WO2025079389A1 - めっき鋼板 - Google Patents
めっき鋼板 Download PDFInfo
- Publication number
- WO2025079389A1 WO2025079389A1 PCT/JP2024/032826 JP2024032826W WO2025079389A1 WO 2025079389 A1 WO2025079389 A1 WO 2025079389A1 JP 2024032826 W JP2024032826 W JP 2024032826W WO 2025079389 A1 WO2025079389 A1 WO 2025079389A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- phase
- steel sheet
- less
- plating layer
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/10—Alloys based on aluminium with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C30/00—Alloys containing less than 50% by weight of each constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
Definitions
- the present invention relates to plated steel sheets.
- Hot stamping is known as a technique for press-forming difficult-to-form materials such as high-strength steel plates.
- Hot stamping is a hot forming technique in which the material to be formed is heated and then shaped. With this technique, the material is heated before being shaped, so the steel is soft and has good formability when formed. Therefore, even high-strength steel can be precisely formed into complex shapes, and because the material is quenched at the same time as it is formed using a press die, the steel is known to have sufficient strength after forming.
- Patent Document 1 describes a steel sheet coated with a metal coating having an Al/Zn ratio of greater than 2.9, comprising 2.0-24.0 wt. % zinc, 7.1-12.0 wt. % silicon, optional 1.1-8.0 wt. % magnesium, and optional additional elements selected from Pb, Ni, Zr, or Hf, with the weight content of each additional element being less than 0.3 wt. %, the balance being aluminum and optional unavoidable impurities and residual elements.
- Patent Document 1 also teaches that metal coatings having an Al/Zn ratio of greater than 2.9 have high sacrificial protection.
- Patent Document 2 describes an aluminum alloy plated steel sheet that includes a base steel sheet and an aluminum alloy plated layer formed on the base steel sheet, the aluminum alloy plated layer containing, by weight, 21-35% Zn, 1-6.9% Si, 2-12% Fe, the balance being Al and other unavoidable impurities. Patent Document 2 also teaches that weldability and corrosion resistance can be ensured by controlling the Al/(Zn+Si) of the aluminum alloy plated layer to 1.3-2.6.
- the plated layer and the base steel may be alloyed during heating in the hot stamp forming, resulting in a decrease in corrosion resistance.
- the present invention aims to provide a plated steel sheet having an Al-containing plating layer that exhibits improved corrosion resistance even when applied to hot stamp forming.
- the present invention which has achieved the above object, is as follows.
- the chemical composition of the plating layer is, in mass%, Zn: 5.0-40.0%, Si: 0.1 to 15.0%, Fe: 0.5-25.0%, Ni: 0 to 0.500%, Mg: 0-3.000%, Ca: 0-3.000%, Sb: 0 to 0.500%, Pb: 0 to 0.500%, Cu: 0 to 1.000%, Sn: 0-1.000%, Ti: 0 to 1.000%, Cr: 0-1.000%, Nb: 0 to 1.000%, Zr: 0 to 1.000%, Mn: 0 to 1.000%, Mo: 0-1.000%, Ag: 0-1.000%, Li: 0 to 1.000%, La: 0 to 0.500%, Ce: 0-0.500%, B: 0 to 0.500%, Y: 0 to 0.500%, Sr: 0-0.
- the chemical composition of the plating layer is, in mass%, Contains Zn: 10.0 to 35.0% and Si: 0.1 to 6.0%;
- the plated steel sheet according to the above (1) characterized in that L/L 0 ⁇ 3.0.
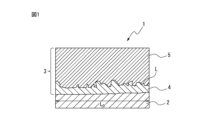
- FIG. 1 is a schematic cross-sectional view of a plated steel sheet according to an embodiment of the present invention, showing the contact length L between the Fe-Al phase and the main layer, and the length L 0 of the plated layer.
- a plated steel sheet comprises a base steel sheet and a plating layer formed on a surface of the base steel sheet,
- the chemical composition of the plating layer is, in mass%, Zn: 5.0-40.0%, Si: 0.1 to 15.0%, Fe: 0.5-25.0%, Ni: 0 to 0.500%, Mg: 0-3.000%, Ca: 0-3.000%, Sb: 0 to 0.500%, Pb: 0 to 0.500%, Cu: 0 to 1.000%, Sn: 0-1.000%, Ti: 0 to 1.000%, Cr: 0-1.000%, Nb: 0 to 1.000%, Zr: 0 to 1.000%, Mn: 0 to 1.000%, Mo: 0-1.000%, Ag: 0-1.000%, Li: 0 to 1.000%, La: 0 to 0.500%, Ce: 0-0.500%, B: 0 to 0.500%, Y: 0 to 0.500%, Sr: 0-0.
- the plated steel sheet and the base steel are alloyed during heating in the hot stamp forming, which may reduce the corrosion resistance.
- the plated steel sheet and the base steel sheet are alloyed during high-temperature heating in the hot stamp forming (for example, heating at about 900°C or higher), and a plated steel sheet containing mainly the Fe 2 Al 5 phase is formed after hot stamp forming.
- a relatively large amount of Fe-Al-based intermetallic compounds containing relatively large amounts of Si may also be formed in the plated steel sheet.
- bimetallic corrosion galvanic corrosion
- the present inventors have studied, in particular, the chemical composition and morphology of the plating layer in order to provide a plated steel sheet that can exhibit excellent corrosion resistance even when applied to hot stamp forming.
- the present inventors have found that, in a plating layer made of an Al-Zn-Si-based plating obtained by further adding Zn to an Al-Si-based plating, it is important to optimize the chemical composition and coating weight, and to appropriately control the chemical composition and morphology of the Fe-Al phase in the plating layer formed at the interface with the base steel sheet.
- the present inventors have found that, by controlling the Si content of the entire plating layer of a plated steel sheet to 0.1 to 15.0 mass%, it is possible to improve plating adhesion in a hot stamped body while suppressing the formation of an Fe-Al-Si phase, which is an Fe-Al-based intermetallic compound containing a relatively large amount of Si.
- the present inventors have found that by controlling the Zn content of the entire coating layer to 5.0 to 40.0 mass% and further controlling the coating weight to 20 g/m2 or more , the sacrificial anticorrosive effect of Zn can be effectively exerted in the coating layer, thereby improving the corrosion resistance of the hot stamped body.
- the present inventors have found that, in addition to appropriately controlling the Si and Zn contents of the entire coating layer as described above, the formation of the Fe-Al-Si phase can be further suppressed by containing predetermined amounts of Si and Zn in the Fe-Al phase formed at the interface with the base steel sheet, more specifically, by containing, in mass%, Si: 3.0 to 15.0% and Zn: 2.0 to 15.0%, and the Fe-Al phase can contain Si: 3.0 to 15.0% and Zn: 2.0 to 15.0%, respectively, to the Fe-Al phase, thereby making it possible to dissolve Zn in the Fe 2 Al 5 phase formed after hot stamping, and thereby making it possible to significantly improve the corrosion resistance of the hot stamped body.
- Zn having a sacrificial anticorrosive effect can be solid-dissolved in the Fe 2 Al 5 phase formed by alloying during high-temperature heating in hot stamp forming, thereby making it possible to improve the corrosion resistance of the coating layer after hot stamp forming.
- the plated steel sheet according to an embodiment of the present invention which has a plating layer in which the Fe - Al phase formed at the interface with the base steel sheet contains, by mass%, Si: 3.0 to 15.0% and Zn: 2.0 to 15.0 %, even when applied to hot stamp forming, it is possible to achieve excellent corrosion resistance in the formed body after hot stamp forming due to a combination of the effect of suppressing the formation of the Fe-Al-Si phase that can cause galvanic corrosion with the Fe 2 Al 5 phase and the effect of improving the corrosion resistance of the plating layer containing the Fe 2 Al 5 phase due to the solid solution of Zn.
- the inventors discovered that by controlling the Fe-Al phase corresponding to the interface alloy layer in the plating layer to have a flatter shape with fewer projections and recesses at the contact surface with the main layer, more specifically, by controlling the morphology of the Fe-Al phase so that the contact length L between the Fe-Al phase and the main layer located on the Fe-Al phase and the length L0 of the plating layer satisfies the relationship L / L0 ⁇ 4.0, Zn can be sufficiently dissolved in the Fe2Al5 phase in the formed body after hot stamping, and thereby the corrosion resistance of the hot stamped body can be significantly improved.
- FIG. 1 is a schematic cross-sectional view of a plated steel sheet according to an embodiment of the present invention, showing the contact length L between the Fe-Al phase and the main layer and the length L 0 of the plated layer.
- a plated steel sheet 1 according to an embodiment of the present invention includes a base steel sheet 2 and a plated layer 3 formed on the surface of the base steel sheet 2, and the plated layer 3 includes an Fe-Al phase 4 located at the interface with the base steel sheet 2 and a main layer 5 located on the Fe-Al phase 4 (i.e., on the surface side of the plated steel sheet 1).
- FIG. 1 is a schematic cross-sectional view of a plated steel sheet according to an embodiment of the present invention, showing the contact length L between the Fe-Al phase and the main layer and the length L 0 of the plated layer.
- a plated steel sheet 1 includes a base steel sheet 2 and a plated layer 3 formed on the surface of the base steel sheet 2, and the plated layer 3 includes an Fe
- the contact length L between the Fe-Al phase 4 and the main layer 5 and the corresponding length L 0 of the plated layer 3 satisfy the relationship L/L 0 ⁇ 4.0, and therefore it can be understood that the Fe-Al phase 4 is controlled to have a relatively flat shape at the contact surface with the main layer 5.
- L/L 0 exceeds 4.0, the unevenness of the Fe-Al phase 4 at the contact surface with the main layer 5 becomes larger.
- the Fe-Al phase 4 grows toward the main layer 5 as the plating layer and the base steel sheet are alloyed.
- the Fe-Al phase 4 may grow needle-like toward the main layer 5 during high-temperature heating in hot stamp forming, and the needle-like grown Fe-Al phase 4 may protrude from the surface of the plating layer 3. Since the plating layer 3 of the plated steel sheet 1 according to the embodiment of the present invention contains a relatively large amount of Al, its surface is covered with an oxide film composed of Al-containing oxides and the like. However, the Fe-Al phase 4 that grows needle-like during high-temperature heating in hot stamp forming may destroy this oxide film, and in such a case, Zn contained in the plating layer 3 will evaporate from the part where the oxide film is destroyed.
- Zn has a relatively low boiling point of about 907°C, so there is a problem that it is easily evaporated when heated at about 900°C or higher in hot stamp forming. Since the surface of the plating layer 3 is covered with an oxide film composed of Al-containing oxides, etc., evaporation of Zn in the plating layer 3 can be suppressed or reduced even when the plating layer 3 is applied to hot stamp forming. However, if the oxide film is destroyed, evaporation of Zn from the destroyed portion of the oxide film becomes significant. This results in a decrease in the Zn content of the entire plating layer after hot stamp forming and in the amount of dissolved Zn in the Fe2Al5 phase. As a result, the corrosion resistance of the hot stamped body is reduced.
- the Fe-Al phase 4 has a relatively flat shape at the contact surface with the main layer 5, and therefore, it is possible to suppress the Fe-Al phase 4 from growing needle-like toward the main layer 5 during high-temperature heating in hot stamp forming. This makes it possible to suppress the destruction of the oxide film present on the surface of the plated layer 3 or to minimize the destruction of such an oxide film, and therefore, it is possible to significantly suppress or reduce the evaporation of Zn in the plated layer 3 by the oxide film.
- the plated steel sheet according to the embodiment of the present invention even when applied to hot stamp forming, Zn can be sufficiently dissolved in the Fe 2 Al 5 phase formed after hot stamp forming, and the combination of the corrosion resistance improving effect resulting from the solid solution of Zn in the Fe 2 Al 5 phase and the corrosion resistance improving effect resulting from the suppression of the formation of the Fe-Al-Si phase described above makes it possible to significantly improve the corrosion resistance of the hot stamped body.
- the coated steel sheet according to the embodiment of the present invention is particularly useful for use in the automotive field, where hot stamping is relatively frequently applied.
- the plating layer is formed on the surface of the base steel sheet, for example, on at least one surface, preferably both surfaces, of the base steel sheet.
- the plating layer has the following chemical composition.
- Zn has a sacrificial anticorrosive effect and is an element effective in improving the corrosion resistance of the plating layer.
- the Zn content is set to 5.0% or more.
- the Zn content may be 8.0% or more, 10.0% or more, 12.0% or more, 15.0% or more, 18.0% or more, 20.0% or more, or 22.0% or more.
- the Zn content is set to 40.0% or less.
- the Zn content may be 38.0% or less, 35.0% or less, 32.0% or less, 30.0% or less, or 28.0% or less.
- Si is an element effective in improving the adhesion of the plating layer.
- the Si content is set to 0.1% or more.
- the Si content may be 0.3% or more, 0.5% or more, 0.8% or more, 1.0% or more, 3.0% or more, or 5.0% or more.
- the Si content is set to 15.0% or less.
- the Si content may be 12.0% or less, 10.0% or less, 8.0% or less, or 6.0% or less.
- Fe is an element that can be contained in the plating layer, for example, by dissolving from the base steel sheet into the plating bath or by reacting with Al during plating to form an Fe-Al phase at the interface between the base steel sheet and the plating layer. Therefore, the Fe content is set to 0.5% or more, and may be, for example, 1.0% or more, 3.0% or more, 5.0% or more, 8.0% or more, 10.0% or more, or 12.0% or more. On the other hand, Fe may be contained in the plating layer up to about 25.0%, but within this range, there is no adverse effect on the plated steel sheet according to the embodiment of the present invention. Therefore, the Fe content is set to 25.0% or less, and may be, for example, 22.0% or less, 20.0% or less, 18.0% or less, 15.0% or less, or 12.0% or less.
- the plating layer may optionally contain Ni: 0-0.500%, Mg: 0-3.000%, Ca: 0-3.000%, Sb: 0-0.500%, Pb: 0-0.500%, Cu: 0-1.000%, Sn: 0-1.000%, Ti: 0-1.000%, Cr: 0-1.000%, Nb: 0-1.000%, Zr: 0-1.000%, Mn: 0-1.000%, Mo: 0
- At least one of the following may be contained: 0-1.000%, Ag: 0-1.000%, Li: 0-1.000%, La: 0-0.500%, Ce: 0-0.500%, B: 0-0.500%, Y: 0-0.500%, Sr: 0-0.500%, In: 0-0.500%, Co: 0-0.500%, Bi: 0-0.500%, P: 0-0.500%, and W: 0-0.500%.
- the total content of these optional elements is 5.000% or less.
- the total content of the optional elements may be 4.500% or less, 4.000% or less, 3.500% or less, 3.000% or less, 2.500% or less, 2.000% or less, 1.500% or less, 1.000% or less, 0.800% or less, 0.500% or less, 0.100% or less, or 0.050% or less.
- the inclusion of these elements is not essential, and the total content of these elements may be 0%. If necessary, the lower limit of the total content of these elements may be 0.001%, 0.010%, 0.050%, or 0.080%.
- Ni is an element effective for improving the corrosion resistance of the plating layer.
- the Ni content may be 0%, but in order to obtain such an effect, the Ni content is preferably 0.001% or more.
- the Ni content may be 0.003% or more, 0.005% or more, 0.008% or more, 0.010% or more, or 0.020% or more.
- the Ni content is set to 0.500% or less, and may be, for example, 0.400% or less, 0.300% or less, 0.100% or less, 0.050% or less, or 0.030% or less.
- Mg is an element effective for improving the corrosion resistance of the plating layer.
- the Mg content may be 0%, but in order to obtain such an effect, the Mg content is preferably 0.001% or more.
- the Mg content may be 0.003% or more, 0.005% or more, or 0.010% or more.
- the Mg content may be 3.000% or less.
- the Mg content may be 2.000% or less, 1.000% or less, 0.500% or less, 0.300% or less, 0.100% or less, 0.050% or less, or 0.020% or less.
- Ca is an element effective in ensuring wettability of the plating bath.
- the Ca content may be 0%, but in order to obtain such an effect, the Ca content is preferably 0.001% or more.
- the Ca content may be 0.003% or more, 0.005% or more, or 0.010% or more.
- the Ca content is preferably 3.000% or less.
- the Ca content may be 2.000% or less, 1.000% or less, 0.500% or less, 0.300% or less, 0.100% or less, 0.050% or less, or 0.020% or less.
- the content of Sb, Pb, La, Ce, B, Y, Sr, In, Co, Bi, P and W is preferably 0.500% or less, and may be, for example, 0.300% or less, 0.100% or less, 0.050% or less, or 0.020% or less.
- the contents of Cu, Sn, Ti, Cr, Nb, Zr, Mn, Mo, Ag and Li are preferably 1.000% or less, and may be, for example, 0.800% or less, 0.500% or less, 0.100% or less, 0.050% or less, or 0.020% or less.
- the remainder of the plating layer other than the above elements consists of Al and impurities.
- Impurities in the plating layer are components that are mixed in due to various factors in the manufacturing process, including raw materials, when the plating layer is manufactured.
- the Al content does not need to be specified in particular, but may be 15.0 to 94.4%. If necessary, the Al content may be 20.0% or more, 30.0% or more, 40.0% or more, 50.0% or more, 60.0% or more, or 65.0% or more, or 94.0% or less, 92.0% or less, 90.0% or less, 85.0% or less, 80.0% or less, 75.0% or less, or 71.0% or less.
- the chemical composition of the plating layer is determined as follows. First, the plating layer is peeled off and dissolved from the plated steel sheet using an acid solution containing an inhibitor (e.g., IBIT 710K manufactured by Asahi Chemical Industry Co., Ltd.) that suppresses corrosion of the base steel sheet, and the obtained acid solution is measured by ICP (inductively coupled plasma) emission spectroscopy to determine the chemical composition (average composition) of the plating layer.
- an inhibitor e.g., IBIT 710K manufactured by Asahi Chemical Industry Co., Ltd.
- ICP inductively coupled plasma emission spectroscopy
- the type of acid is not particularly limited, and may be any acid that can dissolve the plating layer. For example, a 10% hydrochloric acid solution containing 0.04% IBIT 710K can be used as the acid containing the inhibitor.
- the plating layer includes an Fe-Al phase located at the interface with the base steel sheet, and the Fe-Al phase contains, in mass%, 3.0 to 15.0% Si and 2.0 to 15.0% Zn. As described above, it is believed that by containing 3.0 to 15.0% Si in the Fe-Al phase, much of the Si present in the plating layer can be trapped in the Fe-Al phase.
- the Fe-Al-Si phase that can be formed after hot stamp forming is an intermetallic compound containing a relatively large amount of Si, particularly an intermetallic compound containing 5 mass% or more of Si, it is believed that by trapping much of the Si in the Fe-Al phase, which is the interface alloy layer before hot stamp forming, it is possible to suppress the formation of the Fe-Al-Si phase during high-temperature heating in hot stamp forming. If a large amount of the Fe-Al-Si phase is formed, galvanic corrosion may occur between the Fe 2 Al 5 phase that is also formed by alloying during high-temperature heating in hot stamp forming.
- the Si content in the Fe-Al phase is preferably 5.0% or more, and may be, for example, 6.0% or more, 8.0% or more, or 10.0% or more.
- the Si content in the Fe-Al phase is 15.0% or less, and may be, for example, 14.0% or less or 12.0% or less.
- the Zn content in the Fe-Al phase is preferably 3.0% or more, and may be, for example, 5.0% or more, 6.0% or more, 8.0% or more, or 10.0% or more.
- the Zn content in the Fe-Al phase is 15.0% or less, and may be, for example, 14.0% or less or 12.0% or less.
- the plating layer includes a main layer located on the Fe-Al phase.
- the present invention aims to provide a plated steel sheet that can exhibit improved corrosion resistance even when applied to hot stamp forming, and the object is achieved by optimizing the chemical composition and coating amount of the plating layer made of an Al-Zn-Si-based plating, and by containing, in mass %, 3.0 to 15.0% Si and 2.0 to 15.0% Zn in the Fe-Al phase formed at the interface with the base steel sheet, and by controlling the form of the Fe-Al phase so that the contact length L between the Fe-Al phase and the main layer and the length L 0 of the plating layer satisfy the relationship L/L 0 ⁇ 4.0.
- the structure contained in the main layer of the plating layer is not particularly limited except that it is a structure other than the Fe-Al phase, and it is clear that it is not an essential technical feature for achieving the object of the present invention.
- the plating layer is alloyed with the base steel sheet during high-temperature heating in hot stamp forming, and a plating layer mainly containing the Fe 2 Al 5 phase is formed.
- the plated steel sheet according to the embodiment of the present invention in order to suppress the formation of an Fe-Al-Si phase in the plated layer after hot stamp forming and further promote the solid solution of Zn in the Fe2Al5 phase , it is extremely important to appropriately control the chemical composition and morphology of the Fe-Al phase, which corresponds to the interface alloy layer rather than the main layer, and by appropriately controlling these, it is possible to reliably achieve the object of the present invention.
- the main layer may contain at least one of the ⁇ -Al phase, the ⁇ -Zn phase, and the Si phase.
- the main layer may contain the ⁇ -Al phase.
- the area ratio of the ⁇ -Al phase in the main layer may be, for example, 30% or more, 40% or more, 50% or more, or 60% or more.
- the area ratio of the ⁇ -Al phase in the main layer may be 100%, or, for example, 90% or less, 80% or less, or 70% or less. Note that since the area other than the Fe-Al phase in the plating layer, i.e., the non-Fe-Al phase, is the main layer, the plating layer is composed of the Fe-Al phase and the main layer.
- the form of the Fe-Al phase is controlled so that the contact length L between the Fe-Al phase and the main layer and the length L 0 of the plating layer satisfy the relationship L/L 0 ⁇ 4.0.
- the Fe-Al phase corresponding to the interface alloy layer in the plating layer to a flatter shape with less unevenness to the extent that the relationship L/L 0 ⁇ 4.0 is satisfied, it is possible to suppress the Fe-Al phase from growing into a needle-like shape during high-temperature heating in hot stamp forming.
- L/ L0 is preferably 3.8 or less, and may be, for example, 3.5 or less, 3.2 or less, 3.0 or less, 2.8 or less, 2.5 or less, 2.2 or less, or 2.0 or less. There is no particular lower limit, and L/ L0 may be, for example, 1.0 or more, 1.2 or more, 1.5 or more, 1.7 or more, or 1.9 or more.
- the plating layer is analyzed as follows. First, five samples are taken from the plated steel sheet so that the cross section of the plating layer can be observed. Next, for each sample, a rectangular range of 80 ⁇ m in the thickness direction and 100 ⁇ m in the direction perpendicular to the thickness direction is defined as one visual field, and five visual fields in total for the five samples are photographed at a magnification of 1500 times using SEM-EDS or EPMA to obtain a mapping image. From the element distribution image of this mapping image, the position of the Fe-Al phase is determined. More specifically, an element distribution image is obtained by SEM-EDS or EPMA with the measurement target elements being Fe, Al, Si, and Zn.
- a region that satisfies Fe: 25 to 65 mass % and Al: 30 to 70 mass % is identified as the Fe-Al phase.
- the Fe-Al phase region is identified by setting the concentration range of a color bar, which indicates the concentration of each element in the element distribution image by color tone, to Fe: 25 to 65 mass% and Al: 30 to 70 mass%, and superimposing the element distribution images of Fe and Al with the color bar adjusted.
- the region with Fe exceeding 65 mass% is identified as the base steel sheet (reference number 2 in FIG. 1), and the region other than the Fe-Al phase in the coating layer is identified as the main layer (reference number 5 in FIG. 1).
- the contact length between the main layer and the Fe-Al phase is measured using image analysis software (for example, the "Analyze” function of "ImageJ”).
- image analysis software for example, the "Analyze” function of "ImageJ”
- the average of the contact lengths obtained for the five samples is calculated as the contact length L, and the ratio L/L 0 to the corresponding coating layer length L 0 (length of the long side in each field of view: 100 ⁇ m) is calculated.
- L 0 which is the length of the long side in the field of view, is also the distance between both ends of the contact length L (however, this is the distance in the direction parallel to the surface of the plated steel sheet 1 ), as shown in FIG.
- the Si content and Zn content in the Fe-Al phase are determined as follows. First, for each of the five samples, the Fe-Al phase is identified by the above method, and the element concentrations (specifically, the Si content and the Zn content) constituting the Fe-Al phase are measured using SEM-EDS or EPMA. More specifically, for each sample, the Si content and the Zn content are measured at five measurement points spaced 50 ⁇ m apart in a direction parallel to the surface of the plated steel sheet at the center of the thickness of the Fe-Al phase, and the average value is taken as the measured value for each sample. The measured values of the five samples of the target element concentration are obtained, and the average value of the measured values is taken as the content of the element (Si content or Zn content).
- the structure in the main layer is identified from the element distribution image of the mapping image obtained in one of the samples.
- the area ratio of the structure in the main layer is measured from the element distribution image of the mapping image obtained in the five samples, and the average of the five fields of view is calculated.
- the ⁇ -Al phase is defined as the region that satisfies Fe: 0-10 mass%, Al: 20-90 mass%, and Zn: 0-80%
- the ⁇ -Zn phase is defined as the region that satisfies Fe: 0-10 mass%, Al: 0-less than 20 mass%, and Zn: more than 80 mass%
- the Si phase is defined as the region that satisfies Si: 80 mass% or more.
- the plating layer having the above chemical composition, Fe-Al phase, and main layer may be a hot-dip plating layer. There is no need to exclude plating layers other than the hot-dip plating layer, but it may be limited to the hot-dip plating layer.
- the coating weight of the coating layer is 20 g/m 2 or more per side.
- the coating layer may be alloyed with the base steel sheet during high-temperature heating in hot stamp forming, resulting in a decrease in corrosion resistance.
- by making the coating weight of the coating layer relatively large, specifically controlling it to 20 g/m 2 or more per side it is possible to sufficiently secure the amount of Zn in the entire coating layer formed after hot stamp forming and the amount of solid-solubilized Zn in the Fe 2 Al 5 phase, and it is considered that it is possible to achieve excellent corrosion resistance due to the presence of such a coating layer.
- the coating weight of the coating layer is preferably 30 g/m 2 or more, 40 g/m 2 or more, or 50 g/m 2 or more per side, more preferably 60 g/m 2 or more, even more preferably 70 g/m 2 or more, and most preferably 80 g/m 2 or more.
- the coating weight of the plating layer may be, for example, 200 g/m2 or less , 190 g/m2 or less , 180 g/m2 or less , or 170 g/ m2 or less.
- the coating weight of the plating layer is determined as follows. First, a 30 mm x 30 mm sample is taken from the plated steel sheet, and then the plating layer is stripped and dissolved from this sample using an acid solution containing an inhibitor (e.g., IBIT 710K manufactured by Asahi Chemical Industry Co., Ltd.) that suppresses corrosion of the base steel sheet, and the coating weight of the plating layer is determined from the change in mass of the sample before and after stripping and dissolving.
- the type of acid is not particularly limited, and may be any acid that can dissolve the plating layer. For example, an aqueous solution containing an inhibitor with an IBIT 710K concentration of 0.04% and a hydrochloric acid concentration of 10% can be used as the acid containing the inhibitor.
- the depth at which the C concentration is 0.10 mass% or less in the depth direction of the base steel sheet from the interface between the base steel sheet and the plating layer is preferably 0.5 ⁇ m or more.
- the present inventors have found that by providing a region with a relatively low C concentration in the surface layer of the base steel sheet, more specifically, by setting the depth at which the C concentration is 0.10 mass% or less to 0.5 ⁇ m or more, the formation of the Fe-Al-Si phase can be further suppressed, thereby further improving the corrosion resistance after hot stamp forming.
- the greater the depth at which the C concentration is 0.10 mass% or less the more preferable it is, and it may be, for example, 0.8 ⁇ m or more, 1.0 ⁇ m or more, 1.2 ⁇ m or more, 1.5 ⁇ m or more, or 2.0 ⁇ m or more.
- the upper limit is not particularly limited, but for example, the depth at which the C concentration is 0.10 mass % or less may be 15.0 ⁇ m or less, 10.0 ⁇ m or less, or 5.0 ⁇ m or less.
- the depth at which the C concentration is 0.10 mass% or less in the depth direction of the base steel sheet from the interface between the base steel sheet and the plating layer is determined as follows using a high-frequency glow discharge optical emission spectrometer (GDS). Specifically, a method is used in which the surface of the plated steel sheet is placed in an Ar atmosphere, a voltage is applied to generate glow plasma, and the surface of the plated steel sheet is sputtered while being analyzed in the depth direction. Then, elements contained in the material are identified from the element-specific emission spectrum wavelengths emitted by excited atoms in the glow plasma, and the emission intensity of the identified elements is estimated.
- GDS glow discharge optical emission spectrometer
- the data in the depth direction can be estimated from the sputtering time. Specifically, the relationship between the sputtering time and the sputtering depth is obtained in advance using a standard sample, so that the sputtering time can be converted to the sputtering depth. Therefore, the sputtering depth converted from the sputtering time can be defined as the depth from the surface of the material. The obtained emission intensity is converted to mass% by creating a calibration curve.
- the position where the Al concentration in the depth direction becomes 1.0 mass% or less is determined as the interface between the base steel sheet and the plating layer, and the distance in the depth direction from the interface to the point where the C concentration becomes 0.10 mass% or more is determined as the "depth from the interface between the base steel sheet and the plating layer in the depth direction of the base steel sheet at which the C concentration is 0.10 mass% or less.”
- the present invention aims to provide a plated steel sheet that can exhibit improved corrosion resistance even when applied to hot stamp forming, and the object is achieved by optimizing the chemical composition and coating amount of the plating layer made of an Al-Zn-Si-based plating, and by making the Fe-Al phase formed at the interface with the base steel sheet contain, by mass %, 3.0 to 15.0% Si and 2.0 to 15.0% Zn, and by controlling the morphology of the Fe-Al phase so that the contact length L between the Fe-Al phase and the main layer and the length L 0 of the plating layer satisfy the relationship L/L 0 ⁇ 4.0.
- the chemical composition of the base steel sheet itself is not an essential technical feature for achieving the object of the present invention.
- a preferred chemical composition of the base steel sheet used in the plated steel sheet according to the embodiment of the present invention will be described in detail, but these descriptions are intended to be merely examples of preferred chemical compositions of the base steel sheet for application to hot stamp forming, and are not intended to limit the present invention to one using a base steel sheet having such a specific chemical composition.
- the base steel plate contains, in mass%, C: 0.13-0.50%, Si: 0.001 to 3.000%, Mn: 0.30-3.00%, Al: 0.0002-2.000%, P: 0.100% or less, S: 0.1000% or less, N: 0.0100% or less, Nb: 0 to 0.15%, Ti: 0 to 0.15%, V: 0 to 0.15%, Mo: 0-1.0%, Cr: 0-1.0%, Cu: 0 to 1.0%, Ni: 0-1.0%, B: 0 to 0.0100%, W: 0-1.000%, Hf: 0 to 0.050%, Mg: 0 to 0.050%, Zr: 0 to 0.050%, Ca: 0-0.010%, REM: 0-0.30%, It is preferable that the chemical composition is Ir: 0 to 1.000%, and the balance: Fe and impurities. Each element will be described in more detail below.
- C is an element that inexpensively increases tensile strength and is an important element for controlling the strength of steel.
- the C content is preferably 0.13% or more.
- the C content may be 0.15% or more, 0.20% or more, 0.30% or more, or 0.35% or more.
- excessive C content may cause a decrease in elongation.
- the C content is preferably 0.50% or less.
- the C content may be 0.45% or less, or 0.40% or less.
- Si acts as a deoxidizer and is an element that suppresses the precipitation of carbides during the cooling process during cold-rolled sheet annealing.
- the Si content is preferably 0.001% or more.
- the Si content may be 0.010% or more, 0.100% or more, or 0.200% or more.
- excessive Si content may increase the steel strength and decrease the elongation. For this reason, the Si content is preferably 3.000% or less.
- the Si content may be 2.500% or less, 2.000% or less, 1.500% or less, or 1.000% or less.
- Mn is an element that enhances the hardenability of steel and is effective in increasing strength.
- the Mn content is preferably 0.30% or more.
- the Mn content may be 0.50% or more, 1.00% or more, or 1.30% or more.
- excessive Mn content may increase the steel strength and decrease the elongation. For this reason, the Mn content is preferably 3.00% or less.
- the Mn content may be 2.80% or less, 2.50% or less, or 2.00% or less.
- Al acts as a deoxidizer for steel and is an element that has the effect of improving the soundness of steel.
- the Al content is preferably 0.0002% or more.
- the Al content may be 0.001% or more, 0.010% or more, 0.050% or more, or 0.100% or more.
- the Al content is preferably 2.000% or less.
- the Al content may be 1.500% or less, 1.000% or less, 0.800% or less, or 0.500% or less.
- P 0.100% or less
- P is an element that segregates at grain boundaries and promotes embrittlement of steel. Since the lower the P content, the better, it is ideally 0%. However, excessive reduction in the P content may lead to a significant increase in costs. For this reason, the P content may be 0.0001% or more, or may be 0.001% or more, or 0.005% or more. On the other hand, excessive inclusion of P may lead to embrittlement of steel due to grain boundary segregation as described above. Therefore, the P content is preferably 0.100% or less. The P content may be 0.050% or less, 0.030% or less, or 0.010% or less.
- S is an element that generates nonmetallic inclusions such as MnS in steel, which leads to a decrease in the ductility of steel parts.
- the S content may be 0.0001% or more, 0.0002% or more, 0.0010% or more, or 0.0050% or more.
- the S content is preferably 0.1000% or less.
- the S content may be 0.0500% or less, 0.0200% or less, or 0.0100% or less.
- N is an element that forms coarse nitrides in the steel sheet and reduces the workability of the steel sheet. Since the lower the N content, the more preferable it is, the ideal N content is 0%. However, excessive reduction in the N content may lead to a significant increase in manufacturing costs. For this reason, the N content may be 0.0001% or more, 0.0005% or more, or 0.0010% or more. On the other hand, excessive N content may form coarse nitrides as described above, thereby reducing the workability of the steel sheet. Therefore, the N content is preferably 0.0100% or less. The N content may be 0.0080% or less, or 0.0050% or less.
- the preferred basic chemical composition of the base steel plate is as described above.
- the base steel plate may contain, as necessary, one or more elements selected from the group consisting of Nb: 0-0.15%, Ti: 0-0.15%, V: 0-0.15%, Mo: 0-1.0%, Cr: 0-1.0%, Cu: 0-1.0%, Ni: 0-1.0%, B: 0-0.0100%, W: 0-1.000%, Hf: 0-0.050%, Mg: 0-0.050%, Zr: 0-0.050%, Ca: 0-0.010%, REM: 0-0.30%, and Ir: 0-1.000%, in place of a portion of the remaining Fe.
- Each of these elements may be 0.0001% or more, 0.0005% or more, 0.001% or more, or 0.01% or more.
- the remainder of the base steel plate consists of Fe and impurities.
- Impurities in base steel plate are components that are mixed in due to various factors in the manufacturing process, including raw materials such as ore and scrap, when the base steel plate is industrially manufactured.
- the chemical composition of the base steel plate may be measured by a general analytical method.
- the chemical composition of the base steel plate may be measured by first removing the plating layer by mechanical grinding, and then using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry) on the cutting chips in accordance with JIS G 1201:2014.
- ICP-AES Inductively Coupled Plasma-Atomic Emission Spectrometry
- a 35 mm square test piece may be obtained from the vicinity of the 1/2 position of the plate thickness of the base steel plate, and the composition may be identified by measuring it under conditions based on a calibration curve created in advance using a Shimadzu ICPS-8100 or similar (measuring device).
- C and S which cannot be measured by ICP-AES, may be measured using the combustion-infrared absorption method, N may be measured using the inert gas fusion-thermal conductivity method, and O may be measured using the inert gas fusion-non-dispersive infrared absorption method.
- the thickness of the base steel plate is not particularly limited, and may be, for example, 0.2 mm or more, 0.3 mm or more, 0.6 mm or more, 1.0 mm or more, or 2.0 mm or more. Similarly, the thickness of the base steel plate may be, for example, 6.0 mm or less, 5.0 mm or less, or 4.0 mm or less.
- the plated steel sheet according to an embodiment of the present invention can be manufactured by, for example, carrying out a casting process in which molten steel with an adjusted chemical composition is cast to form a slab, a hot rolling process in which the slab is hot rolled to obtain a hot rolled steel sheet, a coiling process in which the hot rolled steel sheet is coiled, a cold rolling process in which the coiled hot rolled steel sheet is cold rolled to obtain a cold rolled steel sheet, an annealing process in which the cold rolled steel sheet is annealed, a cooling process in which the annealed cold rolled steel sheet is cooled, and a plating process in which a plating layer is formed on the obtained base steel sheet.
- the cold rolling process may be carried out directly after pickling without coiling after the hot rolling process. Each process will be described in detail below.
- the conditions for the casting process are not particularly limited. For example, after melting in a blast furnace or an electric furnace, various secondary smelting processes may be carried out, and then casting may be carried out by a method such as ordinary continuous casting or casting by an ingot method.
- the cast slab is hot-rolled to obtain a hot-rolled steel sheet.
- the hot-rolling step is performed by reheating the cast slab directly or after cooling and then hot-rolling it.
- the heating temperature of the slab may be, for example, 1100 to 1250°C.
- rough rolling and finish rolling are usually performed.
- the temperature and reduction of each rolling step can be appropriately determined according to the desired metal structure and plate thickness.
- the end temperature of the finish rolling may be 900 to 1050°C, and the reduction of the finish rolling may be 10 to 50%.
- the hot-rolled steel sheet can be coiled at a predetermined temperature.
- the coiling temperature can be appropriately determined depending on the desired metal structure, etc., and may be, for example, 500 to 800°C.
- the hot-rolled steel sheet may be subjected to a predetermined heat treatment by recoiling before or after coiling. Alternatively, the coiling step may be omitted, and the hot-rolled steel sheet may be pickled after the hot-rolling step and then subjected to the cold-rolling step described later.
- the hot-rolled steel sheet After the hot-rolled steel sheet is subjected to pickling or the like, the hot-rolled steel sheet is cold-rolled to obtain a cold-rolled steel sheet.
- the rolling reduction in the cold rolling can be appropriately determined according to the desired metal structure and sheet thickness, and may be, for example, 20 to 80%.
- the steel sheet After the cold rolling step, the steel sheet may be cooled to room temperature, for example, by air cooling.
- the annealing step includes heating the cold-rolled steel sheet to a temperature of 730 to 900 ° C in an atmosphere with a dew point of -50 to 20 ° C and holding the temperature for 10 to 300 seconds.
- the surface layer of the cold-rolled steel sheet can be appropriately decarburized.
- the atmosphere in the annealing step may be a reducing atmosphere, more specifically a reducing atmosphere containing nitrogen and hydrogen, for example, a reducing atmosphere of 1 to 10% hydrogen (for example, 4% hydrogen and the balance of nitrogen).
- the cooling step may be performed at a cooling rate suitable for obtaining a desired metal structure from the heating temperature of the annealing step to the entry sheet temperature of the subsequent plating step.
- the cooling step may be performed at an average cooling rate of 10° C./s or more from the heating temperature of the annealing step to the entry sheet temperature of the plating step.
- a plating layer having the above-described chemical composition and morphology is formed on at least one, preferably both, surfaces of the cold-rolled steel sheet (base steel sheet). More specifically, the plating step is carried out using a plating bath whose components are adjusted so that the chemical composition of the plating layer falls within the above-described range, for example, a plating bath containing Zn: 5.0 to 50.0%, Si: 0.1 to 18.0%, and the balance: Al and impurities (plating bath temperature: 650°C or higher, for example, 650 to 680°C), so that the temperature of the base steel sheet entering the plating bath is 500°C or lower, and then the base steel sheet is cooled to 300°C at an average cooling rate of 10°C/s or lower.
- the plating step is important for obtaining the desired chemical composition and morphology of the Fe-Al phase formed at the interface with the base steel sheet, and will be described in detail below.
- the plating process is carried out so that the entry sheet temperature is the same as or approximately the same as the plating bath temperature.
- the difference between the entry sheet temperature of the base steel sheet into the plating bath and the plating bath temperature i.e., plating bath temperature-entry sheet temperature
- the entry sheet temperature is higher than 500°C, or if the plating bath temperature is lower than 650°C
- the Si content of the Fe-Al phase is less than 3.0%, and similarly the Zn content is less than 2.0%.
- the plating bath temperature is controlled to 650°C or more and the entry sheet temperature is controlled to 500°C or less to ensure that the entry sheet temperature is 150°C or more lower than the plating bath temperature, thereby crystallizing the Fe-Al phase at a low temperature and changing the Fe-Al phase into a phase type suitable for containing 3.0 to 15.0% Si and 2.0 to 15.0% Zn.
- the plating bath temperature is controlled to 650°C or more and the entry sheet temperature is controlled to 500°C or less to ensure that the entry sheet temperature is 150°C or more lower than the plating bath temperature, thereby crystallizing the Fe-Al phase at a low temperature and changing the Fe-Al phase into a phase type suitable for containing 3.0 to 15.0% Si and 2.0 to 15.0% Zn.
- Zn having a sacrificial anticorrosive effect can be solid-dissolved in the Fe 2 Al 5 phase formed by alloying during high-temperature heating in hot stamp forming, thereby making it possible to improve the corrosion resistance of the plating layer after hot stamp forming.
- the entry sheet temperature is controlled to be the same as or to the same extent as the plating bath temperature as described above, and even if the entry sheet temperature is different from the plating bath temperature, the entry sheet temperature is generally controlled within a range of ⁇ 20°C relative to the plating bath temperature. The reason for this is that, although the sheet temperature rises to the plating bath temperature when immersed in the plating bath, there is no need to take the manufacturing cost to cool and control the entry sheet temperature to a lower temperature, and the plating bath may solidify due to the entry sheet temperature being lower than the plating bath temperature.
- the corrosion resistance of the plating layer after hot stamp forming can be improved by controlling the plating bath temperature to 650°C or higher and the entry sheet temperature to 500°C or lower, as in this manufacturing method, to ensure that the entry sheet temperature is 150°C or lower than the plating bath temperature.
- the lower limit of the entry sheet temperature is not particularly limited, but for example, the entry sheet temperature of the base steel sheet into the plating bath may be 380°C or higher. Conventional wisdom would suggest that controlling the entry sheet temperature to 500°C or less could lead to the plating bath solidifying due to its composition.
- the plating process is carried out, for example, by hot-dip plating.
- Other conditions of the plating process may be appropriately set in consideration of the thickness and adhesion amount of the plating layer.
- a cold-rolled steel sheet is immersed in a plating bath, then pulled out, and immediately sprayed with N2 gas or air by a gas wiping method, and then cooled, so that the adhesion amount of the plating layer can be adjusted to a predetermined range, for example, within the range of 20 to 200 g/ m2 per side.
- cooling after plating is performed at an average cooling rate of 10°C/s or less to 300°C.
- the frequency at which nuclei of the Fe-Al phase are generated from the molten plating (nucleation frequency) can be reduced.
- the Fe-Al phase can be grown relatively slowly, so that the Fe-Al phase can be coarsened to form an Fe-Al phase having a relatively flat shape with few irregularities at the interface with the base steel sheet, more specifically, an Fe-Al phase with L/L 0 controlled to 4.0 or less.
- the average cooling rate from after plating to 300°C is faster than 10°C/s, the frequency of nucleation of the Fe-Al phase also increases, and the growth of the Fe-Al phase from the molten plating is accelerated accordingly.
- an Fe-Al phase with larger irregularities and with an L/L 0 of more than 4.0 is generated at the interface with the base steel sheet.
- the Fe-Al phase grows in a needle-like shape and may destroy the oxide film present on the surface of the plating layer, and in such a case, the Zn contained in the plating layer evaporates from the part where the oxide film is destroyed.
- the average cooling rate from after plating to 300°C is 5°C/s or less.
- the present manufacturing method it is possible to manufacture a plated steel sheet having a plating layer in which the chemical composition of the entire plating layer is controlled within a predetermined range, the coating weight of the plating layer is 20 g/m2 or more per side, the Fe-Al phase formed at the interface with the base steel sheet contains, in mass%, 3.0 to 15.0% Si and 2.0 to 15.0% Zn, and the form of the Fe-Al phase is controlled so that the contact length L of the Fe-Al phase with the main layer and the length L0 of the plating layer satisfy the relationship L/L0 ⁇ 4.0 .
- the combination of the corrosion resistance improvement effect due to the solid solution of Zn in the Fe2Al5 phase and the corrosion resistance improvement effect due to the suppression of the formation of the Fe-Al-Si phase in the plating layer makes it possible to significantly improve the corrosion resistance of the hot stamped body. Therefore, according to such a plated steel sheet, when applied as a plated steel sheet for hot stamping, it is possible to realize superior corrosion resistance compared to conventional plated steel sheets. This will contribute to industrial development by extending the service life of plated steel sheets for automobiles and building materials.
- plated steel sheets according to embodiments of the present invention were manufactured under various conditions, and the properties of the manufactured plated steel sheets were investigated.
- molten steel was cast by continuous casting to form a slab having a chemical composition by mass of C: 0.20%, Si: 0.012%, Mn: 1.30%, Al: 0.030%, P: 0.005%, S: 0.0020%, and N: 0.0030%, with the balance being Fe and impurities.
- the slab was once cooled, then reheated to 1200°C and hot rolled, and then coiled at a temperature of 600°C or less.
- the hot rolling was performed by rough rolling and finish rolling, with the finishing temperature of the finish rolling being 900-1050°C and the reduction ratio of the finish rolling being 30%.
- the obtained hot-rolled steel sheet was pickled and then cold rolled at a reduction ratio of 50% to obtain a cold-rolled steel sheet having a thickness of 1.6 mm.
- the obtained cold-rolled steel sheet was subjected to an annealing process under the conditions shown in Table 1 in a mixed gas atmosphere of 4% hydrogen and the balance of nitrogen in a furnace with an oxygen concentration of 20 ppm or less, and then cooled at an average cooling rate of 10°C/s or more to produce the base steel sheet.
- the manufactured base steel sheet was cut into 100 mm x 200 mm, and the base steel sheet was plated using a batch-type hot-dip plating test device manufactured by our company. More specifically, the manufactured base steel sheet was first introduced into a plating bath having various chemical compositions and plating bath temperatures shown in Table 1 at the entry sheet temperature shown in Table 1 and immersed for about 3 seconds, then pulled up at a pulling speed of 20 to 200 mm/s, and the coating weight of the plating layer was adjusted to the value shown in Table 1 by N2 gas wiping.
- the base steel sheet with the plating layer attached was cooled to 300°C at the average cooling rate shown in Table 1 using nitrogen gas as a cooling gas, thereby obtaining a plated steel sheet with a plating layer formed on both sides of the base steel sheet.
- the sheet temperature was measured using a thermocouple spot-welded to the center of the base steel sheet.
- the Fe-Al phase and the main layer were identified by the above-mentioned method, and the Si content and Zn content of the Fe-Al phase were determined by the above-mentioned method. Furthermore, the value of L/ L0 and the depth at which the C concentration in the depth direction of the base steel sheet was 0.10 mass% or less were determined by the above-mentioned method. In all examples, the Fe-Al phase was present at the interface with the base steel sheet in the coating layer, and a non-Fe-Al phase, i.e., the main layer, was present on the Fe-Al phase (on the surface side of the coating steel sheet).
- the corrosion depth of the base steel was evaluated as follows. First, the plated steel sheet was placed in an atmospheric heating furnace at 900°C, and after the temperature of the plated steel sheet reached the furnace temperature of -10°C, it was held for 100 seconds. Next, the plated steel sheet was removed from the furnace, and the plated steel sheet was sandwiched between flat molds at about room temperature and quenched. A sample of the plated steel sheet after heating and quenching, 50 mm x 100 mm, was subjected to Zn phosphate treatment (SD5350 system: Nippon Paint Industrial Coating Co., Ltd. standard), and then electrocoating (PN110 Powernics Gray: Nippon Paint Industrial Coating Co., Ltd.
- the coating blister was evaluated as follows. First, a 50 mm x 100 mm sample of the plated steel sheet after heating and quenching in the same manner as in the case of the base steel corrosion depth was subjected to Zn phosphate treatment (SD5350 system: Nippon Paint Industrial Coating Co., Ltd. standard), then electrodeposition coating (PN110 Powernics Gray: Nippon Paint Industrial Coating Co., Ltd. standard) was performed at 20 ⁇ m, and baking treatment was performed at a temperature of 150 ° C and 20 minutes. Next, a cut reaching the base steel (base steel sheet) was introduced in the center of the sample.
- Zn phosphate treatment SD5350 system: Nippon Paint Industrial Coating Co., Ltd. standard
- electrodeposition coating PN110 Powernics Gray: Nippon Paint Industrial Coating Co., Ltd. standard
- Galvanized steel sheets with a base steel corrosion depth rating of AA or A and paint film blister ratings of AAA, AA or A were evaluated as being capable of exhibiting improved corrosion resistance even when applied to hot stamp forming. The results are shown in Table 1.
- Comparative Example 32 the entry sheet temperature in the plating process was high, so the desired Si and Zn contents were not obtained in the Fe-Al phase, and the corrosion resistance after hot stamp forming was reduced.
- Comparative Example 33 the average cooling rate from plating to 300°C was fast, so the nucleation frequency of the Fe-Al phase increased, and the value of L/L0 exceeded 4.0 at the interface with the base steel sheet, that is, an Fe-Al phase with larger unevenness was generated. In relation to this, it is considered that the oxide film on the surface of the plating layer was destroyed by the Fe-Al phase that grew needle-like during high-temperature heating in hot stamp forming, and most of the Zn contained in the plating layer evaporated.
- the corrosion resistance after hot stamp forming was reduced.
- the Zn content in the plating layer was low, so the sacrificial corrosion protection effect could not be fully exhibited in the plating layer, and the base steel corrosion depth after hot stamp forming increased, and the corrosion resistance was reduced.
- the Si content in the plating layer was high, so that the formation of the Fe-Al-Si phase in the Fe 2 Al 5 phase in the plating layer after hot stamp forming was prominent, and as a result, the coating blister after hot stamp forming increased and the corrosion resistance was reduced.
- the Si content in the plating layer was low, so that the adhesion of the plating layer was reduced and the corrosion resistance after hot stamp forming was reduced.
- Comparative Example 37 the adhesion amount of the plating layer was insufficient, so that the corrosion resistance after hot stamp forming was reduced.
- the plating bath temperature was low, so that the plating bath solidified when the base steel sheet was immersed in the plating bath, and the plating layer could not be formed appropriately. For this reason, the subsequent production was stopped and analysis and performance evaluation were not performed.
- the chemical composition of the entire plating layer was controlled within a prescribed range, the coating weight of the plating layer was set to 20 g/ m2 or more per side, the Fe-Al phase formed at the interface with the base steel sheet contained, by mass%, 3.0 to 15.0% Si and 2.0 to 15.0% Zn, and further the morphology of the Fe-Al phase was controlled so that the contact length L of the Fe-Al phase with the main layer and the length L0 of the plating layer satisfied the relationship L/L0 ⁇ 4.0 .
- the corrosion resistance of the hot stamped body was significantly improved by a combination of the corrosion resistance improving effect resulting from the solid solution of Zn in the Fe2Al5 phase and the corrosion resistance improving effect resulting from the suppression of the formation of the Fe-Al-Si phase in the plating layer.
- the chemical composition of the entire plating layer contained Zn: 10.0 to 35.0% and Si: 0.1 to 6.0% and the morphology of the Fe-Al phase was controlled to satisfy the relationship L/L 0 ⁇ 3.0
- the evaluations of the base steel corrosion depth and the paint film blister were both AA, and the corrosion resistance was further improved.
- the morphology of the Fe-Al phase was controlled to satisfy the relationship L/L 0 ⁇ 3.0, and further the depth at which the C concentration in the surface layer of the base steel sheet was 0.10 mass% or less was controlled to 0.5 ⁇ m or more, the evaluation of the base steel corrosion depth was AA and the evaluation of the paint film blister was AAA, and the corrosion resistance was further improved.
- the main layer in the plated steel sheets according to all Examples contained at least one of an ⁇ -Al phase, an ⁇ -Zn phase, and a Si phase, and in particular, the main layer in the plated steel sheets according to all Examples contained 50 area % or more of an ⁇ -Al phase.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Coating With Molten Metal (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202480063401.3A CN121969780A (zh) | 2023-10-12 | 2024-09-13 | 镀覆钢板 |
| JP2025500992A JP7828026B2 (ja) | 2023-10-12 | 2024-09-13 | めっき鋼板 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023176610 | 2023-10-12 | ||
| JP2023-176610 | 2023-10-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025079389A1 true WO2025079389A1 (ja) | 2025-04-17 |
Family
ID=95395369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/032826 Pending WO2025079389A1 (ja) | 2023-10-12 | 2024-09-13 | めっき鋼板 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7828026B2 (https=) |
| CN (1) | CN121969780A (https=) |
| WO (1) | WO2025079389A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05148668A (ja) * | 1991-11-29 | 1993-06-15 | Daido Steel Sheet Corp | アルミニウム−亜鉛−シリコン合金めつき被覆物及びその製造方法 |
| JP2002348649A (ja) * | 2001-03-19 | 2002-12-04 | Kawasaki Steel Corp | 加工性に優れた溶融Al−Zn合金めっき鋼板及びその製造方法 |
| JP2002356759A (ja) * | 2001-03-30 | 2002-12-13 | Nippon Steel Corp | 耐食性に優れる溶融Zn−Al−Cr合金めっき鋼材 |
| KR20220089439A (ko) * | 2020-12-21 | 2022-06-28 | 주식회사 포스코 | 표면 품질이 우수한 열간 프레스 성형용 도금 강판 및 이의 제조방법 |
| WO2022196733A1 (ja) * | 2021-03-17 | 2022-09-22 | 日本製鉄株式会社 | 鋼板、鋼部材及び被覆鋼部材 |
| CN116288106A (zh) * | 2022-12-05 | 2023-06-23 | 常州大学 | 一种连续热浸镀Al-10Si-Zn牺牲阳极合金镀层及其制备方法 |
| WO2023135962A1 (ja) * | 2022-01-13 | 2023-07-20 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板およびその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7230448B2 (ja) | 2018-11-16 | 2023-03-01 | 日本製鉄株式会社 | 溶融Al系めっき鋼板 |
-
2024
- 2024-09-13 WO PCT/JP2024/032826 patent/WO2025079389A1/ja active Pending
- 2024-09-13 CN CN202480063401.3A patent/CN121969780A/zh active Pending
- 2024-09-13 JP JP2025500992A patent/JP7828026B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05148668A (ja) * | 1991-11-29 | 1993-06-15 | Daido Steel Sheet Corp | アルミニウム−亜鉛−シリコン合金めつき被覆物及びその製造方法 |
| JP2002348649A (ja) * | 2001-03-19 | 2002-12-04 | Kawasaki Steel Corp | 加工性に優れた溶融Al−Zn合金めっき鋼板及びその製造方法 |
| JP2002356759A (ja) * | 2001-03-30 | 2002-12-13 | Nippon Steel Corp | 耐食性に優れる溶融Zn−Al−Cr合金めっき鋼材 |
| KR20220089439A (ko) * | 2020-12-21 | 2022-06-28 | 주식회사 포스코 | 표면 품질이 우수한 열간 프레스 성형용 도금 강판 및 이의 제조방법 |
| WO2022196733A1 (ja) * | 2021-03-17 | 2022-09-22 | 日本製鉄株式会社 | 鋼板、鋼部材及び被覆鋼部材 |
| WO2023135962A1 (ja) * | 2022-01-13 | 2023-07-20 | 日本製鉄株式会社 | 溶融亜鉛めっき鋼板およびその製造方法 |
| CN116288106A (zh) * | 2022-12-05 | 2023-06-23 | 常州大学 | 一种连续热浸镀Al-10Si-Zn牺牲阳极合金镀层及其制备方法 |
Non-Patent Citations (1)
| Title |
|---|
| HONDA, KAZUHIKO ET AL.: "Influence of Si Addition to the Coating Bath on the Growth of Al- Fe Alloy Layers in Hot-dip Zn-Al-Mg Alloy-coated Steel Sheets", TETSU-TO-HAGANÉ, vol. 97, no. 1, 1 January 2011 (2011-01-01), pages 19 - 25, XP093085984, DOI: 10.2355/tetsutohagane.97.19 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN121969780A (zh) | 2026-05-01 |
| JPWO2025079389A1 (https=) | 2025-04-17 |
| JP7828026B2 (ja) | 2026-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7095818B2 (ja) | 被覆鋼部材、被覆鋼板およびそれらの製造方法 | |
| JP2021508771A (ja) | 加工後耐食性に優れた亜鉛合金めっき鋼材及びその製造方法 | |
| JP7704872B2 (ja) | アルミニウムめっき鋼板、熱成形部品、および製造方法 | |
| KR20220127890A (ko) | 도금 강재 | |
| JP2000313936A (ja) | 延性に優れた合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP7828026B2 (ja) | めっき鋼板 | |
| KR102901155B1 (ko) | 강재 | |
| WO2025079387A1 (ja) | ホットスタンプ成形体 | |
| WO2025079391A1 (ja) | めっき鋼板 | |
| WO2025079390A1 (ja) | ホットスタンプ成形体 | |
| WO2025079388A1 (ja) | ホットスタンプ成形体 | |
| WO2025079386A1 (ja) | ホットスタンプ成形体 | |
| JP7737065B2 (ja) | めっき鋼板 | |
| KR20260053092A (ko) | 도금 강판 | |
| JP7804239B2 (ja) | めっき鋼板 | |
| KR20260056295A (ko) | 핫 스탬프 성형체 | |
| JP7727251B2 (ja) | ホットスタンプ成形体 | |
| KR20260053402A (ko) | 핫 스탬프 성형체 | |
| JP7801645B2 (ja) | めっき鋼板 | |
| KR20260051480A (ko) | 도금 강판 | |
| KR20260057201A (ko) | 핫 스탬프 성형체 | |
| KR20260061255A (ko) | 핫 스탬프 성형체 | |
| WO2024122124A1 (ja) | ホットスタンプ成形体 | |
| WO2024122117A1 (ja) | ホットスタンプ成形体 | |
| WO2024122120A1 (ja) | めっき鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2025500992 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025500992 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24876988 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2601002577 Country of ref document: TH |