WO2024096018A1 - 全固体二次電池及びその製造方法 - Google Patents
全固体二次電池及びその製造方法 Download PDFInfo
- Publication number
- WO2024096018A1 WO2024096018A1 PCT/JP2023/039312 JP2023039312W WO2024096018A1 WO 2024096018 A1 WO2024096018 A1 WO 2024096018A1 JP 2023039312 W JP2023039312 W JP 2023039312W WO 2024096018 A1 WO2024096018 A1 WO 2024096018A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- positive electrode
- negative electrode
- active material
- solid
- material layer
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 111
- 239000000203 mixture Substances 0.000 claims abstract description 195
- 239000007784 solid electrolyte Substances 0.000 claims abstract description 163
- 239000007774 positive electrode material Substances 0.000 claims abstract description 143
- 239000007773 negative electrode material Substances 0.000 claims abstract description 116
- 229920005989 resin Polymers 0.000 claims abstract description 97
- 239000011347 resin Substances 0.000 claims abstract description 97
- 239000010954 inorganic particle Substances 0.000 claims abstract description 87
- 239000000463 material Substances 0.000 claims abstract description 80
- 238000003825 pressing Methods 0.000 claims abstract description 28
- 238000010438 heat treatment Methods 0.000 claims abstract description 27
- 239000000155 melt Substances 0.000 claims abstract description 27
- 239000011248 coating agent Substances 0.000 claims description 88
- 238000000576 coating method Methods 0.000 claims description 88
- 239000002245 particle Substances 0.000 claims description 69
- 230000035515 penetration Effects 0.000 claims description 54
- 239000007787 solid Substances 0.000 claims description 53
- 239000010410 layer Substances 0.000 description 473
- 239000000470 constituent Substances 0.000 description 59
- 238000000034 method Methods 0.000 description 56
- 230000000052 comparative effect Effects 0.000 description 51
- 239000002585 base Substances 0.000 description 50
- 230000001105 regulatory effect Effects 0.000 description 33
- 230000007547 defect Effects 0.000 description 29
- 239000005038 ethylene vinyl acetate Substances 0.000 description 26
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 26
- 239000000758 substrate Substances 0.000 description 24
- 239000002356 single layer Substances 0.000 description 23
- 238000002360 preparation method Methods 0.000 description 22
- 238000004891 communication Methods 0.000 description 21
- 238000011156 evaluation Methods 0.000 description 20
- 238000002844 melting Methods 0.000 description 20
- 230000008018 melting Effects 0.000 description 20
- 239000011149 active material Substances 0.000 description 19
- 239000003792 electrolyte Substances 0.000 description 19
- 238000009413 insulation Methods 0.000 description 19
- 229910003480 inorganic solid Inorganic materials 0.000 description 18
- 230000002093 peripheral effect Effects 0.000 description 16
- 238000002156 mixing Methods 0.000 description 13
- 229920002725 thermoplastic elastomer Polymers 0.000 description 13
- 239000011230 binding agent Substances 0.000 description 12
- 230000006378 damage Effects 0.000 description 12
- 238000005259 measurement Methods 0.000 description 11
- 239000004698 Polyethylene Substances 0.000 description 10
- 239000004743 Polypropylene Substances 0.000 description 10
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 10
- 239000011888 foil Substances 0.000 description 10
- 238000000465 moulding Methods 0.000 description 10
- 230000000704 physical effect Effects 0.000 description 9
- 229920013716 polyethylene resin Polymers 0.000 description 9
- 239000010935 stainless steel Substances 0.000 description 9
- 229910001220 stainless steel Inorganic materials 0.000 description 9
- 238000003860 storage Methods 0.000 description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- 230000004308 accommodation Effects 0.000 description 8
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 8
- 238000001035 drying Methods 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 8
- 239000004926 polymethyl methacrylate Substances 0.000 description 8
- 239000002131 composite material Substances 0.000 description 7
- 229920001971 elastomer Polymers 0.000 description 7
- 238000000462 isostatic pressing Methods 0.000 description 7
- -1 polyethylene Polymers 0.000 description 7
- 239000005060 rubber Substances 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 6
- VWBZFVLFPWAHJT-UHFFFAOYSA-N anisole 1,2,3,4-tetrahydronaphthalene Chemical compound COC1=CC=CC=C1.C1CCCC2=CC=CC=C12 VWBZFVLFPWAHJT-UHFFFAOYSA-N 0.000 description 6
- 239000012046 mixed solvent Substances 0.000 description 6
- 239000002203 sulfidic glass Substances 0.000 description 6
- 239000000654 additive Substances 0.000 description 5
- 238000012790 confirmation Methods 0.000 description 5
- 238000003780 insertion Methods 0.000 description 5
- 230000037431 insertion Effects 0.000 description 5
- 230000003014 reinforcing effect Effects 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 4
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 229910010272 inorganic material Inorganic materials 0.000 description 4
- 239000011147 inorganic material Substances 0.000 description 4
- 239000011810 insulating material Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 229910001416 lithium ion Inorganic materials 0.000 description 4
- 229910044991 metal oxide Inorganic materials 0.000 description 4
- 150000004706 metal oxides Chemical class 0.000 description 4
- 238000004080 punching Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000000280 densification Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 238000005553 drilling Methods 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 239000005001 laminate film Substances 0.000 description 3
- 229910021382 natural graphite Inorganic materials 0.000 description 3
- 150000004767 nitrides Chemical class 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 229910010848 Li6PS5Cl Inorganic materials 0.000 description 2
- 229910003327 LiNbO3 Inorganic materials 0.000 description 2
- 229910012653 LiNi0.5Co0.2Mn0.3 Inorganic materials 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 239000002134 carbon nanofiber Substances 0.000 description 2
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000001513 hot isostatic pressing Methods 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 239000012768 molten material Substances 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229910052814 silicon oxide Inorganic materials 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 238000005979 thermal decomposition reaction Methods 0.000 description 2
- 238000012800 visualization Methods 0.000 description 2
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical compound [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 229910001413 alkali metal ion Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 229910001420 alkaline earth metal ion Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- 239000012300 argon atmosphere Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- ZMIGMASIKSOYAM-UHFFFAOYSA-N cerium Chemical compound [Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce] ZMIGMASIKSOYAM-UHFFFAOYSA-N 0.000 description 1
- 229910000420 cerium oxide Inorganic materials 0.000 description 1
- 239000002482 conductive additive Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- PNDPGZBMCMUPRI-UHFFFAOYSA-N iodine Chemical compound II PNDPGZBMCMUPRI-UHFFFAOYSA-N 0.000 description 1
- 239000011630 iodine Substances 0.000 description 1
- 229910052740 iodine Inorganic materials 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 238000007561 laser diffraction method Methods 0.000 description 1
- 239000002346 layers by function Substances 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 229910021437 lithium-transition metal oxide Inorganic materials 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000002905 metal composite material Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000000790 scattering method Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000007086 side reaction Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 150000003463 sulfur Chemical class 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229910000314 transition metal oxide Inorganic materials 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/056—Accumulators with non-aqueous electrolyte characterised by the materials used as electrolytes, e.g. mixed inorganic/organic electrolytes
- H01M10/0561—Accumulators with non-aqueous electrolyte characterised by the materials used as electrolytes, e.g. mixed inorganic/organic electrolytes the electrolyte being constituted of inorganic materials only
- H01M10/0562—Solid materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0585—Construction or manufacture of accumulators having only flat construction elements, i.e. flat positive electrodes, flat negative electrodes and flat separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/103—Primary casings; Jackets or wrappings characterised by their shape or physical structure prismatic or rectangular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/117—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/121—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/122—Composite material consisting of a mixture of organic and inorganic materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/131—Primary casings; Jackets or wrappings characterised by physical properties, e.g. gas permeability, size or heat resistance
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/584—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries
- H01M50/586—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries inside the batteries, e.g. incorrect connections of electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/584—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries
- H01M50/59—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries characterised by the protection means
- H01M50/591—Covers
Definitions
- the present invention relates to an all-solid-state secondary battery and a method for manufacturing the same.
- the all-solid-state secondary battery has a battery unit in which a negative electrode active material layer, a solid electrolyte layer, and a positive electrode active material layer are laminated in this order as battery element members.
- a stacked type all-solid-state secondary battery in which two or more battery units are stacked has been developed for practical use in order to achieve high energy density.
- all-solid-state secondary batteries are usually constructed by sequentially stacking a positive electrode active material layer and a negative electrode active material layer with a solid electrolyte layer interposed therebetween, there is a problem that the ends of a battery unit in which constituent layers such as a negative electrode active material layer, a solid electrolyte layer, and a positive electrode active material layer are stacked are likely to come into contact with each other. That is, even if the layers are stacked with a solid electrolyte layer interposed therebetween, the ends of the positive electrode active material layer and the negative electrode active material layer are likely to come into contact with each other, causing a short circuit.
- Patent Document 1 describes an electrochemical element including "an electrode body for an electrochemical element having a positive electrode, a negative electrode, and a solid electrolyte layer interposed between the positive electrode and the negative electrode, the solid electrolyte layer containing a sulfide-based solid electrolyte, and an insulating layer containing a filler and a binder, the filler containing a resin having a melting point or thermal decomposition temperature of 150° C.
- Patent Document 2 describes an all-solid-state lithium battery comprising: an oriented positive electrode plate made of an oriented polycrystal formed by orienting a plurality of lithium transition metal oxide particles; a solid electrolyte layer provided on the oriented positive electrode plate and made of a lithium ion conductive material; a negative electrode layer provided on the solid electrolyte layer; and an end insulating part insulating an end of the oriented positive electrode plate, the solid electrolyte layer side surface of the end insulating part forming a single surface continuous with the solid electrolyte layer side surface of the oriented positive electrode plate, such that there is no step between the end insulating part and the solid electrolyte layer side surface of the oriented positive electrode plate, or the solid electrolyte layer side surface of the end insulating part is a discontinuous surface lower than the solid electrolyte layer side surface of the oriented positive electrode plate, but the step between the end insulating part and the solid electrolyte
- the constituent layers constituting the battery unit are formed by various methods, such as a film-forming method (a method of applying and drying a constituent layer-forming material containing solid particles such as an inorganic solid electrolyte, an active material, and a conductive assistant), and a method of sputtering or vapor-depositing an active material.
- a film-forming method a method of applying and drying a constituent layer-forming material containing solid particles such as an inorganic solid electrolyte, an active material, and a conductive assistant
- a method of sputtering or vapor-depositing an active material Regardless of the manufacturing method, the ends of the formed constituent layers tend to be thin and are prone to poor adhesion, which induces the occurrence of short circuits at the ends of the battery element members (battery unit, constituent layers).
- an all-solid-state secondary battery battery unit
- the ends of the constituent layers are deformed by the pressure stress, and defects (cracks, breaks, chips, etc.) occur due to the breakdown of the solid particle adhesion, which ultimately causes a short circuit.
- the all-solid-state secondary battery in addition to the short circuit caused by the stacking of the constituent layers (contact of the constituent layers) described above, the all-solid-state secondary battery also has the problem that short circuits are likely to occur at the ends of the battery element members due to the end formability of the constituent layers and pressurization.
- the all-solid-state secondary battery of Patent Document 1 prevents the occurrence of short circuits that can occur when constituent layers are simply stacked by providing an insulating layer on the side of the electrode body, while the all-solid-state secondary battery of Patent Document 2 prevents short circuits caused by steps that occur when an oriented positive plate is used by providing an end covering part that insulates the end of the oriented positive plate.
- Patent Documents 1 nor 2 is there any consideration given to the formability of the ends of the constituent layers or the occurrence of deformation or defects at the ends.
- the all-solid-state secondary battery of Patent Document 2 which uses an oriented positive plate, does not have the problem of deformation or defects at the ends of the constituent layers.
- the objective of the present invention is to provide an all-solid-state secondary battery that can prevent deformation and defects while maintaining the insulation of the ends of the battery element members, thereby suppressing the occurrence of short circuits, and a method for manufacturing the same.
- insulating covering that covers the ends (at least the side surfaces) of a battery element member, including a battery unit formed of stacked constituent layers, from the outside of the side surfaces, and by forming this insulating covering from a mixture of a resin material that melts in a temperature range of 300°C or less and insulating inorganic particles that do not melt at 350°C, it is possible to prevent the occurrence of deformation and defects while maintaining the insulation of the ends of the battery element member.
- the present invention was completed after further investigation based on these findings.
- An all-solid-state secondary battery having a battery element member,
- the battery element member includes at least one battery unit in which a negative electrode active material layer, a solid electrolyte layer, and a positive electrode active material layer are laminated in this order, an insulating cover is provided at an end of the battery element member, the insulating cover covering at least a side surface of the battery element member from outside the side surface;
- the insulating coating is a mixture of a resin material that melts in a temperature range of 300°C or lower and insulating inorganic particles that do not melt at 350°C, in an all-solid-state secondary battery.
- the battery unit is a battery unit in which a negative electrode current collector, a negative electrode active material layer, a solid electrolyte layer, a positive electrode active material layer, and a positive electrode current collector are laminated in this order,
- the all-solid-state secondary battery according to ⁇ 1> wherein the positive electrode current collector has a positive electrode current collecting portion laminated adjacent to the positive electrode active material layer, and a positive electrode tab extending so as to protrude from one end of the positive electrode current collecting portion, and the positive electrode tab protrudes from the insulating covering.
- the battery unit is a battery unit in which a negative electrode current collector, a negative electrode active material layer, a solid electrolyte layer, a positive electrode active material layer, and a positive electrode current collector are laminated in this order,
- ⁇ 4> The all-solid-state secondary battery according to any one of ⁇ 1> to ⁇ 3>, wherein the insulating coating is made of a molten solid of a resin material that melts in a temperature range of 200° C. or lower and insulating solid particles that do not melt at 250° C.
- ⁇ 5> The all-solid-state secondary battery according to any one of ⁇ 1> to ⁇ 4>, wherein a recess adjacent to the outer side in the planar direction of the positive electrode active material layer or the negative electrode active material layer formed at an end of a battery element due to a dimensional difference between the positive electrode active material layer and the negative electrode active material layer is filled with an insulating coating containing insulating inorganic particles.
- ⁇ 6> The all-solid-state secondary battery according to any one of ⁇ 1> to ⁇ 5>, wherein at least one interface between adjacent stacked layers in the battery element member has a coating intrusion region in which an insulating coating containing at least one insulating inorganic particle intrudes from an end portion of the battery element member toward the inside.
- ⁇ 7> The all-solid-state secondary battery according to ⁇ 6>, in which the solid electrolyte layer in contact with the coating intrusion region has no cracks.
- a battery element member including at least one laminate unit in which a negative electrode active material layer, a solid electrolyte layer, and a positive electrode active material layer are laminated in this order; and applying pressure in an inward direction to the battery element members while heating the mixture at a temperature at which the resin material melts.
- the manufacturing method according to ⁇ 8> further comprising carrying out a step of pressing the battery element members while pressing them in the stacking direction.
- the all-solid-state secondary battery of the present invention can prevent contact between the constituent layers at the ends of the battery element members to maintain the insulation of the ends, while reinforcing the ends to prevent deformation and defects, thereby suppressing the occurrence of short circuits. Also, the manufacturing method of the all-solid-state secondary battery of the present invention can manufacture an all-solid-state secondary battery in which the occurrence of short circuits is suppressed.
- FIG. 1 is a vertical cross-sectional view showing a schematic basic configuration of a typical all-solid-state secondary battery.
- FIG. 2 is a partial schematic cross-sectional view showing an end portion of a preferred embodiment of the all-solid-state secondary battery of the present invention.
- FIG. 3 is a partial schematic cross-sectional view showing an end portion of another preferred embodiment of the all-solid-state secondary battery of the present invention.
- FIG. 4 is a partial schematic cross-sectional view showing another end portion of another preferred embodiment of the all-solid-state secondary battery of the present invention.
- FIG. 5 is a partial schematic cross-sectional view showing another end portion of another preferred embodiment of the all-solid-state secondary battery of the present invention.
- FIG. 6A is a top schematic view showing one embodiment of a positive electrode plate that can be used in a preferred method of making a battery element member.
- FIG. 6B is a schematic top view showing one embodiment of a negative electrode plate with an electrolyte layer that can be used in a preferred method for producing a battery element member.
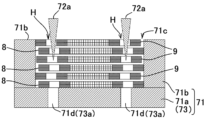
- FIG. 7 is a schematic top view showing a state in which a plurality of electrode plates are accommodated in the accommodation space of a frame and provisionally positioned in a preferred method for producing a battery element member using a preferred production apparatus.
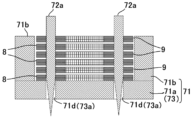
- FIG. 8(A) is a schematic cross-sectional view illustrating the initial state of this positioning step in a preferred method for manufacturing a battery element member using a preferred manufacturing apparatus, and shows a cross section taken along a plane perpendicular to the longitudinal direction of the frame body and passing through the center of the pin receiving portion.
- Figure 8 (B) is a schematic cross-sectional view illustrating the completed state of this positioning step in a preferred method for manufacturing a battery element component using a preferred manufacturing apparatus, and shows a cross section taken along a plane perpendicular to the longitudinal direction of the frame body and passing through the center of the pin receiving portion.
- FIG. 9 is a schematic cross-sectional view showing a state in which the positioned battery element members are pressurized and restrained in the stacking direction in a preferred manufacturing method for a stacked-type all-solid-state secondary battery using a preferred manufacturing apparatus, and shows a cut surface along a plane perpendicular to the longitudinal direction of the frame and passing through the center of the pin receiving portion.
- FIG. 10 is a schematic cross-sectional view showing a state in which the positioned battery element members are pressurized and restrained in the stacking direction in a preferred manufacturing method for a stacked-type all-solid-state secondary battery using a preferred manufacturing apparatus, and shows a cut surface perpendicular to the longitudinal direction of the frame and approximately at the center in the longitudinal direction.
- FIG. 10 is a schematic cross-sectional view showing a state in which the positioned battery element members are pressurized and restrained in the stacking direction in a preferred manufacturing method for a stacked-type all-solid-state secondary battery using a preferred manufacturing apparatus, and shows
- FIG. 11 is a schematic cross-sectional view illustrating a method for forming an insulating cover on an end portion of a battery element by placing a rod-shaped body in the vicinity of the end portion of the battery element and applying pressure thereto, in a preferred method for producing a stacked-type all-solid-state secondary battery using a preferred production apparatus.
- the term "principal surface” refers to a surface perpendicular to the thickness direction of a flat plate such as a constituent layer, and usually refers to a surface having the largest surface area.
- the term “plane direction” refers to the in-plane direction of the principal surface, specifically, the vertical and horizontal directions.
- insulating refers to having electronic insulating properties, that is, the property of not allowing electrons to pass through.
- the electrical conductivity is 10 -9 S (Siemens)/cm or less at a measurement temperature of 25°C.
- the "crack”, “crack” and “chip” that may occur in the constituent layer are all defects caused by the breakdown of the bond between solid particles.
- the "crack” refers to a crack that extends continuously along the grain boundary of at least one solid particle in the depth direction or surface direction of the constituent layer. For example, when observed with an electron microscope, it is recognized as a crack that has progressed along the grain boundary of at least one solid particle. Usually, once a crack occurs, stress is concentrated at the tip of the crack, so the crack progresses linearly and does not follow the grain boundary of the solid particle.
- the "crack” refers to a state in which the crack penetrates in the depth direction and surface direction and the constituent layer loses its integrity (separates into multiple pieces), and the “chip” refers to a state in which a part of the constituent layer is partially peeled off or missing (missing) (excluding a cracked state).
- any of the upper and lower limits can be appropriately combined to form a specific numerical range.
- the upper and lower limits forming the numerical range are not limited to the specific combinations written before and after " ⁇ " as specific numerical ranges, but can be a numerical range that appropriately combines the upper and lower limits of each numerical range.
- a numerical range expressed using " ⁇ ” means a range that includes the numerical values written before and after " ⁇ " as the upper and lower limits.
- the ends of the battery element members are covered with an insulating cover, and this insulating cover can maintain the insulation of the ends of the battery element members (battery unit, constituent layers) and reinforce the strength of the ends of the constituent layers to prevent deformation and defects, thereby suppressing the occurrence of short circuits.
- the insulating properties of the ends can be maintained and the strength of the composite layers can be reinforced by integrally covering the ends of the battery element members.
- the all-solid-state secondary battery of the present invention has high reliability whether it is a single-layer type or a laminate type.
- the end of a battery element member refers to a region including at least the side surface (end face) of the battery element member, and in the case where there is a dimensional difference between the positive electrode active material layer and the negative electrode active material layer, refers to a region including a recess formed by this dimensional difference (in other words, a region formed by a straight line connecting the outer side surfaces of the battery element member and a straight line connecting the inner surface of the recess).
- the insulating cover does not directly contact the end (side) of the negative electrode active material layer, but this form is also included in the present invention as one form of the end of the battery element member. In this form, a compressive pressure toward the inside of the battery element member is transmitted to the end (side) of the negative electrode active material layer via the solid electrolyte layer.
- the all-solid-state secondary battery of the present invention is the same as a known all-solid-state secondary battery except that the ends of the battery element members are covered with an insulating cover, and other configurations are not particularly limited.
- the all-solid-state secondary battery of the present invention includes both forms of an all-solid-state secondary battery having one battery unit (laminated unit) in which at least a negative electrode active material layer, a solid electrolyte layer, and a positive electrode active material layer are laminated in this order (sometimes referred to as a single-layer type all-solid-state secondary battery), and a form of an all-solid-state secondary battery having two or more battery units (sometimes referred to as a laminated type all-solid-state secondary battery).
- the number of battery units in the laminated type all-solid-state secondary battery is not particularly limited as long as it is two or more, and can be, for example, 2 to 500 sets, and preferably 60 to 100 sets.
- the shape of the all-solid-state secondary battery of the present invention is not particularly limited and can be appropriately set depending on the application, etc. For example, it can be circular or rectangular in plan view.
- "rectangle" means a quadrangular shape including a square and a rectangle, but is not limited to a geometrically accurate quadrangular shape, and may be approximately quadrangular depending on the application, required characteristics, etc., and may also be a shape with chamfered corners.
- the outer dimensions of the all-solid-state secondary battery can be appropriately set depending on the application, etc.
- FIG. 1 shows the basic configuration (battery unit) of a typical all-solid-state secondary battery.
- the all-solid-state secondary battery 10 has a configuration in which, viewed from the negative electrode side, a negative electrode current collector 1, a negative electrode active material layer 2, a solid electrolyte layer 3, a positive electrode active material layer 4, and a positive electrode current collector 5 are laminated in this order. Adjacent layers are in direct contact with each other.
- electrons (e - ) are supplied to the negative electrode side, and at the same time, the alkali metal or alkaline earth metal constituting the positive electrode active material is ionized.
- the ionized ions move through (conduct) the solid electrolyte layer 3 and are accumulated in the negative electrode.
- lithium ions Li +
- the alkali metal ions or alkaline earth metal ions stored in the negative electrode are returned to the positive electrode side, supplying electrons to the operating part 6.
- a light bulb is used as the operating part 6, and this is turned on by discharge.
- the single-layer type all-solid-state secondary battery of the present invention includes, as battery element members, a set of battery units in which a negative electrode active material layer, a solid electrolyte layer, and a positive electrode active material layer are laminated in this order, and preferably includes the basic configuration shown in FIG. 1 in which a negative electrode current collector and a positive electrode current collector are further laminated.
- FIG. 2 shows a schematic diagram of a cross section along the stacking direction of a preferred embodiment of the all-solid-state secondary battery (single-layer type) of the present invention, illustrating the entire end portion and the vicinity of the interface between the solid electrolyte layer and the positive electrode active material layer (the region indicated by R1 in FIG. 2 ).
- This all-solid-state secondary battery 30 is a single-layer type all-solid-state secondary battery 30 having a battery element member 21 consisting of a set of battery units having the layer structure shown in Fig. 1 as a basic unit. That is, the all-solid-state secondary battery 30 has a battery element member 21 consisting of a set of battery units 21 in which, as viewed from the negative electrode side, a negative electrode current collector 1A, a negative electrode active material layer 2A, a solid electrolyte layer 3A, a positive electrode active material layer 4A, and a positive electrode current collector 5A are laminated in this order.
- the negative electrode current collector 1A, the negative electrode active material layer 2A, the solid electrolyte layer 3A, the positive electrode active material layer 4A, and the positive electrode current collector 5A all have the same surface area of the main surface.
- the battery element member 21 has an insulating cover 22 at the end 21A that covers at least the side surface from the outside of the side surface. As shown in FIG. 2, the insulating cover 22 integrally and entirely covers the peripheral side surface of the battery element member 21, sealing it without any gaps.
- the insulating cover 22 preferably covers the side surface of the end 21A from the outside toward the inside in a compressed state.
- the insulating cover 22 is disposed on the outside in contact with the side surface of the battery element member 21, and covers the main surfaces near the edges of the negative electrode current collector 1A and the positive electrode current collector 5A in addition to the side surface of the battery element member 21.
- the amount of coverage by the insulating cover 22 on the main surface near the edge is not particularly limited and can be, for example, 0.1 mm or more, and is preferably 0.5 to 2 mm.
- the end 21A of the battery element member 21 has the insulating cover 22, it is possible to prevent the occurrence of deformation and defects (disintegration, destruction) while maintaining the insulation of the end 21A of the battery element member 21 (battery unit, constituent layer).
- the all-solid-state secondary battery 30 can suppress the occurrence of short circuits and exhibits high reliability.
- the interface between the adjacently stacked solid electrolyte layer 3A and the positive electrode active material layer 4A has a coating penetration region 23 formed by an insulating coating 22 containing at least one insulating inorganic particle 24 penetrating the interface from the end 21A (side surface) of the battery element member 21 toward the inside (inside of the main surface).
- This coating penetration region 23 has at least one insulating inorganic particle 24 in a resin material 25 described later in the penetration region to the interface.
- the strength can be reinforced and made strong, and deformation of the end 21A of the battery element member 21 and the occurrence of defects in the constituent layers, particularly the solid electrolyte layer 3A, can be highly suppressed.
- defects are likely to occur at the ends of the solid electrolyte layer 3A, but the solid electrolyte layer 3A in contact with the coating penetration area 23 is prevented from developing defects such as cracks, breaks, and chips, and can be maintained in a defect-free state.
- the number of insulating inorganic particles 24 contained in the coating body intrusion region 23 is not particularly limited as long as it is one or more, and is set appropriately and not uniquely depending on the size of the insulating inorganic particles 24, the intrusion amount of the coating body intrusion region 23, etc.
- the number of insulating inorganic particles 24 present in the coating body intrusion region 23 is preferably such that a plurality of insulating inorganic particles 24 are filled, and can be, for example, 10 or more.
- the upper limit is not particularly limited, but 50 or less is practical.
- the coating penetration region 23 only needs to be present at the interface, and its penetration amount (penetration length from the side surface of the positive electrode active material layer 4A toward the inside: depth), average thickness in the stacking direction, etc.
- the penetration amount depends on the size of the positive electrode active material layer 4A, but can be, for example, 0.05 mm or more, and is preferably 0.1 to 0.5 mm.
- the average thickness of the coating penetration region 23 depends on the layer thicknesses of the solid electrolyte layer 3A and the positive electrode active material layer 4A, but can be, for example, 200 ⁇ m or less, and is preferably 20 to 60 ⁇ m.
- the presence, amount of penetration and thickness of the coating intrusion region 23, as well as the presence and number of insulating inorganic particles, can be confirmed or measured, for example, by observation with a scanning electron microscope (SEM).
- the positive electrode collector 5A has a positive electrode tab for electrical connection
- the negative electrode collector 1A has a negative electrode tab for electrical connection.
- each end is the same as the end 21A except that the positive electrode tab or the negative electrode tab penetrates the insulating cover and protrudes outward from the outer surface of the insulating cover.
- the positive electrode tab or the negative electrode tab is partially covered or buried in the insulating cover on the positive electrode current collector side or the negative electrode current collector side.
- the method of forming the end is basically the same as the end 21, and the method of forming the end on which the positive electrode tab or the negative electrode tab is arranged in the laminated all-solid-state secondary battery described later can also be applied.
- the end of the single-layered all-solid-state secondary battery 30 can be formed, for example, by a method of arranging a mixture so as to sandwich the positive electrode tab or the negative electrode tab from above and below in the stacking direction and pressing it toward the inside of the battery element member.
- the laminated all-solid-state secondary battery of the present invention includes two or more battery units each having a negative electrode active material layer, a solid electrolyte layer, and a positive electrode active material layer laminated in this order as battery element members, and preferably includes the basic configuration shown in Fig. 1 in which a negative electrode current collector and a positive electrode current collector are further laminated. In this configuration, adjacent battery units share the negative electrode current collector or the positive electrode current collector.
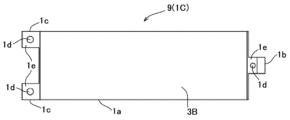
- the all-solid-state secondary battery 50 is formed by alternately stacking a plurality of positive electrode active material layers 4B and a plurality of negative electrode active material layers 2B via a solid electrolyte layer 3B, and has a battery element member 41 consisting of five battery units 42 with the layer structure shown in FIG. 1 as a basic unit. That is, as shown in FIG.
- the all-solid-state secondary battery 50 has a battery element member 41 in which five battery units 42 each having a negative electrode current collector 1B, a negative electrode active material layer 2B, a solid electrolyte layer 3B, a positive electrode active material layer 4B, and a positive electrode current collector 5B stacked in this order from the negative electrode side are stacked in such a way that the stacking order of the constituent layers is alternately reversed.
- two adjacent battery units 42 share one current collector. That is, the negative electrode active material layers 2B are provided on both main surfaces of one negative electrode current collector 1B, and the positive electrode active material layers 4B are provided on both main surfaces of one positive electrode current collector 5B. As shown in FIG.
- the stacking order of the constituent layers in this stacked-type all-solid-state secondary battery 50 is positive electrode current collector 5B-positive electrode active material layer 4B-solid electrolyte layer 3B-negative electrode active material layer 2B-negative electrode current collector 1B-negative electrode active material layer 2B-solid electrolyte layer 3B-positive electrode active material layer 4B, .... 3, but as is clear from Fig. 4 and Fig. 5, the current collector of the all-solid-state secondary battery 50 has a current collecting portion laminated adjacent to the active material layer and a tab connected to one end of the current collecting portion so as to protrude from the current collecting portion, as described below.
- the positive electrode current collectors are laminated so that the positive electrode tabs are located on the same end side, and the negative electrode current collectors are laminated so that the negative electrode tabs are located on an end side different from the end where the positive electrode tabs are located, usually on the opposite end side.
- the main surface area of the positive electrode active material layer 4B is set smaller than that of the negative electrode active material layer 2B.
- the main surface area of the positive electrode active material layer is set smaller than that of the negative electrode active material layer to prevent short circuit due to stacking misalignment.
- the positive electrode current collector 5B and the positive electrode active material layer 4B have the same end surface due to punching of the coating sheet, etc.
- the negative electrode current collector 1B and the negative electrode active material layer 2B have the same end surface due to punching of the coating sheet, etc.
- the solid electrolyte layer 3B is transferred onto the negative electrode active material, so it has the same end surface as the negative electrode current collector 1B and the negative electrode active material layer 2B.
- a recess 43 adjacent to the surface direction outer side of the positive electrode active material layer 4B is formed at the end 41A (the end where the positive electrode tab and the negative electrode tab are not arranged) of the battery element member 41. More specifically, as shown in FIG. 3, at the end 41A of the battery element member 41, a recess 43 is formed by the side surface of the positive electrode plate (two positive electrode active material layers 4B and the positive electrode current collector 5B) and the two solid electrolyte layers 3B sandwiching the positive electrode plate, adjacent to the surface direction outer side of the positive electrode active material layer 4B.
- a short circuit is very likely to occur at the end of the battery element member, and deformation and defects are also likely to occur.
- the stacked all-solid-state secondary battery 50 has an insulating coating 44, the occurrence of short circuits and deformations at the end 41A of the battery element member 41 can be highly suppressed.
- the positive electrode active material layer 4B smaller than the negative electrode active material layer 2B, and not only the occurrence of short circuits due to insufficient reliability of the end 41A, but also the occurrence of short circuits due to stacking misalignment can be highly suppressed.
- the battery element member 41 has an insulating cover 44 at the end 41A, which covers at least the side surface from the outside of the side surface. As shown in FIG. 3, the insulating cover 44 integrally and entirely covers the peripheral side surface of the battery element member 41 (five battery units 42), sealing it without gaps.
- the insulating cover 44 preferably covers the side surface of each end in a compressed state from the outside toward the inside.
- the insulating cover 44 is disposed in an area that contacts the side surface of each constituent layer from the outside of the side surface of the constituent layer located at the outermost side in the surface direction.
- the insulating cover 44 is also filled with insulating inorganic particles 46 in the recess 43 formed by the dimensional difference between the positive electrode active material layer 4B and the negative electrode active material layer 2B without gaps.
- the insulating cover 44 also covers the main surfaces near the edges of the negative electrode collector 1B that is the outermost (lowest layer in FIG. 3) in the stacking direction and the positive electrode collector 5B that is the outermost (top layer in FIG. 3).
- the amount of coverage by the insulating cover 44 on the main surface near the edge is not particularly limited and can be, for example, 0.1 mm or more, and is preferably 0.5 to 2 mm.
- the length in the plane direction L of the insulating cover in a stacked-type all-solid-state secondary battery refers to the average length from the side surface in the plane direction of the constituent layer located outermost in the plane direction, that is, the negative electrode active material layer 2B and the solid electrolyte layer 3B in the battery element member 41, to the outer surface in the plane direction, as shown in FIG.
- the end 41A of the battery element member 41 has the insulating cover 44, even in a stacked type all-solid-state secondary battery 50 in which the positive electrode active material layer 4B is set small, the occurrence of deformation and defects (collapse, destruction) can be prevented while maintaining the insulation of the end 41A of the battery element member 41 (battery unit 42, constituent layer).
- this all-solid-state secondary battery 50 can suppress the occurrence of short circuits and exhibits high reliability.
- At least one interface between the adjacently stacked solid electrolyte layer 3B and the positive electrode active material layer 4B has a coating penetration region 45 formed by an insulating coating 44 containing at least one insulating inorganic particle 46 penetrating the interface from the end 41A of the battery element member 41 toward the inside (inside of the main surface).
- the interface having this coating penetration region 45 exists within the recess 43.
- the coating penetration region 45 has at least one insulating inorganic particle 46 in a resin material 47 described later in the penetration region into the interface.
- the strength can be reinforced and made strong, and deformation of the end 41A of the battery element member 41 and the occurrence of defects in the constituent layers, particularly the solid electrolyte layer 3B, can be highly suppressed.
- defects are likely to occur at the ends of the solid electrolyte layer 3B, but the solid electrolyte layer 3B in contact with the coating penetration area 45 is able to maintain a defect-free state by suppressing the occurrence of defects such as cracks, breaks, and chips.
- the coating intrusion region 45 is present at all interfaces between the adjacently stacked solid electrolyte layers 3B and the positive electrode active material layers 4B, but as will be described later, it does not have to be present at all interfaces.
- the number of insulating inorganic particles 46 contained in the coating body intrusion region 45 is not particularly limited as long as it is one or more, and is set appropriately and not uniquely depending on the size of the insulating inorganic particles 46, the intrusion amount of the coating body intrusion region 45, etc.
- the number of insulating inorganic particles 46 present in the coating body intrusion region 45 is preferably such that a plurality of insulating inorganic particles 46 are filled, and can be, for example, 10 or more.
- the upper limit is not particularly limited, but 50 or less is practical.
- the penetration amount (penetration length from the side surface of the positive electrode active material layer 4B toward the inside: depth), average thickness in the stacking direction, etc. of the coating penetration region 45 can be appropriately determined.
- the penetration amount depends on the size of the positive electrode active material layer 4B, but can be, for example, 0.01 mm or more, and is preferably 0.02 to 0.1 mm.
- the average thickness of the coating penetration region 45 depends on the layer thicknesses of the solid electrolyte layer 3B and the positive electrode active material layer 4B, but can be, for example, 200 ⁇ m or less, and is preferably 20 to 60 ⁇ m.
- the presence, amount and thickness of the coating intrusion region 45, as well as the presence and number of insulating inorganic particles, can be confirmed or measured as described above.
- This stacked all-solid-state secondary battery 50 has a positive electrode tab to which each positive electrode current collector 5B is electrically connected, and the positive electrode tabs are electrically connected to each other outside the stacked all-solid-state secondary battery 50. Also, the stacked all-solid-state secondary battery 50 has a negative electrode tab to which each negative electrode current collector 1B is electrically connected, and the negative electrode tabs are electrically connected to each other outside the stacked all-solid-state secondary battery 50. Therefore, although not shown in FIG.
- the stacked all-solid-state secondary battery 50 has a rectangular shape in a plan view having four ends, namely, two ends 41A where the positive electrode tab and the negative electrode tab are not arranged, an end 41B where the positive electrode tab is arranged, and an end 41C where the negative electrode tab is arranged.
- each end 41B or 41C is the same as the end 41A except that a plurality of positive electrode tabs or a plurality of negative electrode tabs penetrate the insulating cover 44B or 44C and protrude outward from the outer surface of the insulating cover, as shown in Fig. 4 or 5.
- FIG. 4 is a partial schematic cross-sectional view showing, in a cross section along the stacking direction in a preferred embodiment (stack-type all-solid-state secondary battery 50) of the all-solid-state secondary battery (stack-type) of the present invention, an end 41B at which the positive electrode tab 5b is arranged, and FIG.
- FIG. 5 is a partial schematic cross-sectional view showing, in a cross section along the stacking direction in a preferred embodiment (stack-type all-solid-state secondary battery 50) of the all-solid-state secondary battery (stack-type) of the present invention, an end 41C at which the negative electrode tab 1b is arranged.
- the laminated all-solid-state secondary battery 50 includes a battery element member 41 including at least one battery unit 42 in which at least a negative electrode collector 1B, a negative electrode active material layer 2B, a solid electrolyte layer 3B, a positive electrode active material layer 4B, and a positive electrode collector 5B are laminated in this order.
- the positive electrode collector 5B has a positive electrode collector part 5a laminated adjacent to the positive electrode active material layer 4B, and a positive electrode tab (positive electrode terminal) 5b provided so as to protrude from one end of the positive electrode collector 5a, as described later.
- the positive electrode collector 5B is laminated so that the positive electrode tab 5b is located on the same end side, and the negative electrode collector 1B is laminated so that the negative electrode tab 1b is located on an end side different from the end where the positive electrode tab 5b is located, usually on the opposite end side.
- the laminated all-solid-state secondary battery 50 has an insulating cover 44B that covers at least the side surface of the battery element member 41 from the outside of the side surface at the end 41B where the positive electrode tab 5b is arranged, and the positive electrode tab 5b penetrates the insulating cover 44B and protrudes outward from the outer surface of the insulating cover 44B.
- This insulating cover 44B is formed of a mixture described later.
- this all-solid-state secondary battery 50 can suppress the occurrence of short circuits and exhibits high reliability.
- a recess 43B adjacent to the outer side of the positive electrode active material layer 4B in the surface direction is formed at the end 41B of the battery element member 41 where the positive electrode tab 5b is arranged. More specifically, a recess 43B is formed at the end 41B of the battery element member 41 adjacent to the outer side of the surface direction of the positive electrode active material layer 4B by the positive electrode tab 5b, the side surface of the positive electrode active material layer 4B, and the solid electrolyte layer 3B. In other words, the end 41B has a recess 43B in which the recess 43 of the end 41A is divided into two by the positive electrode tab 5b.
- This end 41B also has an insulating cover 44B in the recess 43B like the end 41A, so that the occurrence of a short circuit due to contact between the positive electrode tab 5b and each end of the negative electrode current collector 1B or the negative electrode active material layer 2B can be highly suppressed.
- the positive electrode tabs 5b protrude and lead out to the outside of the laminated all-solid-state secondary battery 50, that is, to the outside of the insulating cover 41B.
- the positive electrode tabs 5b may be in contact with each other inside the insulating cover 41B as long as they are not in contact with the negative electrode current collector 1B and the negative electrode active material layer 2B in the all-solid-state secondary battery 50, but it is preferable that they are not in contact with each other.
- the protruding portion of the positive electrode tab 5b is not covered with the insulating cover 41B, and is arranged, for example, along the surface of the insulating cover 44B, and is electrically connected to each other by welding or the like to form an integrated unit.
- the amount of coverage of the positive electrode tab 5b by the insulating cover 44B (the length in the planar direction of the positive electrode tab 5b embedded in the insulating cover 44B from the connection part with the positive electrode current collector 5a) is not particularly limited, and can be, for example, 0.1 mm or more, and is preferably 0.5 to 2 mm.
- the laminated all-solid-state secondary battery 50 includes the battery element member 42 shown in Fig. 4.
- the negative electrode current collector 1B has a negative electrode current collector 1a laminated adjacent to the negative electrode active material layer 2B, as described later, and a negative electrode tab (negative electrode terminal) 1b provided so as to protrude from one end of the negative electrode current collector 1a.
- the negative electrode current collector 1B is laminated such that the negative electrode tab 1b is located on the same end side as described above.
- the laminated all-solid-state secondary battery 50 has an insulating cover 44C that covers at least the side surface of the battery element member 41 from the outside of the side surface at the end 41C where the negative electrode tab 1b is arranged, and the negative electrode tab 1b penetrates the insulating cover 44C and protrudes outward from the outer surface of the insulating cover 44C.
- This insulating cover 44C is formed of a mixture described later. In this way, when the end 41C has the insulating cover 44C, even if the end 41C has the negative electrode tab 1b, it is possible to prevent the occurrence of deformation and defects (collapse, destruction) while maintaining the insulation of the end 41C. As a result, this all-solid-state secondary battery 50 can suppress the occurrence of short circuits and exhibits high reliability.
- a recess 43C is formed adjacent to the outer side of the positive electrode active material layer 4B in the surface direction at the end 41C of the battery element member 41 where the negative electrode tab 1b is disposed. More specifically, a recess 43C is formed adjacent to the outer side of the positive electrode active material layer 4B in the surface direction at the end 41C of the battery element member 41 by the side surface of the positive electrode plate (two positive electrode active material layers 4B and positive electrode current collector 5B) and the two solid electrolyte layers 3B sandwiching the positive electrode plate. This recess 43C is the same as the recess 43 of the end 41A.
- This end 41C also has an insulating cover 44C in the recess 43C like the end 41A, so that short circuits due to contact between the negative electrode tab and each end of the positive electrode current collector or the positive electrode active material layer can be highly suppressed.
- the negative electrode tabs 1b protrude and lead out to the outside of the laminated all-solid-state secondary battery 50, that is, to the outside of the insulating cover 41C, similarly to the positive electrode tabs 5b.
- the negative electrode tabs 1b may be in contact with each other inside the insulating cover 41C as long as they are not in contact with the positive electrode collector 5B and the positive electrode active material layer 4B in the all-solid-state secondary battery 50, but it is preferable that they are not in contact with each other.
- the protruding portion of the negative electrode tab 1b is not covered with the insulating cover 41C, and is disposed, for example, along the surface of the insulating cover 44C, and is electrically connected to each other by welding or the like to be integrated.
- the amount of coverage of the negative electrode tab 1b by the insulating cover 44C (the length in the surface direction of the negative electrode tab 1b embedded in the insulating cover 44C from the connection part with the negative electrode current collector 1a) is not particularly limited, and can be, for example, 0.1 mm or more, and is preferably 0.5 to 2 mm.
- the single-layer type all-solid-state secondary battery and the stacked type all-solid-state secondary battery of the present invention are not limited to the above-mentioned configurations, and can be appropriately modified within a range that does not impair the effects of the present invention.
- the insulating cover does not need to integrally surround (enclose) the peripheral side of the end of the battery element member, but only needs to cover at least one end of the battery element member, for example, an end of the battery element member that is likely to cause a short circuit, deformation, or defect.
- the insulating cover does not need to cover the main surfaces near the edges of the negative electrode collector and the positive electrode collector, but only needs to cover at least the side of the battery element member.
- the insulating cover covers the main surface near the edge (part of the positive electrode tab 5b is buried) as shown in FIG.
- the insulating cover covers the main surface near the edge as shown in FIG. 5.
- the coating penetration region is preferably present at at least one interface between adjacently stacked constituent layers in the battery element member, more preferably at at least one interface at at least one end, and even more preferably at at least one interface at each end.
- the interface at which the coating penetration region exists is not limited to the interface between the adjacently stacked solid electrolyte layer and the positive electrode active material layer, but may be any interface between adjacently stacked constituent layers, for example, the interface between the solid electrolyte layer and the negative electrode active material layer.
- the coating penetration region is usually more likely to exist preferentially at an interface where the interfacial adhesion of adjacently stacked constituent layers is weak, and can be formed, for example, at the interface between adjacently stacked constituent layers without applying pressure, or at the interface between adjacently stacked constituent layers that are pressurized and pressed together with a weak pressure during the manufacture of the all-solid-state secondary battery.
- the coating penetration region may exist at multiple interfaces, but does not need to exist at all interfaces. For example, in a single-layered all-solid-state secondary battery and a stacked all-solid-state secondary battery, the ratio of the number of interfaces having a coating penetration region to all interfaces between adjacently stacked constituent layers at one end can be 5% or more, and may be 10 to 90%.
- the ratio of the number of interfaces having a coating penetration region to all interfaces between adjacently stacked identical constituent layers at one end can be 10% or more, and may be 50 to 100%.
- the interface where the coating penetration region exists is not limited to the interface of the constituent layer that forms a recess, but may be an interface between constituent layers that have a large main surface area and do not form a recess.
- the single-layer all-solid-state secondary battery does not need to have a positive electrode active material layer, a solid electrolyte layer, and a negative electrode active material layer with the same main surface area, and the positive electrode active material layer and the negative electrode active material layer may have a dimensional difference in the main surface area.
- an insulating covering is filled in a recess formed by the solid electrolyte layer and the current collector due to the dimensional difference.
- the main surface area of the positive electrode active material layer is usually set to be smaller than that of the negative electrode active material layer, but in the present invention, the main surface area of the negative electrode active material layer can also be set to be smaller than that of the positive electrode active material layer, and the positive electrode active material layer and the negative electrode active material layer do not need to have a dimensional difference in their main surface areas and may have the same main surface area.
- the main surface area of the negative electrode active material layer is set to be smaller than that of the positive electrode active material layer, the end of the laminated all-solid-state secondary battery will have a recess adjacent to the outer side in the surface direction of the negative electrode active material layer.
- the stacked type all-solid-state secondary battery is not limited to a configuration in which the battery units are stacked such that the stacking order of the constituent layers is alternately reversed as shown in FIG. 3, but may be a configuration in which the battery units are stacked such that the stacking order of the constituent layers is the same.
- the insulating cover is made of a mixture containing a resin material and insulating inorganic particles.
- the resin material is a resin material having physical properties that allow it to melt in a temperature range of 300° C. or lower.
- melts at a temperature range of 300° C. or lower means that it melts at a temperature range of 300° C. or lower under 1 atmospheric pressure, and is in a molten state at a temperature of at least 300° C.
- the mixture can be heated to a temperature at which the resin material melts while maintaining the particle shape of the insulating inorganic particles, and the mixture melts by this heating and deforms in response to pressure so as to cover the end of the battery element member while maintaining the mixed state with the insulating inorganic particles. At the same time, it can penetrate into the gaps of the battery element member and also flow into the recesses to fill the recesses, sealing or filling the end including the gaps and recesses. Then, by cooling and solidifying the resin material, an insulating covering made of the resolidified mixture is formed, and a state in which the battery element member is covered with virtually no gaps along the shape of the end can be created.
- the molten resin material can penetrate into the constituent layers to reinforce the constituent layers (bonded state of solid particles). Furthermore, while maintaining the mixed state with the insulating inorganic particles, it can penetrate into the interface between the constituent layers to form a covering body intrusion area containing the insulating inorganic particles. In this way, the end of the battery element member is covered and reinforced with the insulating covering body.
- the resin material has electronic insulation properties and can maintain the insulation properties of the ends of the battery element members.
- the resin material has a physical property of being thermally melted in a temperature range of 300°C or less, preferably in a temperature range of 200°C or less, and more preferably in a temperature range of 150°C or less.
- the melting of the resin material can be confirmed by the softening point at which the complex viscosity decreases by one order of magnitude or more within a temperature change range of 40°C in the following shear test using a viscoelasticity measuring device. Therefore, the resin material having a physical property of being thermally melted in a temperature range of XXX°C or less means that the softening point (maximum temperature change range of 40°C) is included in a temperature range of XXX°C or less.
- XXX°C means 300°C, 200°C, or 150°C.
- ⁇ Test conditions> The measurement conditions for vibration measurement using a viscoelasticity measuring device MCR302 (trade name, manufactured by Anton Paar) and parallel plates are as follows. Angular frequency: 6.28 rad/s Measurement mode: Temperature dependence mode Temperature: 25 to 200°C Heating rate: 25 to 190°C over 400 seconds, then 200°C over 200 seconds
- the resin material preferably has a complex viscosity of 10 Pa ⁇ s or more and 100,000 Pa ⁇ s or less at 190° C.
- the complex viscosity at 190° C. is the value measured under the above ⁇ Measurement Conditions>.
- the resin material has a physical property that, when cooled after melting, it becomes solid and covers the end portion. For example, it is preferable that the resin material becomes solid at 60°C.
- thermoplastic resins various resins that satisfy the above-mentioned melting characteristics can be used.
- thermoplastic resins thermoplastic elastomers, and thermosetting resins can be mentioned, with thermoplastic resins and thermoplastic elastomers being preferred.
- thermoplastic resin and thermoplastic elastomer known resins and the like can be used, and examples thereof include thermoplastic elastomers such as polyolefin-based thermoplastic elastomers containing polyethylene, polypropylene, or the like as hard segments, polystyrene-based thermoplastic elastomers, polyvinyl chloride-based thermoplastic elastomers, polyurethane-based thermoplastic elastomers, polyester-based thermoplastic elastomers, polyamide-based thermoplastic elastomers, polybutadiene-based thermoplastic elastomers, and ethylene-vinyl acetate-based thermoplastic elastomers (EVA).
- thermoplastic elastomers such as polyolefin-based thermoplastic elastomers containing polyethylene, polypropylene, or the like as hard segments, polystyrene-based thermoplastic elastomers, polyvinyl chloride-based thermoplastic elastomers, polyurethane-based thermoplastic
- polyolefin-based thermoplastic elastomers containing polyethylene, polypropylene, or the like as hard segments are preferred in terms of the small side reactions with lithium-ion battery materials, while EVA is preferred in terms of the ease with which a coating body penetration region that encases insulating inorganic particles is formed.
- the vinyl acetate content in the EVA is preferably 11 to 28 mass %
- the softening point is preferably in the range of 70 to 115°C
- a hot melt adhesive composition having a complex viscosity at 190°C of 10 to 100 cps is preferably used.
- the mixture may contain one or more types of resin materials.
- the weight average molecular weight of the entire resin materials contained in the mixture is preferably 8,000 to 100,000 at the stage when the insulating coating is formed.
- the resin material may be in the form of a resin (polymer) when forming the insulating coating, and when included in the mixture, it may be either a resin or a polymerizable compound (monomer) that forms a resin. It may also contain additives such as a polymerization initiator.
- the insulating inorganic particles have electronic insulating properties and maintain the edge insulation of the battery element members.
- the insulating inorganic particles have a physical property such that they do not melt at 350° C. Furthermore, the insulating inorganic particles are not easily deformed even when pressure is applied during the manufacture and use of the all-solid-state secondary battery, and maintain their particle state, functioning as aggregates that resist pressure in the insulating coating.
- the mixture can be heated to a temperature at which the resin material melts while maintaining the particle shape of the insulating inorganic particles, creating a state in which the end of the battery element component is covered virtually without any gaps along the shape of the end, and the insulating inorganic particles function as aggregates in the insulating coating to prevent deformation and defects in the end of the battery element component.
- the insulating inorganic particles preferably have a physical property of not melting at a temperature at which the resin material melts, for example, preferably have a physical property of not melting at 250° C.
- the fact that the insulating inorganic particles do not melt can be easily confirmed by not having the above-mentioned softening point in a shear measurement test using a viscoelasticity measuring device.
- a vertical load of 50 N is applied to parallel plates.
- the measurement conditions for vibration measurement using a viscoelasticity measuring device MCR302 (trade name, manufactured by Anton Paar) and parallel plates are as follows. A load of 50 N is applied to the parallel plate.
- Measurement mode Temperature dependence mode Temperature: 25 to 250°C Heating rate: 25 to 190°C over 400 seconds, then 250°C over 200 seconds
- various inorganic particles can be used, for example, particles of metal oxide, metal nitride, metal carbide, metal carbonate, etc., and metal oxide particles are preferred in that they have high hardness and can be produced inexpensively by sintering in air.
- the metal oxide is not particularly limited, but examples thereof include aluminum oxide, zirconium oxide, silicon oxide, zeolite, cerium oxide, calcium oxide, magnesium oxide, and the like. Among these, aluminum oxide and silicon oxide are preferred because they are hard and can be inexpensively produced into particles with a uniform particle size.
- the metal nitrides, metal carbides, and metal carbonates are not particularly limited, but examples thereof include nitrides, carbides, and carbonates of aluminum, zirconium, silicon, cerium, calcium, magnesium, and the like.
- the mixture may contain one type or two or more types of insulating inorganic particles.
- the shape of the insulating inorganic particles is not particularly limited, and may be spherical, granular, flat, amorphous, or the like.
- the particle size of the insulating inorganic particles is not particularly limited, but is usually set smaller than the layer thickness of the constituent layer, and is preferably set smaller than the average layer thickness of the positive electrode active material layer.
- the particle size of the insulating inorganic particles is the D 90 diameter (diameter below which 90% of the population is) measured by a particle size distribution measuring device (MT3300 (trade name), Microtrack Co., Ltd.) using a laser diffraction/scattering method.
- the lower limit of the particle size of the insulating inorganic particles is not particularly limited, but is usually set larger than the solid particles forming the constituent layer.
- the particle size (D 90 diameter) of the insulating inorganic particles can be specifically set to 0.01 to 100 ⁇ m, and is preferably 0.5 to 60 ⁇ m.
- the content of the resin material in the mixture is preferably 6 to 50% by mass, more preferably 8 to 40% by mass, and even more preferably 10 to 30% by mass.
- the content of the insulating inorganic particles in the mixture is preferably 50 to 94 mass %, more preferably 60 to 92 mass %, and even more preferably 70 to 90 mass %.
- the ratio of the content of the insulating inorganic particles to the content of the resin material is not particularly limited, but is preferably, for example, 1 to 15.6, more preferably 1.5 to 11.5, and even more preferably 2.3 to 9.
- the above contents and content ratios are also the same for the insulating coating.
- the mixture is a mixture of a resin material and insulating inorganic particles, and includes a form in which it is a mixture of a resin and insulating inorganic particles, and a form in which it is a mixture of a polymerizable compound and insulating inorganic particles, with a mixture of a resin and insulating inorganic particles being preferred.
- This mixture is preferably a molten solid obtained by melt-mixing a mixture of a resin material and insulating inorganic particles in advance and then solidifying, and is more preferably a molten solid of a resin material and insulating inorganic particles.
- the molten solid may be a molten solid of a mixture of a resin material that melts in a temperature range of 300°C or less and insulating inorganic particles that do not melt at 350°C, but is preferably a molten solid of a mixture of a resin material that melts in a temperature range of 200°C or less and insulating solid particles that do not melt at 250°C.
- the mixture preferably does not contain an insulating inorganic material that has electronic insulation properties, is solid at 100°C (i.e., has a melting point above 100°C), and has physical properties that cause it to melt in a temperature range of 200°C or less.
- insulating inorganic materials include sulfur (elemental sulfur) and/or modified sulfur, iodine, and a mixture of iodine and sulfur.
- the fact that the mixture does not contain an insulating inorganic material means that the content of the insulating inorganic material in the mixture is less than 5% by mass, and preferably 1% by mass or less.
- the solid electrolyte layer is an electronically insulating electrolyte layer, and any solid electrolyte layer that is used as a solid electrolyte layer in an all-solid-state secondary battery can be used without any particular limitation.
- the solid electrolyte layer includes an inorganic solid electrolyte.
- the inorganic solid electrolyte is not particularly limited, and can be any of the usual components, such as a sulfide-based inorganic solid electrolyte and an oxide-based inorganic solid electrolyte.
- the reliability of the end of the battery element can be improved, a soft and brittle sulfide-based inorganic solid electrolyte can be used, and an all-solid-state secondary battery exhibiting high ionic conductivity can be realized.
- the shape of the inorganic solid electrolyte is not particularly limited, and can be spherical, granular, flat, amorphous, or the like.
- the particle size of the inorganic solid electrolyte is not particularly limited, but is preferably smaller than the particle size of the insulating inorganic particles described above in terms of reinforcing the constituent layer with the insulating inorganic particles described above, and can be, for example, 0.5 to 20 ⁇ m.
- the particle size of the inorganic solid electrolyte is the D 90 diameter measured in the same manner as the particle size of the insulating inorganic particles described above.
- the content of the inorganic solid electrolyte in the solid electrolyte layer is not particularly limited, and can be, for example, 90 to 99 mass%.
- the solid electrolyte layer may contain a binder and other additives as appropriate. These binders and additives are not particularly limited, and may be any of the usual components used in all-solid-state secondary batteries.
- the dimensions (main surface area) of the solid electrolyte layer are not particularly limited and are set appropriately, and are usually set to the same dimensions as the negative electrode active material layer.
- the thickness of the solid electrolyte layer is not particularly limited and can be determined appropriately depending on the form (number of battery units), application, required characteristics, etc. of the all-solid-state secondary battery.
- the thickness of the solid electrolyte layer can be, for example, 5 to 300 ⁇ m, or can also be 30 to 50 ⁇ m.
- the solid electrolyte layer may be used alone, or may be used as an electrode plate laminated on an active material layer of a current collector.
- the negative electrode active material layer is at least an ion-conductive layer, and any layer that is used as a negative electrode active material layer for an all-solid-state secondary battery can be used without any particular limitation.
- the negative electrode active material layer may be a composite layer formed by binding solid particles containing the above-mentioned inorganic solid electrolyte and the negative electrode active material.
- the negative electrode active material is not particularly limited, and may be a carbonaceous material, a metal oxide, a metal composite oxide, or the like.
- the shape of the negative electrode active material is not particularly limited, and may be spherical, granular, flat, amorphous, or the like.
- the particle size of the negative electrode active material is not particularly limited, but is preferably smaller than the particle size of the above-mentioned insulating inorganic particles in terms of reinforcing the negative electrode active material layer with the above-mentioned insulating inorganic particles, and may be, for example, 0.5 to 55 ⁇ m.
- the particle size of the negative electrode active material is the D 90 diameter measured in the same manner as the particle size of the above-mentioned insulating inorganic particles.
- the content of the negative electrode active material in the negative electrode active material layer is not particularly limited, but may be, for example, 30 to 70 mass%.
- the content of the inorganic solid electrolyte in the negative electrode active material layer is not particularly limited, but may be, for example, 30 to 70 mass%.
- the negative electrode active material layer may contain a conductive assistant, a binder, and other additives that are commonly used.
- the dimensions (main surface area) of the negative electrode active material layer are not particularly limited and are set appropriately, and may be set to the same dimensions as the positive electrode active material layer, or may be set to a dimension larger than the positive electrode active material layer. In a laminated type all-solid-state secondary battery, the dimensions of the negative electrode active material layer are usually set to a dimension larger than the positive electrode active material layer.
- the dimensional difference between the negative electrode active material layer and the positive electrode active material layer is not particularly limited and can be set appropriately.
- the thickness of the negative electrode active material layer is not particularly limited and can be appropriately determined depending on the form (number of battery units), application, required characteristics, etc. of the all-solid-state secondary battery.
- the thickness of the negative electrode active material layer can be, for example, 5 to 300 ⁇ m, or can be 30 to 50 ⁇ m.
- the negative electrode active material layer may be used alone, or may be laminated on a negative electrode current collector to be described later and used as a negative electrode plate.
- the positive electrode active material layer is at least an ionically conductive layer, and any layer that is used as a positive electrode active material layer for an all-solid-state secondary battery can be used without any particular limitation.
- the positive electrode active material layer may be a composite layer formed by binding solid particles containing the inorganic solid electrolyte and the positive electrode active material described above.
- the positive electrode active material is not particularly limited, and transition metal oxides and the like may be used.
- the shape of the positive electrode active material is not particularly limited, and may be spherical, granular, flat, amorphous, and the like.
- the particle size of the positive electrode active material is not particularly limited, but is preferably smaller than the particle size of the insulating inorganic particles described above in terms of reinforcing the positive electrode active material layer with the insulating inorganic particles described above, and may be, for example, 0.5 to 55 ⁇ m.
- the particle size of the positive electrode active material is the D 90 diameter measured in the same manner as the particle size of the insulating inorganic particles described above.
- the content of the positive electrode active material in the positive electrode active material layer is not particularly limited, but may be, for example, 50 to 90 mass%.
- the content of the inorganic solid electrolyte in the positive electrode active material layer is not particularly limited, but may be, for example, 10 to 50 mass%.
- the positive electrode active material layer may contain a conductive assistant, a binder, and other additives that are commonly used.
- the dimensions (main surface area) of the positive electrode active material layer are not particularly limited and are set appropriately.
- the thickness of the positive electrode active material layer is not particularly limited and can be appropriately determined depending on the form (number of battery units) of the all-solid-state secondary battery, the application, the required characteristics, etc.
- the thickness of the positive electrode active material layer can be, for example, 5 to 300 ⁇ m, or can be 30 to 50 ⁇ m.
- the positive electrode active material layer may be used alone, or may be laminated on a positive electrode current collector described below to form a positive electrode plate.
- the negative electrode current collector and the positive electrode current collector can be made of any material that is used as a current collector for an all-solid-state secondary battery without any particular limitation.
- a metal plate such as aluminum, an aluminum alloy, copper, a copper alloy, stainless steel, nickel, iron, or titanium is used.
- the current collector may be a thin-plate current collector having a current collector laminated adjacent to the active material layer and a tab connected to one end of the current collector so as to protrude from the current collector, and it is preferable that the current collector has at least one positioning hole, since the battery unit or battery element can be produced in a shorter stacking time while maintaining high stacking accuracy.
- the tab is usually not in contact with the active material layer, and for example, an insulating part or the like is provided between the tab and the current collector or the end of the active material layer.
- the shape of the current collector is not particularly limited and is appropriately determined depending on the shape of the all-solid-state secondary battery, etc.
- the current collecting portion of the current collector is preferably in the form of a rectangular, usually rectangular, thin plate in a plan view.
- a preferred form of the current collector is a thin plate-like current collector having a current collector, a tab connected to one end of the current collector so as to protrude, and a substrate extension connected to the other end of the current collector (preferably the edge opposite to the one end of the current collector).
- Such a preferred current collector includes a positive electrode current collector 5C corresponding to the positive electrode plate 8 shown in FIG. 6A and a negative electrode current collector 1C corresponding to the negative electrode plate 9 shown in FIG. 6B.
- FIG. 6A shows a positive electrode plate 8 in which a positive electrode active material layer 4B is formed on a positive electrode current collector 5a.
- the positive electrode collector 5C has a rectangular positive electrode collector 5a in plan view, a pair of base extensions 5c extending from the vicinity of both ends (long side edge) of one of the short side edges to protrude in a substantially rectangular shape, and one positive electrode tab 5b extending from the vicinity of the other short side edge to protrude in a substantially rectangular shape.
- the negative electrode collector 1C has a rectangular negative electrode collector 1a in plan view, a pair of base extensions 1c extending from the vicinity of both ends (long side edge) of one of the short side edges to protrude in a substantially rectangular shape, and one negative electrode tab (also called a lead portion) 1b extending from the vicinity of the other short side edge to protrude in a substantially rectangular shape.
- the positive electrode current collector 5a and the negative electrode current collector 1a are regions laminated adjacent to the active material layers, where the positive electrode active material layer 4B and the negative electrode active material layer 2B are formed, respectively.
- the positive electrode tab 5b and the negative electrode tab 1b (hereinafter, sometimes collectively referred to as tabs) are members that become lead tabs in an all-solid-state secondary battery, and one circular positioning hole 5d or 1d is drilled inside, for example, at approximately the center.
- a pair of substrate extensions 5c and 1c are each drilled with one circular positioning hole 5d or 1d inside, for example, at approximately the center. The dimensions of the substrate extensions 5c and 1c and the tabs are determined appropriately.
- the end of the current collector without a tab or substrate extension (usually both ends on the long side) and the end of the current collector with a tab or substrate extension (usually both ends on the short side) are pressed against the mixture to flow inward and fill the recess of the battery element member, and it becomes necessary to remove the mixture attached to the tab or substrate extension before welding.
- the tab can be made longer so that the mixture does not adhere to the welded part, as in Example C described later.
- the region including the positioning hole on the current collecting part side of the tab, the entire surface of the base extension part, and more preferably the region for preventing the short circuit are each preferably covered with an insulating material such as an insulating resin, more preferably a mixture (melt solidified body) described later.
- an insulating material such as an insulating resin, more preferably a mixture (melt solidified body) described later.
- a tape-shaped molded body (melt solidified body) 5e or 1e obtained by molding the mixture into a tape shape is attached.
- an insulating cover can be formed by a manufacturing method described later.
- the shape of the positioning holes 1d and 5d is preferably similar to the cross-sectional shape perpendicular to the axis of the positioning pin described below, and may be, for example, circular, elliptical, polygonal, or star-shaped, with a circular shape being preferred.
- the inner diameter of the positioning holes is not particularly limited and is determined appropriately depending on the size of the battery element members, etc. As an example, it may be set to 1.0 to 6.0 mm.
- the current collectors may be the same or different, for example in terms of shape and positioning holes, and it is preferable that the positive electrode current collector and the negative electrode current collector are the same.
- the dimensions of the current collector are not particularly limited and can be appropriately determined depending on the application, required characteristics, etc.
- the part excluding the tab and the base extension part the area that prevents short circuit with the current collector
- the main surface area of the positive electrode current collector 5a is smaller than that of the negative electrode current collector 1a.
- the thickness of the current collector is also not particularly limited and can be appropriately determined depending on the form (number of battery units), application, required characteristics, and further strength of the all-solid-state secondary battery.
- the thickness of the current collector can be, for example, 5 to 30 ⁇ m.
- a functional layer may be provided between adjacent constituent layers, and a protective member such as a case or a film may be provided on the outside of the all-solid-state secondary battery.
- the constituent layers may be composed of a single layer or multiple layers.
- the manufacturing method of the all-solid-state secondary battery of the present invention includes the steps of: arranging a mixture of a resin material that melts in a temperature range of 300° C. or less and insulating inorganic particles that do not melt at 350° C., at an end of a battery element member including at least one laminate unit in which a negative electrode active material layer, a solid electrolyte layer, and a positive electrode active material layer are laminated in this order; and applying pressure toward the inside of the battery element member while heating the mixture at a temperature at which the resin material melts.
- the ends of the battery element members can be filled with the insulating covering without any gaps, and an all-solid-state secondary battery can be manufactured which is less susceptible to deformation and defects while maintaining the insulation of the ends of the component layers.
- each step of distributing the mixture and applying pressure can be performed on all ends of the battery element member at once, or can be performed sequentially on each end, or can be performed multiple times on one end.
- each step can be performed on one of two opposing sets of ends and then on the other end.
- the steps performed multiple times may be the same or different.
- the step of distributing the mixture can be a step of distributing the mixture on a tab of the current collector in advance, or a step of distributing the mixture after producing the battery element member.
- the heating step can be the step described below.
- the step of disposing the mixture can be performed while the battery element member is pressurized in the stacking direction, i.e., the steps of pressurizing in the stacking direction a battery element member including at least one stacking unit in which at least a negative electrode active material layer, a solid electrolyte layer, and a positive electrode active material layer are stacked in this order, and disposing the mixture on the end of the battery element member pressurized in the stacking direction can be performed in this order.
- the pressurizing step is preferably performed in a state where the battery element member is pressurized in the stacking direction, that is, the steps of pressurizing the battery element member including at least one set of stacked units in which at least a negative electrode active material layer, a solid electrolyte layer, and a positive electrode active material layer are stacked in this order in the stacking direction, disposing the mixture on the end of the battery element member pressurized in the stacking direction, and pressurizing the battery element member pressurized in the stacking direction toward the inside of the battery element member while heating the mixture at a temperature at which the resin material melts.
- the battery element member is pressurized in the stacking direction prior to pressing the mixture against the end of the battery element member or while pressing the mixture, so that the penetration of the mixture caused by pressing the mixture toward the inside of the battery element member is limited to the end region of the component layer having an uneven layer thickness and can be effectively suppressed from penetrating into the central region of the component layer having a uniform layer thickness, and a decrease in battery capacity due to the insulative mixture being interposed between the component layers can be prevented. It also prevents fluctuations in the stacking state of the battery element components caused by the load acting when pressurizing the mixture toward the inside of the battery element components.
- the mixture placed at the end of the battery element member is pressurized in the inner direction of the battery element member to deform and flow.
- it is preferable to deform and flow the mixture in the inner direction of the battery element member for example, by pressurizing the battery element member in the stacking direction, while preventing deformation and flow in that direction by pressing the mixture in the stacking direction.
- the deformation and flow of such a mixture is preferably performed in the following order: a step of placing the mixture at the end of a battery element member including at least one stacking unit in which a negative electrode active material layer, a solid electrolyte layer, and a positive electrode active material layer are stacked in this order; and a step of heating the mixture at a temperature at which the resin material melts, while restricting deformation and flow in the stacking direction of the battery element member, and pressurizing the mixture in the inner direction to deform and flow the mixture.
- the mixture has a layer thickness that is thicker than the thickness of the end of the adjacent battery element member, preferably the thickness of the active material, in order to easily realize deformation and flow in the inner direction.
- a step of disposing a flow restricting member that pressurizes the battery element members in the stacking direction to restrict the deformation and flow of the mixture in the stacking direction can be performed in front and behind the stacking direction of the battery element members.
- the above-mentioned pressurizing step can also be performed, but it is preferable that the pressurizing step is performed by heating the mixture while moving the flow restricting member in the stacking direction to pressurize the battery element members, thereby deforming and flowing the mixture toward the inside (by indirectly pressurizing it).
- the step of disposing the mixture and the step of pressurizing can be performed multiple times.
- the mixture is easily deformed and flowed toward the inside of the battery element members, and the mixture is allowed to penetrate into the ends of the component layers, especially the ends of the component layers with uneven layer thickness, thereby ensuring insulation and reinforcing the ends.
- This method is particularly effective in a form in which the mixture is disposed on the current collector in advance.
- a battery element member is produced or prepared.
- a battery element member having a layer structure shown in FIG. 1 is prepared.
- the preparation method is not particularly limited, but includes a film formation method or a molding method using a composition containing solid particles.
- a positive electrode composition containing a positive electrode active material and an inorganic solid electrolyte, an electrolyte composition containing an inorganic solid electrolyte, and a negative electrode composition containing a negative electrode active material and an inorganic solid electrolyte are prepared, and the negative electrode composition, the electrolyte composition, and the positive electrode composition are sequentially applied and dried on a negative electrode current collector, and then the positive electrode current collector is placed on the negative electrode current collector to prepare the battery.
- the application method and drying conditions for each composition can be appropriately determined.
- each constituent layer may be formed in sequence in the same manner as in the above-mentioned single-layer all-solid-state secondary battery, but a method of preparing an electrode plate having an active material layer formed on both main surfaces of a current collector and stacking them via a solid electrolyte layer is preferred.
- a negative electrode plate having a negative electrode active material layer on both main surfaces of a negative electrode collector and a positive electrode plate having a positive electrode active material layer on both main surfaces of a positive electrode collector are prepared.
- a predetermined number of negative electrode plates and positive electrode plates in which a solid electrolyte layer prepared separately from these is transferred to the surface of the negative electrode active material layer are alternately stacked to prepare a battery element member.
- the battery element member may be compressed in the stacking direction to be densified.
- Each constituent layer can be formed in the same manner as in the single-layer all-solid-state secondary battery.
- a predetermined number of electrode plates formed using the current collector having the above-mentioned positioning holes are stacked and positioned at once (collectively) to manufacture the battery element member (sometimes referred to as a preferred manufacturing method of the battery element member).
- multiple electrolyte layer-attached negative electrode plates having a negative electrode active material layer and a solid electrolyte layer on both main surfaces of the negative electrode current collector having the above-mentioned positioning holes and multiple positive electrode plates having a positive electrode active material layer on both main surfaces of the positive electrode current collector having the above-mentioned positioning holes are alternately stacked, and then the battery element member is preferably manufactured by positioning them at once using the positioning holes, for example, by inserting a positioning pin described later into the positioning hole that communicates with the stacking direction of the electrode plates.
- the tabs and base extensions of each current collector are covered with an insulating material, preferably a mixture described later, so that deformation, damage, etc. of the tabs and base extensions can be effectively suppressed during collective positioning using the positioning holes.
- a preferred method for producing the battery element members includes the following steps 1 and 2.
- Step 1 A step of alternately placing rectangular positive electrode plates and rectangular negative electrode plates having positioning holes with a solid electrolyte layer interposed therebetween and temporarily positioning them to obtain a temporary laminated electrode plate group in which the positioning holes communicate with each other in the stacking direction.
- Step 2 A step of inserting a positioning pin into the communication hole that appeared in the step of obtaining the temporary laminated electrode plate group until it protrudes from the other opening side to one opening side to permanently position the rectangular positive electrode plates and rectangular negative electrode plates that constitute the temporary laminated electrode plate group.
- a communicating hole refers to a plurality of positioning holes arranged on a line along the stacking direction of a plurality of stacked electrode plates, as shown in Figures 7 and 8 (A), which overlap in a planar view and can be seen from the uppermost positioning hole through the lowermost positioning hole.
- the preferred method for producing the battery element member can be performed using an appropriate device, but for example, it is preferable to use a manufacturing device having an electrode plate group housing frame, a positioning jig, and a regulating member, in that it is possible to manufacture the battery element member and form the insulating cover.
- the electrode plate group housing frame is a frame for temporarily stacking a plurality of electrode plates so that a communication hole is formed in which the positioning holes communicate with each other, and is preferably the electrode plate group housing frame described below.
- the positioning jig is a jig on which a positioning pin is erected to insert into the communication hole and position the electrode plate, and is preferably the positioning jig described below.
- the regulating member is a member that regulates the variation in the stacking direction on one opening side of the communication hole, and is preferably the regulating member described below.
- Plate group housing frame a plate group housing frame having a housing space for housing rectangular positive electrode plates and rectangular negative electrode plates having positioning holes in an alternately stacked state with a solid electrolyte layer interposed therebetween, and by housing them in this housing space, the rectangular positive electrode plates and rectangular negative electrode plates are temporarily positioned to form a temporary laminated plate group in which the positioning holes are connected to each other.
- Plate group housing frame positioning jig provided so as to be movable relatively to the front or rear in the stacking direction of the temporary laminated plate group, and having a positioning pin erected to be inserted into the positioning hole.
- Positioning jig regulating member a regulating member provided so as to be movable relatively to a position facing the positioning jig (positioning pin) across the plate group housing frame, and to be movable relatively close to or away from the positioning jig, and comprising a regulating portion for regulating the fluctuation in the stacking direction of one opening side of the communication hole through which the positioning holes are connected to each other, and a regulating portion provided on this regulating portion (passing through the positioning hole).
- a regulating member having a pin receiving portion for receiving a positioning pin.
- FIG. 7 is a schematic top view showing a state in which a plurality of electrode plates are accommodated in the accommodation space 33 of the frame 3 and provisionally positioned in a preferred method for producing a battery element member using a preferred manufacturing apparatus 70. As shown in FIG.
- FIG. 8(A) is a schematic cross-sectional view illustrating the initial state in the main positioning step in a preferred method for producing a battery element member using a preferred manufacturing apparatus 70, showing a cut surface in a plane perpendicular to the longitudinal direction of the frame body 3 and passing through the center of the pin receiving portion 73a.
- FIG. 8(B) is a schematic cross-sectional view illustrating the completed state of the main positioning step in a preferred method for producing a battery element member using a preferred manufacturing apparatus 70, showing a cut surface in a plane perpendicular to the longitudinal direction of the frame body 3 and passing through the center of the pin receiving portion 73a.
- FIG. 8(A) and FIG. 8(B) (collectively referred to as FIG.
- FIG. 9 is a schematic cross-sectional view showing a state in which the positioned battery element members are pressurized and restrained in the stacking direction in a preferred method for manufacturing a stacked-type all-solid-state secondary battery using a preferred manufacturing apparatus 70, and shows a cut surface along a plane perpendicular to the longitudinal direction of the frame 3 and passing through the center of the pin receiving portion 73 a.
- FIG. 10 is a schematic cross-sectional view showing a state in which the positioned battery element members are pressurized and restrained in the stacking direction in a preferred method for manufacturing a stacked-type all-solid-state secondary battery using a preferred manufacturing apparatus 70, and shows a cut surface perpendicular to the longitudinal direction of frame 3 and approximately at the center in the longitudinal direction.
- FIG. 11 is a schematic cross-sectional view illustrating a method for forming an insulating cover on an end portion of a battery element by arranging a rod-shaped body in the vicinity of the end portion of the battery element and applying pressure thereto, in a preferred method for producing a stacked-type all-solid-state secondary battery using a preferred production apparatus 70.
- the number of laminated electrode plates in the battery element members may differ in FIGS. 8 to 11, this is a difference on the drawings, and naturally the numbers will match in the actual manufacturing method.
- the manufacturing device 70 only needs to include the electrode plate group housing frame 71, the positioning jig 72, and the regulating member 73, and may also include other components (mechanisms) as appropriate, such as a transport device for transporting the electrode plates to the housing space, and a device for transporting the electrode plate group housing frame or the positioning jig, etc.
- the direction in which the plates are stacked (the direction of gravity) is referred to as the up-down direction, and the forward direction of the positioning pin 72a in this direction is referred to as the down-down direction.
- plate refers to either or both of the positive and negative plates.
- the plate group housing frame (sometimes simply referred to as a frame) 71 is a box (one-sided opening frame) having a rectangular bottom 71a and a side wall (peripheral wall) 71b erected from the bottom 71a, as shown in Figs. 7 and 8, and has a housing space 71c surrounded by these.
- This housing space 71c is set to a shape and size that allows the positioning holes drilled in the base extension portion and tab located in the stacking direction to communicate with each other by housing a plurality (a predetermined number) of plate plates (here, the electrolyte layer-attached negative plate 9 and the positive plate 8) in a stacked state with a solid electrolyte layer interposed therebetween.
- the shape and size of such a housing space 71c are determined according to the shape or size of the plate, the drilling position, number, shape or size of the positioning holes, and further the loading speed. Usually, it has a rectangular shape in a plan view like the plate, and the depth is appropriately determined according to the thickness, number, etc. of the plate plates to be stacked. As shown in FIG. 7 , the inner dimensions of the frame body 71 (the dimensions of the storage space 71c) are preferably set to be larger than the dimensions of the plates (the larger dimension when the dimensions of the electrolyte layer-attached negative electrode plate 9 and the positive electrode plate 8 are different) to such an extent that a communicating hole is formed in the positioning hole.
- the side walls 71c erected from the bottom 71a are provided on the bottom and the short side walls so as to be detachable from the side walls on the short sides or to be close to or remote from each other.
- an insulating cover can be provided on the long side end of the battery element member.
- the bottom portion 71a is provided with holes 71d (see FIG. 8) through which positioning pins pass, at positions corresponding to positioning pins 72a erected on a positioning jig 72a described later.
- the positioning jig 72 may be any member having a positioning pin 72a erected on a flat base (not shown in FIGS. 7 and 8) 72b, and the cross-sectional shape perpendicular to the axis, erected position, arrangement, etc. of the positioning pin 72a are determined corresponding to the shape, drilling position, arrangement, etc. of the positioning holes in the electrode plates 8 and 9. Note that in the present invention, the positioning jig may not have a flat base and a positioning pin may be used alone.
- the shape of the positioning pin 72a is not particularly limited as long as it can be inserted into the positioning hole to position the electrode plate, but it is preferable that the pin body 72a has a pin body (also called a barrel) having a diameter smaller than the inner diameter of the positioning hole and a tip portion (also called a tapered portion) extended from one end of the pin body, as shown in FIG. 9.
- the axial vertical cross-sectional shape of the tip portion and the pin body is not particularly limited, and can be, for example, a circle, an ellipse, a polygon, or a star, and is preferably a circle.
- the tip portion has a peripheral side surface that gradually expands in diameter, and serves to guide the insertion of the positioning pin 72a into the communication hole, and further serves to assist the overlap position adjustment function of the pin body.
- the pin body portion performs an overlap position adjustment function in which the outer peripheral surface contacts the inner circumference (inner surface) of the positioning hole and the electrode plate whose overlap position is shifted is adjusted to a predetermined overlap position by changing the overlap position. Having such a pointed tip makes it easier to insert the positioning pin 72a into the communicating hole that appears in the temporary stacked electrode plate group, and enables high-precision positioning of the electrode plate while preventing damage or other losses to the base material extension portion due to the insertion of the positioning pin 72a.
- the outer diameter of the pin body is determined appropriately depending on the inner diameter of the positioning hole, etc.
- the length of the pin body is determined appropriately as long as it is long enough to pass through the positioning hole of the temporary laminated electrode plate assembly.
- the restricting member 73 may be any member having a restricting portion and a pin receiving portion (pin receiving hole) drilled in a flat base, and in the manufacturing apparatus 70, the bottom 71a of the frame 71 doubles as the restricting member 73.
- the surface of the bottom 71a acts as a restricting portion that restricts the displacement of the tab or the base extension portion, i.e., the displacement of the appearing communication hole H, when the actual positioning is performed (when the positioning pin 72a is inserted).
- the drilling position, arrangement, etc. of the pin receiving portion 73a (hole 71d) are determined in accordance with the erected position, arrangement, etc. of the positioning pin 72a.
- the pin receiving portion 73a only needs to be formed so that the positioning pin 72a can be inserted therein, and the dimensions are determined appropriately according to the outer diameter, insertion amount, etc. of the pin receiving portion 73a.
- the manufacturing device 70 preferably has a straightening member 74 for straightening the electrode plates 8 and 9 stacked in the storage space 71c to be flat.
- straightening member 74 examples include a plate-shaped member or a block-shaped member having a flat surface, and a press or the like can also be used.
- the straightening member 74 only needs to have a dimension capable of straightening the electrode plates in the stacking direction, and is formed, for example, to have the same dimensions as the main surface dimensions of the storage space 33 of the frame body 3, and is provided alongside the surface of the lid of the frame body 71 on the storage space side, as shown in FIG. 9 and the like. As shown in FIG.
- the straightening member 74 is accommodated in the accommodation space 33, and presses the provisionally positioned laminated electrode plate group (battery element member) in the stacking direction, and further functions as a pressure regulating member that regulates the deformation and flow of the mixture in the stacking direction (also serves as a pressure regulating member), which is preferable in that it can prevent the mixture from deforming and flowing in the stacking direction and deform and flow in the inward direction in the pressurizing step described later.
- the straightening member 74 also serves as a pressure regulating member
- the straightening member 74 has a thickness that allows it to be pressed in the stacking direction of the provisionally positioned laminated electrode plate group together with the regulating member 73.
- the pressure regulating member can also be referred to as a flow regulating member from the viewpoint of regulating deformation and flow.
- the straightening member 74 and the pressure regulating member may be separate, and the above-mentioned regulating member and the pressure regulating member may be collectively referred to as a flow regulating member.
- Each device constituting the manufacturing apparatus 70 may be made of an appropriate material. It is preferable that the parts that come into contact with the active material layer, such as the conveying device, be made of resin, rubber, etc. to prevent damage to the active material layer.
- Step 1 In a preferred method for producing a battery element member, rectangular positive and negative plates (sometimes simply referred to as positive and negative plates) are used as the electrodes. Therefore, in the present invention, the term "electrode plate” collectively refers to the positive and negative plates unless otherwise specified.
- a positive electrode plate 8 shown in FIG. 6A and a negative electrode plate 9 with an electrolyte layer shown in FIG. 6B are prepared.
- the positive electrode collector 5C constituting the positive electrode plate 8 is as described above.
- the positive electrode active material layer 4B is formed on the surface of the positive electrode current collector 5a of the positive electrode collector 5C by an appropriate method to produce the positive electrode plate 8.
- the negative electrode plate 9 with the electrolyte layer is produced by laminating the negative electrode active material layer 2B and the solid electrolyte layer 3B in this order on the surface of the negative electrode current collector 1a of the negative electrode collector 1C constituting the positive electrode plate 8 by an appropriate method.
- the positive electrode plate 8 and the negative electrode plate 9 are covered with a mixture (melted solidified body) described later on the region including the positioning hole on the current collector side of the tab, the entire surface of the base extension part, and the region preventing the short circuit.
- the method of covering with the mixture is as described above.
- a plurality (a predetermined number) of negative electrode plates 9 and positive electrode plates 8 are accommodated in the accommodation space 71c of the frame body 71 in a state where the main surfaces are in contact with each other with a solid electrolyte layer sandwiched therebetween, and provisional positioning is performed.
- the direction in which the plurality of both electrode plates are stacked and the position where the tab is arranged are not particularly limited, and may be on the same side.
- the plurality of both electrode plates are stacked in such a manner that the base extension portion and the tab of each electrode plate are located on the same side in the long side direction of the same electrode plate, and that the negative electrode plate 9 and the positive electrode plate 8 are stacked in such a manner that the base extension portion and the tab of each electrode plate are located on opposite sides in the long side direction of the electrode plate.
- the positive electrode tab 5b and the negative electrode tab 1b are stacked in such an opposite direction that they do not overlap in the stacking direction of the electrode plates.
- the electrodes 8 and 9 placed (housed) in the housing space 71c are provisionally positioned by the housing space 71c, and in the electrode plate group of the same polarity, the positioning holes connected in the stacking direction are not completely displaced from the other positioning holes in the planar direction, but at least partially overlap.
- the positioning holes 1d of the negative electrode plate 9 communicate with each other (in the overlapping area) at intervals in the stacking direction (gravity direction), and a communication hole H appears inside each positioning hole 1d.
- the positioning holes 5d of the positive electrode plate 8 communicate with each other at intervals in the stacking direction, and a communication hole H appears inside each positioning hole 5d.
- a provisional stacked electrode plate group is formed in which the positioning holes provided in the same electrode plates communicate with each other.
- the provisionally laminated electrode plate group can be pressed or pressurized in the stacking direction to flatten it or bring the electrodes closer together. This can help create the through holes H or increase the size of the through holes.
- Step 2 In a preferred method for producing the battery element member, a final positioning step is then carried out.
- the positioning pin 72a of the positioning jig 72 is inserted into each of the communication holes H that appeared in step 1.
- the tip of the positioning pin 72a first enters the communication hole H as shown in FIG. 8(A), and then the pin body enters the communication hole H as shown in FIG. 8(B), and finally, the positioning pin 72a is inserted into the communication hole H that appeared (inserted until it protrudes from the other opening side of the communication hole to one opening side).
- the tip that first enters the communication hole H guides the pin body into the communication hole H with a gradually expanding peripheral side surface and assists in adjusting the overlapping position of the pin body.
- the pin body enters the communication hole H following the tip, and its outer peripheral surface comes into contact with the inner peripheral surface of the positioning hole, and the electrode plate whose overlapping position is shifted can be moved in the surface direction (horizontal direction) to be positioned at a predetermined overlapping position.
- the tab or base extension i.e., the appeared communication hole H
- the base extension and tab are covered and reinforced with an insulating material, preferably a mixture, as described above, so that the insertion of the positioning pin 72a is quickly completed without damaging the base extension and tab, particularly the positioning hole.
- the positive electrode plate 8 and the negative electrode plate 9 are each positioned by three positioning pins 72a.
- the pin main body performs the overlap position adjustment function, and as a result, the overlap positions of the electrodes can be adjusted with high precision by moving the electrodes in their planar directions (directions perpendicular to the insertion direction of the positioning pins) while preventing breakage or damage to the base extensions and tabs, particularly the positioning holes H, and the temporarily positioned provisionally laminated electrode plate group can be precisely positioned.
- the battery element member 41 can be easily manufactured as described above.
- the method for manufacturing a single-layered all-solid-state secondary battery is similar to the method for manufacturing a stacked type all-solid-state secondary battery, except that a set of battery units is used as a battery element member.
- a set of battery units is used as a battery element member.
- the mixture can be prepared by mixing the resin material and the insulating inorganic particles, but it is preferable to melt-mix the resin material at a temperature equal to or higher than the melting temperature of the resin material and then cool the mixture to prepare a molten solidified product.
- the mixture and the molten solidified product are as described above.
- the mixing method is not particularly limited, and any appropriate method can be adopted.
- the mixing temperature can also be set appropriately taking into account the melting temperature of the resin material, etc.
- the mixture is placed on the end of the battery element member produced or prepared as described above.
- the mixture is placed at a position and in an amount to be used that covers the entire range of the end (side surface) of the battery element member in the stacking direction in the heating and pressing step described later.
- the end on which the mixture is placed does not need to be the entire peripheral side surface of the end of the battery element member, but may be at least one end of the battery element member.
- the mixture may be placed on the end of the battery element member, and may be placed on the outermost main surface side or main surface in the stacking direction in addition to the end.
- the position of the mixture at the end is usually placed outside the side surface of the battery element member, and may be placed with a gap from the end (side surface) of the battery element member, but it is preferable to place the mixture in contact with the end (side surface) in order to fill the battery element member and the insulating cover without any gaps.
- the amount of the mixture to be used is appropriately set in consideration of the end to be covered, the thickness of the insulating cover, the pressure in the heating and pressing step, etc.
- the mixture in contact with the end (side surface) of the active material layer of the electrode plate tab, since the insulating covering can be formed without gaps on the end (end surface and recess) of the battery element member.
- the mixture between two tabs that are spaced apart in the stacking direction since the end (end surface and recess) of the battery element member can be covered with the insulating covering substantially without gaps.
- the method of arranging such a mixture is not particularly limited, and the mixture can be arranged after the battery element member is produced, but as described above, a method in which a tape-shaped molded body of the mixture is previously provided on the main surface of the tab of the electrode plate to be used is preferable.
- the mixture is processed into a tape shape with a layer thickness similar to that of the active material layer, for example, by a hot roll press, and the tape-shaped molded body (melted solidified body) of the mixture can be welded to the main surface of the tab adjacent to the active material layer using a hot iron or the like.
- a method for disposing the mixture on the main surface of the tab a method in which a tape-shaped molded body of the mixture is heated to a temperature equal to or higher than the melting temperature of the resin material contained in the mixture and locally transferred and attached to a predetermined area of the tab is preferred in terms of being able to arrange the layer thickness and width with high precision. Furthermore, in this case, by covering the main surface of the tab with the mixture, damage to the tab and the positioning hole when the temporary laminated electrode plate group is finally positioned can be effectively suppressed.
- the positioning hole when the positioning hole is provided, the generation of burrs on the inner circumference of the positioning hole is suppressed when the positioning hole is drilled, the shape of the inner circumference of the positioning hole is stabilized, and the positioning accuracy of the final positioning is improved, so this is preferable.
- a method in which the mixture is locally disposed in a predetermined area of the tab with a hot melt dispenser can be mentioned. In this method, the mixture can be disposed in the predetermined area by a simple means.
- the mixture On the main surface of the substrate extension of the electrode plate.
- the position and method of placement of the mixture are the same as those for the end where the tab is located.
- a tape-shaped molding of the mixture can be provided in advance by providing another base extension portion other than the end portion where the tab is arranged.
- the electrode plate has a rectangular shape, as shown in Figures 6A and 6B, it is preferable to provide a tape-shaped molding of the mixture in advance on a tab provided on the edge of the short side of the electrode plate and on a base extension portion provided on the edge of the short side opposite to this edge, and it is more preferable to provide a positioning hole in the tab or base extension portion to improve the positioning accuracy of the battery element member.
- the preferred method of manufacturing the battery element member described above is preferable, and the preferred method of manufacturing the battery element member described above using the manufacturing device 70 is particularly preferable.
- the mixture is placed at the end of the battery element member, and the mixture is heated at a temperature at which the resin material in the mixture melts while being pressurized toward the inside of the battery element member.
- this process causes the mixture to melt and deform so as to cover the end of the battery element member while maintaining the mixed state with the insulating inorganic particles.
- the mixture penetrates into the gaps of the battery element member, and if the battery element member has a recess, it also flows into the recess and fills the recess.
- the molten resin material penetrates into the constituent layers.
- the resin material penetrates into the interface between the constituent layers while maintaining the mixed state with the insulating inorganic particles. Thereafter, the resin material is cooled to solidify, forming an insulating coating made of the resolidified mixture, which can create a state in which the battery element member is covered with virtually no gaps along the shape of the end.
- a coating penetration area is preferably formed.
- the heating temperature can be set in a temperature range equal to or higher than the melting temperature of the resin material, for example, equal to or higher than the melting temperature of the resin material and equal to or lower than the thermal decomposition temperature of the resin material, taking into consideration the melting temperature of the resin material and the temperature at which the particulate shape of the insulating inorganic particles can be maintained, and it is preferable that the heating temperature is equal to or higher than the melting temperature of the resin material and equal to or lower than the melting temperature + 150°C.
- the method of pressing may be any method that can fill the mixture along the shape of the end of the battery element member with virtually no gaps.
- the method of placing the battery element member and the mixture on a hot plate and pressing the mixture with a pressing member while heating it and the method of heating and pressing using an isostatic pressing device such as a hot isostatic pressing device (HIP) or a warm isostatic pressing device (WIP) can be mentioned.
- an isostatic pressing device such as a hot isostatic pressing device (HIP) or a warm isostatic pressing device (WIP)
- HIP hot isostatic pressing device
- WIP warm isostatic pressing device
- the above method using a hot plate can be suitably applied when the battery element member is previously pressed in the stacking direction and densified.
- the above method using an isostatic pressing device can densify the battery element member and form an insulating coating at the same time, and can highly reinforce the end of the battery element member while maintaining its insulation.
- the pressure applied to the mixture can be appropriately set in consideration of the heating temperature, the melt viscosity of the resin material, etc., and the pressure applied by the isostatic pressurizing device can be 10 to 1000 MPa, preferably 20 to 600 MPa.
- the mixture placed at the end of the battery element member is preferably first pressurized at a pressure of 1 to 10 MPa, and then pressed at the above pressure using an isostatic pressurizing device or the like, in order to fill the mixture without gaps along the shape of the end of the battery element member and to densify the battery element member (improve battery performance).
- the mixture When the mixture is pressed using, for example, a hot plate, it is preferable to press the battery element members in a stacking manner, since this can prevent the electrode plates from being displaced from stacking even if the mixture is pressed toward the inside of the battery element members.
- the pressure applied at this time is preferably within a range that can prevent the electrode plates from being displaced from stacking and does not cause damage to the active material layers, and can usually be 1 to 50 MPa.
- the above-mentioned method using a hot plate can be followed by a method of heating and pressing using an isostatic pressure device.
- a method of heating and pressing using an isostatic pressure device it is preferable to first press the mixture into the recesses of the battery element members using the above-mentioned method using a hot plate, and then heat and press using an isostatic pressure device to densify each battery element member while forming an insulating coating.
- the heating temperature using the hot plate can be set to a temperature lower than the heating temperature using the isostatic pressure device.
- the recesses of the battery element members can be filled with the mixture with virtually no gaps, and a coating penetration area can be formed at the interface, allowing the battery element members to be highly reinforced while maintaining their insulation at the ends. As a result, it becomes possible to densify the battery element members at higher temperatures and pressures, improving battery performance.
- the steps of placing the mixture and applying pressure can be performed using the battery element members removed from the manufacturing apparatus 70, or can be performed while they are still housed in the frame 71 of the manufacturing apparatus 70.
- a stacked type all-solid-state secondary battery can be manufactured by sequentially carrying out a step of placing a mixture on a tab or a base extension portion in advance, pressurizing the end portion where the tab or base extension portion is provided, and then placing the mixture on the end portion where the tab and base extension portion are not provided and heating the mixture.
- the manufacturing apparatus 70 has, in addition to the above-mentioned components, a press-in plate 75 that presses the mixture into the end portion of the battery element member. That is, before the battery element member prepared in the storage space 71c of the frame body 71 is taken out of the frame body 71, the battery element member together with the frame body 71 is heated to a temperature equal to or higher than the melting temperature of the resin material in the mixture, and the tape-shaped molding of the mixture previously provided on the electrode plate is melted to fix and fill both short sides of the battery element member with the mixture (molten mixture).
- the battery element member is heated, for example, by a hot plate or the like, while the positioning jig 72 is inserted through the pressure restricting member 74. Then, since the battery element member is pressed in the stacking direction by the pressure restricting member 74 and the restricting member 73, the tape-shaped molding provided on the tab and the base extension part does not deform or flow in the stacking direction, but at least deforms and flows balanced in the inner direction. In this way, the tape-shaped molding provided on the tab and the base extension part can be filled with virtually no gaps while in contact with the end face of the active material layer, and a coating penetration area can be formed at the interface.
- the side wall on the long side is removed while the battery element member is pressed and restrained in the up-down direction, and a rod-shaped or tape-shaped molded body of the mixture is placed on the long side end, and then heated and melted to press into the end face and the recess.
- a rod-shaped or tape-shaped molded body of the mixture is placed on the long side end, and then heated and melted to press into the end face and the recess.
- the side wall 71b on the long side of the frame 71 is removed, and the mixture, for example, a tape-shaped molded body or a rod-shaped molded body 76 is placed near the exposed long side end of the battery element member.
- the frame 71 is heated by a hot plate or the like, and the press-in plate 75 arranged outside the mixture is moved toward the long side end, and the mixture is deformed and flowed inward.
- the mixture can be filled into the long side end of the battery element member with virtually no gaps, and a coating penetration area can be formed at the interface.
- negative electrode tabs of the negative electrode current collector are connected to each other by welding or the like to provide a lead wire (see FIG. 5 ), as shown in Fig. 4.
- positive electrode tabs of the positive electrode current collector are connected to each other by welding or the like to provide a lead wire.
- a normal assembly step such as sealing the all-solid-state secondary battery with the ends covered with an insulating cover in a case may be performed.
- Example A In Examples A-1 to A-6 and Comparative Examples A-1 to A-3, stacked all-solid-state secondary batteries including a positive electrode active material layer and a negative electrode active material layer having a dimensional difference were manufactured and evaluated.
- Examples A-1 to A-6 and Comparative Examples A-1 to A-3 have basically the same configuration except for the contents shown in Table 1, with one difference being the presence or absence or composition of an insulating coating (mixture).
- a negative electrode mixture paste was prepared by mixing 53% by mass of natural graphite, 45% by mass of an argyrodite sulfide solid electrolyte (Li 6 PS 5 Cl), 2% by mass (solid content equivalent) of a rubber-based binder, and a tetralin-anisole mixed solvent.
- the obtained negative electrode mixture paste was then applied to both sides of a stainless steel (SUS) negative electrode current collector so that the film thickness after coating and drying was 130 ⁇ m, and then dried to produce a negative electrode plate having a negative electrode active material layer on both sides.
- the main surface size of the negative electrode active material layer was 2.5 cm ⁇ 2.5 cm.
- a solid electrolyte-containing paste was prepared by mixing 98% by mass of an argyrodite sulfide solid electrolyte (Li 6 PS 5 Cl), 2% by mass (solid content equivalent) of a rubber-based binder, and a tetralin-anisole mixed solvent.
- the obtained solid electrolyte-containing paste was then applied to one side of a 10 ⁇ m-thick stainless steel foil so that the film thickness after coating and drying was 120 ⁇ m, and then dried to prepare a transfer solid electrolyte sheet.
- the main surface size of the solid electrolyte layer was 2.5 cm ⁇ 2.5 cm.
- Example A-1 to A-6 and Comparative Example A-3 it was confirmed that the particle size (D 90 ) of the solid electrolyte particles in the solid electrolyte layer was smaller than the particle size (D 90 ) of the alumina particles or PMMA particles in the mixture (melt-solidified body) described later.
- a positive electrode mixture paste was prepared by mixing 66% by mass of positive electrode active material NCM523 ( LiNi0.5Co0.2Mn0.3 particles coated with LiNbO3 ), 30% by mass of argyrodite sulfide solid electrolyte ( Li6PS5Cl ), 3% by mass of VGCF (carbon fiber manufactured by Showa Denko K.K.) as a conductive assistant, 1% by mass (solid content equivalent) of rubber-based binder and cellulose-based binder in total, and tetralin-anisole mixed solvent.
- NCM523 LiNi0.5Co0.2Mn0.3 particles coated with LiNbO3
- Li6PS5Cl argyrodite sulfide solid electrolyte
- VGCF carbon fiber manufactured by Showa Denko K.K.
- the obtained positive electrode mixture paste was applied to both sides of a positive electrode current collector made of aluminum (Al) so that the film thickness after coating and drying was 90 ⁇ m, and then dried to prepare a positive electrode plate having a positive electrode active material layer on both sides.
- the main surface size of the positive electrode active material layer was 2.0 cm ⁇ 2.0 cm.
- the particle size (D 90 ) of the NCM523 particles in the positive electrode active material layer was smaller than the particle size (D 90 ) of the alumina particles or PMMA particles in the mixture (melt-solidified body) described later.
- a recess 43 is formed adjacent to the outer side in the surface direction of the positive electrode active material layer by the side surface of the positive electrode plate and the two solid electrolyte layers sandwiching the positive electrode plate, as shown in Fig. 3.
- a recess 43B is formed by the positive electrode tab, the side surface of the positive electrode active material layer, and the solid electrolyte layer, as shown in Fig. 4.
- a recess 43C is formed by the side surface of the positive electrode plate and the two solid electrolyte layers sandwiching the positive electrode plate, as shown in Fig. 5.
- polypropylene resin (PP) or a mixed resin of polyethylene resin (PE) and EVA (manufactured by Bosch) in a mass ratio of 4:1 (hereinafter referred to as "PE / EVA mixed resin") and alumina particles (D 90 diameter 50 ⁇ m by the above method) were placed in a glass bottle, placed on a hot plate, heated to 210 ° C. (PP) or 175 ° C. (PE / EVA mixed resin), melt-kneaded with a silicone spatula, and then cooled to room temperature to prepare molten solids A5 and A6, respectively.
- the mixing ratio (content) of PP or PE / EVA mixed resin and alumina particles was set to the value shown in the “mass ratio (resin material / insulating inorganic particles)" column in Table 1.
- EVA manufactured by Bosch
- PMMA particles polymethyl methacrylate particles
- the mixing ratio (content) of EVA and PMMA particles was set to the value shown in the “Mass ratio (resin material/insulating inorganic particles)” column in Table 1.
- the softening point of EVA was 80-90°C
- the complex viscosity at 190°C was 30 Pa ⁇ s.
- the softening point of PP was 160°C
- the complex viscosity at 190°C was 1000 Pa ⁇ s.
- the softening point of PE/EVA mixed resin was 130°C, and the complex viscosity at 190°C was 1000 Pa ⁇ s.
- the alumina particles did not have a softening point in the temperature range up to 350°C, and did not melt at 350°C and 250°C.
- the softening point of the PPMA particles was 100-110°C.
- the vinyl acetate content, complex viscosity at 190° C. and weight average molecular weight of EVA were within the above ranges.
- the weight average molecular weights of PP and PE/EVA mixed resins were also within the above ranges.
- Comparative Example A-1 no molten solid was placed, and in Comparative Example A-2, only EVA resin was placed instead of the molten solid.
- the molten solid was melted on a hot plate set at the following temperature, and while confined by both films, the molten solid was pressed from above to flow toward the end (inner side) and into the recesses of the battery element members. Then, it was cooled.
- the battery element members (provisional laminated battery) thus obtained, in which the insulating covering was flowed into the recesses, were wrapped in a laminate film, and further, warm isostatic pressing was performed for 1 minute under conditions of a temperature of 190°C and a pressure of 588 MPa, to fill the recesses of the battery element members with the insulating covering to form insulating coverings at the ends of the battery element members, and to densify each battery element member.
- the melting temperature of the molten solid (the set temperature of the hot plate) was set to the melting point of the resin material used + 50°C, specifically, it was set to 140°C in Examples A-1 to A-4 and Comparative Examples A-1 to A-3, 210°C in Example A-5, and 180°C in Example A-6. In this manner, the stacked type all-solid-state secondary batteries of each of the Examples and Comparative Examples were manufactured.
- SE means a solid electrolyte layer.
- a positive electrode active material layer is formed on the surface of the current collector, a positive electrode active material layer is provided on both main surfaces of the current collector, and a positive electrode active material layer is provided on one surface (one main surface) of the current collector, and a positive electrode active material layer is provided on one surface of the current collector, and a positive electrode active material layer is provided on one surface of the current collector, and a positive electrode active material layer is provided on the one main surface of the current collector, and a negative ...
- this interface is one into which the mixture easily penetrates and into which a coating penetration region is easily formed, and in fact, in Examples A-1 to A-6, a coating penetration region was formed at one or more interfaces.
- Example B In Example B-1 and Comparative Example B-1, single-layer all-solid-state secondary batteries including a positive electrode active material layer, a solid electrolyte layer, and a negative electrode active material layer of the same size (same main surface area) were manufactured and evaluated.
- Example B-1 and Comparative Example B-1 were basically configured the same except for the contents shown in Table 2, with one difference being the presence or absence of an insulating coating (mixture).
- a single-layer all-solid-state secondary battery composed of battery element members including a set of battery units having the layer structure shown in FIG. 1 was manufactured as follows. Specifically, a negative electrode plate and a positive electrode plate were each produced by providing an active material layer on one main surface of a current collector in the same manner as in Example A.
- the transfer solid electrolyte sheet produced in Example A was placed on the negative electrode active material layer of the negative electrode plate and pressed to transfer the solid electrolyte layer onto the negative electrode active material layer, producing a solid electrolyte layer-laminated negative electrode plate.
- the positive electrode active material layer of the positive electrode plate was placed on the solid electrolyte layer of the solid electrolyte layer-laminated negative electrode plate to produce a battery element member including a set of battery units.
- Example B-1 Next, in the same manner as in Example A-1, the molten solidified body (amount capable of entirely covering the end and the peripheral side surface: 1 g) A1 was formed in advance into a sheet shape (thickness 250 ⁇ m) by a hot roll press near the end of the battery element member. An opening of 2.5 cm x 2.5 cm was opened in this sheet, and the battery element member was inserted into the opening to place it therein. Then, warm isostatic pressing was performed to form an insulating cover on the end of the battery element member, thereby producing the single-layer type all-solid-state secondary battery of Example B-1. (Comparative Example B-1) The battery element members including one battery unit produced as described above were used as an all-solid-state secondary battery of Comparative Example B-1.
- the amount of insulation coating L on the main surface near the edge of the negative electrode current collector was 0.1 mm.
- [Evaluation 1] to [Evaluation 3] were performed on each of the produced single-layer all-solid-state secondary batteries in the same manner as in Example A-1. However, the number of observation points in [Evaluation 1] and [Evaluation 2] was one. A coating penetration region was formed at the "bonding interface" of Example B-1. The thickness of the positive electrode active material layer and the negative electrode active material layer in each single-layer type all-solid-state secondary battery was 60 ⁇ m or more.
- Example C In Examples C-1 to C-6 and Comparative Examples C-1 to C-3, a stacked all-solid-state secondary battery including a positive electrode active material layer and a negative electrode active material layer having a dimensional difference was manufactured using a current collector with a long tab, and the battery was evaluated.
- Examples C-1 to C-6 and Comparative Example C-3 molten solidified bodies A1 to A7 having the same composition as in Examples A-1 to A-6 and Comparative Example A-3 were used.
- Comparative Example C-1 no molten solidified body was placed, and in Comparative Example C-2, only EVA resin was placed instead of the molten solidified body.
- a negative electrode plate was prepared in the same manner as in Example A-1, except that the negative electrode current collector was changed to a tabbed negative electrode current collector as described below. That is, a negative electrode tab having a width of 2.5 cm and a length of 5.5 cm was formed on one of the four sides of a 2.5 cm x 2.5 cm negative electrode current collector to prepare a tabbed negative electrode current collector.
- a negative electrode active material layer and a solid electrolyte layer were formed on the negative electrode current collector of the tabbed negative electrode current collector, and then, a molten solid having a width of 2.5 cm, a length of 3 mm, and a height of 0.3 mm was attached to only one side of the main surface of the negative electrode tab at a position 1 mm away from the negative electrode active material layer using a hot melter (nozzle diameter 1 mm). In this way, a solid electrolyte layer laminated negative electrode plate was prepared.
- the composition of the molten solid provided on the negative electrode tab is the same as the composition of the molten solid provided near the end face where the tab described later is not provided, and is specifically as shown in Table 1.
- the molten solid provided on the negative electrode tab and the molten solid provided near the end face where the tab and the base extension portion are not provided are both the same as the molten solid A1 used in Example A-1.
- a positive electrode plate was prepared in the same manner as in Example A-1, except that the positive electrode current collector was changed to a positive electrode current collector with a tab as described below. That is, a positive electrode tab with a width of 2.0 cm and a length of 6.0 cm was formed on one of the four sides of a positive electrode current collector with a size of 2.0 cm x 2.0 cm to prepare a positive electrode current collector with a tab.
- a positive electrode active material layer was formed on the positive electrode current collector with a tab, and then, a molten solid having a width of 2.0 cm, a length of 3 mm, and a height of 0.3 mm was attached to only one side of the main surface of the positive electrode tab at a position 3.5 mm away from the positive electrode active material using a hot melter (nozzle diameter 1 mm). In this way, a positive electrode plate was prepared.
- the composition of the molten solid provided on the positive electrode tab was the same as the composition of the molten solid provided near the end face where the tab was not provided, as described later, and specifically, as shown in Table 1.
- Example A-1 ⁇ Preparation of Battery Element Members>
- the produced solid electrolyte layer-laminated negative electrode plate and positive electrode plate were used to produce a battery element member including 10 battery units by laminating them alternately in the order starting from the negative electrode plate in the same manner as in Example A-1.
- Heat-resistant films made of PPS
- each 1 cm larger on each side than the size (2.5 cm x 2.5 cm) of the current collector were placed on the upper and lower parts of the prepared battery element member, and the molten solid prepared in Example A-1 (amount sufficient to entirely cover the side surface: 1 g) was placed between the two films placed on the upper and lower parts of the current collector and near the end of the current collector (only the side surface on which the tab was not provided).
- the tab was exposed from the heat-resistant film.
- the molten solidified material was melted on a hot plate, and the molten material was pressed from above while being confined between both films and each tab, and flowed toward the end (inside) to flow into the recess of the battery element member. Then, it was cooled.
- Example D ⁇ Examples D-1 to D-6 and Comparative Examples D-1 to D-3>
- a stacked all-solid-state secondary battery was manufactured using a battery element member manufactured by positioning the electrode plate by a preferred manufacturing method of the battery element member using the manufacturing apparatus 70, using a current collector having a tab and a base extension portion with a positioning hole drilled therein, and the battery element member was evaluated.
- molten solidified bodies A1 to A7 having the same composition as Examples A-1 to A-6 and Comparative Example A-3 were used, respectively.
- Comparative Example D-1 no molten solidified body was placed, and in Comparative Example D-2, only EVA resin was placed instead of the molten solidified body.
- a manufacturing apparatus 70 shown in FIGS. 7 to 11 was prepared.
- a frame 71 having the following dimensions shown in Figures 7 and 8 was fabricated using metallic aluminum.
- Six holes 71d (corresponding to pin receiving portions 73a) were drilled through the bottom 71a (also serving as the regulating member 73) at positions corresponding to the positioning pins 72a of the positioning jig 72.
- the inner diameter of the holes 71d for the positioning pins 72a with a diameter of 3.0 mm drilled in the tab was 3.1 mm
- the inner diameter of the holes 71d for the positioning pins 72a with a diameter of 4.0 mm drilled in the base extension portion was 4.1 mm.
- a positioning jig 72 having the following dimensions and shown in FIG. 9 was fabricated using metallic aluminum. On each of the short sides of the base, which was set to an appropriate dimension, one positioning pin 72a with a diameter of 3.0 mm was erected at a position corresponding to the positioning hole provided in the tab. In addition, two positioning pins 72a with a diameter of 4.0 mm were erected at 30 mm intervals along the short sides at positions corresponding to the positioning holes provided in the base extension portion. In this way, a total of six positioning pins 72a were erected on the base.
- a plate-shaped correcting member 74 was made of metal aluminum and had the same inner dimensions as the storage space 71c, and was attached to the main surface of the lid body, which was set to an appropriate dimension.
- the plate thickness of the correcting member 74 was set to a thickness that could pressurize the battery element members in the storage space 71c together with the bottom 71a (regulating member 73) (a thickness that makes the distance between the correcting member 74 and the bottom 71a smaller than the thickness of the battery element members). Note that positioning holes were provided in the correcting member 74 and the lid body at the same positions as the base of the positioning jig 72.
- a negative electrode mixture paste was prepared by mixing 53 parts by mass of natural graphite, 45 parts by mass of argyrodite sulfide solid electrolyte (Li 6 PS 5 Cl), 2 parts by mass (solid content equivalent) of a rubber-based binder, and a tetralin-anisole mixed solvent.
- This negative electrode composite paste was applied to both sides of a stainless steel foil (hereinafter simply referred to as stainless steel foil) having a width of 180 mm, a length of 200 mm and a thickness of 10 ⁇ m, over a width of 129 mm in the center in the width direction so that the film thickness after coating and drying would be 130 ⁇ m, and then dried to produce an original negative electrode plate having an uncoated portion of 25.5 mm on each end of the negative electrode active material layer.
- the obtained negative electrode original plate was roughly cut to a width of 44 mm to prepare a roughly cut negative electrode plate having long sides of 180 mm, short sides of 44 mm, and an uncoated portion of 25.5 mm each on the negative electrode active material layer and the end of the negative electrode active material layer.
- a tape-shaped molded body 1e which was previously processed into a tape shape (1 to 10 ⁇ m thicker than the negative electrode active material layer 2B after densification) by a hot roll press from the end of the negative electrode active material layer 2B in the roughly cut negative electrode plate, was attached to both main surfaces of the negative electrode tab 1b up to a length of 5.5 mm by a hot iron.
- a tape-shaped molded body 1e was attached to both main surfaces of the base extension portion 1c facing the negative electrode tab 1b up to a length of 10.5 mm from the end of the negative electrode active material layer 2B.
- a punching blade was used to prepare a negative electrode current collector 1C including a positioning hole 1d of the following dimensions, with the tape-shaped molded body 1e and the negative electrode current collector attached to each other.
- a solid electrolyte-containing paste was prepared by mixing 98 parts by mass of an argyrodite sulfide solid electrolyte (Li 6 PS 5 Cl), 2 parts by mass (solid content equivalent) of a rubber-based binder, and a tetralin-anisole mixed solvent.
- the obtained solid electrolyte-containing paste was then applied to one side of a 10 ⁇ m-thick stainless steel foil so that the film thickness after coating and drying was 120 ⁇ m, and then dried. In this way, two laminates of a solid electrolyte layer and stainless steel foil having the same dimensions of the long side and short side as the negative electrode active material layer were prepared.
- the composition of the tape-shaped product (molten solidified product) 1e provided on the negative electrode tab 1b and the substrate extension 1c is the same as the composition of the rod-shaped product (molten solidified product) 76 disposed on the end face on which the negative electrode tab 1b or substrate extension 1c is not provided, as described below, and is specifically as shown in Table 1.
- the tape-shaped product 1e attached to the negative electrode tab 1b and the substrate extension 1c, and the rod-shaped product 76 disposed in the vicinity of the end face on which the negative electrode tab 1b and substrate extension 1c are not provided are both the same as the molten solidified product A1 used in Example A-1.
- an electrolyte layer-attached negative electrode plate 9 was produced in which the tape-shaped compact 1e was previously attached to the negative electrode tab 1b and the substrate extension portion 1c.
- a positive electrode mixture paste was prepared by mixing 66 parts by mass of positive electrode active material NCM523 ( LiNi0.5Co0.2Mn0.3 particles whose surfaces are coated with LiNbO3 ), 30 parts by mass of argyrodite sulfide solid electrolyte ( Li6PS5Cl ), 3 parts by mass of VGCF (carbon fiber manufactured by Showa Denko K.K. ) as a conductive additive, 1 part by mass (solid content equivalent) of a rubber-based binder, and a tetralin-anisole mixed solvent.
- NCM523 LiNi0.5Co0.2Mn0.3 particles whose surfaces are coated with LiNbO3
- Li6PS5Cl argyrodite sulfide solid electrolyte
- VGCF carbon fiber manufactured by Showa Denko K.K.
- This positive electrode composite paste was applied to both sides of an aluminum foil (hereinafter simply referred to as aluminum foil) having a width of 180 mm, a length of 200 mm and a thickness of 20 ⁇ m, over a width of 125 mm in the center in the width direction so that the film thickness after coating and drying would be 90 ⁇ m, and then dried to produce an original positive electrode plate having an uncoated portion of 27.5 mm on each end of the positive electrode active material layer.
- the obtained original positive electrode plate was roughly cut to a width of 44 mm to prepare a roughly cut positive electrode plate having long sides of 180 mm, short sides of 44 mm, and an uncoated portion of 27.5 mm on each of the positive electrode active material layer and the end of the positive electrode active material layer.
- a tape-shaped molded body 5e which was previously processed into a tape shape (1 to 10 ⁇ m thicker than the positive electrode active material layer 4B after densification) by a hot roll press from the end of the positive electrode active material layer 4B in the roughly cut positive electrode plate, was attached to both main surfaces of the positive electrode tab 5b up to a length of 7.5 mm from the end of the positive electrode active material layer 4B in advance by a hot roll press, was attached with a hot iron.
- a tape-shaped molded body 5e was attached to both main surfaces of the base extension portion 5c facing the positive electrode tab 5b up to a length of 12.5 mm from the end of the positive electrode active material layer 4B. After cooling, a punching blade was used to prepare a positive electrode current collector having the following dimensions including a positioning hole 1d, with the tape-shaped molded body 5e and the positive electrode current collector attached to each other.
- the composition of the tape-shaped molded body (molten solidified body) 5e provided on the positive electrode tab 5b and the base extension portion 5c is the same as the composition of the rod-shaped molded body (mixture) 76 arranged on the end face on which the positive electrode tab 5b or the base extension portion 5c is not provided, as described below, and is specifically as shown in Table 1.
- the tape-shaped molded body 5e attached to the positive electrode tab 5b and the base extension portion 5c and the rod-shaped molded body 76 arranged in the vicinity of the end face on which the positive electrode tab 5b and the base extension portion 5c are not provided are both the same as the molten solidified body A1 used in Example A-1. In this manner, a positive electrode plate 8 was produced in which the tape-shaped compact 5e was previously attached to the positive electrode tab 5b and the base extension portion 5c.
- a positioning jig 72 was placed above the frame 71 housing the obtained temporary laminated electrode plate group, sandwiching a lid body to which a pressure regulating member 74 was attached.
- the temporary laminated electrode plate group in the housing space 71c, particularly the tabs and the base extension portion, are restricted from vertical movement by the regulating member 73 (bottom 71a of the frame 71).
- the positioning jig 72 was manually moved downward toward the regulating member 73 at a speed of about 3 cm/min, and the six positioning pins 72a were inserted into the corresponding through holes H, and finally, as shown in FIG.
- the positioning jig 72 was advanced to the pin receiving portion 73a of the regulating member 73 to finally position the temporary laminated electrode plate group. Then, as shown in FIG. 9, the lid body, the pressure regulating member 74 and the positioning jig 72 were stacked on the frame 71, and the lid body was pressed and restrained by a screw in the stacking direction to the frame 71. 9 and 10, a laminated electrode group (battery component) was produced, which was housed in a manufacturing device 70 and positioned in a state where it was pressed in the stacking direction by a pressure restricting member 74 and a restricting member 73. The laminated structure and recesses of the produced battery component are as shown in FIGS.
- each rod-shaped molded body (mixture) 76 placed in Examples D-1 to D-6 and Comparative Example D-3 is the same as the composition shown in Table 1 in the corresponding Examples A-1 to A-6 and Comparative Example A-3.
- the press-in plate 74 placed at the position of the peripheral wall 71b removed from the frame 71 was used to push the molten material toward the end (inner side) and press it into the end (end face and recess) of the battery element member (second pressurizing step).
- Example D-1 to D-6 and Comparative Examples D-1 to D-3 the heating temperatures in the first pressurizing step and the second pressurizing step were set to the same temperatures as the hot plate settings in Examples A-1 to A-6 and Comparative Examples A-1 to A-3, respectively.
- the battery element member provisional laminated battery
- the battery element member thus obtained, with the insulating covering body flowing into the recesses, was wrapped in a laminate film, and further, in the same manner as in Example A, warm isostatic pressing was performed for 1 minute under conditions of a temperature of 190°C and a pressure of 588 MPa to form an insulating covering body in the recesses of the battery element member and to densify each battery element member.
- Example D-4 A stacked-type all-solid-state secondary battery of Comparative Example D-4 was produced in the same manner as in Example D-1, except that a negative electrode plate with an electrolyte layer in which the tape-shaped molded body 1e was not attached in advance to the negative electrode tab 1b and the substrate extension portion 1c was used instead of the negative electrode plate with an electrolyte layer 9 in which the tape-shaped molded body 1e was attached in advance to the negative electrode tab 1b and the substrate extension portion 1c in Example D-1.
- the negative electrode active material layer 2B and the solid electrolyte layer 3B were deformed (thinned) so that the ends thereof were bundled toward the edge direction, and cracks were generated in the solid electrolyte layer 3B near the starting point of the deformation. Therefore, the stacked type all-solid-state secondary battery of Comparative Example D-4 was not subjected to the above [Evaluation 1] to [Evaluation 4] described in Example A.
- the laminated all-solid-state secondary batteries of Examples A-1 to A-4, C-1 to C-4, and D-1 to D-4 which have an insulating coating formed of a molten solid containing EVA and alumina at the end of the battery element member, and the single-layer all-solid-state secondary battery of Example B-1 all have the insulation of the end, and deformation and defects at the end of the solid electrolyte layer cannot be confirmed, and they have a coating penetration area, and the occurrence of short circuits can be highly suppressed.
- Examples D-1 to D-6 in which the stacked electrode plates 8 and 9 are positioned collectively using the positioning pin 72a, the electrode plates can be stacked with high overlapping accuracy despite the short manufacturing time, and the battery element members can be produced while effectively preventing damage to the active material layer and the solid electrolyte layer. Furthermore, following the production of the battery element members, an insulating cover can be formed as desired, the insulation of the ends is ensured, and a stacked all-solid-state secondary battery can be produced in which deformation of the ends of the solid electrolyte layer and the occurrence of short circuits without defects can be highly suppressed.
- the all-solid-state secondary batteries of Examples A to D have high reliability, regardless of whether they are single-layer or multilayer types, despite the use of composite layers as constituent layers.
- All-solid-state secondary battery 30 Single-layer type all-solid-state secondary battery 50 Laminated type all-solid-state secondary battery 1, 1A, 1B, 1C Negative electrode current collector 1a Negative electrode current collector 1b Negative electrode tab 1c Substrate extension 1d Positioning hole 1e Tape-shaped molded body 2, 2A, 2B Negative electrode active material layer 3, 3A, 3B Solid electrolyte layer 4, 4A, 4B Positive electrode active material layer 5, 5A, 5B, 5C Positive electrode current collector 5a Positive electrode current collector 5b Positive electrode tab 5c Substrate extension 5d Positioning hole 5e Tape-shaped molded body 6 Operating portion 8 Positive electrode plate 9 Negative electrode plate (negative electrode plate with electrolyte layer) 21 Battery element member (battery unit) 41 Battery element member 21A, 41A, 41B, 41C End portion 22, 44, 44B or 44C Insulating coating 23, 45 Coating entry area 24, 46 Insulating inorganic particles 25, 47 Resin material 42 Battery unit 43, 43B, 43C Recess 70 Manufacturing
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Engineering & Computer Science (AREA)
- Inorganic Chemistry (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Composite Materials (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Secondary Cells (AREA)
Abstract
少なくとも負極活物質層と固体電解質層と正極活物質層とをこの順で積層した電池ユニットを1組以上含む電池要素部材を有する全固体二次電池であって、電池要素部材の端部に少なくとも電池要素部材の側面を被覆する絶縁被覆体を有し、絶縁被覆体が300℃以下の温度領域において溶融する樹脂材料と350℃では溶融しない絶縁性無機粒子との混合体からなる全固体二次電池、並びに、300℃以下の温度領域において溶融する樹脂材料と350℃では溶融しない絶縁性無機粒子との混合体を上記電池要素部材の端部に配する工程と、樹脂材料が溶融する温度において混合体を加熱しながら電池要素部材の内部方向に加圧する工程とを含む全固体二次電池の製造方法を提供する。
Description
本発明は、全固体二次電池及びその製造方法に関する。
全固体二次電池は、電池要素部材として、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した電池ユニットを有している。この電池ユニットを1組有する通常(単層型)の全固体二次電池に加えて、近年、高エネルギー密度化を目的として電池ユニットを2組以上積層した積層型の全固体二次電池も実用化に向けて開発が進められている。
全固体二次電池は、通常、固体電解質層を介して正極活物質層と負極活物質層とを順次積層して構成されるため、負極活物質層、固体電解質層、正極活物質層等の構成層を積層した電池ユニットの端部が接触しやすいという問題がある。すなわち、固体電解質層を介して積層されていても正極活物質層と負極活物質層との端部同士が接触して短絡が発生しやすい。
全固体二次電池は、通常、固体電解質層を介して正極活物質層と負極活物質層とを順次積層して構成されるため、負極活物質層、固体電解質層、正極活物質層等の構成層を積層した電池ユニットの端部が接触しやすいという問題がある。すなわち、固体電解質層を介して積層されていても正極活物質層と負極活物質層との端部同士が接触して短絡が発生しやすい。
このような端部での短絡発生の問題に対処した全固体二次電池が提案されている。
例えば、特許文献1には、「正極と、負極と、前記正極と前記負極との間に介在する固体電解質層とを有する電気化学素子用電極体であって、前記固体電解質層は、硫化物系固体電解質を含有し、前記電極体の側面に、融点又は熱分解温度が150℃以上の樹脂を含有するフィラーと、バインダとを含有する絶縁層が形成されていることを特徴とする電気化学素子用電極体」を備えた電気化学素子が記載されている。
また、特許文献2には、「複数のリチウム遷移金属酸化物粒子が配向されてなる配向多結晶体で構成される配向正極板と、前記配向正極板上に設けられ、リチウムイオン伝導材料で構成される固体電解質層と、前記固体電解質層上に設けられる負極層と、前記配向正極板の端部を絶縁被覆する端部絶縁部であって、該端部絶縁部の前記固体電解質層側の表面が前記配向正極板の前記固体電解質層の側の表面と連続した1つの面を構成し、それにより該端部絶縁部と前記配向正極板の前記固体電解質層の側の表面との間で段差を有しないか、又は該端部絶縁部の前記固体電解質層側の表面が前記配向正極板の前記固体電解質層の側の表面よりも低くなった非連続の面であるが、前記端部絶縁部と前記配向正極板の前記固体電解質層の側の表面との段差が前記固体電解質層の厚さよりも小さい、端部絶縁部と、を備えてなる、全固体リチウム電池」が記載されている。
例えば、特許文献1には、「正極と、負極と、前記正極と前記負極との間に介在する固体電解質層とを有する電気化学素子用電極体であって、前記固体電解質層は、硫化物系固体電解質を含有し、前記電極体の側面に、融点又は熱分解温度が150℃以上の樹脂を含有するフィラーと、バインダとを含有する絶縁層が形成されていることを特徴とする電気化学素子用電極体」を備えた電気化学素子が記載されている。
また、特許文献2には、「複数のリチウム遷移金属酸化物粒子が配向されてなる配向多結晶体で構成される配向正極板と、前記配向正極板上に設けられ、リチウムイオン伝導材料で構成される固体電解質層と、前記固体電解質層上に設けられる負極層と、前記配向正極板の端部を絶縁被覆する端部絶縁部であって、該端部絶縁部の前記固体電解質層側の表面が前記配向正極板の前記固体電解質層の側の表面と連続した1つの面を構成し、それにより該端部絶縁部と前記配向正極板の前記固体電解質層の側の表面との間で段差を有しないか、又は該端部絶縁部の前記固体電解質層側の表面が前記配向正極板の前記固体電解質層の側の表面よりも低くなった非連続の面であるが、前記端部絶縁部と前記配向正極板の前記固体電解質層の側の表面との段差が前記固体電解質層の厚さよりも小さい、端部絶縁部と、を備えてなる、全固体リチウム電池」が記載されている。
ところで、電池ユニットを構成する構成層は、無機固体電解質、活物質、導電助剤等の固体粒子を含有する構成層形成材料を用いた製膜法(構成層形成材料を塗布乾燥する方法)、活物質をスパッタリング若しくは蒸着する方法等の種々の方法で形成される。このとき、製法に関わらず、形成した構成層の端部は、層厚が薄くなりやすく、また結着不良を起こしやすく、電池要素部材(電池ユニット、構成層)の端部での短絡の発生を誘発する。そのうえ、電池性能を向上させるため製造中及び使用中に全固体二次電池(電池ユニット)を積層方向に加圧すると、その加圧応力によって、構成層の端部が変形し、また固体粒子の結着崩壊によって欠陥(クラック、割れ、欠け等)が発生して、最終的に短絡を惹起するという問題がある。このように、全固体二次電池は、上述の構成層の積層(構成層の接触)に起因する短絡以外にも、構成層の端部形成性、加圧によっても、電池要素部材の端部での短絡が発生しやすいという問題がある。このような端部での短絡及び端部の変形若しくは欠陥発生の問題は、柔らかくて脆い硫化物系無機固体電解質で形成した固体電解質層を含む全固体二次電池、また、構成層の積層ズレに起因する短絡の発生を抑えるため負極活物質層よりも正極活物質層の寸法(主面の表面積)を小さくする技術が多用される積層型の全固体二次電池に、顕著に発生する。
しかし、特許文献1の全固体二次電池は電極体の側面に絶縁層を設けることによって単に構成層を積層した際に生じうる短絡の発生を防止するものであり、特許文献2の全固体二次電池は配向正極板の端部を絶縁被覆する端部被覆部を設けることによって配向正極板を用いた際に生じる段差に起因する短絡を防止するものである。特許文献1及び2では、いずれも、構成層の端部形成性及び端部の変形若しくは欠陥発生の観点からの検討はなされていない。そもそも、配向正極板を用いる特許文献2の全固体二次電池においては、構成層の端部の変形若しくは欠陥の発生という問題はない。
本発明は、電池要素部材の端部の絶縁性を維持しながら変形及び欠陥の発生を防止して、短絡の発生を抑制できる全固体二次電池、及びその製造方法を提供することを課題とする。
本発明者らは、種々検討を重ねた結果、構成層を積層した電池ユニットを含む電池要素部材の端部(少なくとも側面)に、その側面よりも外側から被覆する絶縁被覆体を設けるとともに、この絶縁被覆体を300℃以下の温度領域において溶融する樹脂材料と350℃では溶融しない絶縁性無機粒子との混合体で形成することにより、電池要素部材の端部絶縁性を維持しながら変形及び欠陥の発生を防止できることを見出した。本発明はこれらの知見に基づき更に検討を重ね、完成されるに至ったものである。
すなわち、上記の課題は以下の手段により解決された。
<1>電池要素部材を有する全固体二次電池であって、
電池要素部材は、少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した電池ユニットを1組以上含み、
電池要素部材の端部に、少なくとも電池要素部材の側面をこの側面よりも外側から被覆する絶縁被覆体を有し、
この絶縁被覆体が300℃以下の温度領域において溶融する樹脂材料と、350℃では溶融しない絶縁性無機粒子との混合体からなる、全固体二次電池。
<2>電池ユニットが、負極集電体と負極活物質層と固体電解質層と正極活物質層と正極集電体とをこの順で積層した電池ユニットであり、
上記正極集電体は、正極活物質層に隣接積層される正極集電部と、その一端から突出するように延設された正極タブとを有し、かつ正極タブが絶縁被覆体から突出している、<1>に記載の全固体二次電池。
<3>電池ユニットが、負極集電体と負極活物質層と固体電解質層と正極活物質層と正極集電体とをこの順で積層した電池ユニットであり、
上記負極集電体は、負極活物質層に隣接積層される負極集電部と、その一端から突出するように延設された負極タブとを有し、かつ負極タブが絶縁被覆体から突出している、<1>又は<2>に記載の全固体二次電池。
<4>絶縁被覆体が、200℃以下の温度領域において溶融する樹脂材料と、250℃では溶融しない絶縁固体粒子との溶融凝固体からなる、<1>~<3>のいずれか1つに記載の全固体二次電池。
<5>正極活物質層と負極活物質層との寸法差によって、電池要素部材の端部に形成される正極活物質層又は負極活物質層の面方向外側に隣接する凹部に、絶縁性無機粒子を含んだ絶縁被覆体が充填されている、<1>~<4>のいずれか1つに記載の全固体二次電池。
<6>電池要素部材における隣接積層された層間の少なくとも一つの界面に、電池要素部材の端部から内部に向って絶縁性無機粒子を少なくとも1個含んだ絶縁被覆体が侵入している被覆体侵入領域を有している、<1>~<5>のいずれか1つに記載の全固体二次電池。
<7>被覆体侵入領域に接する固体電解質層がクラックを有しない、<6>に記載の全固体二次電池。
<8>少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した積層ユニットを1組以上含む電池要素部材の端部に、300℃以下の温度領域において溶融する樹脂材料と350℃では溶融しない絶縁性無機粒子との混合体を配する工程と、
樹脂材料が溶融する温度において混合体を加熱しながら電池要素部材の内部方向に加圧する工程とを含む、全固体二次電池の製造方法。
<9>電池要素部材を積層方向に加圧した状態で加圧する工程を実施する、<8>に記載の製造方法。
<10>上記加圧する工程において、電池要素部材の端部に配した混合体を、前記温度に加熱して、積層方向への流動を防止しながら内部方向に流動させる、<8>又は<9>に記載の製造方法。
<1>電池要素部材を有する全固体二次電池であって、
電池要素部材は、少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した電池ユニットを1組以上含み、
電池要素部材の端部に、少なくとも電池要素部材の側面をこの側面よりも外側から被覆する絶縁被覆体を有し、
この絶縁被覆体が300℃以下の温度領域において溶融する樹脂材料と、350℃では溶融しない絶縁性無機粒子との混合体からなる、全固体二次電池。
<2>電池ユニットが、負極集電体と負極活物質層と固体電解質層と正極活物質層と正極集電体とをこの順で積層した電池ユニットであり、
上記正極集電体は、正極活物質層に隣接積層される正極集電部と、その一端から突出するように延設された正極タブとを有し、かつ正極タブが絶縁被覆体から突出している、<1>に記載の全固体二次電池。
<3>電池ユニットが、負極集電体と負極活物質層と固体電解質層と正極活物質層と正極集電体とをこの順で積層した電池ユニットであり、
上記負極集電体は、負極活物質層に隣接積層される負極集電部と、その一端から突出するように延設された負極タブとを有し、かつ負極タブが絶縁被覆体から突出している、<1>又は<2>に記載の全固体二次電池。
<4>絶縁被覆体が、200℃以下の温度領域において溶融する樹脂材料と、250℃では溶融しない絶縁固体粒子との溶融凝固体からなる、<1>~<3>のいずれか1つに記載の全固体二次電池。
<5>正極活物質層と負極活物質層との寸法差によって、電池要素部材の端部に形成される正極活物質層又は負極活物質層の面方向外側に隣接する凹部に、絶縁性無機粒子を含んだ絶縁被覆体が充填されている、<1>~<4>のいずれか1つに記載の全固体二次電池。
<6>電池要素部材における隣接積層された層間の少なくとも一つの界面に、電池要素部材の端部から内部に向って絶縁性無機粒子を少なくとも1個含んだ絶縁被覆体が侵入している被覆体侵入領域を有している、<1>~<5>のいずれか1つに記載の全固体二次電池。
<7>被覆体侵入領域に接する固体電解質層がクラックを有しない、<6>に記載の全固体二次電池。
<8>少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した積層ユニットを1組以上含む電池要素部材の端部に、300℃以下の温度領域において溶融する樹脂材料と350℃では溶融しない絶縁性無機粒子との混合体を配する工程と、
樹脂材料が溶融する温度において混合体を加熱しながら電池要素部材の内部方向に加圧する工程とを含む、全固体二次電池の製造方法。
<9>電池要素部材を積層方向に加圧した状態で加圧する工程を実施する、<8>に記載の製造方法。
<10>上記加圧する工程において、電池要素部材の端部に配した混合体を、前記温度に加熱して、積層方向への流動を防止しながら内部方向に流動させる、<8>又は<9>に記載の製造方法。
本発明の全固体二次電池は、電池要素部材の端部における構成層の接触を防止して端部の絶縁性を維持しながらも、端部を補強して変形及び欠陥の発生を防止することができ、短絡の発生を抑制できる。また、本発明の全固体二次電池の製造方法は、上記短絡の発生を抑制した全固体二次電池を製造できる。
本発明の上記及び他の特徴及び利点は、適宜添付の図面を参照して、下記の記載からより明らかになるであろう。
本発明の上記及び他の特徴及び利点は、適宜添付の図面を参照して、下記の記載からより明らかになるであろう。
本発明において、「主面」とは、構成層等の平板体において、厚さ方向に垂直な面をいい、通常、最大の表面積を有する面をいう。また、「面方向」とは、主面の面内方向、具体的には、縦方向及び横方向を意味する。
本発明において、「絶縁」とは、電子絶縁性を有すること、すなわち電子を通過させない性質をいう。また、本発明において、「絶縁」、「絶縁性」若しくは「電子絶縁性」という場合、電気伝導率が、測定温度25℃において10-9S(ジーメンス)/cm以下であることが好ましい。
本発明において、構成層に発生しうる「クラック」、「割れ」及び「欠け」は、いずれも、固体粒子の結着が崩壊して生じる欠陥であり、具体的には、「クラック」とは、構成層の深さ方向又は面方向に、少なくとも一つの固体粒子の粒界に沿って連続して伸びる亀裂を意味し、例えば、電子顕微鏡等で観察すると、少なくとも一つの固体粒子の粒界に沿って進展した亀裂として認められる。通常、一旦亀裂が発生すると、亀裂の先端に応力が集中するため、亀裂は直線的に進展するようになり、固体粒子の粒界に沿わない。一方、「割れ」とは、クラックが深さ方向及び面方向に貫通して構成層が一体性を失った(複数に分離した)状態を意味し、「欠け」とは、構成層の一部が部分的に剥離若しくは欠落(欠損)した状態(割れた状態を除く。)を意味する。
本発明において、「絶縁」とは、電子絶縁性を有すること、すなわち電子を通過させない性質をいう。また、本発明において、「絶縁」、「絶縁性」若しくは「電子絶縁性」という場合、電気伝導率が、測定温度25℃において10-9S(ジーメンス)/cm以下であることが好ましい。
本発明において、構成層に発生しうる「クラック」、「割れ」及び「欠け」は、いずれも、固体粒子の結着が崩壊して生じる欠陥であり、具体的には、「クラック」とは、構成層の深さ方向又は面方向に、少なくとも一つの固体粒子の粒界に沿って連続して伸びる亀裂を意味し、例えば、電子顕微鏡等で観察すると、少なくとも一つの固体粒子の粒界に沿って進展した亀裂として認められる。通常、一旦亀裂が発生すると、亀裂の先端に応力が集中するため、亀裂は直線的に進展するようになり、固体粒子の粒界に沿わない。一方、「割れ」とは、クラックが深さ方向及び面方向に貫通して構成層が一体性を失った(複数に分離した)状態を意味し、「欠け」とは、構成層の一部が部分的に剥離若しくは欠落(欠損)した状態(割れた状態を除く。)を意味する。
本発明において、成分の含有量、物性等について、数値範囲を示して説明する場合、数値範囲の上限値及び下限値を別々に説明するときは、いずれかの上限値及び下限値を適宜に組み合わせて、特定の数値範囲とすることができる。一方、「~」を用いて表される数値範囲を複数設定して説明するときは、数値範囲を形成する上限値及び下限値は、特定の数値範囲として「~」の前後に記載された特定の組み合わせに限定されず、各数値範囲の上限値と下限値とを適宜に組み合わせた数値範囲とすることができる。なお、本発明において、「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。
以下に本発明の全固体二次電池及びその製造方法について好ましい態様を具体的に説明するが、本発明は以下に説明する好ましい態様に限定されるものではない。
[全固体二次電池]
本発明の全固体二次電池は、電池要素部材の端部が絶縁被覆体によって被覆されており、この絶縁被覆体によって、電池要素部材(電池ユニット、構成層)の端部の絶縁性を維持でき、かつ構成層の端部の強度を補強して変形及び欠陥の発生を防止でき、その結果、短絡の発生を抑制できる。特に、緻密化のための加圧又は使用時に拘束を必要とする合材層を構成層として採用した電池要素部材を備えた全固体二次電池であっても、電池要素部材の端部を一体的に被覆することで、端部の絶縁性を維持でき、かつ合材層の強度を補強できる。このように本発明の全固体二次電池は、単層型であっても積層型であっても、高い信頼性を有する。
本発明において、電池要素部材の端部とは、少なくとも電池要素部材の側面(端面)を含む領域をいい、正極活物質層と負極活物質層とが寸法差を有する場合には、この寸法差によって形成される凹部(換言すると、電池要素部材の外側側面を結ぶ直線と凹部の内表面を結ぶ直線とで形成される領域)を含む領域をいう。
負極活物質層の端部(側面)を覆うように固体電解質層が転写又は積層塗布される場合は、絶縁被覆体が負極活物質層の端部(側面)に直接接触しないが、この形態も電池要素部材の端部の一形態として本発明に包含される。この形態においては、固体電解質層を介して負極活物質層の端部(側面)に電池要素部材の内部方向に向かう圧縮圧力が伝わる。
本発明の全固体二次電池は、電池要素部材の端部が絶縁被覆体によって被覆されており、この絶縁被覆体によって、電池要素部材(電池ユニット、構成層)の端部の絶縁性を維持でき、かつ構成層の端部の強度を補強して変形及び欠陥の発生を防止でき、その結果、短絡の発生を抑制できる。特に、緻密化のための加圧又は使用時に拘束を必要とする合材層を構成層として採用した電池要素部材を備えた全固体二次電池であっても、電池要素部材の端部を一体的に被覆することで、端部の絶縁性を維持でき、かつ合材層の強度を補強できる。このように本発明の全固体二次電池は、単層型であっても積層型であっても、高い信頼性を有する。
本発明において、電池要素部材の端部とは、少なくとも電池要素部材の側面(端面)を含む領域をいい、正極活物質層と負極活物質層とが寸法差を有する場合には、この寸法差によって形成される凹部(換言すると、電池要素部材の外側側面を結ぶ直線と凹部の内表面を結ぶ直線とで形成される領域)を含む領域をいう。
負極活物質層の端部(側面)を覆うように固体電解質層が転写又は積層塗布される場合は、絶縁被覆体が負極活物質層の端部(側面)に直接接触しないが、この形態も電池要素部材の端部の一形態として本発明に包含される。この形態においては、固体電解質層を介して負極活物質層の端部(側面)に電池要素部材の内部方向に向かう圧縮圧力が伝わる。
本発明の全固体二次電池は、電池要素部材の端部が絶縁被覆体によって被覆されていること以外は、公知の全固体二次電池と同じであり、その他の構成は特に制限されない。
本発明の全固体二次電池は、少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した電池ユニット(積層ユニット)を1組有する全固体二次電池の形態(単層型全固体二次電池ということがある。)と、電池ユニットを2組以上有する全固体二次電池の形態(積層型全固体二次電池ということがある。)との両形態を包含する。積層型全固体二次電池が有する電池ユニットは、2組以上であれば特に制限されず、例えば、2~500組とすることができ、60~100組であることが好ましい。
本発明の全固体二次電池の形状は、特に制限されず、用途等に応じて適宜に設定できる。例えば、平面視において、円形、矩形とすることができる。本発明において、「矩形」とは、正方形及び長方形を含む四角形状を意味するが、幾何学的に正確な四角形状に限定されず、用途、要求特性等に応じて概略四角形状をしていればよく、また角部を面取りした形状とすることもできる。全固体二次電池の外形寸法は、用途等に応じて適宜に設定できる。
本発明の全固体二次電池は、少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した電池ユニット(積層ユニット)を1組有する全固体二次電池の形態(単層型全固体二次電池ということがある。)と、電池ユニットを2組以上有する全固体二次電池の形態(積層型全固体二次電池ということがある。)との両形態を包含する。積層型全固体二次電池が有する電池ユニットは、2組以上であれば特に制限されず、例えば、2~500組とすることができ、60~100組であることが好ましい。
本発明の全固体二次電池の形状は、特に制限されず、用途等に応じて適宜に設定できる。例えば、平面視において、円形、矩形とすることができる。本発明において、「矩形」とは、正方形及び長方形を含む四角形状を意味するが、幾何学的に正確な四角形状に限定されず、用途、要求特性等に応じて概略四角形状をしていればよく、また角部を面取りした形状とすることもできる。全固体二次電池の外形寸法は、用途等に応じて適宜に設定できる。
<全固体二次電池の構成>
図1に一般的な全固体二次電池の基本構成(電池ユニット)を示す。
図1に示すように、この全固体二次電池10は、負極側からみて、負極集電体1、負極活物質層2、固体電解質層3、正極活物質層4及び正極集電体5を、この順に積層した構成を有している。各層において隣接する層同士は直に接触している。
上記構成によって、充電時には、負極側に電子(e-)が供給され、同時に正極活物質を構成するアルカリ金属又はアルカリ土類金属がイオン化する。イオン化したイオンは、固体電解質層3を通過(伝導)して移動し、負極に蓄積される。例えば、リチウムイオン二次電池においては負極にリチウムイオン(Li+)が蓄積される。
放電時には、負極に蓄積された上記のアルカリ金属イオン又はアルカリ土類金属イオンが正極側に戻され、作動部位6に電子を供給する。図示例では、作動部位6に電球を採用しており、放電によりこれが点灯するようにされている。
図1に一般的な全固体二次電池の基本構成(電池ユニット)を示す。
図1に示すように、この全固体二次電池10は、負極側からみて、負極集電体1、負極活物質層2、固体電解質層3、正極活物質層4及び正極集電体5を、この順に積層した構成を有している。各層において隣接する層同士は直に接触している。
上記構成によって、充電時には、負極側に電子(e-)が供給され、同時に正極活物質を構成するアルカリ金属又はアルカリ土類金属がイオン化する。イオン化したイオンは、固体電解質層3を通過(伝導)して移動し、負極に蓄積される。例えば、リチウムイオン二次電池においては負極にリチウムイオン(Li+)が蓄積される。
放電時には、負極に蓄積された上記のアルカリ金属イオン又はアルカリ土類金属イオンが正極側に戻され、作動部位6に電子を供給する。図示例では、作動部位6に電球を採用しており、放電によりこれが点灯するようにされている。
本発明の単層型全固体二次電池は、電池要素部材として、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した電池ユニットを1組含んでおり、好ましくは、更に負極集電体及び正極集電体が積層された図1に示す基本構成を含んでいる。
図2に、本発明の全固体二次電池(単層型)の好ましい実施形態における積層方向に沿った断面について、その端部の全体と、固体電解質層と正極活物質層との界面近傍(図2でR1で示される領域)とを、模式化して示す。
この全固体二次電池30は、図1に示した層構成を基本単位とする1組の電池ユニットからなる電池要素部材21を有する単層型全固体二次電池30である。すなわち、全固体二次電池30は、負極側からみて、負極集電体1A、負極活物質層2A、固体電解質層3A、正極活物質層4A及び正極集電体5Aをこの順に積層した1組の電池ユニット21からなる電池要素部材21を有している。全固体二次電池30において、負極集電体1A、負極活物質層2A、固体電解質層3A、正極活物質層4A及び正極集電体5Aは、いずれも、主面の表面積が同一になっている。
図2に、本発明の全固体二次電池(単層型)の好ましい実施形態における積層方向に沿った断面について、その端部の全体と、固体電解質層と正極活物質層との界面近傍(図2でR1で示される領域)とを、模式化して示す。
この全固体二次電池30は、図1に示した層構成を基本単位とする1組の電池ユニットからなる電池要素部材21を有する単層型全固体二次電池30である。すなわち、全固体二次電池30は、負極側からみて、負極集電体1A、負極活物質層2A、固体電解質層3A、正極活物質層4A及び正極集電体5Aをこの順に積層した1組の電池ユニット21からなる電池要素部材21を有している。全固体二次電池30において、負極集電体1A、負極活物質層2A、固体電解質層3A、正極活物質層4A及び正極集電体5Aは、いずれも、主面の表面積が同一になっている。
電池要素部材21は、その端部21Aに、少なくとも側面をこの側面よりも外側から被覆する絶縁被覆体22を有している。この絶縁被覆体22は、図2に示されるように、電池要素部材21の周側面を、一体的かつ全体的に被覆して、隙間なく封止している。絶縁被覆体22は、好ましくは端部21Aの側面の外側から内部に向かって圧縮状態で被覆している。この絶縁被覆体22は、電池要素部材21の側面に接して外側に配置されており、電池要素部材21の側面に加えて、負極集電体1A及び正極集電体5Aの端縁近傍の主面を被覆している。端縁近傍の主面における絶縁被覆体22による被覆量(端縁近傍の主面にける絶縁被覆体22の面方向の長さ(平均被覆厚さ)L)は、特に制限されず、例えば、0.1mm以上とすることができ、0.5~2mmであることが好ましい。
上述のように、電池要素部材21の端部21Aに絶縁被覆体22を有していると、電池要素部材21(電池ユニット、構成層)の端部21Aの絶縁性を維持しながら変形及び欠陥(崩壊、破壊)の発生を防止できる。その結果、この全固体二次電池30は、短絡の発生を抑制でき、高い信頼性を示す。
上述のように、電池要素部材21の端部21Aに絶縁被覆体22を有していると、電池要素部材21(電池ユニット、構成層)の端部21Aの絶縁性を維持しながら変形及び欠陥(崩壊、破壊)の発生を防止できる。その結果、この全固体二次電池30は、短絡の発生を抑制でき、高い信頼性を示す。
全固体二次電池においては、図2に拡大して示す領域R1(視認しやすくするため斜線を省略している)のように、隣接積層された固体電解質層3Aと正極活物質層4Aとの界面に、電池要素部材21の端部21A(側面)から内部(主面内側)に向って、絶縁性無機粒子24を少なくとも1個含んだ絶縁被覆体22が上記界面に侵入して形成される被覆体侵入領域23を有している。そして、この被覆体侵入領域23は、界面への侵入領域において、後述する樹脂材料25中に絶縁性無機粒子24を少なくとも1個有している。このような被覆体侵入領域23を有していることにより、正極活物質層4A及び固体電解質層3Aの端部の層厚が薄くなっていても、その強度を補強して強固なものとすることができ、電池要素部材21の端部21Aの変形、更に構成層、特に固体電解質層3Aの欠陥の発生を高度に抑制できる。通常、固体電解質層3Aの端部は欠陥が発生しやすいが、被覆体侵入領域23に接する固体電解質層3Aはクラックをはじめ、割れ、欠け等の欠陥の発生が抑制され、欠陥のない状態を維持できる。
被覆体侵入領域23に含まれる絶縁性無機粒子24の数は、1個以上であれば特に制限されず、絶縁性無機粒子24のサイズ、被覆体侵入領域23の侵入量等によって一義的ではなく、適宜に設定される。例えば、被覆体侵入領域23中に存在する絶縁性無機粒子24の数は、複数の絶縁性無機粒子24が充填されていることが好ましく、例えば、10個以上とすることができる。その上限は、特に制限されないが、50個以下が実際的である。
この被覆体侵入領域23は、上記界面に存在していればよく、その侵入量(正極活物質層4Aの側面から内側方向に向かう侵入長さ:奥行)、積層方向の平均厚さ等は、適宜に決定できる。例えば、侵入量は、正極活物質層4Aのサイズにもよるが、例えば、0.05mm以上とすることができ、0.1~0.5mmであることが好ましい。被覆体侵入領域23の平均厚さは、固体電解質層3A及び正極活物質層4Aの層厚にもよるが、例えば、200μm以下とすることができ、20~60μmであることが好ましい。
被覆体侵入領域23の存在、侵入量及び厚さ、更に絶縁性無機粒子の存在及びその数は、例えば、走査電子顕微鏡(SEM)による観察により、確認又は測定できる。
この被覆体侵入領域23は、上記界面に存在していればよく、その侵入量(正極活物質層4Aの側面から内側方向に向かう侵入長さ:奥行)、積層方向の平均厚さ等は、適宜に決定できる。例えば、侵入量は、正極活物質層4Aのサイズにもよるが、例えば、0.05mm以上とすることができ、0.1~0.5mmであることが好ましい。被覆体侵入領域23の平均厚さは、固体電解質層3A及び正極活物質層4Aの層厚にもよるが、例えば、200μm以下とすることができ、20~60μmであることが好ましい。
被覆体侵入領域23の存在、侵入量及び厚さ、更に絶縁性無機粒子の存在及びその数は、例えば、走査電子顕微鏡(SEM)による観察により、確認又は測定できる。
なお、図2には図示しないが、正極集電体5Aは電気的に接続する正極タブを有しており、また負極集電体1Aは電気的に接続する負極タブを有している。
正極タブ又は負極タブが配置された単層型全固体二次電池30の端部が絶縁被覆体で被覆される場合、各端部は、正極タブ又は負極タブが絶縁被覆体を貫通して絶縁被覆体の外表面から外側に突出していること以外は、上記端部21Aと同じである。この場合、正極タブ又は負極タブは、正極集電部側又は負極集電部側の一部が絶縁被覆体で被覆又は埋設されているということもできる。当該端部の形成方法は、上記端部21と基本的に同じであり、後述する積層型全固体二次電池における正極タブ又は負極タブが配置された端部の形成方法を適用することもできる。単層型全固体二次電池30の上記端部は、例えば、正極タブ又は負極タブを積層方向の上下方向から挟むように混合体を配置して電池要素部材の内部方向に加圧する方法により形成することができる。
正極タブ又は負極タブが配置された単層型全固体二次電池30の端部が絶縁被覆体で被覆される場合、各端部は、正極タブ又は負極タブが絶縁被覆体を貫通して絶縁被覆体の外表面から外側に突出していること以外は、上記端部21Aと同じである。この場合、正極タブ又は負極タブは、正極集電部側又は負極集電部側の一部が絶縁被覆体で被覆又は埋設されているということもできる。当該端部の形成方法は、上記端部21と基本的に同じであり、後述する積層型全固体二次電池における正極タブ又は負極タブが配置された端部の形成方法を適用することもできる。単層型全固体二次電池30の上記端部は、例えば、正極タブ又は負極タブを積層方向の上下方向から挟むように混合体を配置して電池要素部材の内部方向に加圧する方法により形成することができる。
本発明の積層型全固体二次電池は、電池要素部材として、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した電池ユニットを2組以上含んでおり、好ましくは、各電池ユニットが更に負極集電体及び正極集電体が積層された図1に示す基本構成を含んでいる。この形態において、隣接する電池ユニットは負極集電体又は正極集電体を共有している。
図3に、本発明の全固体二次電池(積層型)の好ましい実施形態における積層方向に沿った断面について、その端部(正極タブ及び負極タブが配置されていない端部)の全体と、固体電解質層と正極活物質層との界面近傍(図3でR2で示される領域)とを、模式化して示す。
この全固体二次電池50は、固体電解質層3Bを介して複数の正極活物質層4Bと複数の負極活物質層2Bとを交互に積層したものであり、図1に示した層構成を基本単位とする5組の電池ユニット42からなる電池要素部材41を有している。すなわち、全固体二次電池50は、図3に示されるように、負極側からみて、負極集電体1B、負極活物質層2B、固体電解質層3B、正極活物質層4B及び正極集電体5Bをこの順に積層した電池ユニット42を、構成層の積層順が交互に逆となるように5組積層した電池要素部材41を有している。ただし、隣接する2つの電池ユニット42は集電体1つを共有する形態となる。すなわち、1つの負極集電体1Bの両主面に負極活物質層2Bが設けられ、また1つの正極集電体5Bの両主面に正極活物質層4Bが設けられた形態となる。この積層型全固体二次電池50における構成層の積層順は、図3に示されるように、正極集電体5B-正極活物質層4B-固体電解質層3B-負極活物質層2B-負極集電体1B-負極活物質層2B-固体電解質層3B-正極活物質層4B-・・・の積層順になっている。
図3では明確に示されていないが、図4及び図5から明らかなように、全固体二次電池50が有する集電体は、後述するように、活物質層に隣接積層される集電部と、その一端から突出するように連設されたタブとを有している。そして、電池要素部材41において、正極集電体は同じ端部側に正極タブが位置するように積層され、負極集電体は正極タブが位置する端部とは異なる端部、通常反対側の端部側に負極タブが位置するように積層されている。
図3に、本発明の全固体二次電池(積層型)の好ましい実施形態における積層方向に沿った断面について、その端部(正極タブ及び負極タブが配置されていない端部)の全体と、固体電解質層と正極活物質層との界面近傍(図3でR2で示される領域)とを、模式化して示す。
この全固体二次電池50は、固体電解質層3Bを介して複数の正極活物質層4Bと複数の負極活物質層2Bとを交互に積層したものであり、図1に示した層構成を基本単位とする5組の電池ユニット42からなる電池要素部材41を有している。すなわち、全固体二次電池50は、図3に示されるように、負極側からみて、負極集電体1B、負極活物質層2B、固体電解質層3B、正極活物質層4B及び正極集電体5Bをこの順に積層した電池ユニット42を、構成層の積層順が交互に逆となるように5組積層した電池要素部材41を有している。ただし、隣接する2つの電池ユニット42は集電体1つを共有する形態となる。すなわち、1つの負極集電体1Bの両主面に負極活物質層2Bが設けられ、また1つの正極集電体5Bの両主面に正極活物質層4Bが設けられた形態となる。この積層型全固体二次電池50における構成層の積層順は、図3に示されるように、正極集電体5B-正極活物質層4B-固体電解質層3B-負極活物質層2B-負極集電体1B-負極活物質層2B-固体電解質層3B-正極活物質層4B-・・・の積層順になっている。
図3では明確に示されていないが、図4及び図5から明らかなように、全固体二次電池50が有する集電体は、後述するように、活物質層に隣接積層される集電部と、その一端から突出するように連設されたタブとを有している。そして、電池要素部材41において、正極集電体は同じ端部側に正極タブが位置するように積層され、負極集電体は正極タブが位置する端部とは異なる端部、通常反対側の端部側に負極タブが位置するように積層されている。
積層型全固体二次電池50は、図3に示されるように、正極活物質層4Bの主面表面積が負極活物質層2Bのそれよりも小さく設定されている。通常、積層型全固体二次電池は、積層ズレによる短絡防止のため、正極活物質層の主面表面積が負極活物質層のそれよりも小さく設定される。積層型全固体二次電池50において、正極タブを設けていない正極の辺(端部)では塗工シートの打ち抜き等により正極集電体5Bと正極活物質層4Bは同じ端面を有しており、負極タブを設けていない負極の辺(端部)では塗工シートの打ち抜き等により負極集電体1Bと負極活物質層2Bは同じ端面を有している。固体電解質層3Bは負極活物質の上に転写されるため、負極集電体1B及び負極活物質層2Bと同じ端面を有している。そのため、正極活物質層4Bと負極活物質層2Bとの寸法差によって、電池要素部材41の端部41A(正極タブ及び負極タブが配置されていない端部)に正極活物質層4Bの面方向外側に隣接する凹部43が形成されている。より具体的には、電池要素部材41の端部41Aには、図3に示されるように、正極活物質層4Bの面方向外側に隣接して、正極板(2つの正極活物質層4B及び正極集電体5B)の側面とこの正極板を挟む2つの固体電解質層3Bとで凹部43が形成されている。このような凹部を有する通常の積層型全固体二次電池は、電池要素部材の端部において、短絡が極めて発生しやすく、また変形及び欠陥も発生しやすい。しかし、本発明においては、積層型全固体二次電池50が絶縁被覆体44を有しているから、電池要素部材41の端部41Aについて短絡の発生及び変形等の発生を高度に抑制でき、その結果、正極活物質層4Bを負極活物質層2Bよりも小さく設定することが可能になり、端部41Aの信頼性不足による短絡の発生だけでなく、積層ズレによる短絡の発生も高度に抑制できる。
電池要素部材41は、その端部41Aに、少なくとも側面をこの側面よりも外側から被覆する絶縁被覆体44を有している。この絶縁被覆体44は、図3に示されるように、電池要素部材41(5組の電池ユニット42)の周側面を、一体的かつ全体的に被覆して、隙間なく封止している。絶縁被覆体44は、好ましくは各端部の側面の外側から内部に向かって圧縮状態で被覆している。この絶縁被覆体44は、面方向に対して最も外側に位置する構成層の側面よりも外側から各構成層の側面に接する領域に配置されている。そして、この絶縁被覆体44は、正極活物質層4Bと負極活物質層2Bとの寸法差によって形成される凹部43にも、絶縁性無機粒子46を含んだ絶縁被覆体44が隙間なく充填されている。更に、絶縁被覆体44は、積層方向に対して最も外側(図3において最下層)の負極集電体1B及び最も外側(図3において最上層)の正極集電体5Bの端縁近傍の主面をも被覆している。端縁近傍の主面における絶縁被覆体44による被覆量(端縁近傍の主面にける絶縁被覆体の面方向の長さ(平均被覆厚さ)L)は、特に制限されず、例えば、0.1mm以上とすることができ、0.5~2mmであることが好ましい。ここで、積層型全固体二次電池における絶縁被覆体の面方向の長さLは、図3に示すように、面方向に対して最も外側に位置する構成層、電池要素部材41においては負極活物質層2B及び固体電解質層3Bの側面から面方向の外表面までの平均長さをいう。
上述のように、電池要素部材41の端部41Aに絶縁被覆体44を有していると、正極活物質層4Bが小さく設定された積層型全固体二次電池50であっても、電池要素部材41(電池ユニット42、構成層)の端部41Aの絶縁性を維持しながら変形及び欠陥(崩壊、破壊)の発生を防止できる。その結果、この全固体二次電池50は、短絡の発生を抑制でき、高い信頼性を示す。
上述のように、電池要素部材41の端部41Aに絶縁被覆体44を有していると、正極活物質層4Bが小さく設定された積層型全固体二次電池50であっても、電池要素部材41(電池ユニット42、構成層)の端部41Aの絶縁性を維持しながら変形及び欠陥(崩壊、破壊)の発生を防止できる。その結果、この全固体二次電池50は、短絡の発生を抑制でき、高い信頼性を示す。
全固体二次電池においては、図3に拡大して示す領域R2(視認しやすくするため斜線を省略している)に示すように、隣接積層された固体電解質層3Bと正極活物質層4Bとの少なくとも1つの界面に、電池要素部材41の端部41Aから内部(主面内側)に向って、絶縁性無機粒子46を少なくとも1個含んだ絶縁被覆体44が上記界面に侵入して形成される被覆体侵入領域45を有している。この被覆体侵入領域45を有する上記界面は上記凹部43内に存在している。そして、この被覆体侵入領域45は、界面への侵入領域において、後述する樹脂材料47中に絶縁性無機粒子46を少なくとも1個有している。このような被覆体侵入領域45を有していることにより、正極活物質層4B及び固体電解質層3Bの端部の層厚が薄くなっていても、その強度を補強して強固なものとすることができ、電池要素部材41の端部41Aの変形、更に構成層、特に固体電解質層3Bの欠陥の発生を高度に抑制できる。通常、固体電解質層3Bの端部は欠陥が発生しやすいが、被覆体侵入領域45に接する固体電解質層3Bはクラックをはじめ、割れ、欠け等の欠陥の発生が抑制され、欠陥のない状態を維持できる。
図3には図示していないが、全固体二次電池50において、被覆体侵入領域45は、隣接積層された固体電解質層3Bと正極活物質層4Bとのすべての界面に存在しているが、後述するように、すべての界面に存在していなくてもよい。
被覆体侵入領域45に含まれる絶縁性無機粒子46の数は、1個以上であれば特に制限されず、絶縁性無機粒子46のサイズ、被覆体侵入領域45の侵入量等によって一義的ではなく、適宜に設定される。例えば、被覆体侵入領域45中に存在する絶縁性無機粒子46の数は、複数の絶縁性無機粒子46が充填されていることが好ましく、例えば、10個以上とすることができる。その上限は、特に制限されないが、50個以下が実際的である。
この被覆体侵入領域45の侵入量(正極活物質層4Bの側面から内側方向に向かう侵入長さ:奥行)、積層方向の平均厚さ等は、適宜に決定できる。例えば、侵入量は、正極活物質層4Bのサイズにもよるが、例えば、0.01mm以上とすることができ、0.02~0.1mmであることが好ましい。被覆体侵入領域45の平均厚さは、固体電解質層3B及び正極活物質層4Bの層厚にもよるが、例えば、200μm以下とすることができ、20~60μmであることが好ましい。
被覆体侵入領域45の存在、侵入量及び厚さ、更に絶縁性無機粒子の存在及びその数は、上述のようにして確認又は測定できる。
被覆体侵入領域45に含まれる絶縁性無機粒子46の数は、1個以上であれば特に制限されず、絶縁性無機粒子46のサイズ、被覆体侵入領域45の侵入量等によって一義的ではなく、適宜に設定される。例えば、被覆体侵入領域45中に存在する絶縁性無機粒子46の数は、複数の絶縁性無機粒子46が充填されていることが好ましく、例えば、10個以上とすることができる。その上限は、特に制限されないが、50個以下が実際的である。
この被覆体侵入領域45の侵入量(正極活物質層4Bの側面から内側方向に向かう侵入長さ:奥行)、積層方向の平均厚さ等は、適宜に決定できる。例えば、侵入量は、正極活物質層4Bのサイズにもよるが、例えば、0.01mm以上とすることができ、0.02~0.1mmであることが好ましい。被覆体侵入領域45の平均厚さは、固体電解質層3B及び正極活物質層4Bの層厚にもよるが、例えば、200μm以下とすることができ、20~60μmであることが好ましい。
被覆体侵入領域45の存在、侵入量及び厚さ、更に絶縁性無機粒子の存在及びその数は、上述のようにして確認又は測定できる。
この積層型全固体二次電池50は、各正極集電体5Bが電気的に接続する正極タブを有しており、正極タブ同士は積層型全固体二次電池50の外部で電気的に接続されている。また、積層型全固体二次電池50は、各負極集電体1Bが電気的に接続する負極タブを有しており、負極タブ同士は積層型全固体二次電池50の外部で電気的に接続されている。よって、図3には図示しないが、積層型全固体二次電池50は、正極タブ及び負極タブが配置されていない2つの端部41Aと、正極タブが配置された端部41Bと、負極タブが配置された端部41Cとの4つの端部を有する平面視矩形の形状を有している。
正極タブ又は負極タブが配置された積層型全固体二次電池50の端部が絶縁被覆体で被覆される場合、各端部41B又は41Cは、図4又は図5に示されるように、複数の正極タブ又は複数の負極タブが絶縁被覆体44B又は44Cを貫通して当該絶縁被覆体の外表面から外側に突出していること以外は、上記端部41Aと同じである。この場合、正極タブ又は負極タブは、正極集電部側又は負極集電部側の一部が絶縁被覆体44B又は44Cで被覆又は埋設されているということもできる。
図4は、本発明の全固体二次電池(積層型)の好ましい実施形態(積層型全固体二次電池50)における積層方向に沿った断面について、正極タブ5bが配置された端部41Bを模式化して示す一部概略断面図であり、図5は、本発明の全固体二次電池(積層型)の好ましい実施形態(積層型全固体二次電池50)における積層方向に沿った断面について、負極タブ1bが配置された端部41Cを模式化して示す一部概略断面図である。
正極タブ又は負極タブが配置された積層型全固体二次電池50の端部が絶縁被覆体で被覆される場合、各端部41B又は41Cは、図4又は図5に示されるように、複数の正極タブ又は複数の負極タブが絶縁被覆体44B又は44Cを貫通して当該絶縁被覆体の外表面から外側に突出していること以外は、上記端部41Aと同じである。この場合、正極タブ又は負極タブは、正極集電部側又は負極集電部側の一部が絶縁被覆体44B又は44Cで被覆又は埋設されているということもできる。
図4は、本発明の全固体二次電池(積層型)の好ましい実施形態(積層型全固体二次電池50)における積層方向に沿った断面について、正極タブ5bが配置された端部41Bを模式化して示す一部概略断面図であり、図5は、本発明の全固体二次電池(積層型)の好ましい実施形態(積層型全固体二次電池50)における積層方向に沿った断面について、負極タブ1bが配置された端部41Cを模式化して示す一部概略断面図である。
積層型全固体二次電池50は、図4に示されるように、少なくとも、負極集電体1Bと負極活物質層2Bと固体電解質層3Bと正極活物質層4Bと正極集電体5Bとをこの順で積層した電池ユニット42を1組以上含む電池要素部材41を備えている。ここで、正極集電体5Bは、後述するように、正極活物質層4Bに隣接積層される正極集電部5aと、その一端から突出するように連設された正極タブ(正極端子)5bとを有している。そして、電池要素部材41において、正極集電体5Bは同じ端部側に正極タブ5bが位置するように積層され、負極集電体1Bは、正極タブ5bが位置する端部とは異なる端部、通常反対側の端部側に負極タブ1bが位置するように積層されている。
積層型全固体二次電池50は、電池要素部材41の、正極タブ5bが配置されている端部41Bに、少なくとも電池要素部材41の側面をこの側面よりも外側から被覆する絶縁被覆体44Bを有しており、正極タブ5bが絶縁被覆体44Bを貫通して絶縁被覆体44Bの外表面から外側に突出している。この絶縁被覆体44Bは後述する混合体で形成されている。このように、端部41Bが絶縁被覆体44Bを有していると、正極タブ5bを有していても、端部41Bの絶縁性を維持しながら変形及び欠陥(崩壊、破壊)の発生を防止できる。その結果、この全固体二次電池50は、短絡の発生を抑制でき、高い信頼性を示す。
積層型全固体二次電池50は、電池要素部材41の、正極タブ5bが配置されている端部41Bに、少なくとも電池要素部材41の側面をこの側面よりも外側から被覆する絶縁被覆体44Bを有しており、正極タブ5bが絶縁被覆体44Bを貫通して絶縁被覆体44Bの外表面から外側に突出している。この絶縁被覆体44Bは後述する混合体で形成されている。このように、端部41Bが絶縁被覆体44Bを有していると、正極タブ5bを有していても、端部41Bの絶縁性を維持しながら変形及び欠陥(崩壊、破壊)の発生を防止できる。その結果、この全固体二次電池50は、短絡の発生を抑制でき、高い信頼性を示す。
図4に示されるように、電池要素部材41の、正極タブ5bが配置されている端部41Bに、正極活物質層4Bの面方向外側に隣接する凹部43Bが形成されている。より具体的には、電池要素部材41の端部41Bには、正極活物質層4Bの面方向外側に隣接して、正極タブ5bと正極活物質層4Bの側面と固体電解質層3Bとで凹部43Bが形成されている。言い換えると、端部41Bは上記端部41Aの凹部43を正極タブ5bで2分割した凹部43Bを有している。この端部41Bも、上記端部41Aと同様に、凹部43Bに絶縁被覆体44Bを有しているから、正極タブ5bと負極集電体1B又は負極活物質層2Bの各端部との接触等による短絡の発生を高度に抑制できる。
複数の正極タブ5bは、図4に示されるように、積層型全固体二次電池50の外部、すなわち絶縁被覆体41Bの外側に突出、導出している。このとき、複数の正極タブ5bは、全固体二次電池50内で負極集電体1B及び負極活物質層2Bと接触していなければ、絶縁被覆体41Bの内部で互いに接触していてもよいが、互いに接触していないことが好ましい。正極タブ5bの突出部分は、絶縁被覆体41Bで被覆されてなく、例えば絶縁被覆体44Bの表面に沿って配置され、溶接等によって互いに電気的に接続されて、一体となっている。ここで、正極タブ5bの絶縁被覆体44Bによる被覆量(正極集電部5aとの接続部から絶縁被覆体44Bに埋設されている正極タブ5bの面方向の長さ)は、特に制限されず、例えば、0.1mm以上とすることができ、0.5~2mmであることが好ましい。
複数の正極タブ5bは、図4に示されるように、積層型全固体二次電池50の外部、すなわち絶縁被覆体41Bの外側に突出、導出している。このとき、複数の正極タブ5bは、全固体二次電池50内で負極集電体1B及び負極活物質層2Bと接触していなければ、絶縁被覆体41Bの内部で互いに接触していてもよいが、互いに接触していないことが好ましい。正極タブ5bの突出部分は、絶縁被覆体41Bで被覆されてなく、例えば絶縁被覆体44Bの表面に沿って配置され、溶接等によって互いに電気的に接続されて、一体となっている。ここで、正極タブ5bの絶縁被覆体44Bによる被覆量(正極集電部5aとの接続部から絶縁被覆体44Bに埋設されている正極タブ5bの面方向の長さ)は、特に制限されず、例えば、0.1mm以上とすることができ、0.5~2mmであることが好ましい。
積層型全固体二次電池50は、図5に示されるように、図4に示す上記電池要素部材42を備えている。ここで、負極集電体1Bは、後述するように、負極活物質層2Bに隣接積層される負極集電部1aと、その一端から突出するように連設された負極タブ(負極端子)1bとを有している。そして、電池要素部材41において、負極集電体1Bは、上述のように、同じ端部側に負極タブ1bが位置するように積層されている。
積層型全固体二次電池50は、電池要素部材41の、負極タブ1bが配置されている端部41Cに、少なくとも電池要素部材41の側面をこの側面よりも外側から被覆する絶縁被覆体44Cを有しており、負極タブ1bが絶縁被覆体44Cを貫通して絶縁被覆体44Cの外表面から外側に突出している。この絶縁被覆体44Cは後述する混合体で形成されている。このように、端部41Cが絶縁被覆体44Cを有していると、負極タブ1bを有していても、端部41Cの絶縁性を維持しながら変形及び欠陥(崩壊、破壊)の発生を防止できる。その結果、この全固体二次電池50は、短絡の発生を抑制でき、高い信頼性を示す。
積層型全固体二次電池50は、電池要素部材41の、負極タブ1bが配置されている端部41Cに、少なくとも電池要素部材41の側面をこの側面よりも外側から被覆する絶縁被覆体44Cを有しており、負極タブ1bが絶縁被覆体44Cを貫通して絶縁被覆体44Cの外表面から外側に突出している。この絶縁被覆体44Cは後述する混合体で形成されている。このように、端部41Cが絶縁被覆体44Cを有していると、負極タブ1bを有していても、端部41Cの絶縁性を維持しながら変形及び欠陥(崩壊、破壊)の発生を防止できる。その結果、この全固体二次電池50は、短絡の発生を抑制でき、高い信頼性を示す。
図5に示されるように、電池要素部材41の、負極タブ1bが配置されている端部41Cに、正極活物質層4Bの面方向外側に隣接する凹部43Cが形成されている。より具体的には、電池要素部材41の端部41Cには、正極活物質層4Bの面方向外側に隣接して、正極板(2つの正極活物質層4B及び正極集電体5B)の側面とこの正極板を挟む2つの固体電解質層3Bとで凹部43Cが形成されている。この凹部43Cは上記端部41Aの凹部43と同じである。この端部41Cも、上記端部41Aと同様に、凹部43Cに絶縁被覆体44Cを有しているから、負極タブと正極集電体又は正極活物質層の各端部の接触等による短絡を高度に抑制できる。
複数の負極タブ1bは、図5に示されるように、複数の正極タブ5bと同様に、積層型全固体二次電池50の外部、すなわち絶縁被覆体41Cの外側に突出、導出している。このとき、複数の負極タブ1bは、全固体二次電池50内で正極集電体5B及び正極活物質層4Bと接触していなければ、絶縁被覆体41Cの内部で互いに接触していてもよいが、互いに接触していないことが好ましい。負極タブ1bの突出部分は、絶縁被覆体41Cで被覆されてなく、例えば絶縁被覆体44Cの表面に沿って配置され、溶接等によって互いに電気的に接続されて、一体となっている。ここで、負極タブ1bの絶縁被覆体44Cによる被覆量(負極集電部1aとの接続部から絶縁被覆体44Cに埋設されている負極タブ1bの面方向の長さ)は、特に制限されず、例えば、0.1mm以上とすることができ、0.5~2mmであることが好ましい。
複数の負極タブ1bは、図5に示されるように、複数の正極タブ5bと同様に、積層型全固体二次電池50の外部、すなわち絶縁被覆体41Cの外側に突出、導出している。このとき、複数の負極タブ1bは、全固体二次電池50内で正極集電体5B及び正極活物質層4Bと接触していなければ、絶縁被覆体41Cの内部で互いに接触していてもよいが、互いに接触していないことが好ましい。負極タブ1bの突出部分は、絶縁被覆体41Cで被覆されてなく、例えば絶縁被覆体44Cの表面に沿って配置され、溶接等によって互いに電気的に接続されて、一体となっている。ここで、負極タブ1bの絶縁被覆体44Cによる被覆量(負極集電部1aとの接続部から絶縁被覆体44Cに埋設されている負極タブ1bの面方向の長さ)は、特に制限されず、例えば、0.1mm以上とすることができ、0.5~2mmであることが好ましい。
本発明の単層型全固体二次電池及び積層型全固体二次電池は、上述の構成に限定されず、本発明の作用効果を損なわない範囲で適宜に変更することができる。
例えば、本発明において、絶縁被覆体は、電池要素部材の端部の周側面を一体的に囲繞(包囲)して被覆している必要はなく、電池要素部材の少なくとも1つの端部、例えば、電池要素部材の端部のうち短絡又は変形若しくは欠陥が発生しやすい端部を被覆していればよい。また、本発明において、絶縁被覆体は、負極集電体及び正極集電体の端縁近傍の主面を被覆している必要はなく、電池要素部材の少なくとも側面を被覆していればよい。また、本発明において、絶縁被覆体は、正極タブを設けている正極集電体においては、図4に示されるように、端縁近傍の主面を被覆していること(正極タブ5bの一部を埋設していること)が好ましい。同様に負極タブを設けている負極集電体においては、図5に示されるように、端縁近傍の主面を被覆していることが好ましい。
例えば、本発明において、絶縁被覆体は、電池要素部材の端部の周側面を一体的に囲繞(包囲)して被覆している必要はなく、電池要素部材の少なくとも1つの端部、例えば、電池要素部材の端部のうち短絡又は変形若しくは欠陥が発生しやすい端部を被覆していればよい。また、本発明において、絶縁被覆体は、負極集電体及び正極集電体の端縁近傍の主面を被覆している必要はなく、電池要素部材の少なくとも側面を被覆していればよい。また、本発明において、絶縁被覆体は、正極タブを設けている正極集電体においては、図4に示されるように、端縁近傍の主面を被覆していること(正極タブ5bの一部を埋設していること)が好ましい。同様に負極タブを設けている負極集電体においては、図5に示されるように、端縁近傍の主面を被覆していることが好ましい。
本発明において、被覆体侵入領域は、単層型全固体二次電池及び積層型全固体二次電池のいずれにおいても、電池要素部材における隣接積層された構成層の層間の少なくとも一つの界面に存在していることが好ましく、少なくとも1つの端部について少なくとも1つの界面に存在していることがより好ましく、各端部について少なくとも1つの界面に存在していることが更に好ましい。例えば、本発明において、被覆体侵入領域が存在する界面は、隣接積層された固体電解質層と正極活物質層との界面に限定されず、隣接積層された構成層の界面であればよく、例えば、固体電解質層と負極活物質層との界面であってもよい。被覆体侵入領域は、通常、隣接積層された構成層の界面密着力が弱い界面に優先的に存在しやすくなり、例えば、全固体二次電池の製造時において、加圧せずに隣接積層した構成層同士の界面、又は加圧力を弱く設定して加圧圧着させた構成層同士の界面に形成することができる。更に、被覆体侵入領域は、複数の界面に存在していてもよいが、すべての界面に存在している必要はない。例えば、単層型全固体二次電池及び積層型全固体二次電池において、1つの端部において、隣接積層された構成層間のすべての界面のうち、被覆体侵入領域を有する界面の数が占める割合として、5%以上とすることができ、10~90%としてもよい。また、積層型全固体二次電池において、1つの端部において、隣接積層された同じ構成層同士のすべての界面、例えば固体電解質層と正極活物質層とのすべて界面のうち、被覆体侵入領域を有する界面の数が占める割合として、10%以上とすることができ、50~100%としてもよい。積層型全固体二次電池において、被覆体侵入領域が存在する界面は凹部を形成する構成層の界面に限られず、主面表面積が大きく設定され、凹部を形成しない構成層同士の界面であってもよい。
更に、本発明において、単層型全固体二次電池は、同じ主面表面積の正極活物質層、固体電解質層及び負極活物質層を有している必要はなく、正極活物質層及び負極活物質層が主面表面積について寸法差を有していてもよい。この場合、積層型全固体二次電池50と同様に、寸法差によって固体電解質層と集電体とで形成される凹部に絶縁被覆体が充填される。
積層型全固体二次電池は、通常、正極活物質層の主面表面積が負極活物質層のそれよりも小さく設定されるが、本発明においては、負極活物質層の主面表面積が正極活物質層のそれよりも小さく設定されることもでき、また正極活物質層及び負極活物質層が主面表面積について寸法差を有している必要もなく、同じ主面表面積を有していてもよい。負極活物質層の主面表面積が正極活物質層のそれよりも小さく設定される場合、積層型全固体二次電池の端部は負極活物質層の面方向外側に隣接する凹部を有することになる。
また、積層型全固体二次電池は、図3に示されるように、構成層の積層順が交互に逆となるように電池ユニットを積層した形態に限られず、構成層の積層順が同じとなるように電池ユニットを積層した形態であってもよい。
積層型全固体二次電池は、通常、正極活物質層の主面表面積が負極活物質層のそれよりも小さく設定されるが、本発明においては、負極活物質層の主面表面積が正極活物質層のそれよりも小さく設定されることもでき、また正極活物質層及び負極活物質層が主面表面積について寸法差を有している必要もなく、同じ主面表面積を有していてもよい。負極活物質層の主面表面積が正極活物質層のそれよりも小さく設定される場合、積層型全固体二次電池の端部は負極活物質層の面方向外側に隣接する凹部を有することになる。
また、積層型全固体二次電池は、図3に示されるように、構成層の積層順が交互に逆となるように電池ユニットを積層した形態に限られず、構成層の積層順が同じとなるように電池ユニットを積層した形態であってもよい。
上記絶縁被覆体は、樹脂材料と絶縁性無機粒子とを有する混合体で形成されている。
(樹脂材料)
樹脂材料は、300℃以下の温度領域において、溶融する物性をもつ樹脂材料である。本発明において、「300℃以下の温度領域において熱溶融する」とは、1気圧下において、300℃以下の温度領域で熱溶融することを意味し、少なくとも300℃の温度で溶融状態にあることをいう。
この樹脂材料を後述する絶縁性無機粒子と併用することにより、絶縁性無機粒子の粒子形態を維持しながら樹脂材料が溶融する温度まで混合体を加熱することができ、この加熱により、混合体が溶融して、絶縁性無機粒子との混合状態を維持した状態で、電池要素部材の端部を被覆するように、加圧に応じて変形する。それとともに、電池要素部材の隙間に滲入し、また上記凹部にも流入して凹部を埋入し、隙間及び凹部を含む端部を封止若しくは充填することができる。その後、冷却して樹脂材料を固化させることにより、再固化した混合体からなる絶縁被覆体が形成され、電池要素部材の端部の形状に沿って事実上隙間なく被覆した状態を作り出すことができる。そのうえ、構成層中に溶融した樹脂材料が滲入して構成層(固体粒子の結着状態)を補強することもできる。更に、絶縁性無機粒子との混合状態を保持した状態で、構成層間の界面に侵入して絶縁性無機粒子を含む被覆体侵入領域を形成することができる。こうして、電池要素部材の端部が絶縁被覆体で被覆され、補強される。
樹脂材料は、電子絶縁性を有しており、電池要素部材の端部絶縁性を維持できる。
(樹脂材料)
樹脂材料は、300℃以下の温度領域において、溶融する物性をもつ樹脂材料である。本発明において、「300℃以下の温度領域において熱溶融する」とは、1気圧下において、300℃以下の温度領域で熱溶融することを意味し、少なくとも300℃の温度で溶融状態にあることをいう。
この樹脂材料を後述する絶縁性無機粒子と併用することにより、絶縁性無機粒子の粒子形態を維持しながら樹脂材料が溶融する温度まで混合体を加熱することができ、この加熱により、混合体が溶融して、絶縁性無機粒子との混合状態を維持した状態で、電池要素部材の端部を被覆するように、加圧に応じて変形する。それとともに、電池要素部材の隙間に滲入し、また上記凹部にも流入して凹部を埋入し、隙間及び凹部を含む端部を封止若しくは充填することができる。その後、冷却して樹脂材料を固化させることにより、再固化した混合体からなる絶縁被覆体が形成され、電池要素部材の端部の形状に沿って事実上隙間なく被覆した状態を作り出すことができる。そのうえ、構成層中に溶融した樹脂材料が滲入して構成層(固体粒子の結着状態)を補強することもできる。更に、絶縁性無機粒子との混合状態を保持した状態で、構成層間の界面に侵入して絶縁性無機粒子を含む被覆体侵入領域を形成することができる。こうして、電池要素部材の端部が絶縁被覆体で被覆され、補強される。
樹脂材料は、電子絶縁性を有しており、電池要素部材の端部絶縁性を維持できる。
樹脂材料は、300℃以下の温度領域において、好ましくは200℃以下の温度領域において、より好ましくは150℃以下の温度領域において、熱溶融する物性を有している。ここで、樹脂材料が溶融するとは、粘弾性測定装置を用いた下記せん断試験において、温度変化幅40℃以内で複素粘度が1桁以上低下する軟化点を持つことで確認できる。よって、樹脂材料がXXX℃以下の温度領域において熱溶融する物性を有するとは、上記軟化点(最大の温度変化幅40℃)がXXX℃以下の温度範囲に含まれることをいう。ここで、XXX℃は、300℃、200℃又は150℃を意味する。
<試験条件>
粘弾性測定装置MCR302(商品名、Anton Paar 社製)及びパラレルプレートを使用して振動測定を行うときの測定条件は以下の通りである。
角周波数:6.28rad/s
測定モード:温度依存性モード
温度:25から200℃へ昇温
昇温速度:400秒かけて25℃から190℃へ昇温、その後200秒かけて200℃に昇温
<試験条件>
粘弾性測定装置MCR302(商品名、Anton Paar 社製)及びパラレルプレートを使用して振動測定を行うときの測定条件は以下の通りである。
角周波数:6.28rad/s
測定モード:温度依存性モード
温度:25から200℃へ昇温
昇温速度:400秒かけて25℃から190℃へ昇温、その後200秒かけて200℃に昇温
樹脂材料は、190℃における複素粘度が10Pa・s以上100000Pa・s以下であることが好ましい。190℃における複素粘度は上記<測定条件>で測定したとき値とする。
樹脂材料は、溶融後に冷却されることにより固体状態となって端部を被覆する物性を有しており、例えば、60℃において固体状態となることが好ましい。
樹脂材料は、溶融後に冷却されることにより固体状態となって端部を被覆する物性を有しており、例えば、60℃において固体状態となることが好ましい。
樹脂材料は、上記の溶融特性を満たす各種の樹脂を用いることができ、例えば、熱可塑性樹脂、熱可塑性エラストマー、熱硬化性樹脂が挙げられ、熱可塑性樹脂又は熱可塑性エラストマーが好ましい。
熱可塑性樹脂及び熱可塑性エラストマーとしては、公知の樹脂等を用いることができ、例えば、ポリエチレン、ポリプロピレン等をハードセグメントとして含むポリオレフィン系熱可塑性エラストマー、ポリスチレン系熱可塑性エラストマー、ポリ塩化ビニル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、ポリブタジエン系熱可塑性エラストマー、エチレン-酢酸ビニル系熱可塑性エラストマー(EVA)等の熱可塑性エラストマーが挙げられる。
中でも、リチウムイオン電池材料との副反応が少ない点では、ポリエチレン、ポリプロピレン等をハードセグメントとして含むポリオレフィン系熱可塑性エラストマーが好ましく、一方、絶縁性無機粒子を巻き込んだ被覆体侵入領域を形成しやすい点では、EVAが好ましい。EVAの場合、EVAに含まれる酢酸ビニル含有量は11~28質量%が好ましく、軟化点は70~115℃の範囲が好ましく、190℃における複素粘度が10~100cpsであるホットメルト接着剤組成物が好ましく使用される。
混合体が含む樹脂材料は、1種でも2種以上でもよい。混合体に含まれる樹脂材料の全体の重量平均分子量としては、絶縁被覆体を形成した段階で、8000以上100000以下であることが好ましい。
熱可塑性樹脂及び熱可塑性エラストマーとしては、公知の樹脂等を用いることができ、例えば、ポリエチレン、ポリプロピレン等をハードセグメントとして含むポリオレフィン系熱可塑性エラストマー、ポリスチレン系熱可塑性エラストマー、ポリ塩化ビニル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、ポリブタジエン系熱可塑性エラストマー、エチレン-酢酸ビニル系熱可塑性エラストマー(EVA)等の熱可塑性エラストマーが挙げられる。
中でも、リチウムイオン電池材料との副反応が少ない点では、ポリエチレン、ポリプロピレン等をハードセグメントとして含むポリオレフィン系熱可塑性エラストマーが好ましく、一方、絶縁性無機粒子を巻き込んだ被覆体侵入領域を形成しやすい点では、EVAが好ましい。EVAの場合、EVAに含まれる酢酸ビニル含有量は11~28質量%が好ましく、軟化点は70~115℃の範囲が好ましく、190℃における複素粘度が10~100cpsであるホットメルト接着剤組成物が好ましく使用される。
混合体が含む樹脂材料は、1種でも2種以上でもよい。混合体に含まれる樹脂材料の全体の重量平均分子量としては、絶縁被覆体を形成した段階で、8000以上100000以下であることが好ましい。
本発明において、樹脂材料は、絶縁被覆体を形成している際に樹脂(重合体)となっていればよく、混合体に含まれている際は、樹脂であっても、樹脂を形成する重合性化合物(モノマー)であってもよい。また、重合開始剤等の添加剤を含有していてもよい。
(絶縁性無機粒子)
絶縁性無機粒子は、電子絶縁性を有しており、電池要素部材の端部絶縁性を維持する。
この絶縁性無機粒子は、350℃では溶融しない物性を有している。また、絶縁性無機粒子は、全固体二次電池の製造中及び使用中に加圧されても変形しにくく粒子状態を維持して、絶縁被覆体中で加圧に抗う骨材として機能する。
このような絶縁性無機粒子を上記樹脂材料と併用することにより、上述のように、絶縁性無機粒子の粒子形態を維持しながら樹脂材料が溶融する温度まで混合体を加熱することができ、電池要素部材の端部の形状に沿って事実上隙間なく被覆した状態を作り出すことができ、絶縁被覆体中において骨材として機能して電池要素部材の端部の変形及び欠陥の発生を防止できる。
絶縁性無機粒子は、好ましくは、樹脂材料が溶融する温度では溶融しない物性を有しており、例えば、250℃では溶融しない物性を有していることが好ましい。ここで、絶縁性無機粒子が溶融しないとは、粘弾性測定装置を用いたせん断測定試験において、上述の軟化点をもたないことで簡易的に確認できる。測定には、パラレルプレートに50Nの垂直荷重を加える。
<試験条件>
粘弾性測定装置MCR302(商品名、Anton Paar 社製)及びパラレルプレートを使用して振動測定を行うときの測定条件は以下の通りである。
パラレルプレートには50Nの荷重を印加
測定条件:角周波数6.28rad/s
測定モード:温度依存性モード
温度:25から250℃へ昇温
昇温速度:400秒かけて25℃から190℃へ昇温、その後200秒かけて250℃に昇温
絶縁性無機粒子は、電子絶縁性を有しており、電池要素部材の端部絶縁性を維持する。
この絶縁性無機粒子は、350℃では溶融しない物性を有している。また、絶縁性無機粒子は、全固体二次電池の製造中及び使用中に加圧されても変形しにくく粒子状態を維持して、絶縁被覆体中で加圧に抗う骨材として機能する。
このような絶縁性無機粒子を上記樹脂材料と併用することにより、上述のように、絶縁性無機粒子の粒子形態を維持しながら樹脂材料が溶融する温度まで混合体を加熱することができ、電池要素部材の端部の形状に沿って事実上隙間なく被覆した状態を作り出すことができ、絶縁被覆体中において骨材として機能して電池要素部材の端部の変形及び欠陥の発生を防止できる。
絶縁性無機粒子は、好ましくは、樹脂材料が溶融する温度では溶融しない物性を有しており、例えば、250℃では溶融しない物性を有していることが好ましい。ここで、絶縁性無機粒子が溶融しないとは、粘弾性測定装置を用いたせん断測定試験において、上述の軟化点をもたないことで簡易的に確認できる。測定には、パラレルプレートに50Nの垂直荷重を加える。
<試験条件>
粘弾性測定装置MCR302(商品名、Anton Paar 社製)及びパラレルプレートを使用して振動測定を行うときの測定条件は以下の通りである。
パラレルプレートには50Nの荷重を印加
測定条件:角周波数6.28rad/s
測定モード:温度依存性モード
温度:25から250℃へ昇温
昇温速度:400秒かけて25℃から190℃へ昇温、その後200秒かけて250℃に昇温
絶縁性無機粒子は、各種の無機粒子を用いることができ、例えば、金属酸化物、金属窒化物、金属炭化物、金属炭酸塩等の粒子が挙げられ、硬度が高く、大気中の焼成で安価に作製できる点で、金属酸化物の粒子が好ましい。
金属酸化物としては、特に制限されないが、例えば、酸化アルミニウム、酸化ジルコニウム、酸化ケイ素、ゼオライト、酸化セリウム、酸化カルシウム、酸化マグネシウム等が挙げられ、中でも、硬く、粒径の揃った粒子を安価に作製できる点で、酸化アルミニウム、酸化ケイ素が好ましい。
金属窒化物、金属炭化物、金属炭酸塩としては、特に制限されないが、例えば、アルミニウム、ジルコニウム、ケイ素、セリウム、カルシウム、マグネシウム等の窒化物、炭化物、炭酸塩が挙げられる。
混合体が含む絶縁性無機粒子は、1種でも2種以上でもよい。
金属酸化物としては、特に制限されないが、例えば、酸化アルミニウム、酸化ジルコニウム、酸化ケイ素、ゼオライト、酸化セリウム、酸化カルシウム、酸化マグネシウム等が挙げられ、中でも、硬く、粒径の揃った粒子を安価に作製できる点で、酸化アルミニウム、酸化ケイ素が好ましい。
金属窒化物、金属炭化物、金属炭酸塩としては、特に制限されないが、例えば、アルミニウム、ジルコニウム、ケイ素、セリウム、カルシウム、マグネシウム等の窒化物、炭化物、炭酸塩が挙げられる。
混合体が含む絶縁性無機粒子は、1種でも2種以上でもよい。
絶縁性無機粒子の形状は、特に制限されず、球状、顆粒状、偏平状、無定形等とすることができる。
絶縁性無機粒子の粒径は、特に制限されないが、通常、構成層の層厚よりも小さく設定され、正極活物質層の平均層厚よりも小さく設定されることが好ましい。ここで、絶縁性無機粒子の粒径は、レーザー回折・散乱法による粒子径分布測定装置(MT3300(商品名)、マイクロトラック社)によって測定したD90径(母集団の90%がこの値より下にある直径)とする。一方、絶縁性無機粒子の粒径の下限は、特に制限されないが、通常、構成層を形成する固体粒子よりも大きく設定される。絶縁性無機粒子の粒径(D90径)は、具体的には、0.01~100μmとすることができ、0.5~60μmであることが好ましい。
絶縁性無機粒子の粒径は、特に制限されないが、通常、構成層の層厚よりも小さく設定され、正極活物質層の平均層厚よりも小さく設定されることが好ましい。ここで、絶縁性無機粒子の粒径は、レーザー回折・散乱法による粒子径分布測定装置(MT3300(商品名)、マイクロトラック社)によって測定したD90径(母集団の90%がこの値より下にある直径)とする。一方、絶縁性無機粒子の粒径の下限は、特に制限されないが、通常、構成層を形成する固体粒子よりも大きく設定される。絶縁性無機粒子の粒径(D90径)は、具体的には、0.01~100μmとすることができ、0.5~60μmであることが好ましい。
混合体中に占める樹脂材料の含有率は、6~50質量%であることが好ましく、8~40質量%であることがより好ましく、10~30質量%であることが更に好ましい。
混合体中に占める絶縁性無機粒子の含有率は、50~94質量%であることが好ましく、60~92質量%であることがより好ましく、70~90質量%であることが更に好ましい。
混合体中において、樹脂材料の含有率に対する絶縁性無機粒子の含有率の比[絶縁性無機粒子の含有率/樹脂材料の含有率]は、特に制限されないが、例えば、1~15.6であることが好ましく、1.5~11.5であることがより好ましく、2.3~9であることが更に好ましい。
なお、上記各含有率及び含有率の比は、絶縁被覆体についても同じである。
混合体中に占める絶縁性無機粒子の含有率は、50~94質量%であることが好ましく、60~92質量%であることがより好ましく、70~90質量%であることが更に好ましい。
混合体中において、樹脂材料の含有率に対する絶縁性無機粒子の含有率の比[絶縁性無機粒子の含有率/樹脂材料の含有率]は、特に制限されないが、例えば、1~15.6であることが好ましく、1.5~11.5であることがより好ましく、2.3~9であることが更に好ましい。
なお、上記各含有率及び含有率の比は、絶縁被覆体についても同じである。
混合体は、樹脂材料と絶縁性無機粒子との混合物であり、樹脂と絶縁性無機粒子との混合物である形態、重合性化合物と絶縁性無機粒子との混合物である形態を含み、樹脂と絶縁性無機粒子との混合物が好ましい。この混合体は、樹脂材料と絶縁性無機粒子との混合物を予め溶融混合した後に固化させた溶融凝固体であることが好ましく、樹脂材料と絶縁性無機粒子との溶融凝固体であることがより好ましい。溶融凝固体は、300℃以下の温度領域において溶融する樹脂材料と350℃では溶融しない絶縁性無機粒子との混合物の溶融凝固体であればよいが、200℃以下の温度領域において溶融する樹脂材料と250℃では溶融しない絶縁固体粒子との混合物の溶融凝固体であることが好ましい。
混合体は、電子絶縁性を有し、100℃において固体(すなわち融点が100℃超え)である一方、200℃以下の温度領域において熱溶融する物性を持つ絶縁性無機材料を含有していないことが好ましい。このような絶縁性無機材料としては、例えば、硫黄(単体硫黄)及び/又は改質硫黄、ヨウ素、ヨウ素と硫黄の混合物等が挙げられる。本発明において、混合体が絶縁性無機材料を含有していないとは、混合体中における絶縁性無機材料の含有量が5質量%未満であることをいい、好ましくは1質量%以下である。
<固体電解質層>
固体電解質層は、電子絶縁性の電解質層であり、全固体二次電池の固体電解質層として用いられるものを特に制限されることなく用いることができる。
固体電解質層は、無機固体電解質を含む。無機固体電解質としては、特に制限されず、通常の各成分を用いることができ、例えば、硫化物系無機固体電解質、酸化物系無機固体電解質が挙げられる。本発明においては、電池要素部材の端部の信頼性を高めることができるから、柔らかくて脆い硫化物系無機固体電解質を用いることができ、高いイオン伝導度を示す全固体二次電池を実現できる。無機固体電解質の形状は、特に制限されず、球状、顆粒状、偏平状、無定形等とすることができる。無機固体電解質の粒径は、特に制限されないが、上述の絶縁性無機粒子による構成層の補強等の点で、上述の絶縁性無機粒子の粒径よりも小さいことが好ましく、例えば、0.5~20μmとすることができる。ここで、無機固体電解質の粒径は、上述した絶縁性無機粒子の粒径と同様にして測定したD90径とする。固体電解質層中の無機固体電解質の含有率は、特に制限されないが、例えば、90~99質量%とすることができる。
固体電解質層は、適宜に、バインダー、その他添加剤を含有していてもよい。これらバインダー、添加剤は、特に制限されず、全固体二次電池に用いられる通常の各成分を用いることができる。
固体電解質層の寸法(主面表面積)は、特に制限されず、適宜に設定され、通常、負極活物質層と同じ寸法に設定される。固体電解質層の厚さは、特に制限されず、全固体二次電池の形態(電池ユニット数)、用途、要求特性等に応じて、適宜に決定できる。固体電解質層の厚さは、例えば、5~300μmとすることができ、30~50μmとすることもできる。
固体電解質層は、単独で用いることもでき、集電体の活物質層に積層された極板として用いることもできる。
固体電解質層は、電子絶縁性の電解質層であり、全固体二次電池の固体電解質層として用いられるものを特に制限されることなく用いることができる。
固体電解質層は、無機固体電解質を含む。無機固体電解質としては、特に制限されず、通常の各成分を用いることができ、例えば、硫化物系無機固体電解質、酸化物系無機固体電解質が挙げられる。本発明においては、電池要素部材の端部の信頼性を高めることができるから、柔らかくて脆い硫化物系無機固体電解質を用いることができ、高いイオン伝導度を示す全固体二次電池を実現できる。無機固体電解質の形状は、特に制限されず、球状、顆粒状、偏平状、無定形等とすることができる。無機固体電解質の粒径は、特に制限されないが、上述の絶縁性無機粒子による構成層の補強等の点で、上述の絶縁性無機粒子の粒径よりも小さいことが好ましく、例えば、0.5~20μmとすることができる。ここで、無機固体電解質の粒径は、上述した絶縁性無機粒子の粒径と同様にして測定したD90径とする。固体電解質層中の無機固体電解質の含有率は、特に制限されないが、例えば、90~99質量%とすることができる。
固体電解質層は、適宜に、バインダー、その他添加剤を含有していてもよい。これらバインダー、添加剤は、特に制限されず、全固体二次電池に用いられる通常の各成分を用いることができる。
固体電解質層の寸法(主面表面積)は、特に制限されず、適宜に設定され、通常、負極活物質層と同じ寸法に設定される。固体電解質層の厚さは、特に制限されず、全固体二次電池の形態(電池ユニット数)、用途、要求特性等に応じて、適宜に決定できる。固体電解質層の厚さは、例えば、5~300μmとすることができ、30~50μmとすることもできる。
固体電解質層は、単独で用いることもでき、集電体の活物質層に積層された極板として用いることもできる。
<負極活物質層>
負極活物質層は、少なくともイオン導電性の層であり、全固体二次電池の負極活物質層として用いられるものを特に制限されることなく用いることができる。
負極活物質層は、上述した無機固体電解質と負極活物質とを含有する、固体粒子が結着してなる合材層を採用することができる。負極活物質としては、特に制限されず、炭素質材料、金属酸化物、金属複合酸化物等を用いることができる。負極活物質の形状は、特に制限されず、球状、顆粒状、偏平状、無定形等とすることができる。負極活物質の粒径は、特に制限されないが、上述の絶縁性無機粒子による負極活物質層の補強等の点で、上述の絶縁性無機粒子の粒径よりも小さいことが好ましく、例えば、0.5~55μmとすることができる。ここで、負極活物質の粒径は、上述した絶縁性無機粒子の粒径と同様にして測定したD90径とする。負極活物質層中の負極活物質の含有率は、特に制限されないが、例えば、30~70質量%とすることができる。また、負極活物質層中の無機固体電解質の含有率は、特に制限されないが、例えば、30~70質量%とすることができる。負極活物質層は、通常用いられる、導電助剤、バインダー、その他添加剤を含有していてもよい。
負極活物質層の寸法(主面表面積)は、特に制限されず、適宜に設定され、正極活物質層と同じ寸法に設定してもよく、正極活物質層よりも大きな寸法に設定してもよい。積層型全固体二次電池においては、負極活物質層の寸法は、通常、正極活物質層よりも大きな寸法に設定される。負極活物質層と正極活物質層との寸法差は、特に制限されず、適宜に設定できる。負極活物質層の厚さは、特に制限されず、全固体二次電池の形態(電池ユニット数)、用途、要求特性等に応じて、適宜に決定できる。負極活物質層の厚さは、例えば、5~300μmとすることができ、30~50μmとすることもできる。
負極活物質層は、単独で用いることもでき、後述する負極集電体に積層された負極板として用いることもできる。
負極活物質層は、少なくともイオン導電性の層であり、全固体二次電池の負極活物質層として用いられるものを特に制限されることなく用いることができる。
負極活物質層は、上述した無機固体電解質と負極活物質とを含有する、固体粒子が結着してなる合材層を採用することができる。負極活物質としては、特に制限されず、炭素質材料、金属酸化物、金属複合酸化物等を用いることができる。負極活物質の形状は、特に制限されず、球状、顆粒状、偏平状、無定形等とすることができる。負極活物質の粒径は、特に制限されないが、上述の絶縁性無機粒子による負極活物質層の補強等の点で、上述の絶縁性無機粒子の粒径よりも小さいことが好ましく、例えば、0.5~55μmとすることができる。ここで、負極活物質の粒径は、上述した絶縁性無機粒子の粒径と同様にして測定したD90径とする。負極活物質層中の負極活物質の含有率は、特に制限されないが、例えば、30~70質量%とすることができる。また、負極活物質層中の無機固体電解質の含有率は、特に制限されないが、例えば、30~70質量%とすることができる。負極活物質層は、通常用いられる、導電助剤、バインダー、その他添加剤を含有していてもよい。
負極活物質層の寸法(主面表面積)は、特に制限されず、適宜に設定され、正極活物質層と同じ寸法に設定してもよく、正極活物質層よりも大きな寸法に設定してもよい。積層型全固体二次電池においては、負極活物質層の寸法は、通常、正極活物質層よりも大きな寸法に設定される。負極活物質層と正極活物質層との寸法差は、特に制限されず、適宜に設定できる。負極活物質層の厚さは、特に制限されず、全固体二次電池の形態(電池ユニット数)、用途、要求特性等に応じて、適宜に決定できる。負極活物質層の厚さは、例えば、5~300μmとすることができ、30~50μmとすることもできる。
負極活物質層は、単独で用いることもでき、後述する負極集電体に積層された負極板として用いることもできる。
<正極活物質層>
正極活物質層は、少なくともイオン導電性の層であり、全固体二次電池の正極活物質層として用いられるものを特に制限されることなく用いることができる。
正極活物質層は、上述した無機固体電解質と正極活物質とを含有する、固体粒子が結着してなる合材層を採用することができる。正極活物質としては、特に制限されず、遷移金属酸化物等を用いることができる。正極活物質の形状は、特に制限されず、球状、顆粒状、偏平状、無定形等とすることができる。正極活物質の粒径は、特に制限されないが、上述の絶縁性無機粒子による正極活物質層の補強等の点で、上述の絶縁性無機粒子の粒径よりも小さいことが好ましく、例えば、0.5~55μmとすることができる。ここで、正極活物質の粒径は、上述した絶縁性無機粒子の粒径と同様にして測定したD90径とする。正極活物質層中の正極活物質の含有率は、特に制限されないが、例えば、50~90質量%とすることができる。正極活物質層中の無機固体電解質の含有率は、特に制限されないが、例えば、10~50質量%とすることができる。正極活物質層は、通常用いられる、導電助剤、バインダー、その他添加剤を含有していてもよい。
正極活物質層の寸法(主面表面積)は、特に制限されず、適宜に設定される。正極活物質層の厚さは、特に制限されず、全固体二次電池の形態(電池ユニット数)、用途、要求特性等に応じて、適宜に決定できる。正極活物質層の厚さは、例えば、5~300μmとすることができ、30~50μmとすることもできる。
正極活物質層は、単独で用いることもでき、下記正極集電体に積層された正極板として用いることもできる。
正極活物質層は、少なくともイオン導電性の層であり、全固体二次電池の正極活物質層として用いられるものを特に制限されることなく用いることができる。
正極活物質層は、上述した無機固体電解質と正極活物質とを含有する、固体粒子が結着してなる合材層を採用することができる。正極活物質としては、特に制限されず、遷移金属酸化物等を用いることができる。正極活物質の形状は、特に制限されず、球状、顆粒状、偏平状、無定形等とすることができる。正極活物質の粒径は、特に制限されないが、上述の絶縁性無機粒子による正極活物質層の補強等の点で、上述の絶縁性無機粒子の粒径よりも小さいことが好ましく、例えば、0.5~55μmとすることができる。ここで、正極活物質の粒径は、上述した絶縁性無機粒子の粒径と同様にして測定したD90径とする。正極活物質層中の正極活物質の含有率は、特に制限されないが、例えば、50~90質量%とすることができる。正極活物質層中の無機固体電解質の含有率は、特に制限されないが、例えば、10~50質量%とすることができる。正極活物質層は、通常用いられる、導電助剤、バインダー、その他添加剤を含有していてもよい。
正極活物質層の寸法(主面表面積)は、特に制限されず、適宜に設定される。正極活物質層の厚さは、特に制限されず、全固体二次電池の形態(電池ユニット数)、用途、要求特性等に応じて、適宜に決定できる。正極活物質層の厚さは、例えば、5~300μmとすることができ、30~50μmとすることもできる。
正極活物質層は、単独で用いることもでき、下記正極集電体に積層された正極板として用いることもできる。
<負極集電体及び正極集電体>
負極集電体及び正極集電体(以下、まとめて「集電体」又は「基材」ということがある。)は、それぞれ、全固体二次電池の集電体として用いられるものを特に制限されることなく用いることができ、通常、アルミニウム、アルミニウム合金、銅、銅合金、ステンレス鋼、ニッケル、鉄、チタン等の金属板(箔)が用いられる。
負極集電体及び正極集電体(以下、まとめて「集電体」又は「基材」ということがある。)は、それぞれ、全固体二次電池の集電体として用いられるものを特に制限されることなく用いることができ、通常、アルミニウム、アルミニウム合金、銅、銅合金、ステンレス鋼、ニッケル、鉄、チタン等の金属板(箔)が用いられる。
集電体としては、活物質層に隣接積層される集電部と、その一端から突出するように連設されたタブとを有している薄板状の集電体を用いることができ、少なくとも1つの位置決め孔を有していることが、電池ユニット又は電池要素部材を高い重なり精度を維持しながらも積層時間を短縮して作製できる点で好ましい。タブは、通常、活物質層に接しないようになっており、例えば、集電部との連設部又は活物質層の端部との間に絶縁部等が設けられる。
集電体の形状は、特に制限されず、全固体二次電池の形状等に応じて適宜に決定される。集電体の集電部は、好ましくは、平面視、矩形、通常長方形の薄板状をしている。
集電体の形状は、特に制限されず、全固体二次電池の形状等に応じて適宜に決定される。集電体の集電部は、好ましくは、平面視、矩形、通常長方形の薄板状をしている。
集電体の好ましい形態として、集電部と、その一端から突出するように連設されたタブと、集電部の他端(好ましくは上記一端に対して集電部を挟んだ反対側の端縁)から突出するように連接された基材延設部とを有する薄板状の集電体が挙げられる。このような好ましい集電体として、図6Aに示される正極板8に対応する正極集電体5C及び図6Bに示される負極板9に対応する負極集電体1Cが挙げられる。なお、図6Aは正極集電部5aに正極活物質層4Bを形成した正極板8を示す。図6Bは、負極集電部1aに負極活物質層2B(図示しない。)及び固体電解質層3Bをこの順で形成した負極板(電解質層付負極板ともいう。)9を示す。
正極集電体5Cは、図6Aに示されるように、平面視長方形の正極集電部5aと、その一方の短辺側端縁の両端(長辺側端縁)近傍から略矩形状に突出するように延設された一対の基材延設部5cと、他方の短辺側端縁の略中央から略矩形状に突出するように延設された1つの正極タブ5bとを有している。なお、一対の基材延設部5cの間、及び正極集電部5aの正極タブ5b側端縁には、それぞれ、正極集電部5aに接して短絡を防止するための領域が設けられている。同様に、負極集電体1Cは、図6Aに示されるように、平面視長方形の負極集電部1aと、その一方の短辺側端縁の両端(長辺側端縁)近傍から略矩形状に突出するように延設された一対の基材延設部1cと、他方の短辺側端縁の略中央から略矩形状に突出するように延設された1つの負極タブ(リード部ともいう。)1bとを有している。
正極集電体5Cは、図6Aに示されるように、平面視長方形の正極集電部5aと、その一方の短辺側端縁の両端(長辺側端縁)近傍から略矩形状に突出するように延設された一対の基材延設部5cと、他方の短辺側端縁の略中央から略矩形状に突出するように延設された1つの正極タブ5bとを有している。なお、一対の基材延設部5cの間、及び正極集電部5aの正極タブ5b側端縁には、それぞれ、正極集電部5aに接して短絡を防止するための領域が設けられている。同様に、負極集電体1Cは、図6Aに示されるように、平面視長方形の負極集電部1aと、その一方の短辺側端縁の両端(長辺側端縁)近傍から略矩形状に突出するように延設された一対の基材延設部1cと、他方の短辺側端縁の略中央から略矩形状に突出するように延設された1つの負極タブ(リード部ともいう。)1bとを有している。
正極集電部5a及び負極集電部1aは、ぞれぞれ、活物質層に隣接積層される領域であって、正極活物質層4B又は負極活物質層2Bが形成される領域である。
正極タブ5b及び負極タブ1b(以下、併せてタブということがある)は、それぞれ、全固体二次電池においてリードタブとなる部材であり、その内部、例えば略中心部に、円形の位置決め孔5d又は1dが1個穿孔されている。一対の基材延設部5c及び1cには、それぞれ、その内部、例えば略中心部に、円形の位置決め孔5d又は1dが1個ずつ穿孔されている。なお、基材延設部5c及び1c、並びにタブの寸法は、それぞれ、適宜に決定される。タブ又は基材延設部を設けた集電体を用いる場合、タブ又は基材延設部を設けていない集電体の端部(通常、長辺側の両端部)と、タブ又は基材延設部を設けた集電体の端部(通常、短辺側の両端部)とを混合体を押圧して内側に向かって流動させて電池要素部材の凹部を充填すると、タブ又は基材延設部に付着した混合体を溶接前に除去することが必要になる。このような煩雑な作業を避けるため、後述する実施例Cのように、タブを長くして溶接部に混合体が付着しないようにすることもできる。
図6A及び図6Bに示されるように、タブの集電部側で位置決め孔を含む領域と、基材延設部の全面と、更に好ましくは上記短絡を防止する領域は、それぞれ、好ましくは絶縁樹脂等の絶縁材料、より好ましくは後述する混合体(溶融凝固体)で、被覆されている。例えば、後述するように、混合体をテープ状に成形したテープ状成形体(溶融凝固体)5e又は1eが貼付されている。絶縁材料、特に混合体で被覆されていることにより、後述する電池要素部材の好ましい作製方法において位置決め孔を利用した一括位置決め時にタブ及び基材延設部の変形、破損等を効果的に抑制でき、その結果、電池要素部材又は電池ユニットを高い重なり精度を維持しながらも積層時間を短縮して作製できる。また、混合体で被覆されている場合、後述する製造方法により、絶縁被覆体を形成することができる。
正極タブ5b及び負極タブ1b(以下、併せてタブということがある)は、それぞれ、全固体二次電池においてリードタブとなる部材であり、その内部、例えば略中心部に、円形の位置決め孔5d又は1dが1個穿孔されている。一対の基材延設部5c及び1cには、それぞれ、その内部、例えば略中心部に、円形の位置決め孔5d又は1dが1個ずつ穿孔されている。なお、基材延設部5c及び1c、並びにタブの寸法は、それぞれ、適宜に決定される。タブ又は基材延設部を設けた集電体を用いる場合、タブ又は基材延設部を設けていない集電体の端部(通常、長辺側の両端部)と、タブ又は基材延設部を設けた集電体の端部(通常、短辺側の両端部)とを混合体を押圧して内側に向かって流動させて電池要素部材の凹部を充填すると、タブ又は基材延設部に付着した混合体を溶接前に除去することが必要になる。このような煩雑な作業を避けるため、後述する実施例Cのように、タブを長くして溶接部に混合体が付着しないようにすることもできる。
図6A及び図6Bに示されるように、タブの集電部側で位置決め孔を含む領域と、基材延設部の全面と、更に好ましくは上記短絡を防止する領域は、それぞれ、好ましくは絶縁樹脂等の絶縁材料、より好ましくは後述する混合体(溶融凝固体)で、被覆されている。例えば、後述するように、混合体をテープ状に成形したテープ状成形体(溶融凝固体)5e又は1eが貼付されている。絶縁材料、特に混合体で被覆されていることにより、後述する電池要素部材の好ましい作製方法において位置決め孔を利用した一括位置決め時にタブ及び基材延設部の変形、破損等を効果的に抑制でき、その結果、電池要素部材又は電池ユニットを高い重なり精度を維持しながらも積層時間を短縮して作製できる。また、混合体で被覆されている場合、後述する製造方法により、絶縁被覆体を形成することができる。
位置決め孔1d及び5dの形状は、後述する位置決めピンの軸線垂直断面形状と相似形であることが好ましく、例えば、円形、楕円形、多角形、星形とすることができ、円形であることが好ましい。位置決め孔の内径は、特に制限されず、電池要素部材のサイズ等に応じて、適宜に決定される。その一例を挙げると、例えば、1.0~6.0mmに設定することができる。
集電体は、例えば形状、位置決め孔に関して、同じであっても異なっていてもよく、正極集電体及び負極集電体はそれぞれ同じであることが好ましい。
集電体の寸法(主面の縦長さ、横長さ)は、特に制限されず、用途、要求特性等に応じて適宜に決定できる。通常、タブ及び基材延設部を除いた部分(集電部と短絡を防止する領域)が略同寸の同じ形状であることが好ましいが、集電部については、正極集電部5aは負極集電部1aよりも主面表面積が小さいことが更に好ましい。集電体の厚さも、特に制限されず、全固体二次電池の形態(電池ユニット数)、用途、要求特性、更には強度等に応じて、適宜に決定できる。集電体の厚さは、例えば5~30μmとすることができる。
集電体の寸法(主面の縦長さ、横長さ)は、特に制限されず、用途、要求特性等に応じて適宜に決定できる。通常、タブ及び基材延設部を除いた部分(集電部と短絡を防止する領域)が略同寸の同じ形状であることが好ましいが、集電部については、正極集電部5aは負極集電部1aよりも主面表面積が小さいことが更に好ましい。集電体の厚さも、特に制限されず、全固体二次電池の形態(電池ユニット数)、用途、要求特性、更には強度等に応じて、適宜に決定できる。集電体の厚さは、例えば5~30μmとすることができる。
<その他の構成>
本発明において、隣接する構成層の間には、機能性の層を設けてもよく、また全固体二次電池の外側には筐体、又はフィルム等の保護部材等を設けてもよい。また、構成層は単層で構成されていても、複層で構成されていてもよい。
本発明において、隣接する構成層の間には、機能性の層を設けてもよく、また全固体二次電池の外側には筐体、又はフィルム等の保護部材等を設けてもよい。また、構成層は単層で構成されていても、複層で構成されていてもよい。
[全固体二次電池の製造方法]
本発明の全固体二次電池の製造方法(単に本発明の製造方法ということがある。)は、少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した積層ユニットを1組以上含む電池要素部材の端部に、300℃以下の温度領域において溶融する樹脂材料と350℃では溶融しない絶縁性無機粒子との混合体を配する工程と、樹脂材料が溶融する温度において混合体を加熱しながら電池要素部材の内部方向に加圧する工程とを含む。
上記工程を有する本発明の製造方法によれば、電池要素部材の端部に上記絶縁被覆体を隙間なく充填することができ、構成層の端部の絶縁性を維持しながらも変形及び欠陥が発生しにくい全固体二次電池を製造できる。
本発明の全固体二次電池の製造方法(単に本発明の製造方法ということがある。)は、少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した積層ユニットを1組以上含む電池要素部材の端部に、300℃以下の温度領域において溶融する樹脂材料と350℃では溶融しない絶縁性無機粒子との混合体を配する工程と、樹脂材料が溶融する温度において混合体を加熱しながら電池要素部材の内部方向に加圧する工程とを含む。
上記工程を有する本発明の製造方法によれば、電池要素部材の端部に上記絶縁被覆体を隙間なく充填することができ、構成層の端部の絶縁性を維持しながらも変形及び欠陥が発生しにくい全固体二次電池を製造できる。
本発明の製造方法においては、混合体を配する工程及び加圧する工程の各工程は、電池要素部材の全ての端部に対して一度に行うこともでき、各端部に対して順次行うこと、また1つの端部に対して複数回に分けて行うこともできる。例えば、集電部が矩形である集電体を用いる場合、各工程を、対向する2組の端部のうち一方の端部に対して行った後に他方の端部に対して行うこともできる。各工程を複数回に分けて行う場合及び順次行う場合、複数回行う工程は同じであっても異なっていてもよい。例えば、混合体を配する工程としては、集電体のタブ等に予め混合体を配する工程、電池要素部材を作製した後に混合体を配する工程が挙げられる。また、加熱する工程としては後述する工程が挙げられる。
本発明の製造方法においては、上記混合体を配する工程は、電池要素部材を積層方向に加圧した状態で実施すること、すなわち、少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した積層ユニットを1組以上含む電池要素部材を積層方向に加圧する工程と、積層方向に加圧された電池要素部材の端部に上記混合体を配する工程とをこの順で実施することもできる。
本発明の製造方法においては、上記加圧する工程は、電池要素部材を積層方向に加圧した状態で実施すること、すなわち、少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した積層ユニットを1組以上含む電池要素部材を積層方向に加圧する工程と、積層方向に加圧された電池要素部材の端部に上記混合体を配する工程と、積層方向に加圧された電池要素部材に対して樹脂材料が溶融する温度において混合体を加熱しながら電池要素部材の内部方向に加圧する工程とをこの順で実施することが好ましい。電池要素部材を積層方向に加圧する好ましい方法によれば、電池要素部材の端部に対して混合体を加圧するのに先立って、又は混合体を加圧する間に電池要素部材を積層方向に加圧しているので、電池要素部材の内部方向に向かって混合体を加圧することで生じる混合体の侵入を層厚が不均一な構成層の端部領域にとどめ、層厚が均一な構成層の中心領域まで侵入することを効果的に抑制でき、絶縁性の混合物が構成層間に介在することによる電池容量の低下を防ぐことができる。また、混合体を電池要素部材の内部方向に向かって加圧する際に作用する負荷によって生じる電池要素部材の積層状態の変動を防止できる。
本発明の製造方法においては、上記加圧する工程において、電池要素部材の端部に配した混合体を電池要素部材の内部方向に加圧して変形、流動させる。このとき、例えば電池要素部材を積層方向に加圧することによって、混合体を積層方向に押圧して当該方向への変形、流動を防止しながら、電池要素部材の内部方向に変形、流動させることが好ましい。このような混合体の変形、流動は、例えば、少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した積層ユニットを1組以上含む電池要素部材の端部に混合体を配する工程と、樹脂材料が溶融する温度において混合体を加熱しながら、電池要素部材の積層方向への変形、流動を規制しつつ内部方向に加圧して変形、流動させる工程とをこの順で実施する方法が好ましい。この方法においては、混合体は、当該混合体が隣接する電池要素部材の端部の厚さ、好ましくは活物質の厚さよりも厚い層厚を有していることが内部方向への変形、流動を実現しやすい点で好ましい。また、この方法においては、混合体を配する工程の前又は後に、電池要素部材の積層方向の前方及び後方に電池要素部材を積層方向に加圧して混合体の当該方向への変形、流動を規制する流動規制部材を配する工程を行いことができる。この工程を有する製造方法においては、上記加圧する工程を行うこともできるが、上記加圧する工程として、混合体を加熱しながら、流動規制部材を積層方向に移動させて電池要素部材を加圧することによって、混合体を(間接的に加圧し)内部方向に向かって変形、流動させることが好ましい。この製造方法においても、混合体を配する工程及び加圧する工程を複数回に分けて行うこともできる。この製造方法によれば、電池要素部材の内部方向に向かって混合体を変形、流動させやすく、構成層の端部、特に層厚が不均一な構成層の端部に、混合体を侵入させて、絶縁性の確保に加えて端部の補強が可能になる。この方法は集電体に予め混合体を配する形態において特に効果的である。
<電池要素部材を作製又は準備>
本発明の製造方法においては、まず、電池要素部材を作製又は準備する。
単層型全固体二次電池を製造する場合、図1に示す層構成を有する電池要素部材を作製する。作製方法は、特に限定されないが、固体粒子を含有する組成物を用いた、製膜法若しくは成形法が挙げられる。例えば、正極活物質及び無機固体電解質を含有する正極組成物、無機固体電解質を含有する電解質組成物、負極活物質及び無機固体電解質を含有する負極組成物を調製して、負極集電体上に、負極組成物、電解質組成物及び正極組成物を順次塗布乾燥した後に正極集電体を載置して、作製することができる。各組成物の塗布方法及び乾燥条件は適宜に決定できる。
積層型全固体二次電池を製造する場合、上記単層型全固体二次電池と同様に各構成層を順次形成してもよいが、集電体の両主面に活物質層を形成した極板を作製して、固体電解質層を介して積層する方法が好ましい。例えば、負極集電体の両主面に負極活物質層を有する負極板と、正極集電体の両主面に正極活物質層を有する正極板とを作製する。これらとは別に作製した固体電解質層を負極活物質層の表面に転写した所定数の負極板と正極板とを交互に積層して、電池要素部材を作製する。ここで、電池要素部材を積層方向に加圧して緻密化しておいてもよい。なお、各構成層は、単層型全固体二次電池と同様にして形成できる。
本発明の製造方法においては、まず、電池要素部材を作製又は準備する。
単層型全固体二次電池を製造する場合、図1に示す層構成を有する電池要素部材を作製する。作製方法は、特に限定されないが、固体粒子を含有する組成物を用いた、製膜法若しくは成形法が挙げられる。例えば、正極活物質及び無機固体電解質を含有する正極組成物、無機固体電解質を含有する電解質組成物、負極活物質及び無機固体電解質を含有する負極組成物を調製して、負極集電体上に、負極組成物、電解質組成物及び正極組成物を順次塗布乾燥した後に正極集電体を載置して、作製することができる。各組成物の塗布方法及び乾燥条件は適宜に決定できる。
積層型全固体二次電池を製造する場合、上記単層型全固体二次電池と同様に各構成層を順次形成してもよいが、集電体の両主面に活物質層を形成した極板を作製して、固体電解質層を介して積層する方法が好ましい。例えば、負極集電体の両主面に負極活物質層を有する負極板と、正極集電体の両主面に正極活物質層を有する正極板とを作製する。これらとは別に作製した固体電解質層を負極活物質層の表面に転写した所定数の負極板と正極板とを交互に積層して、電池要素部材を作製する。ここで、電池要素部材を積層方向に加圧して緻密化しておいてもよい。なお、各構成層は、単層型全固体二次電池と同様にして形成できる。
本発明の製造方法においては、上述の位置決め孔を有する集電体を用いて形成した極板を所定数積層して一挙(一括して)に位置決めして製造すること(電池要素部材の好ましい作製方法ということがある。)が、複数の極板を高い重なり精度を維持しながらも一挙に位置決めして作製時間(積層時間)を短縮することができ、高い生産性で電池要素部材を作製できる点で好ましい。具体的には、上述の位置決め孔を有する負極集電体の両主面に負極活物質層及び固体電解質層を有する複数の電解質層付負極板と、上述の位置決め孔を有する正極集電体の両主面に正極活物質層を有する複数の正極板とを交互に積層した後に、位置決め孔を用いて一挙に位置決めして、例えば、極板の積層方向に連通する位置決め孔に後述する位置決めピンを挿通して、電池要素部材を作製することが好ましい。このとき、各集電体のタブ及び基材延設部は、絶縁材料、好ましくは後述する混合体で被覆されているから、位置決め孔を利用した一括位置決め時にタブ及び基材延設部の変形、破損等を効果的に抑制できる。
電池要素部材の好ましい作製方法は、下記工程1及び工程2を有する。
工程1:位置決め孔を有する矩形正極板及び矩形負極板を、固体電解質層を
介して、交互に載置し、仮位置決めして、位置決め孔同士が積層方
向に連通した仮積層極板群を得る工程
工程2:仮積層極板群を得る工程で出現した上記連通孔に、他方の開口側か
ら一方の開口側に突出するまで位置決めピンを挿通して、仮積層極
板群を構成する矩形正極板及び矩形負極板を本位置決めする工程
工程2において、連通孔の一方の開口側、例えば極板における位置決め孔を穿孔した領域、の積層方向の変動を規制しながら、位置決めピンを挿通することが好ましい。
ここで、連通孔とは、図7及び図8(A)に示されるように、積層した複数の極板の積層方向に沿う線上に配列された複数の位置決め孔が平面視で重なり合って最上方の位置決め孔から最下方の位置決め孔を通して視認できることをいう。
工程1:位置決め孔を有する矩形正極板及び矩形負極板を、固体電解質層を
介して、交互に載置し、仮位置決めして、位置決め孔同士が積層方
向に連通した仮積層極板群を得る工程
工程2:仮積層極板群を得る工程で出現した上記連通孔に、他方の開口側か
ら一方の開口側に突出するまで位置決めピンを挿通して、仮積層極
板群を構成する矩形正極板及び矩形負極板を本位置決めする工程
工程2において、連通孔の一方の開口側、例えば極板における位置決め孔を穿孔した領域、の積層方向の変動を規制しながら、位置決めピンを挿通することが好ましい。
ここで、連通孔とは、図7及び図8(A)に示されるように、積層した複数の極板の積層方向に沿う線上に配列された複数の位置決め孔が平面視で重なり合って最上方の位置決め孔から最下方の位置決め孔を通して視認できることをいう。
上記電池要素部材の好ましい作製方法は、適宜の装置を用いて行うことができるが、例えば、極板群収容枠体と位置決め治具と規制部材とを有する製造装置を用いて行うことが電池要素部材の製造と絶縁被覆体の形成を行うことができる点で、好ましい。極板群収容枠体は、位置決め孔同士が連通した連通孔が形成されるように複数の極板を仮積層させる枠体であり、好ましくは下記極板群収容枠体である。位置決め治具は、連通孔に挿通されて極板を位置決めする位置決めピンが立設された治具であり、好ましくは下記位置決め治具である。規制部材は、連通孔の一方の開口側の積層方向の変動を規制する部材であり、好ましくは下記規制部材である。
極板群収容枠体:位置決め孔を有する矩形正極板及び矩形負極板を、固体電
解質層を介して、交互に積層した状態で収容する収容空間
を有する極板群収容枠体であって、この収容空間内に収容
されることにより、矩形正極板及び矩形負極板が仮位置決
めされて位置決め孔同士が連通した仮積層極板群となる極
板群収容枠体
位置決め治具:仮積層極板群の積層方向の前方又は後方に相対移動可能に設
けられ、位置決め孔に挿通される位置決めピンが立設された
位置決め治具
規制部材:極板群収容枠体を挟んで位置決め治具(位置決めピン)の対向位
置に相対移動可能で、かつ位置決め治具に対して相対的に近接又
は離間移動可能に設けられた規制部材であって、位置決め孔同士
が連通した連通孔の一方の開口側の積層方向の変動を規制する規
制部と、この規制部に設けられ、(位置決め孔を通過してくる)
位置決めピンを受け入れるピン受部とを有する規制部材
極板群収容枠体:位置決め孔を有する矩形正極板及び矩形負極板を、固体電
解質層を介して、交互に積層した状態で収容する収容空間
を有する極板群収容枠体であって、この収容空間内に収容
されることにより、矩形正極板及び矩形負極板が仮位置決
めされて位置決め孔同士が連通した仮積層極板群となる極
板群収容枠体
位置決め治具:仮積層極板群の積層方向の前方又は後方に相対移動可能に設
けられ、位置決め孔に挿通される位置決めピンが立設された
位置決め治具
規制部材:極板群収容枠体を挟んで位置決め治具(位置決めピン)の対向位
置に相対移動可能で、かつ位置決め治具に対して相対的に近接又
は離間移動可能に設けられた規制部材であって、位置決め孔同士
が連通した連通孔の一方の開口側の積層方向の変動を規制する規
制部と、この規制部に設けられ、(位置決め孔を通過してくる)
位置決めピンを受け入れるピン受部とを有する規制部材
上記製造装置の一実施形態である製造装置70、及びこの製造装置70を用いた電池要素部材及び積層型全固体二次電池の好ましい作製方法について、図7~11を参照して説明する。
図7は、好ましい製造装置70を用いた電池要素部材の好ましい作製方法において、枠体3の収容空間33に複数の極板を収容して仮位置決めした状態を示す概略上面図である。
図8(A)は、好ましい製造装置70を用いた電池要素部材の好ましい作製方法において、本位置決めする工程における初期状態を説明する概略断面図であり、枠体3の長手方向に垂直でピン受部73aの中心を通る平面での切断面を示す。図8(B)は、好ましい製造装置70を用いた電池要素部材の好ましい作製方法において、本位置決めする工程の完了状態を説明する概略断面図であり、枠体3の長手方向に垂直でピン受部73aの中心を通る平面での切断面を示す。図8(A)及び図8(B)(両者を合わせて図8という。)では本位置決めする工程における極板の連通孔近傍のみを示している。なお、図8において、収容空間に収容されている極板数は視認性を確保するため実施例Dで用いた極板数と異なり、少なく図示している。
図9は、好ましい製造装置70を用いた積層型全固体二次電池の好ましい製造方法において、本位置決めした電池要素部材を積層方向に加圧拘束した状態を示す概略断面図であり、枠体3の長手方向に垂直でピン受部73aの中心を通る平面での切断面を示す。
図10は、好ましい製造装置70を用いた積層型全固体二次電池の好ましい製造方法において、本位置決めした電池要素部材を積層方向に加圧拘束した状態を示す概略断面図であり、枠体3の長手方向に垂直で長手方向の略中央部の切断面を示す。
図11は、好ましい製造装置70を用いた積層型全固体二次電池の好ましい製造方法において、電池要素部材の端部近傍に棒状成形体を配置して加圧することにより、この端部に絶縁被覆体を形成する方法を説明する概略断面図である。
なお、図8~図11において、電池要素部材における極板の積層枚数は異なるものもあるが、これは図面上での相違であり、実際の製造方法では当然に一致している。
図7は、好ましい製造装置70を用いた電池要素部材の好ましい作製方法において、枠体3の収容空間33に複数の極板を収容して仮位置決めした状態を示す概略上面図である。
図8(A)は、好ましい製造装置70を用いた電池要素部材の好ましい作製方法において、本位置決めする工程における初期状態を説明する概略断面図であり、枠体3の長手方向に垂直でピン受部73aの中心を通る平面での切断面を示す。図8(B)は、好ましい製造装置70を用いた電池要素部材の好ましい作製方法において、本位置決めする工程の完了状態を説明する概略断面図であり、枠体3の長手方向に垂直でピン受部73aの中心を通る平面での切断面を示す。図8(A)及び図8(B)(両者を合わせて図8という。)では本位置決めする工程における極板の連通孔近傍のみを示している。なお、図8において、収容空間に収容されている極板数は視認性を確保するため実施例Dで用いた極板数と異なり、少なく図示している。
図9は、好ましい製造装置70を用いた積層型全固体二次電池の好ましい製造方法において、本位置決めした電池要素部材を積層方向に加圧拘束した状態を示す概略断面図であり、枠体3の長手方向に垂直でピン受部73aの中心を通る平面での切断面を示す。
図10は、好ましい製造装置70を用いた積層型全固体二次電池の好ましい製造方法において、本位置決めした電池要素部材を積層方向に加圧拘束した状態を示す概略断面図であり、枠体3の長手方向に垂直で長手方向の略中央部の切断面を示す。
図11は、好ましい製造装置70を用いた積層型全固体二次電池の好ましい製造方法において、電池要素部材の端部近傍に棒状成形体を配置して加圧することにより、この端部に絶縁被覆体を形成する方法を説明する概略断面図である。
なお、図8~図11において、電池要素部材における極板の積層枚数は異なるものもあるが、これは図面上での相違であり、実際の製造方法では当然に一致している。
製造装置70は、上記極板群収容枠体71、位置決め治具72及び規制部材73を備えていればよく、適宜に、他の構成装置(機構)、例えば、極板を収容空間に搬送する搬送装置、極板群収容枠体又は位置決め治具等を移送する装置等の他の構成装置を備えていてもよい。
製造装置70において、極板が積層される方向(重力方向)を上下方向といい、この方向における位置決めのピン72aの前進方向を下方向という。本発明において、「極板」とは、正極板及び負極板のいずれか一方又は両方を意味する。
極板群収容枠体(単に枠体ということがある。)71は、例えば図7及び図8に示されるように、矩形の底部71aと、底部71aから立設された側壁(周壁)71bとを有する箱体(片面開口枠)であって、これらで囲繞される収容空間71cを有している。この収容空間71cは、固体電解質層を介して複数(所定枚数)の極板(ここでは、電解質層付負極板9及び正極板8)を交互に積層した状態で収容することにより、積層方向に位置する基材延設部及びタブに穿孔された位置決め孔同士を連通させる形状及び寸法に設定されている。このような収容空間71cは、極板の形状若しくは寸法、位置決め孔の穿孔位置、数、形状若しくは寸法、更には積載速度等に応じて、形状及び寸法が決定される。通常は、極板と同様に平面視矩形状をしており、深さは積層する極板の厚さ、枚数等に応じて適宜に決定される。枠体71の内寸(収容空間71cの寸法)は、図7に示されるように、極板の寸法(電解質層付負極板9及び正極板8の寸法が異なる場合は大きい方の寸法)に対して、位置決め孔に連通孔が形成される程度に大きく設定されることが好ましい。
底部71aから立設された側壁71cのうち長辺側の側壁は、いずれも、底部及び短辺側の側壁から取り外し可能に、又は互いに近接及び遠隔可能に、底部及び短辺側の側壁に設けられている。長辺側の側壁がこのように設けられていると、電池要素部材の作製に加えて、電池要素部材の長辺側端部に絶縁被覆体を設けることができる。
底部71aには、後述する位置決め治具72aに立設された位置決めピン72aに対応する位置に、位置決めピンを貫通させる孔71d(図8参照)が設けられている。
底部71aから立設された側壁71cのうち長辺側の側壁は、いずれも、底部及び短辺側の側壁から取り外し可能に、又は互いに近接及び遠隔可能に、底部及び短辺側の側壁に設けられている。長辺側の側壁がこのように設けられていると、電池要素部材の作製に加えて、電池要素部材の長辺側端部に絶縁被覆体を設けることができる。
底部71aには、後述する位置決め治具72aに立設された位置決めピン72aに対応する位置に、位置決めピンを貫通させる孔71d(図8参照)が設けられている。
位置決め治具72は、図9に示されるように、平板状基台(図7及び図8において図示しない。)72bに立設された位置決めピン72aを有する部材であればよく、位置決めピン72aの軸線垂直断面形状、立設位置、配置等は、極板8及び9における位置決め孔の形状、穿孔位置、配置等に対応して、決定される。なお、本発明においては、位置決め治具として、平板状基台を有さず、位置決めピンを単独で用いることもできる。
位置決めピン72aの形状は、位置決め孔に挿通して極板を位置決めできる形状であれば特に限定されないが、通常、図9に示されるように、位置決め孔の内径よりも小さい径を有するピン本体部(胴部ともいう。)と、ピン本体部の一端に延設された先尖部(テーパ部ともいう。)とを有していることが好ましい。先尖部及びピン本体部の軸線垂直断面形状は、特に制限されず、例えば、円形、楕円形、多角形、星形とすることができ、円形であることが好ましい。後述するように、先尖部は、徐々に拡径する周側面で、連通孔への位置決めピン72aの挿通を案内する機能、更にピン本体部の重なり位置調整機能を補助する機能を果たす。また、ピン本体部は、連通孔に先尖部の先端から順次挿通されることにより、外周面が位置決め孔の内周(内表面)に接して重なり位置がすれている極板を変動させて所定の重なり位置に調整する重なり位置調整機能を果たす。このような先尖部を有していると、仮積層極板群に出現する連通孔に位置決めピン72aを挿通しやすく、また位置決めピン72aの挿通による基材延設部の破損、損傷等を防止しながら極板の高精度な位置決めが可能になる。
ピン本体部の外径は、位置決め孔の内径等に応じて、適宜に決定される。ピン本体部の長さは、仮積層極板群の位置決め孔を貫通する長さであればよく、適宜に決定される。
位置決めピン72aの形状は、位置決め孔に挿通して極板を位置決めできる形状であれば特に限定されないが、通常、図9に示されるように、位置決め孔の内径よりも小さい径を有するピン本体部(胴部ともいう。)と、ピン本体部の一端に延設された先尖部(テーパ部ともいう。)とを有していることが好ましい。先尖部及びピン本体部の軸線垂直断面形状は、特に制限されず、例えば、円形、楕円形、多角形、星形とすることができ、円形であることが好ましい。後述するように、先尖部は、徐々に拡径する周側面で、連通孔への位置決めピン72aの挿通を案内する機能、更にピン本体部の重なり位置調整機能を補助する機能を果たす。また、ピン本体部は、連通孔に先尖部の先端から順次挿通されることにより、外周面が位置決め孔の内周(内表面)に接して重なり位置がすれている極板を変動させて所定の重なり位置に調整する重なり位置調整機能を果たす。このような先尖部を有していると、仮積層極板群に出現する連通孔に位置決めピン72aを挿通しやすく、また位置決めピン72aの挿通による基材延設部の破損、損傷等を防止しながら極板の高精度な位置決めが可能になる。
ピン本体部の外径は、位置決め孔の内径等に応じて、適宜に決定される。ピン本体部の長さは、仮積層極板群の位置決め孔を貫通する長さであればよく、適宜に決定される。
規制部材73は、規制部と平板状基台に穿孔されたピン受部(ピン受入穴)とを有する部材であればよく、製造装置70においては、枠体71の底部71aが規制部材73を兼ねている。底部71aの表面(収容空間71cの底面)が、本位置決めする際(位置決めピン72aの挿通時)における、タブ又は基材延設部の変位、すなわち出現した連通孔Hの変位を規制する規制部として作用する。
ピン受部73a(孔71d)の穿孔位置、配置等は、位置決めピン72aの立設位置、配置等に対応して、決定される。ピン受部73aは位置決めピン72aを挿入可能に形成されていればよく、ピン受部73aの外径、挿入量等に応じて適宜の寸法に決定される。
ピン受部73a(孔71d)の穿孔位置、配置等は、位置決めピン72aの立設位置、配置等に対応して、決定される。ピン受部73aは位置決めピン72aを挿入可能に形成されていればよく、ピン受部73aの外径、挿入量等に応じて適宜の寸法に決定される。
製造装置70は、収容空間71c内で積層された極板8及び9を平坦に矯正する矯正部材74を有していることが好ましい。このような矯正部材74としては、平坦な表面を有する板状部材、ブロック状部材等が挙げられ、プレス機等も用いることができる。製造装置70において、矯正部材74は、極板を積層方向に矯正できる寸法を有していればよく、例えば、枠体3の収容空間33の主面寸法と同じ寸法に形成されており、図9等に示されるように、枠体71の蓋体の収容空間側表面に併設されている。
この矯正部材74は、図9に示されるように、収容空間33に収容され、本位置決めされた仮積層極板群(電池要素部材)を積層方向に押圧し、更に混合体の積層方向への変形、流動を規制する押圧規制部材として機能すること(押圧規制部材を兼ねること)が、後述する加圧する工程において混合体の積層方向への変形、流動を防止して内部方向に変形、流動させることができる点で、好ましい。矯正部材74が押圧規制部材を兼ねる場合、矯正部材74は、規制部材73とともに本位置決めされた仮積層極板群積層方向に押圧可能となる厚さを有している。本発明において、押圧規制部材は、変形、流動を規制する観点からみると流動規制部材ということもできる。なお、本発明において、矯正部材74と押圧規制部材は別体であってもよく、上記規制部材及び押圧規制部材を併せて流動規制部材ということがある。
この矯正部材74は、図9に示されるように、収容空間33に収容され、本位置決めされた仮積層極板群(電池要素部材)を積層方向に押圧し、更に混合体の積層方向への変形、流動を規制する押圧規制部材として機能すること(押圧規制部材を兼ねること)が、後述する加圧する工程において混合体の積層方向への変形、流動を防止して内部方向に変形、流動させることができる点で、好ましい。矯正部材74が押圧規制部材を兼ねる場合、矯正部材74は、規制部材73とともに本位置決めされた仮積層極板群積層方向に押圧可能となる厚さを有している。本発明において、押圧規制部材は、変形、流動を規制する観点からみると流動規制部材ということもできる。なお、本発明において、矯正部材74と押圧規制部材は別体であってもよく、上記規制部材及び押圧規制部材を併せて流動規制部材ということがある。
製造装置70を構成する各装置は、適宜の材料で形成されていればよい。搬送装置等の活物質層が接触する部分については樹脂、ゴム等で形成して活物質層の損傷を防止することが好ましい。
以下、電池要素部材の好ましい作製方法について、製造装置70を用いた形態を例に挙げて、説明する。
(工程1)
電池要素部材の好ましい作製方法においては、極板として、矩形正極板及び矩形負極板(単に、正極板又は負極板ということがある。)を用いる。そのため、本発明において、「極板」というときは、特に断わらない限り、正極板及び負極板を総称していう。
まず、図6Aに示される正極板8と図6Bに示される電解質層付負極板9を作製する。
正極板8を構成する正極集電体5Cは上述の通りである。正極集電体5Cの正極集電部5aの表面上に正極活物質層4Bを適宜の方法で形成して正極板8を作製する。一方、電解質層付負極板9は、それを構成する上述の負極集電体1Cの負極集電部1aの表面上に負極活物質層2B及び固体電解質層3Bをこの順で適宜の方法で積層形成して作製する。正極板8及び負極板9は、図6A及び図6Bに示されるように、タブの集電部側で位置決め孔を含む領域と基材延設部の全面と上記短絡を防止する領域はいずれも後述する混合体(溶融凝固体)で被覆されている。混合体で被覆する方法は上述の通りである。
(工程1)
電池要素部材の好ましい作製方法においては、極板として、矩形正極板及び矩形負極板(単に、正極板又は負極板ということがある。)を用いる。そのため、本発明において、「極板」というときは、特に断わらない限り、正極板及び負極板を総称していう。
まず、図6Aに示される正極板8と図6Bに示される電解質層付負極板9を作製する。
正極板8を構成する正極集電体5Cは上述の通りである。正極集電体5Cの正極集電部5aの表面上に正極活物質層4Bを適宜の方法で形成して正極板8を作製する。一方、電解質層付負極板9は、それを構成する上述の負極集電体1Cの負極集電部1aの表面上に負極活物質層2B及び固体電解質層3Bをこの順で適宜の方法で積層形成して作製する。正極板8及び負極板9は、図6A及び図6Bに示されるように、タブの集電部側で位置決め孔を含む領域と基材延設部の全面と上記短絡を防止する領域はいずれも後述する混合体(溶融凝固体)で被覆されている。混合体で被覆する方法は上述の通りである。
次いで、図7に示されるように、枠体71の収容空間71cに、固体電解質層を挟んで複数(所定枚数)の負極板9及び正極板8を主面同士が接するように交互に積層させた状態に収容して、仮位置決めする。例えば、上述の位置決め孔1dを有する負極集電体1Cの両主面に負極活物質層2B及び固体電解質層3Bを有する複数の負極板(図6B参照。)9と、上述の位置決め孔5dを有する正極集電体5Cの両主面に正極活物質層4Bを有する複数の正極板(図6B参照。)8とを、交互に積層して、行うことが好ましい。このとき、複数の両極板を積層する向き、タブが配置される位置は、特に制限されず、同じ側であってもよい。本発明においては、図7に示されるように、複数の両極板は、同極板について、基材延設部及びタブが同極板の長辺方向について同じ側に位置する向きで積層され、かつ負極板9と正極板8とは基材延設部及びタブが極板の長辺方向について互いに逆側に位置する向きで積層されることが好ましい。すなわち、正極タブ5bと負極タブ1bとが極板の積層方向に重なり合うことがないように互いに逆向きに積層されることが好ましい。
ここで、収容空間71cに載置(収容)された極板8及び9は収容空間71cによって仮位置決めされて、同極の極板群において、積層方向に連なる位置決め孔は面方向において完全に他の位置決め孔からずれることはなく、少なくとも一部が重なりあう。その結果、負極板9の位置決め孔1d同士が(重なりあった領域で)積層方向(重力方向)に間隔をあけて連通して各位置決め孔1dの内側に連通孔Hが出現する。また、正極板8の位置決め孔5dも同様に、位置決め孔5d同士が積層方向に間隔をあけて連通して各位置決め孔5dの内側に連通孔Hが出現する。こうして、同極板に設けた位置決め孔同士が連通した仮積層極板群となる。
ここで、収容空間71cに載置(収容)された極板8及び9は収容空間71cによって仮位置決めされて、同極の極板群において、積層方向に連なる位置決め孔は面方向において完全に他の位置決め孔からずれることはなく、少なくとも一部が重なりあう。その結果、負極板9の位置決め孔1d同士が(重なりあった領域で)積層方向(重力方向)に間隔をあけて連通して各位置決め孔1dの内側に連通孔Hが出現する。また、正極板8の位置決め孔5dも同様に、位置決め孔5d同士が積層方向に間隔をあけて連通して各位置決め孔5dの内側に連通孔Hが出現する。こうして、同極板に設けた位置決め孔同士が連通した仮積層極板群となる。
本発明の好適製造方法においては、仮積層極板群を積層方向に押圧又は加圧して平坦化又は極板同士を密接させることもできる。これにより、連通孔Hの出現を補助又は連通孔の大きさを大きくすることができる。
(工程2)
電池要素部材の好ましい作製方法においては、次いで、本位置決めする工程を行う。
工程1において出現した各連通孔Hに対して、図8に示されるように、位置決め治具72の位置決めピン72aを挿通する。このとき、図8(A)に示されるように位置決めピン72aの先尖部がまず連通孔Hに進入し、図8(B)に示されるように、これに続いてピン本体部が連通孔Hに進入して、最終的に、出現した連通孔Hに挿通(連通孔の他方の開口側から一方の開口側に突出するまで挿通)される。ここで、最初に連通孔Hに進入する先尖部は、徐々に拡径する周側面で、連通孔Hへのピン本体部の進入を案内するとともに、ピン本体部の重なり位置の調整を補助する。次いで、先尖部に続いてピン本体部が連通孔Hに進入することにより、その外周面が位置決め孔の内周面に接して、重なり位置がすれている極板をその面方向(水平方向)に変動させて、所定の重なり位置に位置決めすることができる。ここで、タブ又は基材延設部、すなわち出現した連通孔Hは、規制部材73により位置決めピン72aの前進方向の変位が規制されているから、速やかに挿通が完了する。しかも、基材延設部及びタブは上述のように絶縁材料、好ましくは混合体で被覆され、補強されているから、位置決めピン72aの挿通に際して、基材延設部及びタブ、特に位置決め孔を破損等させることなく、速やかに挿通が完了する。図8に示される例では、正極板8及び負極板9は、それぞれ、3本の位置決めピン72aで位置決めされる。
電池要素部材の好ましい作製方法においては、次いで、本位置決めする工程を行う。
工程1において出現した各連通孔Hに対して、図8に示されるように、位置決め治具72の位置決めピン72aを挿通する。このとき、図8(A)に示されるように位置決めピン72aの先尖部がまず連通孔Hに進入し、図8(B)に示されるように、これに続いてピン本体部が連通孔Hに進入して、最終的に、出現した連通孔Hに挿通(連通孔の他方の開口側から一方の開口側に突出するまで挿通)される。ここで、最初に連通孔Hに進入する先尖部は、徐々に拡径する周側面で、連通孔Hへのピン本体部の進入を案内するとともに、ピン本体部の重なり位置の調整を補助する。次いで、先尖部に続いてピン本体部が連通孔Hに進入することにより、その外周面が位置決め孔の内周面に接して、重なり位置がすれている極板をその面方向(水平方向)に変動させて、所定の重なり位置に位置決めすることができる。ここで、タブ又は基材延設部、すなわち出現した連通孔Hは、規制部材73により位置決めピン72aの前進方向の変位が規制されているから、速やかに挿通が完了する。しかも、基材延設部及びタブは上述のように絶縁材料、好ましくは混合体で被覆され、補強されているから、位置決めピン72aの挿通に際して、基材延設部及びタブ、特に位置決め孔を破損等させることなく、速やかに挿通が完了する。図8に示される例では、正極板8及び負極板9は、それぞれ、3本の位置決めピン72aで位置決めされる。
こうして、ピン本体部が重なり位置調整機能を果たす。その結果、基材延設部及びタブ、特に位置決め孔Hの破損、損傷等を防止しながら、複数の極板をその面方向(位置決めピンの挿通方向に対して垂直な方向)に移動させて極板の重なり位置を高精度で調整して、仮位置決めされた仮積層極板群を精密に本位置決めすることができる。
電池要素部材の好ましい作製方法においては、上述のようにして、電池要素部材41を簡便に製造することができる。
電池要素部材の好ましい作製方法においては、上述のようにして、電池要素部材41を簡便に製造することができる。
以下、積層型全固体二次電池の製造方法について、製造装置70を用いた形態を例に挙げて、説明する。なお、単層型全固体二次電池の製造方法は、電池要素部材として1組の電池ユニットを用いること以外は、積層型全固体二次電池の製造方法と同様である。
<混合体の準備又は調製>
本発明の製造方法においては、300℃以下の温度領域において溶融する樹脂材料と、350℃では溶融しない絶縁性無機粒子との混合体を作製又は準備する。混合体は、樹脂材料と絶縁性無機粒子とを混合して調製することができるが、樹脂材料の溶融温度以上の温度で予め溶融混合した後に冷却して溶融凝固体を調製しておくことが好ましい。混合体及び溶融凝固体は上述した通りである。混合方法は特に制限されず、適宜の方法を採用できる。混合温度も、樹脂材料の溶融温度等を考慮して、適宜に設定できる。
<混合体の準備又は調製>
本発明の製造方法においては、300℃以下の温度領域において溶融する樹脂材料と、350℃では溶融しない絶縁性無機粒子との混合体を作製又は準備する。混合体は、樹脂材料と絶縁性無機粒子とを混合して調製することができるが、樹脂材料の溶融温度以上の温度で予め溶融混合した後に冷却して溶融凝固体を調製しておくことが好ましい。混合体及び溶融凝固体は上述した通りである。混合方法は特に制限されず、適宜の方法を採用できる。混合温度も、樹脂材料の溶融温度等を考慮して、適宜に設定できる。
<混合体を配する工程>
本発明の製造方法においては、上述のようにして作製又は準備した電池要素部材の端部に、混合体を配する。ここで、混合体は、後述する加熱加圧工程において、電池要素部材の端部(側面)の積層方向の全範囲を被覆する位置及び使用量で配置される。混合体を配置する端部は、上述のように、電池要素部材の端部の周側面全体である必要はなく、電池要素部材の少なくとも1つの端部であればよい。また、混合体は、電池要素部材の端部に配置されていればよく、端部に加えて積層方向に対して最も外側の主面側若しくは主面上に配置されてもよい。混合体の端部への配置位置は、通常、電池要素部材の側面よりも外側に配置され、電池要素部材の端部(側面)と間隔をあけて配置してもよいが、端部(側面)に接して配置することが電池要素部材と絶縁被覆体とを隙間なく充填できる点で好ましい。混合体の使用量は、被覆する端部、絶縁被覆体の厚さ、加熱加圧工程における加圧力等を考慮して、適宜に設定される。
本発明の製造方法においては、上述のようにして作製又は準備した電池要素部材の端部に、混合体を配する。ここで、混合体は、後述する加熱加圧工程において、電池要素部材の端部(側面)の積層方向の全範囲を被覆する位置及び使用量で配置される。混合体を配置する端部は、上述のように、電池要素部材の端部の周側面全体である必要はなく、電池要素部材の少なくとも1つの端部であればよい。また、混合体は、電池要素部材の端部に配置されていればよく、端部に加えて積層方向に対して最も外側の主面側若しくは主面上に配置されてもよい。混合体の端部への配置位置は、通常、電池要素部材の側面よりも外側に配置され、電池要素部材の端部(側面)と間隔をあけて配置してもよいが、端部(側面)に接して配置することが電池要素部材と絶縁被覆体とを隙間なく充填できる点で好ましい。混合体の使用量は、被覆する端部、絶縁被覆体の厚さ、加熱加圧工程における加圧力等を考慮して、適宜に設定される。
タブが配置された端部については、混合体の配置位置は、極板のタブの活物質層の端部(側面)に接して配置することが電池要素部材の端部(端面及び凹部)に隙間なく絶縁被覆体を形成できる点で好ましい。また、混合体は、積層方向に間隔を空けて存在する2つのタブ間それぞれに配置することが、電池要素部材の端部(端面及び凹部)を絶縁被覆体で実質的に間隙なく被覆できる点で好ましい。このような混合体の配置方法は、特に限定されず、電池要素部材を作製してから混合体を配置することもできるが、上述のように、用いる極板のタブの主面に混合体のテープ状成形体等を予め設けておく方法が好ましい。具体的には、予め活物質層と同程度の層厚に混合体を、例えばホットロールプレス等によってテープ状に加工して、混合体のテープ状成形体(溶融凝固体)をタブの主面に活物質層に隣接した状態に、熱アイロン等を用いて溶着させることができる。このように予め混合体のテープ状成形体を設けておくことにより間隙が狭い正極タブ5bの端部、特に凹部43Bを確実に絶縁被覆体44Bで充填することができる。
タブの主面に混合体を配置する方法としては、混合体のテープ状成形体を、混合体に含まれる樹脂材料の溶融温度以上に加熱して、タブの所定の領域に局所的に転写、貼付する方法が、層厚と幅を高精度で配置できる点で好ましい。更に、この場合、混合体でタブの主面を被覆することで、仮積層極板群を本位置決めする際のタブ、位置決め孔の損傷を効果的に抑制できる。しかも、位置決め孔を穿孔する際に、位置決め孔内周のバリの発生が抑制され、位置決め孔の内周の形状が安定化し、本位置決めの位置決め精度が向上するので位置決め孔を設けている場合、好適である。他の方法としては、例えば、混合体をホットメルトディスペンサーでタブの所定の領域に局所的に配置する方法が挙げられる。この方法では、簡便な手段で所定の領域に混合体を配置できる。
タブの主面に混合体を配置する方法としては、混合体のテープ状成形体を、混合体に含まれる樹脂材料の溶融温度以上に加熱して、タブの所定の領域に局所的に転写、貼付する方法が、層厚と幅を高精度で配置できる点で好ましい。更に、この場合、混合体でタブの主面を被覆することで、仮積層極板群を本位置決めする際のタブ、位置決め孔の損傷を効果的に抑制できる。しかも、位置決め孔を穿孔する際に、位置決め孔内周のバリの発生が抑制され、位置決め孔の内周の形状が安定化し、本位置決めの位置決め精度が向上するので位置決め孔を設けている場合、好適である。他の方法としては、例えば、混合体をホットメルトディスペンサーでタブの所定の領域に局所的に配置する方法が挙げられる。この方法では、簡便な手段で所定の領域に混合体を配置できる。
基材延設部が配置された端部についても、タブが配置された端部と同様に、極板の基材延設部の主面に混合体を配置することが好ましい。混合体の配置位置及び配置方法は、タブが配置された端部における配置位置及び配置方法と同じである。
なお、本発明において、タブが配置された端部以外にも別の基材延設部を設けて、混合体のテープ状成形体を予め設けておくこともできる。例えば、極板が矩形形状の場合、図6A及び図6Bに示されるように、極板の短辺側の端縁に設けたタブと、この端縁と対向する短辺側の端縁に設けた基材延設部とに混合体のテープ状成形体を予め設けておくことが好ましく、タブ又は基材延設部に位置決め孔を設けて電池要素部材の位置決め精度を向上させることがより好ましい。ここで、電池要素部材の位置決め精度を向上させる方法としては、上述の電池要素部材の好ましい作製方法が好ましく、上記製造装置70を用いた上述の電池要素部材の好ましい作製方法が特に好ましい。
<加圧する工程>
本発明の製造方法においては、上述のようにして、電池要素部材の端部に混合体を配置した状態で、混合体中の樹脂材料が溶融する温度において混合体を加熱しながら電池要素部材の内部方向に向けて加圧する。この工程により、上述のように、混合体が溶融して、絶縁性無機粒子との混合状態を維持した状態で、電池要素部材の端部を被覆するように変形する。それとともに、電池要素部材の隙間に滲入し、また上記凹部を有する場合には凹部にも流入して凹部を埋入する。そのうえ、構成層中に溶融した樹脂材料が滲入する。更に、好ましくは、絶縁性無機粒子との混合状態を保持した状態で、構成層間の界面に侵入する。その後、冷却して樹脂材料を固化させることにより、再固化した混合体からなる絶縁被覆体が形成され、電池要素部材の端部の形状に沿って事実上隙間なく被覆した状態を作り出すことができる。これに加えて、好ましくは被覆体侵入領域が形成される。
なお、混合体として重合性化合物と絶縁性無機粒子との混合物を用いる場合、混合体は重合反応して樹脂となりつつ端部を被覆するように変形する。
本発明の製造方法においては、上述のようにして、電池要素部材の端部に混合体を配置した状態で、混合体中の樹脂材料が溶融する温度において混合体を加熱しながら電池要素部材の内部方向に向けて加圧する。この工程により、上述のように、混合体が溶融して、絶縁性無機粒子との混合状態を維持した状態で、電池要素部材の端部を被覆するように変形する。それとともに、電池要素部材の隙間に滲入し、また上記凹部を有する場合には凹部にも流入して凹部を埋入する。そのうえ、構成層中に溶融した樹脂材料が滲入する。更に、好ましくは、絶縁性無機粒子との混合状態を保持した状態で、構成層間の界面に侵入する。その後、冷却して樹脂材料を固化させることにより、再固化した混合体からなる絶縁被覆体が形成され、電池要素部材の端部の形状に沿って事実上隙間なく被覆した状態を作り出すことができる。これに加えて、好ましくは被覆体侵入領域が形成される。
なお、混合体として重合性化合物と絶縁性無機粒子との混合物を用いる場合、混合体は重合反応して樹脂となりつつ端部を被覆するように変形する。
加熱温度は、樹脂材料の溶融温度、及び絶縁性無機粒子の粒子状を維持できる温度を考慮して、樹脂材料の溶融温度以上の温度範囲、例えば、樹脂材料の溶融温度以上、樹脂材料の熱分解温度以下とすることができ、樹脂材料の溶融温度以上、溶融温度+150℃以下とすることが好ましい。
加圧する方法としては、電池要素部材の端部の形状に沿って事実上隙間なく混合体を充填できる方法であればよい。例えば、ホットプレート上に電池要素部材及び混合体を配置して加熱しながら混合体を押圧部材で押圧する方法、熱間等方圧加圧装置(HIP)、温水間等方圧加圧装置(WIP)等の等方圧加圧装置を用いて加熱加圧する方法が挙げられる。ホットプレートを用いた上記方法は、電池要素部材が予め積層方向に加圧され、緻密化されている場合に好適に適用できる。一方、等方圧加圧装置を用いた上記方法は、電池要素部材の緻密化と絶縁被覆体の形成を一度に実施でき、電池要素部材の端部の絶縁性を維持しながら高度に補強できる。
混合体を加圧する際の加圧力は、加熱温度、樹脂材料の溶融粘度等を考慮して適宜に設定することができ、等方圧加圧装置での加圧力は、10~1000MPaとすることができ、20~600MPaとすることが好ましい。本発明においては、電池要素部材の端部の形状に沿って隙間なく混合体を充填でき、緻密化(電池性能向上)もできる点で、電池要素部材の端部に配置した混合体を、まず1~10MPaの圧力で混合体を加圧し、次いで等方圧加圧装置等を用いて上記圧力で加圧することが、好ましい。
混合体を加圧する際、例えばホットプレートを用いる場合、電池要素部材を積層方法に加圧することが、電池要素部材の内部方向に向かって混合体を圧入しても極板の積層ズレを抑制できる点で、好ましい。このときの加圧力は、極板の積層ズレを抑制でき、かつ活物質層に破損が生じない範囲であることが好ましく、通常1~50MPaとすることができる。
加圧する方法としては、電池要素部材の端部の形状に沿って事実上隙間なく混合体を充填できる方法であればよい。例えば、ホットプレート上に電池要素部材及び混合体を配置して加熱しながら混合体を押圧部材で押圧する方法、熱間等方圧加圧装置(HIP)、温水間等方圧加圧装置(WIP)等の等方圧加圧装置を用いて加熱加圧する方法が挙げられる。ホットプレートを用いた上記方法は、電池要素部材が予め積層方向に加圧され、緻密化されている場合に好適に適用できる。一方、等方圧加圧装置を用いた上記方法は、電池要素部材の緻密化と絶縁被覆体の形成を一度に実施でき、電池要素部材の端部の絶縁性を維持しながら高度に補強できる。
混合体を加圧する際の加圧力は、加熱温度、樹脂材料の溶融粘度等を考慮して適宜に設定することができ、等方圧加圧装置での加圧力は、10~1000MPaとすることができ、20~600MPaとすることが好ましい。本発明においては、電池要素部材の端部の形状に沿って隙間なく混合体を充填でき、緻密化(電池性能向上)もできる点で、電池要素部材の端部に配置した混合体を、まず1~10MPaの圧力で混合体を加圧し、次いで等方圧加圧装置等を用いて上記圧力で加圧することが、好ましい。
混合体を加圧する際、例えばホットプレートを用いる場合、電池要素部材を積層方法に加圧することが、電池要素部材の内部方向に向かって混合体を圧入しても極板の積層ズレを抑制できる点で、好ましい。このときの加圧力は、極板の積層ズレを抑制でき、かつ活物質層に破損が生じない範囲であることが好ましく、通常1~50MPaとすることができる。
本発明の製造方法においては、ホットプレートを用いた上記方法に次いで、等方圧加圧装置を用いて加熱加圧する方法を行うこともできる。特に、寸法差のある正極活物質層及び負極活物質層を用いる場合、まず、ホットプレートを用いた上記方法によって混合体を電池要素部材の凹部に押し込み、次いで、等方圧加圧装置を用いて加熱加圧する方法によって、絶縁被覆体を形成しつつ各電池要素部材を緻密化することが好ましい。この方法においては、ホットプレートによる加熱温度は、等方圧加圧装置による加熱温度よりも低い温度に設定できる。この加熱加圧する工程を2段階で行うと、電池要素部材の凹部に事実上隙間なく混合体を充填でき、また界面に被覆体侵入領域を形成でき、電池要素部材の端部の絶縁性を維持しながら高度に補強できる。その結果、より高温高圧の電池要素部材の緻密化が可能となり、電池性能の向上が図れる。
本発明の製造方法において、混合体を配置する工程と加圧する工程は、上記製造装置70から取り出した電池要素部材を用いて行うこともでき、製造装置70の枠体71に収容されたまま行うこともできる。
本発明の製造方法を、上記製造装置70を用いて行う場合、タブ又は基材延設部に予め混合体を配し、このタブ又は基材延設部を設けた端部を加圧する工程、次いで、タブ及び基材延設部を設けていない端部に混合体を配し、加熱する工程を、順次行って、積層型全固体二次電池を製造できる。なお、この製造方法においては、上記製造装置70は、上記構成部材に加えて、混合体を電池要素部材の端部に圧入する圧入板75を有する。
すなわち、枠体71の収容空間71c内で作製した電池要素部材を枠体71から取り出す前に、枠体71ごと電池要素部材を、混合体中の樹脂材料の溶融温度以上に加熱して、極板に予め設けた混合体のテープ状成形体を溶融させて電池要素部材の両短辺側を混合体(溶融混合物)で固定、充填する。例えば、図9及び図10に示されるように、押圧規制部材74を介して位置決め治具72を挿通した状態で例えばホットプレート等により電池要素部材を加熱する。そうすると、押圧規制部材74と規制部材73とで電池要素部材が積層方向に加圧されているから、タブ及び基材延設部に設けられたテープ状成形体は積層方向に変形、流動することなく、少なくとも内部方向平衡に変形、流動する。こうして、タブ及び基材延設部に設けられたテープ状成形体を活物質層の端面に接した状態で事実上隙間なく充填でき、また界面に被覆体侵入領域を形成できる。
次いで、電池要素部材の長辺側については、電池要素部材を上下方向に押圧拘束した状態で長辺側の側壁を外し、長辺側端部に混合体の棒状若しくはテープ状成形体を配置し、次いで加熱溶融させて端面及び凹部に圧入する。例えば、図11に示されるように、押圧規制部材74と規制部材73とで電池要素部材を積層方向に加圧した状態において、枠体71の長辺側の側壁71bを取り外し、露出した電池要素部材の長辺側端部の近傍に混合体、例えばテープ状成形体又は棒状成形体76を配する。その後、この状態を維持して、枠体71ごとホットプレート等によりを加熱しながら、混合体の外方に配置した圧入板75を長辺側端部に向けて移動させ、混合体を内部方向に変形、流動させる。こうして、電池要素部材の長辺側端部に事実上隙間なく混合体を充填でき、また界面に被覆体侵入領域を形成できる。
本発明の製造方法を、上記製造装置70を用いて行う場合、タブ又は基材延設部に予め混合体を配し、このタブ又は基材延設部を設けた端部を加圧する工程、次いで、タブ及び基材延設部を設けていない端部に混合体を配し、加熱する工程を、順次行って、積層型全固体二次電池を製造できる。なお、この製造方法においては、上記製造装置70は、上記構成部材に加えて、混合体を電池要素部材の端部に圧入する圧入板75を有する。
すなわち、枠体71の収容空間71c内で作製した電池要素部材を枠体71から取り出す前に、枠体71ごと電池要素部材を、混合体中の樹脂材料の溶融温度以上に加熱して、極板に予め設けた混合体のテープ状成形体を溶融させて電池要素部材の両短辺側を混合体(溶融混合物)で固定、充填する。例えば、図9及び図10に示されるように、押圧規制部材74を介して位置決め治具72を挿通した状態で例えばホットプレート等により電池要素部材を加熱する。そうすると、押圧規制部材74と規制部材73とで電池要素部材が積層方向に加圧されているから、タブ及び基材延設部に設けられたテープ状成形体は積層方向に変形、流動することなく、少なくとも内部方向平衡に変形、流動する。こうして、タブ及び基材延設部に設けられたテープ状成形体を活物質層の端面に接した状態で事実上隙間なく充填でき、また界面に被覆体侵入領域を形成できる。
次いで、電池要素部材の長辺側については、電池要素部材を上下方向に押圧拘束した状態で長辺側の側壁を外し、長辺側端部に混合体の棒状若しくはテープ状成形体を配置し、次いで加熱溶融させて端面及び凹部に圧入する。例えば、図11に示されるように、押圧規制部材74と規制部材73とで電池要素部材を積層方向に加圧した状態において、枠体71の長辺側の側壁71bを取り外し、露出した電池要素部材の長辺側端部の近傍に混合体、例えばテープ状成形体又は棒状成形体76を配する。その後、この状態を維持して、枠体71ごとホットプレート等によりを加熱しながら、混合体の外方に配置した圧入板75を長辺側端部に向けて移動させ、混合体を内部方向に変形、流動させる。こうして、電池要素部材の長辺側端部に事実上隙間なく混合体を充填でき、また界面に被覆体侵入領域を形成できる。
積層型全固体二次電池を製造する場合、上記加熱加圧する工程の前又は後に、図4に示されるように、負極集電体の負極タブ同士を溶接等によって接続してリード線を設ける(図5参照。)。また、正極集電体の正極タブ同士を溶接等によって接続してリード線を設ける
更に、絶縁被覆体で端部を被覆した全固体二次電池を筐体内に封入する等の通常の組み立て工程を行ってもよい。
更に、絶縁被覆体で端部を被覆した全固体二次電池を筐体内に封入する等の通常の組み立て工程を行ってもよい。
このようにして、電池要素部材の端部が絶縁被覆体で被覆された、単層型及び積層型の全固体二次電池を製造できる。
以下に、実施例に基づき本発明について更に詳細に説明するが、本発明はこれにより限定して解釈されるものではない。以下の実施例において組成を表す「部」及び「%」は、特に断らない限り質量基準である。本発明において「室温」とは25℃を意味する。
実施例において、特に断らない限り、露点-60℃以下のアルゴン雰囲気中又は乾燥雰囲気中で行った。
[実施例A]
実施例A-1~A-6及び比較例A-1~A-3は、寸法差を有する正極活物質層と負極活物質層とを含む積層型全固体二次電池を製造して、その評価をした。
なお、実施例A-1~A-6及び比較例A-1~A-3は表1に示す内容以外は基本的に同じ構成としており、相違点の1つは絶縁被覆体(混合体)の有無又は組成である。
実施例A-1~A-6及び比較例A-1~A-3は、寸法差を有する正極活物質層と負極活物質層とを含む積層型全固体二次電池を製造して、その評価をした。
なお、実施例A-1~A-6及び比較例A-1~A-3は表1に示す内容以外は基本的に同じ構成としており、相違点の1つは絶縁被覆体(混合体)の有無又は組成である。
<負極板の作製>
天然黒鉛53質量%、アルジロダイト硫化物固体電解質(Li6PS5Cl)45質量%、ゴム系バインダー2質量%(固形分換算値)及びテトラリン-アニソール混合溶媒を混合して、負極合剤ペーストを調製した。次いで、得られた負極合剤ペーストを、ステンレス(SUS)製の負極集電体の両面それぞれに、塗工乾燥後の膜厚が130μmとなるように塗布して乾燥させて、負極活物質層を両面に有する負極板を作製した。
なお、負極活物質層の主面サイズを2.5cm×2.5cmとした。
実施例A-1~A-6及び比較例A-3において、負極活物質層内の天然黒鉛粒子の粒径(D90)は、後述する混合体(溶融凝固体)中のアルミナ粒子又はPMMA粒子の粒径(D90)よりも小さいことを確認した。
天然黒鉛53質量%、アルジロダイト硫化物固体電解質(Li6PS5Cl)45質量%、ゴム系バインダー2質量%(固形分換算値)及びテトラリン-アニソール混合溶媒を混合して、負極合剤ペーストを調製した。次いで、得られた負極合剤ペーストを、ステンレス(SUS)製の負極集電体の両面それぞれに、塗工乾燥後の膜厚が130μmとなるように塗布して乾燥させて、負極活物質層を両面に有する負極板を作製した。
なお、負極活物質層の主面サイズを2.5cm×2.5cmとした。
実施例A-1~A-6及び比較例A-3において、負極活物質層内の天然黒鉛粒子の粒径(D90)は、後述する混合体(溶融凝固体)中のアルミナ粒子又はPMMA粒子の粒径(D90)よりも小さいことを確認した。
<転写用固体電解質シートの作製>
アルジロダイト硫化物固体電解質(Li6PS5Cl)98質量%と、ゴム系バインダー2質量%(固形分換算値)と、テトラリン-アニソール混合溶媒とを混合して、固体電解質含有ペーストを調製した。次いで、得られた固体電解質含有ペーストを、厚み10μmのステンレス箔の片面に、塗工乾燥後の膜厚が120μmとなるように塗布して乾燥させて、転写用固体電解質シートを作製した。
なお、固体電解質層の主面サイズを2.5cm×2.5cmとした。
実施例A-1~A-6及び比較例A-3において、固体電解質層内の固体電解質粒子の粒径(D90)は、後述する混合体(溶融凝固体)中のアルミナ粒子又はPMMA粒子の粒径(D90)よりも小さいことを確認した。
アルジロダイト硫化物固体電解質(Li6PS5Cl)98質量%と、ゴム系バインダー2質量%(固形分換算値)と、テトラリン-アニソール混合溶媒とを混合して、固体電解質含有ペーストを調製した。次いで、得られた固体電解質含有ペーストを、厚み10μmのステンレス箔の片面に、塗工乾燥後の膜厚が120μmとなるように塗布して乾燥させて、転写用固体電解質シートを作製した。
なお、固体電解質層の主面サイズを2.5cm×2.5cmとした。
実施例A-1~A-6及び比較例A-3において、固体電解質層内の固体電解質粒子の粒径(D90)は、後述する混合体(溶融凝固体)中のアルミナ粒子又はPMMA粒子の粒径(D90)よりも小さいことを確認した。
<固体電解質層積層負極板の作製>
作製した負極板の各負極活物質層上に転写用固体電解質シートの固体電解質層を重ねてプレス処理を行った後に、固体電解質層からステンレス箔を剥がして、固体電解質層積層負極板(電解質層付負極と同義)を作製した。
なお、このプレス処理によって負極活物質層及び固体電解質層の目付量(単位面積当たりの質量)は変化(減少)しなかった。
作製した負極板の各負極活物質層上に転写用固体電解質シートの固体電解質層を重ねてプレス処理を行った後に、固体電解質層からステンレス箔を剥がして、固体電解質層積層負極板(電解質層付負極と同義)を作製した。
なお、このプレス処理によって負極活物質層及び固体電解質層の目付量(単位面積当たりの質量)は変化(減少)しなかった。
<正極板の作製>
正極活物質NCM523(LiNi0.5Co0.2Mn0.3粒子の表面をLiNbO3で被覆したもの)66質量%、アルジロダイト硫化物固体電解質(Li6PS5Cl)30質量%、導電助剤であるVGCF(昭和電工社製の炭素繊維)3質量%、ゴム系バインダー及びセルロース系バインダー合計1質量%(固形分換算値)、及びテトラリン-アニソール混合溶媒を混合して、正極合剤ペーストを調製した。次いで、得られた正極合剤ペーストを、アルミニウム(Al)製の正極集電体の両面それぞれに、塗工乾燥後の膜厚が90μmとなるように塗布して乾燥させて、正極活物質層を両面に有する正極板を作製した。
なお、正極活物質層の主面サイズを2.0cm×2.0cmとした。
実施例A-1~A-6及び比較例A-3において、正極活物質層内のNCM523粒子の粒径(D90)は、後述する混合体(溶融凝固体)中のアルミナ粒子又はPMMA粒子の粒径(D90)よりも小さいことを確認した。
正極活物質NCM523(LiNi0.5Co0.2Mn0.3粒子の表面をLiNbO3で被覆したもの)66質量%、アルジロダイト硫化物固体電解質(Li6PS5Cl)30質量%、導電助剤であるVGCF(昭和電工社製の炭素繊維)3質量%、ゴム系バインダー及びセルロース系バインダー合計1質量%(固形分換算値)、及びテトラリン-アニソール混合溶媒を混合して、正極合剤ペーストを調製した。次いで、得られた正極合剤ペーストを、アルミニウム(Al)製の正極集電体の両面それぞれに、塗工乾燥後の膜厚が90μmとなるように塗布して乾燥させて、正極活物質層を両面に有する正極板を作製した。
なお、正極活物質層の主面サイズを2.0cm×2.0cmとした。
実施例A-1~A-6及び比較例A-3において、正極活物質層内のNCM523粒子の粒径(D90)は、後述する混合体(溶融凝固体)中のアルミナ粒子又はPMMA粒子の粒径(D90)よりも小さいことを確認した。
<電池要素部材の作製>
作製した固体電解質層積層負極板6枚と正極板5枚とを負極板から順に交互に積層して、10組の電池ユニットを含む電池要素部材を作製した。
なお、各負極板(各負極集電体)の4辺のうち1辺には負極タブを設け、各正極板(各正極集電体)の4辺のうち1辺には正極タブを設け、電池要素部材の端部に絶縁被覆体を形成した後に、同極タブ同士を溶接した。固体電解質層積層負極板と正極板との積層方向は負極タブと正極タブが逆方向となるように積層した。
作製した電池要素部材は、図3に示されるように、正極活物質層の面方向外側に隣接して、正極板の側面とこの正極板を挟む2つの固体電解質層とで凹部43が形成されている。正極タブを設けた辺(電池要素部材の端部)では、図4に示されるように、正極タブと正極活物質層の側面と固体電解質層とで凹部43Bが形成されている。負極タブを設けた辺(電池要素部材の端部)では、図5に示されるように、正極板の側面とこの正極板を挟む2つの固体電解質層とで凹部43Cが形成されている。
作製した固体電解質層積層負極板6枚と正極板5枚とを負極板から順に交互に積層して、10組の電池ユニットを含む電池要素部材を作製した。
なお、各負極板(各負極集電体)の4辺のうち1辺には負極タブを設け、各正極板(各正極集電体)の4辺のうち1辺には正極タブを設け、電池要素部材の端部に絶縁被覆体を形成した後に、同極タブ同士を溶接した。固体電解質層積層負極板と正極板との積層方向は負極タブと正極タブが逆方向となるように積層した。
作製した電池要素部材は、図3に示されるように、正極活物質層の面方向外側に隣接して、正極板の側面とこの正極板を挟む2つの固体電解質層とで凹部43が形成されている。正極タブを設けた辺(電池要素部材の端部)では、図4に示されるように、正極タブと正極活物質層の側面と固体電解質層とで凹部43Bが形成されている。負極タブを設けた辺(電池要素部材の端部)では、図5に示されるように、正極板の側面とこの正極板を挟む2つの固体電解質層とで凹部43Cが形成されている。
<混合体(溶融凝固体)の調製>
ポリエチレンビニルアセテート(EVA、ボッシュ社製)と、アルミナ粒子(上記方法によるD90径50μm)をガラス瓶の中に投入し、ホットプレート上に載置して、140℃に加熱してシリコーン製スパチュラで溶融混練した後、室温まで冷却して、溶融凝固体A1~A4を調製した。なお、EVAとアルミナ粒子の混合割合(含有率)は、表1の「質量比(樹脂材料/絶縁性無機粒子)」欄に示す値に設定した。
また、ポリプロピレン樹脂(PP)、又はポリエチレン樹脂(PE)及びEVA(ボッシュ社製)の質量比4:1の混合樹脂(以下、「PE/EVA混合樹脂」という。)と、アルミナ粒子(上記方法によるD90径50μm)をガラス瓶の中に投入し、ホットプレート上に載置して、210℃(PP)又は175℃(PE/EVA混合樹脂)に加熱して、シリコーン製スパチュラで溶融混練した後、室温まで冷却して、溶融凝固体A5及びA6をそれぞれ調製した。なお、PP又はPE/EVA混合樹脂とアルミナ粒子の混合割合(含有率)は、表1の「質量比(樹脂材料/絶縁性無機粒子)」欄に示す値に設定した。
更に、EVA(ボッシュ社製)と、ポリメチルメタクリレートの粒子(PMMA粒子という。上記方法によるD90径53μm、COREFRONT社製)をガラス瓶の中に投入し、ホットプレート上に載置して、140℃に加熱してシリコーン製スパチュラで溶融混練した後、室温まで冷却して、溶融凝固体A7を調製した。なお、EVAとPMMA粒子の混合割合(含有率)は、表1の「質量比(樹脂材料/絶縁性無機粒子)」欄に示す値に設定した。
ポリエチレンビニルアセテート(EVA、ボッシュ社製)と、アルミナ粒子(上記方法によるD90径50μm)をガラス瓶の中に投入し、ホットプレート上に載置して、140℃に加熱してシリコーン製スパチュラで溶融混練した後、室温まで冷却して、溶融凝固体A1~A4を調製した。なお、EVAとアルミナ粒子の混合割合(含有率)は、表1の「質量比(樹脂材料/絶縁性無機粒子)」欄に示す値に設定した。
また、ポリプロピレン樹脂(PP)、又はポリエチレン樹脂(PE)及びEVA(ボッシュ社製)の質量比4:1の混合樹脂(以下、「PE/EVA混合樹脂」という。)と、アルミナ粒子(上記方法によるD90径50μm)をガラス瓶の中に投入し、ホットプレート上に載置して、210℃(PP)又は175℃(PE/EVA混合樹脂)に加熱して、シリコーン製スパチュラで溶融混練した後、室温まで冷却して、溶融凝固体A5及びA6をそれぞれ調製した。なお、PP又はPE/EVA混合樹脂とアルミナ粒子の混合割合(含有率)は、表1の「質量比(樹脂材料/絶縁性無機粒子)」欄に示す値に設定した。
更に、EVA(ボッシュ社製)と、ポリメチルメタクリレートの粒子(PMMA粒子という。上記方法によるD90径53μm、COREFRONT社製)をガラス瓶の中に投入し、ホットプレート上に載置して、140℃に加熱してシリコーン製スパチュラで溶融混練した後、室温まで冷却して、溶融凝固体A7を調製した。なお、EVAとPMMA粒子の混合割合(含有率)は、表1の「質量比(樹脂材料/絶縁性無機粒子)」欄に示す値に設定した。
上記せん断試験に従ってEVA、PP及びPE/EVA混合樹脂、並びにアルミナ粒子の軟化点、複素粘度を確認した。その結果、EVAは、軟化点が80~90℃であり、190℃での複素粘度が30Pa・sであった。PPは、軟化点が160℃であり、190℃での複素粘度が1000Pa・sであった。PE/EVA混合樹脂は、軟化点が130℃であり、190℃での複素粘度が1000Pa・sであった。また、アルミナ粒子は、350℃までの温度範囲において軟化点を有さず、350℃及び250℃で溶融しないことを確認した。PPMA粒子の軟化点は100~110℃であった。
EVAの、酢酸ビニル含有量、190℃における複素粘度及び重量平均分子量は、上記範囲内にあった。また、PP及びPE/EVA混合樹脂についても、重量平均分子量は上記範囲内にあった。
EVAの、酢酸ビニル含有量、190℃における複素粘度及び重量平均分子量は、上記範囲内にあった。また、PP及びPE/EVA混合樹脂についても、重量平均分子量は上記範囲内にあった。
<積層型全固体二次電池の製造>
作製した電池要素部材の下部と上部に、電池要素部材のサイズ(2.5cm×2.5cm)より各辺1cm大きい耐熱フィルム(ポリフェニレンサルファイド(PPS)製)を配置し、電池要素部材の上部及び下部に配置した両フィルム間であって電池要素部材の端部近傍(全周に亘って)に溶融凝固体(端部及び周側面を全体的に被覆可能な量:2g)を配置した。実施例A-1~A-6及び比較例A-3に用いた溶融凝固体A1~A7の組成は表1の「絶縁被覆体(溶融凝固体)」欄に示した通りである。なお、比較例A-1は溶融凝固体を配置せず、比較例A-2は溶融凝固体に代えてEVA樹脂のみを配置した。
次いで、この状態を維持しながら下記温度に設定したホットプレート上で溶融凝固体を溶融させ、両フィルムで閉じ込めた状態で溶融物を上から押圧して、端部(内側)へ向かって流動させて、電池要素部材の凹部に流入させた。その後、冷却した。こうして得られた、凹部に絶縁被覆体を流入させた電池要素部材(仮積層電池)を、ラミネートフィルムで包み、更に、温度190℃、圧力588MPaの条件で1分間温間等方圧プレスを行って、電池要素部材の凹部に絶縁被覆体を充填して電池要素部材の端部に絶縁被覆体を形成するとともに、各電池要素部材を緻密化した。
ここで、溶融凝固体の溶融温度(ホットプレートの設定温度)は、用いる樹脂材料の融点+50℃とし、具体的には、実施例A-1~A-4及び比較例A-1~A-3では140℃に設定し、実施例A-5では210℃に設定し、実施例A-6では180℃に設定した。
こうして、各実施例及び各比較例の積層型全固体二次電池をそれぞれ製造した。
作製した電池要素部材の下部と上部に、電池要素部材のサイズ(2.5cm×2.5cm)より各辺1cm大きい耐熱フィルム(ポリフェニレンサルファイド(PPS)製)を配置し、電池要素部材の上部及び下部に配置した両フィルム間であって電池要素部材の端部近傍(全周に亘って)に溶融凝固体(端部及び周側面を全体的に被覆可能な量:2g)を配置した。実施例A-1~A-6及び比較例A-3に用いた溶融凝固体A1~A7の組成は表1の「絶縁被覆体(溶融凝固体)」欄に示した通りである。なお、比較例A-1は溶融凝固体を配置せず、比較例A-2は溶融凝固体に代えてEVA樹脂のみを配置した。
次いで、この状態を維持しながら下記温度に設定したホットプレート上で溶融凝固体を溶融させ、両フィルムで閉じ込めた状態で溶融物を上から押圧して、端部(内側)へ向かって流動させて、電池要素部材の凹部に流入させた。その後、冷却した。こうして得られた、凹部に絶縁被覆体を流入させた電池要素部材(仮積層電池)を、ラミネートフィルムで包み、更に、温度190℃、圧力588MPaの条件で1分間温間等方圧プレスを行って、電池要素部材の凹部に絶縁被覆体を充填して電池要素部材の端部に絶縁被覆体を形成するとともに、各電池要素部材を緻密化した。
ここで、溶融凝固体の溶融温度(ホットプレートの設定温度)は、用いる樹脂材料の融点+50℃とし、具体的には、実施例A-1~A-4及び比較例A-1~A-3では140℃に設定し、実施例A-5では210℃に設定し、実施例A-6では180℃に設定した。
こうして、各実施例及び各比較例の積層型全固体二次電池をそれぞれ製造した。
[評価1:固体電解質層の端部状態の確認]
製造した各積層型全固体二次電池について、割断及びクロスセクションポリッシャー断面加工を行って出現した電池要素部材の端部断面のうち正極活物質層と固体電解質層との任意の界面近傍5箇所を、走査電子顕微鏡(型番:Hitachi 卓上SEM TM4000Plus、日立ハイテック社製)を用いて、倍率200倍で観察した。得られたSEM写真において、固体電解質層の端部の状態(変形の有無、及び欠陥発生の有無)を、目視にて、確認した。その結果を表1の「SE層の端部状態」欄に示す。
すべての観察箇所において固体電解質層の端部に変形及び欠陥が発生していないものを「〇」(合格)とした。一方、1箇所でも固体電解質層の端部に変形又は欠陥が発生していたものを「×」(不合格)とし、その状態(割れ、クラックの発生等)を併記した。
製造した各積層型全固体二次電池について、割断及びクロスセクションポリッシャー断面加工を行って出現した電池要素部材の端部断面のうち正極活物質層と固体電解質層との任意の界面近傍5箇所を、走査電子顕微鏡(型番:Hitachi 卓上SEM TM4000Plus、日立ハイテック社製)を用いて、倍率200倍で観察した。得られたSEM写真において、固体電解質層の端部の状態(変形の有無、及び欠陥発生の有無)を、目視にて、確認した。その結果を表1の「SE層の端部状態」欄に示す。
すべての観察箇所において固体電解質層の端部に変形及び欠陥が発生していないものを「〇」(合格)とした。一方、1箇所でも固体電解質層の端部に変形又は欠陥が発生していたものを「×」(不合格)とし、その状態(割れ、クラックの発生等)を併記した。
[評価2:被覆体侵入領域の有無の確認]
上記評価1で得られたSEM写真において、正極活物質層と固体電解質層との界面に被覆体侵入領域が存在するか否か、また、存在する場合、被覆体侵入領域中に含まれる絶縁性無機粒子の数を計数して平均値を求めた。正極活物質層と固体電解質層との界面のうち1箇所でも被覆体侵入領域が存在している場合を表1の「被覆体侵入領域の有無」欄に「あり」と記載し、絶縁性無機粒子の数の平均値を表1の「被覆体侵入領域中の絶縁性無機粒子の数」欄に示す。一方、正極活物質層と固体電解質層との界面のうち1箇所も被覆体侵入領域が存在していない場合を表1の「被覆体侵入領域の有無」欄に「なし」と記載した。
なお、SEM写真から被覆体侵入領域の侵入量及び平均厚さを測定して、求めた各平均値を表1に示す。
上記評価1で得られたSEM写真において、正極活物質層と固体電解質層との界面に被覆体侵入領域が存在するか否か、また、存在する場合、被覆体侵入領域中に含まれる絶縁性無機粒子の数を計数して平均値を求めた。正極活物質層と固体電解質層との界面のうち1箇所でも被覆体侵入領域が存在している場合を表1の「被覆体侵入領域の有無」欄に「あり」と記載し、絶縁性無機粒子の数の平均値を表1の「被覆体侵入領域中の絶縁性無機粒子の数」欄に示す。一方、正極活物質層と固体電解質層との界面のうち1箇所も被覆体侵入領域が存在していない場合を表1の「被覆体侵入領域の有無」欄に「なし」と記載した。
なお、SEM写真から被覆体侵入領域の侵入量及び平均厚さを測定して、求めた各平均値を表1に示す。
[評価3:短絡の発生の確認]
製造した積層型全固体二次電池を、充放電評価装置TOSCAT(商品名、東洋システム社製)を用いて、25℃において、1.3mAで4.35Vまで、定電流・定電圧充電(CCCV)し、1.3mAで3.0Vまで放電する充放電サイクルを1サイクルとして、3サイクル繰り返して行った。このとき、横軸を充電容量(電流×時間)、縦軸を充電電圧として、充電曲線を得た。
評価は、3サイクルの充放電において、3回とも充電電圧が4.35Vに到達したものを短絡の発生がないものとして「〇」(合格)とした。一方、3サイクルの充放電において、1回でも充電電圧が4.35Vに到達せず充電不可(短絡が発生したものと判断した)のものを「×」(不合格)とした。その結果を表1の「短絡の発生確認」欄に示す。
製造した積層型全固体二次電池を、充放電評価装置TOSCAT(商品名、東洋システム社製)を用いて、25℃において、1.3mAで4.35Vまで、定電流・定電圧充電(CCCV)し、1.3mAで3.0Vまで放電する充放電サイクルを1サイクルとして、3サイクル繰り返して行った。このとき、横軸を充電容量(電流×時間)、縦軸を充電電圧として、充電曲線を得た。
評価は、3サイクルの充放電において、3回とも充電電圧が4.35Vに到達したものを短絡の発生がないものとして「〇」(合格)とした。一方、3サイクルの充放電において、1回でも充電電圧が4.35Vに到達せず充電不可(短絡が発生したものと判断した)のものを「×」(不合格)とした。その結果を表1の「短絡の発生確認」欄に示す。
[評価4:放電容量の比]
上記[評価3:短絡の発生の確認]において、実施例A-4の3サイクル目の放電容量を基準として、実施例A-1~A-6における3サイクル目の放電容量の比を求めた結果を、表1の「放電容量(相対比)」欄に示す。なお、比較例A1~A-3は、短絡が発生したため、放電容量の比を評価していない(表1の「放電容量(相対比)」欄に「-」で示す。)。
上記[評価3:短絡の発生の確認]において、実施例A-4の3サイクル目の放電容量を基準として、実施例A-1~A-6における3サイクル目の放電容量の比を求めた結果を、表1の「放電容量(相対比)」欄に示す。なお、比較例A1~A-3は、短絡が発生したため、放電容量の比を評価していない(表1の「放電容量(相対比)」欄に「-」で示す。)。
表1及び後記表2において、「SE」とは固体電解質層を意味する。また、「正極」欄には、集電体の表面に正極活物質層を形成する際に、集電体の両主面に正極活物質層を設けた態様を「両面」と表記し、集電体の片面(一方の主面)に正極活物質層を設けた態様を「片面」と表記する。同様に、「SE負極」欄には、集電体の表面に負極活物質層を形成し、その表面に固体電解質層を転写する際に、集電体の両主面に負極活物質層及び固体電解質層を設けた態様を「両面」と表記し、集電体の片面に負極活物質層及び固体電解質層を設けた態様を「片面」と表記する。更に、「接合界面」とは、電池要素部材の作成前に予め加圧圧着されず、電池要素部材の作成時において温間等方圧プレスによって加圧圧着された界面である。この界面は、上述のように、混合体が侵入しやすく、被覆体侵入領域が形成されやすい界面であって、実際に、実施例A-1~A-6において、被覆体侵入領域が1つ以上の界面に形成されていた。

[実施例B]
実施例B-1及び比較例B-1は、同寸(同じ主面表面積)の正極活物質層、固体電解質層及び負極活物質層を含む単層型全固体二次電池を製造して、その評価をした。なお、実施例B-1及び比較例B-1は表2に示す内容以外は基本的に同じ構成としており、相違点の1つは絶縁被覆体(混合体)の有無である。
以下のようにして、図1に示す層構成を有する1組の電池ユニットを含む電池要素部材からなる単層型全固体二次電池を製造した。
具体的には、実施例Aと同様にして、集電体の一方の主面に活物質層を設けて負極板及び正極板をそれぞれ作製した。この負極板の負極活物質層上に実施例Aで作製した転写用固体電解質シートを重ねてプレスすることにより、負極活物質層上に固体電解質層を転写して、固体電解質層積層負極板を作製した。この固体電解質層積層負極板の固体電解質層上に正極板の正極活物質層を重ねて、1組の電池ユニットを含む電池要素部材を作製した。
実施例B-1及び比較例B-1は、同寸(同じ主面表面積)の正極活物質層、固体電解質層及び負極活物質層を含む単層型全固体二次電池を製造して、その評価をした。なお、実施例B-1及び比較例B-1は表2に示す内容以外は基本的に同じ構成としており、相違点の1つは絶縁被覆体(混合体)の有無である。
以下のようにして、図1に示す層構成を有する1組の電池ユニットを含む電池要素部材からなる単層型全固体二次電池を製造した。
具体的には、実施例Aと同様にして、集電体の一方の主面に活物質層を設けて負極板及び正極板をそれぞれ作製した。この負極板の負極活物質層上に実施例Aで作製した転写用固体電解質シートを重ねてプレスすることにより、負極活物質層上に固体電解質層を転写して、固体電解質層積層負極板を作製した。この固体電解質層積層負極板の固体電解質層上に正極板の正極活物質層を重ねて、1組の電池ユニットを含む電池要素部材を作製した。
(実施例B-1)
次いで、実施例A-1と同様にして、電池要素部材の端部近傍に溶融凝固体(端部及び周側面を全体的に被覆可能な量:1g)A1を予めホットロールプレスでシート状(厚さ250μm)に成形した。このシートに2.5cm×2.5cmの開口を開け、その開口内に電池要素部材をはめ込むことで配置した後、温間等方圧プレスを行って、電池要素部材の端部に絶縁被覆体を形成して、実施例B-1の単層型全固体二次電池を製造した。
(比較例B-1)
上述のようにして作製した1組の電池ユニットを含む電池要素部材を、比較例B-1の全固体二次電池とした。
次いで、実施例A-1と同様にして、電池要素部材の端部近傍に溶融凝固体(端部及び周側面を全体的に被覆可能な量:1g)A1を予めホットロールプレスでシート状(厚さ250μm)に成形した。このシートに2.5cm×2.5cmの開口を開け、その開口内に電池要素部材をはめ込むことで配置した後、温間等方圧プレスを行って、電池要素部材の端部に絶縁被覆体を形成して、実施例B-1の単層型全固体二次電池を製造した。
(比較例B-1)
上述のようにして作製した1組の電池ユニットを含む電池要素部材を、比較例B-1の全固体二次電池とした。
得られた実施例B-1の単層型全固体二次電池において、負極集電体の端縁近傍の主面における絶縁被覆体による被覆量Lは0.1mmであった。
製造した各単層型全固体二次電池について、実施例A-1と同様にして、[評価1]~[評価3]を行った。ただし、[評価1]及び[評価2]における観測箇所は1箇所とした。実施例B-1の「接合界面」には被覆体侵入領域が形成されていた。
なお、各単層型全固体二次電池における正極活物質層及び負極活物質層の層厚は、いずれも60μm以上であった。
なお、各単層型全固体二次電池における正極活物質層及び負極活物質層の層厚は、いずれも60μm以上であった。

[実施例C]
実施例C-1~C-6及び比較例C-1~C-3は、タブを長めに設定した集電体を用いて、寸法差を有する正極活物質層と負極活物質層とを含む積層型全固体二次電池を製造して、その評価をした。なお、実施例C-1~C-6及び比較例C-3は、それぞれ、実施例A-1~A-6及び比較例A-3と同じ組成の溶融凝固体A1~A7を用いた。なお、比較例C-1は溶融凝固体を配置せず、比較例C-2は溶融凝固体に代えてEVA樹脂のみを配置した。
実施例C-1~C-6及び比較例C-1~C-3は、タブを長めに設定した集電体を用いて、寸法差を有する正極活物質層と負極活物質層とを含む積層型全固体二次電池を製造して、その評価をした。なお、実施例C-1~C-6及び比較例C-3は、それぞれ、実施例A-1~A-6及び比較例A-3と同じ組成の溶融凝固体A1~A7を用いた。なお、比較例C-1は溶融凝固体を配置せず、比較例C-2は溶融凝固体に代えてEVA樹脂のみを配置した。
<負極板の作製>
実施例A-1の負極板の作製において、負極集電体を下記の、タブ付き負極集電体に変更したこと以外は、実施例A-1の負極板の作製と同様にして、負極板を作製した。すなわち、2.5cm×2.5cmの負極集電部の4辺のうち1辺に幅2.5cm×長さ5.5cmの負極タブを形成して、タブ付き負極集電体を作製した。
次いで、実施例A-1の負極板の作製と同様にして、タブ付き負極集電体の負極集電部に負極活物質層及び固体電解質層を形成し、次いで、負極タブの負極活物質層から1mm離れた位置の主面に、ホットメルター(ノズル径1mm)を使用して、幅2.5cm×長さ3mm×高さ0.3mmの溶融凝固体を片側のみに付着させた。こうして、固体電解質層積層負極板を作製した。なお、各実施例及び各比較例において、負極タブに設けた溶融凝固体の組成は、後述するタブを設けていない端面近傍に配置した溶融凝固体の組成と同じであり、具体的には表1に示した通りである。例えば、実施例C-1において、負極タブに付着させた溶融凝固体と、タブ及び基材延設部を設けていない端面近傍に配置した溶融凝固体は、いずれも、実施例A-1で用いた溶融凝固体A1と同じである。
実施例A-1の負極板の作製において、負極集電体を下記の、タブ付き負極集電体に変更したこと以外は、実施例A-1の負極板の作製と同様にして、負極板を作製した。すなわち、2.5cm×2.5cmの負極集電部の4辺のうち1辺に幅2.5cm×長さ5.5cmの負極タブを形成して、タブ付き負極集電体を作製した。
次いで、実施例A-1の負極板の作製と同様にして、タブ付き負極集電体の負極集電部に負極活物質層及び固体電解質層を形成し、次いで、負極タブの負極活物質層から1mm離れた位置の主面に、ホットメルター(ノズル径1mm)を使用して、幅2.5cm×長さ3mm×高さ0.3mmの溶融凝固体を片側のみに付着させた。こうして、固体電解質層積層負極板を作製した。なお、各実施例及び各比較例において、負極タブに設けた溶融凝固体の組成は、後述するタブを設けていない端面近傍に配置した溶融凝固体の組成と同じであり、具体的には表1に示した通りである。例えば、実施例C-1において、負極タブに付着させた溶融凝固体と、タブ及び基材延設部を設けていない端面近傍に配置した溶融凝固体は、いずれも、実施例A-1で用いた溶融凝固体A1と同じである。
<正極板の作製>
実施例A-1の正極板の作製において、正極集電体を下記の、タブ付き正極集電体に変更したこと以外は、実施例A-1の正極板の作製と同様にして、正極板を作製した。すなわち、2.0cm×2.0cmの正極集電部の4辺のうち1辺に幅2.0cm×長さ6.0cmの正極タブを形成して、タブ付き正極集電体を作製した。
次いで、実施例A-1の正極板の作製と同様にして、タブ付き正極集電体の正極集電部に正極活物質層を形成し、次いで、正極タブの正極活物質から3.5mm離れた位置の主面に、ホットメルター(ノズル径1mm)を使用して、幅2.0cm×長さ3mm×高さ0.3mmの溶融凝固体を片側のみに付着させた。こうして、正極板を作製した。なお、各実施例及び各比較例において、正極タブに設けた溶融凝固体の組成は、後述するタブを設けていない端面近傍に配置した溶融凝固体の組成と同じであり、具体的には表1に示した通りである。
実施例A-1の正極板の作製において、正極集電体を下記の、タブ付き正極集電体に変更したこと以外は、実施例A-1の正極板の作製と同様にして、正極板を作製した。すなわち、2.0cm×2.0cmの正極集電部の4辺のうち1辺に幅2.0cm×長さ6.0cmの正極タブを形成して、タブ付き正極集電体を作製した。
次いで、実施例A-1の正極板の作製と同様にして、タブ付き正極集電体の正極集電部に正極活物質層を形成し、次いで、正極タブの正極活物質から3.5mm離れた位置の主面に、ホットメルター(ノズル径1mm)を使用して、幅2.0cm×長さ3mm×高さ0.3mmの溶融凝固体を片側のみに付着させた。こうして、正極板を作製した。なお、各実施例及び各比較例において、正極タブに設けた溶融凝固体の組成は、後述するタブを設けていない端面近傍に配置した溶融凝固体の組成と同じであり、具体的には表1に示した通りである。
<電池要素部材の作製>
作製した固体電解質層積層負極板と正極板とを用いて、実施例A-1と同様にして、負極板から順に交互に積層して、10組の電池ユニットを含む電池要素部材を作製した。
作製した電池要素部材の下部と上部に、集電部のサイズ(2.5cm×2.5cm)より各辺1cm大きい耐熱フィルム(PPS製)を配置し、集電部の上部及び下部に配置した両フィルム間であって、集電部の端部近傍(タブを設けていない側面のみ)に実施例A-1で調製した溶融凝固体(側面を全体的に被覆可能な量:1g)を配置した。ここで、タブは耐熱フィルムから露出している。
次いで、この状態を維持しながらホットプレート上で溶融凝固体を溶融させ、両フィルムと各タブ間に閉じ込めた状態で溶融物を上から押圧して、端部(内側)へ向かって流動させて、電池要素部材の凹部に流入させた。その後、冷却した。こうして得られた、凹部に絶縁被覆体を流入させた電池要素部材(仮積層電池)を、ラミネートフィルムで包み、更に、温度190℃、圧力588MPaの条件で1分間温間等方圧プレスを行って、電池要素部材の凹部に絶縁被覆体を充填して電池要素部材の端部に絶縁被覆体を形成するとともに、各電池要素部材を緻密化した。なお、実施例C-1~C-6及び比較例C-1~C-3におけるホットプレートの設置温度は、それぞれ、実施例A-1~A-6及び比較例A-1~A-3の設定温度と同じ温度とした。
こうして、実施例C-1~C-6及び比較例C-1~C-3の積層型全固体二次電池をそれぞれ製造した。
実施例C-1~C-6及び比較例C-1~C-3の積層型全固体二次電池について、それぞれ、実施例A-1と同様に上記[評価1]~[評価4]を行ったところ、対応する実施例A-1~A-6及び比較例A-1~A-3の積層型全固体二次電池の結果(表1)と同じ結果が得られた。そのため、実施例C及び比較例Cの評価結果の記載を省略する。
作製した固体電解質層積層負極板と正極板とを用いて、実施例A-1と同様にして、負極板から順に交互に積層して、10組の電池ユニットを含む電池要素部材を作製した。
作製した電池要素部材の下部と上部に、集電部のサイズ(2.5cm×2.5cm)より各辺1cm大きい耐熱フィルム(PPS製)を配置し、集電部の上部及び下部に配置した両フィルム間であって、集電部の端部近傍(タブを設けていない側面のみ)に実施例A-1で調製した溶融凝固体(側面を全体的に被覆可能な量:1g)を配置した。ここで、タブは耐熱フィルムから露出している。
次いで、この状態を維持しながらホットプレート上で溶融凝固体を溶融させ、両フィルムと各タブ間に閉じ込めた状態で溶融物を上から押圧して、端部(内側)へ向かって流動させて、電池要素部材の凹部に流入させた。その後、冷却した。こうして得られた、凹部に絶縁被覆体を流入させた電池要素部材(仮積層電池)を、ラミネートフィルムで包み、更に、温度190℃、圧力588MPaの条件で1分間温間等方圧プレスを行って、電池要素部材の凹部に絶縁被覆体を充填して電池要素部材の端部に絶縁被覆体を形成するとともに、各電池要素部材を緻密化した。なお、実施例C-1~C-6及び比較例C-1~C-3におけるホットプレートの設置温度は、それぞれ、実施例A-1~A-6及び比較例A-1~A-3の設定温度と同じ温度とした。
こうして、実施例C-1~C-6及び比較例C-1~C-3の積層型全固体二次電池をそれぞれ製造した。
実施例C-1~C-6及び比較例C-1~C-3の積層型全固体二次電池について、それぞれ、実施例A-1と同様に上記[評価1]~[評価4]を行ったところ、対応する実施例A-1~A-6及び比較例A-1~A-3の積層型全固体二次電池の結果(表1)と同じ結果が得られた。そのため、実施例C及び比較例Cの評価結果の記載を省略する。
[実施例D]
<実施例D-1~D-6及び比較例D-1~D-3>
実施例D-1~D-6及び比較例D-1~D-3は、位置決め孔が穿孔されたタブ及び基材延設部を有する集電体を用いて、上記製造装置70を用いた電池要素部材の好ましい作製方法によって極板を位置決めして作製した電池要素部材を用いて積層型全固体二次電池を製造し、その評価をした。なお、実施例D-1~D-6及び比較例D-3は、それぞれ、実施例A-1~A-6及び比較例A-3と同じ組成の溶融凝固体A1~A7を用いた。比較例D-1は溶融凝固体を配置せず、比較例D-2は溶融凝固体に代えてEVA樹脂のみを配置した。
<実施例D-1~D-6及び比較例D-1~D-3>
実施例D-1~D-6及び比較例D-1~D-3は、位置決め孔が穿孔されたタブ及び基材延設部を有する集電体を用いて、上記製造装置70を用いた電池要素部材の好ましい作製方法によって極板を位置決めして作製した電池要素部材を用いて積層型全固体二次電池を製造し、その評価をした。なお、実施例D-1~D-6及び比較例D-3は、それぞれ、実施例A-1~A-6及び比較例A-3と同じ組成の溶融凝固体A1~A7を用いた。比較例D-1は溶融凝固体を配置せず、比較例D-2は溶融凝固体に代えてEVA樹脂のみを配置した。
図7~図11に示す製造装置70を準備した。
<枠体の作製>
金属アルミニウムを用いて、図7及び図8等に示される下記寸法の枠体71を作製した。なお、底部71a(規制部材73を兼ねる)の、位置決め治具72の位置決めピン72aに対応する位置に、厚さ方向に貫通する孔71d(ピン受部73aに相当)を6個穿孔した。なお、タブに穿孔した直径3.0mmの位置決めピン72aに対する孔71dの内径を3.1mmとし、基材延設部に穿孔した直径4.0mmの位置決めピン72aに対する孔71dの内径を4.1mmとした。
収容空間71cの内寸:長辺(縦)151.0mm、短辺(横)43.0mm
<位置決め治具の作製>
金属アルミニウムを用いて、図9に示される下記寸法の位置決め治具72を作製した。
適宜の寸法に設定した基台の両方の短辺側それぞれの、タブに設けた位置決め孔に対応する位置に直径3.0mmの位置決めピン72aを1本ずつ立設した。また、基材延設部に設けた位置決め孔に対応する位置に短辺に沿って30mmの間隔で直径4.0mmの位置決めピン72aを2本ずつ立設した。こうして基台に合計6本の位置決めピン72aを立設した。
<矯正部材の作製>
金属アルミニウムを用いて、図9に示されるように、収容空間71cの内寸と同じ板状の矯正部材74を作製して、適宜の寸法に設定した蓋体の主面に取り付けた。矯正部材74の板厚は、底部71a(規制部材73)とともに収容空間71c内の電池要素部材を加圧できる厚さ(矯正部材74と底部71aとの間隔が電池要素部材の厚さよりも小さくなる厚さ)に設定した。なお、矯正部材74及び蓋体には位置決め治具72の基台と同様の位置に位置決め孔を設けた。
<枠体の作製>
金属アルミニウムを用いて、図7及び図8等に示される下記寸法の枠体71を作製した。なお、底部71a(規制部材73を兼ねる)の、位置決め治具72の位置決めピン72aに対応する位置に、厚さ方向に貫通する孔71d(ピン受部73aに相当)を6個穿孔した。なお、タブに穿孔した直径3.0mmの位置決めピン72aに対する孔71dの内径を3.1mmとし、基材延設部に穿孔した直径4.0mmの位置決めピン72aに対する孔71dの内径を4.1mmとした。
収容空間71cの内寸:長辺(縦)151.0mm、短辺(横)43.0mm
<位置決め治具の作製>
金属アルミニウムを用いて、図9に示される下記寸法の位置決め治具72を作製した。
適宜の寸法に設定した基台の両方の短辺側それぞれの、タブに設けた位置決め孔に対応する位置に直径3.0mmの位置決めピン72aを1本ずつ立設した。また、基材延設部に設けた位置決め孔に対応する位置に短辺に沿って30mmの間隔で直径4.0mmの位置決めピン72aを2本ずつ立設した。こうして基台に合計6本の位置決めピン72aを立設した。
<矯正部材の作製>
金属アルミニウムを用いて、図9に示されるように、収容空間71cの内寸と同じ板状の矯正部材74を作製して、適宜の寸法に設定した蓋体の主面に取り付けた。矯正部材74の板厚は、底部71a(規制部材73)とともに収容空間71c内の電池要素部材を加圧できる厚さ(矯正部材74と底部71aとの間隔が電池要素部材の厚さよりも小さくなる厚さ)に設定した。なお、矯正部材74及び蓋体には位置決め治具72の基台と同様の位置に位置決め孔を設けた。
次いで、電解質層付負極板及び正極板を作製した。
(負極板の作製)
天然黒鉛53質量部、アルジロダイト硫化物固体電解質(Li6PS5Cl)45質量部、ゴム系バインダー2質量部(固形分換算値)及びテトラリン-アニソール混合溶媒を混合して、負極合剤ペーストを調製した。
この負極合材ペーストを、幅180mm、長さ200mm、厚みが10μmのステンレス鋼製箔(以下、単にステンレス箔という。)の両面それぞれに、塗工乾燥後の膜厚が130μmとなるように幅方向中央に129mm幅で塗布して乾燥させて、負極活物質層端部に各25.5mmの未塗工部を有する負極板の原板を作製した。
得られた負極板の原板を、幅44mmで荒切りし、長辺180mm、短辺44mm、負極活物質層と負極活物質層端部に未塗工部を各25.5mm有する荒切負極板を作製した。
(負極板の作製)
天然黒鉛53質量部、アルジロダイト硫化物固体電解質(Li6PS5Cl)45質量部、ゴム系バインダー2質量部(固形分換算値)及びテトラリン-アニソール混合溶媒を混合して、負極合剤ペーストを調製した。
この負極合材ペーストを、幅180mm、長さ200mm、厚みが10μmのステンレス鋼製箔(以下、単にステンレス箔という。)の両面それぞれに、塗工乾燥後の膜厚が130μmとなるように幅方向中央に129mm幅で塗布して乾燥させて、負極活物質層端部に各25.5mmの未塗工部を有する負極板の原板を作製した。
得られた負極板の原板を、幅44mmで荒切りし、長辺180mm、短辺44mm、負極活物質層と負極活物質層端部に未塗工部を各25.5mm有する荒切負極板を作製した。
(混合体のテープ状成形体の設置)
荒切負極板における負極活物質層2Bの端部から5.5mmの長さまでの負極タブ1bの両主面に、実施例A-1で調製した溶融凝固体を予めホットロールプレスでテープ状(緻密化後の負極活物質層2Bより1~10μm厚い厚さ)に加工したテープ状成形体1eを、熱アイロンで貼り付けた。同様にして、負極タブ1bと対向する基材延設部1cには、負極活物質層2Bの端部から10.5mmの長さまでの両主面に、テープ状成形体1eを貼り付けた。冷却後、打ち抜き刃を用いて、下記寸法の、位置決め孔1dを含む負極集電体1Cを、テープ状成形体1eと負極集電体が貼りついている状態で、作製した。
荒切負極板における負極活物質層2Bの端部から5.5mmの長さまでの負極タブ1bの両主面に、実施例A-1で調製した溶融凝固体を予めホットロールプレスでテープ状(緻密化後の負極活物質層2Bより1~10μm厚い厚さ)に加工したテープ状成形体1eを、熱アイロンで貼り付けた。同様にして、負極タブ1bと対向する基材延設部1cには、負極活物質層2Bの端部から10.5mmの長さまでの両主面に、テープ状成形体1eを貼り付けた。冷却後、打ち抜き刃を用いて、下記寸法の、位置決め孔1dを含む負極集電体1Cを、テープ状成形体1eと負極集電体が貼りついている状態で、作製した。
(負極集電体の寸法)
負極集電部(負極活物質層形成領域)1aの寸法:長辺129.0mm、短辺42.0mm
基材延設部1c及び負極タブ1bを含む負極集電体1Cの外寸法:長辺150.0mm、短辺42.0mm
基材延設部1c及び負極タブ1bの長辺方向の長さ:10.0mm
基材延設部1c及び負極タブ1bの短辺方向の幅:10.0mm
負極タブ1bの溶接部の長さ:5.0mm
基材延在部1cに穿孔した位置決め孔1dの内径:4.1mm
基材延設部1cに穿孔した位置決め孔1dの短辺方向の間隔:30mm
負極タブ1bの負極活物質層側に穿孔した位置決め孔1dの内径:3.1mm
負極集電部(負極活物質層形成領域)1aの寸法:長辺129.0mm、短辺42.0mm
基材延設部1c及び負極タブ1bを含む負極集電体1Cの外寸法:長辺150.0mm、短辺42.0mm
基材延設部1c及び負極タブ1bの長辺方向の長さ:10.0mm
基材延設部1c及び負極タブ1bの短辺方向の幅:10.0mm
負極タブ1bの溶接部の長さ:5.0mm
基材延在部1cに穿孔した位置決め孔1dの内径:4.1mm
基材延設部1cに穿孔した位置決め孔1dの短辺方向の間隔:30mm
負極タブ1bの負極活物質層側に穿孔した位置決め孔1dの内径:3.1mm
(固体電解質層の作製)
アルジロダイト硫化物固体電解質(Li6PS5Cl)98質量部と、ゴム系バインダーを2質量部(固形分換算値)と、テトラリン-アニソール混合溶媒とを混合して、固体電解質含有ペーストを調製した。次いで、得られた固体電解質含有ペーストを、厚み10μmのステンレス箔の片面に、塗工乾燥後の膜厚が120μmとなるように塗布して乾燥させた。こうして、上記負極活物質層と長辺及び短辺の寸法が同じ固体電解質層とステンレス箔との積層体を2枚作製した。
アルジロダイト硫化物固体電解質(Li6PS5Cl)98質量部と、ゴム系バインダーを2質量部(固形分換算値)と、テトラリン-アニソール混合溶媒とを混合して、固体電解質含有ペーストを調製した。次いで、得られた固体電解質含有ペーストを、厚み10μmのステンレス箔の片面に、塗工乾燥後の膜厚が120μmとなるように塗布して乾燥させた。こうして、上記負極活物質層と長辺及び短辺の寸法が同じ固体電解質層とステンレス箔との積層体を2枚作製した。
(電解質層付負極板9の作製)
作製した負極板の各負極活物質層上に各積層体の固体電解質層を重ねてプレス処理(緻密化)を行った後に、固体電解質層からステンレス箔を剥がした。こうして、電解質層付負極板9を作製した。なお、プレス処理によって、負極活物質層及び固体電解質層の目付量(単位面積当たりの質量)は変化(減少)しなかった。
作製した負極板の各負極活物質層上に各積層体の固体電解質層を重ねてプレス処理(緻密化)を行った後に、固体電解質層からステンレス箔を剥がした。こうして、電解質層付負極板9を作製した。なお、プレス処理によって、負極活物質層及び固体電解質層の目付量(単位面積当たりの質量)は変化(減少)しなかった。
なお、各実施例及び各比較例において、負極タブ1b及び基材延設部1cに設けたテープ状成形体(溶融凝固体)1eの組成は、後述する負極タブ1b又は基材延設部1cを設けていない端面に配置した棒状成形体(溶融凝固体)76の組成と同じであり、具体的には表1に示した通りである。例えば、実施例D-1において、負極タブ1b及び基材延設部1cに付着させたテープ状成形体1eと、負極タブ1b及び基材延設部1cを設けていない端面近傍に配置した棒状成形体76は、いずれも、実施例A-1で用いた溶融凝固体A1と同じである。
こうして、負極タブ1b及び基材延設部1cにテープ状成形体1eを予め貼り付けた電解質層付負極板9を作製した。
こうして、負極タブ1b及び基材延設部1cにテープ状成形体1eを予め貼り付けた電解質層付負極板9を作製した。
<正極板の作製>
正極活物質NCM523(LiNi0.5Co0.2Mn0.3粒子の表面をLiNbO3で被覆したもの)66質量部、アルジロダイト硫化物固体電解質(Li6PS5Cl)30質量部、導電助剤であるVGCF(昭和電工社製の炭素繊維)3質量部、ゴム系バインダー1質量部(固形分換算値)、及びテトラリン-アニソール混合溶媒を混合して、正極合剤ペーストを調製した。
この正極合材ペーストを、幅180mm、長さ200mm、厚みが20μmのアルミニウム製箔(以下、単にアルミニウム箔という。)の両面それぞれに、塗工乾燥後の膜厚が90μmとなるように幅方向中央に125mm幅で塗布して乾燥させて、正極活物質層端部に各27.5mmの未塗工部を有する正極板の原板を作製した。
得られた正極板の原板を、幅44mmで荒切りし、長辺180mm、短辺44mm、正極活物質層と正極活物質層端部に未塗工部を各27.5mm有する荒切正極板を作成した。
正極活物質NCM523(LiNi0.5Co0.2Mn0.3粒子の表面をLiNbO3で被覆したもの)66質量部、アルジロダイト硫化物固体電解質(Li6PS5Cl)30質量部、導電助剤であるVGCF(昭和電工社製の炭素繊維)3質量部、ゴム系バインダー1質量部(固形分換算値)、及びテトラリン-アニソール混合溶媒を混合して、正極合剤ペーストを調製した。
この正極合材ペーストを、幅180mm、長さ200mm、厚みが20μmのアルミニウム製箔(以下、単にアルミニウム箔という。)の両面それぞれに、塗工乾燥後の膜厚が90μmとなるように幅方向中央に125mm幅で塗布して乾燥させて、正極活物質層端部に各27.5mmの未塗工部を有する正極板の原板を作製した。
得られた正極板の原板を、幅44mmで荒切りし、長辺180mm、短辺44mm、正極活物質層と正極活物質層端部に未塗工部を各27.5mm有する荒切正極板を作成した。
(混合体のテープ状成形体の設置)
荒切正極板における正極活物質層4Bの端部から7.5mmの長さまでの正極タブ5bの両主面に、実施例A-1で調製した溶融凝固体を予めホットロールプレスでテープ状(緻密化後の正極活物質層4Bより1~10μm厚い厚さ)に加工したテープ状成形体5eを、熱アイロンで貼り付けた。同様にして、正極タブ5bと対向する基材延設部5cには、正極活物質層4Bの端部から12.5mmの長さまでの両主面に、テープ状成形体5eを貼り付けた。冷却後、打ち抜き刃を用いて、下記寸法の、位置決め孔1dを含む正極集電体を、テープ状成形体5eと正極集電体が貼りついている状態で、作製した。
荒切正極板における正極活物質層4Bの端部から7.5mmの長さまでの正極タブ5bの両主面に、実施例A-1で調製した溶融凝固体を予めホットロールプレスでテープ状(緻密化後の正極活物質層4Bより1~10μm厚い厚さ)に加工したテープ状成形体5eを、熱アイロンで貼り付けた。同様にして、正極タブ5bと対向する基材延設部5cには、正極活物質層4Bの端部から12.5mmの長さまでの両主面に、テープ状成形体5eを貼り付けた。冷却後、打ち抜き刃を用いて、下記寸法の、位置決め孔1dを含む正極集電体を、テープ状成形体5eと正極集電体が貼りついている状態で、作製した。
(正極集電体の寸法)
正極集電部(正極活物質層形成領域)5aの寸法:長辺125.0mm、短辺40.0mm
基材延設部5c及び正極タブ5bを含む正極集電体5Cの外寸法:長辺150.0mm、短辺40.0mm
基材延設部5c及び正極タブ5bの長辺方向の長さ:10.0mm
基材延設部5c及び正極タブ5bの短辺方向の幅:10.0mm
正極タブ5bの溶接部の長さ:5.0mm
基材延設部5cに穿孔した位置決め孔5dの内径:4.1mm
基材延設部5cに穿孔した位置決め孔5dの短辺方向の間隔:30mm
正極タブ5bの正極活物質層側に穿孔した位置決め孔5dの内径:3.1mm
正極集電部(正極活物質層形成領域)5aの寸法:長辺125.0mm、短辺40.0mm
基材延設部5c及び正極タブ5bを含む正極集電体5Cの外寸法:長辺150.0mm、短辺40.0mm
基材延設部5c及び正極タブ5bの長辺方向の長さ:10.0mm
基材延設部5c及び正極タブ5bの短辺方向の幅:10.0mm
正極タブ5bの溶接部の長さ:5.0mm
基材延設部5cに穿孔した位置決め孔5dの内径:4.1mm
基材延設部5cに穿孔した位置決め孔5dの短辺方向の間隔:30mm
正極タブ5bの正極活物質層側に穿孔した位置決め孔5dの内径:3.1mm
なお、各実施例及び各比較例において、正極タブ5b及び基材延設部5cに設けたテープ状成形体(溶融凝固体)5eの組成は、後述する正極タブ5b又は基材延設部5cを設けていない端面に配置した棒状成形体(混合体)76の組成と同じであり、具体的には表1に示した通りである。例えば、実施例D-1において、正極タブ5b及び基材延設部5cに付着させたテープ状成形体5eと、正極タブ5b及び基材延設部5cを設けていない端面近傍に配置した棒状成形体76は、いずれも、実施例A-1で用いた溶融凝固体A1と同じである。
こうして、正極タブ5b及び基材延設部5cにテープ状成形体5eを予め貼り付けた正極板8を作製した。
こうして、正極タブ5b及び基材延設部5cにテープ状成形体5eを予め貼り付けた正極板8を作製した。
<電池要素部材の作製>
図7及び図8に示されるように、6枚の電解質層付負極板9と5枚の正極板8をこの順で交互に枠体71の収容空間71cに1枚ずつ手動にて載置して、10組の電池ユニットに対応する極板を積層収容した。これにより、極板8及び9は収容空間71cにより仮位置決めされ、極板8及び9の各タブに穿孔した位置決め孔同士が積層方向に連通した連通孔Hと、各基材延設部8Bに穿孔した位置決め孔同士が積層方向に連通した連通孔Hとが出現した。こうして、仮積層極板群を得た。
次いで、得られた仮積層極板群を収容した枠体71の上方に、押圧規制部材74が付設された蓋体を挟んで、位置決め治具72を配置した。このとき、収容空間71c内の仮積層極板群、特にタブ及び基材延設部は規制部材73(枠体71の底部71a)で垂直方向への変動が規制されている。この状態において、図8(A)に示されるように、位置決め治具72を規制部材73に向けて手動にて約3cm/分の速度で下降移動させて、6本の位置決めピン72aを対応する連通孔Hに挿通していき、最終的に図8(B)に示されるように規制部材73のピン受部73aまで前進させて、仮積層極板群を本位置決めした。その後、図9に示されるように、枠体71に蓋体、押圧規制部材74及び位置決め治具72を重ねた状態で蓋体を枠体71に積層方向にネジで押圧拘束した。
こうして、図9及び図10に示されるように、製造装置70に収容され、押圧規制部材74と規制部材73とで積層方向に押圧された状態で、本位置決めされた積層極板群(電池構成要素)を作製した。作製した電池要素部材が有する積層構造及び凹部は図3~図5に示す通りである。
図7及び図8に示されるように、6枚の電解質層付負極板9と5枚の正極板8をこの順で交互に枠体71の収容空間71cに1枚ずつ手動にて載置して、10組の電池ユニットに対応する極板を積層収容した。これにより、極板8及び9は収容空間71cにより仮位置決めされ、極板8及び9の各タブに穿孔した位置決め孔同士が積層方向に連通した連通孔Hと、各基材延設部8Bに穿孔した位置決め孔同士が積層方向に連通した連通孔Hとが出現した。こうして、仮積層極板群を得た。
次いで、得られた仮積層極板群を収容した枠体71の上方に、押圧規制部材74が付設された蓋体を挟んで、位置決め治具72を配置した。このとき、収容空間71c内の仮積層極板群、特にタブ及び基材延設部は規制部材73(枠体71の底部71a)で垂直方向への変動が規制されている。この状態において、図8(A)に示されるように、位置決め治具72を規制部材73に向けて手動にて約3cm/分の速度で下降移動させて、6本の位置決めピン72aを対応する連通孔Hに挿通していき、最終的に図8(B)に示されるように規制部材73のピン受部73aまで前進させて、仮積層極板群を本位置決めした。その後、図9に示されるように、枠体71に蓋体、押圧規制部材74及び位置決め治具72を重ねた状態で蓋体を枠体71に積層方向にネジで押圧拘束した。
こうして、図9及び図10に示されるように、製造装置70に収容され、押圧規制部材74と規制部材73とで積層方向に押圧された状態で、本位置決めされた積層極板群(電池構成要素)を作製した。作製した電池要素部材が有する積層構造及び凹部は図3~図5に示す通りである。
<積層型全固体二次電池の製造>
作製した電池要素部材を収容する枠体71を下記の加熱温度に加熱し、テープ状成形体に含まれる樹脂材料が溶融したところで、ネジを増し締めして、緻密化後の電池要素部材より厚みが余分なテープ状成形体を主面の面内方向に変形、流動させた(第1の加圧する工程)。テープ状成形体の面内の変形、流動したものうち、電池内部方向に向かって変形、流動したものによって層厚が不均一な構成層の端部領域が充填された。
次いで、枠体71の長辺側の周壁(図10に断面で示される2つの周壁)71bを取り外した。その後、枠体71を下記の加熱温度に加熱した状態で、長辺方向の電池要素部材の端部近傍(タブ及び基材延設部を設けていない2辺の側面)に予め棒状に成形しておいた棒状成形体76(側面を全体的に被覆可能な量:5g)を配置した。なお、実施例D-1~D-6及び比較例D-3で配置した各棒状成形体(混合体)76の組成は、対応する実施例A-1~A-6及び比較例A-3における表1に示す組成と同じである。こうして長辺に配置した棒状成形体76を溶融させた後、図11に示すように、枠体71から取り外した周壁71bの位置に配置した圧入板74で、溶融物を端部(内側)へ向かって押して、電池要素部材の端部(端面及び凹部)に圧入した(第2の加圧する工程)。棒状成形体76は、対向した固体電解質層付負極板を座屈させることなく変形して流入し、層厚が不均一な構成層の端部領域(端面及び凹部)を隙間なく充填した。その後、冷却した。
実施例D-1~D-6及び比較例D-1~D-3において、第1の加圧する工程及び第2の加圧する工程における加熱温度は、それぞれ、実施例A-1~A-6及び比較例A-1~A-3のホットプレートの設定温度と同じ温度とした。
こうして得られた、凹部に絶縁被覆体を流入させた電池要素部材(仮積層電池)を、ラミネートフィルムで包み、更に、実施例Aと同様にして、温度190℃、圧力588MPaの条件で1分間温間等方圧プレスを行って、電池要素部材の凹部の絶縁被覆体を形成するとともに、各電池要素部材を緻密化した。
実施例D-1~D-6及び比較例D-1~D-3の積層型全固体二次電池について、それぞれ、実施例Aと同様に上記[評価1]~[評価4]を行ったところ、対応する実施例A-1~A-6及び比較例A-1~A-3の積層型全固体二次電池の結果(表1)と同じ結果が得られた。そのため、実施例D及び比較例Dの評価結果の記載を省略する。
作製した電池要素部材を収容する枠体71を下記の加熱温度に加熱し、テープ状成形体に含まれる樹脂材料が溶融したところで、ネジを増し締めして、緻密化後の電池要素部材より厚みが余分なテープ状成形体を主面の面内方向に変形、流動させた(第1の加圧する工程)。テープ状成形体の面内の変形、流動したものうち、電池内部方向に向かって変形、流動したものによって層厚が不均一な構成層の端部領域が充填された。
次いで、枠体71の長辺側の周壁(図10に断面で示される2つの周壁)71bを取り外した。その後、枠体71を下記の加熱温度に加熱した状態で、長辺方向の電池要素部材の端部近傍(タブ及び基材延設部を設けていない2辺の側面)に予め棒状に成形しておいた棒状成形体76(側面を全体的に被覆可能な量:5g)を配置した。なお、実施例D-1~D-6及び比較例D-3で配置した各棒状成形体(混合体)76の組成は、対応する実施例A-1~A-6及び比較例A-3における表1に示す組成と同じである。こうして長辺に配置した棒状成形体76を溶融させた後、図11に示すように、枠体71から取り外した周壁71bの位置に配置した圧入板74で、溶融物を端部(内側)へ向かって押して、電池要素部材の端部(端面及び凹部)に圧入した(第2の加圧する工程)。棒状成形体76は、対向した固体電解質層付負極板を座屈させることなく変形して流入し、層厚が不均一な構成層の端部領域(端面及び凹部)を隙間なく充填した。その後、冷却した。
実施例D-1~D-6及び比較例D-1~D-3において、第1の加圧する工程及び第2の加圧する工程における加熱温度は、それぞれ、実施例A-1~A-6及び比較例A-1~A-3のホットプレートの設定温度と同じ温度とした。
こうして得られた、凹部に絶縁被覆体を流入させた電池要素部材(仮積層電池)を、ラミネートフィルムで包み、更に、実施例Aと同様にして、温度190℃、圧力588MPaの条件で1分間温間等方圧プレスを行って、電池要素部材の凹部の絶縁被覆体を形成するとともに、各電池要素部材を緻密化した。
実施例D-1~D-6及び比較例D-1~D-3の積層型全固体二次電池について、それぞれ、実施例Aと同様に上記[評価1]~[評価4]を行ったところ、対応する実施例A-1~A-6及び比較例A-1~A-3の積層型全固体二次電池の結果(表1)と同じ結果が得られた。そのため、実施例D及び比較例Dの評価結果の記載を省略する。
<比較例D-4>
実施例D-1において、負極タブ1b及び基材延設部1cにテープ状成形体1eを予め貼り付けた電解質層付負極板9に代えて、負極タブ1b及び基材延設部1cにテープ状成形体1eを予め貼り付けていない電解質層付負極板を用いたこと以外は、実施例D-1と同様にして、比較例D-4の積層型全固体二次電池を製造した。
得られた全固体二次電池は、負極活物質層2B及び固体電解質層3Bの端部近傍が端縁方向に向かって束ねられるように変形(薄層化)しており、変形の起点近傍で固体電解質層3Bに割れが生じていた。そのため、比較例D-4の積層型全固体二次電池については、実施例Aで説明した上記[評価1]~[評価4]を行っていない。
実施例D-1において、負極タブ1b及び基材延設部1cにテープ状成形体1eを予め貼り付けた電解質層付負極板9に代えて、負極タブ1b及び基材延設部1cにテープ状成形体1eを予め貼り付けていない電解質層付負極板を用いたこと以外は、実施例D-1と同様にして、比較例D-4の積層型全固体二次電池を製造した。
得られた全固体二次電池は、負極活物質層2B及び固体電解質層3Bの端部近傍が端縁方向に向かって束ねられるように変形(薄層化)しており、変形の起点近傍で固体電解質層3Bに割れが生じていた。そのため、比較例D-4の積層型全固体二次電池については、実施例Aで説明した上記[評価1]~[評価4]を行っていない。
表1及び表2、並びに実施例A~D及び比較例A~Dに示す結果から以下のことが分かる。
電池要素部材の端部に絶縁被覆体を有さない比較例A-1、C-1及びD-1の積層型全固体二次電池、並びに比較例B-1の単層型全固体二次電池は、固体電解質層の端部に欠陥(割れ又はクラック)が確認され、しかも短絡が発生して、全固体二次電池として機能しない。また、絶縁性無機粒子を含有せずにEVAのみからなる絶縁被覆体を有する比較例A-2、C-2及びD-2の積層型全固体二次電池は、電池要素部材の端部(凹部)にEVAが充填されているものの、固体電解質層端部の割れが確認され、短絡の発生を抑制できない。絶縁性粒子としてPMMA粒子を用いた比較例A-3、C-3及びD-3は、PMMA粒子が骨材として機能せずに固体電解質層の割れが生じて短絡が発生した。
電池要素部材の端部に絶縁被覆体を有さない比較例A-1、C-1及びD-1の積層型全固体二次電池、並びに比較例B-1の単層型全固体二次電池は、固体電解質層の端部に欠陥(割れ又はクラック)が確認され、しかも短絡が発生して、全固体二次電池として機能しない。また、絶縁性無機粒子を含有せずにEVAのみからなる絶縁被覆体を有する比較例A-2、C-2及びD-2の積層型全固体二次電池は、電池要素部材の端部(凹部)にEVAが充填されているものの、固体電解質層端部の割れが確認され、短絡の発生を抑制できない。絶縁性粒子としてPMMA粒子を用いた比較例A-3、C-3及びD-3は、PMMA粒子が骨材として機能せずに固体電解質層の割れが生じて短絡が発生した。
これに対して、電池要素部材の端部に、EVAとアルミナとを含む溶融凝固体で形成された絶縁被覆体を有する実施例A-1~A-4、C-1~C-4及びD-1~D-4の積層型全固体二次電池並びに実施例B-1の単層型全固体二次電池は、いずれも、端部の絶縁性が確保されており、かつ固体電解質層端部の変形及び欠陥が確認できず、また被覆体侵入領域を有しており、短絡の発生を高度に抑制できている。このことは、樹脂材料を、融点が比較的高いPP(実施例A-5、C-5及びD-5)、又はPE/EVA混合樹脂(実施例A-6、C-6及びD-6)に変更しても、同様であった。更に、混合体における絶縁性無機粒子の含有量を高く設定した全固体二次電池は高い放電容量を示す。これは、樹脂材料が単独で層間又は構成層中への侵入(電池不活性領域の拡大)を抑制して絶縁性無機粒子とともに被覆体侵入領域が形成されるためと考えられる。
また、位置決めピン72aを用いて積層した極板8及び9を一括して位置決めする実施例D-1~D-6は、製造時間が短いにもかかわらず、高い重なり精度で極板を積層でき、しかも活物質層及び固体電解質層の損傷等を効果的に防止して電池要素部材を作製できる。そのうえ、電池要素部材の作製に続いて、絶縁被覆体を所望のように形成可能で、端部の絶縁性が確保され、固体電解質層端部の変形及び欠陥のない短絡の発生を高度に抑制できる積層型全固体二次電池を製造できる。
また、位置決めピン72aを用いて積層した極板8及び9を一括して位置決めする実施例D-1~D-6は、製造時間が短いにもかかわらず、高い重なり精度で極板を積層でき、しかも活物質層及び固体電解質層の損傷等を効果的に防止して電池要素部材を作製できる。そのうえ、電池要素部材の作製に続いて、絶縁被覆体を所望のように形成可能で、端部の絶縁性が確保され、固体電解質層端部の変形及び欠陥のない短絡の発生を高度に抑制できる積層型全固体二次電池を製造できる。
このように、実施例A~Dの全固体二次電池は、構成層として合材層を採用しているにもかかわらず、単層型であっても積層型であっても、高い信頼性を有している。
本発明をその実施態様とともに説明したが、我々は特に指定しない限り我々の発明を説明のどの細部においても限定しようとするものではなく、添付の請求の範囲に示した発明の精神と範囲に反することなく幅広く解釈されるべきであると考える。
本願は、2022年10月31日に日本国で特許出願された特願2022-174396に基づく優先権を主張するものであり、これはここに参照してその内容を本明細書の記載の一部として取り込む。
10 全固体二次電池
30 単層型全固体二次電池
50 積層型全固体二次電池
1、1A、1B、1C 負極集電体
1a 負極集電部
1b 負極タブ
1c 基材延設部
1d 位置決め孔
1e テープ状成形体
2、2A、2B 負極活物質層
3、3A、3B 固体電解質層
4、4A、4B 正極活物質層
5、5A、5B、5C 正極集電体
5a 正極集電部
5b 正極タブ
5c 基材延設部
5d 位置決め孔
5e テープ状成形体
6 作動部位
8 正極板
9 負極板(電解質層付負極板)
21 電池要素部材(電池ユニット)
41 電池要素部材
21A、41A、41B、41C 端部
22、44、44B又は44C 絶縁被覆体
23、45 被覆体侵入領域
24、46 絶縁性無機粒子
25、47 樹脂材料
42 電池ユニット
43、43B、43C 凹部
70 製造装置
71 極板群収容枠体
71a 底部
71b 周壁(側壁)
71c 収容空間
71d 孔
72 位置決め治具
72a 位置決めピン
72b 平板状基台
73 規制部材
73a ピン受部
74 矯正部材(押圧規制部材)
75 圧入板
76 棒状成形体
H 連通孔
30 単層型全固体二次電池
50 積層型全固体二次電池
1、1A、1B、1C 負極集電体
1a 負極集電部
1b 負極タブ
1c 基材延設部
1d 位置決め孔
1e テープ状成形体
2、2A、2B 負極活物質層
3、3A、3B 固体電解質層
4、4A、4B 正極活物質層
5、5A、5B、5C 正極集電体
5a 正極集電部
5b 正極タブ
5c 基材延設部
5d 位置決め孔
5e テープ状成形体
6 作動部位
8 正極板
9 負極板(電解質層付負極板)
21 電池要素部材(電池ユニット)
41 電池要素部材
21A、41A、41B、41C 端部
22、44、44B又は44C 絶縁被覆体
23、45 被覆体侵入領域
24、46 絶縁性無機粒子
25、47 樹脂材料
42 電池ユニット
43、43B、43C 凹部
70 製造装置
71 極板群収容枠体
71a 底部
71b 周壁(側壁)
71c 収容空間
71d 孔
72 位置決め治具
72a 位置決めピン
72b 平板状基台
73 規制部材
73a ピン受部
74 矯正部材(押圧規制部材)
75 圧入板
76 棒状成形体
H 連通孔
Claims (11)
- 電池要素部材を有する全固体二次電池であって、
前記電池要素部材は、少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した電池ユニットを1組以上含み、
前記電池要素部材の端部に、少なくとも前記電池要素部材の側面を該側面よりも外側から被覆する絶縁被覆体を有し、
前記絶縁被覆体が300℃以下の温度領域において溶融する樹脂材料と、350℃では溶融しない絶縁性無機粒子との混合体からなる、全固体二次電池。 - 前記電池ユニットが、負極集電体と負極活物質層と固体電解質層と正極活物質層と正極集電体とをこの順で積層した電池ユニットであり、
前記正極集電体は、前記正極活物質層に隣接積層される正極集電部と、その一端から突出するように延設された正極タブとを有し、かつ前記正極タブが前記絶縁被覆体から突出している、請求項1に記載の全固体二次電池。 - 前記電池ユニットが、負極集電体と負極活物質層と固体電解質層と正極活物質層と正極集電体とをこの順で積層した電池ユニットであり、
前記負極集電体は、前記負極活物質層に隣接積層される負極集電部と、その一端から突出するように延設された負極タブとを有し、かつ前記負極タブが前記絶縁被覆体から突出している、請求項1に記載の全固体二次電池。 - 前記絶縁被覆体が、200℃以下の温度領域において溶融する樹脂材料と、250℃では溶融しない絶縁固体粒子との溶融凝固体からなる、請求項1に記載の全固体二次電池。
- 前記電池要素部材における隣接積層された層間の少なくとも一つの界面に、前記電池要素部材の前記端部から内部に向って絶縁性無機粒子を少なくとも1個含んだ絶縁被覆体が侵入している被覆体侵入領域を有している、請求項1に記載の全固体二次電池。
- 前記正極活物質層と前記負極活物質層との寸法差によって、前記電池要素部材の端部に形成される前記正極活物質層又は負極活物質層の面方向外側に隣接する凹部に、前記絶縁性無機粒子を含んだ絶縁被覆体が充填されている、請求項1に記載の全固体二次電池。
- 前記電池要素部材における隣接積層された層間の少なくとも一つの界面に、前記電池要素部材の前記端部から内部に向って絶縁性無機粒子を少なくとも1個含んだ絶縁被覆体が侵入している被覆体侵入領域を有している、請求項6に記載の全固体二次電池。
- 前記被覆体侵入領域に接する固体電解質層がクラックを有しない、請求項5又は7に記載の全固体二次電池。
- 少なくとも、負極活物質層と固体電解質層と正極活物質層とをこの順で積層した積層ユニットを1組以上含む電池要素部材の端部に、300℃以下の温度領域において溶融する樹脂材料と350℃では溶融しない絶縁性無機粒子との混合体を配する工程と、
前記樹脂材料が溶融する温度において前記混合体を加熱しながら前記電池要素部材の内部方向に加圧する工程とを含む、全固体二次電池の製造方法。 - 前記電池要素部材を積層方向に加圧した状態で前記加圧する工程を実施する、請求項9に記載の製造方法。
- 前記加圧する工程において、前記電池要素部材の端部に配した前記混合体を、前記温度に加熱して、前記積層方向への流動を防止しながら前記内部方向に流動させる、請求項9に記載の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022174396 | 2022-10-31 | ||
| JP2022-174396 | 2022-10-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024096018A1 true WO2024096018A1 (ja) | 2024-05-10 |
Family
ID=90930528
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/039312 WO2024096018A1 (ja) | 2022-10-31 | 2023-10-31 | 全固体二次電池及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024096018A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0652866A (ja) * | 1992-07-28 | 1994-02-25 | Yuasa Corp | 薄形電池及びその製造方法 |
| JPH06349462A (ja) * | 1993-06-08 | 1994-12-22 | Ricoh Co Ltd | シート二次電池及びその製造方法 |
| JP2000106154A (ja) * | 1998-09-28 | 2000-04-11 | Matsushita Electric Ind Co Ltd | 全固体電池およびその製造法 |
-
2023
- 2023-10-31 WO PCT/JP2023/039312 patent/WO2024096018A1/ja unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0652866A (ja) * | 1992-07-28 | 1994-02-25 | Yuasa Corp | 薄形電池及びその製造方法 |
| JPH06349462A (ja) * | 1993-06-08 | 1994-12-22 | Ricoh Co Ltd | シート二次電池及びその製造方法 |
| JP2000106154A (ja) * | 1998-09-28 | 2000-04-11 | Matsushita Electric Ind Co Ltd | 全固体電池およびその製造法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108417883B (zh) | 全固体电池及其制造方法 | |
| TWI646713B (zh) | 固態電池組之製造 | |
| US20170263981A1 (en) | Bipolar laminated all-solid-state lithium-ion rechargeable battery and method for manufacturing same | |
| WO2019103008A1 (ja) | 全固体電池用電極体とその製造方法 | |
| CN112567562A (zh) | 固态电池 | |
| US20090011338A1 (en) | Method of Manufacturing Lithium Secondary Battery and Lithium Secondary Battery | |
| KR20160002988A (ko) | 고체 및 액체 전해질들을 갖는 전기화학 셀 | |
| WO2018025594A1 (ja) | 全固体リチウム電池 | |
| TW200835022A (en) | A secondary battery | |
| WO2018025595A1 (ja) | 全固体リチウム電池の使用方法 | |
| KR20130108244A (ko) | 비수 전해질 전지 및, 그 제조 방법 | |
| CN111509292B (zh) | 全固体电池及其制造方法 | |
| CN111699583B (zh) | 全固体二次电池 | |
| JP2008059954A (ja) | 二次電池の製造方法 | |
| JP7529571B2 (ja) | 全固体電池 | |
| JP5773827B2 (ja) | 二次電池 | |
| JP2008059955A (ja) | 二次電池およびその製造方法 | |
| CN111384429A (zh) | 全固体电池 | |
| CN111463437A (zh) | 全固体电池 | |
| JP2020109748A (ja) | 全固体電池 | |
| JP2015032535A (ja) | 積層プレス前に負極層側に緻密な電解質層を有する積層電極体 | |
| KR101586536B1 (ko) | 전고상 리튬이차전지용 탄소섬유 시트 집전체의 제조방법 및 탄소섬유 시트 집전체를 포함하는 전고상 리튬이차전지 | |
| CN117015889A (zh) | 全固态电池及其制造方法 | |
| WO2024096018A1 (ja) | 全固体二次電池及びその製造方法 | |
| CN111384401A (zh) | 全固体电池和全固体电池的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23885772 Country of ref document: EP Kind code of ref document: A1 |