WO2024166791A1 - 鋼板の溶接継手およびその製造方法 - Google Patents
鋼板の溶接継手およびその製造方法 Download PDFInfo
- Publication number
- WO2024166791A1 WO2024166791A1 PCT/JP2024/003364 JP2024003364W WO2024166791A1 WO 2024166791 A1 WO2024166791 A1 WO 2024166791A1 JP 2024003364 W JP2024003364 W JP 2024003364W WO 2024166791 A1 WO2024166791 A1 WO 2024166791A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel plate
- weld metal
- welded joint
- steel
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 280
- 239000010959 steel Substances 0.000 title claims abstract description 280
- 238000000034 method Methods 0.000 title claims abstract description 58
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 36
- 229910052751 metal Inorganic materials 0.000 claims abstract description 161
- 239000002184 metal Substances 0.000 claims abstract description 161
- 238000003466 welding Methods 0.000 claims abstract description 152
- 239000000203 mixture Substances 0.000 claims description 68
- 239000000126 substance Substances 0.000 claims description 39
- 239000012535 impurity Substances 0.000 claims description 26
- 238000005336 cracking Methods 0.000 abstract description 22
- 230000004927 fusion Effects 0.000 abstract description 20
- 230000007547 defect Effects 0.000 abstract description 11
- 239000010410 layer Substances 0.000 description 66
- 230000000694 effects Effects 0.000 description 41
- 230000007423 decrease Effects 0.000 description 31
- 239000000463 material Substances 0.000 description 27
- 238000001816 cooling Methods 0.000 description 26
- 230000004907 flux Effects 0.000 description 24
- 230000009467 reduction Effects 0.000 description 22
- 229910052761 rare earth metal Inorganic materials 0.000 description 20
- 150000002910 rare earth metals Chemical class 0.000 description 20
- 238000005096 rolling process Methods 0.000 description 20
- 239000013078 crystal Substances 0.000 description 18
- 239000002344 surface layer Substances 0.000 description 18
- 238000007670 refining Methods 0.000 description 17
- 238000012360 testing method Methods 0.000 description 14
- 229910001566 austenite Inorganic materials 0.000 description 12
- 238000005098 hot rolling Methods 0.000 description 12
- 230000008023 solidification Effects 0.000 description 12
- 238000007711 solidification Methods 0.000 description 12
- 229910052748 manganese Inorganic materials 0.000 description 10
- 238000012545 processing Methods 0.000 description 10
- 238000009863 impact test Methods 0.000 description 9
- 229910052710 silicon Inorganic materials 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 8
- 239000000843 powder Substances 0.000 description 8
- 238000005496 tempering Methods 0.000 description 8
- 229910052760 oxygen Inorganic materials 0.000 description 7
- 229910052698 phosphorus Inorganic materials 0.000 description 7
- 238000001953 recrystallisation Methods 0.000 description 7
- 229910052717 sulfur Inorganic materials 0.000 description 7
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 6
- 238000005452 bending Methods 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 230000003749 cleanliness Effects 0.000 description 6
- 229910052750 molybdenum Inorganic materials 0.000 description 6
- 229910052759 nickel Inorganic materials 0.000 description 6
- XTQHKBHJIVJGKJ-UHFFFAOYSA-N sulfur monoxide Chemical class S=O XTQHKBHJIVJGKJ-UHFFFAOYSA-N 0.000 description 6
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 5
- 229910004261 CaF 2 Inorganic materials 0.000 description 5
- 239000011324 bead Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 230000001965 increasing effect Effects 0.000 description 5
- 238000009864 tensile test Methods 0.000 description 5
- 230000009466 transformation Effects 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 229910004298 SiO 2 Inorganic materials 0.000 description 4
- 229910010413 TiO 2 Inorganic materials 0.000 description 4
- 229910052804 chromium Inorganic materials 0.000 description 4
- 238000010276 construction Methods 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 230000008021 deposition Effects 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 150000001247 metal acetylides Chemical class 0.000 description 4
- 229910052758 niobium Inorganic materials 0.000 description 4
- 229920006395 saturated elastomer Polymers 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 229910052721 tungsten Inorganic materials 0.000 description 4
- 229910052720 vanadium Inorganic materials 0.000 description 4
- 238000005493 welding type Methods 0.000 description 4
- 229910000859 α-Fe Inorganic materials 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 230000002542 deteriorative effect Effects 0.000 description 3
- 238000005553 drilling Methods 0.000 description 3
- 230000001939 inductive effect Effects 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 239000002244 precipitate Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000005728 strengthening Methods 0.000 description 3
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 229910052787 antimony Inorganic materials 0.000 description 2
- 239000010953 base metal Substances 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 229910052797 bismuth Inorganic materials 0.000 description 2
- WUKWITHWXAAZEY-UHFFFAOYSA-L calcium difluoride Chemical compound [F-].[F-].[Ca+2] WUKWITHWXAAZEY-UHFFFAOYSA-L 0.000 description 2
- 229910001634 calcium fluoride Inorganic materials 0.000 description 2
- 210000004027 cell Anatomy 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 210000001787 dendrite Anatomy 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000010248 power generation Methods 0.000 description 2
- 238000003303 reheating Methods 0.000 description 2
- 229910052702 rhenium Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 239000002893 slag Substances 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 235000014443 Pyrus communis Nutrition 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910001563 bainite Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 229910052681 coesite Inorganic materials 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 229910052906 cristobalite Inorganic materials 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- VASIZKWUTCETSD-UHFFFAOYSA-N manganese(II) oxide Inorganic materials [Mn]=O VASIZKWUTCETSD-UHFFFAOYSA-N 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 229910001568 polygonal ferrite Inorganic materials 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 229910052682 stishovite Inorganic materials 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- 229910052905 tridymite Inorganic materials 0.000 description 1
- 229910001845 yogo sapphire Inorganic materials 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/095—Monitoring or automatic control of welding parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/18—Submerged-arc welding
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
Definitions
- the present invention relates to a welded joint of steel plates and a manufacturing method thereof, and in particular to a welded joint of steel plates having a thickness of 50 mm or more, which is welded by one-layer, one-pass submerged arc welding, and a manufacturing method thereof.
- Patent Document 1 discloses a "two-electrode, single-sided, one-pass, large heat input submerged arc welding method having excellent toughness of the weld metal."
- the welding method disclosed in Patent Document 1 is to weld a steel plate having a thickness of 40 mm or more in one pass on one side by two-electrode submerged arc welding, and to weld the steel plate containing, by mass%, C: 0.02-0.2%, Si: 0.01-1%, Mn: 0.1-2.5%, Al: 0.002-0.1%, N: 0.001-0.015%, P: 0.02% or less, S: 0.01% or less, O: 0.01% or less, with the balance being Fe and unavoidable impurities, by mass%, SiO 2 : 10-25%, MgO: 5-20%, CaO: 5-15%, CaF 2 : 1-10%, Al 2 O
- a welding wire for a first electrode and a second electrode containing, by mass%, C: 0.02-0.2%, Si: 0.01-1%, Mn: 0.5-2.5%, Al: 0.002-0.1%, Ti: 0.005-0.3%, N: 0.001-0.015%, P: 0.02% or less, S: 0.01% or less, O: 0.01% or less, with the balance being Fe and inevitable impurities.
- the welding wire for the second electrode has a diameter of 6-8 mm, and the ratio of the cross-sectional area of the welding wire for the first electrode to the cross-sectional area of the welding wire for the second electrode is 35-75%.
- Patent Document 2 discloses a "two-electrode large heat input submerged arc welding method.”
- the welding method described in Patent Document 2 uses a wire containing, by mass%, C: 0.02-0.18%, Si: 0.02-0.5%, Mn: 1.15-2.2%, Mo: 0.1-1.0%, Ni: 0.1-1.5%, Ti: 0.005-0.05%, P: 0.006% or less, S: 0.003% or less, with the balance being Fe and unavoidable impurities, and a SiO 2 : 13-25%, MgO: 8-20%, CaO: 5-13%, CaF 2 : 1-7%, Al 2 O 3 : 9-23%, TiO2: 3-11%, Fe: 11-25%, B 2 O 3 : 11-25%, and a Cr: 11-25%.
- This welding method can improve the mechanical properties of the weld metal and the workability of welding, even in high heat input submerged arc welding with a welding heat input of 500 kJ/cm or more. It is also said that the safety of architectural structures can be significantly improved, and at the same time, the welding efficiency can be significantly improved.
- Patent Document 3 discloses a "highly efficient welding method for thick steel plates".
- the method described in Patent Document 3 includes a processing step of processing an X-shaped groove in a pair of steel materials having a plate thickness of more than 50 mm and not more than 100 mm, and a welding step of performing one pass of welding on each of the front and back surfaces of the pair of steel materials using a flux by multi-electrode submerged arc welding with two or more and six or less electrodes.
- the welding current of the first electrode is an AC current with a waveform ratio of 60% or more and 90% or less
- the welding current of the other electrodes is an AC current with a waveform ratio of 70% or more, or a negative DC current.
- the flux contains, in terms of mass ratio to the total mass of the flux, Al2O3 : 10% or more and 50% or less, SiO2 : 16% or more and 30% or less, and further contains at least one of MgO, TiO2 , CaF2 , and MnO in a total amount of 10% or more and 60% or less, the MgO content is limited to 40% or less, the TiO2 content is limited to 20% or less, the CaF2 content is limited to 30% or less, and the MnO content is limited to 20% or less.
- narrow gap welding has been proposed as one of the highly efficient welding methods for thick plate. By reducing the cross-sectional area of the groove, it is possible to reduce the amount of welding heat input, and ensure the toughness of the weld metal and heat-affected zone.
- simply welding thick plate using narrow gap welding has the problem that it is prone to high-temperature cracking and poor fusion.
- Patent Document 4 discloses a "narrow-gap submerged arc welding method".
- the welding method disclosed in Patent Document 4 is a narrow-gap submerged arc welding method for very thick steel plates, in which a backing material is abutted against the back side of a narrow groove with a groove angle of 1 to 5° and a root gap of 10 to 14 mm, and steel particles are scattered in the groove to a height of 10 to 15 mm from the back side of the groove.
- a molten flux containing, in mass % relative to the total mass of the flux, a total of 50 to 70% Al 2 O 3 , TiO 2 and CaF 2 , 10 to 20% SiO 2 , and the rest being CaO, MnO, BaO, K 2 O, Na 2 O and unavoidable impurities is used to perform narrow-gap submerged arc welding in a one-layer, one-pass multi-layer overlay welding.
- the slag removability and weld bead shape are good, excellent welding workability is obtained, and narrow gap submerged arc welding can be performed without back chipping. It is also said that a sound weld without welding defects such as hot cracking, slag inclusion, and incomplete fusion can be obtained with high efficiency.
- Patent No. 4673710 JP 2006-212676 A International Publication No. 2013/073565 JP 2021-126696 A
- Patent Document 1 which aims to realize high-efficiency construction by large heat input welding, aims to provide a welding method that can obtain high toughness with 2 mm V-notch Charpy absorbed energy of 70 J or more at 0°C.
- thick plates welded by the method described in Patent Document 1 may not be suitable for use in cold environments of -40°C.
- Patent Document 2 the toughness evaluation of the weld metal part is performed at 0°C, and the use of thick plates welded by the method described in Patent Document 2 in cold environments of -40°C is not assumed.
- Patent Document 3 does not consider the low-temperature toughness of the heat-affected zone, and it is unclear whether thick plates welded by the method described in Patent Document 3 can be used in cold environments of -40°C.
- Patent Document 4 which aims to realize high-efficiency construction by narrow gap welding, does not mention the mechanical properties of the weld metal and the heat-affected zone.
- the present invention aims to solve the problems of the conventional technology described above, and to provide a welded joint of steel plate having a thickness of 50 mm or more, which has sound weld metal without welding defects such as high-temperature cracking or incomplete fusion, and which combines high strength with excellent low-temperature toughness, and a method for manufacturing the same.
- high strength means that the room temperature yield strength (0.2% proof stress) of the weld metal produced in accordance with the JIS Z 3111:2005 regulations is 325 MPa or more, the tensile strength is 520 MPa or more, and the room temperature tensile strength of the welded joint is 520 MPa or more.
- excellent low temperature toughness means that the absorbed energy ( vE -40) of a Charpy impact test at a test temperature of -40°C for the weld metal and heat-affected zone of a welded joint produced in accordance with the JIS Z 3128 :2017 regulations is 30 J or more.
- the inventors first conducted intensive research into a weld metal shape that can efficiently and soundly weld a welded joint of a steel plate (hereinafter, sometimes referred to as "base metal") having a plate thickness of 50 mm or more.
- the total length of the weld for the foundation of an offshore structure or an offshore wind power plant may exceed 1.0 km per structure, and in order to achieve high efficiency, it is effective to reduce the number of layers of the weld metal.
- the weld is distributed along the groove wall, so the welding efficiency is not high.
- the deposition area of the weld metal is 120.0 mm2 or less per layer, the amount of welding heat input is not excessive, the thermal effect on the base metal is sufficiently small, and a welded part with excellent low-temperature toughness can be obtained.
- the deposition area per layer is 120.0 mm2 or less, hot cracks are likely to occur if the second ratio [H/W] of the height H (mm) and width W (mm) of the weld metal of each weld layer is greater than 1.00.
- the groove shape that can weld steel plates of 50 mm or more with high efficiency and soundness is preferably a gap between the base materials of 6 mm or less and a groove angle of 20° or less, regardless of whether single-sided welding or double-sided welding is used. It was also found that by welding steel plates together by double-sided welding, it is possible to further reduce the groove area.
- the weld metal has a groove angle of 20° or less, and the maximum groove width between the steel plates is 50% or less of the plate thickness T.
- the chemical composition of the steel plate includes, in mass%, C: 0.04 to 0.14%, Si: 0.03 to 0.70%, Mn: 0.30 to 2.50%, P: 0.030% or less, S: 0.020% or less, Nb: 0.001 to 0.100%, Al: 0.001 to 0.100%, O: 0.0100% or less, and N: 0.0100% or less, with the balance being Fe and inevitable impurities, and Ceq and plate thickness (T) defined by the following formula (2) are: 0.0004T+0.25 ⁇ Ceq ⁇ 0.0004T+0.45...(1) a dislocation density ⁇ at a position 1 mm below the surface of the steel plate is 4.0 x 1014 m -2 or less, an average crystal grain
- each element symbol represents the content (mass%) of the corresponding element, and if the corresponding element is not contained, it is set to 0.
- the chemical composition of the steel plate further includes, in mass%, one or more selected from the group consisting of Cu: 2.000% or less, Ni: 2.500% or less, Cr: 1.500% or less, Mo: 1.000% or less, Ti: 0.100% or less, V: 0.300% or less, B: 0.0100% or less, W: 0.500% or less, Ca: 0.0200% or less, Mg: 0.0200% or less, and REM: 0.0500% or less.
- the chemical composition of the weld metal is, in mass%, C: 0.04 to 0.14%, Si: 0.03 to 0.70%, Mn: 0.30 to 2.50%, P: 0.030% or less, S: 0.020% or less, Nb: 0.001 to 0.100%, Al: 0.001 to 0.100%, Cu: 0.001 to 2.000%, %, Ni: 0.001 to 2.500%, Cr: 0.001 to 1.500%, Mo: 0.001 to 1.000%, Ti: 0.001 to 0.100%, V: 0.001 to 0.300%, B: 0.001 to 0.020%, O: 0.050% or less, and N: 0.010% or less, with the balance being Fe and unavoidable impurities.
- the chemical composition of the weld metal further includes, in mass%, one or more elements selected from the group consisting of W: 0.500% or less, Ca: 0.0200% or less, Mg: 0.0200% or less, and REM: 0.0500% or less.
- the present invention is a welded joint for steel plates having a thickness of 50 mm or more, has sound weld metal without welding defects such as high-temperature cracking or incomplete fusion, and is a narrow-gap welded joint that combines high strength with excellent low-temperature toughness, and is of outstanding industrial value.
- the welded joints of the steel plates of the present invention are not limited to marine structures and offshore wind turbines, but can also be used in shipbuilding, line pipes, construction, etc.
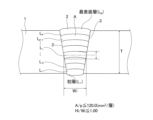
- FIG. 2 is a schematic cross-sectional view showing the shape of a weld metal of a welded joint according to the present invention.
- the welded joint according to the present invention is a butt-welded joint of steel plate having a plate thickness T (mm) of 50 mm or more, in which the weld metal is composed of multiple layers with one pass per layer, a first ratio [A/p] of the cross-sectional area A ( mm2 ) of the weld metal in a direction perpendicular to the weld line to the number of weld layers p (layers) is 120.0 mm2 /layer or less, and a second ratio [H/W] of the height H (mm) to the width W (mm) of each layer in the weld metal is 1.00 or less.
- the weld metal is constructed with one welding pass per layer of weld metal, making it possible to perform welding with high efficiency.
- a first ratio [A /p ], which is the cross-sectional area per layer when p weld layers are constructed from L1 (initial layer) to Lp (outermost layer) with respect to the cross-sectional area A (mm2) of the entire weld metal 2 in a direction perpendicular to the weld line 3 of the weld metal 2, is set to 120.0 mm2 /layer or less. That is, if the deposition area of the weld metal 2 is set to 120.0 mm2 or less per layer, the welding heat input is not excessive, the thermal effect on the base material, i.e., the steel plate 1, is sufficiently small, and a weld metal 2 with excellent low-temperature toughness can be obtained.
- the first ratio [A/p] is set to 60.0 mm2 /layer or less. More preferably, the first ratio [A/p] is set to 45.0 mm2 /layer or less.
- the second ratio [H/W] of the height H (mm) and width W (mm) of each layer in the weld metal 2 is 1.00 or less.
- the second ratio [H i /W i ] is 1.00 or less in any of the layers from the first layer (initial layer) to the p-th layer (outermost layer).
- the height H of the weld layer represents the distance between the upper and lower parts of each layer
- the width W represents the width (distance between fusion lines) of the weld metal 2 at the center line of the height H.
- the height H i and width W i of each layer are measured by cross-sectional macroscopic observation or the like, and the second ratio [H i /W i ] is obtained. If this second ratio [H/W] is greater than 1.00, hot cracking may occur more easily. This is because the solidification direction of the weld metal 2 coincides with the direction of tensile strain during cooling during the solidification process, and this causes the cracks to occur at the dendrite junctions. Therefore, the occurrence of hot cracks can be suppressed by controlling the maximum value of the second ratio [H/W] of each layer to 1.00 or less. Preferably, the second ratio [H/W] is 0.90 or less.
- the weld metal 2 of the welded joint according to the present invention is a weld metal 2 constructed by one-layer, one-pass multi-layer welding with a narrow groove.
- the narrow groove means that the groove angle is 20° or less, and the maximum groove width between the base materials, i.e., between the steel plates 1 butted against each other, is 50% or less of the plate thickness T.
- the maximum groove width between the base materials corresponds to the maximum groove width between the steel plates in this embodiment.
- the gap between the base materials is set to 6 mm or less and the groove angle is set to 20° or less, the occurrence of hot cracks can be suppressed.
- double-sided welding if the gap between the base materials is set to 10 mm or less and the groove angle is set to 20° or less, the occurrence of hot cracks can be suppressed.
- the gap between the base materials exceeds 6 mm, there is a possibility of poor fusion during welding of the first layer.
- the groove shape that can weld steel plates 1 of 50 mm or more efficiently and soundly is preferably a gap between the base materials of 6 mm or less and a groove angle of 20° or less, regardless of whether single-sided welding or double-sided welding is used. Furthermore, it is more preferable that the groove angle be 4 to 20°. In addition, in the case of double-sided welding, the groove area can be made smaller, so in this respect it is preferable to single-sided welding.
- the gap when the gap is 0 mm, i.e., when the base materials are in contact with each other, as will be clear from the examples described later, the width of the weld metal 2 becomes smaller relative to the height of the weld metal 2, and the weld bead shape approaches a pear shape. Therefore, welding strain is concentrated in the part where the melting point is lowered by impurities that segregate in the final solidification part of the weld metal 2. As a result, high-temperature cracks occur and poor fusion during welding is observed. Therefore, it is preferable that the gap is more than 0 mm. More preferably, the gap is 2 mm or more.
- the steel plate 1 which is the base material of the welded joint of the present invention will be described.
- the steel plate 1 may be a carbon steel or a low alloy steel.
- the chemical composition will be described, and "%" in the chemical composition described below means “mass %” unless otherwise specified.
- the basic chemical composition of the steel plate 1 of the welded joint according to the present invention is as follows.
- the steel sheet 1 has a chemical composition containing C: 0.04-0.14%, Si: 0.03-0.70%, Mn: 0.30-2.50%, P: 0.030% or less, S: 0.020% or less, Nb: 0.001-0.100%, Al: 0.001-0.100%, O: 0.0100% or less, and N: 0.0100% or less, with the balance being Fe and unavoidable impurities.
- C is an element that can most inexpensively improve the strength of the steel plate 1 and also contributes to strengthening the austenite grain boundaries. If the C content is less than 0.04%, the grain boundary strength of the austenite is The C content is reduced, and hot cracking of the slab occurs, so that manufacturability is significantly reduced. In addition, there is a possibility that the strength targeted by the present invention cannot be obtained. On the other hand, if the C content exceeds 0.14%, The weldability and toughness of the steel plate 1 may decrease. Therefore, the C content is preferably set to 0.04 to 0.14%. It is more preferable to set it to 12%.
- Si is an effective element for deoxidization, if the Si content is less than 0.03%, it may not be possible to obtain a sufficient effect. Therefore, the Si content is preferably 0.03 to 0.70%. The Si content is preferably 0.04 to 0.60%. It is more preferable to do so.
- Mn is an element that can improve the hardenability and strength of steel at low cost. To obtain this effect, it is preferable to contain 0.30% or more of Mn. If the Mn content exceeds 2.50%, the weldability of the steel plate 1 may decrease. Therefore, the Mn content is preferably set to 0.30 to 2.50%. It is more preferable to set it to 50 to 2.20%.
- P is an element that has a large effect of embrittling grain boundaries, and if contained in a large amount, it may reduce the toughness of the steel plate 1. Therefore, the P content is preferably 0.030% or less. Furthermore, the P content is more preferably 0.025% or less. On the other hand, since the lower the P content, the more preferable it is, the lower limit of the P content is not particularly limited and may be 0%. However, P is an element that is inevitably contained as an impurity in the steel sheet 1. If the P content is excessively low, it will lead to an increase in refining time and an increase in refining costs. Therefore, the P content is set to 0.001 % or more is preferable.
- the S content is preferably 0.020% or less. More preferably, it is 0.010% or less.
- S is an element that is inevitably contained in the steel sheet 1 as an impurity, and excessive S content If the amount is small, it will lead to an increase in refining time and refining costs, so the S content is preferably 0.0001% or more.
- Nb is an element that has the effect of suppressing recrystallization when strain is applied to the austenite structure through solid solution Nb and fine precipitated NbC, and also of raising the non-recrystallization temperature range to the higher temperature side.
- Nb is contained in an amount of 0.001% or more.
- the Nb content is preferably 0.001 to 0.100%.
- the Nb content is more preferably 0.005 to 0.075%.
- the Nb content is preferably 0.005 to 0.050%. It is particularly preferred to do so.
- Al is an element that is effective as a deoxidizer and also has the effect of forming nitrides to reduce the austenite grain size. To obtain this effect, the Al content is set to 0.001% or more. On the other hand, if the Al content exceeds 0.100%, the cleanliness of the steel material and the steel plate 1 may decrease, and as a result, the ductility and toughness of the steel plate 1 may decrease.
- the Al content is preferably 0.001 to 0.100%.
- the Al content is more preferably 0.005 to 0.080%.
- O 0.0100% or less
- the O content is preferably 0.0100% or less.
- the lower the O content the better. Therefore, the lower limit of the O content is
- O is an element that is inevitably contained as an impurity in the steel sheet 1, and if the O content is excessively low, it may increase the refining time or may cause problems such as the refining failure. Since this leads to an increase in costs, the O content is preferably set to 0.0005% or more.
- N 0.0100% or less
- the N content is preferably 0.0100% or less.
- the lower the N content the better, so the lower limit of the N content is particularly
- the N content is preferably 0.0005% or more.
- the steel plate 1 of the welded joint of the present invention has the above-mentioned basic composition, and thus the characteristics targeted by the present invention can be obtained.
- the steel plate 1 contains the following optional compositions as necessary in addition to the above-mentioned basic composition.
- the optional composition may be, for example, one or more selected from the group consisting of Cu: 2.000% or less, Ni: 2.500% or less, Cr: 1.500% or less, Mo: 1.000% or less, Ti: 0.100% or less, V: 0.300% or less, B: 0.0100% or less, W: 0.500% or less, Ca: 0.0200% or less, Mg: 0.0200% or less, and REM: 0.0500% or less.
- Cu is an element that can improve the strength of the steel plate 1 without significantly deteriorating the toughness of the steel plate 1.
- the Cu content exceeds 2.000%, a Cu-enriched layer formed immediately below the scale Hot cracking due to this may become a problem. Therefore, when Cu is contained, the Cu content is preferably 2.000% or less. More preferably, the Cu content is 0. .010 to 1.500%.
- Ni is an element that has the effect of increasing the hardenability and toughness of the steel plate 1. On the other hand, if the Ni content exceeds 2.500%, an increase in manufacturing costs may become a problem.
- the Ni content is preferably 2.500% or less, and more preferably 0.010 to 2.000%.
- Cr 1.500% or less
- Cr is an element that can improve the hardenability of the steel sheet 1, thereby improving the strength of the steel sheet 1.
- the Cr content is preferably 1.500% or less, and more preferably 0.010 to 1.200%.
- Mo is an element that can improve the hardenability of the steel sheet 1, thereby improving the strength of the steel sheet 1.
- the Mo content is preferably 1.000% or less, and more preferably, the Mo content is 0.010 to 0.800%.
- Ti 0.100% or less
- Ti is an element that has the effect of pinning the movement of crystal grain boundaries and suppressing grain growth by precipitating as TiN.
- the Ti content exceeds 0.100%, the structure of the steel sheet 1 The cleanliness may decrease, and as a result, the ductility and toughness may decrease. Therefore, when Ti is contained, the Ti content is preferably 0.100% or less. More preferably, The Ti content is 0.001 to 0.080%.
- V is an element that can improve the hardenability of the steel sheet 1 and can improve the strength of the steel sheet 1 by forming carbonitrides.
- the V content is preferably 0.300% or less. More preferably, the V content is 0.010 to 0.250%. .
- B is an element that has the effect of improving the hardenability of steel by adding a very small amount, thereby improving the strength of the steel plate 1.
- the B content is preferably 0.0100% or less. More preferably, the B content is 0.0001 to 0.0070%. .
- W 0.500% or less
- W is an element that can improve the hardenability of steel, thereby improving the strength of the steel plate 1.
- the W content is preferably 0.500% or less, and more preferably 0.010 to 0.400%.
- Ca 0.0200% or less
- Ca is an element that improves weldability by forming oxysulfides that are highly stable at high temperatures.
- the Ca content exceeds 0.0200%, the cleanliness of the steel sheet 1 decreases. The toughness may be impaired. Therefore, when Ca is contained, the Ca content is preferably 0.0200% or less. More preferably, the Ca content is 0.0001 to 0.0180%. It is.
- Mg is an element that forms oxysulfides that are highly stable at high temperatures, thereby improving the weldability of the steel sheet 1.
- the Mg content exceeds 0.0200%, the effect of adding Mg becomes saturated. Therefore, it is not possible to expect an effect commensurate with the content, which may be economically disadvantageous. Therefore, when Mg is contained, the Mg content is preferably 0.0200% or less. Preferably, the Mg content is 0.0001-0.0180%.
- REM 0.0500% or less
- REM rare earth metal
- the REM content is preferably 0.0500% or less. More preferably, the REM content is 0.0001 to 0.0450%.
- the steel plate 1 of the welded joint of the present invention has the above chemical composition, and the remainder is Fe and inevitable impurities.
- inevitable impurities include H, Zn, Re, Co, Sb, Bi, etc., and a total of 0.0100% or less is acceptable.
- elements other than these may be contained, and such embodiments are also included in the technical scope of the present invention.
- Ceq equivalent carbon content
- the chemical composition of the steel plate 1 satisfies the following conditions.
- the relationship between Ceq and plate thickness T (mm) is as follows: 0.0004T+0.25 ⁇ Ceq ⁇ 0.0004T+0.45...(1) It satisfies the above.
- each element symbol in the above formula (2) represents the content (mass%) of the corresponding element, and if the corresponding element is not contained, it is set to 0.
- the basic chemical composition of the weld metal 2 of the weld joint according to the present invention is as follows.
- the weld metal 2 has a chemical composition containing 0.050% or less, and N: 0.010% or less, with the balance being Fe and unavoidable impurities.
- each composition can be added (contained) to the weld metal 2 through either the steel plate 1, the flux, or the wire, which is the welding material.
- C is an element that has the effect of increasing the strength of the weld metal 2 by solid solution strengthening, and also contributes to strengthening the austenite grain boundaries.
- the C content is preferably set to 0.04 to 0.14%.
- the C content is more preferably set to 0.05 to 0.12%.
- Si:0.03-0.70% Silicon acts as a deoxidizer and has the effect of increasing the viscosity of the weld metal 2 and stably maintaining the shape of the weld bead. In order to obtain such an effect, the silicon content is set to 0.03%. However, if the Si content exceeds 0.70%, there is a possibility that the low-temperature toughness of the weld metal 2 may be reduced. In addition, Si segregates during solidification and forms liquid at the solidification cell interface. The Si content is preferably 0.03 to 0.70%. .60% is more preferable.
- Mn is an element that can improve the hardenability and strength of the weld metal 2 at low cost. To obtain this effect, it is preferable to contain 0.30% or more of Mn. If the content exceeds 2.50%, Mn segregation occurs during solidification, inducing hot cracking, which may reduce the weldability of the steel plate 1. Therefore, the Mn content is set to 0.30 to 1.5%. The Mn content is preferably 0.50 to 2.20%.
- P is an element that has a large effect of embrittling grain boundaries. If contained in a large amount, it reduces the low-temperature toughness of the weld metal 2 and may segregate at the interface during solidification, inducing high-temperature cracking. Therefore, the P content is preferably 0.030% or less, and more preferably 0.025% or less. On the other hand, since the lower the P content, the better, the lower limit of the P content is However, P is an element that is inevitably contained as an impurity in the weld metal 2, and if the P content is excessively low, the refining time increases. Therefore, the P content is preferably 0.001% or more.
- Nb is a carbide-forming element, and is an element that precipitates carbides and contributes to improving the strength of the weld metal 2.
- Nb precipitates carbides at the solidification cell interface of the weld metal 2, and reduces the occurrence of high-temperature cracks.
- the Nb content is preferably set to 0.001 to 0.100%.
- the Nb content is more preferably 0.075%.
- the Nb content is particularly preferably 0.005 to 0.050%.
- Al acts as a deoxidizer, increases the viscosity of the weld metal 2, and has an important effect of stably maintaining the weld bead shape.
- the Al content should be 0.001% or more.
- the Al content exceeds 0.100%, the cleanliness of the weld metal 2 decreases, and as a result, the ductility and toughness may decrease.
- the possibility of ductility-dip cracking, which is a type of hot cracking increases.
- the viscosity of the weld metal 2 becomes too high, which may prevent the weld bead from spreading and increase defects such as incomplete fusion.
- the Al content is preferably 0.001 to 0.100%, and more preferably 0.005 to 0.080%.
- Cu is an element that can improve the strength of the weld metal 2 without significantly deteriorating the toughness of the weld metal 2. In order to obtain this effect, the Cu content must be 0.001% or more. On the other hand, if the Cu content is more than 2.000%, it may segregate during solidification and induce hot cracking. It is preferable that the Cu content is 0.005 to 1.500%.
- Ni is an element that has the effect of increasing the hardenability and improving the toughness of the weld metal 2.
- the Ni content is preferably 0.001% or more.
- Ni is an expensive element, and if the Ni content exceeds 2.500%, it may be economically disadvantageous. Therefore, when Ni is contained, the Ni content is set to 2.500% or less.
- the Ni content is more preferably 0.010 to 2.000%.
- Cr 0.001 to 1.500%
- Cr is an element that can improve the hardenability of the weld metal 2, thereby improving the strength of the weld metal 2.
- the Cr content must be 0.001% or more.
- the Cr content exceeds 1.500%, the weldability may decrease.
- Cr carbides may be formed, which may lead to a decrease in low-temperature toughness. Therefore, it is preferable to use a Cr-containing steel.
- the Cr content is preferably 1.500% or less, and more preferably, the Cr content is 0.010 to 1.200%.
- Mo is an element that can improve the hardenability of the weld metal 2, thereby improving the strength of the weld metal 2. In order to obtain this effect, the Mo content must be 0.001% or more. On the other hand, if the Mo content exceeds 1.000%, the weldability may decrease. Therefore, when Mo is contained, the Mo content is preferably 1.000% or less. More preferably, the Mo content is 0.010 to 0.800%.
- Ti 0.001 to 0.100%
- Ti is an element that can precipitate as fine carbonitrides in the weld metal 2 and improve the strength of the weld metal 2. To obtain this effect, the Ti content is set to 0.001% or more. On the other hand, if the Ti content exceeds 0.100%, the cleanliness of the structure of the weld metal 2 decreases, and as a result, the ductility and toughness may decrease. If Ti is added, the Ti content is preferably 0.100% or less, and more preferably 0.005 to 0.080%.
- V is an element that can improve the hardenability of the weld metal 2 and can improve the strength of the weld metal 2 by forming carbonitrides. To obtain this effect, the V content is set to 0.001%. On the other hand, if the V content exceeds 0.300%, the weldability may decrease. Therefore, when V is contained, the V content is set to 0.300% or less. The V content is more preferably 0.005 to 0.250%.
- B is an element that has the effect of improving the hardenability by adding a very small amount, thereby improving the strength of the weld metal 2.
- the B content is set to 0.001% or more.
- the B content is preferably 0.020% or less. It is preferable that the B content is 0.005 to 0.018%.
- O 0.050% or less
- the O content is preferably 0.050% or less.
- O is an element that is inevitably contained in the weld metal 2 as an impurity, and if the O content is excessively low, the refining time increases. Therefore, the O content is preferably 0.0005% or more.
- N 0.010% or less
- the N content is preferably 0.010% or less.
- the content of N may be more than 0% industrially. Incidentally, if the N content is excessively low, it will lead to an increase in the refining time and the refining cost, so the N content is preferably 0.0005% or more.
- the weld metal 2 of the present invention can obtain the characteristics targeted by the present invention by using the basic composition described above. However, for the purpose of further improving the strength and weldability, i.e., the toughness of the welded portion and the welding workability, it is preferable that the weld metal 2 contains the following optional compositions as necessary in addition to the basic composition described above.
- W 0.500% or less
- Ca 0.0200% or less
- Mg 0.0200% or less
- REM 0.0500% or less.
- W is an element that can improve the hardenability of the weld metal 2, thereby improving the strength of the weld metal 2.
- the W content is preferably 0.500% or less. More preferably, the W content is 0.010 to 0.400%.
- Ca 0.0200% or less
- Ca is an element that forms oxysulfides that are highly stable at high temperatures, thereby improving the weldability of the weld metal 2.
- the Ca content exceeds 0.0200%, the cleanliness decreases. As a result, the toughness of the weld metal 2 may be impaired. Therefore, when Ca is contained, the Ca content is preferably set to 0.0200% or less. More preferably, the Ca content is set to 0. 0.0001 to 0.0180%.
- Mg is an element that forms oxysulfides that are highly stable at high temperatures, thereby improving the weldability of the weld metal 2.
- Mg content exceeds 0.0200%, the effect of adding Mg is reduced.
- the effect of Mg is saturated and no effect commensurate with the content can be expected, which may be economically disadvantageous. Therefore, when Mg is contained, the Mg content is preferably 0.0200% or less. More preferably, the Mg content is 0.0001 to 0.0180%.
- REM 0.0500% or less
- REM rare earth metal
- REM is an element that forms oxysulfides that are highly stable at high temperatures, thereby improving the weldability of the weld metal 2.
- the REM content exceeds 0.0500%, The effect of adding REM becomes saturated and the effect commensurate with the content cannot be expected, which may be economically disadvantageous. Therefore, when REM is contained, the REM content should be 0.0500% or less. It is preferable that the REM content is 0.0001 to 0.0450%.
- the chemical composition other than the above-mentioned chemical composition that is, the balance
- Fe iron
- inevitable impurities refer to components that are mixed into the weld metal 2 from the welding wire, flux, steel sheet 1, surrounding atmosphere, etc. during the welding process, and are not intentionally contained in the weld metal 2.
- inevitable impurities include H, Zn, Re, Co, Sb, Bi, etc., and a total of 0.0100% or less is acceptable.
- elements other than these may be contained as long as the above-mentioned basic composition and optional composition are satisfied, and such embodiments are also included in the technical scope of the present invention.
- the dislocation density ⁇ (m -2 ) at a position 1 mm below the surface of the steel plate 1 is preferably 4.0 ⁇ 10 14 m -2 or less.
- the dislocation density ⁇ (m -2 ) means the length of the dislocation line per unit volume present in the crystal of the metal.
- the position 1 mm below the surface of the steel plate 1 is specified from the viewpoint of the bending workability of the steel plate 1.
- the bending workability of the steel plate 1 is determined by the ductility of the surface layer structure of the steel plate 1.
- the dislocation density at a position 1 mm below the surface of the steel plate 1 is set to 4.0 ⁇ 10 14 m -2 or less. Note that, since dislocations are usually unavoidable in the steel structure, it is very costly to make the dislocation density less than 1.0 ⁇ 10 11 m -2 . Therefore, the dislocation density is preferably 1.0 ⁇ 10 11 m ⁇ 2 or more, and more preferably 3.0 ⁇ 10 14 m ⁇ 2 or less.
- the average grain size at a position 1 mm below the surface of the steel plate 1 is 15.0 ⁇ m or less, and the average grain size at the center position of the thickness of the steel plate 1 is 20.0 ⁇ m or less.
- the average grain size means the average grain size of all grains at a position 1 mm below the surface of the steel plate 1 and at the center of the thickness of the steel plate 1, when the region surrounded by the boundary with a crystal orientation difference of 15° or more is regarded as a grain.
- the average grain size can be measured by the method described in the examples below. The finer the grain size of the surface structure of the steel plate 1, the more the toughness of the surface of the steel plate 1 is improved. To obtain this effect, the average grain size at a position 1 mm below the surface of the steel plate 1 must be 15.0 ⁇ m or less. Therefore, the average grain size at a position 1 mm below the surface of the steel plate 1 must be 15.0 ⁇ m or less.
- the average grain size is 13.0 ⁇ m or less. Furthermore, the finer the grain size of the steel structure at the center of the thickness of the steel plate 1, the more the toughness of the steel plate 1 at the center of the thickness of the steel plate 1 is improved. To obtain this effect, the average grain size at the center of the thickness of the steel plate 1 must be 20.0 ⁇ m or less. Therefore, the average crystal grain size at the center of the thickness of the steel plate 1 is set to 20.0 ⁇ m or less. More preferably, the average crystal grain size is 15.0 ⁇ m or less.
- “1 mm below the surface of the steel plate” means a depth position of 1 mm from the surface of the steel plate 1 in the thickness direction.
- Center of the thickness means a position at 1/2 the thickness of the steel plate 1.
- the steel sheet 1 of the present invention is obtained by heating, hot rolling, and cooling a slab (steel material) having the above-mentioned composition. After the cooling, the steel sheet 1 of the present invention can be further subjected to an optional tempering. Various preferable conditions in the method for manufacturing the steel sheet 1 of the present invention will be described below. However, the method for manufacturing the steel sheet 1 of the present invention is not limited to the manufacturing method described below, and it is sufficient if it has the characteristics described below.
- the temperature indicated in “°C” refers to the surface temperature of the slab and steel plate 1 unless otherwise specified.
- the surface temperature can be measured, for example, with a radiation thermometer.
- the method for producing the slab is not particularly limited, and any of the known methods for producing the slab, such as converters, electric furnaces, and vacuum melting furnaces, are suitable.
- the slab is produced to the desired dimensions, for example, by a continuous casting method.
- the molten steel may further be subjected to secondary refining, such as ladle refining.
- the manufactured slab it is preferable to heat the manufactured slab to a temperature of 1000 to 1200°C. If the heating temperature of the slab is less than 1000°C, the coarse NbC precipitated inside the slab during slab casting will not redissolve and will remain. As a result, the effect of lowering the non-recrystallization temperature range due to the dissolved Nb and the fine NbC reprecipitated during hot rolling will not be obtained. As a result, the effect of refining the crystal grains by controlled rolling will be reduced, and the toughness of the steel sheet 1, which is the final product, will decrease.
- the heating temperature of the slab exceeds 1200°C, the grain size at the start of hot rolling will become coarse due to the grain growth of austenite, and therefore the grain size of the final structure after hot rolling will also become coarse, and the toughness of the steel sheet 1 will decrease. Therefore, it is preferable to heat the slab to a temperature of 1000 to 1200°C. More preferably, the heating temperature of the slab is 1030°C or higher, and even more preferably, 1170°C or lower.
- the heated slab is then preferably hot rolled.
- the dislocation density and average grain size 1 mm below the surface of the steel sheet 1, and the average grain size at the center of the thickness of the steel sheet 1 are important. In order to obtain various properties, it is preferable to roll the slab under the following hot rolling conditions.
- the temperature range 1 mm below the surface of the steel plate 1 or the temperature range at the center of the thickness of the steel plate 1 that exceeds (8250 [Nb] + 770°C) is referred to as the recrystallization temperature range.
- the temperature range 1 mm below the surface of the steel plate 1 or the temperature range at the center of the thickness of the steel plate 1 that is between (8250 [Nb] + 770°C) and Ar3 temperature is referred to as the non-recrystallization temperature range.
- the temperature at the center of the thickness of the steel plate 1 can be obtained, for example, by drilling a straight hole 5 mm in diameter to the center of the thickness of the steel plate 1 and measuring with a thermocouple there, or by calculating the temperature distribution in the cross section of the steel plate 1 by heat transfer analysis and correcting the result by the surface temperature of the steel plate 1.
- [Nb] represents the content (mass%) of the element.
- the temperature of the steel sheet 1 at a position 1 mm below the surface of the steel sheet 1 is temporarily cooled to Ar3 temperature or lower, and then reheated to exceed Ac3 temperature.
- the steel sheet 1 is subjected to reduction with a reduction rate of 25% or more.
- the steel sheet 1 is subjected to reduction with a total reduction rate of 15% or less.
- the surface layer of the steel sheet 1 is once cooled to the Ar3 temperature or lower, thereby transforming the austenite into a low-temperature structure such as ferrite.
- the surface layer of the steel sheet 1 is then heated to the Ac3 temperature or higher by reheating, thereby retransforming the surface layer into an austenite structure, and the surface layer of the steel sheet 1 becomes fine austenite.
- the cooling of the steel sheet 1 may be performed by water cooling, air cooling, or the like, and any method may be used as long as the temperature can be controlled to a predetermined level.
- cooling to Ar3 temperature or lower is performed by water cooling, and the residence time during which the temperature at a position 1 mm below the surface of the steel sheet 1 is Ar3 temperature or lower is preferably 5 seconds or more, and preferably 300 seconds or less.
- Reheating after cooling is performed by holding the steel sheet 1 in the atmosphere, and the holding time is preferably 30 seconds or more, and preferably 600 seconds or less.
- a rolling reduction of 25% or more is applied to the steel sheet 1 in the temperature range of (8250 [Nb] + 770 ° C.) to Ar 3 temperature, where the surface layer of the steel sheet 1 is in the non-recrystallization temperature range, to introduce processing strain into the austenite in the surface layer of the steel sheet 1.
- This acts as a transformation nucleus during final cooling, resulting in a fine structure with good toughness.
- the rolling reduction in the above-mentioned temperature range is 30% or more. From the viewpoint of rolling efficiency, the rolling reduction in this temperature range is preferably 80% or less, and even more preferably 70% or less.
- the steel plate 1 is subjected to rolling so that the total rolling reduction is 25% or more.
- the total reduction rate for steel plate 1 it is preferable to set the total reduction rate for steel plate 1 to 25% or more when the temperature at the center of the thickness of steel plate 1 is in a temperature range below (8250 [Nb] + 770°C). More preferably, the total reduction rate for steel plate 1 is 35% or more. From the viewpoint of rolling efficiency, it is preferable that the total reduction rate for steel plate 1 in this temperature range be 70% or less, and even more preferably 67% or less.
- the temperature at the center of the thickness of the steel plate 1 is lower than the Ar 3 temperature, processing strain is introduced into the generated ferrite, and the toughness of the steel plate 1 decreases. Therefore, it is preferable that the temperature at the center of the thickness of the steel plate 1 is equal to or higher than the Ar 3 temperature.
- the temperature ranges may overlap within the rolling conditions described above for the two types of rolling, "rolling on the steel plate surface” and “rolling on the plate thickness center position.”
- the reduction amounts in the overlapping temperature ranges are added up as the reduction amounts for the "steel plate surface” and the "plate thickness center position,” and this added-up reduction amount should be within the range of each rolling condition.
- r0 is the thickness at which the first rolling is started
- r1 is the thickness after the last rolling.
- the Ar 3 temperature and Ac 3 temperature can be obtained by a Formaster test or the like.
- the center of the thickness of the steel plate 1 can have a structure with small crystal grain size and excellent toughness.
- the steel sheet 1 produced by the above-mentioned hot rolling of the slab is cooled. Specifically, the steel sheet 1 is cooled so that the average cooling rate of the steel sheet 1 when the temperature at the center position of the thickness of the steel sheet 1 is in the temperature range of 700 to 550°C, assuming that the thickness of the steel sheet 1 is t [mm], is 2500 x t -1.7 °C/sec or more.
- the cooling method include water cooling in which a large amount of water is sprayed from a nozzle. In the present invention, it is preferable to perform a cooling operation (treatment) on both sides of the steel sheet 1 so that both sides of the steel sheet 1 are cooled under the same conditions.
- the average cooling rate of the steel plate 1 when the temperature at the center of the thickness of the steel plate 1 after hot rolling of the slab is between 700 and 550°C is less than 2500 x t -1.7 ° C/sec, the cooling rate in the temperature range where transformation from austenite to a low-temperature transformation structure occurs will be insufficient, and as a result, the required strength of the steel plate 1 intended in the present invention may not be obtained. In addition, coarse ferrite may be generated, which may reduce the toughness of the steel plate 1. Therefore, it is preferable that the average cooling rate of the steel plate 1 when the temperature at the center of the thickness of the steel plate 1 is in the temperature range of 700 to 550°C is 2500 x t -1.7 ° C/sec or more.
- the steel plate 1 after cooling the steel plate 1, the steel plate 1 can be tempered as necessary in order to further improve the strength and toughness of the steel plate 1.
- the steel plate 1 is tempered at a tempering temperature of 650°C or less after cooling. If the tempering temperature is higher than 650°C, significant softening of the steel plate 1 may occur, making it impossible to ensure the necessary strength. For this reason, it is preferable to set the tempering temperature to 650°C or less.
- the lower limit of the tempering temperature is not particularly limited, but it is preferable to set it to 200°C or more.
- the tempering time can be adjusted as appropriate.
- the tempering temperature here refers to the temperature of the surface of the steel plate 1.
- the welded metal 2 having the above-mentioned chemical composition and produced in accordance with the JIS Z 3111:2005 standard has a room temperature yield strength (0.2% proof stress) of 325 MPa or more and a tensile strength of 520 MPa or more in a tensile test. It is also preferable that the room temperature tensile strength of the welded joint is 520 MPa or more.
- the absorbed energy ( v E -40 ) of a V-notch Charpy impact test at a test temperature of -40°C for the welded metal 2 and heat-affected zone of a welded joint produced in accordance with the JIS Z 3128:2017 standard is 30 J or more. This is because if it is less than 30 J, the toughness of a structure having this welded joint is reduced and destruction may occur more easily.
- the groove-processed steel plates 1 are welded together, specifically, one pass per layer is used to form a multi-layer weld metal 2, preferably three or more layers, to form a weld joint. If the steel plates 1 are welded together so as to form one or two layers of weld metal 2, the heat generated during welding may not spread uniformly within the groove, potentially inducing welding defects.
- the welding material used when welding the steel plates 1 together is not particularly limited as long as it can form a weld metal 2 with the desired characteristics, and there are no particular limitations on the type of welding wire, filler rod, welding flux, etc.
- the welding method may be submerged arc welding or gas metal arc welding (also called gas shielded arc welding).
- submerged arc welding also called gas shielded arc welding.
- it is preferable to use submerged arc welding because it allows for highly efficient welding.
- multi-electrode submerged arc welding which is a more efficient welding method.
- it is a welding method using a submerged arc welder having two electrodes. In this two-electrode submerged arc welding, the leading first electrode generates an arc from one wire passed through one torch, and the trailing second electrode generates an arc from two wires passed through one torch to perform submerged arc welding.
- the arc generated from the tip of the wire of the first electrode melts the bottom of the groove, thereby suppressing the occurrence of poor fusion.
- the mutual arcs accelerate the melting of the wires, and the amount of deposited metal can be increased. This makes it possible to perform more efficient welding.
- the welding conditions when performing two-electrode submerged arc welding are preferably such that the current value of the first electrode is 600-1200 A and the voltage value is 24-45 V, and the current value of the second electrode is 450-1200 A and the voltage value is 30-48 V.
- the welding speed is 50-130 cm/min and the heat input is 10-100 kJ/cm.
- the welding wire and welding flux used in two-electrode submerged arc welding are adjusted in composition to take into account dilution of the base material so that the composition of the weld metal 2 is as described above. Note that as long as the composition of the weld metal 2 is within the aforementioned range of components, there are no particular limitations on the type of welding wire or welding flux.
- Welding wire can be solid wire or flux-cored wire, which contains flux for wire inside the wire. Either type of welding wire can be used in the present invention. When using flux-cored wire, it is manufactured so that the total value of the composition of the steel sheath, metal powder, and flux powder for wire used is the composition of the target welding material.
- the welding flux may be a molten flux or a sintered flux. Either type of welding flux may be used in the present invention.
- the slab containing the above-mentioned components was subjected to the steps of heating, hot rolling, and cooling in order to obtain a steel plate with a thickness T (mm) shown in Table 2.
- the rolling start temperature in the hot rolling process was in the range of 990 to 1140°C at the surface layer of the steel plate, and the rolling finish temperature was in the range of 670 to 830°C at the surface layer of the steel plate.
- the above steel plate temperatures were measured by measuring the surface temperature with an emissivity thermometer, and the temperature at the center of the plate thickness was measured by drilling a straight hole of 5 mm ⁇ to the center of the plate thickness of the steel plate and attaching a thermocouple to the hole.
- Table 2 shows whether or not Ceq, which is an index of the hardenability of steel, satisfies the above-mentioned formula (1). If Ceq satisfies formula (1), a " ⁇ " is entered in the column for determining formula (1) in Table 2, and if it does not satisfy formula (1), a " ⁇ " is entered in the column for determining formula (1) in Table 2.
- molten steel with the chemical composition (welding material composition) shown in Table 3 was melted in a vacuum melting furnace and cast to obtain a steel ingot.
- the resulting steel ingot was heated to 1200°C, hot rolled, and then cold rolled to produce 4.0 mm ⁇ and 2.4 mm ⁇ solid wire for submerged arc welding, and 1.2 mm ⁇ solid wire for gas metal arc welding.
- a flux cored wire was separately prepared, in which a steel sheath and metal powder and flux powder were enclosed within the steel sheath.
- a thin steel plate with a thickness of 0.5 mm and a composition of 0.1% C-0.2% Si-0.5% Mn-balance Fe was used as the steel sheath material, and cold bending was performed in the width direction to form a U-shape.
- Metal powder and flux powder with the composition adjusted to the chemical composition shown in Table 3 were then enclosed within the obtained steel sheath. This was cold drawn to produce flux cored wire for welding (diameters: 1.2, 2.4, 4.0 mm).
- the chemical composition shown in Table 3 is the total value of the steel sheath, metal powder, and flux powder.
- the cross-sectional area A (mm2) of the entire weld metal in the direction perpendicular to the weld line of the weld metal was measured, and the first ratio [A/p] of the cross-sectional area A of the weld metal and the number of weld layers p, obtained by dividing it by the number of weld layers p (layers), was recorded.
- the distance between the top and bottom of each layer of weld metal was measured to determine the height H (mm) of each layer of weld metal, and the width of the weld metal at the center line of each height H, i.e., the distance between the fusion lines, was measured to determine the width W (mm) of the weld metal.
- the second ratios [H/W] were calculated for each layer, and the maximum and minimum values of the second ratios [H/W] for the entire weld metal were recorded.
- the surface layer and the center of the thickness of the steel plate of the present invention were mainly composed of bainite and pseudo-polygonal ferrite.
- test specimens were taken perpendicular to the weld axis so that the weld axis was in the center of the length of the parallel part of the test specimen, and the thickness of the test specimen was the full thickness of the welded joint, making it a Type 1A test specimen.
- the target values in the present invention are a room temperature yield strength (0.2% proof stress) of the weld metal of 325 MPa or more, a tensile strength of the weld metal of 520 MPa or more, and a room temperature tensile strength of the welded joint of 520 MPa or more.
- the absorbed energy ( vE -40 ) in a Charpy impact test at a test temperature of -40°C for the weld metal and heat-affected zone is set to 30 J or more.
- the weld joints were sound and free from weld defects such as hot cracking and incomplete fusion.
- the room temperature yield strength (0.2% proof stress) of the weld metal was 325 MPa or more
- the tensile strength was 520 MPa or more
- the room temperature tensile strength of the weld joint was 520 MPa or more.
- the absorbed energy ( v E -40 ) of the weld metal and heat-affected zone in a Charpy impact test at a test temperature of -40°C was 30 J or more, and the weld joints had weld metal that had both high strength and excellent low-temperature toughness.
- any of the mechanical properties such as the room temperature yield strength (0.2% proof stress) and tensile strength of the weld metal, the room temperature tensile strength of the welded joint, and the absorbed energy ( vE -40 ) in a Charpy impact test at a test temperature of -40°C for the weld metal and heat-affected zone, were at a slightly low level.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Arc Welding In General (AREA)
Abstract
50mm以上の板厚を有する鋼板の溶接継手であり、高温割れや融合不良などの溶接欠陥が無い健全な溶接金属を有し、高強度と優れた低温靭性とを兼備した鋼板の溶接継手およびその製造方法を提供する。 板厚Tが50mm以上の鋼板の溶接継手において、溶接金属が1層あたり1パスの多層からなり、溶接金属の溶接線に対して垂直方向の断面積Aと溶接層数pの第1比〔A/p〕が120.0mm2/層以下で、溶接金属における各層の高さHと幅Wとの第2比〔H/W〕が1.00以下である。
Description
本発明は、鋼板の溶接継手およびその製造方法に関し、特に、1層1パスサブマージアーク溶接を行う板厚が50mm以上の鋼板の溶接継手およびその製造方法に関する。
エネルギー産業の成長に伴い、例えば海洋資源の掘削能率の向上や発電効率の向上のため、海洋上に建造される海洋構造物や洋上風力発電機の大型化が進んでいる。海洋構造物や洋上風力発電機の大型化に伴い、それらの設備の基礎部分の強度を向上することが求められている。そのため、基礎部分に使用する材料の一例として、板厚が50mm以上の鋼板(以下、「厚板」ともいう。)の使用が検討されている。また、寒冷な海洋では、波浪や流氷等が構造物等に使用される厚板に衝突することも想定される。そのため、上述した厚板には、-40℃における優れた靭性も必要である。さらに、このような厚板を用いる海洋構造物や洋上風力発電機の設備等の製造時には、その施工能率の向上が重要な課題であり、特に、上述した厚板を高能率で溶接施工することが求められている。
従来より厚板の高能率溶接施工法の一つとして大入熱溶接が提案されている。しかしながら、厚板同士の溶接に大入熱溶接を用いると、溶接金属および熱影響部の靭性の確保が難しい場合が多い。
そのため、厚板同士を溶接するときの施工能率の向上や溶接金属の靭性を向上させることが従来検討されており、例えば、特許文献1においては、「溶接金属の靭性に優れた2電極片面1パス大入熱サブマージアーク溶接方法」が開示されている。特許文献1に開示されている溶接方法は、板厚が40mm以上の鋼板を2電極サブマージアーク溶接で片面1パス溶接するに際して、質量%で、C:0.02~0.2%、Si:0.01~1%、Mn:0.1~2.5%、Al:0.002~0.1%、N:0.001~0.015%を含有し、P:0.02%以下、S:0.01%以下、O:0.01%以下に制限し、残部がFe及び不可避不純物からなる鋼板を、質量%で、SiO2:10~25%、MgO:5~20%、CaO:5~15%、CaF2:1~10%、Al2O3:5~25%、TiO2:2~20%、Fe:10~25%、B2O3:0.1%~2.5%からなるフラックスと、質量%で、C:0.02~0.2%、Si:0.01~1%、Mn:0.5~2.5%、Al:0.002~0.1%、Ti:0.005~0.3%、N:0.001~0.015%含有し、P:0.02%以下、S:0.01%以下、O:0.01%以下に制限し、残部がFe及び不可避不純物からなる第1電極および第2電極の溶接ワイヤとを用いて溶接する方法である。また、第2電極の溶接ワイヤの直径が6~8mmであり、かつ第2電極の溶接ワイヤの断面積に対する第1電極の溶接ワイヤの断面積の比率が35~75%である条件で溶接する方法である。
また、特許文献2においては、「2電極大入熱サブマージアーク溶接方法」が開示されている。特許文献2に記載の溶接方法は、質量%で、C:0.02~0.18%、Si:0.02~0.5%、Mn:1.15~2.2%、Mo:0.1~1.0%、Ni:0.1~1.5%、Ti:0.005~0.05%を含有し、P:0.006%以下、S:0.003%以下で、残部がFeおよび不可避不純物からなるワイヤと、SiO2:13~25%、MgO:8~20%、CaO:5~13%、CaF2:1~7%、Al2O3:9~23%、TiO2:3~11%、Fe:11~25%、B2O3:0.1~0.6%、Mo:1~4.3%、Ni:1~4.5%からなるフラックスとを用いて溶接する方法である。この溶接方法によれば、溶接入熱500kJ/cm以上の大入熱サブマージアーク溶接においても、溶接金属の機械的特性を向上できるとともに、溶接の作業性を向上できる。また、建築構造物の安全性を著しく高めることができると同時に溶接効率を著しく高めることができるとしている。
また、例えば、特許文献3においては、「厚鋼板の高能率溶接方法」が開示されている。特許文献3に記載の方法は、板厚が50mm超、100mm以下の一対の鋼材に、X開先を加工する加工工程と、前記一対の鋼材に対し、2電極以上、6電極以下の多電極サブマージアーク溶接で、フラックスを用いて表裏面からそれぞれ1パスの溶接を実施する溶接工程とを備えている。そして、前記溶接工程に於いて、第1電極の溶接電流を、波形比率が60%以上、90%以下の交流電流とし、その他の電極の溶接電流を、波形比率が70%以上の交流電流、あるいは、マイナスの直流電流として溶接する。また、前記フラックスが、前記フラックスの全質量に対する質量比で、Al2O3:10%以上、50%以下、SiO2:16%以上、30%以下を含有し、更に、MgO、TiO2、CaF2、MnOの内の1種以上を合計で10%以上、60%以下を含有し、前記MgOの含有量は40%以下に制限され、前記TiO2の含有量は20%以下に制限され、前記CaF2の含有量は30%以下に制限され、前記MnOの含有量は20%以下に制限される。このようなサブマージアーク溶接方法を用いれば、低温においても靭性に優れる溶接金属を得ることができるので、寒冷地に設置される風力発電設備の基礎部分の製造を効率的に実施することができるとしている。
一方、厚板の高能率溶接施工法の一つとして、狭開先溶接が提案されている。開先断面積を小さくすることによって、溶接入熱量を低減させることが可能になり、溶接金属および熱影響部の靭性確保が可能となる。しかしながら、単に厚板を狭開先溶接によって溶接すると、高温割れや融合不良が発生しやすくなるという課題がある。
この課題に対し、例えば、特許文献4においては、「狭開先サブマージアーク溶接方法」が開示されている。特許文献4に開示されている溶接方法は、極厚鋼板の狭開先サブマージアーク溶接法において、開先角度:1~5°、ルートギャップ:10~14mmの狭開先の裏面に裏当材を当接し、開先内に鋼粒を開先裏面から10~15mm高さまで散布する。その後、フラックス全質量に対する質量%でAl2O3、TiO2及びCaF2の合計:50~70%、SiO2:10~20%を含有すると共にその他はCaO、MnO、BaO、K2O、Na2O及び不可避不純物よりなる溶融型フラックスを用いて1層1パスの多層盛溶接での狭開先サブマージアーク溶接を行う方法である。この特許文献4によれば、スラグ剥離性及び溶接ビード形状などが良好であって、優れた溶接作業性が得られ、かつ、裏はつりを行うことなく狭開先サブマージアーク溶接をすることができる。また、高温割れやスラグ巻き込み及び融合不良などの溶接欠陥がない健全な溶接部が高能率に得られるとしている。
しかしながら、大入熱溶接によって高能率施工の実現を目的としている特許文献1の発明は、0℃における2mmVノッチシャルピー吸収エネルギーが70J以上の高い靭性が得られる溶接方法を提供することを目的としている。つまり、特許文献1に記載の方法によって溶接された厚板は、-40℃の寒冷な環境での使用には適さない可能性がある。特許文献2においては、溶接金属部の靭性評価は0℃において行っており、特許文献2に記載の方法によって溶接された厚板の-40℃の寒冷な環境での使用は想定されていない。また、特許文献3の発明では、熱影響部の低温靭性について検討されておらず、特許文献3に記載の方法によって溶接された厚板の-40℃の寒冷な環境での使用が可能か不明である。さらに、狭開先溶接によって高能率施工の実現を目的としている特許文献4の発明は、溶接金属および熱影響部の機械的特性への言及がない。
本発明は、上記した従来技術の問題を解決し、50mm以上の板厚を有する鋼板の溶接継手であり、高温割れや融合不良などの溶接欠陥が無い健全な溶接金属を有し、高強度と優れた低温靭性とを兼備した鋼板の溶接継手およびその製造方法を提供することを目的とする。
なお、ここでいう「高強度」とは、JIS Z 3111:2005の規程に準拠して作成した溶接金属の常温の降伏強さ(0.2%耐力)が325MPa以上で、かつその引張強さが520MPa以上、さらに溶接継手の常温の引張強さが520MPa以上であることをいう。また、「優れた低温靭性」とは、JIS Z 3128:2017の規定に準拠して作製した溶接継手の溶接金属および熱影響部についての試験温度:-40℃でのシャルピー衝撃試験の吸収エネルギー(vE-40)が30J以上であることをいう。
[本発明をなすに至った経緯]
本発明者らは、上記した目的を達成するために、まず、50mm以上の板厚を有する鋼板(以下、「母材」と記すことがある。)の溶接継手を高能率、かつ、健全に溶接できる溶接金属形状について鋭意検討した。海洋構造物や洋上風力の基礎の溶接長は全長で1構造物当り1.0kmを超す場合があり、高能率であるためには、溶接金属の層数を低減させることが効果的である。しかしながら、従来の溶接法では、開先壁に沿って溶接を振り分けるため、溶接施工能率は高くない。これに対し、本発明では、溶接を振り分けず、溶接金属1層あたり1パスの溶接施工で多層溶接金属を構成することにより、高能率での溶接施工が可能となることを見出した。ただし、溶接入熱量が大きいと溶接金属および熱影響部の低温靭性が低下する点に留意した。
本発明者らは、上記した目的を達成するために、まず、50mm以上の板厚を有する鋼板(以下、「母材」と記すことがある。)の溶接継手を高能率、かつ、健全に溶接できる溶接金属形状について鋭意検討した。海洋構造物や洋上風力の基礎の溶接長は全長で1構造物当り1.0kmを超す場合があり、高能率であるためには、溶接金属の層数を低減させることが効果的である。しかしながら、従来の溶接法では、開先壁に沿って溶接を振り分けるため、溶接施工能率は高くない。これに対し、本発明では、溶接を振り分けず、溶接金属1層あたり1パスの溶接施工で多層溶接金属を構成することにより、高能率での溶接施工が可能となることを見出した。ただし、溶接入熱量が大きいと溶接金属および熱影響部の低温靭性が低下する点に留意した。
次いで、上述の課題に対し検討した結果、溶接金属の溶着面積が1層当り120.0mm2以下であれば、溶接入熱量が過多にならず、母材への熱影響が十分小さく、低温靭性に優れた溶接部が得られることを知見した。また、1層当り1パスの溶接施工で多層溶接金属を形成するときに、1層あたりの溶着面積を120.0mm2以下としても、溶接層各層の溶接金属の高さH(mm)と幅W(mm)との第2比〔H/W〕が1.00より大きいと、高温割れが発生しやすくなることが分かった。これは溶接金属の凝固過程において、凝固方向と冷却時の引張ひずみの向きが一致することで、デンドライトの会合部に高温割れが発生するためである。したがって、上記の第2比〔H/W〕を1.00以下に制御することで、高温割れの発生を抑制できることを見出した。
さらに、上記を満足するつまり高能率かつ低温靭性に優れた溶接部を得ることのできる開先形状を、鋭意検討した結果、片面溶接であれば、母材間のギャップが6mm以下に設定され、開先角度が20°以下に設定されると、高能率かつ低温靭性に優れた溶接部を得ることができることを知見した。また、両面溶接であれば、母材間のギャップが10mm以下に設定され、開先角度が20°以下に設定されると、高能率かつ低温靭性に優れた溶接部を得ることができることを知見した。しかしながら、母材間のギャップが6mmを超えると、初層の溶接時に融合不良が発生する可能性があることが分かった。このことから、50mm以上の鋼板を高能率で、健全に溶接できる開先形状は、片面溶接と両面溶接とに関わらず、母材間のギャップが6mm以下で、開先角度が20°以下であることが好ましいことを知見した。また、両面溶接によって鋼板同士を溶接することにより、開先面積をより小さくすることが可能であることを知見した。
[本発明の要旨]
本発明は、かかる知見に基づき、さらに検討を加えて完成されたものであって、本発明の要旨は、次のとおりである。
〔1〕板厚T(mm)が50mm以上の鋼板の溶接継手であって、溶接金属が1層あたり1パスの多層からなり、前記溶接金属の溶接線に対して垂直方向の断面積A(mm2)と溶接層数p(層)の第1比〔A/p〕が、120.0mm2/層以下であり、前記溶接金属における各層の高さH(mm)と幅W(mm)との第2比〔H/W〕が、1.00以下である鋼板の溶接継手。
〔2〕〔1〕において、前記溶接金属が、開先角度が20°以下であり、前記鋼板間の最大開先幅が前記板厚Tの50%以下である狭開先による多層盛溶接で施工された鋼板の溶接継手。
〔3〕〔1〕または〔2〕において、前記鋼板の化学組成が、質量%で、C:0.04~0.14%、Si:0.03~0.70%、Mn:0.30~2.50%、P:0.030%以下、S:0.020%以下、Nb:0.001~0.100%、Al:0.001~0.100%、O:0.0100%以下、および、N:0.0100%以下を含み、残部がFeおよび不可避不純物からなり、下記(2)式で定義されるCeqと板厚(T)とが、
0.0004T+0.25≦Ceq≦0.0004T+0.45 ・・・(1)
を満足する化学組成を有し、前記鋼板の表面下1mm位置における転位密度ρが、4.0×1014m-2以下であり、前記鋼板の表面下1mm位置における平均結晶粒径が、15.0μm以下であり、板厚の中心位置における平均結晶粒径が、20.0μm以下である鋼板の溶接継手。
Ceq=[C]+[Mn]/6+([Cr]+[Mo]+[V])/5+([Cu]+[Ni])/15 ・・・(2)
ただし、上記(2)式における各元素記号は、当該元素の含有量(質量%)を表し、当該元素が含有されていない場合は、0とする。
〔4〕〔3〕において、前記鋼板の化学組成が、さらに、質量%で、Cu:2.000%以下、Ni:2.500%以下、Cr:1.500%以下、Mo:1.000%以下、Ti:0.100%以下、V:0.300%以下、B:0.0100%以下、W:0.500%以下、Ca:0.0200%以下、Mg:0.0200%以下、および、REM:0.0500%以下からなる群より選択される1種または2種以上を含む鋼板の溶接継手。
〔5〕〔1〕ないし〔4〕のいずれか一つにおいて、前記溶接金属の化学組成が、質量%で、C:0.04~0.14%、Si:0.03~0.70%、Mn:0.30~2.50%、P:0.030%以下、S:0.020%以下、Nb:0.001~0.100%、Al:0.001~0.100%、Cu:0.001~2.000%、Ni:0.001~2.500%、Cr:0.001~1.500%、Mo:0.001~1.000%、Ti:0.001~0.100%、V:0.001~0.300%、B:0.001~0.020%、O:0.050%以下、および、N:0.010%以下を含み、残部がFeおよび不可避不純物からなる鋼板の溶接継手。
〔6〕〔5〕において、前記溶接金属の化学組成が、さらに、質量%で、W:0.500%以下、Ca:0.0200%以下、Mg:0.0200%以下、および、REM:0.0500%以下からなる群より選択される1種または2種以上を含む鋼板の溶接継手。
〔7〕〔1〕ないし〔6〕のいずれか一つに記載の鋼板の溶接継手の製造方法であって、サブマージアーク溶接によって複数の溶接電極からアークを発生させて溶接する鋼板の溶接継手の製造方法。
本発明は、かかる知見に基づき、さらに検討を加えて完成されたものであって、本発明の要旨は、次のとおりである。
〔1〕板厚T(mm)が50mm以上の鋼板の溶接継手であって、溶接金属が1層あたり1パスの多層からなり、前記溶接金属の溶接線に対して垂直方向の断面積A(mm2)と溶接層数p(層)の第1比〔A/p〕が、120.0mm2/層以下であり、前記溶接金属における各層の高さH(mm)と幅W(mm)との第2比〔H/W〕が、1.00以下である鋼板の溶接継手。
〔2〕〔1〕において、前記溶接金属が、開先角度が20°以下であり、前記鋼板間の最大開先幅が前記板厚Tの50%以下である狭開先による多層盛溶接で施工された鋼板の溶接継手。
〔3〕〔1〕または〔2〕において、前記鋼板の化学組成が、質量%で、C:0.04~0.14%、Si:0.03~0.70%、Mn:0.30~2.50%、P:0.030%以下、S:0.020%以下、Nb:0.001~0.100%、Al:0.001~0.100%、O:0.0100%以下、および、N:0.0100%以下を含み、残部がFeおよび不可避不純物からなり、下記(2)式で定義されるCeqと板厚(T)とが、
0.0004T+0.25≦Ceq≦0.0004T+0.45 ・・・(1)
を満足する化学組成を有し、前記鋼板の表面下1mm位置における転位密度ρが、4.0×1014m-2以下であり、前記鋼板の表面下1mm位置における平均結晶粒径が、15.0μm以下であり、板厚の中心位置における平均結晶粒径が、20.0μm以下である鋼板の溶接継手。
Ceq=[C]+[Mn]/6+([Cr]+[Mo]+[V])/5+([Cu]+[Ni])/15 ・・・(2)
ただし、上記(2)式における各元素記号は、当該元素の含有量(質量%)を表し、当該元素が含有されていない場合は、0とする。
〔4〕〔3〕において、前記鋼板の化学組成が、さらに、質量%で、Cu:2.000%以下、Ni:2.500%以下、Cr:1.500%以下、Mo:1.000%以下、Ti:0.100%以下、V:0.300%以下、B:0.0100%以下、W:0.500%以下、Ca:0.0200%以下、Mg:0.0200%以下、および、REM:0.0500%以下からなる群より選択される1種または2種以上を含む鋼板の溶接継手。
〔5〕〔1〕ないし〔4〕のいずれか一つにおいて、前記溶接金属の化学組成が、質量%で、C:0.04~0.14%、Si:0.03~0.70%、Mn:0.30~2.50%、P:0.030%以下、S:0.020%以下、Nb:0.001~0.100%、Al:0.001~0.100%、Cu:0.001~2.000%、Ni:0.001~2.500%、Cr:0.001~1.500%、Mo:0.001~1.000%、Ti:0.001~0.100%、V:0.001~0.300%、B:0.001~0.020%、O:0.050%以下、および、N:0.010%以下を含み、残部がFeおよび不可避不純物からなる鋼板の溶接継手。
〔6〕〔5〕において、前記溶接金属の化学組成が、さらに、質量%で、W:0.500%以下、Ca:0.0200%以下、Mg:0.0200%以下、および、REM:0.0500%以下からなる群より選択される1種または2種以上を含む鋼板の溶接継手。
〔7〕〔1〕ないし〔6〕のいずれか一つに記載の鋼板の溶接継手の製造方法であって、サブマージアーク溶接によって複数の溶接電極からアークを発生させて溶接する鋼板の溶接継手の製造方法。
本発明は、50mm以上の板厚を有する鋼板の溶接継手であり、高温割れや融合不良などの溶接欠陥が無い健全な溶接金属を有し、高強度と優れた低温靭性とを兼備した狭開先溶接継手であり、産業上格段の効果を奏するものである。
なお、本発明の鋼板の溶接継手は、海洋構造物や洋上風力発電機のみに限定されず、例えば、造船、ラインパイプ、建築用等にも適用可能である。
以下、本発明について詳細に説明する。なお、本発明は以下の実施形態に限定されない。
[溶接継手の断面形状]
本発明に係る溶接継手は、板厚T(mm)が50mm以上の鋼板の突合せ溶接継手において、溶接金属が1層あたり1パスの多層からなり、溶接金属の溶接線に対して垂直方向の断面積A(mm2)と溶接層数p(層)の第1比〔A/p〕が、120.0mm2/層以下で、溶接金属における各層の高さH(mm)と幅W(mm)との第2比〔H/W〕が、1.00以下である鋼板の溶接継手である。
本発明に係る溶接継手は、板厚T(mm)が50mm以上の鋼板の突合せ溶接継手において、溶接金属が1層あたり1パスの多層からなり、溶接金属の溶接線に対して垂直方向の断面積A(mm2)と溶接層数p(層)の第1比〔A/p〕が、120.0mm2/層以下で、溶接金属における各層の高さH(mm)と幅W(mm)との第2比〔H/W〕が、1.00以下である鋼板の溶接継手である。
本発明では、従来の溶接法のように、開先壁に沿って溶接を振り分けることを行わずに、溶接金属1層あたり1パスの溶接施工で溶接金属を構成することにより、高能率での溶接施工が可能となる。
上記の溶接継手の断面形状について、図1に基づいて説明する。
図1に示すように、溶接金属2の溶接線3に対して垂直方向の溶接金属2全体の断面積A(mm2)に対して、溶接層がL1(初層)~Lp(最表面層)までの層数pの施工を行った場合における1層あたりの断面積である第1比〔A/p〕を120.0mm2/層以下とする。すなわち、溶接金属2の溶着面積が1層あたり120.0mm2以下とすれば、溶接入熱量が過多にならず、母材つまり鋼板1への熱影響が十分小さく、低温靭性の優れた溶接金属2が得られるからである。好ましくは、第1比〔A/p〕を60.0mm2/層以下とする。さらに好ましくは、第1比〔A/p〕を45.0mm2/層以下とする。
さらに、溶接金属2における各層の高さH(mm)と幅W(mm)との第2比〔H/W〕が、1.00以下とするものである。例えば、i番目の溶接層(Li)における高さをHi、幅をWiとすると、その第2比〔Hi/Wi〕は、iが1層目(初層)からp層目(最表面層)のいずれにおいても、1.00以下である。ここで、溶接層の高さHは、各層ごとの上部と下部間の距離を表し、幅Wは、前記高さHの中心線における溶接金属2の幅(溶融線間の距離)を表している。断面マクロ観察等により各層ごとの高さHiと幅Wiを測定し、その第2比〔Hi/Wi〕を求める。この第2比〔H/W〕が1.00より大きいと、高温割れが発生しやすくなる可能性がある。これは溶接金属2の凝固過程において、凝固方向と冷却時の引張ひずみの向きが一致することで、デンドライトの会合部に発生することに起因する。したがって、各層の第2比〔H/W〕の最大値を1.00以下に制御することにより、高温割れの発生を抑制できる。好ましくは、第2比〔H/W〕が0.90以下である。
[開先形状]
次に、本発明に係る溶接継手の溶接金属2は、狭開先による1層1パスの多層盛溶接によって施工された溶接金属2である。本発明において、狭開先とは、開先角度が20°以下で、前記母材間つまり互いに突き合せた鋼板1同士の間の最大開先幅が前記板厚Tの50%以下のことを意味する。なお、前記母材間の最大開先幅が、本実施形態の鋼板間の最大開先幅に相当する。
次に、本発明に係る溶接継手の溶接金属2は、狭開先による1層1パスの多層盛溶接によって施工された溶接金属2である。本発明において、狭開先とは、開先角度が20°以下で、前記母材間つまり互いに突き合せた鋼板1同士の間の最大開先幅が前記板厚Tの50%以下のことを意味する。なお、前記母材間の最大開先幅が、本実施形態の鋼板間の最大開先幅に相当する。
片面溶接の場合であれば、母材間のギャップが6mm以下に設定され、かつ、開先角度が20°以下に設定されると、高温割れの発生を抑制できる。また、両面溶接の場合であれば、母材間のギャップが10mm以下に設定され、かつ、開先角度が20°以下に設定されると、高温割れの発生を抑制できる。しかしながら、母材間のギャップが6mmを超えると、初層の溶接時に融合不良が発生する可能性がある。従って、50mm以上の鋼板1を高能率、かつ、健全に溶接できる開先形状は、片面溶接と両面溶接とに関わらず、母材間のギャップが6mm以下で、開先角度が20°以下とすることが好ましい。さらに、開先角度は、4~20°とすることがより好ましい。なお、両面溶接の場合には、開先面積をより小さく施工することができるので、この点で片面溶接より好ましい。さらに、図2、図3および図4のそれぞれ(e)と(f)に示すように、ギャップが0mm、すなわち母材同士が接触している場合には、後述する実施例でも明らかなように、溶接金属2の幅が溶接金属2の高さに相対して小さくなり、溶接ビード形状が梨型に近づく。そのため、溶接金属2の最終凝固部に偏析した不純物が融点を低下させた部分に、溶接ひずみが集中する。そのため、高温割れが発生し、溶接時の融合不良が見られた。したがって、ギャップは0mmを超えることが好ましい。より好ましくは、ギャップは2mm以上である。
[鋼板の化学組成]
続いて、本発明の溶接継手の母材である鋼板1について、説明する。まず、鋼板1としては、炭素鋼または低合金鋼が挙げられる。次に、化学組成について説明するが、以下に述べる化学組成に関する「%」は、特に断らない限り「質量%」を意味する。
続いて、本発明の溶接継手の母材である鋼板1について、説明する。まず、鋼板1としては、炭素鋼または低合金鋼が挙げられる。次に、化学組成について説明するが、以下に述べる化学組成に関する「%」は、特に断らない限り「質量%」を意味する。
[鋼板の基本組成]
本発明に係る溶接継手の鋼板1の化学組成のうち、基本組成は以下の通りである。
本発明に係る溶接継手の鋼板1の化学組成のうち、基本組成は以下の通りである。
C:0.04~0.14%、Si:0.03~0.70%、Mn:0.30~2.50%、P:0.030%以下、S:0.020%以下、Nb:0.001~0.100%、Al:0.001~0.100%、O:0.0100%以下、およびN:0.0100%以下を含み、残部がFeおよび不可避不純物からなる化学組成を有する鋼板1であることが好ましい。
本発明において鋼板1の化学組成を上記のように規定した理由を以下に説明する。
[C:0.04~0.14%]
Cは、鋼板1の強度を最も安価に向上させられる元素であり、またオーステナイト粒界の強化に寄与する元素である。C含有量が0.04%未満であると、オーステナイトの粒界強度が低下し、スラブの熱間割れが生じるため、製造性が著しく低下する。また本発明で目的とする強度を得られない可能性がある。一方、C含有量が0.14%を超えると、鋼板1の溶接性が低下し、靭性も低下することがある。そのため、C含有量は、0.04~0.14%とするのが好ましい。なお、C含有量は0.05~0.12%とするのがより好ましい。
Cは、鋼板1の強度を最も安価に向上させられる元素であり、またオーステナイト粒界の強化に寄与する元素である。C含有量が0.04%未満であると、オーステナイトの粒界強度が低下し、スラブの熱間割れが生じるため、製造性が著しく低下する。また本発明で目的とする強度を得られない可能性がある。一方、C含有量が0.14%を超えると、鋼板1の溶接性が低下し、靭性も低下することがある。そのため、C含有量は、0.04~0.14%とするのが好ましい。なお、C含有量は0.05~0.12%とするのがより好ましい。
[Si:0.03~0.70%]
Siは、脱酸に有効な元素であるが、Si含有量が0.03%未満であると十分な効果を得ることができない可能性がある。一方、Si含有量が0.70%を超えると、鋼板1の溶接性が低下することがある。そのため、Si含有量は、0.03~0.70%とするのが好ましい。なお、Si含有量は0.04~0.60%とするのがより好ましい。
Siは、脱酸に有効な元素であるが、Si含有量が0.03%未満であると十分な効果を得ることができない可能性がある。一方、Si含有量が0.70%を超えると、鋼板1の溶接性が低下することがある。そのため、Si含有量は、0.03~0.70%とするのが好ましい。なお、Si含有量は0.04~0.60%とするのがより好ましい。
[Mn:0.30~2.50%]
Mnは、低コストで鋼の焼入れ性を向上させ、強度を向上させることができる元素である。その効果を得るには0.30%以上のMnを含有するのが好ましい。一方、Mn含有量が2.50%を超えると、鋼板1の溶接性が低下することがある。そのため、Mn含有量は、0.30~2.50%とするのが好ましい。なお、Mn含有量は0.50~2.20%とするのがより好ましい。
Mnは、低コストで鋼の焼入れ性を向上させ、強度を向上させることができる元素である。その効果を得るには0.30%以上のMnを含有するのが好ましい。一方、Mn含有量が2.50%を超えると、鋼板1の溶接性が低下することがある。そのため、Mn含有量は、0.30~2.50%とするのが好ましい。なお、Mn含有量は0.50~2.20%とするのがより好ましい。
[P:0.030%以下]
Pは、粒界を脆化させる作用の大きい元素であり、多量に含有すると、鋼板1の靭性を低下させることがある。そのため、P含有量は、0.030%以下とするのが好ましい。さらに、P含有量は0.025%以下とすることがより好ましい。一方、P含有量は少ないほど好ましいため、P含有量の下限は特に限定されず、0%であってもよい。しかしながら、Pは、不純物として鋼板1中に不可避的に含有される元素であり、過度にP含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、P含有量は、0.001%以上とすることが好ましい。
Pは、粒界を脆化させる作用の大きい元素であり、多量に含有すると、鋼板1の靭性を低下させることがある。そのため、P含有量は、0.030%以下とするのが好ましい。さらに、P含有量は0.025%以下とすることがより好ましい。一方、P含有量は少ないほど好ましいため、P含有量の下限は特に限定されず、0%であってもよい。しかしながら、Pは、不純物として鋼板1中に不可避的に含有される元素であり、過度にP含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、P含有量は、0.001%以上とすることが好ましい。
[S:0.020%以下]
Sは、鋼板1の靭性を低下させることがあるため、S含有量は、0.020%以下とするのが好ましい。さらに、0.010%以下とすることがより好ましい。一方、S含有量は少ないほど好ましいため、S含有量の下限は特に限定されず、0%であってもよい。しかしながら、Sは、不純物として鋼板1中に不可避的に含有される元素であり、過度にS含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、S含有量は、0.0001%以上とすることが好ましい。
Sは、鋼板1の靭性を低下させることがあるため、S含有量は、0.020%以下とするのが好ましい。さらに、0.010%以下とすることがより好ましい。一方、S含有量は少ないほど好ましいため、S含有量の下限は特に限定されず、0%であってもよい。しかしながら、Sは、不純物として鋼板1中に不可避的に含有される元素であり、過度にS含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、S含有量は、0.0001%以上とすることが好ましい。
[Nb:0.001~0.100%]
Nbは、固溶Nbや微細析出したNbCによりオーステナイト組織にひずみが加わった際の再結晶を抑制し、また未再結晶温度域を高温側に上昇させる効果のある元素である。その効果を得るためには、Nbは、0.001%以上含有するのが好ましい。一方、Nb含有量が0.100%を超えると、鋼板1の溶接性を劣化させる可能性がある。そのため、Nb含有量は、0.001~0.100%とするのが好ましい。なお、Nb含有量は0.005~0.075%とするのがより好ましい。Nb含有量は0.005~0.050%とするのが特に好ましい。
Nbは、固溶Nbや微細析出したNbCによりオーステナイト組織にひずみが加わった際の再結晶を抑制し、また未再結晶温度域を高温側に上昇させる効果のある元素である。その効果を得るためには、Nbは、0.001%以上含有するのが好ましい。一方、Nb含有量が0.100%を超えると、鋼板1の溶接性を劣化させる可能性がある。そのため、Nb含有量は、0.001~0.100%とするのが好ましい。なお、Nb含有量は0.005~0.075%とするのがより好ましい。Nb含有量は0.005~0.050%とするのが特に好ましい。
[Al:0.001~0.100%]
Alは、脱酸剤として有効であるとともに、窒化物を形成してオーステナイト粒径を小さくする効果を有する元素である。その効果を得るためには、Al含有量を0.001%以上とすることが好ましい。一方、Al含有量が0.100%を超えると、鋼素材や鋼板1の清浄度が低下し、その結果、鋼板1の延性および靭性が低下する可能性がある。そのため、Al含有量は、0.001~0.100%とするのが好ましい。なお、Al含有量は0.005~0.080%以下とするのがより好ましい。
Alは、脱酸剤として有効であるとともに、窒化物を形成してオーステナイト粒径を小さくする効果を有する元素である。その効果を得るためには、Al含有量を0.001%以上とすることが好ましい。一方、Al含有量が0.100%を超えると、鋼素材や鋼板1の清浄度が低下し、その結果、鋼板1の延性および靭性が低下する可能性がある。そのため、Al含有量は、0.001~0.100%とするのが好ましい。なお、Al含有量は0.005~0.080%以下とするのがより好ましい。
[O:0.0100%以下]
Oは、鋼板1の延性、靭性を低下させる元素であるため、O含有量は、0.0100%以下とするのが好ましい。一方、O含有量は少ないほど好ましいため、O含有量の下限は特に限定されず、0%であってもよい。しかし、Oは、不純物として鋼板1中に不可避的に含有される元素であり、過度にO含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、O含有量は、0.0005%以上とすることが好ましい。
Oは、鋼板1の延性、靭性を低下させる元素であるため、O含有量は、0.0100%以下とするのが好ましい。一方、O含有量は少ないほど好ましいため、O含有量の下限は特に限定されず、0%であってもよい。しかし、Oは、不純物として鋼板1中に不可避的に含有される元素であり、過度にO含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、O含有量は、0.0005%以上とすることが好ましい。
[N:0.0100%以下]
Nは、鋼板1の延性、靭性を低下させる元素であるため、N含有量を0.0100%以下とするのが好ましい。一方、N含有量は少ないほど好ましいため、N含有量の下限は特に限定されず、0%であってもよい。しかし、Nは、不純物として鋼板1中に不可避的に含有される元素であるため、工業的には0%超であってもよい。なお、過度にN含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、N含有量は、0.0005%以上とすることが好ましい。
Nは、鋼板1の延性、靭性を低下させる元素であるため、N含有量を0.0100%以下とするのが好ましい。一方、N含有量は少ないほど好ましいため、N含有量の下限は特に限定されず、0%であってもよい。しかし、Nは、不純物として鋼板1中に不可避的に含有される元素であるため、工業的には0%超であってもよい。なお、過度にN含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、N含有量は、0.0005%以上とすることが好ましい。
[鋼板の任意的選択組成]
本発明の溶接継手の鋼板1は、上記の基本組成により、本発明の目的とする特性は得られるが、強度や溶接性つまり溶接部の靱性や溶接作業性などのさらなる向上を目的として、上述の基本組成に加えて、必要に応じて下記の任意的選択組成を含有することが好ましい。
本発明の溶接継手の鋼板1は、上記の基本組成により、本発明の目的とする特性は得られるが、強度や溶接性つまり溶接部の靱性や溶接作業性などのさらなる向上を目的として、上述の基本組成に加えて、必要に応じて下記の任意的選択組成を含有することが好ましい。
任意的選択組成としては、例えば、Cu:2.000%以下、Ni:2.500%以下、Cr:1.500%以下、Mo:1.000%以下、Ti:0.100%以下、V:0.300%以下、B:0.0100%以下、W:0.500%以下、Ca:0.0200%以下、Mg:0.0200%以下、およびREM:0.0500%以下からなる群より選択される1種または2種以上である。
[Cu:2.000%以下]
Cuは、鋼板1の靭性を大きく劣化させることなく鋼板1の強度を向上させることができる元素である。一方、Cu含有量が2.000%を超えると、スケール直下に生成するCu濃化層に起因する熱間割れが問題となる可能性がある。そのため、Cuを含有する場合は、Cu含有量を2.000%以下とすることが好ましい。なお、より好ましくは、Cu含有量は0.010~1.500%である。
Cuは、鋼板1の靭性を大きく劣化させることなく鋼板1の強度を向上させることができる元素である。一方、Cu含有量が2.000%を超えると、スケール直下に生成するCu濃化層に起因する熱間割れが問題となる可能性がある。そのため、Cuを含有する場合は、Cu含有量を2.000%以下とすることが好ましい。なお、より好ましくは、Cu含有量は0.010~1.500%である。
[Ni:2.500%以下]
Niは、鋼板1の焼入れ性を高めるとともに、靭性を向上させる効果を有する元素である。一方、Ni含有量が2.500%を超えると製造コストの増加が問題となることがある。そのため、Niを含有する場合は、Ni含有量を2.500%以下とすることが好ましい。なお、より好ましくは、Ni含有量は0.010~2.000%である。
Niは、鋼板1の焼入れ性を高めるとともに、靭性を向上させる効果を有する元素である。一方、Ni含有量が2.500%を超えると製造コストの増加が問題となることがある。そのため、Niを含有する場合は、Ni含有量を2.500%以下とすることが好ましい。なお、より好ましくは、Ni含有量は0.010~2.000%である。
[Cr:1.500%以下]
Crは、鋼板1の焼入れ性を向上させることにより鋼板1の強度を向上させることができる元素である。一方、Cr含有量が1.500%を超えると、溶接性が低下する可能性がある。そのため、Crを含有する場合は、Cr含有量を1.500%以下とすることが好ましい。なお、より好ましくは、Cr含有量は0.010~1.200%である。
Crは、鋼板1の焼入れ性を向上させることにより鋼板1の強度を向上させることができる元素である。一方、Cr含有量が1.500%を超えると、溶接性が低下する可能性がある。そのため、Crを含有する場合は、Cr含有量を1.500%以下とすることが好ましい。なお、より好ましくは、Cr含有量は0.010~1.200%である。
[Mo:1.000%以下]
Moは、鋼板1の焼入れ性を向上させることにより鋼板1の強度を向上させることができる元素である。一方、Mo含有量が1.000%を超えると、溶接性が低下する可能性がある。そのため、Moを含有する場合は、Mo含有量を1.000%以下とすることが好ましい。なお、より好ましくは、Mo含有量は0.010~0.800%である。
Moは、鋼板1の焼入れ性を向上させることにより鋼板1の強度を向上させることができる元素である。一方、Mo含有量が1.000%を超えると、溶接性が低下する可能性がある。そのため、Moを含有する場合は、Mo含有量を1.000%以下とすることが好ましい。なお、より好ましくは、Mo含有量は0.010~0.800%である。
[Ti:0.100%以下]
Tiは、TiNとして析出することで結晶粒界の移動をピン止めし、粒成長を抑制する効果を有する元素である。一方、Ti含有量が0.100%を超えると、鋼板1の組織の清浄度が低下し、その結果、延性および靭性が低下する可能性がある。そのため、Tiを含有する場合は、Ti含有量を0.100%以下とすることが好ましい。なお、より好ましくは、Ti含有量は0.001~0.080%である。
Tiは、TiNとして析出することで結晶粒界の移動をピン止めし、粒成長を抑制する効果を有する元素である。一方、Ti含有量が0.100%を超えると、鋼板1の組織の清浄度が低下し、その結果、延性および靭性が低下する可能性がある。そのため、Tiを含有する場合は、Ti含有量を0.100%以下とすることが好ましい。なお、より好ましくは、Ti含有量は0.001~0.080%である。
[V:0.300%以下]
Vは、鋼板1の焼入れ性の向上とともに、炭窒化物の生成により鋼板1の強度を向上させることができる元素である。一方、V含有量が0.300%を超えると、溶接性が低下する可能性がある。そのため、Vを含有する場合は、V含有量を0.300%以下とすることが好ましい。なお、より好ましくは、V含有量は0.010~0.250%である。
Vは、鋼板1の焼入れ性の向上とともに、炭窒化物の生成により鋼板1の強度を向上させることができる元素である。一方、V含有量が0.300%を超えると、溶接性が低下する可能性がある。そのため、Vを含有する場合は、V含有量を0.300%以下とすることが好ましい。なお、より好ましくは、V含有量は0.010~0.250%である。
[B:0.0100%以下]
Bは、極微量の添加で鋼の焼入れ性を向上させることにより、鋼板1の強度を向上させる効果を有する元素である。一方、B含有量が0.0100%を超えると、溶接性が低下する可能性がある。そのため、Bを含有する場合は、B含有量を0.0100%以下とすることが好ましい。なお、より好ましくは、B含有量は0.0001~0.0070%である。
Bは、極微量の添加で鋼の焼入れ性を向上させることにより、鋼板1の強度を向上させる効果を有する元素である。一方、B含有量が0.0100%を超えると、溶接性が低下する可能性がある。そのため、Bを含有する場合は、B含有量を0.0100%以下とすることが好ましい。なお、より好ましくは、B含有量は0.0001~0.0070%である。
[W:0.500%以下]
Wは、鋼の焼入れ性を向上させることにより、鋼板1の強度を向上させることができる元素である。一方、W含有量が0.500%を超えると、溶接性が低下する可能性がある。そのため、Wを含有する場合は、W含有量を0.500%以下とすることが好ましい。なお、より好ましくは、W含有量は0.010~0.400%である。
Wは、鋼の焼入れ性を向上させることにより、鋼板1の強度を向上させることができる元素である。一方、W含有量が0.500%を超えると、溶接性が低下する可能性がある。そのため、Wを含有する場合は、W含有量を0.500%以下とすることが好ましい。なお、より好ましくは、W含有量は0.010~0.400%である。
[Ca:0.0200%以下]
Caは、高温での安定性が高い酸硫化物を形成することで溶接性を向上させる元素である。一方、Ca含有量が0.0200%を超えると、清浄度が低下して鋼板1の靭性が損なわれることがある。そのため、Caを含有する場合は、Ca含有量を0.0200%以下とすることが好ましい。なお、より好ましくは、Ca含有量は0.0001~0.0180%である。
Caは、高温での安定性が高い酸硫化物を形成することで溶接性を向上させる元素である。一方、Ca含有量が0.0200%を超えると、清浄度が低下して鋼板1の靭性が損なわれることがある。そのため、Caを含有する場合は、Ca含有量を0.0200%以下とすることが好ましい。なお、より好ましくは、Ca含有量は0.0001~0.0180%である。
[Mg:0.0200%以下]
Mgは、高温での安定性が高い酸硫化物を形成することで鋼板1の溶接性を向上させる元素である。一方、Mg含有量が0.0200%を超えると、Mgの添加効果が飽和して含有量に見合う効果が期待できず、経済的に不利となる可能性がある。そのため、Mgを含有する場合は、Mg含有量を0.0200%以下とすることが好ましい。なお、より好ましくは、Mg含有量は0.0001~0.0180%である。
Mgは、高温での安定性が高い酸硫化物を形成することで鋼板1の溶接性を向上させる元素である。一方、Mg含有量が0.0200%を超えると、Mgの添加効果が飽和して含有量に見合う効果が期待できず、経済的に不利となる可能性がある。そのため、Mgを含有する場合は、Mg含有量を0.0200%以下とすることが好ましい。なお、より好ましくは、Mg含有量は0.0001~0.0180%である。
[REM:0.0500%以下]
REM(希土類金属)は、高温での安定性が高い酸硫化物を形成することで鋼板1の溶接性を向上させる元素である。一方、REM含有量が0.0500%を超えると、REMの添加効果が飽和して含有量に見合う効果が期待できず、経済的に不利となる可能性がある。そのため、REMを含有する場合は、REM含有量を0.0500%以下とすることが好ましい。なお、より好ましくは、REM含有量は0.0001~0.0450%である。
REM(希土類金属)は、高温での安定性が高い酸硫化物を形成することで鋼板1の溶接性を向上させる元素である。一方、REM含有量が0.0500%を超えると、REMの添加効果が飽和して含有量に見合う効果が期待できず、経済的に不利となる可能性がある。そのため、REMを含有する場合は、REM含有量を0.0500%以下とすることが好ましい。なお、より好ましくは、REM含有量は0.0001~0.0450%である。
[鋼板の残部組成]
本発明の溶接継手の鋼板1は、以上の化学組成以外の残部は、Feおよび不可避不純物である。なお、不可避不純物としては、H、Zn、Re、Co、Sb、Biなどが例示でき、合計で0.0100%以下であれば許容できる。また、前述の基本組成および選択組成を満足する限り、これら以外の元素を含有させても良く、そのような実施態様も本発明の技術的範囲に含まれる。
本発明の溶接継手の鋼板1は、以上の化学組成以外の残部は、Feおよび不可避不純物である。なお、不可避不純物としては、H、Zn、Re、Co、Sb、Biなどが例示でき、合計で0.0100%以下であれば許容できる。また、前述の基本組成および選択組成を満足する限り、これら以外の元素を含有させても良く、そのような実施態様も本発明の技術的範囲に含まれる。
[Ceq:equivalent carbon content]
さらに、上記の鋼板1の化学組成は、次の条件を満足するのがさらに好ましい。
Ceqと板厚T(mm)の関係が、
0.0004T+0.25≦Ceq≦0.0004T+0.45 ・・・(1)
を満足するものである。
ここで、Ceqは、下記(2)式で定義されるもので、含有元素による鋼の焼入れ性の指標である。
Ceq=[C]+[Mn]/6+([Cr]+[Mo]+[V])/5+([Cu]+[Ni])/15・・・(2)
ただし、上述した(2)式における各元素記号は、当該元素の含有量(質量%)を表し、当該元素が含有されていない場合は、0とする。
さらに、上記の鋼板1の化学組成は、次の条件を満足するのがさらに好ましい。
Ceqと板厚T(mm)の関係が、
0.0004T+0.25≦Ceq≦0.0004T+0.45 ・・・(1)
を満足するものである。
ここで、Ceqは、下記(2)式で定義されるもので、含有元素による鋼の焼入れ性の指標である。
Ceq=[C]+[Mn]/6+([Cr]+[Mo]+[V])/5+([Cu]+[Ni])/15・・・(2)
ただし、上述した(2)式における各元素記号は、当該元素の含有量(質量%)を表し、当該元素が含有されていない場合は、0とする。
本発明において、目的とする高強度組織を得るためには、ある鋼板1の板厚Tに応じた冷却速度および板厚Tに応じた合金添加量を制御する必要があり、Ceqが(0.0004T+0.25)未満であると必要な鋼板1の強度が得られない可能性がある。一方、Ceqが(0.0004T+0.45)よりも大きくなると、鋼板1の板厚中心位置に比べて冷却速度の速い鋼板表面において、強度が高くなりすぎ、鋼板1の表面の低温靭性が低位となる可能性がある。そのため、上述した(1)式を満たすことが好ましい。
なお、より好ましくは、
0.0004T+0.27≦Ceq≦0.0004T+0.43
である。
なお、より好ましくは、
0.0004T+0.27≦Ceq≦0.0004T+0.43
である。
[溶接金属の化学組成]
続いて、本発明の溶接継手の溶接金属2の化学組成について、説明する。なお、化学組成に関する「%」は、特に断らない限り「質量%」を意味する。
続いて、本発明の溶接継手の溶接金属2の化学組成について、説明する。なお、化学組成に関する「%」は、特に断らない限り「質量%」を意味する。
[溶接金属の基本組成]
本発明に係る溶接継手の溶接金属2の化学組成のうち、基本組成は以下の通りである。
本発明に係る溶接継手の溶接金属2の化学組成のうち、基本組成は以下の通りである。
C:0.04~0.14%、Si:0.03~0.70%、Mn:0.30~2.50%、P:0.030%以下、S:0.020%以下、Nb:0.001~0.100%、Al:0.001~0.100%、Cu:0.001~2.000%、Ni:0.001~2.500%、Cr:0.001~1.500%、Mo:0.001~1.000%、Ti:0.001~0.1000%、V:0.001~0.300%、B:0.001~0.020%、O:0.050%以下、およびN:0.010%以下を含み、残部がFe及び不可避不純物からなる化学組成を有する溶接金属2であることが好ましい。
そこで、本発明において溶接金属2の化学組成を上記のように規定した理由を説明する。
なお、各組成の溶接金属2への添加(含有)は、鋼板1、フラックスまたは溶接材料であるワイヤのいずれかからでも添加することができる。
[C:0.04~0.14%]
Cは、固溶強化により、溶接金属2の強度を上昇させる作用を有する元素であり、またオーステナイト粒界の強化に寄与する元素である。C含有量が0.04%未満であると、オーステナイトの粒界強度が低下し、本発明で目的とする強度を得られない可能性がある。一方、C含有量が0.14%を超えると、溶接割れの発生を促し、溶接金属2の低温靭性も低下することがある。そのため、C含有量は、0.04~0.14%とするのが好ましい。なお、C含有量は0.05~0.12%とするのがより好ましい。
Cは、固溶強化により、溶接金属2の強度を上昇させる作用を有する元素であり、またオーステナイト粒界の強化に寄与する元素である。C含有量が0.04%未満であると、オーステナイトの粒界強度が低下し、本発明で目的とする強度を得られない可能性がある。一方、C含有量が0.14%を超えると、溶接割れの発生を促し、溶接金属2の低温靭性も低下することがある。そのため、C含有量は、0.04~0.14%とするのが好ましい。なお、C含有量は0.05~0.12%とするのがより好ましい。
[Si:0.03~0.70%]
Siは、脱酸剤として作用するとともに、溶接金属2の粘性を高め、溶接ビード形状を安定的に保持する効果がある。そのような効果を得るためには、Si含有量が0.03%以上含有することが好ましい。しかし、Si含有量が0.70%を超えると、溶接金属2の低温靭性を低下させる可能性がある。また、Siは、凝固時に偏析し、凝固セル界面に液相を生成するため、耐溶接割れ性を低下させる可能性がある。そのため、Si含有量は、0.03~0.70%とするのが好ましい。なお、Si含有量は0.04~0.60%とするのがより好ましい。
Siは、脱酸剤として作用するとともに、溶接金属2の粘性を高め、溶接ビード形状を安定的に保持する効果がある。そのような効果を得るためには、Si含有量が0.03%以上含有することが好ましい。しかし、Si含有量が0.70%を超えると、溶接金属2の低温靭性を低下させる可能性がある。また、Siは、凝固時に偏析し、凝固セル界面に液相を生成するため、耐溶接割れ性を低下させる可能性がある。そのため、Si含有量は、0.03~0.70%とするのが好ましい。なお、Si含有量は0.04~0.60%とするのがより好ましい。
[Mn:0.30~2.50%]
Mnは、低コストで溶接金属2の焼入れ性を向上させ、強度を向上させることができる元素である。その効果を得るには0.30%以上のMnを含有するのが好ましい。一方、Mn含有量が2.50%を超えると、凝固時にMn偏析が発生し、高温割れを誘発するため、鋼板1の溶接性が低下する可能性がある。そのため、Mn含有量は、0.30~2.50%とするのが好ましい。なお、Mn含有量は0.50~2.20%がより好ましい。
Mnは、低コストで溶接金属2の焼入れ性を向上させ、強度を向上させることができる元素である。その効果を得るには0.30%以上のMnを含有するのが好ましい。一方、Mn含有量が2.50%を超えると、凝固時にMn偏析が発生し、高温割れを誘発するため、鋼板1の溶接性が低下する可能性がある。そのため、Mn含有量は、0.30~2.50%とするのが好ましい。なお、Mn含有量は0.50~2.20%がより好ましい。
[P:0.030%以下]
Pは、粒界を脆化させる作用の大きい元素であり、多量に含有すると、溶接金属2の低温靭性を低下させ、また、凝固時に界面に偏析し、高温割れを誘発する可能性がある。そのため、P含有量は、0.030%以下とするのが好ましい。P含有量は0.025%以下とすることがより好ましい。一方、P含有量は少ないほど好ましいため、P含有量の下限は特に限定されず、0%であってもよい。しかしながら、Pは、不純物として溶接金属2中に不可避的に含有される元素であり、過度にP含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招く可能性があり、P含有量は、0.001%以上とすることが好ましい。
Pは、粒界を脆化させる作用の大きい元素であり、多量に含有すると、溶接金属2の低温靭性を低下させ、また、凝固時に界面に偏析し、高温割れを誘発する可能性がある。そのため、P含有量は、0.030%以下とするのが好ましい。P含有量は0.025%以下とすることがより好ましい。一方、P含有量は少ないほど好ましいため、P含有量の下限は特に限定されず、0%であってもよい。しかしながら、Pは、不純物として溶接金属2中に不可避的に含有される元素であり、過度にP含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招く可能性があり、P含有量は、0.001%以上とすることが好ましい。
[S:0.020%以下]
Sは、溶接金属2の低温衝撃靭性を低下させ、また、凝固時に界面に偏析し、高温割れを誘発する可能性があるため、S含有量は、0.020%以下とするのが好ましい。S含有量は0.010%以下とすることがより好ましい。一方、S含有量は少ないほど好ましいため、S含有量の下限は特に限定されず、0%であってもよい。しかしながら、Sは、不純物として溶接金属2中に不可避的に含有される元素であり、過度にS含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招く可能性があり、S含有量は、0.0001%以上とすることが好ましい。
Sは、溶接金属2の低温衝撃靭性を低下させ、また、凝固時に界面に偏析し、高温割れを誘発する可能性があるため、S含有量は、0.020%以下とするのが好ましい。S含有量は0.010%以下とすることがより好ましい。一方、S含有量は少ないほど好ましいため、S含有量の下限は特に限定されず、0%であってもよい。しかしながら、Sは、不純物として溶接金属2中に不可避的に含有される元素であり、過度にS含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招く可能性があり、S含有量は、0.0001%以上とすることが好ましい。
[Nb:0.001~0.100%]
Nbは、炭化物形成元素であり、炭化物を析出させて、溶接金属2の強度向上に寄与する元素である。また、Nbは、溶接金属2の凝固セル界面に炭化物を析出させて、高温割れの発生抑制に寄与する。その効果を得るためには、Nbは、0.001%以上含有するのが好ましい。一方、Nb含有量が0.100%を超えると、炭化物を粗大化させ、破壊の発生起点となり、極低温での靭性の低下を招く可能性がある。そのため、Nb含有量は、0.001~0.100%とするのが好ましい。なお、Nb含有量は0.005~0.075%がより好ましい。Nb含有量は0.005~0.050%とするのが特に好ましい。
Nbは、炭化物形成元素であり、炭化物を析出させて、溶接金属2の強度向上に寄与する元素である。また、Nbは、溶接金属2の凝固セル界面に炭化物を析出させて、高温割れの発生抑制に寄与する。その効果を得るためには、Nbは、0.001%以上含有するのが好ましい。一方、Nb含有量が0.100%を超えると、炭化物を粗大化させ、破壊の発生起点となり、極低温での靭性の低下を招く可能性がある。そのため、Nb含有量は、0.001~0.100%とするのが好ましい。なお、Nb含有量は0.005~0.075%がより好ましい。Nb含有量は0.005~0.050%とするのが特に好ましい。
[Al:0.001~0.100%]
Alは、脱酸剤として作用し、溶接金属2の粘性を高め、溶接ビード形状を安定的に保持する重要な作用を有する。その効果を得るためには、Al含有量を0.001%以上とすることが好ましい。一方、Al含有量が0.100%を超えると、溶接金属2の清浄度が低下し、その結果、延性および靭性が低下する可能性がある。延性が低下すると、溶接時に高温割れの一種である延性低下割れが発生する可能性が高まる。さらに、溶接金属2の粘性が高くなりすぎて、溶接ビードが広がらず融合不良などの欠陥が増加する可能性がある。そのため、Al含有量は、0.001~0.100%とするのが好ましい。なお、Al含有量は0.005~0.080%とするのがより好ましい。
Alは、脱酸剤として作用し、溶接金属2の粘性を高め、溶接ビード形状を安定的に保持する重要な作用を有する。その効果を得るためには、Al含有量を0.001%以上とすることが好ましい。一方、Al含有量が0.100%を超えると、溶接金属2の清浄度が低下し、その結果、延性および靭性が低下する可能性がある。延性が低下すると、溶接時に高温割れの一種である延性低下割れが発生する可能性が高まる。さらに、溶接金属2の粘性が高くなりすぎて、溶接ビードが広がらず融合不良などの欠陥が増加する可能性がある。そのため、Al含有量は、0.001~0.100%とするのが好ましい。なお、Al含有量は0.005~0.080%とするのがより好ましい。
[Cu:0.001~2.000%]
Cuは、溶接金属2の靭性を大きく劣化させることなく溶接金属2の強度を向上させることができる元素である。その効果を得るためには、Cu含有量を0.001%以上とすることが好ましい。一方、Cu含有量が2.000%を超えて多量に含有すると、凝固時に偏析し、高温割れを誘発する可能性がある。そのため、Cuを含有する場合は、Cu含有量を2.000%以下とすることが好ましい。なお、より好ましくは、Cu含有量は0.005~1.500%である。
Cuは、溶接金属2の靭性を大きく劣化させることなく溶接金属2の強度を向上させることができる元素である。その効果を得るためには、Cu含有量を0.001%以上とすることが好ましい。一方、Cu含有量が2.000%を超えて多量に含有すると、凝固時に偏析し、高温割れを誘発する可能性がある。そのため、Cuを含有する場合は、Cu含有量を2.000%以下とすることが好ましい。なお、より好ましくは、Cu含有量は0.005~1.500%である。
[Ni:0.001~2.500%]
Niは、溶接金属2の焼入れ性を高めるとともに、靭性を向上させる効果を有する元素である。その効果を得るためには、Ni含有量を0.001%以上とすることが好ましい。しかしながら、Niは、高価な元素であり、Ni含有量が2.500%を超える場合は、経済的に不利となる可能性がある。そのため、Niを含有する場合は、Ni含有量を2.500%以下とすることが好ましい。なお、より好ましくは、Ni含有量は0.010~2.000%である。
Niは、溶接金属2の焼入れ性を高めるとともに、靭性を向上させる効果を有する元素である。その効果を得るためには、Ni含有量を0.001%以上とすることが好ましい。しかしながら、Niは、高価な元素であり、Ni含有量が2.500%を超える場合は、経済的に不利となる可能性がある。そのため、Niを含有する場合は、Ni含有量を2.500%以下とすることが好ましい。なお、より好ましくは、Ni含有量は0.010~2.000%である。
[Cr:0.001~1.500%]
Crは、溶接金属2の焼入れ性を向上させることにより溶接金属2の強度を向上させることができる元素である。その効果を得るためには、Cr含有量を0.001%以上とすることが好ましい。一方、Cr含有量が1.500%を超えると、溶接性が低下する可能性がある。また、Cr炭化物が生成し、低温靭性の低下を招く可能性がある。そのため、Crを含有する場合は、Cr含有量を1.500%以下とすることが好ましい。なお、より好ましくは、Cr含有量は0.010~1.200%である。
Crは、溶接金属2の焼入れ性を向上させることにより溶接金属2の強度を向上させることができる元素である。その効果を得るためには、Cr含有量を0.001%以上とすることが好ましい。一方、Cr含有量が1.500%を超えると、溶接性が低下する可能性がある。また、Cr炭化物が生成し、低温靭性の低下を招く可能性がある。そのため、Crを含有する場合は、Cr含有量を1.500%以下とすることが好ましい。なお、より好ましくは、Cr含有量は0.010~1.200%である。
[Mo:0.001~1.000%]
Moは、溶接金属2の焼入れ性を向上させることにより溶接金属2の強度を向上させることができる元素である。その効果を得るためには、Mo含有量を0.001%以上とすることが好ましい。一方、Mo含有量が1.000%を超えると、溶接性が低下する可能性がある。そのため、Moを含有する場合は、Mo含有量を1.000%以下とすることが好ましい。なお、より好ましくは、Mo含有量は0.010~0.800%である。
Moは、溶接金属2の焼入れ性を向上させることにより溶接金属2の強度を向上させることができる元素である。その効果を得るためには、Mo含有量を0.001%以上とすることが好ましい。一方、Mo含有量が1.000%を超えると、溶接性が低下する可能性がある。そのため、Moを含有する場合は、Mo含有量を1.000%以下とすることが好ましい。なお、より好ましくは、Mo含有量は0.010~0.800%である。
[Ti:0.001~0.100%]
Tiは、溶接金属2中に微細な炭窒化物として析出し、溶接金属2の強度を向上させることが出来る元素である。その効果を得るためには、Ti含有量を0.001%以上とすることが好ましい。一方、Ti含有量が0.100%を超えると、溶接金属2の組織の清浄度が低下し、その結果、延性および靭性が低下する可能性がある。そのため、Tiを含有する場合は、Ti含有量を0.100%以下とすることが好ましい。なお、より好ましくは、Ti含有量は0.005~0.080%である。
Tiは、溶接金属2中に微細な炭窒化物として析出し、溶接金属2の強度を向上させることが出来る元素である。その効果を得るためには、Ti含有量を0.001%以上とすることが好ましい。一方、Ti含有量が0.100%を超えると、溶接金属2の組織の清浄度が低下し、その結果、延性および靭性が低下する可能性がある。そのため、Tiを含有する場合は、Ti含有量を0.100%以下とすることが好ましい。なお、より好ましくは、Ti含有量は0.005~0.080%である。
[V:0.001~0.300%]
Vは、溶接金属2の焼入れ性の向上とともに、炭窒化物の生成により溶接金属2の強度を向上させることができる元素である。その効果を得るためには、V含有量を0.001%以上とすることが好ましい。一方、V含有量が0.300%を超えると、溶接性が低下する可能性がある。そのため、Vを含有する場合は、V含有量を0.300%以下とすることが好ましい。なお、より好ましくは、V含有量は0.005~0.250%である。
Vは、溶接金属2の焼入れ性の向上とともに、炭窒化物の生成により溶接金属2の強度を向上させることができる元素である。その効果を得るためには、V含有量を0.001%以上とすることが好ましい。一方、V含有量が0.300%を超えると、溶接性が低下する可能性がある。そのため、Vを含有する場合は、V含有量を0.300%以下とすることが好ましい。なお、より好ましくは、V含有量は0.005~0.250%である。
[B:0.001~0.020%]
Bは、極微量の添加で焼入れ性を向上させることにより、溶接金属2の強度を向上させる効果を有する元素である。その効果を得るためには、B含有量を0.001%以上とすることが好ましい。一方、B含有量が0.020%を超えると、溶接性が低下する可能性がある。そのため、Bを含有する場合は、B含有量を0.020%以下とすることが好ましい。なお、より好ましくは、B含有量は0.005~0.018%である。
Bは、極微量の添加で焼入れ性を向上させることにより、溶接金属2の強度を向上させる効果を有する元素である。その効果を得るためには、B含有量を0.001%以上とすることが好ましい。一方、B含有量が0.020%を超えると、溶接性が低下する可能性がある。そのため、Bを含有する場合は、B含有量を0.020%以下とすることが好ましい。なお、より好ましくは、B含有量は0.005~0.018%である。
[O:0.050%以下]
Oは、溶接金属2の延性、靭性を低下させる元素であるため、O含有量を0.050%以下とするのが好ましい。一方、O含有量は、少ないほど好ましいため、O含有量の下限は特に限定されず、0%であってもよい。しかし、Oは、不純物として溶接金属2中に不可避的に含有される元素であり、過度にO含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、O含有量は、0.0005%以上とすることが好ましい。
Oは、溶接金属2の延性、靭性を低下させる元素であるため、O含有量を0.050%以下とするのが好ましい。一方、O含有量は、少ないほど好ましいため、O含有量の下限は特に限定されず、0%であってもよい。しかし、Oは、不純物として溶接金属2中に不可避的に含有される元素であり、過度にO含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、O含有量は、0.0005%以上とすることが好ましい。
[N:0.010%以下]
Nは、溶接金属2の延性、靭性を低下させる元素であるため、N含有量を0.010%以下とするのが好ましい。一方、N含有量は、少ないほど好ましいため、N含有量の下限は特に限定されず、0%であってもよい。しかし、Nは、不純物として溶接金属2中に不可避的に含有される元素であるため、工業的には0%超であってもよい。なお、過度にN含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、N含有量は、0.0005%以上とすることが好ましい。
Nは、溶接金属2の延性、靭性を低下させる元素であるため、N含有量を0.010%以下とするのが好ましい。一方、N含有量は、少ないほど好ましいため、N含有量の下限は特に限定されず、0%であってもよい。しかし、Nは、不純物として溶接金属2中に不可避的に含有される元素であるため、工業的には0%超であってもよい。なお、過度にN含有量が少ない場合は、精錬時間の増加や精錬コストの上昇を招くため、N含有量は、0.0005%以上とすることが好ましい。
[溶接金属の任意的選択組成]
本発明の溶接金属2は、上述した基本組成とすることで、本発明の目的とする特性は得られるが、強度や溶接性すなわち溶接部の靱性や溶接作業性などのさらなる向上を目的として、上述の基本組成に加えて、必要に応じて下記の任意的選択組成を含有することが好ましい。
本発明の溶接金属2は、上述した基本組成とすることで、本発明の目的とする特性は得られるが、強度や溶接性すなわち溶接部の靱性や溶接作業性などのさらなる向上を目的として、上述の基本組成に加えて、必要に応じて下記の任意的選択組成を含有することが好ましい。
W:0.500%以下、Ca:0.0200%以下、Mg:0.0200%以下、およびREM:0.0500%以下からなる群より選択される1種または2種以上である。
[W:0.500%以下]
Wは、溶接金属2の焼入れ性を向上させることにより、溶接金属2の強度を向上させることができる元素である。一方、W含有量が0.500%を超えると、溶接性が低下する可能性がある。そのため、Wを含有する場合は、W含有量を0.500%以下とすることが好ましい。なお、より好ましくは、W含有量は0.010~0.400%である。
Wは、溶接金属2の焼入れ性を向上させることにより、溶接金属2の強度を向上させることができる元素である。一方、W含有量が0.500%を超えると、溶接性が低下する可能性がある。そのため、Wを含有する場合は、W含有量を0.500%以下とすることが好ましい。なお、より好ましくは、W含有量は0.010~0.400%である。
[Ca:0.0200%以下]
Caは、高温での安定性が高い酸硫化物を形成することで溶接金属2の溶接性を向上させる元素である。一方、Ca含有量が0.0200%を超えると、清浄度が低下して溶接金属2の靭性が損なわれる可能性がある。そのため、Caを含有する場合は、Ca含有量を0.0200%以下とすることが好ましい。なお、より好ましくは、Ca含有量は0.0001~0.0180%である。
Caは、高温での安定性が高い酸硫化物を形成することで溶接金属2の溶接性を向上させる元素である。一方、Ca含有量が0.0200%を超えると、清浄度が低下して溶接金属2の靭性が損なわれる可能性がある。そのため、Caを含有する場合は、Ca含有量を0.0200%以下とすることが好ましい。なお、より好ましくは、Ca含有量は0.0001~0.0180%である。
[Mg:0.0200%以下]
Mgは、高温での安定性が高い酸硫化物を形成することで溶接金属2の溶接性を向上させる元素である。一方、Mg含有量が0.0200%を超えると、Mgの添加効果が飽和して含有量に見合う効果が期待できず、経済的に不利となる可能性がある。そのため、Mgを含有する場合は、Mg含有量を0.0200%以下とすることが好ましい。なお、より好ましくは、Mg含有量は0.0001~0.0180%である。
Mgは、高温での安定性が高い酸硫化物を形成することで溶接金属2の溶接性を向上させる元素である。一方、Mg含有量が0.0200%を超えると、Mgの添加効果が飽和して含有量に見合う効果が期待できず、経済的に不利となる可能性がある。そのため、Mgを含有する場合は、Mg含有量を0.0200%以下とすることが好ましい。なお、より好ましくは、Mg含有量は0.0001~0.0180%である。
[REM:0.0500%以下]
REM(希土類金属)は、高温での安定性が高い酸硫化物を形成することで溶接金属2の溶接性を向上させる元素である。一方、REM含有量が0.0500%を超えると、REMの添加効果が飽和して含有量に見合う効果が期待できず、経済的に不利となる可能性がある。そのため、REMを含有する場合は、REM含有量を0.0500%以下とすることが好ましい。なお、より好ましくは、REM含有量は0.0001~0.0450%である。
REM(希土類金属)は、高温での安定性が高い酸硫化物を形成することで溶接金属2の溶接性を向上させる元素である。一方、REM含有量が0.0500%を超えると、REMの添加効果が飽和して含有量に見合う効果が期待できず、経済的に不利となる可能性がある。そのため、REMを含有する場合は、REM含有量を0.0500%以下とすることが好ましい。なお、より好ましくは、REM含有量は0.0001~0.0450%である。
[溶接金属の残部組成]
本発明の溶接金属2の化学組成のうち、上述した化学組成以外の化学組成つまり残部は、Feおよび不可避不純物である。なお、不可避不純物とは、溶接の過程で、溶接ワイヤ、フラックス、鋼板1、周辺雰囲気等から溶接金属2に混入する成分であり、意図的に溶接金属2に含有させたものではない成分のことをいう。不可避不純物としては、H、Zn、Re、Co、Sb、Biなどが例示でき、合計で0.0100%以下であれば許容できる。また、前述の基本組成および選択組成を満足する限り、これら以外の元素を含有させても良く、そのような実施態様も本発明の技術的範囲に含まれる。
本発明の溶接金属2の化学組成のうち、上述した化学組成以外の化学組成つまり残部は、Feおよび不可避不純物である。なお、不可避不純物とは、溶接の過程で、溶接ワイヤ、フラックス、鋼板1、周辺雰囲気等から溶接金属2に混入する成分であり、意図的に溶接金属2に含有させたものではない成分のことをいう。不可避不純物としては、H、Zn、Re、Co、Sb、Biなどが例示でき、合計で0.0100%以下であれば許容できる。また、前述の基本組成および選択組成を満足する限り、これら以外の元素を含有させても良く、そのような実施態様も本発明の技術的範囲に含まれる。
[鋼板特性]
ここで、本発明に係る溶接継手の鋼板1の特性について説明する。鋼板1の表面下1mm位置における転位密度ρ(m-2)が、4.0×1014m-2以下であることが好ましい。転位密度ρ(m-2)とは、金属の結晶中に存在する単位体積当たりの転位線の長さを意味している。鋼板1の表面下1mm位置と規定したのは、鋼板1の曲げ加工性の観点からである。鋼板1の曲げ加工性は、鋼板1の表層組織の延性によって決まる。熱間圧延時の加工ひずみにより表層組織の転位密度が増加すると、表層組織の変形限界が低下するため曲げ加工性が低下する。そのため、鋼板1の表面下1mm位置の転位密度を4.0×1014m-2以下とした。なお、通常、鋼組織は不可避的に転位するため、転位密度を1.0×1011m-2未満にするには非常に製造コストがかかる。そのため、好ましくは、転位密度は1.0×1011m-2以上であり、より好ましくは、転位密度は3.0×1014m-2以下である。
ここで、本発明に係る溶接継手の鋼板1の特性について説明する。鋼板1の表面下1mm位置における転位密度ρ(m-2)が、4.0×1014m-2以下であることが好ましい。転位密度ρ(m-2)とは、金属の結晶中に存在する単位体積当たりの転位線の長さを意味している。鋼板1の表面下1mm位置と規定したのは、鋼板1の曲げ加工性の観点からである。鋼板1の曲げ加工性は、鋼板1の表層組織の延性によって決まる。熱間圧延時の加工ひずみにより表層組織の転位密度が増加すると、表層組織の変形限界が低下するため曲げ加工性が低下する。そのため、鋼板1の表面下1mm位置の転位密度を4.0×1014m-2以下とした。なお、通常、鋼組織は不可避的に転位するため、転位密度を1.0×1011m-2未満にするには非常に製造コストがかかる。そのため、好ましくは、転位密度は1.0×1011m-2以上であり、より好ましくは、転位密度は3.0×1014m-2以下である。
また、鋼板1の表面下1mm位置における平均結晶粒径が、15.0μm以下であり、鋼板1の板厚の中心位置における平均結晶粒径が、20.0μm以下であることが好ましい。
平均結晶粒径とは、結晶方位差が15°以上の境界によって囲まれた領域を結晶粒としたとき、鋼板1の表面下1mm位置および板厚中心位置のそれぞれにおいて、すべての結晶粒の粒径の平均を意味している。また、平均結晶粒径は後述する実施例に記載の方法で測定することができる。鋼板1の表層組織の結晶粒径が細かくなるほど、鋼板1の表層の靱性は向上する。その効果を得るためには、鋼板1の表面下1mm位置の平均結晶粒径を15.0μm以下とする必要がある。そのため、鋼板1の表面下1mm位置の平均結晶粒径を15.0μm以下とする。なお好ましくは、平均結晶粒径は13.0μm以下である。さらに、鋼板1の板厚中心位置における鋼組織の結晶粒径が細かくなるほど、鋼板1の板厚中心位置での鋼板1の靱性は向上する。その効果を得るためには、鋼板1の板厚中心位置における平均結晶粒径を20.0μm以下とする必要がある。そのため、鋼板1の板厚中心位置の平均結晶粒径を20.0μm以下とした。なお好ましくは、平均結晶粒径は15.0μm以下である。ここで、本発明において、「鋼板の表面下1mm」とは、鋼板1の表面から板厚方向に1mmの深さ位置を意味している。「板厚中心位置」とは、鋼板1の板厚1/2位置を意味している。
[鋼板の製造方法]
次に上記鋼板1の製造方法について説明する。本発明の鋼板1は、上記した成分組成を有するスラブ(鋼素材)を、加熱し、熱間圧延し、冷却することで得られる。本発明の鋼板1に対しては前記冷却後、さらに任意の焼戻しを行うことができる。本発明の鋼板1の製造方法において、各種好ましい条件を以下に説明する。ただし、本発明の鋼板1の製造方法を以下に説明する製造方法に限定することは無く、以下に説明する特徴を有していれば良い。
次に上記鋼板1の製造方法について説明する。本発明の鋼板1は、上記した成分組成を有するスラブ(鋼素材)を、加熱し、熱間圧延し、冷却することで得られる。本発明の鋼板1に対しては前記冷却後、さらに任意の焼戻しを行うことができる。本発明の鋼板1の製造方法において、各種好ましい条件を以下に説明する。ただし、本発明の鋼板1の製造方法を以下に説明する製造方法に限定することは無く、以下に説明する特徴を有していれば良い。
なお、以下の製造方法の説明において、温度に関する「℃」表示は、特に断らない限り、スラブ、鋼板1の表面温度の温度とする。表面温度は、例えば放射温度計等で測定することができる。
本発明において、スラブの溶製方法は、特に限定されず、転炉、電気炉、真空溶解炉等の公知の溶製方法のいずれもが適合する。スラブは、例えば連続鋳造法によって、所望寸法に製造される。溶鋼にはさらに、取鍋精錬等の二次精錬を施してもよい。
上記のとおり、製造されたスラブを、1000~1200℃の温度に加熱するのが好ましい。スラブの加熱温度が1000℃未満になると、スラブ鋳造時にスラブ内部に析出していた粗大NbCが再固溶せずに残存する。これにより、固溶Nbや熱間圧延中に再析出する微細NbCによる未再結晶温度域の低温化効果が得られなくなる。それに伴い、制御圧延による結晶粒の微細化効果が小さくなり、最終製品である鋼板1の靱性が低下する。一方、スラブの加熱温度が1200℃を超えると、オーステナイトの粒成長により熱間圧延開始時の結晶粒径が粗大になるため、それに伴い熱間圧延後の最終組織の結晶粒径も粗大になり、鋼板1の靱性が低下する。そのため、スラブの加熱温度は1000~1200℃の温度とするのが好ましい。より好ましくは、スラブの加熱温度は1030℃以上であり、さらに好ましくは、1170℃以下である。
次いで、加熱されたスラブを熱間圧延するのが好適である。上述のように、本発明では、鋼板1の表面1mm下の転位密度および平均結晶粒径と、鋼板1の板厚中心位置の平均結晶粒径が重要である。種々の特性を得るために、次の熱間圧延条件にてスラブを圧延することが好ましい。
なお、ここでは、鋼板1の表面下1mm位置、あるいは、鋼板1の板厚中心位置の温度で(8250[Nb]+770℃)を超える温度域を再結晶温度域と称する。また、鋼板1の表面下1mm位置、あるいは、鋼板1の板厚中心位置の温度で(8250[Nb]+770℃)~Ar3温度の温度域を未再結晶温度域と称する。鋼板1の板厚中心位置の温度は、例えば鋼板1の板厚中心まで5mmφの直穴を設け、そこ熱電対を付けて測定することや、鋼板1断面内の温度分布を伝熱解析により計算し、その結果を鋼板1の表面温度によって補正することで求めることができる。なお、上記した[Nb]は当該元素の含有量(質量%)を表す。
まず、鋼板1の表面下1mm位置の鋼板1の温度を、一旦Ar3温度以下まで冷却し、その後復熱でAc3温度超えとする。次いで、鋼板1の表面下1mm位置の温度が(8250[Nb]+770℃)~Ar3温度の温度域にあるときに、圧下率を25%以上とする圧下を鋼板1に対して行う。その後、鋼板1の表面下1mm位置の鋼板1の温度がAr3温度未満の温度域にあるときに、総圧下率を15%以下とする圧下を鋼板1に対して行う。
加熱されたスラブに対し、熱間圧延中に鋼板1の表層を一旦Ar3温度以下まで冷却することでオーステナイトからフェライト等の低温生成組織に変態させる。さらにその後の復熱によって鋼板1の表層をAc3温度以上の温度とすることで、オーステナイト組織に再変態させて鋼板1の表層を微細なオーステナイトとする。
なお、上述した鋼板1の冷却は、例えば水冷、送風冷却等の方法が挙げられ、所定の温度に制御できる限り方法は問わない。例えば、Ar3温度以下とする冷却は水冷で行い、鋼板1の表面下1mm位置がAr3温度以下となっている滞留時間は5秒以上とすることが好ましく、300秒以下とすることが好ましい。冷却後の復熱は、大気中で鋼板1を保持することとし、保持時間は30秒以上とすることが好ましく、600秒以下とすることが好ましい。
続いて、鋼板1の表層が未再結晶温度域である(8250[Nb]+770℃)~Ar3温度の温度域で25%以上の圧下を鋼板1に加えることで、鋼板1の表層のオーステナイト中に加工ひずみが導入される。これが最終冷却時の変態核として作用することで、靱性が良好な微細組織が得られる。好ましくは、上述した温度域での圧下率を30%以上とする。なお、圧延能率の観点から、この温度域での圧下率は80%以下とすることが好ましく、70%以下とすることがより一層好ましい。
なお、この温度域における圧下のパス数の上限は特に限定しない。また、上記した圧下率の条件を満たせば良く、例えば複数パスに分けて行ってもよい。
[圧延条件]
鋼板1の表層の温度がAr3温度未満の温度域での総圧下率が15%を超えると、鋼板1の表層で変態が完了したフェライト組織やパーライト組織に加工ひずみが導入されることで鋼板1の延性が低下し、鋼板1の曲げ加工性が劣化する。そのため、鋼板1の表層の温度がAr3温度未満の温度域での総圧下率を15%以下とするのが好ましい。より好ましくは、上述した温度域での総圧下率を6%以下とする。
鋼板1の表層の温度がAr3温度未満の温度域での総圧下率が15%を超えると、鋼板1の表層で変態が完了したフェライト組織やパーライト組織に加工ひずみが導入されることで鋼板1の延性が低下し、鋼板1の曲げ加工性が劣化する。そのため、鋼板1の表層の温度がAr3温度未満の温度域での総圧下率を15%以下とするのが好ましい。より好ましくは、上述した温度域での総圧下率を6%以下とする。
上記した鋼板1の表層の圧延条件によってこれらの組織制御を行うことにより、鋼板1の表層を転位密度の低い、かつ結晶粒径の小さい、さらに優れた曲げ加工性と靱性を兼ね備えた組織とすることができる。
続いて、鋼板1の板厚中心位置の温度が、(8250[Nb]+770℃)以下、Ar3温度以上の温度域にあるときに、総圧下率が25%以上となるように当該鋼板1に対して圧下を加えるのが良い。
それにより、スラブの板厚中心位置のオーステナイト中に加工ひずみが導入される。これが最終冷却時の変態核として作用することで靱性が良好な微細組織が得られる。そのため、鋼板1の板厚中心温度が(8250[Nb]+770℃)以下の温度域であるときの鋼板1に対する総圧下率を25%以上とすることが好ましい。より好ましくは、鋼板1に対する総圧下率を35%以上とする。圧延能率の観点から、この温度域での鋼板1に対する総圧下率は、70%以下とすることが好ましく、67%以下とすることがより一層好ましい。
また、鋼板1の板厚中心位置がAr3温度未満の場合、生成したフェライトに加工ひずみが導入され、鋼板1の靱性が低下する。よって、鋼板1の板厚中心位置の温度はAr3温度以上とすることが好ましい。
本発明では、「鋼板表層に対する圧延」と「板厚中心位置に対する圧延」の2種の圧延において、上記した各圧延条件内で温度域が重複することがあり得る。この場合には、重複した温度域の圧下量を、「鋼板表層」および「板厚中心位置」の各圧下量として積算し、この積算された圧下量が各圧延条件の範囲内となればよい。
ここで、鋼板1の表層および鋼板1の板厚中心位置における再結晶温度域での総圧下率は、(8250[Nb]+770℃)を超える温度域で、総圧下率=(r0-r1)/r0×100(%)で計算される。なお、r0は、最初の圧延を開始した板厚で、r1は、最後の圧延を行った後の板厚である。また、Ar3温度、Ac3温度は、フォーマスタ試験などで求めることができる。
上記した鋼板1の板厚中心位置の圧延条件によってこれらの組織制御を行うことにより、鋼板1の板厚中心位置を結晶粒径の小さい優れた靱性の組織とすることができる。
[冷却条件、焼戻し条件]
前述のスラブの熱間圧延によって製造された鋼板1を冷却する。具体的には、鋼板1の板厚をt[mm]とし、鋼板1の板厚中心位置の温度が700~550℃の温度域にあるときの鋼板1の平均冷却速度を、2500×t-1.7℃/秒以上となるように鋼板1を冷却する。冷却方法としては、例えばノズルから水を大流量で噴射する水冷等が挙げられる。本発明では、鋼板1の両面が同条件で冷却されるように、鋼板1の両面に冷却操作(処理)を施すことが好ましい。
前述のスラブの熱間圧延によって製造された鋼板1を冷却する。具体的には、鋼板1の板厚をt[mm]とし、鋼板1の板厚中心位置の温度が700~550℃の温度域にあるときの鋼板1の平均冷却速度を、2500×t-1.7℃/秒以上となるように鋼板1を冷却する。冷却方法としては、例えばノズルから水を大流量で噴射する水冷等が挙げられる。本発明では、鋼板1の両面が同条件で冷却されるように、鋼板1の両面に冷却操作(処理)を施すことが好ましい。
スラブの熱間圧延後の鋼板1の板厚中心位置での温度が700~550℃の間にあるときの鋼板1の平均冷却速度が2500×t-1.7℃/秒未満の場合、オーステナイトから低温変態組織への変態が生じる温度域での冷却速度不足が生じ、これにより、本発明で目的とする必要な鋼板1の強度が得られない可能性がある。また、粗大なフェライトが生成するため鋼板1の靱性が低下する可能性がある。したがって、鋼板1の板厚中心位置での温度が700~550℃の温度域にあるときの鋼板1の平均冷却速度は、2500×t-1.7℃/秒以上とすることが好ましい。
本発明では、上記鋼板1の冷却後に、必要に応じて、鋼板1の強度および靭性をさらに向上させることを目的として、鋼板1に焼戻しを行うことができる。この場合には、鋼板の冷却後に650℃以下の焼戻し温度で鋼板1を焼戻す。焼戻し温度が650℃より高いと、著しい鋼板1の軟化が生じて必要な強度を確保できなくなる可能性がある。そのため、焼戻し温度を650℃以下とすることが好ましい。一方、焼戻し温度の下限は特に限定されないが、200℃以上とすることが好ましい。なお、焼戻しの時間は、適宜調整可能である。ここでの焼戻し温度とは、鋼板1の表面の温度である。
[溶接金属の機械的特性]
ここで、本発明に係る溶接継手の好ましい機械的特性について説明する。上述した化学組成を有する溶接金属2であって、JIS Z 3111:2005の規程に準拠して作成した溶接金属2の引張試験における常温の降伏強さ(0.2%耐力)が、325MPa以上で、かつ、その引張強さが、520MPa以上であることが好ましい。また、溶接継手の常温の引張強さが、520MPa以上であることが好ましい。さらに、JIS Z 3128:2017の規定に準拠して作製した溶接継手の溶接金属2および熱影響部についての試験温度:-40℃におけるVノッチシャルピー衝撃試験の吸収エネルギー(vE-40)が、30J以上であることが好ましい。30Jを下回る場合、この溶接継手を有する構造物の靭性が低くなり、破壊が起こりやすくなる可能性があるためである。
ここで、本発明に係る溶接継手の好ましい機械的特性について説明する。上述した化学組成を有する溶接金属2であって、JIS Z 3111:2005の規程に準拠して作成した溶接金属2の引張試験における常温の降伏強さ(0.2%耐力)が、325MPa以上で、かつ、その引張強さが、520MPa以上であることが好ましい。また、溶接継手の常温の引張強さが、520MPa以上であることが好ましい。さらに、JIS Z 3128:2017の規定に準拠して作製した溶接継手の溶接金属2および熱影響部についての試験温度:-40℃におけるVノッチシャルピー衝撃試験の吸収エネルギー(vE-40)が、30J以上であることが好ましい。30Jを下回る場合、この溶接継手を有する構造物の靭性が低くなり、破壊が起こりやすくなる可能性があるためである。
[溶接継手の製造方法]
次に、本発明に係る溶接継手の製造方法について説明する。
次に、本発明に係る溶接継手の製造方法について説明する。
まず、好ましくは上記した化学組成を有する板厚50mm以上の鋼板1を準備する。そして、準備した鋼板1同士が、所定の開先形状を形成するように、鋼板1に開先加工を行う。鋼板1に形成する開先形状については、特に限定する必要は無く、溶接構造物用として、通常の、V開先、レ開先、X開先、K開先等を例示することが出来る。
次いで、上記開先加工された鋼板1同士を溶接して、具体的には、1層あたり1パスの溶接で、好ましくは3層以上の多層の溶接金属2を形成し、溶接継手とする。1層もしくは2層の溶接金属2を形成するように鋼板1同士の溶接を行うと、開先内で溶接時の熱が均一に広がらず、溶接欠陥を誘発する可能性がある。鋼板1同士を溶接する際に使用する溶接材料は、所望の特性を有する溶接金属2を形成できれば良く、特にその溶接ワイヤ、溶加棒、溶接用フラックス等の種類を限定するものではない。
なお、溶接方法としては、サブマージアーク溶接やガスメタルアーク溶接(ガスシールドアーク溶接ともいう。)などを挙げることができる。一般的に高能率での溶接施工が可能であることからサブマージアーク溶接を用いることが好ましい。なお、より好ましくは、より高能率な溶接方法である多電極のサブマージアーク溶接である。さらに好ましくは、2電極を有するサブマージアーク溶接機による溶接方法である。この2電極のサブマージアーク溶接は、先行の1電極目では、1本のトーチに通した1本のワイヤからアークを発生させ、後行の2電極目では、1本のトーチに通した2本のワイヤからアークを発生させてサブマージアーク溶接を行うものである。1電極目のワイヤ先端から発生するアークで、開先底部を溶融させることにより、融合不良の発生を抑制する。2電極目で2本のワイヤからアークを同時に発生させることにより、相互のアークによりワイヤの溶融が加速され、溶着金属量を増加させることが出来る。そのため、より高能率な溶接施工が可能となる。
2電極のサブマージアーク溶接を行うときの溶接条件としては、1電極目の電流値が600~1200A、電圧値が24~45Vであり、2電極目の電流値が450~1200A、電圧値が30~48Vであることが好ましい。また、溶接速度は、50~130cm/minであり、入熱量は、10~100kJ/cmであることが好ましい。なお、上述した各電極が本実施形態の溶接電極に相当する。
2電極のサブマージアーク溶接で使用する溶接ワイヤと溶接用フラックスとは、母材希釈を考慮し、溶接金属2の組成が前述した成分となるように成分調整する。なお、溶接金属2の組成が前述の成分範囲となればよく、特に、溶接ワイヤや溶接用フラックスの種類を限定するものではない。
溶接ワイヤとしては、ソリッドワイヤまたはワイヤの内部にワイヤ用フラックスを内包したフラックスコアードワイヤを挙げることができる。本発明においては、いずれの溶接ワイヤも用いることが出来る。なお、フラックスコアードワイヤを用いる場合には、使用する鋼製外皮、金属粉末、およびワイヤ用フラックス粉末の成分組成の合計値が、目標とする溶接材料の成分組成となるように製造する。
また、溶接用フラックスとしては、溶融フラックスまたは焼成フラックスを挙げることができる。本発明においては、いずれの溶接用フラックスを用いても良い。
以下、実施例に基づき、さらに本発明について説明する。ただし、下記の実施例は、本発明を例示してより詳細に説明するためのものにすぎず、本発明の権利範囲を限定するものではない。
まず、表1に示す化学組成を有する溶鋼を溶製し、連続鋳造等により鋼素材(スラブ)を製造した。この表1の組成が鋼板の化学組成になる。なお、表1の「-」欄は、「-」が記載された列の成分を溶鋼に意図的に添加しないことを表しており、溶鋼に当該成分が含有されていない(0%)の場合だけでなく、不可避的に溶鋼に上述した成分が含有される場合も含む。

次に、上述した成分を含むスラブに対して、加熱、熱間圧延、冷却の各工程を順次行い、表2に示す板厚T(mm)の鋼板を得た。なお、熱間圧延工程における圧延開始温度は、鋼板表層で990~1140℃の範囲であり、圧延仕上温度は、鋼板表層で670~830℃の範囲であった。以上の鋼板温度は、表層温度は放射率温度計で測定し、板厚中心位置の温度は鋼板の板厚中心位置まで5mmφの直穴を設け、そこに熱電対を付けることで測定した値である。また、熱間圧延後の冷却は、鋼板の表裏面より大流量で水を噴射して行った。この鋼板に開先加工を施した。開先加工を行った鋼板の鋼種、板厚、開先形状、当該板厚および開先形状を示す図面番号を表2にまとめて示してある。また、鋼の焼入れ性の指標であるCeqが上述した(1)式を満たすか否かを表2に示してある。Ceqが(1)式を満たす場合は、表2に記載された(1)式判定の列に「〇」を記載してあり、(1)式を満たさない場合は、表2に記載された(1)式判定の列に「×」を記載してある。

次いで、表3に示す化学組成(溶接材料組成)の溶鋼を、真空溶解炉で溶製し、鋳造して鋼塊を得た。得られた鋼塊を、1200℃に加熱した後、熱間圧延と、その後の冷間圧延とにより、4.0mmφおよび2.4mmφのサブマージアーク溶接用ソリッドワイヤ、および、1.2mmφのガスメタルアーク溶接用ソリッドワイヤとした。
また、鋼製外皮と該鋼製外皮に金属粉末およびフラックス粉末を内包したフラックスコアードワイヤを別途作成した。0.1%C-0.2%Si-0.5%Mn-残部Feからなる組成を有する板厚0.5mmの薄鋼板を鋼製外皮素材として、幅方向に冷間曲げ加工を施し、U字形状とした。そして、得られた鋼製外皮に、表3に示す化学組成となるように、成分調整した金属粉末およびフラックス粉末を封入した。これを、冷間で伸線加工して、溶接用フラックスコアードワイヤ(直径:1.2、2.4、4.0mm)とした。つまり、表3に示す化学組成は、鋼製外皮、金属粉末およびフラックス粉末の合計値である。

続いて、前述の表2に示す開先形状の鋼板同士を互いに突き合わせて拘束し、図2~4に示す開先を形成した。前述の表3に示す化学組成ソリッドワイヤまたはフラックスコアードワイヤを溶接材料として、互いに突き合せた鋼板同士の開先にサブマージアーク溶接またはガスメタルアーク溶接を行った。こうして、上記した開先内に溶接金属を形成し、溶接継手を得た。なお、サブマージアーク溶接時、38%SiO2-11%MnO-8%TiO2-16%Al2O3-27%MgOからなる組成を有するフラックスを利用した。
さらに、前述の表2に示す開先形状の鋼板と表3に示す化学組成のワイヤとを用いて、表4に示す組合せで、以下に説明する溶接実験を行った。

サブマージアーク溶接の場合の具体的な実験条件としては、予熱無し、下向き姿勢で、電流:400~1000A、電圧:26~44V、溶接速度:500~1200mm/minで、パス間温度:200℃以下、1層1パスとして実施した。その実験条件を表5に示す。

また、ガスメタルアーク溶接の場合の具体的な実験条件としては、予熱無し、下向き溶接で、電流:200~400A、電圧:26~40V、溶接速度:160~400mm/minで、パス間温度:200℃以下、1層1パスとして実施した。その実験条件を表6に示す。

[溶接金属形状の評価]
図1に示すような垂直方向に沿う溶接継手の断面を形成し、その断面における溶接線方向の1/4L位置、2/4L位置、3/4L位置において、溶接継手の組織を採取してマクロ観察を行った。ここで、上記のLは、溶接継手の溶接線の長さのことであり、1/4L位置とは、鋼板の長手方向の端部から板幅の1/4の位置を表している。これと同様に、2/4L位置は、鋼板の長手方向の端部から板幅の2/4の位置(溶接線の中央)、3/4L位置は、鋼板の長手方向の端部から板幅の3/4の位置を表している。
図1に示すような垂直方向に沿う溶接継手の断面を形成し、その断面における溶接線方向の1/4L位置、2/4L位置、3/4L位置において、溶接継手の組織を採取してマクロ観察を行った。ここで、上記のLは、溶接継手の溶接線の長さのことであり、1/4L位置とは、鋼板の長手方向の端部から板幅の1/4の位置を表している。これと同様に、2/4L位置は、鋼板の長手方向の端部から板幅の2/4の位置(溶接線の中央)、3/4L位置は、鋼板の長手方向の端部から板幅の3/4の位置を表している。
その後、溶接金属の溶接線に対して垂直方向の溶接金属全体の断面積A(mm2)を測定し、溶接層数p(層)で除することで得た、溶接金属の断面積Aおよび溶接層数pの第1比〔A/p〕を記録した。
また、溶接金属の各層ごとの上部と下部間の距離を測定して溶接金属の各層の高さH(mm)とし、その各高さHの中心線における溶接金属の幅すなわち、溶融線間の距離を測定して溶接金属の幅W(mm)とした。各層ごとにそれらの第2比〔H/W〕を求め、溶接金属全体におけるそれらの第2比〔H/W〕の最大値と最小値を記録した。
[鋼板の転位密度の測定]
各鋼板の長手方向の中央位置と幅方向の中央位置とにおける鋼板の表面下1mm位置が評価面となるようにサンプルを採取した。該サンプルの表面を機械研磨と電解研磨仕上で鏡面研磨し、X線回折装置を用いてWilliamson-Hall法(参考文献1)で転位密度ρを評価した。
(参考文献1) G.K.Williams and W.H.Hall:Acta Metall.,1(1953),22
各鋼板の長手方向の中央位置と幅方向の中央位置とにおける鋼板の表面下1mm位置が評価面となるようにサンプルを採取した。該サンプルの表面を機械研磨と電解研磨仕上で鏡面研磨し、X線回折装置を用いてWilliamson-Hall法(参考文献1)で転位密度ρを評価した。
(参考文献1) G.K.Williams and W.H.Hall:Acta Metall.,1(1953),22
[平均結晶粒径]
上記と同様に、各鋼板の長手方向の中央位置と幅方向の中央位置とにおける鋼板の表面下1mm位置と、鋼板の板厚中心位置の鋼板の長手方向断面とが評価面となるように、サンプルを採取した。得られたサンプルの表面をコロイダルシリカ仕上で鏡面研磨し、次の条件でEBSP(後方散乱電子線回折法)により結晶方位を測定した。結晶方位の測定領域は、300μm×400μm、測定ステップサイズは、1μmとした。また、測定した結晶方位を自動解析することによって得られた結晶方位マップより、隣接する結晶粒との結晶方位差が15°以上となる大角粒界で囲まれた組織の円相当直径を求め、上記測定領域における円相当直径の平均値を平均結晶粒径とした。なお、本発明例の鋼板の表層、板厚中心共にベイナイトや擬ポリゴナルフェライトを主体とする組織であった。
上記と同様に、各鋼板の長手方向の中央位置と幅方向の中央位置とにおける鋼板の表面下1mm位置と、鋼板の板厚中心位置の鋼板の長手方向断面とが評価面となるように、サンプルを採取した。得られたサンプルの表面をコロイダルシリカ仕上で鏡面研磨し、次の条件でEBSP(後方散乱電子線回折法)により結晶方位を測定した。結晶方位の測定領域は、300μm×400μm、測定ステップサイズは、1μmとした。また、測定した結晶方位を自動解析することによって得られた結晶方位マップより、隣接する結晶粒との結晶方位差が15°以上となる大角粒界で囲まれた組織の円相当直径を求め、上記測定領域における円相当直径の平均値を平均結晶粒径とした。なお、本発明例の鋼板の表層、板厚中心共にベイナイトや擬ポリゴナルフェライトを主体とする組織であった。
[耐高温割れ性および融合不良の評価]
鋼板同士の溶接後、ミクロカッターによって溶接線方向の中心位置から、厚さ10mmのマクロ試験片を採取した。採取した溶接金属の断面を光学顕微鏡で(30倍)観察し、高温割れおよび融合不良の有無を判定した。高温割れの発生が認められる場合は、耐高温割れ性が低下しているとして「×」と評価した。高温割れの発生が認められない場合は、耐高温割れ性に優れるとして「○」と評価した。同様に、融合不良の発生が認められる場合は、「×」と評価し、融合不良の発生が認められない場合は、「○」と評価した。
鋼板同士の溶接後、ミクロカッターによって溶接線方向の中心位置から、厚さ10mmのマクロ試験片を採取した。採取した溶接金属の断面を光学顕微鏡で(30倍)観察し、高温割れおよび融合不良の有無を判定した。高温割れの発生が認められる場合は、耐高温割れ性が低下しているとして「×」と評価した。高温割れの発生が認められない場合は、耐高温割れ性に優れるとして「○」と評価した。同様に、融合不良の発生が認められる場合は、「×」と評価し、融合不良の発生が認められない場合は、「○」と評価した。
[溶接金属の機械的特性の評価]
溶接継手から、JIS Z 3111:2005の規定に準拠して、溶接金属の引張試験片(平行部径6mm)、およびシャルピー衝撃試験片(Vノッチ)を採取し、引張試験、衝撃試験を実施した。引張試験は、常温で、各3本実施し、得られた値(0.2%耐力、引張強さ)の平均値を当該溶接継手の溶接金属の引張特性とした。シャルピー衝撃試験も、同様に各3本実施し、試験温度:-40℃における吸収エネルギー(vE-40)を求め、その平均値を当該溶接継手の溶接金属の極低温靭性とした。
溶接継手から、JIS Z 3111:2005の規定に準拠して、溶接金属の引張試験片(平行部径6mm)、およびシャルピー衝撃試験片(Vノッチ)を採取し、引張試験、衝撃試験を実施した。引張試験は、常温で、各3本実施し、得られた値(0.2%耐力、引張強さ)の平均値を当該溶接継手の溶接金属の引張特性とした。シャルピー衝撃試験も、同様に各3本実施し、試験温度:-40℃における吸収エネルギー(vE-40)を求め、その平均値を当該溶接継手の溶接金属の極低温靭性とした。
また、JIS Z 3121:2013の規定に準拠して、溶接継手の常温での引張試験も実施した。試験片は、溶接軸が試験片の平行部長さの中央になるように、溶接軸と直角方向に採取し、その厚さは、溶接継手の全厚の、1A号試験片とした。
さらに、JIS Z 3128:2017の規定に準拠して、溶接継手の熱影響部のシャルピー衝撃試験も実施した。試験片のVノッチ方向は、鋼板表面に垂直であり、試験片は、板厚中央かつ、溶接金属中心位置、溶融線上および溶融線+1mmの位置から採取した。
本発明の目標値は、前述したように、溶接金属の常温の降伏強さ(0.2%耐力)が325MPa以上、その引張強さが520MPa以上、溶接継手の常温の引張強さが520MPa以上である。さらに、溶接金属、熱影響部についての試験温度:-40℃でのシャルピー衝撃試験の吸収エネルギー(vE-40)が30J以上としている。
[溶着効率]
溶接時に使用しているワイヤ径(mm)および、溶接中の各ワイヤの送給速度(mm/min)を測定し、単位溶接時間(min)で除した値を溶着効率(g/min)として記録した。
溶接時に使用しているワイヤ径(mm)および、溶接中の各ワイヤの送給速度(mm/min)を測定し、単位溶接時間(min)で除した値を溶着効率(g/min)として記録した。
以上の実験結果から、溶接金属の化学組成の結果を表7(表7-1と表7-2)に示し、溶接金属の断面積および溶接層数などの溶接金属の形状、溶接金属の欠陥、および、溶接金属の各特性値などの結果を表8(表8-1と表8-2)に示す。




本発明の鋼板および溶接金属としての好適範囲内である実施例(以下、本発明例と記す。)ではいずれも、高温割れや融合不良といった溶接欠陥発生がない健全な溶接継手であった。また、本発明例はいずれも、溶接金属の常温の降伏強さ(0.2%耐力)が325MPa以上であり、その引張強さが520MPa以上であり、溶接継手の常温の引張強さが520MPa以上であった。さらに、本発明例ではいずれも、溶接金属および熱影響部の試験温度:-40℃におけるシャルピー衝撃試験の吸収エネルギー(vE-40)が30J以上であり、高強度と優れた低温靭性とを兼備する溶接金属を有する溶接継手であった。
一方、本発明の鋼板および溶接金属としての好適範囲を外れた実施例においては、高温割れが発生し耐高温割れ性が低下しているか、融合不良が発生していた。また、溶接金属の常温の降伏強さ(0.2%耐力)や引張強さ、溶接継手の常温の引張強さ、溶接金属や熱影響部の試験温度:-40℃におけるシャルピー衝撃試験の吸収エネルギー(vE-40)などの機械的特性のいずれかが若干低いレベルとなった。
1 鋼板
2 溶接金属
3 溶融線
T 板厚
A 溶接金属全体の断面積
Li 溶接層(i=1~p層)、(L1:初層、Lp:最表面層)
Hi 溶接層(i=1~p層)の高さ
Wi 溶接層(i=1~p層)の幅
2 溶接金属
3 溶融線
T 板厚
A 溶接金属全体の断面積
Li 溶接層(i=1~p層)、(L1:初層、Lp:最表面層)
Hi 溶接層(i=1~p層)の高さ
Wi 溶接層(i=1~p層)の幅
Claims (19)
- 板厚T(mm)が50mm以上の鋼板の溶接継手であって、
溶接金属が1層あたり1パスの多層からなり、
前記溶接金属の溶接線に対して垂直方向の断面積A(mm2)と溶接層数p(層)の第1比〔A/p〕が、120.0mm2/層以下であり、
前記溶接金属における各層の高さH(mm)と幅W(mm)との第2比〔H/W〕が、1.00以下である鋼板の溶接継手。 - 前記溶接金属が、開先角度が20°以下で、前記鋼板間の最大開先幅が前記板厚Tの50%以下である狭開先による多層盛溶接で施工された請求項1に記載の鋼板の溶接継手。
- 前記鋼板の化学組成が、質量%で、
C :0.04~0.14%、
Si:0.03~0.70%、
Mn:0.30~2.50%、
P :0.030%以下、
S :0.020%以下、
Nb:0.001~0.100%、
Al:0.001~0.100%、
O :0.0100%以下、および、
N :0.0100%以下を含み、
残部がFeおよび不可避不純物からなり、
下記(2)式で定義されるCeqと板厚(T)とが、
0.0004T+0.25≦Ceq≦0.0004T+0.45 ・・・(1)を満足する化学組成を有し、
前記鋼板の表面下1mm位置における転位密度ρが、4.0×1014m-2以下であり、
前記鋼板の表面下1mm位置における平均結晶粒径が、15.0μm以下であり、板厚の中心位置における平均結晶粒径が、20.0μm以下である請求項1または2に記載の鋼板の溶接継手。
Ceq=[C]+[Mn]/6+([Cr]+[Mo]+[V])/5+([Cu]+[Ni])/15 ・・・(2)
ただし、上記(2)式における各元素記号は、当該元素の含有量(質量%)を表し、当該元素が含有されていない場合は、0とする。 - 前記鋼板の化学組成が、さらに、質量%で、
Cu:2.000%以下、
Ni:2.500%以下、
Cr:1.500%以下、
Mo:1.000%以下、
Ti:0.100%以下、
V :0.300%以下、
B :0.0100%以下、
W :0.500%以下、
Ca:0.0200%以下、
Mg:0.0200%以下、および、
REM:0.0500%以下
からなる群より選択される1種または2種以上を含む請求項3に記載の鋼板の溶接継手。 - 前記溶接金属の化学組成が、質量%で、
C :0.04~0.14%、
Si:0.03~0.70%、
Mn:0.30~2.50%、
P :0.030%以下、
S :0.020%以下、
Nb:0.001~0.100%、
Al:0.001~0.100%、
Cu:0.001~2.000%、
Ni:0.001~2.500%、
Cr:0.001~1.500%、
Mo:0.001~1.000%、
Ti:0.001~0.100%、
V :0.001~0.300%、
B :0.001~0.020%、
O :0.050%以下、および、
N :0.010%以下を含み、
残部がFeおよび不可避不純物からなる請求項1または2に記載の鋼板の溶接継手。 - 前記溶接金属の化学組成が、質量%で、
C :0.04~0.14%、
Si:0.03~0.70%、
Mn:0.30~2.50%、
P :0.030%以下、
S :0.020%以下、
Nb:0.001~0.100%、
Al:0.001~0.100%、
Cu:0.001~2.000%、
Ni:0.001~2.500%、
Cr:0.001~1.500%、
Mo:0.001~1.000%、
Ti:0.001~0.100%、
V :0.001~0.300%、
B :0.001~0.020%、
O :0.050%以下、および、
N :0.010%以下を含み、
残部がFeおよび不可避不純物からなる請求項3に記載の鋼板の溶接継手。 - 前記溶接金属の化学組成が、質量%で、
C :0.04~0.14%、
Si:0.03~0.70%、
Mn:0.30~2.50%、
P :0.030%以下、
S :0.020%以下、
Nb:0.001~0.100%、
Al:0.001~0.100%、
Cu:0.001~2.000%、
Ni:0.001~2.500%、
Cr:0.001~1.500%、
Mo:0.001~1.000%、
Ti:0.001~0.100%、
V :0.001~0.300%、
B :0.001~0.020%、
O :0.050%以下、および、
N :0.010%以下を含み、
残部がFeおよび不可避不純物からなる請求項4に記載の鋼板の溶接継手。 - 前記溶接金属の化学組成が、さらに、質量%で、
W :0.500%以下、
Ca:0.0200%以下、
Mg:0.0200%以下、および、
REM:0.0500%以下
からなる群より選択される1種または2種以上を含む請求項5に記載の鋼板の溶接継手。 - 前記溶接金属の化学組成が、さらに、質量%で、
W :0.500%以下、
Ca:0.0200%以下、
Mg:0.0200%以下、および、
REM:0.0500%以下
からなる群より選択される1種または2種以上を含む請求項6に記載の鋼板の溶接継手。 - 前記溶接金属の化学組成が、さらに、質量%で、
W :0.500%以下、
Ca:0.0200%以下、
Mg:0.0200%以下、および、
REM:0.0500%以下
からなる群より選択される1種または2種以上を含む請求項7に記載の鋼板の溶接継手。 - 請求項1または2に記載の鋼板の溶接継手の製造方法であって、
サブマージアーク溶接によって複数の溶接電極からアークを発生させて溶接する鋼板の溶接継手の製造方法。 - 請求項3に記載の鋼板の溶接継手の製造方法であって、
サブマージアーク溶接によって複数の溶接電極からアークを発生させて溶接する鋼板の溶接継手の製造方法。 - 請求項4に記載の鋼板の溶接継手の製造方法であって、
サブマージアーク溶接によって複数の溶接電極からアークを発生させて溶接する鋼板の溶接継手の製造方法。 - 請求項5に記載の鋼板の溶接継手の製造方法であって、
サブマージアーク溶接によって複数の溶接電極からアークを発生させて溶接する鋼板の溶接継手の製造方法。 - 請求項6に記載の鋼板の溶接継手の製造方法であって、
サブマージアーク溶接によって複数の溶接電極からアークを発生させて溶接する鋼板の溶接継手の製造方法。 - 請求項7に記載の鋼板の溶接継手の製造方法であって、
サブマージアーク溶接によって複数の溶接電極からアークを発生させて溶接する鋼板の溶接継手の製造方法。 - 請求項8に記載の鋼板の溶接継手の製造方法であって、
サブマージアーク溶接によって複数の溶接電極からアークを発生させて溶接する鋼板の溶接継手の製造方法。 - 請求項9に記載の鋼板の溶接継手の製造方法であって、
サブマージアーク溶接によって複数の溶接電極からアークを発生させて溶接する鋼板の溶接継手の製造方法。 - 請求項10に記載の鋼板の溶接継手の製造方法であって、
サブマージアーク溶接によって複数の溶接電極からアークを発生させて溶接する鋼板の溶接継手の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023015802 | 2023-02-06 | ||
| JP2023-015802 | 2023-02-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024166791A1 true WO2024166791A1 (ja) | 2024-08-15 |
Family
ID=92262513
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/003364 WO2024166791A1 (ja) | 2023-02-06 | 2024-02-01 | 鋼板の溶接継手およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024166791A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5584278A (en) * | 1978-12-19 | 1980-06-25 | Nippon Steel Corp | Shallow penetration submerged arc welding method |
| JPS5584280A (en) * | 1978-12-19 | 1980-06-25 | Nippon Steel Corp | Narrow groove submerged arc welding method |
| JPS55120488A (en) * | 1979-03-09 | 1980-09-16 | Nippon Steel Corp | Narrow gap submerged arc welding method |
| JPS59212176A (ja) * | 1983-05-16 | 1984-12-01 | Kawasaki Steel Corp | 潜弧溶接方法 |
| WO2021054344A1 (ja) * | 2019-09-20 | 2021-03-25 | Jfeスチール株式会社 | 厚鋼板および厚鋼板の製造方法 |
-
2024
- 2024-02-01 WO PCT/JP2024/003364 patent/WO2024166791A1/ja unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5584278A (en) * | 1978-12-19 | 1980-06-25 | Nippon Steel Corp | Shallow penetration submerged arc welding method |
| JPS5584280A (en) * | 1978-12-19 | 1980-06-25 | Nippon Steel Corp | Narrow groove submerged arc welding method |
| JPS55120488A (en) * | 1979-03-09 | 1980-09-16 | Nippon Steel Corp | Narrow gap submerged arc welding method |
| JPS59212176A (ja) * | 1983-05-16 | 1984-12-01 | Kawasaki Steel Corp | 潜弧溶接方法 |
| WO2021054344A1 (ja) * | 2019-09-20 | 2021-03-25 | Jfeスチール株式会社 | 厚鋼板および厚鋼板の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4811166B2 (ja) | 引張強度800MPaを超える超高強度溶接鋼管の製造方法 | |
| US8049131B2 (en) | Ultrahigh strength welded joint and ultrahigh strength welded steel pipe excellent in cold cracking resistance of weld metal, and methods for producing the same | |
| JP4903918B1 (ja) | 超高強度溶接継手およびその製造方法 | |
| JP5098235B2 (ja) | 低温靱性に優れたラインパイプ用高強度鋼管及びラインパイプ用高強度鋼板並びにそれらの製造方法 | |
| JP4977876B2 (ja) | 母材および溶接部靱性に優れた超高強度高変形能溶接鋼管の製造方法 | |
| CA2860605C (en) | Abrasion resistant welded steel pipe and method of producing the same | |
| WO2008084838A1 (ja) | 溶接部耐食性および鋼板の靭性に優れた温水器用フェライト系ステンレス鋼板 | |
| JP4687531B2 (ja) | 原油タンク用鋼およびその製造方法 | |
| JP5413537B2 (ja) | 変形性能及び低温靭性に優れた高強度鋼板及び高強度鋼管並びにこれらの製造方法 | |
| US20160040274A1 (en) | Thick steel sheet having excellent ctod properties in multilayer welded joints, and manufacturing method for thick steel sheet | |
| JP2007260715A (ja) | 超高強度溶接鋼管の製造方法 | |
| JP2011179106A (ja) | 落重特性に優れた高強度厚鋼板 | |
| US20090022619A1 (en) | Steel plate for submerged arc welding | |
| US20150361664A1 (en) | H-section steel and method of producing the same | |
| JP2013142160A (ja) | 耐溶接割れ性と耐スラリー腐食摩耗性に優れた溶接鋼管およびその製造方法 | |
| WO2024166791A1 (ja) | 鋼板の溶接継手およびその製造方法 | |
| JP4506933B2 (ja) | 鉄骨用大入熱溶接に適する鋼材 | |
| WO2024166790A1 (ja) | 鋼板の溶接継手およびその製造方法 | |
| JP6720825B2 (ja) | 熱加工制御型590MPa級H形鋼 | |
| JP7558479B1 (ja) | 鋼板のガスシールドアーク溶接による溶接継手の製造方法 | |
| JP7558480B1 (ja) | 鋼板のガスシールドアーク溶接による溶接継手の製造方法 | |
| WO2024204429A1 (ja) | 鋼板のガスシールドアーク溶接による溶接継手の製造方法 | |
| WO2024204428A1 (ja) | 鋼板のガスシールドアーク溶接による溶接継手の製造方法 | |
| TW202432292A (zh) | 鋼板的焊接接頭及其製造方法 | |
| JP4522042B2 (ja) | 高パス間温度溶接性に優れた鋼材およびその溶接継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24753234 Country of ref document: EP Kind code of ref document: A1 |