WO2024202869A1 - 化粧シート及び化粧板 - Google Patents
化粧シート及び化粧板 Download PDFInfo
- Publication number
- WO2024202869A1 WO2024202869A1 PCT/JP2024/007302 JP2024007302W WO2024202869A1 WO 2024202869 A1 WO2024202869 A1 WO 2024202869A1 JP 2024007302 W JP2024007302 W JP 2024007302W WO 2024202869 A1 WO2024202869 A1 WO 2024202869A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- surface protective
- protective layer
- decorative sheet
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D133/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Coating compositions based on derivatives of such polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
Definitions
- the present invention relates to decorative sheets and decorative panels.
- Decorative sheets are applied to the surfaces of wood boards, plastic boards, etc. for the purpose of protecting and decorating the surface.
- the decorative panels obtained in this way are used for a variety of purposes, including decorative items, building materials, and furniture.
- the decorative sheets used in the above applications are required to have a surface protective layer that exhibits adhesion to the underlying layer.
- a film with a small number of polar groups may be used on the surface of the underlying layer, and the surface protective layer of the decorative sheet is required to exhibit adhesion to such films as well.
- a hard coat film in which a hard coat layer is provided on at least one side of a base film has been proposed as a decorative sheet having a surface protective layer that exhibits adhesion to the film (see Patent Document 1).
- the hard coat film having the hard coat layer of Patent Document 1 does not have sufficient adhesion between the substrate film and the hard coat film when used for various applications, and there is room for improvement.
- the present invention aims to provide a decorative sheet in which the surface protective layer has excellent adhesion to the underlying layer, excellent surface hardness and scratch resistance, and excellent processability.
- the present inventors have found that the above-mentioned object can be achieved by a decorative sheet having at least a surface protective layer, the surface protective layer containing a cross-linked curable resin, and in infrared spectroscopy measurement of the surface protective layer, when the height of a peak appearing at 855 to 1325 cm ⁇ 1 is defined as A and the height of a peak appearing at 1650 to 1800 cm ⁇ 1 is defined as B, the peak height ratio between A and B ((A/B) ⁇ 100(%)) is 105% or more and 400% or less, and when the height of a peak appearing at 3200 to 3500 cm ⁇ 1 is defined as C, the peak height ratio between B and C ((B/C) ⁇ 100(%)) is 1000% or more and 6000% or less, thereby completing the present invention.
- a decorative sheet having at least a surface protective layer contains a cross-linked curable resin
- the peak height ratio of A to B ((A/B) ⁇ 100(%)) is 105% or more and 400% or less
- the peak height ratio of B to C is 1000% or more and 6000% or less
- C is the height of a peak appearing at 3200 to 3500 cm-1.
- a decorative sheet according to item 1 wherein the peak height ratio between A and B is 110% or more and 300% or less, and the peak height ratio between B and C is 1300% or more and 5500% or less.
- the crosslinking curable resin includes an ionizing radiation curable resin.
- the ionizing radiation curable resin includes an acrylic resin having a (meth)acryloyl group.
- the surface protective layer contains at least one agent selected from the group consisting of an antibacterial agent, an antiviral agent, and an antiallergen agent. 6.
- the decorative sheet according to any one of items 1 to 5, comprising a picture pattern layer, a transparent resin layer, and the surface protective layer on a substrate sheet in this order.
- the decorative sheet of the present invention has a surface protective layer that has excellent adhesion to the lower layer, excellent surface hardness and scratch resistance, and excellent processability. Therefore, a decorative board laminated with the decorative sheet of the present invention can be used for various building materials, furniture, etc.
- FIG. 2 is a diagram showing an example of the results of infrared spectroscopy measurement of the surface protective layer of the decorative sheet of the present invention.
- FIG. 2 is a diagram illustrating a method for determining the peak height in infrared spectroscopy measurement of the surface protective layer of the decorative sheet of the present invention.
- FIG. 2 is a diagram illustrating a method for determining the peak height in infrared spectroscopy measurement of the surface protective layer of the decorative sheet of the present invention.
- FIG. 1 is a diagram showing an example of a layer structure of a decorative sheet of the present invention.
- FIG. 2 is a diagram showing an example of a layer structure of the decorative board of the present invention.
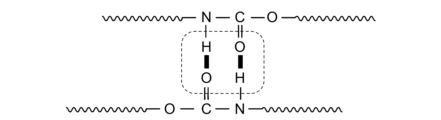
- FIG. 2 is a diagram showing an example of hydrogen bonding between molecules of a cross-linking curable resin.
- FIG. 1 is a schematic diagram showing a test method for fire spread resistance.
- FIG. 1 is a schematic diagram showing a test method for fire spread resistance.
- the decorative sheet of the present invention is a decorative sheet having at least a surface protective layer, the surface protective layer containing a cross-linked curable resin, and characterized in that in an infrared spectroscopic measurement of the surface protective layer, when the height of a peak appearing at 855 to 1325 cm -1 is A and the height of a peak appearing at 1650 to 1800 cm -1 is B, the peak height ratio of A to B ((A/B) x 100(%)) is 105% or more and 400% or less, and in an infrared spectroscopic measurement of the surface protective layer, when the height of a peak appearing at 3200 to 3500 cm -1 is C, the peak height ratio of B to C ((B/C) x 100(%)) is 1000% or more and 6000% or less.
- the surface protective layer of the decorative sheet has excellent adhesion to the lower layer, excellent surface hardness and scratch resistance, and excellent processability. Therefore, a decorative board laminated with the decorative sheet of the present invention can be used for a variety of purposes such as various building materials and furniture.
- the peak height ratio between A and B ((A/B) x 100(%)) is 105% or more and 400% or less
- the peak height ratio between B and C ((B/C) x 100(%)) is 1000% or more and 6000% or less.
- Figure 1 shows an example of the results of infrared spectroscopy (hereinafter also referred to as "IR") measurement of the surface protective layer of the decorative sheet of the present invention.
- IR infrared spectroscopy
- each peak is measured as follows. That is, as shown in Figure 2, two base points b1 and b2 of each peak are taken, and a baseline bL is drawn by connecting the base points with a straight line. Next, a vertical line is drawn downward from the peak top position p, and the intersection point bp with the baseline bL is specified. The length h between p and bp is defined as the height of the peak.
- the peak height is measured as follows. That is, when there are two adjacent peaks as in Figure 3, and the heights h1-1 and h2-1 from the valley between the two peaks to the peak apex are 0.10 Abs or more, the two peak heights h1 and h2 are summed to determine the peak height. Note that in Figure 3, a peak whose peak top is p2 has adjacent peaks on both sides, and there are two heights from the valley between the two peaks to the peak apex, h2-1 and h2-2. In this case, the shorter height h2-1 is used to determine whether it is 0.10 Abs or more.
- the infrared spectroscopy of the surface protective layer can be measured using a commercially available infrared spectroscopy measuring device.
- the peak height ratio A to B ((A/B) ⁇ 100(%) ) is 105% or more and 400% or less, where A is the height of the peak appearing at 855 to 1325 cm ⁇ 1 and B is the height of the peak appearing at 1650 to 1800 cm ⁇ 1. If the peak height ratio A to B is less than 105%, the surface protective layer contains too many ester bonds, making the surface protective layer too hard and reducing the processability of the decorative sheet. If the peak height ratio A to B exceeds 400%, the surface protective layer contains too many ether bonds, making the surface protective layer too soft and reducing the surface hardness and scratch resistance of the decorative sheet.
- the peak height ratio A to B is preferably 110% or more and 300% or less, more preferably 150% or more and 250% or less.
- the peak height ratio of B to C ((B/C) ⁇ 100(%)) is 1000% or more and 6000% or less , where C is the height of the peak appearing at 3200 to 3500 cm ⁇ 1. If the peak height ratio of B to C is less than 1000%, the surface protective layer contains too many urethane bonds, and the hydrogen bonds between the -N-H groups and the -C ⁇ O groups in the urethane bonds as shown in FIG. 6 are excessively increased, making the surface protective layer too hard and reducing the processability of the decorative sheet.
- the surface protective layer contains too few urethane bonds, making the surface protective layer too soft, reducing the surface hardness and scratch resistance of the decorative sheet.
- the peak height ratio of B to C is preferably 1300% or more and 5500% or less, more preferably 1500% or more and 5200% or less.
- the peak height ratio between A and B and the peak height ratio between B and C there is an adjustment method of changing the formulation of the cross-linked curable resin used to form the surface protective layer.
- the peak height ratio between A and B is large.
- the peak height ratio between A and B is small.
- the peak height ratio between B and C is large.
- the peak height ratio between B and C is small.
- the surface is the so-called "front side", which is the side opposite to the side that comes into contact with the substrate when the decorative sheet of the present invention is laminated to a substrate or the like and is the side that is visible after lamination.
- the direction of the surface of the decorative sheet of the present invention may be referred to as the "front” or “top”, and the opposite side may be referred to as the "back” or “bottom”.
- the lower and upper limits of numerical ranges represented by "-” mean "greater than or equal to” (for example, if ⁇ - ⁇ , it is greater than or equal to ⁇ and less than or equal to ⁇ ).
- the layer thickness in this specification is a value measured in a place on the decorative sheet where there are no irregularities such as embossments or protruding fine particles.
- the decorative sheet of the present invention may have at least a surface protective layer, and the surface protective layer is preferably the above-mentioned surface protective layer on the outermost surface of the decorative sheet.
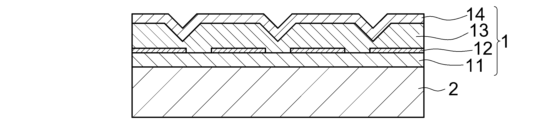
- the specific structure may be appropriately set depending on the application of the decorative sheet. For example, as shown in Fig. 4, a layer structure having a base sheet 11, a picture pattern layer 12 (solid ink layer and/or pattern ink layer), an adhesive layer (not shown), a transparent resin layer 13, and a surface protective layer 14 in this order may be mentioned. Below, a decorative sheet having such a layer structure will be specifically described as a representative example.
- the decorative sheet of the present invention has at least a surface protective layer.
- the surface protective layer contains a cross-linked curable resin.
- cross-linking curable resins examples include thermosetting resins and ionizing radiation curable resins (e.g., electron beam curable resins).
- ionizing radiation curable resins e.g., electron beam curable resins
- the surface protective layer contains an ionizing radiation curable resin, and it is more preferable that the resin constituting the surface protective layer is an ionizing radiation curable resin.
- thermosetting resins include unsaturated polyester resins, polyurethane resins (including two-component curing polyurethanes), epoxy resins, aminoalkyd resins, phenolic resins, urea resins, diallyl phthalate resins, melamine resins, guanamine resins, melamine-urea co-condensation resins, silicon resins, and polysiloxane resins.
- the above resins can be added with curing agents such as crosslinking agents and polymerization initiators, polymerization accelerators, etc.
- curing agents such as isocyanates and organic sulfonates can be added to unsaturated polyester resins and polyurethane resins
- organic amines can be added to epoxy resins
- peroxides such as methyl ethyl ketone peroxide
- radical initiators such as azoisobutylnitrile
- thermosetting resin One method for forming a surface protective layer using a thermosetting resin is, for example, to apply a solution of the thermosetting resin using a coating method such as roll coating or gravure coating, and then dry and harden it.
- the ionizing radiation curable resin is not limited as long as it undergoes a cross-linking polymerization reaction upon exposure to ionizing radiation and changes into a three-dimensional polymer structure.
- one or more prepolymers, oligomers, and monomers having polymerizable unsaturated bonds or epoxy groups in the molecule that can be cross-linked upon exposure to ionizing radiation can be used.
- examples include acrylate resins such as urethane acrylate, polyester acrylate, and epoxy acrylate; silicon resins such as siloxane; polyester resins; and epoxy resins.
- the ionizing radiation curable resin preferably contains an acrylic resin having a (meth)acryloyl group.
- an acrylic resin having a (meth)acryloyl group as the ionizing radiation curable resin, hydrogen bonds are formed between the molecules of the ionizing radiation curable resin, so that the surface hardness and scratch resistance of the surface protective layer are further improved.
- Ionizing radiation includes visible light, ultraviolet light (near ultraviolet light, vacuum ultraviolet light, etc.), X-rays, electron beams, ion beams, etc., of which ultraviolet light and/or electron beams are preferred.
- Ultra-high pressure mercury lamps, high pressure mercury lamps, low pressure mercury lamps, carbon arc lamps, black light fluorescent lamps, and metal halide lamps can be used as ultraviolet light sources.
- the wavelength of ultraviolet light is approximately 190 to 380 nm.
- various electron beam accelerators such as Cockcroft-Wald type, Van de Graff type, resonant transformer type, insulating core transformer type, linear type, dynamitron type, high frequency type, etc. can be used.
- the energy of the electron beam is preferably about 100 to 1000 keV, more preferably about 100 to 300 keV.
- the dose of the electron beam is preferably about 2 to 15 Mrad.
- Ionizing radiation curable resins will cure sufficiently when irradiated with electron beams, but if they are to be cured by exposure to ultraviolet light, it is preferable to add a photopolymerization initiator (sensitizer).
- a photopolymerization initiator sensitizer
- the photopolymerization initiator may be, for example, at least one of acetophenones, benzophenones, thioxanthones, benzoin, benzoin methyl ether, Michler's benzoyl benzoate, Michler's ketone, diphenyl sulfide, dibenzyl disulfide, diethyl oxide, triphenyl biimidazole, isopropyl-N,N-dimethylaminobenzoate, etc.
- a resin system having a cationic polymerizable functional group for example, at least one of aromatic diazonium salts, aromatic sulfonium salts, metallocene compounds, benzoin sulfonate esters, furyloxysulfoxonium diallyliodosyl salts, etc. may be used.
- the amount of photopolymerization initiator added is not particularly limited, but is generally about 0.1 to 10 parts by mass per 100 parts by mass of ionizing radiation curable resin.
- the resin forming the surface protective layer of the decorative sheet of the present invention can also contain components derived from biomass; specifically, biomass polyolefins, etc. can be used.
- the surface protective layer may be one layer, or may be two or more layers.
- each layer contains a cross-linked curable resin.
- the infrared spectroscopy spectrum of the surface protective layer is measured by measuring the infrared spectroscopy spectrum of the laminated surface protective layers from the outermost surface protective layer side.
- the thickness of the surface protective layer is not particularly limited as long as it does not impede the effects of the present invention, but is preferably 1 to 200 ⁇ m, more preferably 1 to 100 ⁇ m, even more preferably 3 to 50 ⁇ m, and particularly preferably 4 to 40 ⁇ m.
- the surface protective layer may contain fine particles.
- the fine particles include inorganic fillers such as silica, aluminum oxide, silicon carbide, silicon dioxide, calcium titanate, barium titanate, magnesium pyroborate, zinc oxide, silicon nitride, zirconium oxide, chromium oxide, iron oxide, boron nitride, diamond, emerythrium, and glass fiber; and organic material powders or beads such as acrylic, cross-linked alkyl, cross-linked styrene, benzoguanamine resin, urea-formaldehyde resin, phenolic resin, polyethylene, and nylon.
- One or more types of the fine particles can be used.
- the average particle size of the microparticles is preferably equal to or greater than the thickness of the surface protective layer, and in order to exhibit scratch resistance, it is preferably less than "thickness of the surface protective layer + 40 ⁇ m,” and more preferably equal to or less than "thickness of the surface protective layer + 30 ⁇ m.”
- the average particle size of the microparticles can be measured by known methods such as the laser diffraction method, the Coulter counter method, the sedimentation method, etc.
- the average particle size refers to the mode diameter.
- the content of the fine particles in the surface protective layer is preferably 3 to 50 parts by mass, and more preferably 5 to 30 parts by mass, per 100 parts by mass of the resin component that forms the surface protective layer.
- Silicone may be added to the surface protective layer.
- the amount of silicone added is preferably 0.1 to 1 part by mass, and more preferably 0.1 to 0.5 parts by mass, per 100 parts by mass of the resin (resin component) that constitutes the surface protective layer, from the viewpoint of achieving both ease of wiping and anti-slip properties.
- additives such as colorants such as solvents, dyes, and pigments, fillers such as inorganic fillers, defoamers, leveling agents, thixotropic agents, flame retardants, antibacterial agents, antiviral agents, and antiallergen agents may be added to the surface protective layer.
- the inorganic filler can be used as a means for imparting a desired surface property to the surface protective layer by including an inorganic filler in the surface protective layer that is larger than the layer thickness of the surface protective layer.
- the inorganic filler can also be used as a matting agent, and the inclusion of an inorganic filler in the surface protective layer is expected to have the effect of suppressing the cure shrinkage of the surface protective layer. Therefore, in the present invention, it is preferable that the inorganic filler has been surface-treated (hydrophobized).
- at least one selected from the group consisting of antibacterial agents, antiviral agents, and antiallergen agents is preferably included in the surface protective layer, which is the outermost layer, in order to make it easier to obtain the effect.
- inorganic fillers examples include silica, aluminum oxide, silicon carbide, silicon dioxide, calcium titanate, barium titanate, magnesium pyroborate, zinc oxide, silicon nitride, zirconium oxide, chromium oxide, iron oxide, boron nitride, diamond, emery sand, glass fiber, etc.
- the method of surface treatment (hydrophobization) of the inorganic filler is not particularly limited, and can be performed by a known method.
- a method of hydrophobizing the inorganic filler with a silicone oil-based treatment agent a method of treating the inorganic filler with an alkylsilazane-based treatment agent, a trimethylsilylating agent, and/or an alkoxysilane, and then hydrophobizing the inorganic filler with the above-mentioned silicone oil-based treatment agent; a method of hydrophobizing the inorganic filler with a silicone oil-based treatment agent and then further treating it with a trimethylsilylating agent or an alkylsilazane-based treatment agent; a method of hydrophobizing the inorganic filler with an alkoxysilane; a method of treating the inorganic filler with an alkoxysilane, and then further treating it with a silicone oil-based treatment agent, or a silicone oil-based treatment agent
- hydrophobic treatment methods include treatment with various coupling agents such as silane coupling agents, titanate coupling agents, and aluminate coupling agents; surfactants such as phosphoric acid and fatty acid surfactants; oils and fats, stearic acid, etc.
- coupling agents such as silane coupling agents, titanate coupling agents, and aluminate coupling agents
- surfactants such as phosphoric acid and fatty acid surfactants
- oils and fats oils and fats, stearic acid, etc.
- hydrophobic treatment agents for example, all of the treatment agents such as silicone oil treatment agents, silane coupling agents, surfactants, etc.
- the method of hydrophobizing inorganic filler with a hydrophobizing agent is not particularly limited, and can be performed by a known method. For example, a method of adding (e.g., spraying) a stock solution of the hydrophobizing agent or a diluted hydrophobizing agent in water or an organic solvent to an untreated inorganic filler (dry treatment method); a method of treating (e.g., immersing) an untreated inorganic filler in a stock solution of the hydrophobizing agent, an aqueous solution containing the hydrophobizing agent, or an organic solvent containing the hydrophobizing agent, and then drying (wet treatment method); etc. are included.
- a part or all of the inorganic filler surface is (a) coated with the hydrophobizing agent, (b) adsorbs the hydrophobizing agent, or (c) is coated with and adsorbs the hydrophobizing agent (a combination of (a) and (b)), etc. are generated.
- the hydrophobizing agent may be used alone or in combination of two or more types.
- the antibacterial agents include inorganic antibacterial agents and organic antibacterial agents.
- inorganic antibacterial agents are desirable because they are generally safer than organic antibacterial agents and have excellent durability and heat resistance.
- Inorganic antibacterial agents are antibacterial metals such as silver, copper, and zinc supported on various inorganic carriers.
- the amount of antibacterial agent added is preferably 0.1 to 10 parts by mass per 100 parts by mass of the resin component of the surface protective layer, but the details can be adjusted appropriately depending on the type of antibacterial agent.
- Organic antiviral agents include quaternary ammonium salts, quaternary phosphonium salts, pyridines, pyrithiones, benzimidazoles, organic iodines, isothiazolinones, anions, and ethers.
- Inorganic antiviral agents include those in which metal ions such as silver, copper, and zinc are supported on carriers such as zeolite, apatite, zirconia, glass, and molybdenum oxide.
- the amount of antiviral agent added is preferably 0.1 to 10 parts by mass per 100 parts by mass of the resin component of the surface protective layer, but the details can be adjusted appropriately depending on the type of antiviral agent.
- benzimidazole-based antiviral agents, anionic antiviral agents, or ether-based antiviral agents that maintain a particle shape are particularly suitable.
- maintaining a particle shape means that the agent is present in a particle state without dissolving in the composition (ink before curing) that becomes the curable resin of the surface protective layer. Therefore, in the process of forming the surface protective layer, the particles of the imidazole-based compound, the particles of the anionic compound, or the ether-based compound are likely to float up, and the particles of the imidazole-based compound, the particles of the anionic compound, or the particles of the ether-based compound can be easily unevenly distributed on the outermost surface side of the surface protective layer.
- the amount of antiviral agent required to obtain a predetermined antiviral property can be reduced, and therefore the deterioration of the scratch resistance of the surface protective layer can be easily suppressed.
- the anionic antiviral agent preferably contains, for example, a styrene resin, a styrene polymer derivative compound, and an unsaturated carboxylic acid derivative compound.
- the styrene polymer derivative compound and the unsaturated carboxylic acid derivative compound preferably contain at least one of the structures of styrene, sodium sulfonate, acrylic acid, maleic acid, and fumaric acid, and more preferably contain all of these structures. This is because there are two types of viruses, broadly classified in terms of whether they are enveloped or not, and it is believed that the structures of antiviral agents that can effectively inhibit the activity of each type are different.
- silver-based antiviral agents are preferred from the viewpoint of lack of biotoxicity and excellent safety, and among them, phosphate-based glass-supported silver compounds or silver zeolite compounds, and molybdenum oxide silver double salt compounds are more preferred because they exhibit antiviral properties even in small amounts, allowing the amount added to be reduced.
- discoloration may occur depending on the surface protective layer (it may discolor due to heat or light while in the paint to which it is added, or it may discolor due to heat or light after the surface protective layer is formed). In this case, however, it is possible to improve the situation by adding UV inhibitors, light stabilizers, etc. at the appropriate time.
- the use of a benzotriazole-based compound can be expected to improve discoloration in the case of the above molybdenum oxide silver double salt compound.
- the anti-allergen agent contains either an inorganic compound or an organic compound, and may be used alone or in a mixture of two or more different types.
- the inorganic compound is preferably a material carrying a metal.
- the amount of the anti-allergen agent added is preferably 0.1 to 10 parts by mass per 100 parts by mass of the resin component of the surface protective layer, but the details can be adjusted appropriately depending on the type of anti-allergen agent.
- a method for forming a surface protective layer containing an ionizing radiation curable resin can be, for example, a method in which a solution (resin composition for forming a surface protective layer) containing (1) a resin such as an ionizing radiation curable resin, and (2) other resins, fine particles, an ultraviolet absorber, an antibacterial agent, the various additives described above, etc., is applied by a coating method such as gravure coating or roll coating, and then the ionizing radiation curable resin is cured to form a surface protective layer.
- a solution resin composition for forming a surface protective layer
- a resin such as an ionizing radiation curable resin
- other resins, fine particles, an ultraviolet absorber, an antibacterial agent, the various additives described above, etc. is applied by a coating method such as gravure coating or roll coating, and then the ionizing radiation curable resin is cured to form a surface protective layer.
- the base sheet is a layer on whose surface (front surface) a picture pattern layer and the like are sequentially laminated.
- the base sheet is preferably, for example, a sheet (film) formed from a thermoplastic resin.
- olefin resins such as polyethylene, ethylene- ⁇ -olefin copolymer, polypropylene, polymethylpentene, polybutene, ethylene-propylene copolymer, propylene-butene copolymer, ethylene-vinyl acetate copolymer, saponified ethylene-vinyl acetate copolymer, ethylene-(meth)acrylic acid copolymer, ethylene-(meth)acrylic acid ester copolymer, polyvinyl chloride, polyethylene terephthalate, polybutylene terephthalate, polyamide, polycarbonate, polyethylene naphthalate, ionomer, acrylic acid ester polymer, methacrylic acid ester polymer, etc.
- the resin forming the base sheet of the decorative sheet of the present invention can also contain a biomass-derived component, specifically, biomass polyolefin, etc. can be used.
- the base sheet is formed by using these resins alone or in combination of two or more.
- (meth)acrylic acid means acrylic acid and/or methacrylic acid, and the same applies to other parts written as (meth).
- the base sheet may be colored.
- a colorant pigment or dye
- a colorant for example, inorganic pigments such as titanium dioxide, carbon black, and iron oxide, organic pigments such as phthalocyanine blue, and various dyes can also be used. One or more of these can be selected from publicly known or commercially available products. The amount of colorant added can also be set appropriately depending on the desired color tone, etc.
- the base sheet may contain various additives such as fillers, matting agents, foaming agents, flame retardants, lubricants, antistatic agents, antioxidants, UV absorbers, and light stabilizers, as necessary.
- the above-mentioned ultraviolet absorbers, light stabilizers, and flame retardants can be the same as those used in the transparent resin layer described below, and can be added in the same amounts.
- the thickness of the base sheet can be set appropriately depending on the application and method of use of the final product, but a thickness of 20 to 300 ⁇ m is generally preferred.
- the surface (front side) of the base sheet may be subjected to a corona discharge treatment in order to improve the adhesion of the ink that forms the picture pattern layer.
- the method and conditions for the corona discharge treatment may be performed according to known methods.
- the back side of the base sheet may be subjected to a corona discharge treatment or a back side primer layer may be formed.
- the decorative sheet of the present invention may have a picture pattern layer.
- the pattern layer imparts a desired pattern (design) to the decorative sheet, and the type of pattern is not limited. Examples include wood grain, leather, stone, sand, tile, brickwork, fabric, geometric shapes, letters, symbols, and abstract patterns.
- Colorants include, for example, inorganic pigments such as carbon black, titanium white, zinc oxide, red iron oxide, Prussian blue, and cadmium red; organic pigments such as azo pigments, lake pigments, anthraquinone pigments, quinacridone pigments, phthalocyanine pigments, isoindolinone pigments, and dioxazine pigments; metal powder pigments such as aluminum powder and bronze powder; pearlescent pigments such as titanium oxide-coated mica and bismuth oxide chloride; fluorescent pigments; and luminous pigments. These colorants can be used alone or in combination of two or more. These colorants may be used together with fillers such as silica, extender pigments such as organic beads, neutralizers, surfactants, and the like.
- inorganic pigments such as carbon black, titanium white, zinc oxide, red iron oxide, Prussian blue, and cadmium red
- organic pigments such as azo pigments, lake pigments, anthraquinone pigments, quinacridone
- polyester in addition to hydrophilically treated polyester urethane resin, polyester, polyacrylate, polyvinyl acetate, polybutadiene, polyvinyl chloride, chlorinated polypropylene, polyethylene, polystyrene, polystyrene-acrylate copolymer, rosin derivatives, alcohol adducts of styrene-maleic anhydride copolymer, cellulose resins, etc. can also be used.
- polyacrylamide resins poly(meth)acrylic acid resins, polyethylene oxide resins, poly N-vinylpyrrolidone resins, water-soluble polyester resins, water-soluble polyamide resins, water-soluble amino resins, water-soluble phenolic resins, other water-soluble synthetic resins, water-soluble natural polymers such as polynucleotides, polypeptides, polysaccharides, etc. can also be used.
- modified natural rubber, synthetic rubber, polyvinyl acetate resins, (meth)acrylic resins, polyvinyl chloride resins, polyurethane-polyacrylic resins, etc., mixtures of the above natural rubbers, etc., and other resins can also be used.
- the above binder resins can be used alone or in combination of two or more.
- Solvents include, for example, petroleum-based organic solvents such as hexane, heptane, octane, toluene, xylene, ethylbenzene, cyclohexane, and methylcyclohexane; ester-based organic solvents such as ethyl acetate, butyl acetate, 2-methoxyethyl acetate, and 2-ethoxyethyl acetate; alcohol-based organic solvents such as methyl alcohol, ethyl alcohol, normal propyl alcohol, isopropyl alcohol, isobutyl alcohol, ethylene glycol, and propylene glycol; ketone-based organic solvents such as acetone, methyl ethyl ketone, methyl isobutyl ketone, and cyclohexanone; ether-based organic solvents such as diethyl ether, dioxane, and tetrahydro
- the binder resin forming the picture pattern layer of the decorative sheet of the present invention may also contain a biomass-derived component.
- a biomass-derived urethane (meth)acrylate may be used, and specifically, a binder resin containing at least a polyol, an isocyanate compound, and a urethane (meth)acrylate containing a hydroxy (meth)acrylate, in which at least one selected from the group consisting of the polyol, the isocyanate compound, and the hydroxy (meth)acrylate contains a biomass-derived component.
- Printing methods used to form the picture pattern layer include, for example, gravure printing, offset printing, screen printing, flexographic printing, electrostatic printing, and inkjet printing.
- various coating methods can be used, for example, roll coating, knife coating, air knife coating, die coating, lip coating, comma coating, kiss coating, flow coating, and dip coating.
- hand-drawing, ink-flowing, photography, transfer printing, laser beam drawing, electron beam drawing, partial deposition of metals, etching, and the like may be used, or may be used in combination with other forming methods.
- the thickness of the pattern layer is not particularly limited and can be set appropriately depending on the product characteristics, but the layer thickness is approximately 0.1 to 10 ⁇ m.
- a colored concealing layer may be further formed between the substrate sheet and the picture pattern layer.
- the colored concealing layer only needs to be able to conceal the base color of the adherend when the decorative sheet and adherend are joined, and is usually formed to cover the base sheet.
- the above-mentioned known printing methods can be used to form the colored concealing layer.
- the ink used to form the pattern layer can be used as is.
- the coating amount is preferably in the range of 2 to 30 g/m 2.
- the thickness of the colored concealing layer is usually about 0.1 to 20 ⁇ m, preferably about 1 to 10 ⁇ m.
- an adhesive layer may be formed on the picture pattern layer.
- the adhesive layer is preferably a transparent adhesive layer, and the transparent adhesive layer may be any of colorless transparent, colored transparent, translucent, etc.
- Adhesives well known in the field of decorative sheets include, for example, thermoplastic resins such as polyamide resins, acrylic resins, and vinyl acetate resins, and thermosetting resins such as urethane resins. These adhesives may be used alone or in combination of two or more. Two-component curing polyurethane resins or polyester resins that use isocyanate as a curing agent may also be used.
- the thickness of the transparent adhesive layer is not particularly limited, but the thickness after drying is about 0.1 to 30 ⁇ m, preferably about 1 to 20 ⁇ m.
- the decorative floor sheet of the present invention may have a transparent resin layer.
- the transparent resin layer is not particularly limited as long as it is transparent, and includes colorless transparent, colored transparent, translucent, etc.
- resins constituting the transparent resin layer include polypropylenes such as polyethylene, ethylene- ⁇ -olefin copolymers, homopolypropylenes, and random polypropylenes, polymethylpentene, polybutene, ethylene-propylene copolymers, propylene-butene copolymers, ethylene-vinyl acetate copolymers, saponified ethylene-vinyl acetate copolymers, ethylene-(meth)acrylic acid copolymers, ethylene-(meth)acrylic acid ester copolymers, olefin-based resins such as olefin-based elastomers, polyethylene terephthalate, polybutylene terephthalate, polyamides, ionomers, acrylic acid ester polymers, methacrylic acid ester polymers, polycarbonates, and cellulose tria
- the transparent resin layer is preferably a transparent thermoplastic resin layer, more preferably contains an olefin-based resin such as polypropylene resin or polyethylene resin, and even more preferably the resin constituting the transparent resin layer is the above-mentioned olefin-based resin or ionomer-based resin.
- the transparent resin layer may be colored as long as it is transparent, but it is preferable not to add any coloring agent.
- R 11 is a divalent organic group
- R 13 , R 14 and R 15 are each independently a monovalent organic group
- n 11 and n 12 are each independently an integer of 1 to 5.
- alkylene groups having 1 to 20 carbon atoms include methylene groups, 1,1-ethylene groups, 1,2-ethylene groups, various propylene groups such as 1,3-propylene, 1,2-propylene, and 2,2-propylene (hereinafter, "various" refers to linear, branched, and isomeric forms thereof), various butylene groups, various pentylene groups, various hexylene groups, various heptylene groups, various octylene groups, various nonylene groups, various decylene groups, various undecylene groups, various dodecylene groups, various tridecylene groups, various tetradecylene groups, various pentadecylene groups, various hexadecylene groups, various heptadecylene groups, various octadecylene groups, various nonadecylene groups, and various icosylene groups.
- Examples of the monovalent organic group of R 13 and R 14 include an alkyl group, an alkenyl group, a cycloalkyl group, an aryl group, and an arylalkyl group, among which aromatic hydrocarbon groups such as an aryl group and an arylalkyl group are preferred, and an aryl group is preferred.
- the monovalent organic group of R 13 and R 14 is preferably a phenyl group.
- the aryl group preferably has 6 to 20 carbon atoms, more preferably has 6 to 12 carbon atoms, and even more preferably has 6 to 10 carbon atoms, such as a phenyl group, various methylphenyl groups, various ethylphenyl groups, various dimethylphenyl groups, various propylphenyl groups, various trimethylphenyl groups, various butylphenyl groups, and various naphthyl groups.
- the arylalkyl group preferably has 7 to 20 carbon atoms, more preferably has 7 to 12 carbon atoms, and even more preferably has 7 to 10 carbon atoms, such as a benzyl group, a phenethyl group, various phenylpropyl groups, various phenylbutyl groups, various methylbenzyl groups, various ethylbenzyl groups, various propylbenzyl groups, various butylbenzyl groups, and various hexylbenzyl groups.
- Examples of the monovalent organic group of R 15 include an alkyl group, an alkenyl group, a cycloalkyl group, an aryl group, and an arylalkyl group, and an aliphatic hydrocarbon group such as an alkyl group or an alkenyl group is preferable, and an alkyl group is more preferable. That is, R 12 is preferably an alkyl ester group or an alkenyl ester group, and more preferably an alkyl ester group.
- the alkyl group preferably has 1 to 20 carbon atoms, more preferably 2 to 16 carbon atoms, and even more preferably 6 to 12 carbon atoms, such as methyl, ethyl, various propyl groups, various butyl groups, various pentyl groups, various hexyl groups, various octyl groups, various nonyl groups, various decyl groups, various undecyl groups, various dodecyl groups, various tridecyl groups, various tetradecyl groups, various pentadecyl groups, various hexadecyl groups, various heptadecyl groups, various octadecyl groups, various nonadecyl groups, and various icosyl groups.
- the hydroxyphenyltriazine compound represented by the general formula (A) is preferably a hydroxyphenyltriazine compound in which R 11 is an alkylene group having 1 to 20 carbon atoms, R 12 and R 15 are an alkyl ester group which is an alkyl group having 1 to 20 carbon atoms, R 13 and R 14 are an aryl group having 6 to 20 carbon atoms, and n 11 and n 12 are 1, more preferably a hydroxyphenyltriazine compound in which R 11 is an alkylene group having 1 to 12 carbon atoms, R 12 and R 15 are an alkyl ester group which is an alkyl group having 2 to 16 carbon atoms, R 13 and R 14 are aryl groups having 6 to 12 carbon atoms, and n 11 and n 12 are 1, and more preferably a hydroxyphenyltriazine compound in which R 11 is an alkylene group having 1 to 8 carbon atoms, R 12 is R 15 and an alkyl ester group
- Light stabilizers include aromatic compounds, amine compounds, organic acid compounds, catechin compounds, and hindered amine compounds, of which hindered amine compounds are preferred.
- Hindered amine compounds have a structure that includes a 2,2,6,6-tetramethylpiperidine skeleton in the molecule.
- the content of the light stabilizer is preferably 0.1 to 10 parts by mass, more preferably 0.3 to 8.0 parts by mass, and even more preferably 1.0 to 5.0 parts by mass, per 100 parts by mass of the resin components that make up the transparent resin layer. It is preferable that the light stabilizer contains a hindered amine compound in the above range.
- Examples of phosphorus-based flame retardants include metal phosphinate flame retardants and phosphazene flame retardants.
- the content of the flame retardant is not limited to the type, and is preferably 3 parts by mass or more and 30 parts by mass or less per 100 parts by mass of the resin components that make up the transparent resin layer. By keeping the content within the above range, the flame retardancy of the decorative sheet is improved while preventing any impairment of the required performance of the decorative sheet.
- the thickness of the transparent resin layer is usually about 20 to 200 ⁇ m, but may exceed this range depending on the application of the floor decorative sheet.
- a primer layer may be provided on the transparent resin layer.
- the primer layer can be formed by applying a known primer agent to the surface of the transparent resin layer.
- the primer agent include a urethane resin-based primer agent made of an acrylic-modified urethane resin (acrylic urethane resin), a primer agent made of a urethane-cellulose resin (for example, a resin obtained by adding hexamethylene diisocyanate to a mixture of urethane and nitrocellulose), and a resin-based primer agent made of a block copolymer of acrylic and urethane.
- the primer agent may contain additives as necessary.
- additives examples include fillers such as calcium carbonate and clay, flame retardants such as magnesium hydroxide, antioxidants, lubricants, foaming agents, ultraviolet absorbers, and light stabilizers.
- the amount of additives to be added can be appropriately set according to the product characteristics.
- the amount of the primer applied is not particularly limited, but is usually about 0.1 to 100 g/m 2 , and preferably about 0.1 to 50 g/m 2 .
- the thickness of the primer layer is not particularly limited, but is usually about 0.01 to 10 ⁇ m, and preferably about 0.1 to 1 ⁇ m.
- a back primer layer may be provided on the back surface of the base sheet (the surface opposite to the surface on which the picture pattern layer is laminated). For example, this is effective when laminating a decorative sheet and a base material (adherent) to produce a decorative board.
- the back primer layer can be formed by applying a known primer agent to the base sheet.
- primer agents include urethane resin-based primer agents made of acrylic-modified urethane resin (acrylic urethane-based resin), urethane-cellulose-based resin (for example, a resin obtained by adding hexamethylene diisocyanate to a mixture of urethane and soluble cellulose), and resin-based primer agents made of acrylic and urethane block copolymers.
- Additives may be blended into the primer agent as necessary.
- additives include fillers such as calcium carbonate and clay, flame retardants such as magnesium hydroxide, antioxidants, lubricants, foaming agents, ultraviolet absorbers, and light stabilizers. The amount of additives blended can be set appropriately depending on the product characteristics.
- the amount of the primer applied is not particularly limited, but is usually about 0.1 to 100 g/m 2 , and preferably about 0.1 to 50 g/m 2 .
- the thickness of the back primer layer is not particularly limited, but is usually about 0.01 to 10 ⁇ m, and preferably about 0.1 to 1 ⁇ m.
- a synthetic resin backer layer (hereinafter simply referred to as "backer layer”; a synthetic resin layer for enhancing scratch resistance and mitigating the effects of the substrate (adherend)) may be provided on the back surface of the substrate sheet.
- the scratch resistance refers to resistance to dents caused by partial load application in particular.
- the decorative sheet of the present invention has sufficient scratch resistance even without a backer layer, but scratch resistance and other performance properties can be further improved by providing a backer layer.
- the preferred method for forming the backing layer is extrusion molding of molten resin, for example, extrusion molding using a T-die.
- Methods for bonding the back surface of the base sheet to the backing layer include a method of bonding the base sheet to the backing layer obtained by extruding molten resin by heat fusion, and a method of bonding by providing an adhesive layer (and a primer layer, if necessary) between the base sheet and the backing layer.
- the resin constituting the backer layer is not limited, but examples thereof include thermoplastic resins such as polyethylene, polypropylene (PP), polyvinyl alcohol, ethylene-vinyl alcohol copolymer, polymethylene, polymethylpentene, polyethylene terephthalate, amorphous polyethylene terephthalate (A-PET), highly heat-resistant polyalkylene terephthalate (for example, polyethylene terephthalate in which part of the ethylene glycol is replaced with 1,4-cyclohexanedimethanol or diethylene glycol, so-called product name PET-G (manufactured by Eastman Chemical Company)), polybutylene terephthalate (PBT), polycarbonate, polyarylate, polyethylene naphthalate, polyethylene naphthalate-isophthalate copolymer, polyimide, polystyrene, polyamide, ABS (acrylonitrile-butadiene-styrene copolymer), etc.
- thermoplastic resins such as polyethylene
- the resin forming the backer layer of the decorative sheet of the present invention can also contain components derived from biomass, specifically, biomass polyolefins, etc. can be used. These resins can be used alone or in combination of two or more.
- the thickness of the backing layer can be set appropriately depending on the application and usage of the final product, and is generally preferably 100 to 800 ⁇ m. Of these, 100 to 600 ⁇ m is more preferable.
- the adhesive surface of the backing layer may be subjected to known adhesion-enhancing treatments such as corona discharge treatment, plasma treatment, degreasing treatment, and surface roughening treatment.
- a primer layer may also be provided on the back surface to improve adhesion to the adherend.
- the various additives added to the above-mentioned layers of the decorative sheet of the present invention are preferably in the form of vesicles.
- the method for vesiculating the various additives is not particularly limited, and they can be vesiculated by known methods, among which supercritical reverse phase evaporation is preferred.
- vesicle processing methods include the Bangham method, the extrusion method, the hydration method, the reverse phase evaporation method, and the freeze-thaw method.
- Bangham method involves putting chloroform or a chloroform/methanol mixed solvent into a container such as a flask, and then adding and dissolving phospholipids. The solvent is then removed using an evaporator to form a thin film of lipids, and a dispersion of additives is added, followed by hydration and dispersion using a vortex mixer to obtain vesicles.
- the extrusion method involves preparing a thin film of phospholipid solution, and passing it through a filter instead of the mixer used as an external perturbation in the Bangham method to obtain vesicles.
- the hydration method is a preparation method that is almost the same as the Bangham method, but is a method in which vesicles are obtained by gently stirring and dispersing the solution without using a mixer.
- the reverse phase evaporation method involves dissolving phospholipids in diethyl ether or chloroform, adding a solution containing an additive to create a W/O emulsion, removing the organic solvent from the emulsion under reduced pressure, and then adding water to obtain vesicles.
- the freeze-thaw method uses cooling and heating as an external perturbation, and obtains vesicles by repeating this cooling and heating process.
- the supercritical reverse phase evaporation method is described in detail below.
- the supercritical reverse phase evaporation method is a method in which a mixture of carbon dioxide in a supercritical state or at a temperature or pressure condition above the supercritical point, in which a substance forming the outer membrane of a vesicle is uniformly dissolved, is added with an aqueous phase containing various additives as water-soluble or hydrophilic encapsulation substances to form a capsule-like vesicle containing various additives as encapsulation substances in a single layer of membrane.
- carbon dioxide in a supercritical state means carbon dioxide in a supercritical state at or above the critical temperature (30.98°C) and critical pressure (7.3773 ⁇ 0.0030 MPa), and carbon dioxide under a temperature or pressure condition above the critical point means carbon dioxide under conditions where only the critical temperature or only the critical pressure exceeds the critical condition.
- This method can obtain unilamellar vesicles with a diameter of 50 to 800 nm.
- a vesicle is a general term for a small vesicle with a spherical, closed membrane structure that contains a liquid phase inside, and in particular, a liposome is one whose outer membrane is composed of biological lipids such as phospholipids.
- the substance that constitutes the outer membrane can also be a dispersant such as a nonionic surfactant or a mixture of this with cholesterol or triacylglycerol.
- nonionic surfactant one or more of the following can be used: polyglycerin ether, dialkyl glycerin, polyoxyethylene hydrogenated castor oil, polyoxyethylene alkyl ether, polyoxyethylene sorbitan fatty acid ester, sorbitan fatty acid ester, polyoxyethylene polyoxypropylene copolymer, polybutadiene-polyoxyethylene copolymer, polybutadiene-poly 2-vinylpyridine, polystyrene-polyacrylic acid copolymer, polyethylene oxide-polyethylethylene copolymer, polyoxyethylene-polycaprolactam copolymer, etc.
- the above cholesterols can be one or more of the following: cholesterol, ⁇ -cholestanol, ⁇ -cholestanol, cholestane, desmosterol (5,24-cholestadiene-3 ⁇ -ol), sodium cholate, cholecalciferol, etc.
- the decorative sheet of the present invention can be obtained by forming at least a surface protective layer on the outermost surface, for example, by laminating a picture pattern layer, a transparent adhesive layer, a transparent resin layer and a primer layer on a substrate sheet, and then forming a surface protective layer on the outermost surface.
- the decorative sheet when the decorative sheet is embossed, it may be after the surface protective layer is formed or before the surface protective layer is formed.
- a picture pattern layer, a transparent resin layer, and a primer layer may be formed in this order on the base sheet, and then the surface protective layer may be formed, and finally the embossing may be performed.
- a picture pattern layer, a transparent resin layer, and a primer layer may be formed in this order on the base sheet, and then the embossing may be performed, and finally the surface protective layer may be formed.
- 3) a picture pattern layer and a transparent resin layer may be formed in this order on the base sheet, and then the embossing may be performed, and then the primer layer may be provided, and finally the surface protective layer may be formed.
- the embossing may be performed, and then the primer layer may be provided, and finally the surface protective layer may be formed.
- the embossing process may be carried out, for example, by transferring a concave-convex pattern onto the printed surface of the decorative sheet at a sheet temperature of 120° C. to 160° C. and a pressure of 10 to 40 kg/cm 2 .
- the decorative board of the present invention is a decorative board having the above-mentioned decorative sheet on a substrate.
- the decorative sheet may be laminated on the substrate so that the surface protective layer of the decorative sheet is the outermost layer.
- the lamination method is not limited, and for example, a method of attaching the decorative sheet to the substrate using an adhesive can be adopted.
- the adhesive can be appropriately selected from known adhesives depending on the type of substrate, etc. Examples include polyvinyl acetate, polyvinyl chloride, vinyl chloride-vinyl acetate copolymer, ethylene-acrylic acid copolymer, ionomer, etc., as well as butadiene-acrylonitrile rubber, neoprene rubber, natural rubber, etc. These adhesives can be used alone or in combination of two or more types.
- the decorative board manufactured in this manner can be used, for example, as interior materials for buildings such as walls, ceilings, and floors; as surface decorative boards for fittings such as window frames, doors, and handrails; as surface decorative boards for furniture or cabinets for low-voltage and office automation equipment, etc.
- the decorative board of the present invention can be suitably used as a decorative material for floors.
- the urethane acrylate oligomer contained in the ionizing radiation curable resin forming the surface protective layer was a mixture of the following urethane acrylate oligomers in the following proportions.
- Bifunctional urethane acrylate oligomer A polyol component is polyester diol, Tg: 25°C, molecular weight: 1500
- Hexafunctional aliphatic urethane acrylate oligomer B (Tg: 200° C. or higher, molecular weight 1500, UA306H manufactured by Kyoeisha Chemical Co., Ltd.)
- Mixing ratio (mass ratio) A:B 80:20
- MDF medium density wood fiberboard
- Example 2 (Nanoization of nucleating agents using supercritical reverse phase evaporation) The nano-processing of the nucleating agent using the supercritical reverse phase evaporation method was carried out by the following method. First, 100 parts by mass of methanol, 82 parts by mass of a phosphate metal salt nucleating agent (Adeka STAB NA-11, manufactured by ADEKA Corporation), and 5 parts by mass of phosphatidylcholine were placed in a high-pressure stainless steel container maintained at 60°C and sealed, and carbon dioxide was injected so that the pressure became 20 MPa to create a supercritical state. Next, 100 parts by mass of ion-exchanged water was injected while vigorously stirring and mixing.
- a phosphate metal salt nucleating agent Adeka STAB NA-11, manufactured by ADEKA Corporation
- nucleating agent vesicle having an outer membrane made of phospholipids in which the nucleating agent was encapsulated.
- an embossed pattern was formed on the other surface of the transparent resin layer by pressing with an embossing mold roll.
- composition 1 for forming surface protective layer The following additives were added in the amounts shown below relative to 100 parts by mass of the main component to prepare a composition 1 for forming a surface protective layer.
- Base Acrylic polyol (acrylic polyol containing urethane bonds, hardener (bonds with isocyanate containing NH groups to form urethane bonds) (glass transition temperature approx. 100°C, weight average molecular weight Mw approx.
- Resin A Multifunctional urethane acrylate oligomer having 3 to 15 functional groups
- Resin B Multifunctional urethane acrylate oligomer having 2 to 9 functional groups
- Resin C Glass transition temperature of about 100°C, weight average molecular weight Mw 5 parts by mass of Duranate TAP-100 (manufactured by Asahi Kasei Corporation) as a hardener (additive) for 100 parts by mass of an acrylic polyol having a viscosity of about 50,000 and a hydroxyl value of 15.
- Example 3 The decorative sheet and decorative board of Example 3 were prepared in the same manner as in Example 1, except that the urethane acrylate oligomer contained in the ionizing radiation curable resin forming the surface protective layer was a mixture of the following urethane acrylate oligomers in the following proportions.
- Bifunctional urethane acrylate oligomer A polyol component is polyester diol, Tg: 25°C, molecular weight: 1500
- Bifunctional urethane acrylate oligomer B polyol component is polyester diol, Tg: -55°C, molecular weight 5000
- Hexafunctional urethane acrylate oligomer C (Tg: 200° C. or higher, molecular weight 1500, UA306H manufactured by Kyoeisha Chemical Co., Ltd.)
- Blending ratio (mass ratio) A:B:C 60:10:30
- Comparative Example 1 As the resin for forming the surface protective layer, a urethane acrylate ultraviolet curing resin composition "TOMAX FA-3246" (solid content 40%, manufactured by Nippon Kako Toryo Co., Ltd.) and a urethane acrylate ultraviolet curing resin "ART RESIN UN-904" (solid content 100%, (meth)acryloyloxy group number: 10, manufactured by Negami Chemical Industrial Co., Ltd.) were used as the main agent, and the solid content blending ratio (mass ratio) of TOMAX FA-3246 and UN-904 was mixed to be 80/20.
- TOMAX FA-3246 solid content 40%, manufactured by Nippon Kako Toryo Co., Ltd.
- ART RESIN UN-904 solid content 100%, (meth)acryloyloxy group number: 10, manufactured by Negami Chemical Industrial Co., Ltd.
- a baseline was drawn for each wavelength range, and the length from the peak to the baseline was measured so that it was horizontal to the vertical axis. If there were multiple peaks within each wavelength range, they were considered to be "two peaks” if the difference between the peak and valley of adjacent peaks was 0.010 Abs or more, and the sum of the heights of the peaks was taken as the "peak height.”
- a checkerboard peel test was performed on the surface protective layer of the decorative sheet under the conditions of 25°C and 50% RH in a JIS environment according to a test method conforming to JIS-K5600-5-6. Specifically, a total of 100 squares were cut into the surface protective layer of the decorative sheet using a cutter knife by making 11 vertical and 11 horizontal cuts at 1 mm intervals in a checkerboard pattern, and adhesive tape No. 252 manufactured by Sekisui Chemical Co., Ltd. was attached thereon, pressed evenly with a spatula, and then peeled in a 60° direction. After five pressure bonding and peeling operations at the same location, the number of remaining pieces of the surface protective layer was counted and evaluated according to the following evaluation criteria.
- the decorative sheet when evaluating the adhesion after the environmental test, the decorative sheet was left in a humid and hot environment of 60°C and 90% RH for three weeks, and then the adhesion was evaluated in a 25°C environment.
- the length of the decorative sheet refers to the direction in which the original decorative sheet is wound (MD direction in the manufacturing device), and the width of the decorative sheet refers to the width direction of the original decorative sheet (TD direction in the manufacturing device).
- the decorative sheet was cut to 10 cm x 10 cm to prepare a test piece.
- the test piece was rapidly folded 180 degrees in both the vertical and horizontal directions (both vertically and horizontally) so that the surface protective layer side formed a peak, and was evaluated according to the following evaluation criteria.
- the vertical direction of the decorative sheet refers to the winding direction of the original decorative sheet (MD direction in the manufacturing device)
- the horizontal direction of the decorative sheet refers to the width direction of the original decorative sheet (TD direction in the manufacturing device).
- the peak height ratio of A to B was 221 or 116, and since it contained an appropriate amount of ester bonds, the hardness of the surface protective layer was appropriate, and the evaluations of scratch resistance, pencil hardness, and whitening on bending were excellent, and it was found that it combined these properties. Furthermore, in Examples 1 and 2, the peak height ratio of B to C was 1723 or 5057, and since it contained an appropriate amount of urethane bonds, it is thought that hydrogen bonds are formed with the ester bonds in the surface protective layer as shown in Figure 6, so the adhesion was rated ++, and since hydrolysis was suppressed, the adhesion after the environmental test was rated ++.
- Example 3 the surface protection layer in Example 3 was relatively soft compared to the surface protection layers in Examples 1 and 2. That is, the peak height ratio of A to B was larger compared to Examples 1 and 2, and since there were fewer ester bonds, the surface protection layer was softer, and the scratch resistance and pencil hardness were slightly inferior compared to Examples 1 and 2, but whitening on bending was more suppressed.
- the peak height ratio of B to C was larger compared to Examples 1 and 2, and since there were fewer urethane bonds, the adhesion was slightly inferior compared to Examples 1 and 2, and since it was more susceptible to hydrolysis, the adhesion after the environmental test was slightly inferior.
- Example 4 the surface protection layer in Example 4 was relatively hard and brittle compared to the surface protection layers in Examples 1 and 2. That is, the peak height ratio of A to B was smaller compared to Examples 1 and 2, and since there were more ester bonds, the surface protection layer was harder, and the pencil hardness was rated H, but the whitening upon bending was rated +. In addition, in Example 4, the peak height ratio of B to C was smaller compared to Examples 1 and 2, and since there were more urethane bonds, it was thought that hydrogen bonds were formed with the ester bonds in the surface protection layer as shown in Figure 6, and therefore the adhesion was rated ++, and further hydrolysis was suppressed, so the adhesion after the environmental test was rated ++.
- Example 5 A decorative sheet and a decorative board were produced in the same manner as in Example 1, except that 3 parts by mass of a phosphate-based glass silver-supported compound (PG-711 manufactured by Koa Glass Co., Ltd.) was added as an antiviral agent to 100 parts by mass of the ionizing radiation curable resin forming the surface protective layer.
- PG-711 manufactured by Koa Glass Co., Ltd.
- the peak height ratios of A and B and the peak height ratios of B and C in the surface protective layer were the same as in Example 1.
- [Antiviral] ⁇ Evaluation method> The decorative sheets produced in Examples 1 and 5 were subjected to an antiviral performance test in accordance with the antiviral test method (ISO21702), and the antiviral activity value against influenza virus was calculated and evaluated based on the following evaluation criteria. The results are shown in Table 2. Note that a + rating indicates that there is no problem in practical use.
- the antiviral agent (parts by mass) in Table 2 refers to the amount (parts by mass) of the antiviral agent used relative to 100 parts by mass of the ionizing radiation curable resin.
- Example 6 A decorative sheet and a decorative plate were produced in the same manner as in Example 1, except that the following resin composition was laminated by hot melt extrusion as a transparent polypropylene-based resin (transparent random polypropylene-based resin) to form a transparent resin layer of 80 ⁇ m.
- the peak height ratios of A and B of the surface protective layer and the peak height ratios of B and C were the same as in Example 1.
- Transparent polypropylene resin 100 parts by mass Phosphinic acid metal salt-based flame retardant (product name: Pekoflam STC (manufactured by Archroma); aluminum phosphinate): 10 parts by mass
- Burning duration The test piece was ignited, the flame from the lighter was removed, and the duration of burning from the initial ignition to self-extinguishing was measured and rated according to the following evaluation criteria. A rating of + or higher is considered to be satisfactory for practical use. +++: Burning duration is less than 100 seconds or does not ignite. ++: Burning duration is 100 seconds or more and less than 300 seconds. +: Burning duration is 300 seconds or more and less than 600 seconds. -: Burning duration is 600 seconds or more (does not self-extinguish within 600 seconds).
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025510035A JPWO2024202869A1 (https=) | 2023-03-24 | 2024-02-28 | |
| EP24779009.0A EP4691763A1 (en) | 2023-03-24 | 2024-02-28 | Decorative sheet and decorative board |
| CN202480004680.6A CN120152849A (zh) | 2023-03-24 | 2024-02-28 | 装饰片材及装饰板 |
| KR1020257013266A KR20250123104A (ko) | 2023-03-24 | 2024-02-28 | 화장 시트 및 화장판 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023048487 | 2023-03-24 | ||
| JP2023-048487 | 2023-03-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024202869A1 true WO2024202869A1 (ja) | 2024-10-03 |
Family
ID=92905442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/007302 Ceased WO2024202869A1 (ja) | 2023-03-24 | 2024-02-28 | 化粧シート及び化粧板 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4691763A1 (https=) |
| JP (1) | JPWO2024202869A1 (https=) |
| KR (1) | KR20250123104A (https=) |
| CN (1) | CN120152849A (https=) |
| TW (1) | TWI910563B (https=) |
| WO (1) | WO2024202869A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026063173A1 (ja) * | 2024-09-18 | 2026-03-26 | 大日本印刷株式会社 | 透明性フィルム及び化粧板 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11116700A (ja) * | 1997-10-13 | 1999-04-27 | Dainippon Printing Co Ltd | 化粧シート用トップクリアーシート |
| JP2017042917A (ja) * | 2015-08-24 | 2017-03-02 | 凸版印刷株式会社 | 化粧シート |
| JP2017177667A (ja) | 2016-03-31 | 2017-10-05 | 日本製紙株式会社 | ハードコートフィルム |
| JP2018144437A (ja) * | 2017-03-08 | 2018-09-20 | 凸版印刷株式会社 | 化粧シートおよび化粧シートの製造方法 |
| JP2020075420A (ja) * | 2018-11-08 | 2020-05-21 | 凸版印刷株式会社 | 化粧シート及びその製造方法 |
| JP2020185774A (ja) * | 2019-05-17 | 2020-11-19 | 凸版印刷株式会社 | 着色シート、化粧シート及びその製造方法 |
| JP2021026074A (ja) * | 2019-08-01 | 2021-02-22 | 大日本印刷株式会社 | 加飾シート及び加飾シート付き表示装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017188338A1 (ja) * | 2016-04-28 | 2017-11-02 | 日本製紙株式会社 | ハードコートフィルム及びその製造方法 |
| JP7257725B2 (ja) * | 2017-09-28 | 2023-04-14 | 日本製紙株式会社 | ハードコートフィルム |
| WO2022210769A1 (ja) * | 2021-03-30 | 2022-10-06 | 日本製紙株式会社 | ハードコートフィルム |
-
2024
- 2024-02-28 JP JP2025510035A patent/JPWO2024202869A1/ja active Pending
- 2024-02-28 EP EP24779009.0A patent/EP4691763A1/en active Pending
- 2024-02-28 WO PCT/JP2024/007302 patent/WO2024202869A1/ja not_active Ceased
- 2024-02-28 KR KR1020257013266A patent/KR20250123104A/ko active Pending
- 2024-02-28 CN CN202480004680.6A patent/CN120152849A/zh active Pending
- 2024-03-05 TW TW113107842A patent/TWI910563B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11116700A (ja) * | 1997-10-13 | 1999-04-27 | Dainippon Printing Co Ltd | 化粧シート用トップクリアーシート |
| JP2017042917A (ja) * | 2015-08-24 | 2017-03-02 | 凸版印刷株式会社 | 化粧シート |
| JP2017177667A (ja) | 2016-03-31 | 2017-10-05 | 日本製紙株式会社 | ハードコートフィルム |
| JP2018144437A (ja) * | 2017-03-08 | 2018-09-20 | 凸版印刷株式会社 | 化粧シートおよび化粧シートの製造方法 |
| JP2020075420A (ja) * | 2018-11-08 | 2020-05-21 | 凸版印刷株式会社 | 化粧シート及びその製造方法 |
| JP2020185774A (ja) * | 2019-05-17 | 2020-11-19 | 凸版印刷株式会社 | 着色シート、化粧シート及びその製造方法 |
| JP2021026074A (ja) * | 2019-08-01 | 2021-02-22 | 大日本印刷株式会社 | 加飾シート及び加飾シート付き表示装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026063173A1 (ja) * | 2024-09-18 | 2026-03-26 | 大日本印刷株式会社 | 透明性フィルム及び化粧板 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20250123104A (ko) | 2025-08-14 |
| CN120152849A (zh) | 2025-06-13 |
| EP4691763A1 (en) | 2026-02-11 |
| JPWO2024202869A1 (https=) | 2024-10-03 |
| TW202444571A (zh) | 2024-11-16 |
| TWI910563B (zh) | 2026-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3521017B1 (en) | Decorative sheet and decorative material using same | |
| JP7103224B2 (ja) | 化粧シート及び化粧板 | |
| JP7852494B2 (ja) | 透明性樹脂フィルム、透明性樹脂フィルムの製造方法、化粧板、及び、化粧板の製造方法 | |
| EP3858615A1 (en) | Decorative sheet and decorative material using same | |
| US11370197B2 (en) | Decorative sheet and decorative material using same | |
| JP7000699B2 (ja) | 化粧シート及びこれを用いた化粧材 | |
| WO2024202869A1 (ja) | 化粧シート及び化粧板 | |
| EP3689602A1 (en) | Cosmetic sheet and cosmetic plate | |
| JP2023152699A (ja) | 除菌容易性化粧シート及び除菌容易性化粧板 | |
| JP7537424B2 (ja) | 化粧シート及び化粧板 | |
| TWI850586B (zh) | 抗病毒性硬塗膜、使用其之抗病毒性黏著加工片材及抗病毒性化妝板 | |
| JP6171459B2 (ja) | 化粧シート | |
| US20240165925A1 (en) | Decorative sheet and decorative panel | |
| WO2026063173A1 (ja) | 透明性フィルム及び化粧板 | |
| JP2023147192A (ja) | 抗ウイルス性化粧シート、それを用いた抗ウイルス性粘着加工シート及び抗ウイルス性化粧板 | |
| JP2026055778A (ja) | 化粧シート及び化粧板 | |
| JP2026055777A (ja) | 化粧シート及び化粧板 | |
| JP2026055798A (ja) | 化粧シート及び化粧板 | |
| JP2026055799A (ja) | 化粧シート及び化粧板 | |
| JP2026055738A (ja) | 外装用化粧シート及び外装用化粧板 | |
| JP7600586B2 (ja) | 化粧シート及び化粧板 | |
| JP2026055797A (ja) | 転写シート、化粧材及び外装用部材 | |
| JP7746672B2 (ja) | 化粧板、透明性樹脂フィルム及び化粧板の製造方法 | |
| JP7593021B2 (ja) | 樹脂シート、化粧シート及び化粧板 | |
| WO2025197565A1 (ja) | アレルゲン低減化化粧シート、それを用いたアレルゲン低減化粘着加工シート及びアレルゲン低減化化粧板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24779009 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025510035 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: CN2024800046806 Country of ref document: CN Ref document number: 202480004680.6 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480004680.6 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020257013266 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024779009 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2024779009 Country of ref document: EP Effective date: 20251024 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779009 Country of ref document: EP Effective date: 20251024 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779009 Country of ref document: EP Effective date: 20251024 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779009 Country of ref document: EP Effective date: 20251024 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779009 Country of ref document: EP Effective date: 20251024 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779009 Country of ref document: EP Effective date: 20251024 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779009 Country of ref document: EP Effective date: 20251024 |
|
| ENP | Entry into the national phase |
Ref document number: 2024779009 Country of ref document: EP Effective date: 20251024 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024779009 Country of ref document: EP |