WO2024185613A1 - 窒化珪素焼結体、耐摩耗性部材、ベアリングボールおよびベアリング - Google Patents
窒化珪素焼結体、耐摩耗性部材、ベアリングボールおよびベアリング Download PDFInfo
- Publication number
- WO2024185613A1 WO2024185613A1 PCT/JP2024/007311 JP2024007311W WO2024185613A1 WO 2024185613 A1 WO2024185613 A1 WO 2024185613A1 JP 2024007311 W JP2024007311 W JP 2024007311W WO 2024185613 A1 WO2024185613 A1 WO 2024185613A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- grain boundary
- boundary phase
- silicon nitride
- nitride sintered
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/32—Balls
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/584—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride
- C04B35/587—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/584—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride
- C04B35/593—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on silicon nitride obtained by pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
- C04B35/6455—Hot isostatic pressing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/303—Parts of ball or roller bearings of hybrid bearings, e.g. rolling bearings with steel races and ceramic rolling elements
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3826—Silicon carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
- C04B2235/3847—Tungsten carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3865—Aluminium nitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3873—Silicon nitrides, e.g. silicon carbonitride, silicon oxynitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3873—Silicon nitrides, e.g. silicon carbonitride, silicon oxynitride
- C04B2235/3878—Alpha silicon nitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3886—Refractory metal nitrides, e.g. vanadium nitride, tungsten nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/528—Spheres
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/66—Specific sintering techniques, e.g. centrifugal sintering
- C04B2235/661—Multi-step sintering
- C04B2235/662—Annealing after sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/786—Micrometer sized grains, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
- C04B2235/85—Intergranular or grain boundary phases
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/94—Products characterised by their shape
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9646—Optical properties
- C04B2235/9661—Colour
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2206/00—Materials with ceramics, cermets, hard carbon or similar non-metallic hard materials as main constituents
- F16C2206/40—Ceramics, e.g. carbides, nitrides, oxides, borides of a metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2206/00—Materials with ceramics, cermets, hard carbon or similar non-metallic hard materials as main constituents
- F16C2206/40—Ceramics, e.g. carbides, nitrides, oxides, borides of a metal
- F16C2206/58—Ceramics, e.g. carbides, nitrides, oxides, borides of a metal based on ceramic nitrides
- F16C2206/60—Silicon nitride (Si3N4)l
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/30—Coating surfaces
Definitions
- the embodiments described below generally relate to silicon nitride sintered bodies, wear-resistant members, bearing balls, and bearings.
- Abrasion-resistant parts are used in a variety of fields, including bearing parts, various roll materials for rolling mills, compressor vanes, gas turbine blades, cam rollers, and other engine parts. Ceramics have traditionally been used for wear-resistant parts in these various fields, and silicon nitride in particular is preferred due to its excellent wear resistance.
- silicon nitride wear-resistant members may also be used in cryogenic environments. Examples of when silicon nitride wear-resistant members are used in cryogenic environments include when they are used in pumps that use liquefied gases such as liquid nitrogen, liquefied natural gas (LNG), and liquid hydrogen.
- liquefied gases such as liquid nitrogen, liquefied natural gas (LNG), and liquid hydrogen.
- Abrasion-resistant members made of silicon nitride are either synonymous with sintered silicon nitride or are produced by finishing sintered silicon nitride.
- Conventional compositions of sintered silicon nitride include the silicon nitride-rare earth oxide-aluminum oxide system and the silicon nitride-rare earth oxide-aluminum oxide-titanium oxide system described in JP Patent Publication 59-182276 (Patent Document 1). Sintering aids such as rare earth oxides in the above compositions are added to generate a grain boundary phase (liquid phase) consisting of compounds such as Si-rare earth element-Al-O-N during sintering, thereby densifying the sintered body and enabling it to have high strength.
- Patent Document 2 shows that the particle size and shape of titanium nitride are adjusted, and that titanium nitride is mixed into silicon nitride raw material in multiple batches. It also shows that the alpha conversion rate of this silicon nitride powder raw material is controlled. For example, titanium nitride in sintered silicon nitride is controlled by having TiN particles of 1 ⁇ m or less present to increase strength, and the absence of agglomerations reduces variation in strength.
- silicon nitride sintered bodies manufactured based on the above conventional composition have improved bending strength, fracture toughness, and wear resistance, their bending strength at extremely low temperatures below -10°C (for example, about -200°C) is comparable to that at room temperature.
- Wear-resistant components such as rolling bearings, which require particularly excellent sliding properties, are increasingly exposed to extremely low temperature environments, and as a result, further improvements are required.
- silicon nitride sintered bodies As a result, there is an increasing demand for silicon nitride sintered bodies to have strength at extremely low temperatures. Examples of applications in which silicon nitride sintered bodies are used at extremely low temperatures include when they are used with liquefied natural gas (LNG), liquid hydrogen, and liquefied propane gas (LPG). Demand for liquefied natural gas in particular is on the rise, and liquefied natural gas is often used at extremely low temperatures of around -160°C in order to maintain its liquid state.
- LNG liquefied natural gas
- LPG liquefied propane gas
- Methane hydrate has also been attracting attention as a new energy source, but this methane hydrate is also used at extremely low temperatures. Pumps are often used for these movements, and silicon nitride bearings are widely used in these pumps. As a result, the frequency of use of bearing balls at extremely low temperatures has increased, and there is a demand for further improvements in the strength of silicon nitride sintered bodies.
- the present invention has been made to address the above-mentioned problems and demands, and aims to provide silicon nitride sintered bodies, wear-resistant members, bearing balls, and bearings that, in addition to high strength and high toughness, have excellent bending strength, particularly at cryogenic temperatures, and can improve the amount of volume change at cryogenic temperatures and the coefficient of thermal expansion (e.g., linear expansion coefficient) when changed from room temperature (20°C) to -200°C.
- the coefficient of thermal expansion e.g., linear expansion coefficient
- a silicon nitride sintered body including silicon nitride particles and a plurality of grain boundary phase reinforced regions containing a grain boundary phase reinforced metal as a single metal or a metal compound contains one or more of molybdenum (Mo), tungsten (W), niobium (Nb), titanium (Ti), hafnium (Hf), zirconium (Zr), tantalum (Ta), vanadium (V), and chromium (Cr) as the grain boundary phase reinforced metal.
- the number of other grain boundary phase reinforced regions present within a region of interest that is outside a circle with a radius of 2 ⁇ m from the center of gravity and inside a circle with a radius of 9 ⁇ m from the center of gravity is 2 to 40.
- the sintered body can then be subjected to HIP (Hot Isostatic Pressing) under specified conditions, resulting in a silicon nitride sintered body that not only has high strength and high toughness properties, but also has excellent rolling life, particularly in terms of sliding properties.
- HIP Het Isostatic Pressing
- a grain boundary phase strengthening metal one or more metal elements or metal compounds selected from molybdenum, tungsten, niobium, titanium, hafnium, zirconium, tantalum, vanadium, and chromium
- an auxiliary powder of an aluminum compound such as alumina or aluminum nitride
- one or more metal elements or metal compounds means that multiple metal elements or metal compounds may be combined. In other words, different metal compounds may be combined.
- An example of a combination of different metal compounds that constitutes the grain boundary phase strengthening region is a combination of titanium nitride and hafnium oxide.
- FIG. 2 is a front view showing an example of a bearing ball according to the embodiment.
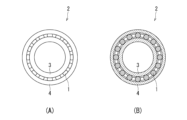
- FIG. 2 is a diagram showing an example of a bearing according to an embodiment.
- FIG. 2 is a diagram showing an example of a relationship between grain boundary phase strengthened regions and silicon nitride particles when a cross section of a silicon nitride sintered body according to an embodiment is observed as an SEM image.
- FIG. 2 is a diagram showing a first example of a region of interest in the silicon nitride sintered body according to the embodiment;
- FIG. 4 is a schematic diagram showing a second example of a region of interest in the silicon nitride sintered body according to the embodiment.
- FIG. 1 is a front view of a bearing ball according to an embodiment.
- FIG. 2 is a partial cross-sectional view of a bearing according to an embodiment.
- FIG. 2(A) is a front view of the bearing, and
- FIG. 2(B) is a cross-sectional view of the bearing.
- FIG. 3 is a diagram showing the relationship between the grain boundary phase strengthened region and silicon nitride particles.
- FIG. 4 and FIG. 5 are diagrams showing the regions of interest.
- Reference numeral 1 indicates a bearing ball
- reference numeral 2 indicates a bearing
- reference numeral 3 indicates an inner ring of the bearing 2
- reference numeral 4 indicates an outer ring of the bearing 2
- reference numeral 5 indicates a grain boundary phase strengthened region
- reference numeral 6 indicates silicon nitride particles
- reference numeral 11 indicates a first region of interest
- reference numeral 12 indicates a second region of interest
- reference numeral 13 indicates a third region of interest.
- Reference numeral 5A indicates a reference "reference grain boundary phase strengthened region” among the grain boundary phase strengthened regions 5
- reference numeral 5B indicates “other grain boundary phase strengthened regions” among the grain boundary phase strengthened regions 5 other than the reference grain boundary phase strengthened region 5A.
- the grain boundary phase strengthening metal is contained as a metal element or a metal compound, and the grain boundary phase strengthening metal contains one or more selected from molybdenum, tungsten, niobium, titanium, hafnium, zirconium, tantalum, vanadium, and chromium.
- the silicon nitride sintered body in a cross section including the center of gravity CA (shown in FIG.
- FIG. 4 illustrates a case where the number of other grain boundary phase strengthening regions 5B present in the first attention region 11 is 12. 2 ⁇ the number of other grain boundary phase strengthened regions 5B present in the first target region 11 ⁇ 40 ...(1)
- the dispersion of the grain boundary phase reinforced regions 5 may be too low, causing variation in bending strength at low temperatures from one measurement point to another, and there is a risk that a silicon nitride sintered body with sufficient bending strength may not be obtained.
- the number of other grain boundary phase reinforced regions 5B present in the first region of interest 11 is greater than 40, there is a risk that the linear expansion coefficient at -200°C may not be in the range of -0.1 to 0, assuming that the linear expansion coefficient at 25°C (room temperature) is 0.
- the average number of other grain boundary phase reinforced regions 5B present in the first region of interest 11 is 4 or more and 30 or less (the following formula (2)).
- the average number can be obtained by averaging the m numbers.
- Excellent bending strength at cryogenic temperatures means that the bending strength at -200°C is greater than the bending strength at 25°C, and the bending strength at room temperature (25°C) is 850 MPa or more.
- grain boundary phase strengthened regions 5 containing one or more metal elements or metal compounds selected from molybdenum, tungsten, niobium, titanium, hafnium, zirconium, tantalum, vanadium, and chromium as grain boundary phase strengthened metals.
- the diameter of the grain boundary phase strengthened region 5 is 2 ⁇ m or less.
- the content of the grain boundary phase strengthened metal constituting the grain boundary phase strengthened region 5 is preferably 0.1 mass % or more and 9 mass % or less in terms of the simple metal. If the content of the grain boundary phase strengthened metal constituting the grain boundary phase strengthened region 5 is less than 0.1 mass % in terms of the simple metal, there is a risk that the effect of adding the grain boundary phase strengthened metal will not be sufficiently obtained. On the other hand, if the content of the grain boundary phase strengthening metal constituting the grain boundary phase strengthening region 5 exceeds 9 mass% in terms of the simple metal, the grain boundary phase strengthening metals may aggregate together, causing a risk of variation in the distribution of the multiple grain boundary phase strengthening regions 5.
- the content of the grain boundary phase strengthening metal constituting the grain boundary phase strengthening region 5 is 0.1 mass% or more and 4 mass% or less in terms of the simple metal. This is because the smaller the content of the grain boundary phase strengthening metal constituting the grain boundary phase strengthening region 5, the smaller the effect of the linear expansion coefficient can be.
- grain boundary phase strengthening region 5 contains grain boundary phase strengthening metals selected from one or more of titanium, tungsten, hafnium, molybdenum, niobium, zirconium, tantalum, vanadium, and chromium in the form of oxides, carbides, or nitrides.
- the grain boundary phase reinforced region 5 preferably contains the grain boundary phase reinforced metal as one or more compounds selected from titanium nitride, tungsten carbide, hafnium oxide, molybdenum carbide, and zirconium oxide. More preferably, this grain boundary phase reinforced region 5 contains a titanium nitride or tungsten carbide compound as the main component. Even more preferably, the grain boundary phase reinforced region 5 is composed of one type of titanium nitride particles as a metal compound, or is composed of a small amount of titanium nitride aggregates. Note that the main component refers to the component that is present in the largest amount by mass in the grain boundary phase reinforced metal.
- the grain boundary phase strengthening metals that make up these grain boundary phase strengthening regions 5 may have different structures in the raw material and in the sintered state.
- the raw material may be titanium oxide powder (oxide of grain boundary phase strengthening metal) and become titanium nitride (nitride of grain boundary phase strengthening metal) after sintering.
- the compound may be different before and after sintering, or an element may become a compound, or a compound may become an element, or the original compound or element may remain.
- the diameter is the average value of the sum of the major axis diameter and minor axis diameter of the grain boundary phase reinforced region 5 in the silicon nitride sintered body divided by 2, if the diameter exceeds 2 ⁇ m, the bending strength, fracture toughness, and rolling life of the silicon nitride sintered body may be reduced.
- the silicon nitride wear-resistant member according to the present invention contains a grain boundary phase, and if the grain size of the grain boundary phase reinforced region 5 is too large, the dispersibility of the grain boundary phase reinforced region 5 cannot be controlled, and the connection of the grain boundary phase will be locally cut off, which is undesirable.
- the grain boundary phase reinforced region 5 it is not preferable for the grain boundary phase reinforced region 5 to be in a state where a large amount of grain boundary phase particles are agglomerated together, and it is preferable for the particles of metal compounds such as titanium nitride to be in a single state, or for a small number of metal compound particles to be in an agglomerated state.
- the "agglomerated state” refers to a state in which metal compound particles are in direct contact with each other.
- an example of a state in which a large amount of metal compound particles are agglomerated together is an agglomerated portion of titanium nitride particles.
- the diameter it is preferable for the diameter to be 2 ⁇ m or less.
- Metal compounds that strengthen the grain boundary phase such as titanium nitride particles, have the function of strengthening the grain boundary phase, but if such agglomerations exist, there is a risk that the wear-resistant component will experience variations in the way it receives stress when subjected to sliding impact, resulting in a reduced rolling life.
- the diameter which is the average value of the sum of the long axis diameter and the short axis diameter of the grain boundary phase strengthening region 5 divided by 2, is preferably 2 ⁇ m or less. More preferably, the diameter is 1.0 ⁇ m or less.
- the grain boundary phase strengthening region 5 is a region that appears white when observed with an SEM at a magnification of 5000 times, and when analyzed by SEM-EDX, one or more metals selected from molybdenum, tungsten, niobium, titanium, hafnium, zirconium, tantalum, vanadium, and chromium are present.
- the long axis diameter of the grain boundary phase strengthening region 5 is the largest distance between two parallel lines that are in contact with the outline of the grain boundary phase strengthening region 5.
- the short axis diameter of the grain boundary phase strengthening region 5 is the smallest distance between two parallel lines that are in contact with the outline of the grain boundary phase strengthening region 5.
- the diameter of the grain boundary phase strengthened regions 5 is preferably within the range of 0.1 ⁇ m to 2 ⁇ m.
- measurements using such enlarged photographs observed with an SEM are also effective for measuring the long and short axis diameters of the grain boundary phase reinforced region 5, as well as the porosity and maximum pore diameter described below.
- To calculate each measurement value it is preferable to measure at least three arbitrary unit areas of 100 ⁇ m ⁇ 100 ⁇ m and calculate the average value.
- the magnification of the enlarged photograph is preferably 5000 times.
- the difference between the major axis diameter and the minor axis diameter of the grain boundary phase reinforced region 5 is in the range of 1 ⁇ m or less. If the difference between the major axis diameter and the minor axis diameter of the grain boundary phase reinforced region 5 becomes large, the shape of the grain boundary phase reinforced region 5 will essentially become an oblong shape in cross section, which is undesirable because it will cause variations in the effect on the grain boundary phase and result in the formation of areas in the silicon nitride sintered body with varying properties such as strength.
- the minor axis diameter is 50% or more of the diameter. It is even more preferable that the minor axis diameter of the grain boundary phase reinforced region 5 is 70% or more of the diameter.
- the shape of the grain boundary phase strengthened regions 5 be a substantially spherical shape with the difference between the major axis diameter and the minor axis diameter being 1 ⁇ m or less. More preferably, the difference is 0.5 ⁇ m or less.
- the dispersion of the grain boundary phase strengthened regions 5 will be described.
- the number of the grain boundary phase strengthened regions 5B existing in the first region of interest 11 that is outside a circle P1 having a radius of 2 ⁇ m and centered on the center of gravity CA and inside a circle Q1 having a radius of 9 ⁇ m and centered on the center of gravity CA is preferably 2 or more and 40 or less (the above formula (1)).
- the number of the grain boundary phase strengthened regions 5B existing in the second region of interest 12 which is outside a circle P2 having a radius of 3 ⁇ m and centered on the center of gravity CA, and inside a circle Q2 having a radius of 7 ⁇ m and centered on the center of gravity CA, is 1 to 30 (the following formula (3)).
- the number of other grain boundary phase strengthened regions 5B existing in the second region of interest 12 is 6. 1 ⁇ the number of other grain boundary phase strengthened regions 5B present in the second region of interest 12 ⁇ 30 ...(3)
- the number of grain boundary phase strengthened regions 5B present in the first region of interest 11 be an average number of three locations between 4 and 30 (the above formula (2)).
- the number of grain boundary phase strengthened regions 5B present in the second region of interest 12 be an average number of three locations between 2 and 20 (the following formula (4)). 2 ⁇ Average number of other grain boundary phase strengthened regions 5B present in the second target region 12 ⁇ 20 ...(4)
- the number of other grain boundary phase strengthened regions 5B present in the third region of interest 13, which is on or inside a circle of radius 2 ⁇ m from the center of gravity CA of the reference grain boundary phase strengthened region 5A, is 3 or less (see formula (5) below).
- Fig. 4 illustrates an example in which the number of other grain boundary phase strengthened regions 5B present in the third region of interest 13 is 0.
- the number of other grain boundary phase strengthened regions 5B present in the third target region 13 is ⁇ 3 ...(5)
- the difference between the maximum and minimum number of grain boundary phase strengthened regions 5B present in the first region of interest 11 be 25 or less within the same sintered body. The smaller this difference, the more uniformly dispersed the regions are, which is preferable.
- the minor axis diameter of the grain boundary phase reinforced region 5 is the smallest distance between two parallel lines tangent to the contour of the grain boundary phase reinforced region 5.
- the silicon nitride sintered body is also characterized by a surface or cross-section lightness L* of 10 or more and 30 or less, and a chroma C of 30 or less in the L*a*b* color system of JIS Z 8729. This can further reduce the variation in rolling life when used at extremely low temperatures, so it is preferable for the color system to be in the aforementioned range.
- the total content of one or more grain boundary phase strengthening metals or compounds selected from molybdenum, tungsten, niobium, titanium, hafnium, zirconium, tantalum, vanadium, and chromium is preferably 0.1% to 9% by mass in terms of the metal alone.
- the total content of one or more grain boundary phase strengthening metals or compounds selected from molybdenum, tungsten, niobium, titanium, hafnium, zirconium, tantalum, vanadium, and chromium is less than 0.1% by mass in terms of the metal alone, the effect of containing the metal alone is not obtained, and conversely, if it exceeds 9% by mass, the content becomes too high, reducing the bending strength, fracture toughness, and rolling life of the sintered body.
- silicon nitride sintered bodies if they contain a specified amount of a grain boundary phase strengthening metal or compound selected from molybdenum, tungsten, niobium, titanium, hafnium, zirconium, tantalum, vanadium, and chromium.
- grain boundary phase strengthening regions 5 with corners such as fibers or whiskers, are not very desirable.
- Fiber-reinforced silicon nitride sintered bodies have been available for some time, but this is not a problem if the material is a structural material that does not have a direct sliding part, such as a gas turbine blade.
- the surface of the silicon nitride sintered body serves as the sliding surface
- the sliding surface is in the shape of fibers or whiskers, grains are more likely to fall off from the surface, which can become the starting point of fracture and actually shorten the rolling life.
- a rounded grain boundary phase strengthened region 5 with few corners such raw compound powder may be used in advance, or a powder of a compound (oxide, carbide, nitride, boride, or silicide) of one or more grain boundary phase strengthening metals selected from molybdenum, tungsten, niobium, titanium, hafnium, zirconium, tantalum, vanadium, and chromium may be added, and after sintering, the metal contained in the compound may be converted into an elemental metal or a compound different from the compound. "May be converted into a compound different from the compound” means that, for example, if the compound added is an oxide, the oxide in the silicon nitride sintered body may be changed into a nitride.
- titanium nitride a compound of a grain boundary phase strengthening metal
- the raw material used to become titanium nitride in the silicon nitride sintered body is preferably titanium oxide.
- Titanium oxide powder is an oxide and therefore chemically stable, making it easy to handle, and is particularly effective in improving the strength of the sintered body.
- the sintering is carried out after a silicon nitride molded body of a specified shape has been produced.
- the oxygen produced reacts with the grain boundary phase, lowering the melting point of the grain boundary phase and promoting further densification, which in effect improves the strength of the silicon nitride sintered body. This phenomenon is most easily achieved with oxides, so it is preferable.
- rounded without corners refers to the absence of sharp-angled protrusions of 90° or less on the surface of titanium nitride particles when particles of the grain boundary phase strengthened metal or compound that constitutes the grain boundary phase strengthened region 5 (e.g., titanium nitride particles) are observed in SEM images. Titanium nitride particles, including particles of normal shape, have surface irregularities microscopically, among which are sharp angles of 90° or less. When used as a wear-resistant member and subjected to repeated/continuous sliding, the presence of such sharp angles makes it easier for cracks to develop in the grain boundary phase, degrading the repeated or continuous sliding characteristics.
- the orientation of the silicon nitride particles 6 (shown in FIG. 3) existing within 1 ⁇ m from the edge of the grain boundary phase reinforced region 5 is random. In this way, by randomly orienting the silicon nitride particles 6 (shown in FIG. 3) in the vicinity of the grain boundary phase reinforced region 5, anisotropy can be reduced, and a silicon nitride sintered body that is easy to use regardless of the arrangement direction can be provided.
- silicon nitride particles 6 existing within 1 ⁇ m from the edge of the grain boundary phase reinforced region 5 (silicon nitride particles 6 having a center of gravity within 1 ⁇ m from the edge), there are silicon nitride particles 6 whose major axis is smaller than the major axis of the grain boundary phase reinforced region 5.
- the number ratio of silicon nitride particles 6 whose major axis (maximum value) is smaller than the major axis of the grain boundary phase reinforced region 5 is 5% or more and 60% or less.
- the sizes of the long diameter of the silicon nitride particles 6 and the long diameter of the grain boundary phase reinforced regions are also measured using 5000x SEM images.
- the silicon nitride sintered body thus obtained is also preferably controlled in terms of linear expansion coefficient and average linear expansion coefficient.
- the linear expansion coefficient (%) from room temperature to the measurement temperature and the average linear expansion coefficient are calculated by the following formulas (6) and (7).
- Linear expansion coefficient (%) ⁇ L / Lr ⁇ 100 ...(6)
- Average linear expansion coefficient (linear expansion coefficient (%) x 0.01) / temperature (°C) change ... (7)
- “Lr” is the height of the sample at room temperature
- ⁇ L” is the amount of expansion of the sample from room temperature to the measurement temperature.
- the linear expansion coefficient (%) at -189°C, when 20°C is taken as 0, is preferably -0.01% or more and 0.01% or less.
- the average linear expansion coefficient at -189°C to 20°C is preferably 0.1 x 10 -6 /°C or more and 1.5 x 10 -6 /°C or less.
- silicon nitride sintered bodies with controlled linear expansion coefficients and average linear expansion coefficients from -189°C to 20°C can be used under a variety of low-temperature conditions. They can also be used as all-ceramic bearings in which ceramics are used in each component of the bearing.
- the cross section or surface of the silicon nitride sintered body has a lightness L* of 10 or more and 30 or less, and a chroma C of 30 or less in the L*a*b* color system in JIS Z 8729.
- the titanium nitride particles of the present invention appear to be essentially spherical or elliptical, close to spherical, regardless of the direction from which they are measured, and acute angles of 90° or less are hardly observed.
- the silicon nitride sintered body of the present invention, in which titanium nitride is dispersed, has no variation in the reinforcement state of the grain boundary phase and is therefore applicable to various wear-resistant components, and is particularly suitable for bearing components that serve as sliding parts such as bearing balls (approximately spherical), rollers, and races.
- the silicon nitride wear-resistant member according to the present invention contains 2% to 20% by mass of a grain boundary phase consisting of a Si-rare earth element-Al-O-N compound. If the amount of grain boundary phase is less than 2% by mass, the silicon nitride sintered body will not be sufficiently densified, making it difficult to achieve a porosity of 0.5% or less.
- the amount of the grain boundary phase consisting of Si-rare earth element-Al-O-N based compounds is 2 mass% or more and 20 mass% or less, preferably 5 mass% or more and 15 mass% or less.
- the grain boundary phase consisting of Si-rare earth element-Al-O-N compounds, but it is preferable to add components that form such grain boundary phases as sintering aids, and it is effective to add rare earth compounds and aluminum compounds.
- the rare earth compound is not particularly limited, but preferably contains an oxide, nitride, boride, carbide, or silicide of one or more rare earth elements selected from yttrium (Y), lanthanum (La), ytterbium (Yb), cerium (Ce), samarium (Sm), neodymium (Nd), dysprosium (Dy), erbium (Er), and lutetium (Lu).
- Y yttrium
- La lanthanum
- Yb ytterbium
- Ce cerium
- Sm samarium
- Nd neodymium
- Dy dysprosium
- Er erbium
- Lu lutetium
- the rare earth compound contains an oxide of one or more elements selected from yttrium, ytterbium, cerium, neodymium, samarium, and erbium.
- one or more elements may be one type or a mixture of two or more types.
- the aluminum compound is not particularly limited as long as it contains aluminum, but it is preferable to use at least one of alumina (aluminum oxide) and aluminum nitride. These aluminum compounds tend to form a grain boundary phase consisting of Si-rare earth element-Al-O-N compounds during sintering, and when both alumina and aluminum nitride are added, it becomes even easier to form a grain boundary phase consisting of Si-rare earth element-Al-O-N compounds.
- the constituent components of the grain boundary phase can be measured by EDX, etc.
- the amount of rare earth compound and aluminum compound added is not particularly limited as long as the amount of grain boundary phase consisting of Si-rare earth element-Al-O-N compounds in the silicon nitride sintered body is 2 mass% or more and 20 mass% or less, but rare earth compounds are 10 mass% or less and aluminum compounds are 10 mass% or less.
- aluminum compounds when aluminum oxide and aluminum nitride are used in combination, aluminum nitride is preferably 7 mass% or less, and more preferably 3 mass% or less.
- a magnesium compound may be mixed. It is preferable that the magnesium compound is mixed in an amount of 0% by mass or more and 5% by mass or less. It is also preferable that the mass ratio of the aluminum compound and the mass ratio of the magnesium compound (e.g., magnesium oxide) satisfy the following formulas (8) and (9) in terms of compounds.
- the total mass ratio of the aluminum compounds is Wa
- the total mass ratio of the grain boundary phase strengthened regions 5 e.g., titanium nitride
- the relationship between the total mass ratio Wa of the aluminum compounds and the total mass ratio Wp of the grain boundary phase strengthened regions 5 is as shown in the following formula (8).
- the mass ratio of the magnesium compounds is Wm.
- the relationship between the total mass ratio Wm of the magnesium compounds and the total mass ratio Wp of the grain boundary phase strengthened regions 5 is as shown in the following formula (9). 0.5 ⁇ Wa/Wp ⁇ 20 ...(8) 0 ⁇ Wm/Wp ⁇ 5 ...(9)
- oxides for example, it is effective to add oxides, nitrides, borides, and silicides of magnesium, etc., to further densify the material.
- Magnesium oxide is particularly effective in densifying the material.
- a small amount of silicon carbide may also be added.
- the porosity is preferably 0.5% or less. It is even more preferable that it is 0.4% or less, and the major axis diameter of the pores is 3 ⁇ m or less, and even more preferably 2 ⁇ m or less. If the porosity and major axis diameter of the pores are outside this range, the bending strength and rolling life will decrease.
- the method for manufacturing the silicon nitride wear-resistant member according to the present invention is not limited as long as it can obtain the above-mentioned specified grain boundary phase reinforcing metal particles (e.g. titanium nitride particles) and the specified grain boundary phase configuration, but for example, the following method is effective.
- specified grain boundary phase reinforcing metal particles e.g. titanium nitride particles
- silicon nitride raw material powders are known to be of the ⁇ -phase type and the ⁇ -phase type, but the ⁇ -phase type is suitable as the raw material powder for the silicon nitride sintered body in this invention, and it is preferable that the ⁇ -phase in the silicon nitride raw material powder is 80 mass% or more, and even more preferably 90 mass% or more. Therefore, it is acceptable for the ⁇ -phase to be present in an amount of 0 mass% or more and less than 20 mass%, and it is more preferable that the proportion of the ⁇ -phase is 0 mass% or more and less than 10 mass%.
- the average particle size of the silicon nitride raw material powder is 1.0 ⁇ m or less, preferably 0.4 ⁇ m or more and 0.8 ⁇ m or less.
- the oxygen content in the silicon nitride raw material powder is preferably 2.0 mass% or less, and more preferably 0.2 mass% or more and 1.5 mass% or less.
- the total weight of the sintering aid powder and silicon nitride powder is taken as 100 mass%, if the amount of silicon nitride is less than 75 mass%, the amount of sintering aid, including the components that ultimately form titanium nitride, will be too high, and the properties of the sintered body, such as bending strength, fracture toughness, and rolling life, will deteriorate.
- the amount of silicon nitride is preferably 75 mass% or more and 97 mass% or less. Also, it is more preferably 80 mass% or more and 95 mass% or less.
- the silicon nitride powder used may be silicon nitride powder produced by the direct nitridation method, or silicon nitride powder produced using the imide decomposition method. It may also be silicon nitride powder produced by the combustion synthesis method.
- silicon nitride powder that is fine and low in impurities, with an average particle size of 1 ⁇ m or less and an oxygen content of 2.0 mass% or less, with ⁇ -phase of 90 mass% or more and a specific surface area of 2 m2 /g or more and 13 m2 /g or less, it becomes easier to obtain a high-strength silicon nitride sintered body with small porosity and maximum pore size.
- the impurities referred to here particularly include carbon, iron, aluminum, calcium, etc.
- the contents of these impurities are preferably equal to or less than the following respective contents. It is preferable that the carbon content is 0.4 mass % or less, the aluminum content is 3000 ppm or less, the iron content is 2000 ppm or less, and the calcium content is 2000 ppm or less.
- the raw powder of the grain boundary phase strengthening metal or compound that constitutes the grain boundary phase strengthened region 5 is titanium nitride
- the average grain size is preferably 1.0 ⁇ m or less, and more preferably 0.5 ⁇ m or less.
- the raw powder of the grain boundary phase strengthening metal added has a high purity.
- the purity of the raw powder is preferably 90 mass% or more, more preferably 99 mass% or more, and even more preferably 99.9 mass% or more. If the purity of the raw material is low, it may become difficult to control the amount of the raw material added to the grain boundary phase strengthening metal, so the purity is preferably 90 mass % or more.
- titanium nitride as the grain boundary phase strengthening metal or compound that constitutes the grain boundary phase strengthened region 5
- a compound other than titanium nitride such as titanium oxide, which is converted into titanium nitride by a reaction during sintering
- fine powders of rare earth compounds and aluminum compounds, or other additives with an average particle size of 2 ⁇ m or less.
- the various raw materials in powder form rather than in the form of fibers or whiskers that have thorn-like protrusions on the surface.
- the use of fibers or whiskers reduces the dispersion of the multiple grain boundary phase reinforced regions 5, which may reduce wear resistance such as the rolling life.
- molded bodies also called a "degreased molded body” or “degreased body”
- the titanium compound is mixed so that it is uniformly dispersed.
- raw material powders such as silicon nitride raw material powder or an auxiliary agent added as a single or compound of one or more grain boundary phase strengthening metals selected from molybdenum, tungsten, niobium, titanium, hafnium, zirconium, tantalum, vanadium, and chromium in multiple batches.
- the components that form the grain boundary phase strengthening region 5, such as titanium oxide, may be premixed first.
- the components that form the grain boundary phase strengthening region 5 may be premixed with silicon nitride powder in advance.
- the auxiliary agent of the raw material powder may be premixed in advance.
- the grain boundary phase reinforced metal element or compound constituting the grain boundary phase reinforced region 5 is 0.1 mass% or more and 9 mass% or less in terms of the metal element.
- the grain boundary phase reinforced metal exceeds 9 mass% in terms of the metal element, the contained multiple grain boundary phase reinforced regions 5 may aggregate with each other and not be sufficiently dispersed, which may make it difficult to obtain the effect of providing the grain boundary phase reinforced region 5.
- the grain boundary phase reinforced metal is less than 0.1 mass% in terms of the metal element, the amount of particles forming the grain boundary phase reinforced region 5 may be insufficient, and the effect of improving the dispersibility may not be obtained sufficiently. More preferably, the grain boundary phase strengthening metal is 0.1 to 4 mass% in terms of the metal alone. The smaller the amount of grain boundary phase strengthening metal added, the smaller the effect on the linear expansion coefficient can be.
- Thixotropy is indicated by the thixotropy index (TI value).
- Measurements are performed at a shear rate a of 6 (s-1) and a shear rate b of 60 (s-1).
- the raw material powder slurry preferably has a viscosity ⁇ b of 1000 mPa ⁇ s or less at a shear rate b, and a TI value in the range of 1 to 1.5. It is effective to suppress aggregation at the slurry stage. This improves the dispersion of Ti compounds, which are compounds of grain boundary phase strengthening metals.
- the degreasing process preferably has a temperature holding region in which a certain temperature range is held.
- the certain temperature range is preferably 400°C to 600°C in an atmosphere of N2 , atmospheric pressure, vacuum, heated steam, or the like.
- the average cooling rate in the degreasing process is preferably 10°C/h to 300°C/h.
- the nitrogen partial pressure is 95% or more and the oxygen partial pressure is less than 5%. More preferably, the oxygen partial pressure is 3% or less.
- the sintering process of the molded body (including CIP molded body and degreased molded body) will be explained.
- the molded body When sintering the molded body, it is first held under reduced pressure at 1200°C to 1500°C for a certain time, and then sintered at 1600°C to 1900°C. At this time, it is preferable to hold the molded body in an inert atmosphere of 1 atmosphere or less.
- the pressure is 0.5 atmospheres or less, it is easy to remove unnecessary gas components from the molded body, such as trace amounts of carbon components remaining in the degreasing process of organic matter added to produce silicon nitride molded bodies, making it easier to obtain a sintered body with low porosity.
- the holding time at 1200°C to 1500°C is preferably 30 minutes to 120 minutes. If the holding temperature is not sufficiently secured at 1200°C to 1500°C, a temperature difference will occur between the inside and outside of the sintered body, which will cause cracks due to thermal stress differences. Also, by slowly raising the temperature and holding it until it reaches 1500°C, the reaction of the grain boundary phase strengthening metal compound, for example the reaction of titanium oxide to titanium nitride, is completed before the silicon nitride becomes beta-phase.
- phase change of titanium nitride tends to proceed while there is variation between the inside and outside of the sintered body, which also leads to internal non-uniformity of the silicon nitride sintered body, reducing the effect of improving strength.
- the holding time is preferably 30 minutes or more and 120 minutes or less, and by carrying out the holding process in conjunction with the holding temperature described above, it is possible to form a grain boundary phase strengthened region 5 made of titanium nitride or the like with controlled properties.
- titanium compounds such as titanium oxide are converted to titanium nitride by a nitriding reaction
- the holding temperature or holding time is different, the conversion rate of titanium oxide to titanium nitride will vary, deteriorating various properties such as the strength of the silicon nitride sintered body.
- the atmosphere during the holding process be an inert atmosphere of 1 atmosphere or less.
- the pressure is 0.5 atmospheres or less, it is easier to remove unnecessary gas components from the compact, such as trace amounts of carbon components that remain during the degreasing process of the organic matter added to produce the silicon nitride compact, making it easier to obtain a sintered body with low porosity.
- a silicon nitride sintered body by increasing the pressure of the surrounding nitrogen atmosphere when the temperature exceeds 1600°C and sintering at a temperature between 1600°C and 1900°C.
- a pressure of around 2.0 to 9.0 atmospheres is preferable. This also makes it possible to suppress the decomposition behavior of the silicon nitride itself.
- various sintering methods can be applied for this sintering, such as pressure sintering (hot press) and HIP (Hot Isostatic Pressing) sintering, and it is also possible to combine multiple methods, such as performing HIP treatment after atmospheric pressure sintering.
- the raw materials for obtaining the grain boundary phase strengthened regions 5 are added and mixed in multiple batches, and the auxiliary powder is mixed in advance before mixing with the silicon nitride powder.
- mixing and drying are performed to maintain dispersibility in the granulation process.
- a sintering process that promotes beta conversion is combined after the formation of the grain boundary phase strengthened regions 5. It has been discovered that these make it possible to improve the dispersibility of the multiple grain boundary phase strengthened regions 5.
- the silicon nitride sintered body obtained as described above can be suitably used even at extremely low temperatures such as -200°C, and can also be suitably used at room temperature (25°C). Furthermore, in a bending strength test, it can be suitably used in combination with SUJ2 between room temperature and -200°C, and is characterized in that the three-point bending strength at -200°C is 50 MPa or more greater than the three-point bending strength at room temperature (25°C). In addition, the absolute value of the three-point bending strength at room temperature (25°C) is preferably 900 MPa or more.
- the linear expansion coefficient (%) of the silicon nitride sintered body at room temperature (20°C) can be set as the reference (0) and the linear expansion coefficient at -189°C can be -0.01% or more and 0.01% or less.
- a small absolute value of the linear expansion coefficient indicates a small change in volume. If the volume change is small, when the silicon nitride sintered body is used in an extremely low temperature environment as an abrasion-resistant member, the volume change is small even if a temporary temperature change occurs due to the influence of an external factor, so that the material is easy to use.
- silicon nitride sintered bodies are used as wear-resistant components, finishing processes such as surface polishing and coating treatments are carried out on the silicon nitride sintered bodies as necessary.
- the silicon nitride sintered bodies are synonymous with "wear-resistant components made of silicon nitride.”
- Example 1 Silicon nitride powder with a controlled alpha content was used. The ratio of silicon nitride powder was adjusted to 80 mass % or more and 95 mass % or less. Each auxiliary raw material powder was prepared. In addition, the auxiliary agent and the solvent were mixed in advance among the prepared raw material powders. In addition, by using a plurality of organic solvents as the solvent, it is possible to obtain a more uniform granulated powder. A dispersant may also be used as necessary. The raw material mixture was prepared by wet mixing for 72 hours using a bead mill or a ball mill.
- a predetermined amount of organic binder was added to the obtained raw material powder mixture to obtain a slurry.
- the slurry was adjusted so that the viscosity at a shear rate of 60/s was 1000 mPa ⁇ s or less and the TI value was 1 to 1.5.
- the obtained slurry was not left to stand, but was continuously mixed at low load using a stirrer to suppress aggregation during the drying process, thereby granulating.
- the obtained granulated powder was press-molded by uniaxial pressing at a molding pressure of 1000 kg/ cm2 , and a large number of spherical bodies were produced as samples for measuring bending strength and samples for measuring rolling life.
- each of the obtained molded bodies was degreased in an air flow at 400°C to 600°C for 4 hours, and then the degreased molded bodies were held in a nitrogen gas atmosphere at 0.1 atmosphere at 1350°C for 1 hour, heated to 1600°C, and then pressurized to 7 atmospheres in a nitrogen gas atmosphere.
- the degreased molded bodies were then sintered at 1750°C for 4 hours.
- the obtained sintered bodies were then subjected to HIP treatment at 1700°C for 1 hour in a nitrogen gas atmosphere at 1000 atmospheres, to prepare the silicon nitride sintered body of Example 1.
- Example 2-9 The manufacturing method of the silicon nitride sintered body (wear-resistant member made of silicon nitride) of Examples 2-9 is the same as the manufacturing method of the silicon nitride sintered body (wear-resistant member made of silicon nitride) of Example 1, except that the type or amount of the auxiliary component was changed.
- the manufacturing methods for the silicon nitride sintered bodies (silicon nitride wear-resistant members) of Comparative Examples 1, 3, and 4 are similar to the manufacturing method for the silicon nitride sintered body (silicon nitride wear-resistant member) of Example 1, except that no grain boundary phase strengthening metal (compound or simple substance) is added and the mixing ratio of the auxiliary agent is different.
- the manufacturing method of the silicon nitride sintered body (wear-resistant member made of silicon nitride) of Comparative Example 2 is the same as the manufacturing method of the silicon nitride sintered body (wear-resistant member made of silicon nitride) of Example 1, except that the mixing ratio of the auxiliary agent is different.
- the manufacturing method of the silicon nitride sintered body (wear-resistant member made of silicon nitride) according to Comparative Example 5 is the same as that of the silicon nitride sintered body (wear-resistant member made of silicon nitride) according to Example 1, except that the slurry was manufactured without premixing TiO2 with only the auxiliary agent, and the TiO2 content was high.
- compositional ratios of the silicon nitride sintered bodies obtained in this manner for Examples 1 to 9 and Comparative Examples 1 to 5 are shown in Table 1.
- the numbers before each compound name in Table 1 indicate the content (wt%) of the auxiliary compound when silicon nitride is taken as 100 wt%.
- the number of other grain boundary phase reinforced regions 5B was counted in the same field of view using both SEM and SEM-EDX.
- the magnification was 5000x.
- the SEM used was a JSM-7200F Schottky field emission scanning electron microscope manufactured by JEOL.
- EDX a JED-2300T energy dispersive X-ray analyzer manufactured by JEOL was used.
- the number of other grain boundary phase reinforced regions 5B present in the doughnut-shaped attention regions 11 and 12 centered on the center of gravity CA of the reference grain boundary phase reinforced region 5A was counted.
- the three standard grain boundary phase strengthened regions 5A were set to be at least 100 ⁇ m apart from each other.
- the number of other grain boundary phase reinforced regions 5B present in the target regions 11, 12 refers to the number of other grain boundary phase reinforced regions 5B present in the target regions 11, 12 that are more than a certain distance away from the reference grain boundary phase reinforced region 5A when a reference grain boundary phase reinforced region 5A is selected, but are within another certain distance.
- the position of the other grain boundary phase reinforced regions 5B is based on its center of gravity CB, and they are counted when the center of gravity CB is present within the target regions 11, 12.
- the number of other grain boundary phase reinforced regions 5B in each target region 11, 12 is listed in Table 2 according to the respective ranges. The average number was also obtained for the silicon nitride sintered bodies of Comparative Examples 1 to 5 in the same way as for the silicon nitride sintered bodies of Examples 1 to 9.
- the three-point bending strength was determined at room temperature (20°C) and at cryogenic temperatures (-196°C) for the silicon nitride sintered bodies of Examples 1 to 9 and Comparative Examples 1 to 5.
- the three-point bending strengths determined at each temperature are shown in Table 3.
- the units of the three-point bending strengths shown in Table 3 are [MPa].
- the bending strength was measured using a precision universal testing machine (Shimadzu Corporation, AG100kNG/XR model) at -196°C, and a precision universal testing machine (Instron Corporation, 5567 model) at 20°C (room temperature).
- the silicon nitride sintered bodies (silicon nitride wear-resistant members) according to Comparative Examples 1, 3 and 4 did not contain a grain boundary phase strengthening metal.
- the silicon nitride sintered body of Comparative Example 2 (a wear-resistant member made of silicon nitride) contains a grain boundary phase strengthening metal, but the amount of the grain boundary phase strengthening metal (titanium oxide in this case) was greater than that of the other auxiliary agents (excluding rare earths).
- the silicon nitride sintered body (a wear-resistant member made of silicon nitride) according to Comparative Example 5 was produced without premixing only with the auxiliary agent.
- the number of other grain boundary phase reinforced regions 5B that existed in a second region of interest that was outside a circle P2 with a radius of 3 ⁇ m from the center of gravity CA of the reference grain boundary phase reinforced region 5A and inside a circle Q2 with a radius of 7 ⁇ m from the center of gravity CA of the reference grain boundary phase reinforced region 5A was counted, and the average number of the three was obtained.
- the average number was in the range of 2 to 20 (formula (4) above).
- the average number of the silicon nitride sintered body of Example 4 was outside the range of 2 to 20.
- the difference in the number of the other grain boundary phase reinforced regions 5B present in each of the three first regions of interest 11 corresponding to the three reference grain boundary phase reinforced regions 5A was 5 or less.
- the difference in the number of the other grain boundary phase reinforced regions 5B present in each of the three second regions of interest 12 corresponding to the three reference grain boundary phase reinforced regions 5A was 3 or less.
- Table 2 shows the number of other grain boundary phase strengthened regions 5B in each of the target regions (doughnut-shaped regions) 11 and 12. All of Examples 1 to 9 satisfied the range of formula (1).
- the silicon nitride sintered bodies according to Comparative Examples 1, 3, and 4 no raw material containing a grain boundary phase strengthening metal was added, so the number of other grain boundary phase strengthening regions 5B was 0.
- the grain boundary phase strengthening metal was contained in a larger amount than the other auxiliary agents, so aggregation occurred, and the number of other grain boundary phase strengthening regions 5B counted was small.
- the size of the grain boundary phase strengthening region 5 was larger than that of the silicon nitride sintered bodies according to Examples 1 to 9.
- the silicon nitride sintered body according to Comparative Example 5 since the auxiliary agent alone was not premixed, it was not possible to mix uniformly, and the range of the above formula (1) was not satisfied. At this time, the shape of each grain boundary phase strengthening region 5 was also confirmed, and it was a rounded shape with few irregularities and no sharp corners.
- the linear expansion coefficient was measured at -200°C, with the linear expansion coefficient at 25°C taken as 0.
- the linear expansion coefficient was measured using a Shinku Riko vertical thermal dilatometer, Model TM-7000.
- a linear expansion coefficient between -0.008% and 0% was indicated as " ⁇ "
- between -0.01% and less than -0.008% was indicated as " ⁇ ”.
- a linear expansion coefficient other than the above was indicated as " ⁇ ".
- the silicon nitride sintered bodies according to Examples 1 to 4 also satisfy the preferred range for color (brightness and chroma), and also satisfy the most preferred range for linear expansion coefficient " ⁇ ".
- the silicon nitride sintered body according to Example 5 is within the preferred range for color (brightness and chroma), and the linear expansion coefficient is also within the more preferred range " ⁇ ".
- Examples 6 and 7 are outside the preferred range for color (brightness and chroma) (only one of them is outside the range) " ⁇ ", but are also within the more preferred range for linear expansion coefficient " ⁇ ".
- the silicon nitride sintered body of Example 8 was rated "X" for color (brightness and chroma) outside the preferred range (both outside the preferred range), but was rated “Fair” for linear expansion coefficient, which was within the preferred range.
- the silicon nitride sintered body of Example 9 was rated "good” for color (brightness and chroma) within the preferred range, but was rated “poor” for the linear expansion coefficient, outside the preferred range.
- the silicon nitride sintered bodies according to Comparative Examples 1-5 were outside the preferred range for color (brightness and chroma) (both outside the preferred range).
- the silicon nitride sintered body according to Comparative Example 1 was within a more preferred range for linear expansion coefficient.
- the silicon nitride sintered bodies according to Comparative Examples 2-5 were outside the preferred range for linear expansion coefficient, resulting in an "x" rating.
- the absolute value of the linear expansion coefficient can be controlled to be small, so that when used at extremely low temperatures, the volume does not change much even if it is rapidly cooled, making it a bearing ball that is easy to use.
- the present invention it is possible to provide a silicon nitride sintered body, a wear-resistant member, a bearing ball, and a bearing that have excellent bending strength at cryogenic temperatures of about -200°C. Since the silicon nitride sintered body has excellent bending strength, for example, when a bearing steel of SUJ2 standard is used for the bearing, the bending strength of the bearing ball can be used at cryogenic temperatures without changing significantly from room temperature. Therefore, it is possible to obtain excellent wear resistance properties at cryogenic temperatures.
- the grain boundary phase strengthening metal of the silicon nitride sintered body according to Examples 1 to 9 is an example containing one or more metals selected from molybdenum, tungsten, titanium, hafnium, and zirconium, the present invention is not limited to this case.
- the grain boundary phase strengthening metal of the silicon nitride sintered body contains one or more metals selected from niobium, tantalum, vanadium, and chromium, the same effect as that of the silicon nitride sintered body according to Examples 1 to 9 can be obtained.
- the bending strength is particularly excellent at cryogenic temperatures, and the amount of volume change at cryogenic temperatures and the thermal expansion coefficient (e.g., linear expansion coefficient) when changed from room temperature (20°C) to -200°C can be improved.
- the thermal expansion coefficient e.g., linear expansion coefficient
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Products (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025505254A JPWO2024185613A1 (https=) | 2023-03-03 | 2024-02-28 | |
| CN202480014324.2A CN120813555A (zh) | 2023-03-03 | 2024-02-28 | 氮化硅烧结体、耐磨损性构件、轴承滚珠以及轴承 |
| EP24766984.9A EP4678617A1 (en) | 2023-03-03 | 2024-02-28 | Silicon nitride sintered compact, abrasion-resistant member, bearing ball, and bearing |
| US19/316,377 US20250382234A1 (en) | 2023-03-03 | 2025-09-02 | Silicon nitride sintered body, wear-resistant member, bearing ball, and bearing |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023032821 | 2023-03-03 | ||
| JP2023-032821 | 2023-03-03 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US19/316,377 Continuation US20250382234A1 (en) | 2023-03-03 | 2025-09-02 | Silicon nitride sintered body, wear-resistant member, bearing ball, and bearing |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024185613A1 true WO2024185613A1 (ja) | 2024-09-12 |
Family
ID=92675116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/007311 Ceased WO2024185613A1 (ja) | 2023-03-03 | 2024-02-28 | 窒化珪素焼結体、耐摩耗性部材、ベアリングボールおよびベアリング |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250382234A1 (https=) |
| EP (1) | EP4678617A1 (https=) |
| JP (1) | JPWO2024185613A1 (https=) |
| CN (1) | CN120813555A (https=) |
| WO (1) | WO2024185613A1 (https=) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59182276A (ja) | 1983-03-31 | 1984-10-17 | 株式会社東芝 | 窒化ケイ素焼結体 |
| JP2000072553A (ja) * | 1998-08-31 | 2000-03-07 | Kyocera Corp | 窒化珪素質耐摩耗性部材及びその製造方法 |
| JP2000256066A (ja) * | 1999-03-05 | 2000-09-19 | Kyocera Corp | 窒化珪素質焼結体とその製造方法およびこれを用いた耐摩耗性部材 |
| JP2001328869A (ja) * | 2000-03-16 | 2001-11-27 | Toshiba Corp | 耐摩耗性部材およびその製造方法 |
| JP2003034581A (ja) * | 2001-07-24 | 2003-02-07 | Toshiba Corp | 窒化けい素製耐摩耗性部材およびその製造方法 |
| JP2004002067A (ja) * | 2002-05-29 | 2004-01-08 | Toshiba Corp | 耐摩耗性部材およびその製造方法 |
| JP2006036554A (ja) * | 2004-07-22 | 2006-02-09 | Toshiba Corp | 窒化けい素焼結体およびその製造方法 |
| WO2008032427A1 (en) * | 2006-09-13 | 2008-03-20 | Kabushiki Kaisha Toshiba | Slide member and bearing utilizing the same |
| JP2015209352A (ja) * | 2014-04-25 | 2015-11-24 | 京セラ株式会社 | 窒化珪素質焼結体およびこれからなる耐衝撃磨耗性部材 |
| JP2021001094A (ja) * | 2019-06-21 | 2021-01-07 | 株式会社東芝 | 窒化珪素焼結体およびそれを用いた耐摩耗性部材 |
| JP2025182276A (ja) | 2024-06-03 | 2025-12-15 | 株式会社三共 | 遊技機 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7726134B2 (ja) | 2022-06-14 | 2025-08-20 | 株式会社デンソー | 電子制御装置 |
-
2024
- 2024-02-28 JP JP2025505254A patent/JPWO2024185613A1/ja active Pending
- 2024-02-28 EP EP24766984.9A patent/EP4678617A1/en active Pending
- 2024-02-28 WO PCT/JP2024/007311 patent/WO2024185613A1/ja not_active Ceased
- 2024-02-28 CN CN202480014324.2A patent/CN120813555A/zh active Pending
-
2025
- 2025-09-02 US US19/316,377 patent/US20250382234A1/en active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59182276A (ja) | 1983-03-31 | 1984-10-17 | 株式会社東芝 | 窒化ケイ素焼結体 |
| JP2000072553A (ja) * | 1998-08-31 | 2000-03-07 | Kyocera Corp | 窒化珪素質耐摩耗性部材及びその製造方法 |
| JP2000256066A (ja) * | 1999-03-05 | 2000-09-19 | Kyocera Corp | 窒化珪素質焼結体とその製造方法およびこれを用いた耐摩耗性部材 |
| JP2001328869A (ja) * | 2000-03-16 | 2001-11-27 | Toshiba Corp | 耐摩耗性部材およびその製造方法 |
| JP4744704B2 (ja) | 2000-03-16 | 2011-08-10 | 株式会社東芝 | 耐摩耗性部材の製造方法 |
| JP2003034581A (ja) * | 2001-07-24 | 2003-02-07 | Toshiba Corp | 窒化けい素製耐摩耗性部材およびその製造方法 |
| JP2004002067A (ja) * | 2002-05-29 | 2004-01-08 | Toshiba Corp | 耐摩耗性部材およびその製造方法 |
| JP2006036554A (ja) * | 2004-07-22 | 2006-02-09 | Toshiba Corp | 窒化けい素焼結体およびその製造方法 |
| WO2008032427A1 (en) * | 2006-09-13 | 2008-03-20 | Kabushiki Kaisha Toshiba | Slide member and bearing utilizing the same |
| JP2015209352A (ja) * | 2014-04-25 | 2015-11-24 | 京セラ株式会社 | 窒化珪素質焼結体およびこれからなる耐衝撃磨耗性部材 |
| JP2021001094A (ja) * | 2019-06-21 | 2021-01-07 | 株式会社東芝 | 窒化珪素焼結体およびそれを用いた耐摩耗性部材 |
| JP2025182276A (ja) | 2024-06-03 | 2025-12-15 | 株式会社三共 | 遊技機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4678617A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN120813555A (zh) | 2025-10-17 |
| US20250382234A1 (en) | 2025-12-18 |
| EP4678617A1 (en) | 2026-01-14 |
| JPWO2024185613A1 (https=) | 2024-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6797660B2 (en) | Silicon nitride wear resistant member and manufacturing method thereof | |
| US7056850B2 (en) | Wear-resistant silicon nitride member and method of manufacture thereof | |
| JP5732037B2 (ja) | 耐摩耗性部材およびその製造方法 | |
| JP5487099B2 (ja) | 耐摩耗性部材、耐摩耗性機器および耐摩耗性部材の製造方法 | |
| CN103764596B (zh) | 氮化硅烧结体及其制造方法、及使用其的耐磨部件和轴承 | |
| JPWO2014069268A1 (ja) | 窒化珪素焼結体およびそれを用いた耐磨耗性部材 | |
| US12297152B2 (en) | Silicon nitride sintered body, wear-resistant member using the same, and method for producing silicon nitride sintered body | |
| JP5289053B2 (ja) | 摺動部材とそれを用いた軸受 | |
| WO2005030674A1 (ja) | 窒化けい素製耐摩耗性部材およびその製造方法 | |
| JP2011016716A (ja) | 窒化けい素焼結体 | |
| JP5362758B2 (ja) | 耐摩耗性部材 | |
| JP4693374B2 (ja) | 窒化けい素焼結体の製造方法 | |
| WO2014200014A1 (ja) | 窒化珪素製耐摩耗性部材および窒化珪素焼結体の製造方法 | |
| WO2024185613A1 (ja) | 窒化珪素焼結体、耐摩耗性部材、ベアリングボールおよびベアリング | |
| JP5349525B2 (ja) | 転動体 | |
| JP7353820B2 (ja) | 窒化珪素焼結体およびそれを用いた耐摩耗性部材 | |
| WO2003084895A1 (fr) | Element anti-usure en nitrure de silicium et procede de fabrication correspondant | |
| JP7267151B2 (ja) | 窒化珪素質焼結体、ベアリングボール、およびベアリング | |
| JP4939736B2 (ja) | 窒化けい素焼結体の製造方法 | |
| JP7601582B2 (ja) | セラミックス焼結体、ベアリングボール、および、ベアリング | |
| WO2025154683A1 (ja) | 窒化珪素焼結体およびそれを用いた耐摩耗性部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24766984 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480014324.2 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2025505254 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025505254 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024766984 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480014324.2 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2024766984 Country of ref document: EP Effective date: 20251006 |
|
| ENP | Entry into the national phase |
Ref document number: 2024766984 Country of ref document: EP Effective date: 20251006 |
|
| ENP | Entry into the national phase |
Ref document number: 2024766984 Country of ref document: EP Effective date: 20251006 |
|
| ENP | Entry into the national phase |
Ref document number: 2024766984 Country of ref document: EP Effective date: 20251006 |