WO2024134739A1 - 工具交換順序算出装置、及びコンピュータが読み取り可能な記憶媒体 - Google Patents
工具交換順序算出装置、及びコンピュータが読み取り可能な記憶媒体 Download PDFInfo
- Publication number
- WO2024134739A1 WO2024134739A1 PCT/JP2022/046751 JP2022046751W WO2024134739A1 WO 2024134739 A1 WO2024134739 A1 WO 2024134739A1 JP 2022046751 W JP2022046751 W JP 2022046751W WO 2024134739 A1 WO2024134739 A1 WO 2024134739A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tool
- tool change
- magazine
- tools
- evaluation value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images









Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/4093—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part program, for the NC machine
- G05B19/40937—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part program, for the NC machine concerning programming of machining or material parameters, pocket machining
- G05B19/40938—Tool management
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41865—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by job scheduling, process planning, material flow
- G05B19/4187—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by job scheduling, process planning, material flow by tool management
Definitions
- This disclosure relates to a tool change order calculation device and a computer-readable storage medium.
- ATC Automatic Tool Changer
- Tool changers include a turret type that selects and changes tools attached to a rotating tool pot, and a magazine type that attaches tools stored in a magazine to the spindle using a specified tool exchange means. Magazines include a drum type in which tools are arranged on a circumference, a chain type in which tools are linked by a chain, and a matrix type in which tools are stocked on a rack. Some tool changers are further provided with a function of transporting tools from an additional external magazine using a dedicated loader.
- the tools are not initially arranged in an ideal position, and they need to be rearranged to achieve the ideal position.
- the tool change sequence calculation device disclosed herein includes an initial arrangement storage unit that stores an initial arrangement of tools that corresponds the pot numbers of the magazine of the tool change device to the tools attached to the pots, an ideal arrangement acquisition unit that acquires an ideal arrangement of tools in the magazine, and an order calculation unit that simulates a tool change order that rearranges tools from the initial arrangement in the magazine to the ideal arrangement, calculates an evaluation value of the tool change order, and selects a tool change order based on the evaluation value.
- FIG. 1 is a block diagram of a tool change order calculation device according to a first embodiment
- FIG. 11 is a schematic diagram showing the relationship between the pot number of a tool and an ideal arrangement.
- FIG. 13 is a block diagram of a tool change order calculation device according to a second embodiment.
- FIG. 1 is an external view showing an example of a magazine equipped with a tool shelf.
- 10 is a flowchart illustrating an operation of a tool change order calculation device according to a second embodiment.
- FIG. 13 is a block diagram of a tool change order calculation device according to a fourth embodiment.
- 11A and 11B are schematic diagrams illustrating a selection process of an ideal arrangement.
- FIG. 2 is a hardware configuration diagram of the tool change order calculation device.
- the tool change sequence calculation device 100 is a device that acquires a tool arrangement (hereinafter, referred to as an ideal arrangement) suitable for a tool usage situation, and calculates a sequence for rearranging the tools to the ideal arrangement.
- a tool arrangement hereinafter, referred to as an ideal arrangement
- the first method is to determine an ideal layout suitable for a machining program.
- tools that are used frequently in a machining program are placed in close positions. By placing tools that are used frequently in close positions, the amount of magazine movement during execution of a machining program can be reduced. Existing technology is used as a method for placing tools that are used frequently in close positions.
- the second method is to manually set the ideal layout.
- the ideal layout receiving unit 18 manually receives an input of the ideal layout of the tools. Any means may be used to input the ideal layout of the tools as long as it is possible to specify the correspondence between each tool and the position on the magazine where the tool is to be placed.
- the ideal layout may be received by the tool change sequence calculation device 100, or the ideal layout received by an external device may be acquired.
- the tool change sequence calculation device 100 is applied to information processing devices such as PCs (personal computers), servers, and mobile terminals.
- the tool change sequence calculation device 100 may also be applied to control devices such as numerical control devices and PLCs (Programmable Logic Controllers).
- the tool change sequence calculation device 100 includes an initial placement storage unit 11, an ideal placement acquisition unit 12, a sequence calculation unit 13, a sequence output unit 14, and an ideal placement reception unit 18.
- the components of the tool change sequence calculation device 100 are classified according to their functions, and do not necessarily have to be clearly distinguished in terms of physical configuration and program configuration.
- the initial arrangement memory unit 11 stores the arrangement of tools in a magazine or turret (hereinafter collectively referred to as a magazine).
- the tool storage devices in the magazine are called pots. Pot numbers are assigned to the pots.
- the initial arrangement memory unit 11 stores the correspondence information between the pot numbers before a tool change and the tools attached to the pots.
- the arrangement of tools before a tool change is referred to as the initial arrangement.
- the ideal layout acquisition unit 12 acquires the ideal layout of the tools. Existing technology is used to calculate the ideal layout.
- the ideal layout may be calculated by the tool change sequence calculation device 100 or may be acquired from an external source.
- the sequence calculation unit 13 calculates the sequence of tool change to convert the tools in the initial arrangement to the ideal arrangement.
- the presence of at least one empty pot is a condition for tool change.
- This empty pot may be any pot in the magazine that does not have a tool attached, or a spindle that does not have a tool attached may be treated as an empty pot. Also, a part of the tool changer where a pot can be attached or an empty space on the tool shelf may be treated as an empty pot.
- the sequence calculation unit 13 uses the empty pot to replace the tools.
- the sequence calculation unit 13 simulates the tool change sequence for rearranging the initially placed tools to the ideal arrangement, and calculates an evaluation value indicating the efficiency of the tool change. The calculated evaluation value is then used to calculate the tool change sequence.
- the sequence calculation unit 13 calculates at least one of two evaluation values (the movement amount and the number of movements of the magazine) as an evaluation value indicating the efficiency of tool replacement.
- the pot numbers and ideal arrangement of tools will be explained with reference to Fig. 2.
- the magazine has eight pots, and the ideal arrangement of tools is "T1, T2, T3".
- the pots are assigned pot numbers "P1, P2, P3, P4, P5, P6, P7, P8" clockwise from the left end.
- the ideal layout of the magazine eight ideal layouts are possible, ranging from an ideal layout with "P1" at the top to an ideal layout with "P8” at the top. There are as many ideal layouts as there are pots.
- the sequence calculation unit 13 performs a simulation of tool replacement to arrange the tools in the initial position in an ideal position.
- the simulation is performed as many times as there are pots.
- An evaluation value is calculated for each pot, and the one with the lowest evaluation value is calculated as the tool replacement sequence.
- the order calculation unit 13 refers to the initial placement storage unit 11. If "T1" exists in “P1" at the initial placement stage, the placement of "T1” is considered to be complete, and a simulation of placing "T2" in "P2" is performed.
- the magazine moves "2 pots”, “2 pots”, “5 pots”, and "1 pot”.
- the magazine movement amount and the number of movements when "T1" is placed at "P1" are calculated.
- the evaluation value total amount of magazine movement and total number of movements when the tools are rearranged in the ideal arrangement with "P1" at the top can be calculated.
- the evaluation value when "P2" is at the top (total magazine movement amount and tool change order), the evaluation value when "P3” is at the top, ..., the evaluation value when "P8” is at the top are calculated.
- the sequence calculation unit 13 selects the tool change sequence having the smallest evaluation value (total movement amount or total number of movements) as the ideal tool change sequence.
- the magazine moves in only one direction, but it may rotate in both directions.
- the smaller of the two movement amounts is selected, and the total movement amount and total number of movements are calculated.
- the sequence output unit 14 outputs the calculated tool change sequence.
- the tool change sequence may be saved as a file in an information processing device such as a PC, or an NC program or sequence program for executing the tool change sequence may be created and executed by a numerical control device or a PLC.
- the operation of the tool change sequence calculation device 100 will be described with reference to the flowchart of FIG.
- the tool change sequence calculation device 100 acquires the correspondence information between the pot numbers and the tools before the tool change, and stores it in the initial arrangement storage unit 11 (step S1).
- the tool change sequence calculation device 100 acquires the ideal arrangement of the tools (step S2).
- the ideal arrangement may be acquired from an external source, or may be calculated by the tool change sequence calculation device 100.
- the tool change sequence calculation device 100 performs a simulation to rearrange the initially arranged tools to the ideal arrangement (step S3). In the simulation, the tools are rearranged to the ideal arrangement using the empty pots. The simulation can be performed the number of times equal to the number of pots in the magazine.
- the tool change sequence calculation device 100 calculates an evaluation value of the tool change sequence (step S4). The tool change sequence calculation device 100 selects an efficient tool change sequence based on the calculated evaluation value (step S5).
- the tool change sequence calculation device 100 of the first embodiment acquires the corresponding information of the pot numbers and tools before the tool change, acquires the ideal arrangement of the tools, and simulates rearrangement from the initial arrangement before the tool change to the ideal arrangement.
- the tool change sequence calculation device 100 of the first embodiment calculates an evaluation value for each simulation, and selects an efficient tool change sequence based on the evaluation value.
- the tool change sequence calculation device 100 of the first embodiment accepts an ideal arrangement that is manually set. According to the tool change sequence calculation device 100 of the first embodiment, tools can be switched simply by specifying the ideal arrangement of tools through screen operations, so that the rearrangement of tools can be made more efficient.
- the calculated tool change order may be saved in a file and output to another information processing device.
- a tool change program may be created based on the tool change order and output to a numerical control device or PLC, or the tool change program may be executed. Also, the tool change order may be displayed and notified to the user.
- two evaluation values are calculated.
- the evaluation value to be used can be selected based on the size and structure of the tool exchange device. Also, an evaluation value for evaluation taking other factors into consideration may be used.
- the tool change sequence calculation device 100 may have a function of automatically selecting the type of evaluation value, or may present a selection screen for evaluation values to the user and accept the selection from the user.
- the magazine movement amount is suitable as an evaluation value for a relatively small machine tool system consisting of only a magazine or a turret
- the magazine movement count is suitable as an evaluation value for a machine tool system having a large tool changer with an external tool rack or a tool changer with high power consumption.
- Second Embodiment 5 is a block diagram of the tool change sequence calculation device 100 of the second embodiment.
- the tool change sequence calculation device 100 of the second embodiment includes an initial arrangement storage unit 11, an ideal arrangement acquisition unit 12, a sequence calculation unit 13, a sequence output unit 14, an external arrangement storage unit 15, and an evaluation value correction unit 16.
- an initial arrangement storage unit 11 an ideal arrangement acquisition unit 12
- a sequence calculation unit 13 a sequence output unit 14
- an external arrangement storage unit 15 an evaluation value correction unit 16.
- the tool change sequence calculation device 100 of the second embodiment calculates a tool change sequence of a tool change device including a tool rack.
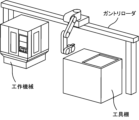
- FIG. 6 shows an example of a tool changer equipped with a tool shelf. This tool changer stores tools in a magazine and a tool shelf. A gantry loader is provided between the magazine and the tool shelf. A pallet with tools attached thereto is stored in the tool shelf. Tools (hereinafter referred to as external tools) are attached to the pallet. The pallet stored in the tool shelf is moved to the main body of the tool changer using the gantry loader. A robot removes the tools attached to the main body of the tool changer and attaches them to the machine tool. Note that a device other than a robot, such as a tool changer, may be used to attach and detach tools.
- the external arrangement memory unit 15 stores the initial arrangement of external tools, i.e., the correspondence between the pot numbers of the external tools and the tools attached to the pots.
- the evaluation value correction unit 16 corrects the evaluation value (number of movements) of the external tools stored in the tool rack. In correcting the evaluation value, different evaluation values may be set in advance for the external tools and the tools in the main body, or the number of movements of the external tool may be multiplied by a coefficient. In this embodiment, the evaluation value of the external tool is corrected so that it is higher than the evaluation value of the magazine in the main body. The more movements between the external tool and the tool, the higher the evaluation value becomes, and the tool is evaluated as being inefficient.
- the correction value may reflect the power consumption. For example, if moving an external tool consumes twice as much power, the number of tool changes involving movement to and from the external tool is doubled. This determines the tool change order that consumes less power.
- the sequence calculation unit 13 of the second embodiment calculates the tool change sequence using both the movement amount and the number of movements of the magazine as the evaluation value.
- the tool change sequence calculation device 100 first compares the number of times the magazines have been moved (after correction), and if there is no difference in the number of times the magazines have been moved, it compares the amount of movement of the magazines and selects the tool change sequence with the least amount of movement.
- the operation of the tool change sequence calculation device 100 according to the second embodiment will be described with reference to FIG.
- the tool change sequence calculation device 100 acquires the initial arrangement of the magazines in the main body and stores it in the initial arrangement storage unit 11 (step S11).
- the tool change sequence calculation device 100 also acquires the initial arrangement of the external magazines and stores it in the external arrangement storage unit 15 (step S12).
- the tool change sequence calculation device 100 acquires the ideal arrangement of tools (step S13).
- the ideal arrangement may be acquired from an external source or may be calculated by the tool change sequence calculation device 100.
- the tool change sequence calculation device 100 performs a simulation to rearrange the tools in the initial arrangement to an ideal arrangement (step S14).
- the tools are rearranged to an ideal arrangement using empty pots.
- the simulation can be performed the same number of times as there are pots in the magazine.
- the tool change sequence calculation device 100 calculates an evaluation value for the tool change sequence (step S15). If there is a movement from the tool shelf, the evaluation value is corrected (step S16). The tool change sequence calculation device 100 uses the number of magazine movements as the first evaluation value. The tool change sequence calculation device 100 selects an efficient tool change sequence based on the number of magazine movements (step S17).
- step S17 If only one selection is made in step S17 (step S18; Yes), the tool change sequence calculation device 100 ends the tool change sequence selection process.
- step S17 if there are multiple tool change sequences with the same evaluation value (step S18; No), the tool change sequence calculation device 100 uses the magazine movement amount as the second evaluation value. The tool change sequence calculation device 100 selects the most efficient tool change sequence based on the magazine movement amount (step S19).
- the tool change sequence calculation device 100 of the second embodiment calculates a tool change sequence suitable for a tool change device equipped with a tool rack. Correction processing is performed on the number of times the magazine is moved from the tool rack. The correction amount can be calculated based on the power consumption for moving the tool from the tool rack to the main body and for moving the tool within the magazine of the main body. By using this evaluation value, it is possible to make the power consumption more efficient.
- the tool change sequence is selected using two evaluation values: a first evaluation value (number of times the magazine is moved) and a second evaluation value (amount of movement of the magazine).
- a first evaluation value number of times the magazine is moved
- a second evaluation value amount of movement of the magazine.
- the sequence calculation unit 13 of the tool change sequence calculation device 100 of the third embodiment has a function of calculating an evaluation value taking into account pots occupied by large diameter tools. There is a risk that a large diameter tool may come into contact with a tool attached to a pot in the vicinity of the pot to which the large diameter tool is attached. Therefore, a tool may not be attached to a pot in the vicinity of the pot to which the large diameter tool is attached.
- the sequence calculation unit 13 performs a simulation of tool change under the condition that a pot in the vicinity of the pot to which the large diameter tool is attached (which pot is set according to the size and shape of the large diameter tool) is an empty pot, and calculates the tool change sequence.
- the sequence calculation unit 13 of the tool change sequence calculation device 100 of the fourth embodiment calculates an evaluation value taking into account the index movement amount.
- the tool change sequence calculation device 100 includes a machining program analysis unit 17 as shown in FIG. 8.
- the machining program analysis unit 17 analyzes the machining program and identifies the tool to be replaced first when the machining program is executed.
- the sequence calculation unit 13 obtains the pot number of the tool to be replaced first.
- the sequence calculation unit 13 calculates the index movement amount for moving the tool to be replaced first to the tool change position.
- the sequence calculation unit 13 calculates the evaluation value by adding the index movement amount to the total movement amount of the magazine calculated by simulation. According to the tool change sequence calculation device 100 of the fourth embodiment, it is possible to calculate an evaluation value taking into consideration the index movement amount when executing a tool change specified in a machining program.
- the sequence calculation unit 13 of the tool change sequence calculation device 100 of the fifth embodiment selects pots with a small amount of movement for tool change and executes a simulation. Specifically, the tools that can be rearranged to the ideal arrangement are selected, and a simulation of the tool change sequence is executed for pots close to the initial arrangement of the selected tools, and a simulation is not executed for pots far from the initial arrangement of the selected tools.
- a first ideal arrangement close to the initial arrangement of the tools to be rearranged to the ideal arrangement is selected, and a simulation of a second ideal arrangement far from the initial arrangement of the tools to be rearranged to the ideal arrangement is not performed.
- the first ideal arrangement in the example of FIG. 8 is close to the tool change position, and therefore the amount of movement to the tool change position is also small.
- a pot with a small amount of movement for tool change is selected to perform a simulation, thereby reducing the amount of calculation required for the simulation.
- FIG. 10 is a hardware configuration diagram of the tool exchange sequence calculation device 100.
- the tool exchange sequence calculation device 100 includes a CPU 111 that controls the entire tool exchange sequence calculation device 100, a ROM 112 that records programs and data, and a RAM 113 for temporarily expanding data.
- the CPU 111 reads out the system program recorded in the ROM 112 via the bus, and executes the tool exchange sequence calculation process in accordance with the system program.
- the non-volatile memory 114 is backed up by, for example, a battery (not shown), and the stored state is maintained even when the power supply to the tool change sequence calculation device 100 is turned off.
- the non-volatile memory 114 stores various data, such as programs read from the external device 120 via the interfaces 115, 118, and 119, and user operations input via the input unit 30.
- the non-volatile memory 114 may also store programs and data for executing the tool change sequence calculation process.
- the display unit 70 displays various data.
- the interface 115 is an interface for connecting the tool change sequence calculation device 100 to an external device 120 such as an adapter. Programs, various parameters, etc. are read from the external device 120.
- a tool change sequence calculation device (100) includes an initial arrangement memory unit (11) that stores an initial arrangement of tools that corresponds to pot numbers in a magazine of a tool change device and tools attached to the pots, an ideal arrangement acquisition unit (12) that acquires an ideal arrangement of tools in the magazine, and a sequence calculation unit (13) that simulates a tool change sequence in which tools are rearranged from the initial arrangement in the magazine to the ideal arrangement, calculates an evaluation value of the tool change sequence, and selects a tool change sequence based on the evaluation value.
- the evaluation value is the amount of movement of the magazine.
- the evaluation value is the number of times the magazine is moved.
- the sequence calculation unit (13) calculates the number of times the magazine is moved as a first evaluation value and the amount of movement of the magazine as a second evaluation value, and if there is no difference in the first evaluation values, selects a tool change sequence using the second evaluation value.
- a tool change sequence calculation device (100) includes an external arrangement memory unit (15) that stores an initial arrangement of an external magazine that associates pot numbers of an external magazine stored in a tool shelf of the tool change device with tools attached to the pots, and an evaluation value correction unit (16) that corrects an evaluation value of the tool change when the simulation includes a change of a tool stored in the external magazine.
- the sequence calculation unit (13) corrects an evaluation value based on power consumption required to move the tools stored in the external magazine.
- a tool change sequence calculation device (100) in a tool change sequence calculation device (100) according to another aspect of the present disclosure, when the tools include a large diameter tool, the sequence calculation unit (13) simulates the tool change sequence under the condition that a pot in the vicinity of the large diameter tool is an empty pot.
- a tool change sequence calculation device (100) according to another aspect of the present disclosure includes a machining program analysis unit (17) that analyzes a machining program, the machining program analysis unit (17) identifies the tool to be replaced first when the machining program is executed, and the sequence calculation unit (13) calculates an evaluation value by adding the index movement amount of the tool to be replaced first to the total movement amount of the magazine calculated by the simulation.
- a tool change sequence calculation device (100) includes an ideal arrangement receiving unit (18) that receives an input of an ideal arrangement of tools.
- a storage medium storing computer readable instructions stores instructions to cause one or more processors to execute the steps of: storing an initial tool arrangement that corresponds pot numbers in a magazine of a tool changing device to tools attached to the pots; acquiring an ideal arrangement of tools in the magazine; simulating a tool changing order that rearranges tools from the initial arrangement in the magazine to the ideal arrangement, calculating an evaluation value of the tool changing order, and selecting a tool changing order based on the evaluation value.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- General Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Geometry (AREA)
- Human Computer Interaction (AREA)
- Automatic Tool Replacement In Machine Tools (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024565419A JPWO2024134739A1 (https=) | 2022-12-19 | 2022-12-19 | |
| CN202280102516.XA CN120344346A (zh) | 2022-12-19 | 2022-12-19 | 工具更换顺序计算装置以及计算机可读存储介质 |
| PCT/JP2022/046751 WO2024134739A1 (ja) | 2022-12-19 | 2022-12-19 | 工具交換順序算出装置、及びコンピュータが読み取り可能な記憶媒体 |
| DE112022007867.7T DE112022007867T5 (de) | 2022-12-19 | 2022-12-19 | Gerät zur berechnung der werkzeug-wechsel-reihenfolge und computerlesbares speichermedium |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/046751 WO2024134739A1 (ja) | 2022-12-19 | 2022-12-19 | 工具交換順序算出装置、及びコンピュータが読み取り可能な記憶媒体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2024134739A1 true WO2024134739A1 (ja) | 2024-06-27 |
| WO2024134739A9 WO2024134739A9 (ja) | 2025-06-19 |
Family
ID=91588148
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/046751 Ceased WO2024134739A1 (ja) | 2022-12-19 | 2022-12-19 | 工具交換順序算出装置、及びコンピュータが読み取り可能な記憶媒体 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPWO2024134739A1 (https=) |
| CN (1) | CN120344346A (https=) |
| DE (1) | DE112022007867T5 (https=) |
| WO (1) | WO2024134739A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1142533A (ja) * | 1997-07-30 | 1999-02-16 | Brother Ind Ltd | 工作機械の制御装置 |
| JP2005066726A (ja) * | 2003-08-21 | 2005-03-17 | Makino J Kk | 工作機械 |
| JP2012030294A (ja) * | 2010-07-28 | 2012-02-16 | Brother Industries Ltd | 工具配置算出装置、工具配置算出方法、制御プログラム及び記憶媒体 |
| JP2021053763A (ja) * | 2019-09-30 | 2021-04-08 | ブラザー工業株式会社 | 制御装置と制御方法と制御プログラム |
| JP7203254B1 (ja) * | 2022-02-01 | 2023-01-12 | Dmg森精機株式会社 | 工作機械 |
-
2022
- 2022-12-19 JP JP2024565419A patent/JPWO2024134739A1/ja active Pending
- 2022-12-19 CN CN202280102516.XA patent/CN120344346A/zh active Pending
- 2022-12-19 DE DE112022007867.7T patent/DE112022007867T5/de active Pending
- 2022-12-19 WO PCT/JP2022/046751 patent/WO2024134739A1/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1142533A (ja) * | 1997-07-30 | 1999-02-16 | Brother Ind Ltd | 工作機械の制御装置 |
| JP2005066726A (ja) * | 2003-08-21 | 2005-03-17 | Makino J Kk | 工作機械 |
| JP2012030294A (ja) * | 2010-07-28 | 2012-02-16 | Brother Industries Ltd | 工具配置算出装置、工具配置算出方法、制御プログラム及び記憶媒体 |
| JP2021053763A (ja) * | 2019-09-30 | 2021-04-08 | ブラザー工業株式会社 | 制御装置と制御方法と制御プログラム |
| JP7203254B1 (ja) * | 2022-02-01 | 2023-01-12 | Dmg森精機株式会社 | 工作機械 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2024134739A9 (ja) | 2025-06-19 |
| CN120344346A (zh) | 2025-07-18 |
| JPWO2024134739A1 (https=) | 2024-06-27 |
| DE112022007867T5 (de) | 2025-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202780640U (zh) | 机床的工具更换装置 | |
| US11561527B2 (en) | NC program conversion process method and processing treatment system | |
| US20110093666A1 (en) | Numerical controller capable of dividing and combining memory areas to store machining programs and binary data | |
| JPH0463652A (ja) | Nc加工制御装置 | |
| EP3872588B1 (en) | Nc program conversion processing method and computer for conversion | |
| EP2733613A2 (en) | Controller and program | |
| WO2024134739A1 (ja) | 工具交換順序算出装置、及びコンピュータが読み取り可能な記憶媒体 | |
| JP5241917B2 (ja) | 形彫放電加工機の制御装置 | |
| JP3209890B2 (ja) | 生産セル | |
| JP2002036050A (ja) | 工具交換装置及び工作機械 | |
| US20040167658A1 (en) | Numerical controller | |
| JP2004195581A (ja) | 工具情報管理装置 | |
| JPH0288138A (ja) | 工具入替え方法 | |
| EP2963542A1 (en) | Method and architecture for comparing and merging engineering objects stored using dynamic versioning strategy | |
| JP6868081B2 (ja) | 変換用計算機 | |
| JP3492186B2 (ja) | 加工ラインの工程設計自動化システム | |
| JP2022122363A (ja) | ライン設計装置及びライン設計方法 | |
| JP2002346867A (ja) | 工具マガジン内の工具自動配置替え方法および装置 | |
| JPH01310835A (ja) | 工具マガジンの工具貯蔵方法とその工具マガジンファイル装置 | |
| JP3060515B2 (ja) | 生産量管理装置 | |
| JP2005215720A (ja) | パンチプレス用スケジューリング装置および自動プログラミング装置 | |
| JPH10312209A (ja) | Nc加工プログラムの管理方法およびnc装置ならびにnc加工プログラムの管理プログラムを記録した記録媒体 | |
| JP2009245194A (ja) | プログラマブルコントローラ、プログラマブルコントローラ支援装置、及びプログラマブルコントローラシステム | |
| JPH0271952A (ja) | 工具管理装置 | |
| JPH07112346A (ja) | ロボットによるバリ取り作業の動作プログラム作成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22969128 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024565419 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 112022007867 Country of ref document: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280102516.X Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202280102516.X Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 112022007867 Country of ref document: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22969128 Country of ref document: EP Kind code of ref document: A1 |