BR112015010132B1 - Cabeçote de cortador de face de engrenagem cônica para fresagem e faceamento de engrenagens cônicas e hipoides e método de retificação pelo menos uma lâmina de corte posicionada em um cabeçote de cortador de face de engrenagem cônica - Google Patents
Cabeçote de cortador de face de engrenagem cônica para fresagem e faceamento de engrenagens cônicas e hipoides e método de retificação pelo menos uma lâmina de corte posicionada em um cabeçote de cortador de face de engrenagem cônica Download PDFInfo
- Publication number
- BR112015010132B1 BR112015010132B1 BR112015010132-1A BR112015010132A BR112015010132B1 BR 112015010132 B1 BR112015010132 B1 BR 112015010132B1 BR 112015010132 A BR112015010132 A BR 112015010132A BR 112015010132 B1 BR112015010132 B1 BR 112015010132B1
- Authority
- BR
- Brazil
- Prior art keywords
- blade
- cutter head
- seating surface
- cutting blade
- extending
- Prior art date
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 61
- 238000000034 method Methods 0.000 title claims description 14
- 238000000227 grinding Methods 0.000 title claims description 3
- 238000003801 milling Methods 0.000 claims abstract description 10
- 230000008859 change Effects 0.000 claims description 12
- 238000007493 shaping process Methods 0.000 claims 5
- 230000010355 oscillation Effects 0.000 claims 2
- 238000005096 rolling process Methods 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 4
- 230000004048 modification Effects 0.000 description 13
- 238000012986 modification Methods 0.000 description 13
- 230000000694 effects Effects 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 5
- 238000007373 indentation Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/24—Securing arrangements for bits or teeth or cutting inserts adjustable
- B23C5/2489—Securing arrangements for bits or teeth or cutting inserts adjustable where the adjustment is made by changing the inclination of the inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/24—Securing arrangements for bits or teeth or cutting inserts adjustable
- B23C5/2472—Securing arrangements for bits or teeth or cutting inserts adjustable the adjusting means being screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/24—Securing arrangements for bits or teeth or cutting inserts adjustable
- B23C5/2493—Securing arrangements for bits or teeth or cutting inserts adjustable where the adjustment is made by deforming the seating surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/126—Milling tools with inserted cutting elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/126—Milling tools with inserted cutting elements
- B23F21/128—Milling tools with inserted cutting elements in exchangeable arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F21/00—Tools specially adapted for use in machines for manufacturing gear teeth
- B23F21/12—Milling tools
- B23F21/22—Face-mills for longitudinally-curved gear teeth
- B23F21/223—Face-mills for longitudinally-curved gear teeth with inserted cutting elements
- B23F21/226—Face-mills for longitudinally-curved gear teeth with inserted cutting elements in exchangeable arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/16—Fixation of inserts or cutting bits in the tool
- B23C2210/165—Fixation bolts
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Details Of Cutting Devices (AREA)
- Gear Processing (AREA)
- Knives (AREA)
Abstract
cortador de engrenagem com ajustabilidade radial de lâminas retas. a presente invenção refere-se a um cabeçote de cortador de face para fabricação de engrenagem cônica (2) para fresagem e faceamento em que o cabeçote de cortador compreende superfícies de sede de lâmina positiva (16, 18) e a capacidade de prender as lâminas (8) apertadas nas superfícies de sede positiva e ajustar as lâminas de corte radialmente após serem pré-presas e estarem axialmente localizadas.
Description
[001] O presente pedido reivindica o benefício de Pedido de Patente Provisório dos Estados Unidos N° 61/724.531, depositado em 9 de novembro de 2012, toda descrição do qual é aqui incorporada através de referência.
[002] A presente invenção refere-se à fabricação de engrenagens e, em particular, a um cabeçote de cortador de face de engrenagem cônica para fresagem e faceamento.
[003] Engrenagens cônicas e hipoides podem ser cortadas em um processo de indexação único ou intermitente (faceamento) ou de um processo de indexação contínua (fresagem). Uma configuração de corte básica no plano de geração ou oscilante colocará o centro do cabeçote de cortador em uma posição que está longe do centro da engrenagem (eixo de balanço) pela quantidade da chamada distância radial. A silhueta das lâminas de cortador representa um dente da engrenagem geradora enquanto o cortador gira. Cortadores de face comuns para corte de engrenagem cônica têm diversos grupos de lâminas, com cada grupo tendo entre uma e quatro lâminas. Os cortadores mais comuns são cortadores alternados (para completar) com uma lâmina externa e uma interna por grupo de lâminas. A fim de obter uma carga de aparas iguais de todas as lâminas internas e de todas as lâminas externas durante os processos de corte, as bordas de corte de todas as lâminas externas, de preferência, seguem uma à outra na mesma posição radial. Também todas as lâminas internas devem seguir uma à outra na mesma posição radial. Em outras palavras, todas as bordas de corte de uma espécie (internas ou externas) gerarão a mesma superfície de cone, enquanto o cortador está girando.
[004] Tolerâncias de fabricação do corpo de cabeçote de cortador, os esboços de lâminas e os desvios na retificação de perfil de lâmina introduzirão diferentes localizações de bordas de corte para as diferentes lâminas em um cabeçote de cortador.
[005] Embora sistemas de cortadores de face mais antigos permitissem um ajuste da posição radial da lâmina, os sistemas de lâminas retas de hoje não têm disposições a fim de realizar um ajuste radial direto. Contudo, técnicas conhecidas que obtêm uma mudança radial da localização da borda de corte incluem:
[006] 1. Se uma lâmina reta for movida em uma posição radial, que é diferente da posição nominal, então, o raio no plano de referência do cortador aumenta ou reduz em aproximadamente ΔR = Δs • tan α, onde Δs é um movimento axial positivo ou negativo da lâmina reta e α é o ângulo de pressão de lâmina (por exemplo, veja a norte-americana 5.839.943).
[007] 2. Se uma lâmina reta for presa com dois parafusos de fixação (superior e inferior), então, o aumento do torque do parafuso superior ou inferior pode mover a ponta da lâmina ligeiramente de modo radial, se a lâmina reta não for exatamente reta ou se a fenda normal não for exatamente plana.
[008] A desvantagem do Método 1 acima é que as pontas das lâminas de todas as lâminas deslocadas axialmente serão movidas para fora de seu plano de ponta comum. Embora o ajuste da lâmina aperfeiçoe a localização radial da borda de corte, ele causa uma imprecisão das pontas das lâminas. A imprecisão das pontas de lâminas contribuirá para o desgaste prematuro das pontas das lâminas.
[009] A desvantagem do Método 2 acima é que o cortador requer dois parafusos de fixação por lâmina e que o torque daqueles dois parafusos de fixação tem que ser escolhido, dependendo da imprecisão individual da lâmina e da fenda. Também é possível que, devido à forma particular da lâmina e da fenda, nenhuma mudança no raio da lâmina, tal como um aumento do raio de lâmina ou uma redução do raio de lâmina ocorrerá. Nesse caso, um ajuste dessa combinação particular de fenda/ lâmina poderia não ser possível. O Método 2 é baseado em coincidências, que só podem ser controladas por laços de tentativa e erro consumidores de tempo.
[0010] A presente invenção é dirigida a um cabeçote de cortador de face de fabricação de engrenagem cônica para fresagem e faceamento, em que o cabeçote de cortador compreende sede de lâmina positiva e a capacidade de prender as lâminas apertadas nas superfícies de sede positivas e ajustar as lâminas retas radialmente, após elas serem pré- presas e localizadas axialmente.
[0011] O cabeçote de cortador da invenção é, em geral, em forma de disco e girável em torno de um eixo de cabeçote de cortador. O cabeçote de cortador compreende um primeiro lado e um segundo lado, uma ou mais fendas de posicionamento de lâminas de corte, dispostas no cabeçote de cortador, com cada uma das fendas de posicionamento de lâminas se estendendo entre os primeiro e segundo lados. As fendas de posicionamento de lâminas têm, cada uma delas, pelo menos uma superfície de sede de lâmina que se estende entre os referidos primeiro e segundo lados, com a superfície de sede de lâmina tendo uma formas modificada e se estendendo do primeiro lado até o segundo lado, em que a forma modificada se afasta da forma de uma superfície de sede moldada em linha reta contínua, estendendo-se do primeiro lado até o segundo lado.
[0012] De preferência, a superfície de sede de forma modificada inclui uma primeira porção que se estende de um dos primeiro ou segundo lados até uma localização predeterminada entre os primeiro e segundo lados, com a primeira porção tendo uma primeira forma e uma segunda porção estendendo-se da localização predeterminada até o outros dos primeiro ou segundo lados, com a segunda porção tendo uma forma tal que a forma da primeira porção e a forma da segunda porção juntas não descrevem uma linha reta contínua (a mesma inclinação sempre) estendendo-se do primeiro lado até o segundo lado. A primeira porção, de preferência, é reta e a segunda porção, de preferência, é curva.
[0013] A figura 1 mostra uma pluralidade de diferentes modificações de superfície de sede das fendas de cabeçote de cortador para lâminas retas.
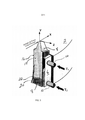
[0014] A figura 2(a) mostra a mesma seção transversal de um cabeçote de cortador om uma lâmina reta, que é conectada ao cabeçote de cortador com um bloco de fixação e dois parafusos de fixação com apenas com apenas o parafuso de fixação superior estando sob torque.
[0015] A figura 2(b) mostra a mesma seção transversal que a figura 2(a) com o parafuso de fixação inferior tendo um torque maior do que o parafuso de fixação superior.
[0016] A figura 3 mostra uma vista tridimensional de uma lâmina de corte com uma seção transversal em forma de pentágono e sede positiva em uma fenda de cabeçote de cortador. As seções inferiores de ambas as superfícies de sede de lâminas são modificadas.
[0017] A figura 4 mostra uma vista de topo bidimensional de uma lâmina de corte com uma seção transversal em forma de pentágono em uma fenda de cabeçote de cortador. As linhas tracejadas indicam a modificação de ambas as superfícies de sede na seção inferior (não visível) das superfícies de sede.
[0018] A figura 5 mostra uma vista de topo bidimensional de uma lâmina de corte com uma seção transversal em forma de pentágono em uma fenda de cabeçote de cortador. As linhas tracejadas indicam a modificação da superfície de sede, que é, mais tangencialmente ao círculo de corte, orientada na seção inferior (não visível) da superfície de sede.
[0019] A figura 6 mostra uma vista tridimensional de uma lâmina de corte com uma seção transversal em forma de pentágono e colocação positiva em uma fenda de cabeçote de cortador. As seções inferiores da superfície de sede, que é mais tangencialmente ao círculo de corte orientada são modificadas.
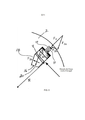
[0020] A figura 7 mostra uma vista tridimensional de uma lâmina de corte com uma seção transversal em forma de pentágono e uma sede positiva em uma fenda de cabeçote de cortador. As seções inferiores da superfície de sede, que é mais tangencialmente ao círculo de corte orientada são modificadas. P é o eixo e Φ a direção de rotação da lâmina para ajustes da lâmina. VPT é o vetor de pivô-ponta-distância antes do ajuste da lâmina e VPT* é o vetor de pivô-ponta-distância após o ajuste.
[0021] A figura 8 mostra uma vista seccional transversal de uma disposição de bloco-lâmina-superfície de sede, mas, em lugar da superfície de sede de lâmina modificada na figura 2(b), ela mostra um bloco de pivô, que tem a superfície de sede de lâmina em seu lado direito em seu lado direito e uma disposição de pivô no lado esquerdo (em direção ao centro do cortador).
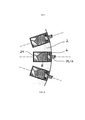
[0022] A figura 9 é uma vista de topo de uma seção do cabeçote de cortador da figura 8, mostrando três fendas de lâminas com lâminas de corte.
[0023] A figura 10 mostra uma vista seccional transversal de uma disposição de bloco de fixação e lâmina-superfície de sede, mas, em lugar da superfície de sede de lâmina modificada na figura 2(b), ela mostra um bloco pivô com um elemento de conformidade em lugar de um eixo pivô mecânico. Esse elemento usa a propriedade elástica linear do aço a fim de permitir que a superfície de sede gire. A superfície de sede de lâmina está em seu lado direito e uma disposição de pivô no lado esquerdo ( em direção ao centro do cortador).
[0024] A figura 11 é uma vista de topo de uma seção do cabeçote de cortador da figura 10, mostrando três fendas de lâminas com lâminas de corte.
[0025] Os termos "invenção", "a invenção" e "a presente invenção", usados nesta especificação são destinados a se referirem amplamente a todo o objeto desta especificação e quaisquer reivindicações de patente abaixo. Além disso, a presente especificação não procura descrever ou limitar o assunto coberto por quaisquer reivindicações em qualquer parte, parágrafo, declaração ou desenho particular do pedido. O assunto será compreendido através de referência à especificação completa, a todos os desenhos e a qualquer reivindicação abaixo. A invenção é capaz de outras construções e de ser posta em prática ou ser realizada de várias maneiras. Também, é compreendido que a fraseologia e a terminologia usadas aqui são para fins de descrição e não devem ser consideradas como limitadoras.
[0026] Os detalhes da invenção serão agora discutidos com referência aos desenhos anexos que ilustram a invenção à guisa de exemplo apenas. Nos desenhos, características ou componentes similares serão referidos por números de referência similares.
[0027] O uso de "incluindo", "tendo" e "compreendendo" e suas variações significa o envolvimento dos itens relacionados daqui em diante e seus equivalentes, bem como itens adicionais. O uso de letras para identificar elementos de um método ou processo é simplesmente para identificação e não significam a indicação de que os elementos devem ser realizados em uma ordem particular.
[0028] Embora referências possam ser feitas abaixo às direções, tais como superior, inferior, para cima, para baixo, para trás, fundo, topo, dianteira, traseira, etc., na descrição dos desenhos, referências são feitas em relação aos desenhos (como vistos, normalmente) por conveniência. Essas direções não são destinadas a serem tomadas literalmente ou a limitar a presente invenção de qualquer forma. Além disso, termos como "primeiro", "segundo", "terceiro" são usados aqui para fins de descrição e não são destinados a indicar ou a implicar em importância ou significado, a menos que especificado.
[0029] A invenção é dirigida ao desenvolvimento de um cabeçote de cortador de engrenagem cônica, com uma ou mais lâminas de corte, que podem ser ajustadas radialmente em uma determinada maneira, sem ou com uma ou mais lâminas de corte. Aqueles efeitos colaterais podem ser variação de altura da ponta da lâmina, variação do deslocamento da lâmina, rotação da lâmina em torno de todos os três eixos (X, Y, Z) em espaço e/ou perda de rigidez da sede de lâmina.
[0030] Superfícies de sede de lâminas podem ser modificadas de sua forma reta (plano) inicial, com modificações incluindo uma reentrância, uma inclinação na seção inferior (ou superior), uma forma cilíndrica, uma reentrância curvada na seção inferior (ou superior), uma forma reta ascendente na seção inferior (ou superior), uma forma reta descendente ou ascendente, uma forma curva ascendente na seção inferior (ou superior), uma forma côncava ou uma modificação de ordem superior, conforme mostrado na figura 1.
[0031] A figura 1 mostra exemplos de diferentes modificações de superfícies de sede 4 em fendas de posicionamento de lâminas de corte em cabeçotes de cortadores 2 para lâminas de corte retas ou tipo barra. A superfície de sede reta é o estado da técnica e a invenção proporciona superfícies de sede tendo formas que se afastam da forma em linha reta de uma superfície de sede reta contínua entre lados opostos de um cabeçote de cortador (por exemplo, compare formas "Reta" e "Curva Inferior" da figura 1). Reentrância inferior, inclinação inferior, curva inferior, reta ascendente e curva ascendente são modificações que também podem ser feitas na área superior da superfície de sede que está mais perto da borda de corte. A sede inicial, de preferência, é proporcionada por uma porção reta, não a porção modificada de uma superfície de sede. Um aumento do torque do parafuso de fixação, que está localizado na área rebaixada levará a uma inclinação da lâmina ( e alguma curvatura da lâmina), o que mudará a localização radial da ponta da lâmina. A descendência e a ascendência retas têm seu ponto mais baixo na linha de traço ponto, podem ser invertidas a fim de ter o ponto mais alto na linha tracejada. Modificações de descendência e ascendência retas, bem como côncavas e de ordem mais alta permitem o movimento radial da ponta da lâmina, se um parafuso estiver presente na linha de traço ponto, deforma elasticamente a lâmina.
[0032] As figuras 2(a) e 2(b) mostram o princípio de ajuste da lâmina da invenção com referência a um cabeçote de cortador 2, tendo uma superfície de topo 3, uma superfície de fundo ou traseira 5 sendo girável em torno de um eixo de cortador, A, e tendo um raio de cortador, R. Uma fenda de posição de lâmina, tendo uma superfície de sede modificada é mostrada estendendo-se entre a superfície de topo 3 e a superfície de fundo 5. Uma lâmina reta 8 é comprimida com um bloco de fixação 6 na superfície de sede modificada (por exemplo, "Curva Inferior" da figura 1) sem torque do parafuso inferior 12 (figura 2a) e com torque do parafuso inferior 12, que é maior do que o torque do parafuso superior 10 (figura 2b). Se a força de fixação de lâmina do parafuso superior 10 puder ser mantida constante ou quase constante devido à elasticidade do parafuso de fixação superior, o torque de fixação do parafuso inferior 12 pode ser aumentado a fim de oscilar a lâmina de corte 8 pelo rolamento efetivo da lâmina de corte na superfície de sede modificada na direção dos ponteiros do relógio. A elasticidade na disposição de parafuso de fixação superior impede um aumento significativo da força de fixação na seção de topo e um rolamento da lâmina em lugar de uma deflexão da lâmina ocorre. Se o parafuso de fixação superior 10 não tiver elasticidade suficiente, uma combinação de curvatura de lâmina e rolamento de lâmina ocorre, a qual ainda permitirá um ajuste radial da lâmina de corte 8. Em ambos os casos, a folga entre a lâmina e a superfície de sede é transferida da seção de fundo (figura 2a) para a seção de topo (figura 2b). Se a superfície de sede mostrada for perpendicular à direção axial dos parafusos de fixação, então, o resulta\do é uma redução da rigidez da fixação.
[0033] Dependendo do número de parafusos de fixação ou dos pontos de pressão (por exemplo, um, dois ou três), o movimento da ponta da lâmina, ΔR, na direção radial R, pode ser obtido, dependendo do torque das disposições de fixação (veja a figura 2b). Um efeito colateral é uma mudança do ângulo de pressão de borda de corte por Φ. Um segundo efeito colateral é a folga 14 entre a lâmina e a fenda na seção superior ou inferior da superfície de sede, o que pode reduzir a rigidez da sede de lâmina.
[0034] O desenho de cabeçote de cortador da invenção, de preferência, acomodar um sistema de lâmina reta do tipo tendo seção transversal de lâmina em forma de pentágono. A figura 3 mostra uma vista tridimensional de uma lâmina de corte com uma seção transversal em forma de pentágono (por exemplo, do tipo como divulgado na norte- americana 5.890.846 ou na norte-americana 6.120.217) e sede positiva em uma fenda de cabeçote de cortador da invenção. A seção inferior de cada superfície de sede de lâmina 16, 18 de uma fenda de cabeçote de cortador é modificada com uma respectiva reentrância curva 20, 22. Se a porção inferior das superfícies de sede é modificada, por exemplo, com um certo coroamento, então, é possível usar a força criada pelo parafuso de fixação inferior a fim de girar a lâmina, desse modo, ajustando, radialmente a posição da ponta da lâmina. O torque T1 prende a lâmina reta 8 contra a porção plana superior das superfícies de sede 16, 18, enquanto o torque T2 rola a lâmina na direção dos ponteiros do relógio, o que moverá a ponta da lâmina na direção positiva Z. A rotação da lâmina move a folga da reentrância de fundo para a seção de topo, o que pode reduzir a rigidez da sede da lâmina.
[0035] A figura 4 mostra uma vista de topo bidimensional em lâmina com uma seção transversal em forma de pentágono em uma fenda de cabeçote de cortador. As linhas tracejadas indicam a modificação 20, 22 de ambas as superfícies de sede 16, 18 na seção inferior (não visível) das superfícies de sede. Os dois parafusos de fixação 10, 12 nesta vista estão em cima um do outro. A lâmina de corte 8 está presa nas superfícies de sede 16, 18 no topo porque o torque sobre o parafuso de fixação inferior 12 ainda não tinha sido aplicado.
[0036] Os inventores descobriram que, com relação aos cabeçotes de cortadores tendo fendas de montagem de lâminas de corte em forma de pentágono com múltiplas superfícies de sede sendo orientadas assimetricamente, conforme mostrado, por exemplo, pelas superfícies 16, 18 nas figuras 4 e 5, a superfície de sede que é orientada mais próximo da perpendicular com relação ao raio R de cortador é a superfície de sede preferida para ser modificada de acordo com a invenção a fim de permitir movimento efetivo da lâmina. Por exemplo, nas figuras 4 e 5, a superfície de sede 16 está mais perto de ser perpendicular ao raio, R, do que a superfície de sede 18. Desse modo, é preferível modificar a superfície de sede 16. É mostrado que a seção inferior da superfície de sede 16 foi modificada e o parafuso de fixação inferior 12 recebe torque (F2) para efetuar um ajuste radial na posição da ponta da lâmina de corte 8 como um resultado do componente de força de fixação F2a, que é dirigido na superfície de sede 16 modificada e "orientada mais perpendicularmente. O componente F2a está movendo a porção de lâmina inferior na área rebaixada modificada 20, enquanto o componente de força F2b assegura contato constante entre a lâmina de corte 8 e a superfície de sede 18, orientada menos perpendicularmente".
[0037] Na modalidade mostrada nas figuras 4 e 5, superfície de sede 18, "orientada menos perpendicularmente" não será modificada. O componente de força de parafuso de fixação F2b ao mesmo tempo pressionará a lâmina suficientemente contra a superfície de sede mais íngreme. A força sobre a superfície de sede 18 impedirá a separação da superfície da lâmina de corte e do cabeçote de cortador. Também, a maior parte da força de corte é orientada contra a superfície de sede 18, o que resultará em uma lâmina 8 bem presa, com boa rigidez de sede.
[0038] A figura 6 mostra uma vista tridimensional de uma lâmina com uma seção transversal em forma de pentágono e sede positiva em uma fenda de cabeçote de cortador. Apenas as seções inferiores da superfície de sede que é orientada mais perpendicularmente com relação ao raio R do cortador, foram modificadas. As forças de fixação têm um componente em ambas as superfícies de sede. Se o torque sobre o parafuso de fixação inferior 12 for aumentado, então, a lâmina 8 ainda permanecerá em contato com a superfície de sede "orientada menos perpendicularmente 18 e deslizará ao longo dessa superfície na área rebaixada 20. Como um resultado de uma fixação aumentada via o parafuso de fixação 12, a folga no fundo da superfície de sede rebaixada 16 se reduzirá e uma folga é desenvolvida no topo da mesma superfície de sede (veja nas figuras 2a e 2b, por exemplo).
[0039] Uma vez que a superfície de sede 18, "orientada menos perpendicularmente" não pode se separa da lâmina de corte 8, o componente de força F2a (figura 5) está movendo a parte inferior da lâmina de corte na reentrância 29 da superfície de sede 16, "orientada mais perpendicularmente" (figura 6) e a lâmina girará em torno de um eixo horizontal "P" (figura 7), que é normal à superfície de sede 18, orientada menos perpendicularmente. Essa disposição é uma modalidade preferida do desenho de fenda de cabeçote de cortador da invenção.
[0040] A figura 7 mostra uma vista tridimensional de uma lâmina com uma seção transversal em forma de pentágono e sede positiva (superfícies 16, 18) em uma fenda de lâmina de corte de um cabeçote de cortador 2. A seção inferior da superfície de sede 16, que é orientada mais perpendicularmente ao raio R do cortador é modificada. P é o eixo e Φ a direção de rotação de lâmina para ajustes de lâmina. VPT é o vetor pivô-ponta-distância antes do ajuste da lâmina, VPT* é o vetor pivô- ponta-distância após o ajuste. O ajuste mover a lâmina na direção ΔZ, que é a mudança radial desejada da localização da ponta da lâmina. Devido ao deslizamento rotacional da lâmina de corte 8, uma mudança anexa na direção de Z bem como uma mudança na direção de Y também ocorrerá. Embora mudanças posicionais de X e de Y, em geral, sejam consideradas como sendo indesejáveis, os inventores determinaram que essas mudanças são pequenas e têm influência desprezível na geometria dos dentes formada pelo processo de corte. Um efeito colateral adicional do ajuste de lâmina da invenção é uma mudança angular da borda de corte em geral da mesma magnitude que o ângulo de rotação (ou rolamento) Φ da lâmina. Contudo, ajustes radiais da lâmina na quantidade de 0,010 mm mudam o ângulo efetivo de pressão de borda de corte apenas em cerca de 1 minuto angular. Essa variação de lâmina para lâmina também é desprezível para o desempenho do corte e a geometria de flanco de dentes produzida.
[0041] Como um exemplo, uma descrição matemática do movimento da ponta da lâmina, como resultado de um ajuste, foi feita usando o sistema de coordenadas mostrado com a lâmina de corte e a fenda na figura 7. O eixo horizontal de rotação P é perpendicular à superfície de sede orientada menos perpendicularmente. A fim de obter uma rotação em torno de P, a direção de P é alinhada com o eixo de X do sistema de coordenadas na figura 7, que requer uma rotação em torno do eixo de Y da quantidade do ângulo entre a direção de P e o eixo de X. Em lâminas retas em forma de pentágono, esse ângulo é -Φ (que é, comumente, -30°). Então, uma rotação em torno do eixo de X da quantidade de uma grande rotação, mas realística Φ (dependendo da magnitude da modificação de superfície de sede) é escolhida, por exemplo, para ser 0,08°. Após essa rotação, uma contra rotação na direção original de P é conduzida, o que requer uma rotação v em torno do eixo de Y de 30°.
[0042] A matriz de rotação em torno do eixo de Y de -v é:
[0043] A rotação de ajuste de lâmina em torno do eixo de X de Φ é: 10 0
[0044] A matriz de contra rotação em torno do eixo de Y de v é: onde:
onde:
[0045] ᵞ = 30º
[0046] φ = 0,08º
[0047] O vetor inicial de pivô-ponta-distância para uma lâmina de passo médio é:
[0048] A multiplicação das matrizes de rotação na ordem de rotações da esquerda para a direita distribui a matriz (ROT), que contém todas as três rotações:
[0049] Uma multiplicação do vetor de pivô-ponta-distância com a matriz (ROT) considerará a rotação exata do vetor de pivô-ponta-vetor em torno do eixo horizontal P:
[0050] O resultado da multiplicação de vetor - matriz é mostrado abaixo em sua forma geral:
[0051] Se os componentes de vetor de VPT e os ângulos v e Φ são substituídos nas três fórmulas acima, então, o resultado para o vetor de pivô-ponta-distância após ajuste pode ser obtido:
[0052] A subtração do vetor de pivô-ponta-distância antes do ajuste do vetor de pivô-ponta-distância após ajuste distribui os componentes de mudança de posição de ponta de lâmina
[0053]
[0054]
[0055]
[0056] A mudança do ângulo de pressão da lâmina pode ser calculada com:
[0057]
[0058]
[0059] O eixo de Y do sistema de coordenadas na figura 6 foi escolhido paralelo ao eixo de rotação de cortador e a extensão do eixo de Z à esquerda (direção negativa) intersecta com o eixo de rotação do cortador. A frente teórica da lâmina é orientada no plano que é definido pelos eixos de Y e Z. Embora lâminas retas em cabeçotes de cortadores reais sejam comumente inclinadas com sua direção de comprimento versus o eixo de Y e têm um deslocamento com sua face frontal teórica versus o eixo de Z, a função de ajuste não mudará e a posição da ponta da lâmina resultante e mudanças de ângulos apenas diferirão no percentual único.
[0060] É compreendido que sistemas de lâminas que usam lâminas com bordas de corte internas e externas em cada lâmina requerem um tipo especial de ajuste radial de lâmina. Se o raio de ponta de lâmina é aumentado, então, ambas as bordas de corte dessa lâmina se movem em um raio maior. Contudo, a presente invenção para raios de lâminas ajustáveis é bem adequada a fim de descobrir ótimos compromissos para a localização radial de ambas as bordas de corte de uma lâmina e realizá-los.
[0061] Também é compreendido que a modalidade preferida do método da invenção apenas aumentará o raio da ponta da lâmina, mas não o reduzirá. Cabeçotes de cortadores poderiam requerer a redução ou o aumento do raio da ponta da lâmina a fim de ajustá-los a uma lâmina de referência. Uma vez que as lâminas de referência, usualmente, sejam escolhidas arbitrariamente (por exemplo, a lâmina na fenda rotulada "1", como lâmina de referência externa e a lâmina na fenda rotulada "2", como a lâmina de referência interna), é possível escolher a lâmina externa e a interna com o raio maior como lâminas de referência. Com esse procedimento, sempre será possível aperfeiçoar todas as lâminas de uma espécie (interna ou externa) pelo ajuste da posição da ponta em direção ao raio da respectiva lâmina de referência. A variação de raio entre o raio de cortador teoricamente correto e raio efetivo de uma lâmina de referência escolhida arbitrariamente está na maioria dos casos abaixo de 0,002 mm e não tem influência mensurável sobre as superfícies de dentes usinadas.
[0062] Com relação à superfície de sede modificada, a magnitude da reentrância ou profundidade da modificação pode ter qualquer valor, dependendo dos parâmetros da ferramenta de corte e do processo de corte. Contudo, a faixa preferida fica entre 0,010 mm e 0,050 mm. A altura da reentrância ou área modificada é, de preferência, cerca de 50% a cerca de 75% do comprimento de fixação. O desenho de cabeçote de cortador da invenção se aplica aos sistemas de ferramenta com ou sem blocos de fixação.
[0063] Em uma modalidade alternativa, a figura 8 mostra uma vista seccional transversal de uma disposição de bloco de fixação - lâmina - superfície de sede, compreendendo um bloco pivô ou giratório 24, que tem as superfícies de sede de lâminas em seu lado direito e uma disposição de pivô no lado esquerdo ( em direção ao centro do cortador). O centro pivô pode ser realizado com um pino pivô 26 ou apenas pelo encaixe curvado das superfícies pivô 28, 30. O parafuso de fixação superior 10 é apertado até um torque especificado, após a lâmina estar na fenda. O parafuso de fixação inferior é, então, apertado até o mesmo torque. Após a medição da posição de lâmina radial, o parafuso superior é girado por uma quantidade, tal como, por exemplo, 5° (rotação do parafuso). Então, o parafuso inferior é girado pela mesma quantidade, por exemplo, 5°. Dependendo das roscas dos parafusos, isso moverá a ponta da lâmina radialmente para fora em cerca de 0,039 mm, por exemplo.
[0064] A figura 9 mostra uma vista de topo em uma seção do cabeçote de cortador da figura 8 com três fendas de lâminas e lâminas de corte 8. Os blocos giratórios 24 são visíveis à esquerda das superfícies de sede.
[0065] Em outra modalidade, a figura 10 mostra uma vista seccional transversal de uma disposição de bloco de fixação - lâmina - superfície de sede, compreendendo um bloco pivô 32 com um elemento de conformidade em lugar de um eixo pivô mecânico, como na figura 9. Esse elemento usa a propriedade elástica linear do material de cabeçote de cortador (por exemplo, aço) a fim de permitir que a superfície de sede gire. A superfície de sede da lâmina está localizada no lado direito do bloco pivô 32 e uma disposição de pivô no lado esquerdo (em direção ao centro do cortador). O centro pivô nesse desenho é realizado pela nervura 34 entre fendas de conformidade superior e inferior 36, 38. As fendas de conformidade são orientados de modo que favorecem a superfície de sede "orientada mais perpendicularmente" (veja as figuras 4 e 5). Ambos os parafusos de fixação 10, 12 são apertados até um torque especificado, após a lâmina 8 estar na fenda. Após a medição da posição radial da lâmina. O parafuso superior 10 pode ser girado por uma quantidade, tal como, por exemplo, 5° (rotação do parafuso contrária a dos ponteiros do relógio). Então, o parafuso inferior 12 pode ser girado pela mesma quantidade, por exemplo, 5°, em uma direção dos ponteiros do relógio. Dependendo das roscas de parafuso, isso moverá a ponta da lâmina radialmente para fora em cerca de 0,039 mm, por exemplo.
[0066] A figura 11 mostra uma vista de topo em uma seção do cabeçote de cortador 2 da figura 10 com três fendas de lâminas e lâminas de corte. Os elementos de conformidade são visíveis apenas pelas folgas ou fendas 36 à esquerda das superfícies de sede. A Versão 1 (mostrada em 42) proporciona uma boa conformidade controlável (pelos parâmetros do desenho) para a superfície de sede "orientada mais perpendicularmente". As conexões tracejadas 40 entre a fenda de conformidade e a superfície de sede representam fendas finas opcionais fabricados (por exemplo, por fio EDM), que asseguram rotação suficiente (seta rotacional na figura 10) durante o procedimento de ajuste de lâmina. A Versão 2 (mostrada em 44) proporciona uma conformidade geral abaixo das superfícies de sede. A Versão 3 (mostrada em 46) proporciona uma boa conformidade controlável ( por parâmetros de desenho) para ambas as superfícies de sede. De preferência, a largura de uma fenda de conformidade 36, 44, 46 é, em geral, igual à largura de uma ou de ambas as superfícies de sede de lâminas e pode ser posicionada em paralelo a uma (42) ou a ambas (46) as superfícies de sede de lâminas ou perpendicular ao raio (44) de cortador.
[0067] A localização da nervura de conexão de material 34 cria o eixo pivô. A localização do eixo pivô e o princípio do ajuste é similar ao princípio explicado com elação às figuras 2, 3, 5, 6 e 7. A maior diferença da superfície de sede com uma modificação de conformidade é que nenhuma separação entre a superfície de sede "orientada mais perpendicularmente" e a lâmina de corte ocorre e aqueles ajustes de lâminas em ambas as direções ( até um raio maior bem como um raio menor) podem ser obtidos. A disposição mostrada em 42 usa uma orientação de fenda de conformidade, que afeta a superfície de sede "orientada mais perpendicularmente" apenas. O valor da conformidade pode ser controlado com a espessura da nervura e com as conexões finas opcionais 40 entre a folga de conformidade 36 e as duas extremidades da superfície de sede "orientada mais perpendicularmente" (linhas tracejadas na figura 11). A fim de controlar o ajuste, as fendas de conformidade podem ser orientadas como o bloco pivô nas figuras 8 e 9 (para afetar ambas as superfícies de sede), conforme mostrado em 44 na figura 11. Outra possibilidade de desenho de fenda de conformidade é mostrada em 46 na figura 11.
[0068] Embora a invenção tenha sido descrita com referência às modalidades preferidas, deve ser compreendido que a invenção não está limitada aos seus particulares. A presente invenção é destinada a incluir modificações que serão evidentes para aqueles habilitados na técnica à qual a matéria em questão se refere.
Claims (17)
1. Cabeçote de cortador de face de engrenagem cônica (2) para fresagem e faceamento de engrenagens cônicas e hipoides, o referido cabeçote de cortador sendo, em geral, em forma de disco e girável em torno de um eixo de cabeçote de cortador (A), o referido cabeçote de cortador, compreendendo: - um primeiro lado e um segundo lado (3, 5); - uma ou mais fendas de posicionamento de lâminas de corte, em que laminas (8) são mantidas sob disposições de fixação, dispostas no referido cabeçote de cortador com cada uma das fendas de posicionamento de lâmina estendendo-se entre os referidos primeiro e segundo lados; - as referidas fendas de posicionamento de lâminas tendo, cada uma delas pelo menos uma superfície de sede de lâmina (16, 18) estendendo-se entre os referidos primeiro e segundo lados; - o referido cabeçote de cortador tendo um mecanismo de ajuste de lamina para mudar a localização radial da ponta da lâmina; caracterizado pelo fato de que - a referida pelo menos uma superfície de sede de lâmina tendo uma forma modificada estendendo-se do referido primeiro lado até o referido segundo lado, em que a referida forma modificada se afasta da forma de uma superfície de sede reta contínua estendendo- se do referido primeiro lado para o referido segundo lado; e o princípio de ajuste da lâmina do referido mecanismo de ajuste da lâmina sendo para alcançar, dependendo do torque das disposições de fixação, um movimento da ponta da lâmina através de uma oscilação da lâmina de corte por pelo menos em parte um rolamento da lâmina de corte na referida superfície de sede da lâmina com a forma modificada.
2. Cabeçote de cortador, de acordo com a reivindicação 1, caracterizado pelo fato de que a referida forma modificada compreende: - uma primeira porção que se estende de um dos referidos primeiro ou segundo lados até uma localização predeterminada entre os referidos primeiro e segundo lados, a referida primeira porção tendo uma primeira forma; - uma segunda porção estendendo-se da referida primeira localização para o outro dos referidos primeiro ou segundo lados, a referida segundo porção tendo uma forma tal que a forma da referida primeira porção e a forma da referida segunda porção, juntas, não descrevem uma linha reta contínua que se estende do referido primeiro lado até o referido segundo lado.
3. Cabeçote de cortador, de acordo com a reivindicação 1 ou 2, caracterizado pelo fato de que a forma de pelo menos uma dentre a referida primeira porção e a referida segunda porção é curva.
4. Cabeçote de cortador, de acordo com qualquer uma das reivindicações anteriores, caracterizado pelo fato de que a forma de pelo menos uma da referida primeira porção e da referida segunda porção é reta.
5. Cabeçote de cortador, de acordo com qualquer uma das reivindicações 2 a 4, caracterizado pelo fato de que ainda inclui um ou mais parafusos de fixação.
6. Cabeçote de cortador, de acordo com a reivindicação 5, caracterizado pelo fato de que compreende um parafuso de fixação posicionado para exercer uma força na referida localização predeterminada.
7. Cabeçote de cortador, de acordo com a reivindicação 5 ou 6, caracterizado pelo fato de que compreende dois parafusos de fixação com um primeiro parafuso de fixação posicionado para exercer uma força sobre a referida primeira porção e um segundo parafuso de fixação posicionado para exercer uma força sobre a referida segunda porção.
8. Cabeçote de cortador, de acordo com qualquer uma das reivindicações anteriores, caracterizado pelo fato de que as referidas uma ou mais fendas de posicionamento de lâminas de corte definirem uma seção transversal, em geral, em forma de pentágono.
9. Cabeçote de cortador, de acordo com a reivindicação 8, caracterizado pelo fato de que as referidas uma ou mais fendas de posicionamento de lâminas de corte incluem duas superfícies de sede de lâminas.
10. Cabeçote de cortador, de acordo com a reivindicação 9, caracterizado pelo fato de que ainda inclui pelo menos um parafuso de fixação posicionado para exercer uma força contra uma das referidas duas superfícies de sede de lâminas.
11. Cabeçote de cortador, de acordo com a reivindicação 10, caracterizado pelo fato de que a referida força é exercida contra a uma das referidas duas superfícies de sede de lâminas, a qual é orientada mais perto da perpendicular com relação ao vetor R de referência de raio de cortador, a referida superfície de sede de lâmina sendo modificada.
12. Cabeçote de cortador, de acordo com a reivindicação 11, caracterizado pelo fato de que a outra das referidas duas superfícies de sede de lâminas é não modificada.
13. Método de retificação pelo menos uma lâmina de corte posicionada em um cabeçote de cortador de face de engrenagem cônica, o referido método caracterizado pelo fato de que compreende: - fornecimento de um cabeçote de cortador de face de engrenagem cônica estando, em geral, em uma forma de disco e girável em torno de um eixo de cabeçote de cortador (A), o referido cabeçote de cortador compreendendo um primeiro lado e um segundo lado, uma ou mais fendas de posicionamento de lâminas de corte, dispostas no referido cabeçote de cortador, com cada uma das fendas de posicionamento de lâminas se estendendo entre os referidos primeiro e segundo lados, as referidas fendas de posicionamento de lâminas tendo cada uma delas pelo menos uma superfície de sede de lâmina estendendo-se entre os referidos primeiro e segundo lados, a referida pelo menos uma superfície de sede de lâmina tendo uma forma modificada e se estendendo do referido primeiro lado para o referido segundo lado, em que a referida forma modificada se afasta da forma de uma superfície de sede reta contínua, estendendo-se do referido primeiro lado para o referido segundo lado; - inserção de uma lâmina de corte na pelo menos uma das referidas fendas de posicionamento de lâminas e trazendo a referida lâmina de corte para contato com a referida pelo menos uma superfície de sede de lâmina; - aplicação de uma força à referida lâmina de corte para prender a referida lâmina de corte contra a referida pelo menos uma superfície de sede pelo que uma ponta da referida lâmina de corte está localizada em uma distância radial do referido eixo; - efetuação de uma mudança na referida distância radial da ponta da lâmina de corte pela aplicação de uma força adicional à referida lâmina de corte por meio do mecanismo de ajuste de lamina do cabeçote de cortador de face de engrenagem cônica, o princípio de ajuste da lâmina do referido mecanismo de ajuste da lâmina sendo para alcançar, dependendo do torque das disposições de fixação, um movimento da ponta da lâmina através de uma oscilação da lâmina de corte por pelo menos em parte um rolamento da lâmina de corte na referida superfície de sede da lâmina com a forma modificada.
14. Cabeçote de cortador de face de engrenagem cônica (2) para fresagem e faceamento de engrenagens cônicas e hipoides, o referido cabeçote de cortador sendo, em geral, em forma de disco e girável em torno de um eixo de cabeçote de cortador (A), o referido cabeçote de cortador compreendendo: - um primeiro lado e um segundo lado (3, 5); - uma ou mais fendas de posicionamento de lâminas de corte dispostas no referido cabeçote de cortador, com cada uma das referida fendas de posicionamento de lâminas se estendendo entre os referidos primeiro e segundo lados; - as referidas fendas de posicionamento de lâminas de corte tendo, cada uma delas, pelo menos uma superfície de sede de lâmina estendendo-se entre os referidos primeiro e segundo lados; caracterizado pelo fato de - a referida pelo menos uma superfície de sede de lâmina sendo disposta em um bloco pivô que se estende do referido primeiro lado até o referido segundo lado, o referido bloco pivô sendo girável em torno de um meio de articulação, localizado entre os referidos primeiro e segundo lados.
15. Cabeçote de cortador, de acordo com a reivindicação 14, caracterizado pelo fato de que o referido meio de articulação compreender um pino pivô.
16. Cabeçote de cortador, de acordo com a reivindicação 14 ou 15, caracterizado pelo fato de que o referido meio de articulação compreender uma superfície pivô curva, em um dentre o referido bloco pivô ou o referido cabeçote de cortador e uma reentrância de forma curva correspondente no outro dentre o referido bloco pivô e o referido cabeçote de cortador.
17. Cabeçote de cortador, de acordo com a reivindicação 14 ou 16, caracterizado pelo fato de que o referido meio de articulação compreende um elemento de conformação conectando o referido bloco pivô e o referido cabeçote de cortador, o referido cabeçote de cortador ainda incluindo uma primeira fenda de conformação, localizada entre o referido elemento de conformação e o referido primeiro lado e uma segunda fenda de conformação localizada entre o referido elemento de conformação e o referido segundo lado.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261724531P | 2012-11-09 | 2012-11-09 | |
| US61/724,531 | 2012-11-09 | ||
| PCT/US2013/068442 WO2014074495A1 (en) | 2012-11-09 | 2013-11-05 | Gear cutter with radial adjustability of stick blades |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112015010132A2 BR112015010132A2 (pt) | 2017-07-11 |
| BR112015010132B1 true BR112015010132B1 (pt) | 2021-09-21 |
Family
ID=49684075
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112015010132-1A BR112015010132B1 (pt) | 2012-11-09 | 2013-11-05 | Cabeçote de cortador de face de engrenagem cônica para fresagem e faceamento de engrenagens cônicas e hipoides e método de retificação pelo menos uma lâmina de corte posicionada em um cabeçote de cortador de face de engrenagem cônica |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10035200B2 (pt) |
| EP (1) | EP2916986B1 (pt) |
| JP (1) | JP6431846B2 (pt) |
| KR (1) | KR102169824B1 (pt) |
| CN (1) | CN104768688B (pt) |
| BR (1) | BR112015010132B1 (pt) |
| IN (1) | IN2015DN02950A (pt) |
| MX (1) | MX357653B (pt) |
| RU (1) | RU2650365C2 (pt) |
| WO (1) | WO2014074495A1 (pt) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104853871B (zh) * | 2012-12-14 | 2017-11-17 | 格里森工场 | 具有方形或矩形条形刀片的径向可调整性的齿轮刀具 |
| US10357837B2 (en) * | 2014-12-18 | 2019-07-23 | The Gleason Works | Cutter build and truing machine |
| CN107206516B (zh) | 2015-02-13 | 2019-12-20 | 格里森工场 | 具有锁定弹簧的切削刀具 |
| CN108602145B (zh) * | 2016-02-01 | 2021-04-09 | 格里森工场 | 单刀片锥齿轮切削工具 |
| JP6707230B2 (ja) * | 2016-06-23 | 2020-06-10 | 株式会社クロイツ | 切削チップ、切削ツール及びギヤエッジ切除装置 |
| US11173560B2 (en) | 2016-11-15 | 2021-11-16 | The Gleason Works | Cutter with positive seated round blade sticks for bevel gear cutting |
| US11585368B2 (en) | 2019-02-22 | 2023-02-21 | The Gleason Works | Self-locking screw for bevel gear cutter |
Family Cites Families (52)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US845489A (en) * | 1905-12-27 | 1907-02-26 | Gilbert W Goodridge | Cutter for metal-working tools. |
| US1836737A (en) * | 1929-02-01 | 1931-12-15 | Walker Herbert Stuart | Rotary milling cutter and like tool |
| US1836472A (en) * | 1930-05-03 | 1931-12-15 | Ingersoll Milling Machine Co | Metal working tool |
| SU81939A1 (ru) * | 1948-11-19 | 1949-11-30 | А.А. Артемьев | Способ нарезки зубчатых колес с криволинейными зубь ми |
| US3571876A (en) * | 1968-10-21 | 1971-03-23 | Gleason Works | Means for mounting blades in a cutter |
| US4038732A (en) * | 1976-09-15 | 1977-08-02 | The Gleason Works | Versatile cutting tool for gear manufacture |
| US4078868A (en) * | 1977-04-06 | 1978-03-14 | The Ingersoll Milling Machine Company | Cutter having inserts clamped with wedges |
| US4268194A (en) * | 1979-05-21 | 1981-05-19 | Illinois Tool Works Inc. | Independent axial and radial adjustment for a gear cutter |
| US4329091A (en) * | 1980-05-07 | 1982-05-11 | General Electric Company | Floating wedge for use in conjunction with an indexable cutting tool |
| US4470731A (en) * | 1981-07-08 | 1984-09-11 | General Electric Company | Milling cutter with adjustable finishing insert |
| EP0085176B2 (de) * | 1982-01-12 | 1990-01-17 | Werkzeugmaschinenfabrik Oerlikon-Bührle AG | Messerkopf für Verzahnungsmaschinen |
| JPH0160825U (pt) * | 1987-10-14 | 1989-04-18 | ||
| JPH0497601U (pt) * | 1991-01-18 | 1992-08-24 | ||
| CN1078833C (zh) | 1995-08-31 | 2002-02-06 | 格里森工场 | 用于校正刀盘体的方法和装置 |
| DE69721993T2 (de) | 1996-04-25 | 2004-02-19 | The Gleason Works | Schneidwerkzeug für verzahnte gegenstände |
| FR2750907B1 (fr) * | 1996-07-12 | 1998-09-18 | Technogenia | Couteau d'ecorcage, et procede pour sa realisation |
| CA2320312A1 (en) * | 1998-02-11 | 1999-08-19 | The Gleason Works | Cutting tool for producing toothed articles |
| SE514029C2 (sv) * | 1998-10-27 | 2000-12-11 | Sandvik Ab | Verktyg för spånavskiljande bearbetning |
| IL127738A (en) * | 1998-12-25 | 2001-08-08 | Iscar Ltd | Spinning tool |
| IL127827A (en) * | 1998-12-29 | 2001-08-08 | Iscar Ltd | Milling a disc |
| SE515635C2 (sv) * | 2000-01-27 | 2001-09-17 | Sandvik Ab | Skivfräs jämte skär härför |
| SE516612C2 (sv) * | 2000-06-27 | 2002-02-05 | Sandvik Ab | Ställmekanism för ett skär samt verktyg för spånavskiljande bearbetning |
| CA2396919C (en) * | 2002-08-07 | 2006-01-31 | Lindsay Forest Products, Inc. | Log debarking tip |
| SE525878C2 (sv) * | 2002-10-10 | 2005-05-17 | Seco Tools Ab | Fräsverktyg och indexerbart skär med parallella sidor |
| IL154472A (en) * | 2003-02-16 | 2007-10-31 | Amir Satran | Cutting tool and cartridge for it |
| JP4430956B2 (ja) * | 2003-03-26 | 2010-03-10 | 日本特殊陶業株式会社 | カッターボディおよび回転工具、並びに回転工具の組立方法 |
| US6942432B2 (en) * | 2003-03-28 | 2005-09-13 | Sandvik Intellectual Property Ab | Milling cutter and insert-carrying cartridge for use therein |
| AT6939U1 (de) * | 2003-06-10 | 2004-06-25 | Ceratizit Austria Ag | Zerspanungswerkzeug |
| IL159157A (en) * | 2003-12-02 | 2008-03-20 | Amir Satran | Rotary slot milling cutter and cutting insert therefor |
| IL165621A (en) * | 2004-12-07 | 2008-06-05 | Iscar Ltd | Cutting tool and cutting tool for it |
| DE102005032761A1 (de) * | 2005-07-14 | 2007-01-18 | Kennametal Inc. | Messerkopf |
| US7736099B2 (en) * | 2005-12-16 | 2010-06-15 | Cole Carbide Industries, Inc. | Gear milling tool with replaceable cutting inserts |
| SE530181C2 (sv) * | 2005-12-21 | 2008-03-18 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning samt grundkropp och separat låsorgan härför |
| DE202007007063U1 (de) * | 2007-05-16 | 2007-09-27 | Klingelnberg Ag | Kegelradfräswerkzeug mit Frässchneidplatten |
| CA2697266C (en) * | 2007-08-22 | 2013-07-16 | Leonardi Manufacturing Co., Inc. | Stump grinding tooth assembly |
| SE532002C2 (sv) * | 2008-02-05 | 2009-09-22 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning, samt grundkropp och skär härför |
| BRPI0918035A2 (pt) * | 2008-09-04 | 2015-12-01 | Tungaloy Corp | inserto, e, cortador lateral. |
| CN102143816A (zh) * | 2008-09-04 | 2011-08-03 | 株式会社钨钛合金 | 侧铣刀 |
| DE102009005634B4 (de) * | 2009-01-21 | 2012-03-01 | Leitz Gmbh & Co. Kg | Fräswerkzeug und Schneidelement für ein Fräswerkzeug |
| IL197899A (en) * | 2009-04-05 | 2013-02-28 | Iscar Ltd | Cutting tool and tool holder for it |
| DE102010046132A1 (de) * | 2010-09-13 | 2012-03-15 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Werkzeug zur spannenden Bearbeitung eines Werkstücks |
| GB2483694B (en) * | 2010-09-17 | 2012-09-12 | Bryant Symons Technologies Ltd | Cutting tool assemblies |
| EP2596887B1 (en) * | 2011-11-23 | 2019-01-23 | Sandvik Intellectual Property AB | Cutting tool comprising an exchangeable insert seat member |
| CN103894664B (zh) * | 2012-12-28 | 2016-07-06 | 株洲钻石切削刀具股份有限公司 | 一种定位准确的旋转切削刀具 |
| US9266174B2 (en) * | 2013-06-10 | 2016-02-23 | sp3 Cutting Tools, Inc. | Cutting tool |
| DE102013107858B4 (de) * | 2013-07-23 | 2023-03-16 | Kennametal Inc. | Werkzeug zum Dreh-Drehräumen von Werkstücken |
| US9211596B2 (en) * | 2013-08-26 | 2015-12-15 | Iscar, Ltd. | Detachable cutting tool segment with resilient clamping and cutting tool therefor |
| US20150125223A1 (en) * | 2013-11-07 | 2015-05-07 | Kennametal Inc. | Cutting tool with closed pocket design |
| EP2883640B1 (en) * | 2013-12-13 | 2017-05-17 | Sandvik Intellectual Property AB | Cutting tool with abutment members and toolholder and cutting insert therefor |
| US20150196959A1 (en) * | 2014-01-14 | 2015-07-16 | Kennametal Inc. | Cutting tool with wedge clamping system |
| US9216458B2 (en) * | 2014-02-19 | 2015-12-22 | Iscar, Ltd. | Cutting tool having adjustable insert cutting angle |
| PL3075477T3 (pl) * | 2015-04-01 | 2019-03-29 | Ledermann Gmbh & Co. Kg | Frez i element skrawający do zastosowania we frezie |
-
2013
- 2013-11-05 BR BR112015010132-1A patent/BR112015010132B1/pt active IP Right Grant
- 2013-11-05 US US14/439,789 patent/US10035200B2/en active Active
- 2013-11-05 MX MX2015005261A patent/MX357653B/es active IP Right Grant
- 2013-11-05 IN IN2950DEN2015 patent/IN2015DN02950A/en unknown
- 2013-11-05 EP EP13799145.1A patent/EP2916986B1/en active Active
- 2013-11-05 RU RU2015121971A patent/RU2650365C2/ru active
- 2013-11-05 WO PCT/US2013/068442 patent/WO2014074495A1/en active Application Filing
- 2013-11-05 CN CN201380058381.2A patent/CN104768688B/zh active Active
- 2013-11-05 JP JP2015541848A patent/JP6431846B2/ja active Active
- 2013-11-05 KR KR1020157011411A patent/KR102169824B1/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| EP2916986A1 (en) | 2015-09-16 |
| IN2015DN02950A (pt) | 2015-09-18 |
| EP2916986B1 (en) | 2018-09-26 |
| MX357653B (es) | 2018-07-18 |
| RU2650365C2 (ru) | 2018-04-11 |
| CN104768688A (zh) | 2015-07-08 |
| KR20150079666A (ko) | 2015-07-08 |
| US10035200B2 (en) | 2018-07-31 |
| JP6431846B2 (ja) | 2018-11-28 |
| BR112015010132A2 (pt) | 2017-07-11 |
| MX2015005261A (es) | 2015-07-17 |
| CN104768688B (zh) | 2017-04-26 |
| JP2015533667A (ja) | 2015-11-26 |
| RU2015121971A (ru) | 2017-01-10 |
| US20150290725A1 (en) | 2015-10-15 |
| KR102169824B1 (ko) | 2020-10-27 |
| WO2014074495A1 (en) | 2014-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112015010132B1 (pt) | Cabeçote de cortador de face de engrenagem cônica para fresagem e faceamento de engrenagens cônicas e hipoides e método de retificação pelo menos uma lâmina de corte posicionada em um cabeçote de cortador de face de engrenagem cônica | |
| JP5833533B2 (ja) | 微細複製工具を作製するための整列マルチダイヤモンド切削工具組立体及び該切削工具組立体を作製する方法 | |
| US7402010B2 (en) | Disk-shaped or strip-shaped tool | |
| US9999934B2 (en) | Gear cutter with radial adjustability of square or rectangular stick blades | |
| JP6591982B2 (ja) | スティック刃を使用する外周切削工具 | |
| JPH1071521A (ja) | 切削チップおよびフライス工具 | |
| BR102015021493A2 (pt) | Cutting pad and milling tool. | |
| BRPI1003860A2 (pt) | mÁquina de esmerilhar, suporte de rebolo, e, mÉtodo para esmerilhar conjuntos de cames | |
| JPS60180716A (ja) | インデイツクス可能な挿入具 | |
| KR20170021254A (ko) | 날끝 회전식 밀링 공구 및 이것을 사용한 절삭 방법 | |
| ZA200501242B (en) | Disk-shaped or strip-shaped tool | |
| US10406617B2 (en) | Method for machining workpiece and machine tool | |
| KR0157664B1 (ko) | 연마에 의한 커터 블레이드의 수정 및 각도 조정 방법 | |
| WO2020217846A1 (ja) | 回転工具 | |
| CN110730700A (zh) | 铣削方法和切削刀片的用途 | |
| US4033018A (en) | Indexable milling cutter | |
| JP2005501748A (ja) | 切刃板と該切刃板を備えた切削工具 | |
| BR112019006850B1 (pt) | Ferramenta de fresagem de face e pastilha de corte tangencial para a ferramenta de fresagem de face | |
| KR20090122939A (ko) | 커터 지지체 및 커터 헤드 | |
| JPS5935721B2 (ja) | スロ−アウエイチツプの取付装置 | |
| JP2006136966A (ja) | フライスカッター | |
| SE532554C2 (sv) | Familj med skär, fräsverktyg och skär |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 05/11/2013, OBSERVADAS AS CONDICOES LEGAIS. |