WO2025069976A1 - ドリル及び切削加工物の製造方法 - Google Patents
ドリル及び切削加工物の製造方法 Download PDFInfo
- Publication number
- WO2025069976A1 WO2025069976A1 PCT/JP2024/031830 JP2024031830W WO2025069976A1 WO 2025069976 A1 WO2025069976 A1 WO 2025069976A1 JP 2024031830 W JP2024031830 W JP 2024031830W WO 2025069976 A1 WO2025069976 A1 WO 2025069976A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- blade
- drill
- angle
- edge
- inclination angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/0018—Drills for enlarging a hole
- B23B51/0027—Drills for enlarging a hole by tool swivelling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/04—Angles, e.g. cutting angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/20—Number of cutting edges
- B23B2251/202—Three cutting edges
Definitions
- This disclosure relates to a drill used in cutting workpieces and a method for manufacturing cut products.
- the drill described in JP 2010-115750 A (Patent Document 1) is known as a drill used for cutting workpieces such as metal members.
- the drill described in Patent Document 1 has a cutting edge located on the tip side.
- the cutting edge has a main cutting edge located on the rotation axis side and a peripheral cutting edge (deburring edge) located on the outer periphery side.
- the inclination angle of the peripheral cutting edge with respect to the rotation axis of the drill is set smaller than the inclination angle of the main cutting edge with respect to the rotation axis of the drill.
- burrs may occur at the opening of the through hole as the drill penetrates the workpiece. Burrs are particularly likely to occur when the inclination angle of the peripheral cutting edge is set small to prevent chipping of the cutting edge. In this case, by gradually decreasing the inclination angle of the peripheral cutting edge, chipping of the cutting edge on the outer periphery can be prevented while also preventing the occurrence of burrs.
- the thickness of the chips will gradually become thinner as they move toward the outer periphery.
- the chips have this shape, they are difficult to break apart and tend to grow long. This can cause the chips to wrap around the drill, making it difficult to continue drilling.
- This disclosure was made in consideration of the above problems, and aims to provide a drill with good chip breaking properties.
- the non-limiting one-sided drill of the present disclosure is rod-shaped and extends from the tip to the rear end along the axis of rotation.
- the drill has a cutting edge located on the tip side and a discharge groove extending from the cutting edge to the rear end.
- the cutting edge has a first blade, a second blade extending from the first blade toward the outer periphery, and a third blade extending from the second blade toward the outer periphery.
- the inclination angles of the first blade, the second blade, and the third blade with respect to the rotation axis are a first inclination angle, a second inclination angle, and a third inclination angle, respectively.
- the second inclination angle is smaller than the first inclination angle
- the third inclination angle is smaller than the second inclination angle.
- the rake angles of the first blade, the second blade, and the third blade are the first rake angle, the second rake angle, and the third rake angle, respectively.
- the second rake angle is greater than the first rake angle and the third rake angle.
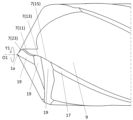
- FIG. 1 is a perspective view of a non-limiting one sided drill of the present disclosure.
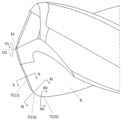
- FIG. 2 is an enlarged view of a region II shown in FIG. 1 .
- FIG. 2 is a plan view of the drill shown in FIG. 1 as viewed from the tip side.
- FIG. 4 is a side view of the drill shown in FIG. 3 as viewed from a direction IV.
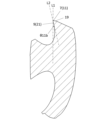
- FIG. 5 is an enlarged view of a region V shown in FIG. 4 .
- FIG. 6 is an enlarged view similar to FIG.
- FIG. 7 is a side view of the drill shown in FIG. 3 as viewed from a direction VII.
- FIG. 8 is an enlarged view of region VIII shown in FIG. 7 .
- FIG. 6 is an enlarged view similar to FIG. FIG.
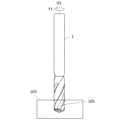
- FIG. 10 is a cross-sectional view of the X section of the drill shown in FIG. 9 .
- FIG. 10 is a cross-sectional view of the drill shown in FIG. 9 taken along line XI.
- FIG. 10 is a cross-sectional view of the drill shown in FIG. 9 taken along line XII.
- FIG. 2 is a schematic diagram showing a step in a non-limiting method of manufacturing a one-sided machined product according to the present disclosure.
- FIG. 2 is a schematic diagram showing a step in a non-limiting method of manufacturing a one-sided machined product according to the present disclosure.
- FIG. 2 is a schematic diagram showing a step in a non-limiting method of manufacturing a one-sided machined product according to the present disclosure.
- FIG. 2 is a schematic diagram showing a step in a non-limiting method of manufacturing a one-sided machined product according to the present disclosure.
- the non-limiting one-sided drill 1 of the present disclosure will be described in detail with reference to the drawings.
- the drill 1 may include any component members not shown in each of the drawings referred to.
- the dimensions of the components in each drawing do not faithfully represent the dimensions of the actual components and the dimensional ratios of each component.
- a solid drill may be shown as an example of the drill 1.
- the drill 1 is not limited to a solid drill and may be, for example, a replaceable tip drill.
- the drill 1 may be rod-shaped extending from the tip 1a to the rear end 1b along the rotation axis O1, as in the non-limiting example shown in Figures 1 to 12.
- the drill 1 is rotatable around the rotation axis O1.
- the arrow Y1 in Figure 1 etc. may indicate the direction of rotation of the rotation axis O1, or may indicate the direction of rotation of the drill 1 around the rotation axis O1.
- the drill 1 may have a shank portion 3 and a cutting portion 5.
- the shank portion 3 may function as a portion that is gripped by a rotating spindle of a machine tool.
- the shank portion 3 may be designed according to the shape of the spindle in the machine tool.
- the cutting portion 5 may be located on the tip 1a side of the shank portion 3.
- the cutting portion 5 is capable of contacting the workpiece and can function as a portion that plays a major role in cutting the workpiece (e.g., drilling).
- the drill 1 is not limited to a specific size.
- the maximum value of D may be set to approximately 1 to 30 mm.
- the drill 1 may have a cutting edge 7 and a discharge groove 9, as shown in a non-limiting example in FIG. 2. These parts may be located in the cutting portion 5.
- the cutting edge 7 may be located on the side of the tip 1a.
- the cutting edge 7 may function as a part that cuts the workpiece in the cutting process. There may be only one cutting edge 7, or there may be multiple cutting edges 7. When there are multiple cutting edges 7, the number of cutting edges 7 may be 2 to 4.
- the multiple cutting edges 7 may be positioned so as to be rotationally symmetrical about the rotation axis O1 when viewed from the tip 1a side.
- the two cutting edges 7 may be positioned so as to be rotationally symmetrical at 180° about the rotation axis O1 when viewed from the tip 1a side.
- the drill 1 has high linearity when cutting the workpiece.
- the discharge groove 9 may extend from the cutting edge 7 toward the rear end 1b, as in the non-limiting example shown in Figures 5 and 8.
- the discharge groove 9 may function as a portion for discharging chips generated by the cutting edge 7 to the outside.
- the discharge groove 9 may extend parallel to the rotation axis O1, or may extend in a spiral shape around the rotation axis O1. In a cross section perpendicular to the rotation axis O1, the discharge groove 9 may have a concave curved shape.
- the number of discharge grooves 9 may be the same as the number of cutting edges 7.
- the cutting edge 7 may have a first edge 11, a second edge 13, and a third edge 15, as shown in a non-limiting example in FIG. 2.
- the second edge 13 may extend from the first edge 11 toward the outer periphery 17.
- the third edge 15 may extend from the second edge 13 toward the outer periphery 17.
- the cutting edge 7 may be chamfered or honed.
- the first blade 11 may be honed.
- the end of the second blade 13 on the side of the first blade 11 may be honed.
- the inclination angle of the first blade 11 with respect to the rotation axis O1 may be a first inclination angle ⁇ 11a.
- the inclination angle of the second blade 13 with respect to the rotation axis O1 may be a second inclination angle ⁇ 13a.
- the inclination angle of the third blade 15 with respect to the rotation axis O1 may be a third inclination angle ⁇ 15a.
- the second inclination angle ⁇ 13a may be smaller than the first inclination angle ⁇ 11a
- the third inclination angle ⁇ 15a may be smaller than the second inclination angle ⁇ 13a.
- the inclination angle of the second blade 13 and the third blade 15, which are located closer to the outer periphery 17 than the first blade 11 that can function as the main cutting edge, is smaller than that of the first blade 11.
- a large cutting load is less likely to be applied to the second blade 13 and the third blade 15 compared to the first blade 11. Therefore, chipping of the second blade 13 and the third blade 15 is more likely to be suppressed.
- the third blade 15, which is located closer to the outer periphery 17 than the second blade 13 has a smaller inclination angle than the second blade 13, chipping of the second blade 13 and the third blade 15 is suppressed, and the generation of burrs is also likely to be suppressed. Specifically, even if a cutting residue occurs during cutting by the first blade 11 and the second blade 13, this cutting residue is likely to be removed by the third blade 15. As a result, the generation of burrs is likely to be suppressed.
- the rake angle of the first blade 11 may be the first rake angle ⁇ 11b.
- the rake angle of the second blade 13 may be the second rake angle ⁇ 13b.
- the rake angle of the third blade 15 may be the third rake angle ⁇ 15b.
- the second rake angle ⁇ 13b may be greater than the first rake angle ⁇ 11b and the third rake angle ⁇ 15b (see FIGS. 10 to 12).
- the second rake angle ⁇ 13b is relatively large, so the second blade 13 has a sharp cutting edge. Therefore, the workpiece is less likely to have parts that are easily pushed out and lead to burrs.
- the first rake angle ⁇ 11b is relatively small, the durability of the cutting blade 7 is high. Since the first blade 11 is located closer to the rotation axis O1 than the second blade 13, the cutting speed of the first blade 11 is slower than the cutting speed of the second blade 13, and a relatively large torque is likely to be applied to the first blade 11. At this time, since the first rake angle ⁇ 11b is relatively small, it is easy to ensure the thickness of the first blade 11 and to improve durability.
- the third rake angle ⁇ 15b is relatively small, a drill 1 can be provided that has good chip breakability for the following reason. Because the third rake angle ⁇ 15b is relatively small, the chips generated by the third blade 15 (hereinafter, for convenience, referred to as the third chips) do not flow smoothly as easily as the chips generated by the second blade 13 (hereinafter, for convenience, referred to as the second chips). In other words, a misalignment occurs between the flow of the second chips and the flow of the third chips.
- the drill 1 Due to this misalignment, a force pulling the third chip is applied from the second chip. As described above, because the third inclination angle ⁇ 15a is relatively small, the third chip is relatively thin and easily broken up. The chip breaks down from the third chip, progressing to the second chip, and then to the chip generated by the first blade 11, so that the entire chip breaks up. For the above reasons, the drill 1 has good chip breakability.
- the first rake angle ⁇ 11b may be the same as the third rake angle ⁇ 15b, or may be different.
- the first rake angle ⁇ 11b may be larger than the third rake angle ⁇ 15b.
- the third rake angle ⁇ 15b may be greater than the first rake angle ⁇ 11b (see Figures 10 and 12).
- the third blade 15 since the third blade 15 has a high sharpness, even if a shaving residue occurs during cutting by the first blade 11 and the second blade 13, this shaving residue is stably removed, making it easier to suppress the occurrence of burrs.
- the third rake angle ⁇ 15b is smaller than the second rake angle ⁇ 13b, it is easier to ensure a minimum strength for the third blade 15.
- the difference between the first inclination angle ⁇ 11a and the second inclination angle ⁇ 13a may be smaller than the difference between the second inclination angle ⁇ 13a and the third inclination angle ⁇ 15a.
- the split chips are less likely to become entangled, and chip discharge is easier.
- first tilt angle ⁇ 11a and the second tilt angle ⁇ 13a is the value calculated from the formula: first tilt angle ⁇ 11a - second tilt angle ⁇ 13a.
- second tilt angle ⁇ 13a and the third tilt angle ⁇ 15a is the value calculated from the formula: second tilt angle ⁇ 13a - third tilt angle ⁇ 15a.
- the "inclination angle” may be evaluated as follows. For example, if the cutting edge 7 has a straight line shape when viewed from the front in the rotation direction Y1 of the rotation axis O1, the angle between a virtual line along the cutting edge 7 (or the cutting edge 7) and the rotation axis O1 (or a virtual line O1a parallel to the rotation axis O1) may be evaluated. Also, if the cutting edge 7 does not have a straight line shape when viewed from the front in the rotation direction Y1, the angle between a virtual line connecting both ends of the target portion of the cutting edge 7 and the rotation axis O1 (or a virtual line O1a parallel to the rotation axis O1) may be evaluated.
- the first blade 11 has a concave shape when viewed from the front in the rotation direction Y1, but to facilitate visual understanding, the imaginary line connecting both ends of the first blade 11 used to evaluate the "tilt angle" has been omitted.
- the second blade 13 and the third blade 15 each have a straight line shape when viewed from the front in the rotation direction Y1.
- tilt angle is not limited to a specific value.
- the first tilt angle ⁇ 11a may be set to 45 to 90°.
- the second tilt angle ⁇ 13a may be set to 15 to 60°.
- the third tilt angle ⁇ 15a may be set to 1 to 10°.
- the "rake angle" may be defined as follows. First, a cross section perpendicular to the cutting edge 7 may be shown in the target portion of the cutting edge 7. For example, as in the non-limiting example shown in Figures 10 to 12, a cross section perpendicular to the center of each of the first blade 11, second blade 13, and third blade 15 may be shown. If the cutting edge 7 has been chamfered or honed, the rake angle may be evaluated based on the point of the machined portion that is closest to the rotation axis O1.
- the straight line connecting the cutting edge 7 and the rotation axis O1 may be defined as the first imaginary straight line L1.
- the imaginary straight line passing through the cutting edge 7 and tangent to the rake face 21 of the discharge groove 9 may be defined as the second imaginary straight line L2.
- the angle at which the first imaginary straight line L1 and the second imaginary straight line L2 intersect may be defined as the "rake angle.”
- the first imaginary straight line L1 and the second imaginary straight line L2 may each pass through the end of the cutting edge 7 on the side of the rake face 21.
- the "rake angle” is not limited to a specific value.
- the first rake angle ⁇ 11b may be set to 5 to 30°.
- the second rake angle ⁇ 13b may be set to 20 to 45°.
- the third rake angle ⁇ 15b may be set to 5 to 30°.
- the flank 19 of the drill 1 may extend rearward from the cutting edge 7 in the rotational direction Y1, as in a non-limiting example shown in FIG. 8.
- the flank 19 may function as a portion that avoids contact with the workpiece and reduces cutting resistance.
- the flank 19 may be connected to the cutting edge 7.
- the first blade 11 may have a concave shape when viewed from the tip 1a side. In this case, even if some cutting residue is left behind when cutting with the first blade 11, this remaining cutting residue is less likely to be pushed out toward the outer periphery 17. This makes it easier to prevent burrs from occurring.
- the second blade 13 may also have a convex shape when viewed from the tip 1a side. In this case, the second blade 13 is more likely to bite into the workpiece. This provides good cutting performance for the second blade 13. In particular, when the second rake angle ⁇ 13b is relatively large, the strength of the second blade 13 is more likely to decrease, so good cutting performance for the second blade 13 tends to improve the durability of the second blade 13.
- the first blade 11 when viewed from the tip 1a side, the first blade 11 may be concave and the second blade 13 may be convex.
- the first blade 11 be concave
- the uncut portion is less likely to be pushed out toward the outer periphery 17 as described above
- the second blade 13 be convex
- the second blade 13 cuts the workpiece well, which makes it easier to prevent burrs from being generated.
- the first blade 11 may be longer than the second blade 13 and the third blade 15 in the direction along the rotation axis O1. That is, the length W11 of the first blade 11 may be longer than the length W13 of the second blade 13 and the length W15 of the third blade 15 in the direction along the rotation axis O1. In this case, it is possible to ensure that the first blade 11, which can function as a main cutting edge, is relatively long.
- the third blade 15 may be longer than the second blade 13 in the direction along the rotation axis O1. That is, the length W15 of the third blade 15 may be longer than the length W13 of the second blade 13 in the direction along the rotation axis O1. In this case, the surface precision of the inner circumferential surface of the machined hole is high.
- the first blade 11 may be longer than the second blade 13 and the third blade 15 in a direction perpendicular to the rotation axis O1.
- the second blade 13 may be longer than the third blade 15 in a direction perpendicular to the rotation axis O1.
- the radial rakes of the first blade 11, the second blade 13, and the third blade 15 may each be set to a positive value. In this case, it becomes easier to design a configuration in which the second rake angle ⁇ 13b is greater than each of the first rake angle ⁇ 11b and the third rake angle ⁇ 15b.
- the cutting edge 7 may further include a fourth edge 23, as shown in a non-limiting example in FIG. 2.
- the fourth edge 23 may extend from the first edge 11 toward the rotation axis O1.
- the fourth edge 23 may be inclined with respect to the first edge 11.
- the fourth edge 23 may also be called a thinning edge.
- the fourth edge 23 may be honed.
- the drill 1 may further have a chisel edge extending from the fourth blade 23 toward the rotation axis O1.
- the chisel edge may function as a portion for crushing the workpiece.
- the chisel edge may be connected to the fourth blade 23.
- the chisel edge may extend to the rotation axis O1.
- the material of the drill 1 may be, for example, cemented carbide or cermet.
- the composition of the cemented carbide may be, for example, WC-Co, WC-TiC-Co, or WC-TiC-TaC-Co.
- WC, TiC, and TaC may be hard particles
- Co may be a binder phase.
- the cermet may be a sintered composite material in which a ceramic component is combined with a metal.
- the cermet may be a titanium compound whose main component is titanium carbide (TiC) or titanium nitride (TiN).
- TiC titanium carbide
- TiN titanium nitride
- the above materials are non-limiting examples, and the drill 1 is not limited to these materials.
- the surface of the drill 1 may be coated with a coating using a chemical vapor deposition (CVD) method or a physical vapor deposition (PVD) method.
- the composition of the coating may include, for example, titanium carbide (TiC), titanium nitride (TiN), titanium carbonitride (TiCN), and alumina ( Al2O3 ).
- the machined product 101 may be produced by cutting the workpiece 103.
- the manufacturing method of the machined product 101 may include the following steps (1) to (4).
- Step of placing the drill 1 above the workpiece 103 (see FIG. 13).
- Step of rotating the drill 1 around the rotation axis O1 in the direction of the arrow Y1 and bringing the drill 1 closer to the workpiece 103 (see FIG. 13).
- the workpiece 103 may be fixed on the table of a machine tool to which the drill 1 is attached, and the drill 1 may be brought closer to the workpiece 103 while rotating.
- the workpiece 103 and the drill 1 only need to be relatively close to each other, and for example, the workpiece 103 may be brought closer to the drill 1.
- step (3) cutting may be performed so that at least a portion of the cutting portion 5 is located inside the machined hole 105.
- the shank portion 3 may be set to be located outside the machined hole 105.
- a portion of the rear end 1b side of the cutting portion 5 may be set to be located outside the machined hole 105. This portion can function as a margin area for chip evacuation, and excellent chip evacuation can be achieved through this area.
- a step of removing the drill 1 from the workpiece 103 (see FIG. 16).
- the workpiece 103 and the drill 1 may be separated from each other.
- the workpiece 103 may be separated from the drill 1.
- Examples of the material of the workpiece 103 include metals and resins.
- metals include aluminum, carbon steel, alloy steel, stainless steel, cast iron, and non-ferrous metals.
- resins include PE (polyethylene), PP (polypropylene), PC (polycarbonate), and PA (polyamide).
- so-called GFRP (Glass Fiber Reinforced Plastics) and CFRP (Carbon Fiber Reinforced Plastics) may be used as the resin material.
- the above is an example of a non-limiting method for manufacturing a one-sided drill 1 and a machined product 101 according to the present disclosure, but it goes without saying that the present disclosure is not limited to the above embodiment and can be any method as long as it does not deviate from the gist of the present disclosure.
- the drill has a rod shape extending from the tip to the rear end along a rotation axis, and has a cutting edge located on the tip side and a discharge groove extending from the cutting edge toward the rear end, the cutting edge having a first blade, a second blade extending from the first blade toward the outer periphery, and a third blade extending from the second blade toward the outer periphery, the inclination angles of the first blade, the second blade and the third blade with respect to the rotation axis are a first inclination angle, a second inclination angle and a third inclination angle, respectively, the second inclination angle is smaller than the first inclination angle and the third inclination angle is smaller than the second inclination angle, the rake angles of the first blade, the second blade and the third blade are a first rake angle, a second rake angle and a third rake angle, respectively, and the second rake angles of the first blade, the second blade and the third blade are a first rake angle,
- the third rake angle may be larger than the first rake angle.
- a difference between the first inclination angle and the second inclination angle may be smaller than a difference between the second inclination angle and the third point angle.
- the first blade when viewed from the tip side, the first blade may be concave and the second blade may be convex.
- the first blade may be longer than the second blade and the third blade in a direction along the rotation axis.
- a method for manufacturing a machined product can include the steps of rotating any one of the drills [1] to [6] above around the rotation axis, bringing the rotating drill into contact with a workpiece, and removing the drill from the workpiece.
- Drill 1a Tip 1b: Rear end 3: Shank portion 5: Cutting portion 7: Cutting edge 9: Discharge groove 11: First blade 13: Second blade 15: Third blade 17: Outer periphery 19: Relief face 21: Rake face 23: Fourth blade 101: Cut workpiece 103: Workpiece 105: Machining hole O1: Rotation axis Y1: Rotation direction ⁇ 11a: First inclination angle ⁇ 13a: Second inclination angle ⁇ 15a: Third inclination angle ⁇ 11b: First rake angle ⁇ 13b: Second rake angle ⁇ 15b: Third rake angle
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Drilling Tools (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020257043019A KR20260017408A (ko) | 2023-09-29 | 2024-09-05 | 드릴 및 절삭 가공물의 제조 방법 |
| CN202480054732.0A CN121925327A (zh) | 2023-09-29 | 2024-09-05 | 钻头及切削加工物的制造方法 |
| JP2025548688A JPWO2025069976A1 (https=) | 2023-09-29 | 2024-09-05 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023168978 | 2023-09-29 | ||
| JP2023-168978 | 2023-09-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025069976A1 true WO2025069976A1 (ja) | 2025-04-03 |
Family
ID=95203127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/031830 Pending WO2025069976A1 (ja) | 2023-09-29 | 2024-09-05 | ドリル及び切削加工物の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPWO2025069976A1 (https=) |
| KR (1) | KR20260017408A (https=) |
| CN (1) | CN121925327A (https=) |
| WO (1) | WO2025069976A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014069453A1 (ja) * | 2012-10-29 | 2014-05-08 | 京セラ株式会社 | ボールエンドミル |
| US20170066062A1 (en) * | 2015-09-08 | 2017-03-09 | Mitsubishi Materials Corporation | Drill |
| WO2021153599A1 (ja) * | 2020-01-30 | 2021-08-05 | 京セラ株式会社 | 回転工具及び切削加工物の製造方法 |
| WO2021230176A1 (ja) * | 2020-05-11 | 2021-11-18 | 京セラ株式会社 | ドリル及び切削加工物の製造方法 |
| JP2022023828A (ja) * | 2020-07-27 | 2022-02-08 | 三菱マテリアル株式会社 | ドリル |
| JP2022187076A (ja) * | 2021-06-07 | 2022-12-19 | 三菱マテリアル株式会社 | ドリル |
-
2024
- 2024-09-05 KR KR1020257043019A patent/KR20260017408A/ko active Pending
- 2024-09-05 CN CN202480054732.0A patent/CN121925327A/zh active Pending
- 2024-09-05 JP JP2025548688A patent/JPWO2025069976A1/ja active Pending
- 2024-09-05 WO PCT/JP2024/031830 patent/WO2025069976A1/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014069453A1 (ja) * | 2012-10-29 | 2014-05-08 | 京セラ株式会社 | ボールエンドミル |
| US20170066062A1 (en) * | 2015-09-08 | 2017-03-09 | Mitsubishi Materials Corporation | Drill |
| WO2021153599A1 (ja) * | 2020-01-30 | 2021-08-05 | 京セラ株式会社 | 回転工具及び切削加工物の製造方法 |
| WO2021230176A1 (ja) * | 2020-05-11 | 2021-11-18 | 京セラ株式会社 | ドリル及び切削加工物の製造方法 |
| JP2022023828A (ja) * | 2020-07-27 | 2022-02-08 | 三菱マテリアル株式会社 | ドリル |
| JP2022187076A (ja) * | 2021-06-07 | 2022-12-19 | 三菱マテリアル株式会社 | ドリル |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20260017408A (ko) | 2026-02-05 |
| JPWO2025069976A1 (https=) | 2025-04-03 |
| CN121925327A (zh) | 2026-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2181787B1 (en) | End mill | |
| US11311947B2 (en) | Rotary tool | |
| JP7386339B2 (ja) | ドリル及び切削加工物の製造方法 | |
| JP7103933B2 (ja) | 切削インサート、回転工具及び切削加工物の製造方法 | |
| JP2019115939A (ja) | 回転工具及び切削加工物の製造方法 | |
| JP7344321B2 (ja) | 回転工具及び切削加工物の製造方法 | |
| CN114144274B (zh) | 钻头以及切削加工物的制造方法 | |
| WO2019088013A1 (ja) | ドリル及び切削加工物の製造方法 | |
| US11511359B2 (en) | Drill and method of manufacturing machined product | |
| WO2025069976A1 (ja) | ドリル及び切削加工物の製造方法 | |
| US11364556B2 (en) | Rotary tool | |
| JP7417707B2 (ja) | エンドミル及び切削加工物の製造方法 | |
| CN115968328A (zh) | 切削刀片、旋转刀具以及切削加工物的制造方法 | |
| JP7279163B2 (ja) | 回転工具及び切削加工物の製造方法 | |
| JP7750804B2 (ja) | ドリル及び切削加工物の製造方法 | |
| WO2025182277A1 (ja) | 回転工具、及び切削加工物の製造方法 | |
| CN114786850B (zh) | 钻头以及切削加工物的制造方法 | |
| WO2026088668A1 (ja) | ドリル、及び切削加工物の製造方法 | |
| WO2024224769A1 (ja) | ドリルおよび切削加工物の製造方法 | |
| WO2025197320A1 (ja) | ドリル及び切削加工物の製造方法 | |
| CN120981309A (zh) | 钻头及切削加工物的制造方法 | |
| JP2025030995A (ja) | 回転工具及び切削加工物の製造方法 | |
| WO2025182267A1 (ja) | 回転工具及び切削加工物の製造方法 | |
| WO2025023266A1 (ja) | ドリル及び切削加工物の製造方法 | |
| JP2020069558A (ja) | 回転工具及び切削加工物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24871775 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025548688 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025548688 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 1020257043019 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |