WO2025028578A1 - 着用物品の製造方法及び着用物品の製造装置 - Google Patents
着用物品の製造方法及び着用物品の製造装置 Download PDFInfo
- Publication number
- WO2025028578A1 WO2025028578A1 PCT/JP2024/027407 JP2024027407W WO2025028578A1 WO 2025028578 A1 WO2025028578 A1 WO 2025028578A1 JP 2024027407 W JP2024027407 W JP 2024027407W WO 2025028578 A1 WO2025028578 A1 WO 2025028578A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- region
- longitudinal direction
- laminate
- elastic member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape specially adapted to be worn around the waist, e.g. diapers, nappies
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape specially adapted to be worn around the waist, e.g. diapers, nappies
- A61F13/496—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape specially adapted to be worn around the waist, e.g. diapers, nappies in the form of pants or briefs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
Definitions
- the present disclosure relates to a manufacturing apparatus for wearable articles and a manufacturing method for wearable articles.
- Patent Document 1 JP Patent Publication 4-354948 discloses a disposable diaper or other wearable article with three-dimensional cuffs (pockets) that prevent excrement from leaking from the waist opening, and a method for manufacturing the same.
- the article disclosed in Patent Document 1 includes a back sheet, a top sheet, and an absorbent disposed between the back sheet and the top sheet.
- the three-dimensional cuffs of the article are provided on the inside of the waist opening and extend toward the absorbent.
- the method of manufacturing a worn article disclosed in Patent Document 1 includes a step of intermittently placing an absorbent on a web-like back sheet unwound from a winding device (absorbent placement step), a step of overlapping a top sheet unwound from a roll onto the back sheet and absorbent (overlapping step), a step of placing cuff elastic members and wrapping them with both end edges of the back sheet (cuff formation step), and a step of placing waist elastic members and wrapping them again with both end edges of the back sheet (waist elastic placement step).
- Patent Document 1 involves repeating the process of wrapping the elastic member in a sheet to form the pocket (the process of forming the cuffs and the process of placing the waist elastic member), which can easily lead to complex processes and manufacturing equipment.
- the present disclosure aims to provide a manufacturing method and device for a wearable article that can relatively easily manufacture a wearable article having a pocket formed therein.
- the wearable article manufactured by the manufacturing method of the wearable article disclosed herein has a belt-shaped waistband member that is positioned around the wearer's waist and has a pocket formed therein, and a belt-shaped absorbent body that is joined to the waistband member and positioned between the wearer's legs.
- the manufacturing method for the worn article includes a laminate forming process, an absorbent arrangement process, an adhesive application process, and an adhesion process.
- an elastic member extending along the longitudinal direction is placed in a band-shaped first region on the first sheet, whose longitudinally extending edge overlaps with a first edge in the width direction of the first sheet being transported in the longitudinal direction, and then a laminate is formed in which the elastic member placed on the first sheet is covered with a second sheet.
- an absorbent is placed on the first surface of the laminate so as to overlap a part of the second edge, which is the other end of the first edge.
- a second region is formed on the first surface of the laminate, in which adhesive is applied in a band shape along the longitudinal direction.
- the first and second regions are folded back along the longitudinal direction so that the first region covers the edge of the absorbent joined to the laminate, and then the second region is bonded to the first surface.
- the second region includes a first portion and a second portion.
- the first portion is a region formed between the first edge in a plan view and the first portion, with a strip-shaped gap extending along the longitudinal direction and overlapping the absorbent body during the bonding process.
- the second portion is a region formed adjacent to the gap in the longitudinal direction and in contact with the first edge in a plan view.
- the manufacturing device for wearable articles disclosed herein includes a laminate forming section, an absorbent placement section, an adhesive application section, and an adhesive section.
- the laminate forming section places an elastic member extending along the longitudinal direction in a band-shaped first region on the first sheet where the longitudinally extending edge overlaps the first edge in the width direction of the first sheet being transported in the longitudinal direction, and then forms a laminate in which the elastic member placed on the first sheet is covered with a second sheet.
- the absorbent placing section places the absorbent on the first surface of the laminate so that it overlaps with part of the second edge, which is the other end of the first edge.
- the adhesive applying section forms a second region on the first surface of the laminate where adhesive is applied in a band shape along the longitudinal direction.
- the bonding section folds the first and second regions along the longitudinal direction so that the first region covers the edge of the absorbent joined to the laminate, and then bonds the second region to the first surface.
- the second region includes a first portion and a second portion.
- the first portion is a region formed between the first edge in a plan view and a strip-shaped gap that extends along the longitudinal direction and is overlapped with the absorbent body by an adhesive portion.
- the second portion is a region formed adjacent to the gap in the longitudinal direction and in contact with the first edge in a plan view.
- the manufacturing method and manufacturing device disclosed herein allow for the relatively easy manufacture of wearable articles with pockets.
- FIG. 1 is a perspective view of a disposable diaper 1.
- FIG. 2 is a development view of a disposable diaper 1 in which two waist members 2 are not joined together, as viewed from the surface that contacts the wearer's skin.
- FIG. 2 is a plan view of the laminate 2a.
- 1 is a schematic process diagram showing a manufacturing apparatus 100 and a manufacturing method for a disposable diaper 1.
- FIG. 1 is a schematic process diagram showing a manufacturing apparatus 100 and a manufacturing method for a disposable diaper 1.
- FIG. 11 is a plan view showing the elastic member 23 of the laminate 2a that has passed through an elastic member fixing step.
- FIG. 2 is a plan view showing the laminate 2a and absorbent body 3 that have passed through an adhesive application process.
- This section describes a manufacturing method and manufacturing apparatus 100 for a disposable diaper 1 according to one embodiment of the present disclosure.
- FIG. 1 is a perspective view of the disposable diaper 1.
- the disposable diaper 1 has two waist members 2 and an absorbent body 3.
- the waist members 2 have a pocket P formed therein.
- the two waist members 2 are joined at their longitudinal ends to each other to form a waist opening W into which a wearer's torso is inserted.
- the absorbent body 3 has two ends 3e joined to the longitudinal centers of the two waist members 2.
- FIG. 2 is a development view of the disposable diaper 1 to which the two waist members 2 are not joined, as viewed from the surface that contacts the wearer's skin.
- the waist member 2 is a strip-shaped laminate having a pocket P formed therein, which is positioned around the waist of a wearer when the wearer wears the disposable diaper 1.
- the waist member 2 has a first sheet 21, a second sheet 22, a first elastic member 23a, a second elastic member 23b, and a third elastic member 23c.
- the waistband member 2 is formed by folding back at a predetermined position a laminate 2a in which a first elastic member 23a, a second elastic member 23b, and a third elastic member 23c are sandwiched between a first sheet 21 and a second sheet 22.
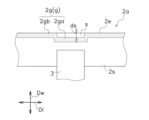
- Fig. 3 is a plan view of the laminate 2a.
- the longitudinal direction Dl and width direction Dw of the laminate 2a, the first sheet 21, the second sheet 22, or the waistband member 2 correspond to the directions indicated by the arrows in Figs. 3, 4A, 4B, 5, and 6.
- Fig. 2 shows a portion of the second sheet 22 in a see-through manner.
- the area in which the absorbent body 3 is disposed is indicated by hatching made up of diagonal lines.
- one edge of the laminate 2a in the width direction Dw is referred to as the first edge 2e, and the other edge is referred to as the second edge 2e'.
- the position where the laminate 2a is folded when forming the waistband member 2 is referred to as the fold line 2f.
- the fold line 2f is a line extending in the longitudinal direction Dl.
- the distance df in the width direction Dw of the laminate 2a between the fold line 2f and the first edge 2e is approximately one-third of the length of the laminate 2a in the width direction Dw.
- the pocket P prevents the wearer's excrement from leaking through the waist opening W.
- the pocket P is formed so that it opens downward when the wearer puts on the disposable diaper 1. Details will be described later, but the part of the laminate 2a folded back at the fold line 2f that overlaps with the absorbent body 3 in a plan view forms the pocket P.
- First sheet and second sheet are rectangular sheets formed to the same size and shape.
- the first sheet 21 and the second sheet 22 are formed using nonwoven fabric.
- the first sheet 21 and the second sheet 22 are overlapped such that their edges overlap each other.
- the first elastic member 23a, the second elastic member 23b, and the third elastic member 23c are thread-like elastic members arranged to be stretchable along the longitudinal direction Dl of the laminate 2a.
- the first elastic member 23a, the second elastic member 23b, and the third elastic member 23c are collectively referred to as the elastic member 23.
- the elastic member 23 is formed using a material such as polyurethane, natural rubber, or thermoplastic resin. In this embodiment, the elastic member 23 is a rubber thread.
- the first arrangement region a1 is a band-shaped region on the first sheet 21 extending in the longitudinal direction Dl of the first sheet 21 (i.e., the longitudinal direction Dl of the laminate 2a).
- the width d1 of the first arrangement region a1 in the width direction Dw of the laminate 2a is set to be the same as or smaller than the depth dp of the pocket P in the width direction Dw of the waistband member 2.
- one of the edges extending in the longitudinal direction Dl of the first sheet 21 overlaps with the first edge 2e.
- the first arrangement region a1 is an example of a first region.
- the second arrangement region a2 is a band-shaped region extending in the longitudinal direction Dl of the laminate 2a on the first sheet 21.
- the second arrangement region a2 has a width d2 in the width direction Dw of the laminate 2a that is set to be equal to or smaller than the difference between the distance df and the depth dp.
- the edge extending in the longitudinal direction Dl of the first sheet 21 located on the first edge 2e side overlaps with the fold line 2f.
- the third arrangement region a3 is a band-shaped region extending in the longitudinal direction Dl of the laminate 2a on the first sheet 21.
- the width d3 of the third arrangement region a3 in the width direction Dw of the laminate 2a is set to be equal to or smaller than the distance in the width direction Dw of the first sheet 21 between the second edge 2e' and the edge of the absorbent body 3 joined to the laminate 2a.
- one of the edges extending in the longitudinal direction Dl of the first sheet 21 overlaps with the second edge 2e'.
- the absorbent body 3 is a strip-shaped laminate that is joined to the waist member 2 and is located under the crotch of the wearer when the wearer wears the disposable diaper 1.
- the absorbent body 3 absorbs body fluids such as urine of the wearer.
- the absorbent body 3 is formed, for example, by sandwiching an absorbent core (not shown) that absorbs body fluids between two sheets of the same size and shape (strip-shaped) and joining the edges of the two sheets to each other.
- the absorbent body 3 is joined such that the end portion 3e in the longitudinal direction of the absorbent body 3 is positioned at the center of the waistband member 2 in the longitudinal direction Dl.
- the manufacturing apparatus 100 of the disposable diaper 1 includes a laminate forming section 101, an elastic member fixing section 102, an elastic member cutting section 103, an absorbent body placing section 104, an adhesive applying section 105, an adhesive bonding section 106, and a laminate cutting section 107.
- Figures 3A and 3B are schematic process diagrams showing the manufacturing apparatus 100 and manufacturing method of the disposable diaper 1.
- the laminate forming section 101 executes a laminate forming process.
- a first elastic member 23a extending along the longitudinal direction Dl is arranged in a first arrangement region a1 of a first sheet 21 conveyed in the longitudinal direction Dl
- a second elastic member 23b extending along the longitudinal direction Dl is arranged in a second arrangement region a2
- a third elastic member 23c extending along the longitudinal direction Dl is arranged in a third arrangement region a3.
- a laminate 2a is formed in which the elastic members 23 arranged on the first sheet 21 are covered with the second sheet 22.
- the laminate 2a is transported to the elastic member fixing section 102.
- the elastic member fixing section 102 executes an elastic member fixing step in which at least a portion of the elastic member 23 is fixed to at least one of the first sheet 21 and the second sheet 22.
- a fixed range r1 and a non-fixed range r2 are formed for the first elastic member 23a.
- the fixed range r1 is an example of the first range.
- the non-fixed range r2 is an example of the second range.
- the fixed range r1 is the range in which the first elastic member 23a is fixed to at least one of the first sheet 21 and the second sheet 22 along the longitudinal direction Dl of the laminate 2a.
- the width of the fixed range r1 in the longitudinal direction of the laminate 2a is the same as the width Wa of the absorbent 3 in the longitudinal direction of the laminate 2a (see FIG. 2).
- the fixed range r1 is also formed in the longitudinal direction of the laminate 2a so as to correspond to the position where the absorbent 3 is placed in the absorbent placement process described below. As a result, the fixed range r1 overlaps the absorbent 3 in the adhesion process described below.
- the non-fixed range r2 is adjacent to the fixed range r1 in the longitudinal direction Dl of the laminate 2a, and is a range in which the first elastic member 23a is not fixed to either the first sheet 21 or the second sheet 22 along the longitudinal direction Dl of the laminate 2a.
- the non-fixed range r2 is the portion of the first elastic member 23a other than the fixed range r1.
- the second elastic member 23b and the third elastic member 23c are fixed to at least one of the first sheet 21 and the second sheet 22 without interruption along the longitudinal direction Dl of the laminate 2a.
- FIG. 5 is a plan view showing the elastic members 23 of the laminate 2a that has passed the elastic member fixing process.
- FIG. 5 shows the second sheet 22 in a see-through manner.
- the elastic members 23 that are fixed to at least one of the first sheet 21 and the second sheet 22 are shown by solid lines, and the elastic members 23 that are not fixed to either the first sheet 21 or the second sheet 22 are shown by dashed lines.
- the laminate 2a is transported to the elastic member cutting section 103.
- the elastic member fixing part 102 has an ultrasonic horn (not shown) and an anvil roller 102a.
- the elastic member fixing part 102 can ultrasonically weld the elastic member 23 to at least one of the first sheet 21 and the second sheet 22 using the ultrasonic horn and the anvil roller 102a.
- FIG. 3a the area where ultrasonic vibration is applied to the laminate 2a is shown by hatching made of diagonal lines.
- the ultrasonic horn has a vibration surface that vibrates ultrasonically.
- the ultrasonic horn applies ultrasonic vibrations to the laminate 2a that comes into contact with the vibration surface.
- the anvil roller 102a is positioned so as to sandwich the laminate 2a together with the vibration surface of the ultrasonic horn.
- the anvil roller 102a is cylindrical and rotates around its central axis in accordance with the conveying speed of the laminate 2a.
- Elastic member cutting section 103 executes an elastic member cutting process.
- the elastic force of the third elastic member 23c overlapping in plan view with the absorbent 3 arranged in the absorbent arrangement section 104 is nullified (the elastic force is made almost nonexistent).
- the third elastic member 23c overlapping in plan view with the absorbent 3 arranged in the absorbent arrangement section 104 is cut at a plurality of positions with a predetermined gap therebetween along the longitudinal direction Dl of the laminate 2a.
- the third elastic member 23c is shown through a portion of the second sheet 22.
- the laminate 2a is transported to the absorbent placement section 104.
- the elastic member cutting section 103 has two rolls 103a that sandwich the transported laminate 2a in the stacking direction.
- the rolls 103a cut a predetermined portion of the third elastic member 23c while rotating in accordance with the transport speed of the laminate 2a.
- the absorbent body arrangement section 104 executes an absorbent body arrangement step.
- an end 3e of the absorbent body 3 is arranged and joined on a first surface 2s, which is one surface of the laminate 2a, so as to overlap a part of the second edge 2e'.
- the laminate 2a is transported to the adhesive application section 105.
- the adhesive application unit 105 executes an adhesive application step.
- an adhesive region 2g is formed on the first surface 2s of the laminate 2a by applying adhesive g in a strip shape along the longitudinal direction Dl of the laminate 2a.
- the adhesive region 2g includes a first adhesive region 2ga and a second adhesive region 2gb.
- Fig. 6 is a plan view showing the laminate 2a and absorbent body 3 that have passed through the adhesive application step.
- the adhesive region 2g is an example of a second region.
- the first adhesive region 2ga is formed by applying adhesive g in a strip shape along the longitudinal direction Dl of the laminate 2a, leaving a strip-shaped gap s extending along the longitudinal direction Dl between the first edge 2e in a plan view.
- the gap s is the portion that becomes the pocket P in the bonding process described below. For this reason, the first adhesive region 2ga is formed according to the shape of the pocket P.
- the first adhesive region 2ga is formed so that the width ds of the gap s is the same as the depth dp of the pocket P, the length of the gap s in the longitudinal direction Dl of the laminate 2a is the same as the width Wa of the absorbent 3 in the longitudinal direction of the laminate 2a, and it is located in the center of the longitudinal direction Dl of the waistband member 2. This allows the gap s to overlap the absorbent 3 in the bonding process.
- the second adhesive region 2gb is adjacent to the gap s in the longitudinal direction Dl of the laminate 2a and is formed by applying adhesive g in a band shape along the longitudinal direction Dl of the laminate 2a so as to be in contact with the first edge 2e in a plan view.
- the widths of the first adhesive region 2ga and the second adhesive region 2gb are the same, but the widths of the first adhesive region 2ga and the second adhesive region 2gb may be different from each other.
- the first adhesive region 2ga is an example of the first portion.
- the second adhesive region 2gb is an example of the second portion.
- the laminate 2a is transported to the adhesive section 106.
- the adhesive g is a hot melt adhesive.
- the adhesive application unit 105 has a spray nozzle 105a that applies the hot melt adhesive onto the first surface 2s of the laminate 2a to form an adhesive region 2g.
- the adhesive 106 performs an adhesive process.
- the adhesive process first, the first arrangement region a1 and the adhesive region 2g are folded back along the fold-back line 2f so that the first arrangement region a1 covers the edge of the end 3e of the absorbent 3 joined to the laminate 2a. Then, the adhesive region 2g is adhered to the first surface 2s of the laminate 2a. By folding back the first arrangement region a1 and the adhesive region 2g along the fold-back line 2f, the fixed range r1 and the gap s are overlapped with the absorbent.
- the first elastic member 23a is shown through a part of the first sheet 21.
- the laminate 2a is transported to the laminate cutting section 107.
- the adhesive portion 106 has a heater 106a that heats the adhesive region 2g.
- the heater 106a heats the adhesive region 2g, so that the adhesive region 2g is adhered to the first surface 2s of the laminate 2a.
- the first adhesive region 2ga of the adhesive region 2g is formed to have a gap s between it and the first edge 2e in a plan view. Therefore, by adhering the first adhesive region 2ga to the first surface 2s, the portion of the laminate 2a that corresponds to the gap s is not adhered to the first surface 2s, and becomes a pocket P.
- the laminate cutting section 107 executes a laminate cutting process.
- the laminate 2a is cut along the width direction Dw so that the absorbent 3 joined in the absorbent placement section 104 is positioned at the center of the laminate 2a in the longitudinal direction Dl.
- the cut laminate 2a becomes the waistline member 2.
- the first elastic member 23a is fixed to at least one of the first sheet 21 and the second sheet 22 in the fixed range r1, and is not fixed to either the first sheet 21 or the second sheet 22 in the non-fixed range r2. Therefore, when the laminate 2a is cut in the width direction Dw in the laminate cutting process, the first elastic member 23a located in the non-fixed range r2 shrinks to the fixed range r1. For convenience, in Figure 3b, the first elastic member 23a is shown with part of the first sheet 21 visible.
- the disposable diaper 1 has a belt-shaped waist member 2 that is positioned around the waist of a wearer and has a pocket P formed therein, and a belt-shaped absorbent body 3 that is joined to the waist member 2 and positioned between the crotch of the wearer.
- a manufacturing method for the disposable diaper 1 includes a laminate forming step, an absorbent body arrangement step, an adhesive application step, and a bonding step.
- a first elastic member 23a extending along the longitudinal direction Dl is arranged in a band-shaped first arrangement region a1 on the first sheet 21 where the edge extending in the longitudinal direction Dl overlaps with the first edge 2e in the width direction Dw of the first sheet 21 transported in the longitudinal direction Dl, and then a laminate 2a is formed in which the first elastic member 23a arranged on the first sheet 21 is covered with a second sheet 22.
- an absorbent 3 is arranged on the first surface 2s of the laminate 2a so as to overlap a part of the second edge 2e' which is the other end of the first edge 2e.
- an adhesive region 2g is formed on the first surface 2s of the laminate 2a where adhesive g is applied in a band shape along the longitudinal direction Dl.
- the first arrangement area a1 and the bonding area 2g are folded back along the longitudinal direction Dl so that the first arrangement area a1 covers the edge of the absorbent body 3 bonded to the laminate 2a, and then the bonding area 2g is bonded to the first surface 2s.
- the adhesive region 2g includes a first adhesive region 2ga and a second adhesive region 2gb.
- the first adhesive region 2ga is a region formed between the first edge 2e in a plan view, with a strip-shaped gap s extending along the longitudinal direction Dl and overlapping the absorbent body 3 during the adhesive process.
- the second adhesive region 2gb is a region formed adjacent to the gap s in the longitudinal direction Dl and in contact with the first edge 2e in a plan view.
- the first elastic member 23a and the second sheet 22 are arranged on the first sheet 21 in succession at approximately the same position, which prevents the process from becoming complicated.
- the first elastic member 23a arranged on the first sheet 21 is held by the second sheet 22 that covers them, which eliminates the need to fix the first elastic member 23a by folding back the laminate 2a, etc., which prevents the process from becoming complicated.
- the pocket P is formed by a relatively simple process of folding back and bonding a part of the laminate 2a including the adhesive region 2g formed with a gap s.
- the adhesive region 2g includes the second adhesive region 2gb, it is no longer necessary to fold back the edge of the folded laminate 2a in advance, which prevents the process from becoming complicated.
- the method for manufacturing the disposable diaper 1 further includes an elastic member fixing step in which a fixed area r1 and a non-fixed area r2 are formed.
- the fixed range r1 is the range in which the first elastic member 23a is fixed to at least one of the first sheet 21 and the second sheet 22 along the longitudinal direction Dl and overlaps with the absorbent body 3 in the bonding process.
- the non-fixed range r2 is the range adjacent to the fixed range r1 in the longitudinal direction Dl and in which the first elastic member 23a is not fixed to either the first sheet 21 or the second sheet 22 along the longitudinal direction Dl.
- the manufacturing apparatus 100 for the disposable diaper 1 includes a laminate forming section 101 , an absorbent body placing section 104 , an adhesive applying section 105 , and an adhesive section 106 .
- the laminate forming section 101 places a first elastic member 23a extending along the longitudinal direction Dl in a band-shaped first placement area a1 on the first sheet 21 where the edge extending in the longitudinal direction Dl overlaps with the first edge 2e in the width direction Dw of the first sheet 21 being transported in the longitudinal direction Dl, and then forms a laminate 2a in which the first elastic member 23a placed on the first sheet 21 is covered with a second sheet 22.
- the absorbent placement section 104 places the absorbent 3 on the first surface 2s of the laminate 2a so as to overlap a part of the second edge 2e', which is the other end of the first edge 2e.
- the adhesive application section 105 forms an adhesive region 2g on the first surface 2s of the laminate 2a, in which adhesive g is applied in a strip shape along the longitudinal direction Dl.
- the adhesive section 106 folds back the first placement region a1 and the adhesive region 2g along the longitudinal direction Dl so that the first placement region a1 covers the edge of the absorbent 3 joined to the laminate 2a, and then adheres the adhesive region 2g to the first surface 2s.
- the adhesive region 2g includes a first adhesive region 2ga and a second adhesive region 2gb.
- the first adhesive region 2ga is a region formed between the first edge 2e in a plan view and a strip-shaped gap s that extends along the longitudinal direction Dl and is overlapped with the absorbent body 3 by an adhesive portion.
- the second adhesive region 2gb is a region formed adjacent to the gap s in the longitudinal direction Dl and in contact with the first edge 2e in a plan view.
- the first elastic member 23a and the second sheet 22 are arranged on the first sheet 21 in succession at approximately the same position, which prevents the apparatus from becoming complicated.
- the first elastic member 23a arranged on the first sheet 21 is held by the second sheet 22 that covers them, which eliminates the need to fix the first elastic member 23a by folding back the laminate 2a, etc., which prevents the apparatus from becoming complicated.
- the pocket P is formed by a relatively simple apparatus that folds back and bonds a part of the laminate 2a including the adhesive region 2g formed with a gap s.
- the adhesive region 2g includes the second adhesive region 2gb, it is no longer necessary to fold back the edge of the folded laminate 2a in advance, which prevents the apparatus from becoming complicated.
- the above-mentioned manufacturing device for disposable diapers 1 can relatively easily manufacture disposable diapers 1 with pockets P.
- the manufacturing apparatus 100 for the disposable diaper 1 further includes an elastic member fixing portion that defines a fixed area r1 and a non-fixed area r2.
- the fixed range r1 is the range in which the first elastic member 23a is fixed to at least one of the first sheet 21 and the second sheet 22 along the longitudinal direction Dl and is overlaid on the absorbent body 3 by the adhesive.
- the non-fixed range r2 is the range adjacent to the fixed range r1 in the longitudinal direction Dl, in which the first elastic member 23a is not fixed to either the first sheet 21 or the second sheet 22 along the longitudinal direction Dl.
- the elastic member 23 is fixed to at least one of the first sheet 21 and the second sheet 22 by ultrasonic welding, but the method of fixing the elastic member 23 is not limited to this.
- a welded portion where the first sheet 21 and the second sheet 22 are welded to each other may be provided on both sides of the elastic member 23 in the width direction, and the elastic member 23 may be fixed to the first sheet 21 and the second sheet 22 by sandwiching the elastic member 23 in the width direction at the welded portion.
- the wearing article manufactured by the manufacturing method for a wearing article according to the first aspect of the present disclosure has a belt-shaped waistband member that is positioned around the waist of the wearer and has a pocket formed therein, and a belt-shaped absorbent body that is joined to the waistband member and positioned between the wearer's legs.
- the manufacturing method for the worn article includes a laminate forming process, an absorbent arrangement process, an adhesive application process, and an adhesion process.
- an elastic member extending along the longitudinal direction is placed in a band-shaped first region on the first sheet, whose longitudinally extending edge overlaps with a first edge in the width direction of the first sheet being transported in the longitudinal direction, and then a laminate is formed in which the elastic member placed on the first sheet is covered with a second sheet.
- the absorbent placement process the absorbent is placed on the first surface of the laminate so as to overlap a part of the second edge, which is the other end of the first edge.
- a second region is formed on the first surface of the laminate, in which adhesive is applied in a band shape along the longitudinal direction.
- the first and second regions are folded back along the longitudinal direction so that the first region covers the edge of the absorbent joined to the laminate, and then the second region is attached to the first surface.
- the second region includes a first portion and a second portion.
- the first portion is a region formed between the first edge in a plan view and the first portion, with a strip-shaped gap extending along the longitudinal direction and overlapping the absorbent body during the bonding process.
- the second portion is a region formed adjacent to the gap in the longitudinal direction and in contact with the first edge in a plan view.
- This manufacturing method allows disposable diapers with pockets to be manufactured through a relatively simple process.
- the manufacturing method of a worn article according to a second aspect of the present disclosure is the manufacturing method of a worn article according to the first aspect, further including an elastic member fixing step.
- the elastic member fixing step a first area and a second area are formed.
- the first area is an area in which the elastic member is fixed to at least one of the first sheet and the second sheet along the longitudinal direction, and overlaps with the absorbent body in the bonding step.
- the second area is an area adjacent to the first area in the longitudinal direction, and in which the elastic member is not fixed to either the first sheet or the second sheet along the longitudinal direction.
- the manufacturing device for a worn article according to the third aspect of the present disclosure includes a laminate forming section, an absorbent body placing section, an adhesive applying section, and an adhesive section.
- the laminate forming section places an elastic member extending along the longitudinal direction in a band-shaped first region on the first sheet where the longitudinally extending edge overlaps the first edge in the width direction of the first sheet being transported in the longitudinal direction, and then forms a laminate in which the elastic member placed on the first sheet is covered with a second sheet.
- the absorbent placing section places the absorbent on the first surface of the laminate so that it overlaps with part of the second edge, which is the other end of the first edge.
- the adhesive applying section forms a second region on the first surface of the laminate where adhesive is applied in a band shape along the longitudinal direction.
- the bonding section folds the first and second regions along the longitudinal direction so that the first region covers the edge of the absorbent joined to the laminate, and then bonds the second region to the first surface.
- the second region includes a first portion and a second portion.
- the first portion is a region formed between the first edge in a plan view and a strip-shaped gap that extends along the longitudinal direction and is overlapped with the absorbent body by an adhesive portion.
- the second portion is a region formed adjacent to the gap in the longitudinal direction and in contact with the first edge in a plan view.
- This manufacturing device makes it relatively easy to manufacture disposable diapers 1 with pockets.
- the manufacturing device for worn articles according to a fourth aspect of the present disclosure is the manufacturing device for worn articles according to the first aspect, further including an elastic member fixing portion.
- the elastic member fixing portion forms a first area and a second area.
- the first area is an area in which the elastic member is fixed to at least one of the first sheet and the second sheet along the longitudinal direction and is superimposed on the absorbent body by the adhesive portion.
- the second area is an area adjacent to the first area in the longitudinal direction, in which the elastic member is not fixed to either the first sheet or the second sheet along the longitudinal direction.
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202480050169.XA CN121604942A (zh) | 2023-08-01 | 2024-07-31 | 用于穿着用品的制造方法及用于穿着用品的制造设备 |
| JP2025537480A JPWO2025028578A1 (https=) | 2023-08-01 | 2024-07-31 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023125833 | 2023-08-01 | ||
| JP2023-125833 | 2023-08-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025028578A1 true WO2025028578A1 (ja) | 2025-02-06 |
Family
ID=94394929
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/027407 Pending WO2025028578A1 (ja) | 2023-08-01 | 2024-07-31 | 着用物品の製造方法及び着用物品の製造装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2025028578A1 (https=) |
| CN (1) | CN121604942A (https=) |
| WO (1) | WO2025028578A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04354948A (ja) | 1991-06-03 | 1992-12-09 | Kao Corp | 使い捨てパンツ |
| JP2003010237A (ja) * | 2001-06-28 | 2003-01-14 | Uni Charm Corp | 使い捨て着用物品 |
| JP2019115462A (ja) * | 2017-12-27 | 2019-07-18 | 王子ホールディングス株式会社 | 使い捨ておむつおよび使い捨ておむつの製造方法 |
| JP2019118490A (ja) * | 2017-12-28 | 2019-07-22 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP2021137579A (ja) * | 2020-02-28 | 2021-09-16 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | パンツ型吸収性物品及びその製造方法 |
-
2024
- 2024-07-31 CN CN202480050169.XA patent/CN121604942A/zh active Pending
- 2024-07-31 WO PCT/JP2024/027407 patent/WO2025028578A1/ja active Pending
- 2024-07-31 JP JP2025537480A patent/JPWO2025028578A1/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04354948A (ja) | 1991-06-03 | 1992-12-09 | Kao Corp | 使い捨てパンツ |
| JP2003010237A (ja) * | 2001-06-28 | 2003-01-14 | Uni Charm Corp | 使い捨て着用物品 |
| JP2019115462A (ja) * | 2017-12-27 | 2019-07-18 | 王子ホールディングス株式会社 | 使い捨ておむつおよび使い捨ておむつの製造方法 |
| JP2019118490A (ja) * | 2017-12-28 | 2019-07-22 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP2021137579A (ja) * | 2020-02-28 | 2021-09-16 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | パンツ型吸収性物品及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2025028578A1 (https=) | 2025-02-06 |
| CN121604942A (zh) | 2026-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5292586B2 (ja) | 使い捨て着用物品の製造方法 | |
| JP5913594B2 (ja) | 複合伸縮部材を用いた着用物品及び該着用物品の製造方法 | |
| JP5028654B2 (ja) | 積層伸縮シートおよびその製造方法 | |
| JP5884489B2 (ja) | 使い捨ておむつ,その製造方法,及びその製造装置 | |
| JP6975645B2 (ja) | 吸収性物品に係るシート状部材の製造方法、及び製造装置 | |
| JP7602321B2 (ja) | 着用物品の製造装置および製造方法 | |
| JP6830910B2 (ja) | 吸収性物品に係るシート状部材の製造方法、及び製造装置 | |
| JP2020054741A (ja) | 伸縮性シートの製造方法、及び、伸縮性シートの製造装置 | |
| JP5986855B2 (ja) | シートの接合装置及び接合装置を用いた使い捨ておむつの製造方法 | |
| KR20110098787A (ko) | 흡수성 물품의 제조 방법 | |
| CN106102673B (zh) | 吸收性物品制造方法 | |
| JP5978654B2 (ja) | 使い捨ておむつ及び使い捨ておむつの製造方法 | |
| CN106029029B (zh) | 吸收性物品制造方法 | |
| WO2020241300A1 (ja) | 着用物品の製造方法 | |
| WO2025028578A1 (ja) | 着用物品の製造方法及び着用物品の製造装置 | |
| JP6393503B2 (ja) | パンツ型吸収性物品 | |
| JP7252434B2 (ja) | 使い捨て着用物品の製造方法 | |
| EP4205714A1 (en) | Wearable article manufacturing method and wearable article manufactured therewith | |
| JP2020054739A (ja) | 伸縮性シートの製造方法、及び、伸縮性シートの製造装置 | |
| JP5830570B2 (ja) | 吸収性物品に係る複合シートの製造方法、及び製造装置 | |
| JPH06114084A (ja) | 着用物品の製造方法 | |
| JP7557520B2 (ja) | 伸縮シートの製造方法、伸縮シートの製造装置、及び、伸縮シートを備えた着用物品 | |
| TWI594740B (zh) | Method of making disposable disposable diapers and disposable diapers | |
| WO2024071423A1 (ja) | 着用物品の製造装置及び着用物品の製造方法 | |
| JP6201525B2 (ja) | シートの接合装置及び接合装置を用いた使い捨ておむつの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24849223 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025537480 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025537480 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024849223 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |