).
[0082] A energia de refinamento também pode ser fornecida em uma série de formas, dependendo da quantidade de energia de refinamento para ser fornecida em uma única passagem através de um refinador e o número de etapas desejadas. Em algumas modalidades, os refinadores utilizados em alguns métodos podem funcionar a baixas energias de refinamento por passagem (por exemplo, 100 kWh/ton/ passagem ou menos) tal que várias passagens ou vários refinamentos são necessários para fornecer a energia de refinamento especificada. Por exemplo, em algumas modalidades, um único refinador pode operar a 50 kWh/ton/passagem, e as fibras de polpa podem ser recircula- das através do refinador para um total de 9 passagens para fornecer 450 kWh/tonelada de refinamento. Em algumas modalidades, vários refinadores podem ser fornecidos em série para transmitir energia de refinamento.
[0083] Em algumas modalidades em que fibras de polpa alcançam a desejada energia de refinamento através da recirculação das fibras através de um único refinador, as fibras de polpas podem ser circuladas, pelo menos, duas vezes através do refinador para se obter o desejado grau de fibrilação. Em algumas modalidades, as fibras de polpas podem ser circuladas entre cerca de 6 e cerca de 25 vezes através do refinador para se obter o desejado grau de fibrilação. As fibras de polpa podem ser fibriladas em um único refinador pela recirculação num processo de lote.
[0084] Em algumas modalidades, as fibras de polpas podem ser fibriladas em um único refinador usando um processo de lote. Por exemplo, um tal método pode compreender, em algumas modalidades, a remoção contínua de uma pluralidade de fibras a partir do refinador, em que uma porção das fibras removidas é intensificada nas superfícies fibras de celulose, e recircular mais do que cerca de 80% das fibras removidas até o refinador mecânico para refinamento. Em algumas modalidades, mais do que cerca de 90% das fibras removidas pode ser recirculada de volta para o refinador mecânico para outro refinamento. Em tais modalidades, a quantidade de fibras introduzidas não refinadas para o refinador e a quantidade de fibras removidas da fibra sem recirculação pode ser controlada de tal modo que uma quan- tidade predeterminada de fibras passa continuamente através do refi- nador. Dito de outra maneira, porque uma certa quantidade de fibras é removida a partir do circuito de recirculação associado ao refinador, uma quantidade correspondente de fibras não refinadas deve ser adicionada ao refinador, a fim de manter um nível desejado de fibras que circulam através do refinador. Para facilitar a produção de fibras de polpa intensificadas na superfície com propriedades particulares (por exemplo, o comprimento de fibra médio ponderado por comprimento, área de superfície específica hidrodinâmica, etc.), a intensidade de refinamento (isto é, carga de borda específica) por passagem terá de ser reduzida durante o processo conforme o número de passagens aumenta.
[0085] Em outras modalidades, dois ou mais refinadores podem ser dispostos em série para circular as fibras de polpa para obter o grau de fibrilação desejado. Deve ser apreciado que uma variedade de disposições de refinadores múltiplos pode ser usada para produzir fibras de polpa intensificadas na superfície de acordo com a presente invenção. Por exemplo, em algumas modalidades, vários refinadores podem ser dispostos em série que utilizam as mesmas placas de refinamento e funcionam sob os mesmos parâmetros de refinamento (por exemplo, energia de refinamento por passagem, carga de borda específica, etc.). Em algumas de tais modalidades, as fibras podem passar através de um dos refinadores apenas uma vez e/ou através refinado- res várias vezes.
[0086] Em uma modalidade exemplar, um método para a produção de fibras de polpa intensificadas na superfície compreende a introdução de fibras de polpa não refinadas num primeiro refinador mecânico que compreende um par de placas do refinador, em que as placas têm uma largura da barra de 1,3 milímetros ou menos, e uma largura de ranhura de 2,5 milímetros ou menos, refinando as fibras do primeiro refinador mecânico, que transporta as fibras para pelo menos um refi- nador mecânico adicional compreendendo um par de placas de refina- dor, em que as placas têm uma largura da barra de 1,3 milímetros ou menos, e uma largura de ranhura de 2,5 milímetros ou menos, e refinar as fibras em que o pelo menos um refinador mecânico adicional até um consumo total de energia de, pelo menos, 300 kWh/ton para o refinador ser atingido para produzir fibras de polpa intensificadas na superfície. Em algumas modalidades, as fibras podem ser recirculadas através do primeiro refinador mecânico uma pluralidade de vezes. As fibras podem ser recirculadas através de um refinador mecânico adicional uma pluralidade de vezes, em algumas modalidades. Em algumas modalidades, as fibras podem ser recirculadas por meio de dois ou mais dos refinadores mecânicos uma pluralidade de vezes.
[0087] Em algumas modalidades de métodos para a produção de fibras de polpa intensificadas na superfície utilizando uma pluralidade de refinadores, um primeiro refinador mecânico pode ser utilizado para proporcionar uma partícula fina relativamente menor, etapa inicial de refinamento e um ou mais refinadores subsequentes podem ser usados para proporcionar fibras de polpas intensificadas na superfície de acordo com as modalidades da presente invenção. Por exemplo, o primeiro refinador mecânico em tais modalidades pode utilizar placas de refinamento convencionais (por exemplo, largura da barra maior do que 1,0 mm e largura de ranhura de 1,6 mm ou mais) e operando em condições de refinamento convencionais (por exemplo, carga de borda específica de 0,25 Ws/m) para proporcionar uma fibrilação de partículas finas relativamente menor para as fibras. Em uma modalidade, a quantidade de energia de refinamento aplicada no primeiro refinador mecânico pode ser de cerca de 100 kWh/ton ou menos. Após o primeiro refinador mecânico, as fibras podem então ser fornecidas a um ou mais refinadores subsequentes que utilizam placas ul- trafinas de refinamento (por exemplo, largura de barra de 1,0 mm ou menos e largura de ranhura de 1,6 mm ou menos) e operam sob condições (por exemplo, carga de borda específica de 0,13Ws/m) suficiente para produzir fibras de polpa intensificadas na superfície de acordo com algumas modalidades da presente invenção. Em algumas modalidades, por exemplo, o comprimento da borda de corte (CEL) pode aumentar entre refinamento, utilizando placas convencionais de refinamento e refinamento utilizando placas de refinamento ultrafinas, dependendo das diferenças entre as placas de refinamento. Comprimento da borda de corte (ou CEL) é o produto do compri-mento da borda de barra e a velocidade de rotação. Como estabelecido acima, as fibras podem passar através de ou recircular através dos refinadores múltiplas vezes para conseguir a energia de refinamento desejada e/ou vários refinadores podem ser usados para atingir a energia de refinamento desejada.
[0088] Em uma modalidade exemplar, um método para a produção de fibras de polpa intensificadas na superfície compreende a introdução de fibras de polpa não refinadas num primeiro refinador mecânico que compreende um par de placas de refinador, em que as placas têm uma largura da barra maior do que 1,0 milímetro e uma largura da ranhura de 2,0 milímetros ou superiores. O refino das fibras no primeiro refinador mecânico pode ser usado para fornecer um refinamento inicial relativamente menos fino para as fibras em algumas modalidades. Após o refinamento das fibras do primeiro refinador mecânico, as fibras são transportadas para, pelo menos, um refinador mecânico adicional compreendendo um par de placas de refinadores, em que as placas têm uma largura da barra de 1,0 milímetro ou menos, e uma largura de ranhura de 1,6 milímetro ou menos. Em um ou mais refina- dores mecânicos adicionais, as fibras podem ser refinadas até um consumo total de energia de pelo menos 300 KWh/tonelada para os refinadores ser atingido para produzir fibras de polpa intensificadas na superfície. Em algumas modalidades, as fibras são recirculadas através do primeiro refinador mecânico uma pluralidade de vezes. As fibras são recirculadas através do um ou mais refinadores mecânicos adicionais de uma pluralidade de vezes, em algumas modalidades.
[0089] No que diz respeito aos vários métodos aqui descritos, as fibras de polpa podem ser refinadas com baixa consistência (por exemplo, entre 3 e 5%) em algumas modalidades. As pessoas com conhecimentos normais na técnica compreenderão consistência para fazer referência a proporção de fibras secas em forno para a quantidade combinada de fibras secas em forno e água. Em outras palavras, uma consistência de 3% iria refletir, por exemplo, a presença de 3 gramas de fibras secas em forno em 100 mililitros de pasta de polpa.
[0090] Outros parâmetros associados com refinadores de funcio namento para produzir fibras de polpa intensificadas na superfície podem ser facilmente determinados utilizando técnicas conhecidas dos especialistas na técnica. Da mesma forma, as pessoas com conhecimentos normais na técnica podem ajustar os vários parâmetros (por exemplo, a energia total de refinamento, a energia de refinamento por passagem, número de passagens, número e tipo de refinadores, carga de borda específica, etc.) para produzir fibras de polpa intensificadas na superfície da presente invenção. Por exemplo, a intensidade de refinamento, ou energia de refinamento aplicada às fibras por passagem utilizando um sistema de múltiplas passagens, deve ser gradualmente reduzida quando o número de passagens através de um refinador aumenta a fim de obter as fibras de polpa intensificadas na superfície com propriedades desejáveis em algumas modalidades.
[0091] Várias modalidades de fibras de polpa intensificadas na su perfície da presente invenção podem ser incorporadas em uma variedade de produtos finais. Algumas modalidades de fibras de polpa in- tensificadas na superfície da presente invenção podem conferir propriedades favoráveis sobre os produtos finais em que estas são incorporadas em algumas modalidades. Exemplos não limitativos de tais produtos incluem polpa, papel, cartão, compósitos de biofibra (por exemplo, placa de fibra de cimento, plásticos com fibras reforçadas, etc.), produtos absorventes (por exemplo, polpa de felpa, hidrogéis, etc.), produtos químicos especiais derivados da celulose (por exemplo, acetato de celulose, carboximetil celulose (CMC), etc.), e outros produtos. Pessoas com conhecimentos na técnica podem identificar outros produtos em que as fibras de polpa intensificadas na superfície podem ser incorporadas com base particularmente nas propriedades das fibras. Por exemplo, através do aumento das áreas de superfície específicas de fibras de polpa intensificadas na superfície (e, assim, a atividade de superfície), a utilização de fibras de polpa intensificadas na superfície pode, vantajosamente, aumentar as propriedades de resistência (por exemplo, resistência à tração em seco) de alguns produtos finais en-quanto usando aproximadamente a mesma quantidade de fibras totais e/ou proporcionar propriedades de resistência comparáveis a um produto final, enquanto utiliza menos fibras em uma base de peso no produto final, em algumas modalidades.
[0092] Além das propriedades físicas que são discutidas mais adi ante, a utilização de fibras de polpa intensificadas na superfície de acordo com algumas modalidades da presente invenção pode ter certas vantagens de fabricação e/ou redução de custos em certas aplicações. Por exemplo, em algumas modalidades, incorporar uma pluralidade de fibras de polpa intensificadas na superfície de acordo com a presente invenção num produto de papel pode reduzir o custo total de fibras no produto (isto é, substituindo as fibras de alto custo com fibras de polpa intensificadas na superfície de menor custo). Por exemplo, fibras de madeira macia mais longas normalmente custam mais do que as fibras de madeira dura mais curtas. Em algumas modalidades, um produto de papel incorporando, pelo menos, 2 por cento em peso de fibras de polpa intensificadas na superfície de acordo com a presente invenção pode resultar na remoção de cerca de 5% das fibras de madeira macia de custo mais elevado, mantendo a resistência do papel, mantendo a velocidade de progressão da máquina de papel, mantendo o desempenho do processo e melhorando o desempenho de impressão. Um produto de papel incorporando entre cerca de 2 e cerca de 8 por cento em peso de fibras de polpa intensificadas na superfície de acordo com algumas modalidades da presente invenção pode resultar na remoção de cerca de 5% e cerca de 20% das fibras de madeira macia de custos mais elevados mantendo ao mesmo tempo a resistência do papel e melhorando desempenho de impressão em algumas modalidades. Incorporando entre cerca de 2 e cerca de 8 por cento em peso de fibras de polpa intensificadas na superfície de acordo com a presente invenção pode ajudar a reduzir o custo de fabricação de papel de forma significativa quando comparado com um produto de papel feito da mesma maneira substancialmente sem fibras de polpa intensificadas na superfície em algumas modalidades.
[0093] Uma aplicação em que podem ser utilizadas fibras de polpa intensificadas na superfície da presente invenção, são os produtos de papel. Na produção de produtos de papel, utilizando fibras de polpa intensificadas na superfície da presente invenção, a quantidade de fibras de polpa intensificadas na superfície utilizada na produção dos papéis pode ser importante. Por exemplo, e sem limitação, usando uma certa quantidade de fibras de polpa intensificadas na superfície pode ter as vantagens de aumentar a resistência à tração e/ou aumentar a resistência da trama úmida do produto de papel, ao mesmo tempo minimizando os efeitos adversos potenciais, como drenagem. Em algumas modalidades, um produto de papel pode compreender mais de cerca de 2 por cento em peso de polpa de fibras intensificadas na superfície (com base no peso total do produto de papel). Um produto de papel pode compreender mais do que cerca de 4 por cento em peso de fibras de polpas intensificadas na superfície em algumas modalidades. Um produto de papel, em algumas modalidades, pode compreender menos do que cerca de 15 por cento em peso de fibras de polpas intensificadas na de superfície. Em algumas modalidades, um produto de papel pode compreender menos do que cerca de 10 por cento em peso de fibras de polpas intensificadas na superfície. Um produto de papel pode compreender entre cerca de 2 e cerca de 15 por cento em peso de fibras de polpas intensificadas na superfície em algumas modalidades. Em algumas modalidades, um produto de papel pode compreender entre cerca de 4 e cerca de 10 por cento em peso de fibras de polpas intensificadas na superfície. Em algumas modalidades, as fibras de polpa intensificadas na superfície utilizadas em produtos de papel podem substancialmente ou inteiramente compreender fibras de polpa de madeira dura.
[0094] Em algumas modalidades, quando as fibras de polpas in tensificadas na superfície da presente invenção são incorporadas em produtos de papel, a quantidade relativa de fibras de madeira macia, que pode ser deslocada é entre cerca de 1 e cerca de 2,5 vezes a quantidade de fibras de polpa intensificadas na superfície utilizadas (com base no total peso do produto de papel), com o saldo da substituição proveniente de fibras de madeira dura convencionalmente refinadas. Por outras palavras, e como um exemplo não limitativo, cerca de 10 por cento em peso das fibras de madeira macia convencionalmente refinadas pode ser substituída por cerca de 5 por cento em peso de fibras de polpa intensificadas na superfície (assumindo um deslocamento de 2 por cento em peso de fibras de madeira macia por 1 por cento em peso de fibras de polpas intensificadas na superfície) e cerca de 5 por cento em peso de fibras de madeira dura convencionalmente refinadas. Essa substituição pode ocorrer, em algumas modalidades, sem comprometer as propriedades físicas dos produtos de papel.
[0095] No que diz respeito às propriedades físicas, as fibras de polpas intensificadas na superfície de acordo com algumas modalidades da presente invenção podem melhorar a resistência de um produto de papel. Por exemplo, incorporando uma pluralidade de fibras de polpa intensificadas na superfície de acordo com algumas modalidades da presente invenção num produto de papel pode melhorar a resistência do produto final. Em algumas modalidades, um produto de papel incorporando, pelo menos, 5 por cento em peso das fibras de polpa intensificadas na superfície de acordo com a presente invenção pode resultar numa maior de resistência de trama úmida e/ou características de resistência a seco, pode melhorar a velocidade de progressão da máquina de papel em velocidades mais altas, e/ou pode melho-rar o desempenho do processo, ao mesmo tempo, melhorando a produção. Incorporando entre cerca de 2 e cerca de 10 por cento em peso de fibras de polpas intensificadas na superfície de acordo com a presente invenção pode ajudar a melhorar a resistência e o desempenho de um produto de papel de forma significativa quando comparado com um produto semelhante feito da mesma maneira substancialmente sem fibras de polpa intensificadas na superfície de acordo com a presente invenção, em algumas modalidades.
[0096] Como outro exemplo, um produto de papel incorporando en tre cerca de 2 e cerca de 8 por cento em peso de fibras de polpa intensificadas na superfície de acordo com algumas modalidades da presente invenção, e com cerca de 5 a cerca de 20 por cento em peso menos fibras de madeira macia, pode ter semelhante resistência à tração de trama úmida a um produto de papel semelhante com as fibras de ma deira macia e sem fibras de polpa intensificadas na superfície. Um produto de papel incorporando uma pluralidade de fibras de polpa intensificadas na superfície de acordo com a presente invenção pode ter uma resistência à tração de trama úmida de pelo menos 150 metros em algumas modalidades. Em algumas modalidades, um produto de papel incorporando, pelo menos, 5 por cento em peso de fibras de polpas intensificadas na superfície, e 10% em peso menos de fibras de madeira macia, de acordo com algumas modalidades da presente invenção, pode ter uma resistência à tração trama úmida (em 30% de consistência) de pelo menos 166 metros. A incorporação de entre cerca de 2 e cerca de 8 por cento em peso de fibras de polpa intensificadas na superfície de acordo com a presente invenção pode melhorar a resistência à tração de trama úmida de um produto de papel quando comparado com um produto de papel feito da mesma maneira substancialmente sem fibras de polpa intensificadas na superfície, de tal modo que alguns modalidades de produtos de papel que incorporam fibras de polpas intensificadas na superfície podem ter resistências à tração de trama úmida desejáveis com menos fibras de madeira macia. Em algumas modalidades, incorporando, pelo menos, cerca de 2 por cento em peso de fibras de polpas intensificadas na superfícies da presente invenção num produto de papel pode melhorar outras propriedades em várias modalidades, incluindo, sem limitação, a opacidade, porosidade, capacidade de absorção, a absorção de energia de tração, ligação Scott/ ligação interna e/ou propriedades de impressão (por exemplo, manchas de im-pressão de densidade da tinta, manchas de brilho).
[0097] Como outro exemplo, em algumas modalidades, um produ to de papel incorporando uma pluralidade de fibras de polpas intensificadas na superfície de acordo com a presente invenção pode ter uma resistência à tração em seco desejável. Em algumas modalidades, um produto de papel que incorpora pelo menos, 5 por cento em peso de fibras de polpa intensificadas na superfície pode ter uma desejável resistência à tração em seco. Um produto de papel que incorpora entre cerca de 5 e cerca de 15 por cento em peso de fibras de polpas intensificadas na superfície de acordo com a presente invenção pode ter uma resistência à tração em seco desejável. Em algumas modalidades, incorporando entre cerca de 5 e cerca de 15 por cento em peso de fibras de polpa intensificadas na superfície de acordo com a presente invenção pode melhorar a resistência à tração em seco de um produto de papel quando em comparação com um produto de papel feito da mesma maneira com substancialmente nenhuma fibra de polpa intensificada na superfície.
[0098] Em algumas modalidades, incorporar pelo menos cerca de 5 por cento em peso de fibras de polpas intensificadas na superfície da presente invenção pode melhorar outras propriedades em várias modalidades, incluindo, sem limitação, as propriedades de opacidade, porosidade, capacidade de absorção, e/ou de impressão (por exemplo, mancha de impressão de densidade da tinta, mancha de brilho, etc.).
[0099] Em algumas modalidades de tais produtos que incorporam uma pluralidade de fibras de polpa intensificadas na superfície, as melhorias de certas propriedades, em alguns casos, pode ser proporcionalmente maior do que a quantidade de fibras de polpa intensificadas na superfície incluídas. Por outras palavras, e como um exemplo, em algumas modalidades, se um produto de papel incorpora cerca de 5 por cento em peso de fibras de polpa intensificadas na superfície, o aumento correspondente na resistência à tração em seco pode ser significativamente maior do que 5%.
[00100] Em adição aos produtos de papel que foram discutidos acima, em algumas modalidades, polpa que incorpora uma pluralidade de fibras de polpa intensificadas na superfície de acordo com a presente invenção pode ter propriedades melhoradas como, sem limita- ção, atividade de superfície melhorada ou reforço potencial, maior resistência à tração da folha (ou seja, a melhoria da resistência do papel) com menos energia total de refino, a melhoria da capacidade de absorção de água, e/ou outros.
[00101] Como outro exemplo, em algumas modalidades, uma polpa intermediária e produto de papel (por exemplo, polpa de felpa, polpa de reforço para graus de papel, polpa de mercado para o tecido, celulose de mercado para os graus de papel, etc.), incorporando entre cerca de 1 e cerca de 10 por cento em peso de fibras de polpa intensificadas na superfície pode proporcionar propriedades melhoradas. Exemplos não limitativos de propriedades melhoradas de polpa intermediária e produtos de papel podem incluir aumento da resistência à tração da trama úmida, uma resistência à tração da trama úmida comparável, melhor absorção e/ou outros.
[00102] Como outro exemplo, em algumas modalidades, um produto de papel intermediário (por exemplo, folhas de polpa embaladas ou em cilindros, etc.), que incorporam fibras de polpa intensificadas na superfície pode proporcionar uma melhoria desproporcionada em desempenho e as propriedades do produto final, com pelo menos, 1 por cento em peso de fibras de polpas intensificadas na superfície sendo mais preferido. Em algumas modalidades, um produto de papel intermediário pode incorporar entre 1 por cento em peso e 10 por cento em peso de fibras de polpa intensificadas na superfície. Os exemplos não limitativos de propriedades melhoradas de tais produtos de papel in-termediários podem incluir resistência à tração da trama úmida melhorada, melhores propriedades de drenagem em resistência à tração de trama úmida comparável, melhor resistência a uma relação semelhante de madeira dura para madeira macia, e/ou resistência comparável em relação maior de madeira dura para madeira macia.
[00103] Na fabricação de produtos de papel de acordo com algu- mas modalidades da presente invenção, as fibras de polpa intensificadas na superfície da presente invenção podem ser fornecidas como um cone de sucção num processo de fabricação de papel convencional. Por exemplo, fibras de polpa intensificadas na superfície da presente invenção podem ser misturadas com uma corrente de fibras de madeira dura refinadas utilizando placas convencionais de refinamento e sob condições convencionais. A combinação de corrente das fibras de polpa de madeira dura pode então ser combinada com fibras de polpa de madeira macia e usada para produzir papel, utilizando técnicas convencionais.
[00104] Outras modalidades da presente invenção referem-se a cartões que compreendem uma pluralidade de fibras de polpa intensificadas na superfície de acordo com algumas modalidades da presente invenção. Cartões de acordo com modalidades da presente invenção podem ser fabricados utilizando técnicas conhecidas dos especialistas na técnica, exceto incorporando uma certa quantidade de fibras de polpa intensificadas na superfície da presente invenção, com pelo menos, 2% de fibras de polpa intensificadas na superfície sendo mais preferido. Em algumas modalidades, cartões podem ser fabricados utilizando técnicas conhecidas dos especialistas na técnica, exceto utilizando entre cerca de 2% e cerca de 3% de fibras de polpa intensificadas na superfície da presente invenção.
[00105] Outras modalidades da presente invenção também se relacionam com compósitos biofibras (por exemplo, placas de fibra de cimento, plásticos reforçados com fibras, etc.) que inclui uma pluralidade de fibras de polpa intensificadas na superfície de acordo com algumas modalidades da presente invenção. As placas de fibra de cimento da presente invenção podem geralmente ser fabricadas utilizando técnicas conhecidas dos especialistas na técnica, exceto que incorpora fibras de polpa intensificadas na superfície de acordo com algumas mo- dalidades da presente invenção, pelo menos, 3% de fibras de polpa intensificadas na superfície sendo mais preferido. Em algumas modalidades, as placas de cimento de fibra da presente invenção podem geralmente ser fabricadas utilizando técnicas conhecidas dos especialistas na técnica, exceto utilizando entre cerca de 3% e cerca de 5% de fibras de polpa intensificadas na superfície da presente invenção.
[00106] Outras modalidades da presente invenção também se relacionam para materiais absorventes de água que compreendem uma pluralidade de fibras de polpa intensificadas na superfície de acordo com algumas modalidades da presente invenção. Tais materiais absorventes de água podem ser fabricadas utilizando técnicas conhecidas para os especialistas na técnica que utilizam fibras de polpas intensificadas na superfície de acordo com algumas modalidades da presente invenção. Exemplos não limitativos de tais materiais absorventes de água incluem, sem limitação, as polpas de felpa e polpas de grau de tecido.
[00107] FIG. 1 ilustra uma modalidade exemplar de um sistema que pode ser usado para fazer produtos de papel que incorporam fibras de polpa intensificadas na superfície da presente invenção. Um reservatório não refinado 100 contendo fibras de madeira dura não refinadas, por exemplo, na forma de uma base de polpa, está ligado a um reservatório temporário 102, o qual está ligado a um refinador de fibrilação 104 numa ligação de circuito fechado seletivo. Como mencionado acima, em uma modalidade particular, o refinador de fibrilação 104 é um refinador de que é configurado com parâmetros adequados para produzir as fibras de polpa intensificadas na superfície aqui descritas. Por exemplo, o refinador de fibrilação 104 pode ser um refinador de disco duplo com pares de discos de refinamento, tendo cada um uma largura da barra de 1,0 milímetro e uma largura da ranhura de 1,3 milímetro, e com uma carga de borda específica de cerca de 0,1-0,3 Ws/m. O circuito fechado entre o reservatório temporário 102 e refinador de fi- brilação 104 é mantido até que as fibras tenham circulado através do refinador 104 um número de vezes desejado, por exemplo até um consumo de energia de cerca de 400-650 kWh/ton ser atingido.
[00108] Uma linha de saída estende-se desde o refinador de fibrila- ção 104 para um reservatório de armazenamento 105, esta linha permanecendo fechada até que as fibras tenham circulado através do re- finador 104 um número adequado de vezes. O reservatório de armazenamento 105 está em ligação com um fluxo de saída a partir de um refinador convencional 110 configurado com parâmetros convencionais para produzir fibras refinadas convencionais. Em algumas modalidades, o reservatório de armazenamento 105 não é utilizado e o refi- nador de fibrilação 104 está em ligação com o fluxo que sai do refina- dor convencional 110.
[00109] Em uma modalidade particular, o refinador convencional 110 é também ligado ao reservatório não refinado 100, de tal modo que uma única fonte de fibras não refinadas (por exemplo, uma única fonte de fibras de madeira dura) é utilizada em ambos os processos de refinamento e de fibrilação. Em uma outra modalidade, um reservatório não refinado diferente 112 está ligado ao refinador convencional 110 para proporcionar as fibras refinadas convencionais. Neste caso, ambos os reservatórios 100, 112 podem incluir fibras semelhantes ou diferentes neles.
[00110] Entende-se que todas as ligações entre os diferentes elementos do sistema podem incluir bombas (não mostradas) ou outro equipamento apropriado para forçar o fluxo entre estas conforme requerido, além de válvulas (não mostradas) ou outro equipamento adequado para fechar seletivamente a ligação sempre que necessário. Além disso, reservatórios adicionais (não mostrados) podem estar localizados entre os elementos sucessivos do sistema.
[00111] Em uso, e de acordo com uma modalidade particular, as fibras não refinadas são introduzidas em um processo de refinamento mecânica onde uma carga de borda especificada relativamente baixa (SEL), por exemplo cerca de 0,1-0,3 Ws/m, é aplicada sobre as mesmas, por exemplo através das placas de refinamento descritas acima. Na modalidade mostrada, isto é feito pela circulação das fibras não refinadas a partir do reservatório 100 para o reservatório temporário 102, e, em seguida, entre o refinador de fibrilação 104 e o reservatório temporário 102. O processo de refinamento mecânico é continuado até que um consumo de energia relativamente elevada seja atingido, por exemplo, cerca de 450-650 kWh/ton. Na modalidade mostrada, isto é feito através da recirculação das fibras entre o refinador de fibrilação 104 e reservatório temporário 102 até que as fibras tenham passado pelo refinador 104 "n" vezes. Em uma modalidade, n é pelo menos 3, e em algumas modalidades pode ser entre 6 e 25. n pode ser selecionado para fornecer fibras de polpa intensificadas na superfície com propriedades (por exemplo, comprimento, comprimento médio ponderado, área de superfície específica, partículas finas, etc.), por exemplo, dentro das faixas apresentadas e/ou dos valores aqui descritos.
[00112] O fluxo de fibras de polpas intensificadas na superfície em seguida sai do refinador de fibrilação 104, para o reservatório de armazenamento 105. O fluxo de fibra de polpa intensificada na superfície sai do reservatório de armazenamento 105 e é então adicionado a um fluxo de fibras refinadas convencionais tendo sido refinado em um refinador convencional 110 para se obter uma composição de estoque para a fabricação de papel. A proporção entre as fibras de polpa intensificadas na superfície e as fibras refinadas convencionais na composição pode ser limitada pela proporção máxima de fibras de polpa intensificadas na superfície que irão permitir para as propriedades adequadas do papel produzido. Em uma modalidade, entre cerca de 4 e 15% do teor de fi- bras da composição estoque é formada por fibras de polpa intensificadas na superfície (isto é, entre cerca de 4 e 15% das fibras presentes na composição de estoque são fibras de polpa intensificadas na superfície). Em algumas modalidades, entre cerca de 5 e cerca de 10% das fibras presentes na composição de estoque são fibras de polpa intensificadas na superfície. Outras proporções de fibras de polpa intensificadas na superfície são aqui descritas e podem ser utilizadas.
[00113] A composição de estoque de fibras refinadas e fibras de polpa intensificadas na superfície podem então ser liberadas ao restante de um processo de fabricação de papel em que o papel pode ser formado utilizando técnicas conhecidas dos especialistas na técnica.
[00114] FIG. 2 ilustra uma variação da modalidade exemplar mostrada na FIG. 1, na qual o refinador de fibrilação 104 foi substituído por dois refinadores 202,204 dispostos em série. Nesta modalidade, o refi- nador inicial 202 fornece uma etapa de refinamento inicial relativamente menos fina, e o segundo refinador 204 continua a refinar as fibras para proporcionar fibras de polpa intensificadas na superfície. Como mostrado na FIG. 2, as fibras podem ser recirculadas no segundo refinador 204 até que as fibras tenham circulado através do refinador 204 um número de vezes desejado, por exemplo, até um consumo de energia desejada ser atingido. Alternativamente, em vez de recircular as fibras do segundo refinador 204, refinadores adicionais podem ser dispostos em série após o segundo refinador 204, para refinar ainda mais as fibras e quaisquer tais refinadores podem incluir um circuito de recircula- ção, se desejado. Embora não seja mostrado na FIG. 1, dependendo da saída de energia do refinador inicial 202, e a energia desejada a ser aplicada sobre as fibras, em uma primeira etapa de refinamento, algumas modalidades podem incluir a recirculação das fibras através do re- finador inicial 202 antes do transporte para o segundo refinador 204. O número de refinadores, a utilização potencial de recirculação, e outras decisões relacionadas com o arranjo de refinadores para fornecer fibras de polpa intensificadas na superfície podem depender de um número de fatores, incluindo a quantidade de espaço de produção disponível, o custo de refinadores, quaisquer refinadores já possuídos pelo fabricante, o potencial de produção de energia dos refinadores, a emissão de energia desejada dos refinadores, e outros fatores.
[00115] Em uma modalidade não limitante, o refinador inicial 202 pode utilizar um par de discos de refinamento, tendo cada um uma largura da barra de 1,0 milímetro e uma largura da ranhura de 2,0 milímetros. O segundo refinador 204 pode ter um par de discos de refinamento, tendo cada um uma largura da barra de 1,0 milímetros e uma largura da ranhura de 1,3 milímetro. As fibras, em tal modalidade, podem ser refinadas no primeiro refinador a uma carga de borda específica de 0,25 Ws/m até um consumo total de energia de cerca de 80 kWh/tonelada ser atingido. As fibras podem então ser transportadas para o segundo refinador 204, onde eles podem ser refinados e recir- culados a uma carga de borda específica de 0,13 Ws/m até um consumo total de energia de cerca de 300 kWh/tonelada ser atingido.
[00116] As demais etapas e as características da modalidade do sistema mostrado na FIG. 2 podem ser as mesmas que aquelas na FIG. 1.
[00117] Salvo indicação em contrário, os parâmetros numéricos estabelecidos na presente especificação são aproximações que podem variar dependendo das propriedades desejadas buscadas sendo obtidas pela presente invenção. No mínimo, e não como uma tentativa de limitar a aplicação da doutrina de equivalentes ao escopo das reivindicações, cada parâmetro numérico deve pelo menos ser interpretado à luz do número de algarismos significativos relatados e pela aplicação de técnicas comuns de arredondamento.
[00118] Não obstante que as faixas numéricas e os parâmetros estabelecendo o amplo escopo da invenção são aproximações, os valores numéricos estabelecidos nos exemplos específicos são relatados tão precisamente quanto possível. Qualquer valor numérico, no entanto, inerentemente contém determinados erros resultando necessariamente do desvio padrão encontrado em suas respectivas medições de testes. Além disso, todas as faixas aqui descritas devem ser entendidas como englobando todas e quaisquer subfaixas incluídas nestas. Por exemplo, uma faixa indicada de "1 a 10 "deve ser considerada como incluindo qualquer uma e todas as subfaixas entre (e incluindo) o valor mínimo de 1 e o valor máximo de 10; ou seja, todas as subfaixas começando com um valor mínimo de 1 ou mais, por exemplo. 1 a 6,1, e terminando com um valor máximo de 10 ou menos, por exemplo, 5,5 a 10. Além disso, qualquer referência referida como sendo "aqui incorporada" deve ser entendida como sendo incorporada na sua totalidade.
[00119] É ainda notado que, como utilizado nesta especificação, as formas singulares "um," "uma," e "o" incluem referentes plurais a menos que expressamente e inequivocamente limitados a um referencial.
[00120] Publicação de patente US 2014/0057105, publicada em 27 de fevereiro de 2014, é aqui incorporada por referência.
[00121] Deve ser entendido que a presente descrição ilustra aspectos da invenção relevantes para um entendimento claro da invenção. Certos aspectos da invenção que seriam evidentes para os especialistas na técnica e que, por conseguinte, não facilitariam uma melhor compreensão da presente invenção não foram apresentados de modo a simplificar a presente descrição. Embora a presente invenção tenha sido descrita em conexão com certas modalidades, a presente invenção não está limitada às modalidades particulares descritas, mas destina-se a cobrir as modificações que estão dentro do espírito e escopo da invenção, como definido pelas reivindicações anexas.
Claims (22)
1. Método para fabricar um produto de papel tendo proprie-dades de impressão aperfeiçoadas, caracterizado pelo fato de que compreende as etapas de: desidratar, pelo menos parcialmente, uma pasta aquosa compreendendo uma mistura de fibras celulósicas e água para formar um substrato fibroso tendo uma superfície de topo; tratar o substrato fibroso pelo menos pela aplicação de uma composição aquosa compreendendo uma pluralidade de fibras de polpa intensificadas na superfície à superfície de topo do substrato fibroso; e secar o referido substrato fibroso tratado para formar o produto de papel, em que as fibras de polpa intensificadas na superfície compreendem fibras de polpa de madeira dura refinada tendo um comprimento de fibra de média ponderada do comprimento de pelo menos 0,3 milímetros, e uma superfície hidrodinâmica de área média específica de pelo menos 10 metros quadrados por grama.
2. Método de acordo com a reivindicação 1, caracterizado pelo fato de que a composição aquosa compreende pelo menos um de: uma composição de amido; uma composição de pigmentação; e uma formulação de revestimento de superfície.
3. Método de acordo com a reivindicação 1, caracterizado pelo fato de que a etapa de tratamento compreende aplicar a composição aquosa através do uso de pelo menos um de: uma prensa de colagem de dois rolos; uma prensa de colagem de medição de haste; um revestidor de lâmina; um revestidor de repuxo; um revestidor em cascata; e um aplicador de pulverização.
4. Método de acordo com a reivindicação 2, caracterizado pelo fato de que: a composição aquosa compreende a composição de amido; a composição de amido compreende amido etilado; e entre 0,25% e 1,0% em peso da referida composição aquosa está nas fibras de polpa intensificadas na superfície.
5. Método de acordo com a reivindicação 4, caracterizado pelo fato de que entre 1,0% e 12% em peso da composição aquosa é sólido de amido.
6. Método de acordo com a reivindicação 4, caracterizado pelo fato de que a composição aquosa apresenta uma viscosidade que é entre 10 e 220 centipoise.
7. Método de acordo com a reivindicação 1, caracterizado pelo fato de que inclui triar as fibras de polpa intensificadas na superfície antes da etapa de tratamento para remover fragmentos de fibras relativamente maiores para intensificar as características de impressão.
8. Método de acordo com a reivindicação 1, caracterizado pelo fato de que durante a etapa de tratamento, a composição aquosa é aplicada ao substrato fibroso para fornecer uma cobertura de folgas existentes no substrato fibroso.
9. Método de acordo com a reivindicação 1, caracterizado pelo fato de que antes da etapa de tratamento, o método compreende ainda reagir quimicamente as fibras de polpa intensificadas na superfície com uma composição para intensificar as características de impressão de jato de tinta do produto de papel.
10. Método de acordo com a reivindicação 1, caracterizado pelo fato de que compreende ainda formar fibras de polpa intensificadas na superfície pelo menos pelo refino da fibra de polpa de madeira dura usando uma entrada de energia de 400 a 1.800 quilowatts- horas/tonelada.
11. Método de acordo com a reivindicação 1, caracterizado pelo fato de que o número de fibras de polpa intensificadas na superfície é de pelo menos 12.000 fibras/miligrama em uma base seca em estufa.
12. Método de acordo com a reivindicação 1, caracterizado pelo fato de que: o método compreende formar as fibras de polpa intensificadas na superfície pelo menos pelo refino da fibra de polpa de madeira dura; o comprimento de fibra médio ponderado no comprimento das fibras de polpa de madeira dura após o refino é de pelo menos 60% do comprimento médio ponderado no comprimento das fibras de polpa de madeira dura antes do refino; e a área de superfície específica hidrodinâmica média das fibra de polpa de madeira dura antes do refino é de pelo menos 4 vezes maior do que a área de superfície específica hidrodinâmica média das fibras de polpa de madeira dura antes do refino.
13. Método de acordo com a reivindicação 12, caracterizado pelo fato de que as fibras de polpa de madeira dura são refinadas com uma entrada de energia de pelo menos 300 quilowatts- hora/tonelada.
14. Método de acordo com a reivindicação 1, caracterizado pelo fato de que as fibras de polpa intensificadas na superfície funcionam como um agente de dimensionamento para fechar a superfície de topo do substrato fibroso.
15. Método de acordo com a reivindicação 2, caracterizado pelo fato de que: a composição aquosa compreende a composição de amido; a composição de amido compreende amido etilado; 7,0% em peso da composição aquosa é de amido etilado e 0,5% em peso da composição aquosa é das fibras de polpa intensifi- cadas na superfície, e o produto de papel tem um aumento de opacidade superior a 2 pontos, comparado com se 10% da composição aquosa compreende amido.
16. Produto de papel tendo propriedades aperfeiçoadas de impressão, caracterizado pelo fato de que compreende: um substrato fibroso tendo uma superfície de topo; e uma camada que compreende de fibras de polpa intensificadas na superfície e é acoplada integralmente à superfície de topo do substrato fibroso; em que as fibras de polpa intensificadas na superfície compreendem fibras de polpa de madeira dura refinada tendo um comprimento de fibra de média ponderada do comprimento de pelo menos 0,3 milímetros, e uma superfície hidrodinâmica de área média específica de pelo menos 10 metros quadrados por grama.
17. Produto de papel de acordo com a reivindicação 16, caracterizado pelo fato de que a camada compreende ainda pelo menos um de: uma composição de amido; uma composição de pigmentação; e uma formulação de revestimento de superfície.
18. Produto de papel de acordo com a reivindicação 17, caracterizado pelo fato de que: a camada compreende a composição de amido; a composição de amido compreende amido etilado; e entre 0,25% e 1,0%, em peso, da camada é das fibras de polpa intensificadas na superfície.
19. Produto de papel de acordo com a reivindicação 18, caracterizado pelo fato de que entre 1,0% e 12%, em peso, da camada é sólido de amido.
20. Produto de papel de acordo com a reivindicação 16, caracterizado pelo fato de que o número de fibras de polpa intensificadas na superfície é, pelo menos, de 12.000 fibras/miligrama em uma base seca em estufa.
21. Produto de papel de acordo com a reivindicação 16, caracterizado pelo fato de que as fibras de polpa intensificadas na superfície funcionam como um agente de dimensionamento para fechar a superfície de topo do substrato fibroso.
22. Produto de papel de acordo com a reivindicação 17, caracterizado pelo fato de que: a composição aquosa compreende a composição de amido; a composição de amido compreende amido etilado; entre 7,0% da camada em peso é de amido etilado e 0,5% da camada é de fibras de polpa intensificadas na superfície de e o produto de papel tem um aumento de opacidade superior a 2 pontos, comparado com se 10% da composição aquosa compreende amido.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201461942694P | 2014-02-21 | 2014-02-21 | |
| US61/942,694 | 2014-02-21 | ||
| PCT/US2015/016865 WO2015127239A1 (en) | 2014-02-21 | 2015-02-20 | Surface enhanced pulp fibers at a substrate surface |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112016019250A2 BR112016019250A2 (pt) | 2017-08-15 |
| BR112016019250B1 true BR112016019250B1 (pt) | 2022-01-18 |
Family
ID=53879035
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112016019250-8A BR112016019250B1 (pt) | 2014-02-21 | 2015-02-20 | Método para fabricar um produto de papel tendo propriedades de impressão aperfeiçoadas e produto de papel |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US9920484B2 (pt) |
| EP (1) | EP3108059B1 (pt) |
| JP (1) | JP6403788B2 (pt) |
| KR (1) | KR101863620B1 (pt) |
| CN (1) | CN106232900B (pt) |
| AU (2) | AU2015218818B2 (pt) |
| BR (1) | BR112016019250B1 (pt) |
| CA (1) | CA2940135C (pt) |
| ES (1) | ES2756299T3 (pt) |
| HK (1) | HK1232266A1 (pt) |
| MX (1) | MX2016010820A (pt) |
| PL (1) | PL3108059T3 (pt) |
| RU (1) | RU2656495C2 (pt) |
| WO (1) | WO2015127239A1 (pt) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9879361B2 (en) | 2012-08-24 | 2018-01-30 | Domtar Paper Company, Llc | Surface enhanced pulp fibers, methods of making surface enhanced pulp fibers, products incorporating surface enhanced pulp fibers, and methods of making products incorporating surface enhanced pulp fibers |
| CA2940157C (en) | 2014-02-21 | 2018-12-04 | Domtar Paper Company Llc | Surface enhanced pulp fibers in fiber cement |
| AU2015218818B2 (en) | 2014-02-21 | 2017-07-06 | Domtar Paper Company Llc | Surface enhanced pulp fibers at a substrate surface |
| US11473245B2 (en) | 2016-08-01 | 2022-10-18 | Domtar Paper Company Llc | Surface enhanced pulp fibers at a substrate surface |
| WO2018075627A1 (en) * | 2016-10-18 | 2018-04-26 | Domtar Paper Company, Llc | Method for production of filler loaded surface enhanced pulp fibers |
| WO2019152969A1 (en) | 2018-02-05 | 2019-08-08 | Pande Harshad | Paper products and pulps with surface enhanced pulp fibers and increased absorbency, and methods of making same |
| KR102007446B1 (ko) * | 2018-05-21 | 2019-10-21 | 해성디에스 주식회사 | 센서 유닛, 이를 포함하는 온도 센서, 센서 유닛의 제조방법 및 이를 이용하여 제조된 온도 센서 |
| CA3134990A1 (en) | 2019-03-26 | 2020-10-01 | Domtar Paper Company, Llc | Paper products subjected to a surface treatment comprising enzyme-treated surface enhanced pulp fibers and methods of making the same |
| EP3738982A1 (en) * | 2019-05-17 | 2020-11-18 | BillerudKorsnäs AB | Production of sheets comprising fibrillated cellulose |
| WO2021061723A1 (en) * | 2019-09-23 | 2021-04-01 | Domtar Paper Company, Llc | Tissues and paper towels incorporating surface enhanced pulp fibers and methods of making the same |
| CA3150290A1 (en) * | 2019-09-23 | 2021-04-01 | Bradley Langford | PAPER PRODUCTS COMPRISING SURFACE ENHANCED PULP FIBERS AND HAVING DECOUPLED WET AND DRY STRENGTHS AND METHODS OF MAKING THEM |
Family Cites Families (70)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3098785A (en) | 1959-03-03 | 1963-07-23 | Bowater Board Company | Method of making lignocellulosic fiberboard |
| SE303088B (pt) | 1963-05-31 | 1968-08-12 | Defibrator Ab | |
| US3794558A (en) * | 1969-06-19 | 1974-02-26 | Crown Zellerbach Corp | Loading of paper furnishes with gelatinizable material |
| US3708130A (en) | 1971-03-09 | 1973-01-02 | Norton Co | Pulp refiners |
| BE789808A (fr) | 1971-10-12 | 1973-04-06 | Crown Zellerbach Int Inc | Pate a papier de polyolefine ayant de meilleures proprietes d'egouttageet procede pour la produire |
| SE7317565L (pt) | 1973-12-28 | 1975-06-30 | Selander Stig Daniel | |
| US4247362A (en) | 1979-05-21 | 1981-01-27 | The Buckeye Cellulose Corporation | High yield fiber sheets |
| SE426294B (sv) | 1982-02-03 | 1982-12-27 | Sca Development Ab | Malsegment |
| JPH0688821B2 (ja) | 1989-03-01 | 1994-11-09 | 株式会社クボタ | 無機質製品の押出成形方法 |
| JP2689171B2 (ja) | 1989-10-02 | 1997-12-10 | 淺野スレート株式会社 | 水硬性材料成形体の製造方法 |
| JP2950973B2 (ja) * | 1990-11-27 | 1999-09-20 | 王子製紙株式会社 | 紙シート |
| US5248099A (en) | 1991-04-05 | 1993-09-28 | Andritz Sprout-Bauer, Inc. | Three zone multiple intensity refiner |
| FR2689530B1 (fr) | 1992-04-07 | 1996-12-13 | Aussedat Rey | Nouveau produit complexe a base de fibres et de charges, et procede de fabrication d'un tel nouveau produit. |
| JPH07165456A (ja) | 1993-12-14 | 1995-06-27 | Kubota Corp | 繊維セメント板 |
| SE502907C2 (sv) | 1994-06-29 | 1996-02-19 | Sunds Defibrator Ind Ab | Malelement |
| US6074527A (en) | 1994-06-29 | 2000-06-13 | Kimberly-Clark Worldwide, Inc. | Production of soft paper products from coarse cellulosic fibers |
| WO1996004424A1 (en) | 1994-07-29 | 1996-02-15 | The Procter & Gamble Company | Soft tissue paper from coarse cellulose fibers |
| JPH08197836A (ja) | 1995-01-24 | 1996-08-06 | New Oji Paper Co Ltd | インクジェット記録用透明紙 |
| JP2967804B2 (ja) * | 1995-04-07 | 1999-10-25 | 特種製紙株式会社 | 超微細フィブリル化セルロース及びその製造方法並びに超微細フィブリル化セルロースを用いた塗工紙の製造方法及び染色紙の製造方法 |
| NZ311356A (en) | 1995-06-12 | 1997-05-26 | Sprout Bauer Inc Andritz | Method of refining wood chips with low residence time and high temperature |
| FI100729B (fi) | 1995-06-29 | 1998-02-13 | Metsae Serla Oy | Paperinvalmistuksessa käytettävä täyteaine ja menetelmä täyteaineen va lmistamiseksi |
| JPH09124950A (ja) | 1995-11-01 | 1997-05-13 | Daicel Chem Ind Ltd | 液状樹脂組成物およびその製造方法 |
| US5954283A (en) | 1996-04-15 | 1999-09-21 | Norwalk Industrial Components, Llc | Papermaking refiner plates |
| US6296736B1 (en) | 1997-10-30 | 2001-10-02 | Kimberly-Clark Worldwide, Inc. | Process for modifying pulp from recycled newspapers |
| FI106140B (fi) | 1997-11-21 | 2000-11-30 | Metsae Serla Oyj | Paperinvalmistuksessa käytettävä täyteaine ja menetelmä sen valmistamiseksi |
| US6935589B1 (en) | 1998-08-17 | 2005-08-30 | Norwalk Industrial Components, Llc | Papermaking refiner plates and method of manufacture |
| CA2342167A1 (en) | 1998-08-24 | 2000-03-02 | Carter Holt Harvey Limited | Method of selecting and/or processing wood according to fibre characteristics |
| US6375974B1 (en) | 1998-12-24 | 2002-04-23 | Mitsui Takeda Chemicals, Inc. | Process for producing aqueous solution of fumaric acid |
| SE517297C2 (sv) | 1999-09-10 | 2002-05-21 | Stora Kopparbergs Bergslags Ab | Metod vid produktion av mekanisk massa från ett cellulosainnehållande material, massa framställd enligt metoden samt kartong producerad av massan |
| FR2806089B1 (fr) * | 2000-03-09 | 2002-05-24 | Atofina | Utilisation d'un polymere a base d'anhydride maleique imidise dans des compositions de traitement de surface ou de revetement et dans les encres et vernis |
| AR030355A1 (es) | 2000-08-17 | 2003-08-20 | Kimberly Clark Co | Un tisu suave y metodo para formar el mismo |
| AU2001292966B2 (en) | 2000-10-04 | 2007-06-28 | James Hardie Technology Limited | Fiber cement composite materials using sized cellulose fibers |
| CA2424744C (en) | 2000-10-17 | 2011-05-10 | James Hardie Research Pty Limited | Fiber cement composite material using biocide treated durable cellulose fibers |
| JP4009423B2 (ja) | 2000-12-19 | 2007-11-14 | 凸版印刷株式会社 | 改質微細フィブリル化セルロースおよびその製造方法、ならびに改質微細フィブリル化セルロースを添加した紙シート、および改質微細フィブリル化セルロースを用いた塗工紙 |
| NZ528310A (en) | 2001-03-09 | 2006-10-27 | James Hardie Int Finance Bv | Fiber reinforced cement composite materials using chemically treated fibers with improved dispersibility |
| WO2002072310A2 (en) | 2001-03-12 | 2002-09-19 | Norwalk Industrial Components, Llc | Method for controlling a disk mill |
| FI117873B (fi) * | 2001-04-24 | 2007-03-30 | M Real Oyj | Kuiturata ja menetelmä sen valmistamiseksi |
| FI109550B (fi) | 2001-05-23 | 2002-08-30 | Upm Kymmene Corp | Painopaperi |
| CA2377775A1 (fr) | 2002-03-18 | 2003-09-18 | Gilles Bouchard | Procede de fabrication de papier couche de grades cfs#3, cfs#4 et cgw #4 a partir de pate thermomecanique a bas indice d'egouttement et a haute blancheur |
| WO2004009902A1 (ja) | 2002-07-18 | 2004-01-29 | Japan Absorbent Technology Institute | 超微細セルロース繊維の製造方法および製造装置 |
| DE10236962A1 (de) | 2002-08-13 | 2004-02-26 | Institut für Papier-, Zellstoff- und Fasertechnik der Technischen Universität Graz | Verfahren zur Faserstoffbehandlung |
| US6861380B2 (en) | 2002-11-06 | 2005-03-01 | Kimberly-Clark Worldwide, Inc. | Tissue products having reduced lint and slough |
| US6887350B2 (en) | 2002-12-13 | 2005-05-03 | Kimberly-Clark Worldwide, Inc. | Tissue products having enhanced strength |
| CN100402455C (zh) | 2003-01-09 | 2008-07-16 | 詹姆斯哈迪国际财金公司 | 使用漂白的纤维素纤维的纤维水泥复合材料及其生产方法 |
| JP4292875B2 (ja) * | 2003-06-02 | 2009-07-08 | 富士ゼロックス株式会社 | 記録用紙の製造方法 |
| CA2507321C (en) | 2004-07-08 | 2012-06-26 | Andritz Inc. | High intensity refiner plate with inner fiberizing zone |
| US7300540B2 (en) | 2004-07-08 | 2007-11-27 | Andritz Inc. | Energy efficient TMP refining of destructured chips |
| SE528348C2 (sv) | 2004-09-21 | 2006-10-24 | Noss Ab | Förfarande och anordning för att tillverka cellulosamassa |
| JP2007231438A (ja) | 2006-02-28 | 2007-09-13 | Daicel Chem Ind Ltd | 微小繊維状セルロース及びその製造方法 |
| US8187421B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Absorbent sheet incorporating regenerated cellulose microfiber |
| US7741234B2 (en) | 2006-05-11 | 2010-06-22 | The Procter & Gamble Company | Embossed fibrous structure product with enhanced absorbency |
| US7967948B2 (en) | 2006-06-02 | 2011-06-28 | International Paper Company | Process for non-chlorine oxidative bleaching of mechanical pulp in the presence of optical brightening agents |
| FI118809B (fi) * | 2006-09-11 | 2008-03-31 | M Real Oyj | Menetelmä kuitutuotteen valmistamiseksi |
| FI121509B (fi) | 2007-11-30 | 2010-12-15 | Metso Paper Inc | Jauhimen staattorin jauhinpinta, jauhinpinnan teräsegmentti ja jauhin |
| US7624879B2 (en) | 2007-12-10 | 2009-12-01 | E. I. Du Pont De Nemours And Company | Micropulp for filters |
| US8209927B2 (en) | 2007-12-20 | 2012-07-03 | James Hardie Technology Limited | Structural fiber cement building materials |
| CL2009000812A1 (es) * | 2008-04-03 | 2010-04-16 | Stfi Packforsk Ab | Composicion para el revestimiento de papel de impresion que comprende 25-90% en peso de celulosa microfibrilada (mfc) con un balance comprendiendo hidrocoloide(s) de polisacarido seleccionado de almidon; papel revestido; uso de la composicion; metodo para reducir el despeluzado y/o repelado de papel. |
| JP5055250B2 (ja) | 2008-11-27 | 2012-10-24 | 株式会社エーアンドエーマテリアル | 無機質抄造板の製造方法 |
| US9845575B2 (en) | 2009-05-14 | 2017-12-19 | International Paper Company | Fibrillated blend of lyocell low DP pulp |
| GB0908401D0 (en) | 2009-05-15 | 2009-06-24 | Imerys Minerals Ltd | Paper filler composition |
| CN101691700B (zh) | 2009-10-15 | 2012-05-23 | 金东纸业(江苏)股份有限公司 | 一种促进纤维帚化的磨浆方法及其在造纸中的应用 |
| BR112012028750B1 (pt) | 2010-05-11 | 2020-09-29 | Fpinnovations | Nanofilamentos celulósicos, métodos para produzir nanofilamentos celulósicos e para tratar um produto de papel, nanofilamentador de celulose, e, papel mineral |
| CA2799003C (en) | 2010-05-27 | 2021-01-19 | Akzo Nobel Chemicals International B.V. | Cellulosic barrier composition comprising anionic polymer |
| CN102312766A (zh) | 2010-07-06 | 2012-01-11 | 王俊琪 | 摆式波浪发电装置 |
| WO2012007363A1 (en) * | 2010-07-12 | 2012-01-19 | Akzo Nobel Chemicals International B.V. | Cellulosic fibre composition |
| CN103590283B (zh) * | 2012-08-14 | 2015-12-02 | 金东纸业(江苏)股份有限公司 | 涂料及应用该涂料的涂布纸 |
| US9879361B2 (en) | 2012-08-24 | 2018-01-30 | Domtar Paper Company, Llc | Surface enhanced pulp fibers, methods of making surface enhanced pulp fibers, products incorporating surface enhanced pulp fibers, and methods of making products incorporating surface enhanced pulp fibers |
| US20140180184A1 (en) | 2012-09-14 | 2014-06-26 | James Duguid | Neuroplasticity vertigo treatment device and method |
| CA2940157C (en) | 2014-02-21 | 2018-12-04 | Domtar Paper Company Llc | Surface enhanced pulp fibers in fiber cement |
| AU2015218818B2 (en) | 2014-02-21 | 2017-07-06 | Domtar Paper Company Llc | Surface enhanced pulp fibers at a substrate surface |
-
2015
- 2015-02-20 AU AU2015218818A patent/AU2015218818B2/en active Active
- 2015-02-20 WO PCT/US2015/016865 patent/WO2015127239A1/en active Application Filing
- 2015-02-20 KR KR1020167024833A patent/KR101863620B1/ko active IP Right Grant
- 2015-02-20 MX MX2016010820A patent/MX2016010820A/es unknown
- 2015-02-20 CA CA2940135A patent/CA2940135C/en active Active
- 2015-02-20 CN CN201580020488.7A patent/CN106232900B/zh active Active
- 2015-02-20 RU RU2016137490A patent/RU2656495C2/ru not_active IP Right Cessation
- 2015-02-20 BR BR112016019250-8A patent/BR112016019250B1/pt active IP Right Grant
- 2015-02-20 PL PL15751369T patent/PL3108059T3/pl unknown
- 2015-02-20 ES ES15751369T patent/ES2756299T3/es active Active
- 2015-02-20 JP JP2016552985A patent/JP6403788B2/ja active Active
- 2015-02-20 EP EP15751369.8A patent/EP3108059B1/en active Active
- 2015-02-20 US US15/120,220 patent/US9920484B2/en active Active
-
2017
- 2017-06-12 HK HK17105782.2A patent/HK1232266A1/zh unknown
- 2017-10-05 AU AU2017239561A patent/AU2017239561B2/en active Active
-
2018
- 2018-01-31 US US15/884,520 patent/US10563356B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20180148895A1 (en) | 2018-05-31 |
| MX2016010820A (es) | 2017-03-03 |
| US10563356B2 (en) | 2020-02-18 |
| ES2756299T3 (es) | 2020-04-27 |
| RU2656495C2 (ru) | 2018-06-05 |
| EP3108059A4 (en) | 2017-09-27 |
| RU2016137490A (ru) | 2018-03-26 |
| CN106232900A (zh) | 2016-12-14 |
| JP2017506293A (ja) | 2017-03-02 |
| JP6403788B2 (ja) | 2018-10-10 |
| BR112016019250A2 (pt) | 2017-08-15 |
| AU2015218818A1 (en) | 2016-09-08 |
| RU2016137490A3 (pt) | 2018-03-26 |
| PL3108059T3 (pl) | 2020-03-31 |
| HK1232266A1 (zh) | 2018-01-05 |
| AU2015218818B2 (en) | 2017-07-06 |
| CA2940135C (en) | 2019-01-15 |
| CA2940135A1 (en) | 2015-08-27 |
| EP3108059B1 (en) | 2019-08-21 |
| US9920484B2 (en) | 2018-03-20 |
| KR101863620B1 (ko) | 2018-07-05 |
| WO2015127239A1 (en) | 2015-08-27 |
| AU2017239561B2 (en) | 2019-08-01 |
| CN106232900B (zh) | 2018-06-26 |
| AU2017239561A1 (en) | 2017-10-26 |
| US20170058457A1 (en) | 2017-03-02 |
| EP3108059A1 (en) | 2016-12-28 |
| KR20160119212A (ko) | 2016-10-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112016019250B1 (pt) | Método para fabricar um produto de papel tendo propriedades de impressão aperfeiçoadas e produto de papel | |
| JP6703035B2 (ja) | 表面強化パルプ繊維、表面強化パルプ繊維の製造方法、表面強化パルプ繊維を配合した製品、および表面強化パルプ繊維を配合した製品の製造方法 | |
| AU2017204835B2 (en) | Surface enhanced pulp fibers in fiber cement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B350 | Update of information on the portal [chapter 15.35 patent gazette] | ||
| B350 | Update of information on the portal [chapter 15.35 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 20/02/2015, OBSERVADAS AS CONDICOES LEGAIS. |
|
| B17A | Notification of administrative nullity (patentee has 60 days time to reply to this notification) |
Free format text: REQUERENTE DA NULIDADE: OTTO BANHO LICKS - 870220063120 - 18/7/2022 |