WO2024057561A1 - 粘着シート - Google Patents
粘着シート Download PDFInfo
- Publication number
- WO2024057561A1 WO2024057561A1 PCT/JP2022/045743 JP2022045743W WO2024057561A1 WO 2024057561 A1 WO2024057561 A1 WO 2024057561A1 JP 2022045743 W JP2022045743 W JP 2022045743W WO 2024057561 A1 WO2024057561 A1 WO 2024057561A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- weight
- less
- acrylate
- monomer
- meth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/062—Copolymers with monomers not covered by C09J133/06
- C09J133/066—Copolymers with monomers not covered by C09J133/06 containing -OH groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/14—Homopolymers or copolymers of esters of esters containing halogen, nitrogen, sulfur or oxygen atoms in addition to the carboxy oxygen
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/10—Adhesives in the form of films or foils without carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
Definitions
- the present invention relates to an adhesive sheet.
- This application claims priority based on Japanese Patent Application No. 2022-145690 filed on September 13, 2022, and the entire content of that application is incorporated herein by reference.
- adhesives also referred to as pressure-sensitive adhesives, hereinafter the same
- adhesives exhibit a soft solid (viscoelastic) state in the temperature range around room temperature, and have the property of adhering to adherends under pressure.
- adhesives are used in various industrial fields, from mobile electronic devices such as smartphones and home appliances to automobiles and OA equipment, typically in the form of adhesive sheets containing an adhesive layer, for bonding parts and other applications. It is widely used for purposes such as surface protection.
- Technical documents regarding pressure-sensitive adhesive sheets include Patent Documents 1 and 2.
- Patent Documents 1 and 2 describe adhesives containing acrylic polymers polymerized using heptyl acrylate as a monomer component.
- pressure-sensitive adhesive sheets are designed to exhibit desired performance (adhesive strength, etc.) by pressing them onto an adherend with sufficient pressure.
- desired performance adheresive strength, etc.
- Adhesive sheets used for such purposes may be required to have the ability to exhibit sufficient adhesive strength even when applied with light pressure.
- a pressure-sensitive adhesive sheet can be created that can exhibit adhesive strength comparable to that obtained when pressure-bonded with sufficient pressure even under light pressure-bonding conditions (light pressure-bonding adhesion), it can be used as a pressure-sensitive adhesive sheet suitable for the above-mentioned applications. . Moreover, the pressure-sensitive adhesive sheet having excellent light pressure-bonding adhesive properties as described above is advantageous because there are fewer restrictions on pressure-bonding conditions and the range of application of the pressure-sensitive adhesive sheet is expanded.
- the present invention was created in view of the above circumstances, and an object of the present invention is to provide a pressure-sensitive adhesive sheet with excellent light pressure adhesion.
- a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer includes an acrylic polymer and an acrylic oligomer.
- the acrylic polymer is a polymer of monomer components including an alkyl (meth)acrylate having a chain alkyl group having 7 or more carbon atoms and a monomer having a reactive functional group. Further, the monomer component contains 3% by weight or more of the monomer having the reactive functional group.
- the adhesive layer has a storage modulus of less than 220 MPa at -20°C. According to the pressure-sensitive adhesive sheet having the above configuration, even under light pressure bonding conditions, the same adhesiveness (light pressure bonding adhesiveness) can be achieved as compared to the case of pressure bonding with sufficient pressure.
- the alkyl (meth)acrylate having a chain alkyl group having 7 or more carbon atoms is an alkyl acrylate having a chain alkyl group having 7 or 8 carbon atoms. According to an adhesive containing a polymer of alkyl acrylate having a chain alkyl group having 7 or 8 carbon atoms, the storage modulus at -20°C is easily reduced, and the effects of the technology disclosed herein are preferably achieved. be done.
- the alkyl (meth)acrylate having a chain alkyl group having 7 or more carbon atoms includes heptyl acrylate.
- heptyl acrylate By using an acrylic polymer containing heptyl acrylate as a monomer component, it is easy to form a flexible adhesive with a -20°C storage modulus of not more than a predetermined value, and it is easy to obtain an adhesive that has excellent light pressure adhesion.
- the alkyl (meth)acrylate having a chain alkyl group having 7 or more carbon atoms includes 2-ethylhexyl acrylate (2EHA).
- 2EHA 2-ethylhexyl acrylate
- At least one selected from carboxy group-containing monomers and hydroxyl group-containing monomers is preferably used as the monomer having the reactive functional group. According to an acrylic polymer copolymerized with a monomer containing a carboxyl group or a monomer containing a hydroxyl group, good adhesion reliability is likely to be obtained based on moderately improved cohesive force.
- the weight average molecular weight (Mw) of the acrylic polymer is in the range of 300,000 to 1,500,000.
- the glass transition temperature (Tg) of the acrylic oligomer is 20°C or more and 200°C or less.
- the content of the acrylic oligomer in the adhesive layer is less than 30 parts by weight based on 100 parts by weight of the acrylic polymer.
- the adhesive layer further includes a tackifying resin.
- the adhesive strength including light pressure adhesion strength can be preferably improved based on the effect of the combined use of the acrylic oligomer and the tackifying resin.
- the pressure-sensitive adhesive sheet disclosed herein has excellent light pressure adhesion, it can be preferably used in applications where it is desirable to limit pressure during pressure bonding. For example, it is suitable for fixing members in electronic devices including home appliances, office automation equipment, and portable electronic devices such as smartphones. As described above, this specification provides an electronic device using any of the adhesive sheets disclosed herein, in other words, an electronic device including the adhesive sheet.
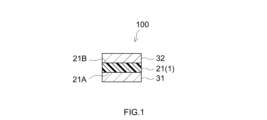
- FIG. 1 is a cross-sectional view schematically showing the configuration of a pressure-sensitive adhesive sheet according to an embodiment.
- FIG. 3 is a cross-sectional view schematically showing the configuration of a pressure-sensitive adhesive sheet according to another embodiment.
- FIG. 3 is a cross-sectional view schematically showing the configuration of a pressure-sensitive adhesive sheet according to another embodiment.
- FIG. 1 is a front view schematically showing an example of a portable electronic device including an adhesive sheet.
- the term "adhesive” as used herein refers to a material that exhibits a soft solid (viscoelastic) state in the temperature range around room temperature and has the property of easily adhering to an adherend under pressure. .
- the adhesive referred to here generally has a complex tensile modulus E * (1Hz) as defined in "C. A. Dahlquist, “Adhesion: Fundamentals and Practice", McLaren & Sons, (1966) P. 143". ⁇ 10 7 dyne/cm 2 (typically, a material having the above properties at 25° C.).
- biomass-derived carbon means carbon derived from biomass materials, that is, materials derived from renewable organic resources (renewable carbon).
- biomass materials are typically materials derived from biological resources (typically plants that perform photosynthesis) that can be reproduced sustainably in the presence of sunlight, water, and carbon dioxide. means. Therefore, materials derived from fossil resources that are depleted through use after mining (fossil resource-based materials) are excluded from the concept of biomass materials here.
- the biomass carbon ratio of the adhesive layer and the adhesive sheet that is, the proportion of biomass-derived carbon in the total carbon contained in the adhesive layer and the adhesive sheet, is the carbon isotope content with a mass number of 14 measured in accordance with ASTM D6866. It can be estimated from the amount.
- the adhesive sheet disclosed herein includes an adhesive layer.
- the above-mentioned pressure-sensitive adhesive sheet is, for example, a base material-less double-sided pressure-sensitive adhesive sheet comprising a first pressure-sensitive adhesive surface formed by one surface of the pressure-sensitive adhesive layer, and a second pressure-sensitive adhesive surface formed by the other surface of the pressure-sensitive adhesive layer.
- the pressure-sensitive adhesive sheet disclosed herein may be in the form of a pressure-sensitive adhesive sheet with a base material, in which the pressure-sensitive adhesive layer is laminated on one or both sides of a support base material.
- the supporting base material may be simply referred to as "base material”.
- adhesive sheet here may include what is called an adhesive tape, an adhesive label, an adhesive film, and the like.
- the pressure-sensitive adhesive sheet disclosed herein may be in the form of a roll or a sheet. Alternatively, the adhesive sheet may be further processed into various shapes.
- FIG. 1 The structure of a pressure-sensitive adhesive sheet according to one embodiment is schematically shown in FIG.
- This adhesive sheet 1 is configured as a double-sided adhesive sheet without a base material, which includes an adhesive layer 21.
- the adhesive sheet 1 has a first adhesive surface 21A constituted by one surface (first surface) of the adhesive layer 21 and a second adhesive surface constituted by the other surface (second surface) of the adhesive layer 21. 21B are attached to different parts of the adherend.
- the locations on which the adhesive surfaces 21A and 21B are attached may be on different members, or may be on different locations within a single member. As shown in FIG.
- the adhesive sheet 1 before use (that is, before being attached to an adherend) has a first adhesive surface 21A and a second adhesive surface 21B that are peeled off at least on the side facing the adhesive layer 21. It may be a component of the adhesive sheet 100 with a release liner that is protected by the release liners 31 and 32 serving as surfaces.
- the release liners 31 and 32 it is preferable to use, for example, a sheet-like base material (liner base material) that has a release layer formed of a release treatment agent on one side so that one side becomes a release surface. obtain.
- the release liner 32 may be omitted and a release liner 31 having release surfaces on both sides may be used, and this and the adhesive sheet 1 may be overlapped and spirally wound so that the second adhesive surface 21B is on the release liner 31.
- the pressure-sensitive adhesive sheet with a release liner may be in a protected form (roll form) in contact with the back surface of the adhesive sheet.
- FIG. 2 The structure of a pressure-sensitive adhesive sheet according to another embodiment is schematically shown in FIG. 2.
- This adhesive sheet 2 is a base material comprising a sheet-shaped support base material (for example, a resin film) 10 having a first surface 10A and a second surface 10B, and an adhesive layer 21 provided on the first surface 10A side. It is constructed as a single-sided adhesive sheet.
- the adhesive layer 21 is fixedly provided on the first surface 10A side of the support base material 10, that is, without the intention of separating the adhesive layer 21 from the support base material 10. As shown in FIG.
- the pressure-sensitive adhesive sheet 2 before use has a surface (adhesive surface) 21A of the pressure-sensitive adhesive layer 21 protected by a release liner 31 having at least the side facing the pressure-sensitive adhesive layer 21 as a release surface. It may be a component of the pressure-sensitive adhesive sheet 200 with a release liner. Alternatively, the release liner 31 may be omitted, the second surface 10B may be the release surface, and the adhesive sheet 2 may be wound so that the adhesive surface 21A is the second surface (back surface) of the support substrate 10. ) 10B may be in a protected form (roll form).
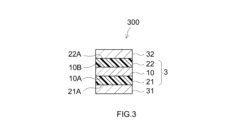
- FIG. 3 schematically shows the structure of a pressure-sensitive adhesive sheet according to yet another embodiment.
- This adhesive sheet 3 includes a sheet-shaped support base material (for example, a resin film) 10 having a first surface 10A and a second surface 10B, and a first adhesive layer 21 fixedly provided on the first surface 10A side. and a second adhesive layer 22 fixedly provided on the second surface 10B side.
- 32 may be a component of the adhesive sheet 300 with a release liner.
- the release liner 32 may be omitted and a release liner 31 having release surfaces on both sides may be used, and this and the adhesive sheet 3 may be overlapped and spirally wound so that the second adhesive surface 22A is on the release liner 31.
- the pressure-sensitive adhesive sheet with a release liner may be configured in a form (roll form) in which the pressure-sensitive adhesive sheet is in a protected form (in the form of a roll) in contact with the back surface of the adhesive sheet.
- the pressure-sensitive adhesive sheet with a base material according to the other embodiment described above is preferable because it has excellent processability, handleability, and the like.
- the first pressure-sensitive adhesive layer and the second pressure-sensitive adhesive layer may be the pressure-sensitive adhesive layer described below.
- the other adhesive layer (for example, the second adhesive layer) may be the adhesive layer disclosed herein, and the adhesive layer disclosed herein (specifically, the one adhesive layer described above) may be the adhesive layer disclosed herein.
- the adhesive layer may have a composition different from that of the adhesive layer (for example, the first adhesive layer).
- the other pressure-sensitive adhesive layer may be formed from a known or commonly used pressure-sensitive adhesive, for example.
- the technology disclosed herein can be preferably implemented in a form that includes a base material-less double-sided adhesive sheet. Since the base material-less double-sided pressure-sensitive adhesive sheet does not have a base material, it can be made thinner, and can contribute to miniaturization and space saving of products to which the double-sided pressure-sensitive adhesive sheet is applied. Moreover, according to the base material-less pressure-sensitive adhesive sheet, the thickness of the pressure-sensitive adhesive layer can be utilized to the maximum and light pressure bonding adhesiveness can be expressed.
- the adhesive layer disclosed herein (in an embodiment including a first adhesive layer and a second adhesive layer, at least one of the first adhesive layer and the second adhesive layer. The same applies hereinafter unless otherwise specified.) is characterized by a storage modulus at -20°C (-20°C storage modulus) of less than 220 MPa. According to a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer with a storage modulus of less than 220 MPa at -20° C., even under light pressure bonding conditions, the same adhesiveness (light pressure bonding adhesiveness) as in the case of pressure bonding with sufficient pressure is achieved.
- the reason why excellent light pressure adhesion is obtained by having the above-mentioned storage modulus at -20°C is not particularly limited, but the pressure-sensitive adhesive having the storage modulus at -20°C is Even if the pressure during crimping is light, it is easy to develop a good initial adhesion state to the adherend, and as a result, the light pressure bonding strength increases, and the light pressure bonding adhesiveness is comparable to that of normal pressure bonding. It is believed that this will be realized.
- the -20°C storage modulus may be 200 MPa or less, 150 MPa or less, 100 MPa or less, 80 MPa or less, 60 MPa or less, or 50 MPa or less.
- the storage modulus at -20°C is 45 MPa or less, more preferably 40 MPa or less, even more preferably 35 MPa or less, particularly preferably 30 MPa, from the viewpoint of obtaining better light pressure bonding adhesive properties. or less, and may be 25 MPa or less, 20 MPa or less, 15 MPa or less, 10 MPa or less, or 5 MPa or less.
- the -20°C storage modulus is usually about 0.1 MPa or more, and may be 0.5 MPa or more.
- the -20°C storage modulus is approximately 1 MPa or more, may be 3 MPa or more, may be 5 MPa or more, may be 8 MPa or more, may be 10 MPa or more, or may be 12 MPa or more.
- the cohesive force of the adhesive layer tends to improve, and for example, processability tends to improve. Further, by having an appropriate cohesive force, good adhesive properties (adhesive force, etc.) tend to be easily obtained.
- the -20°C storage modulus is approximately 15 MPa or more, may be 20 MPa or more, may be 25 MPa or more, may be 30 MPa or more, or may be 35 MPa or more.
- the -20°C storage modulus is approximately 50 MPa or more, may be 100 MPa or more, 150 MPa or more, 180 MPa or more, or 200 MPa or more.
- the storage modulus of the adhesive layer at 23°C is approximately 0.15 MPa in some embodiments from the viewpoint of adhesion to adherends, etc. or less, preferably 0.13 MPa or less, more preferably 0.12 MPa or less, even more preferably 0.11 MPa or less, and may be less than 0.10 MPa. Having the above-mentioned 23° C. storage modulus is also preferable in terms of light pressure adhesion.
- the above 23°C storage modulus may be 0.09 MPa or less, 0.08 MPa or less, or 0.07 MPa or less. In some embodiments, the 23°C storage modulus is approximately 0.01 MPa or more, and may be approximately 0.03 MPa or more.
- the 23°C storage modulus is approximately 0.05 MPa or more, and may be 0.07 MPa or more. As the 23° C. storage modulus increases, the cohesive force of the adhesive layer tends to improve, and for example, the processability tends to improve. In addition, by having an appropriate cohesive force, good adhesive properties tend to be easily obtained.
- the storage modulus (specifically, -20°C storage modulus and 23°C storage modulus) of the adhesive layer can be determined by dynamic viscoelasticity measurement.
- a pressure-sensitive adhesive layer with a thickness of about 2 mm is produced by stacking a plurality of pressure-sensitive adhesive layers to be measured (in the case of a double-sided pressure-sensitive adhesive sheet without a base material, double-sided pressure-sensitive adhesive sheets).
- a sample of this adhesive layer was punched into a disk shape with a diameter of 7.9 mm, which was sandwiched and fixed between parallel plates.
- the dynamic viscoelasticity is measured under the following conditions, and the storage modulus (specifically, the storage modulus at -20°C and the storage modulus at 23°C) is determined.
- ⁇ Measurement mode Shear mode ⁇ Temperature range: -70°C ⁇ 150°C ⁇ Heating rate: 5°C/min ⁇ Measurement frequency: 1Hz
- the above-mentioned method is also used in the Examples described below.
- the adhesive layer to be measured may be formed by applying a corresponding adhesive composition in a layered manner and drying or curing it.
- the adhesive layer constituting the adhesive sheet disclosed herein contains an acrylic polymer.
- the pressure-sensitive adhesive layer is typically a pressure-sensitive adhesive layer containing an acrylic polymer as a base polymer.
- Such an adhesive layer is also referred to as an acrylic adhesive layer.
- the base polymer refers to the main component of a rubbery polymer (a polymer that exhibits rubber elasticity in a temperature range around room temperature) contained in the adhesive layer.
- the term "main component” refers to a component contained in an amount exceeding 50% by weight, unless otherwise specified.
- the following description regarding the adhesive and the components that can be included in the adhesive layer is also applicable to the adhesive composition used to form the adhesive (layer) unless otherwise specified.
- the term "acrylic polymer” refers to a polymer containing monomer units derived from a monomer having at least one (meth)acryloyl group in one molecule, as monomer units constituting the polymer. .
- a monomer having at least one (meth)acryloyl group in one molecule will also be referred to as an "acrylic monomer.”
- an acrylic polymer in this specification is defined as a polymer containing monomer units derived from acrylic monomers.
- (meth)acryloyl” refers comprehensively to acryloyl and methacryloyl.
- (meth)acrylate” comprehensively refers to acrylate and methacrylate
- (meth)acrylic” comprehensively refers to acrylic and methacrylic.
- the acrylic polymer in the technology disclosed herein for example, a polymer of a monomer raw material containing an alkyl (meth)acrylate as a main monomer is preferable.
- the main monomer refers to a component that accounts for more than 50% by weight of the monomer composition in the monomer raw material.
- alkyl (meth)acrylate for example, a compound represented by the following formula (1) can be suitably used.
- CH 2 C(R 1 )COOR 2 (1)
- R 1 in the above formula (1) is a hydrogen atom or a methyl group.
- R 2 is a chain alkyl group having 1 to 20 carbon atoms.
- such a range of the number of carbon atoms may be expressed as "C 1-20 ".
- an alkyl (meth)acrylate in which R 2 is a C 1-14 (for example, C 1-10 , typically C 4-8 ) chain alkyl group is used as the main monomer. It is appropriate to do so.
- alkyl (meth)acrylates in which R 2 is a C 1-20 chain alkyl group include, but are not limited to, methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate, and isopropyl.
- the proportion of alkyl (meth)acrylate in the monomer components constituting the acrylic polymer is typically more than 50% by weight, for example, it can be 70% by weight or more, it may be 85% by weight or more, and it can be 90% by weight or more. It may be more than 90% by weight (for example, more than 90% by weight), more than 92% by weight, more than 94% by weight, and more than 95% by weight.
- the upper limit of the proportion of alkyl (meth)acrylate is 97% by weight or less from the viewpoint of copolymerizing a monomer having a reactive functional group.
- the proportion of alkyl (meth)acrylate in the monomer component is 96% by weight or less, may be 95% by weight or less, and may be 94% by weight or less.
- the properties for example, cohesive force, etc.
- a copolymerizable monomer such as a monomer having a reactive functional group
- the monomer components constituting the acrylic polymer used in the technology disclosed herein are alkyl (meth)acrylates (hereinafter referred to as "C7 + alkyl (meth)acrylates” having a chain alkyl group having 7 or more carbon atoms at the ester end).
- C7 + alkyl (meth)acrylates having a chain alkyl group having 7 or more carbon atoms at the ester end.
- Acrylate may be abbreviated.
- an acrylic polymer containing C 7+ alkyl (meth)acrylate as a monomer component, it is possible to obtain the desired -20°C storage modulus and realize light pressure bonding adhesiveness. can.
- One type of C 7+ alkyl (meth)acrylate can be used alone or two or more types can be used in combination.
- the above C 7+ alkyl (meth)acrylate is typically an alkyl (meth)acrylate having a chain alkyl group having 7 to 20 carbon atoms at the ester end (i.e., C 7-20 alkyl (meth)acrylate). It is.
- the number of carbon atoms in the chain alkyl group of the above C 7-20 alkyl (meth)acrylate is suitably 18 or less from the viewpoint of light pressure adhesiveness, compatibility with other components, etc., and even if it is 14 or less. It is preferably 12 or less, more preferably 9 or less, even more preferably 8 or less, particularly preferably 7.
- the C 7+ alkyl (meth)acrylate has 7 or more carbon atoms (for example, 7 or more and 20 or less, 7 or more and 18 or less, 7 or more and 14 or less, 7 or more and 12 or less, 7 or more and 9 or less, 7 Or 8) an alkyl acrylate having a chain alkyl group at the ester end is preferably used.
- the proportion of C 7+ alkyl (meth)acrylate in the monomer components constituting the acrylic polymer is typically more than 50% by weight, and can be, for example, 70% by weight or more, and may be 85% by weight or more. , 90% by weight or more (for example, more than 90% by weight), 92% by weight or more, or 94% by weight or more (for example, more than 95% by weight).
- the upper limit of the proportion of C 7+ alkyl (meth)acrylate is 97% by weight or less from the viewpoint of copolymerizing a monomer having a reactive functional group.
- the proportion of C7 + alkyl (meth)acrylate in the monomer component is 96% by weight or less, may be 95% by weight or less, and may be 94% by weight or less.
- properties such as cohesive force
- a copolymerizable monomer such as a monomer having a reactive functional group
- an alkyl acrylate in which R 1 in the above formula (1) is a hydrogen atom and R 2 is a C 7-8 chain alkyl group (hereinafter also simply referred to as a C 7-8 alkyl acrylate). ) is preferably used as the main monomer.
- An acrylic polymer containing C 7-8 alkyl acrylate as a monomer component can easily form an adhesive layer having a low storage modulus at -20°C.
- the proportion of C 7-8 alkyl acrylate contained in the monomer component is, for example, more than 50% by weight, preferably 70% by weight or more, and 90% by weight or more.
- the upper limit of the proportion of C 7-8 alkyl acrylate is 97% by weight or less from the viewpoint of copolymerizing a monomer having a reactive functional group.
- the proportion of C 7-8 alkyl acrylate in the monomer component is 96% by weight or less, may be 95% by weight or less, and may be 94% by weight or less.
- C 7-8 alkyl acrylate By limiting the proportion of C 7-8 alkyl acrylate within the above range, properties based on the use of copolymerizable monomers such as monomers having reactive functional groups (eg, cohesive strength, etc.) can be preferably exhibited.
- One type of C 7-8 alkyl acrylate can be used alone or two or more types can be used in combination.
- Suitable examples of C 7-8 alkyl acrylates include n-heptyl acrylate (n-HpA) and 2-ethylhexyl acrylate (2EHA).
- the monomer component constituting the acrylic polymer includes 2EHA.
- the proportion of 2EHA in the monomer components of the acrylic polymer is, for example, more than 50% by weight, preferably 70% by weight or more, may be 80% by weight or more, may be 85% by weight or more, and may be 90% by weight. It may be more than 90% by weight (for example, more than 90% by weight), more than 92% by weight, more than 94% by weight, or more than 95% by weight (for example, more than 95% by weight). Further, the proportion of 2EHA in the monomer component is 97% by weight or less from the viewpoint of copolymerizing a monomer having a reactive functional group.
- the proportion of 2EHA in the monomer component is 96% by weight or less, and may be 95% by weight or less. In some other preferred embodiments, the proportion of 2EHA in the monomer component is 92% by weight or less, more preferably 90% by weight or less (e.g. less than 90% by weight), even more preferably 85% by weight or less (e.g. 85% by weight or less). % by weight), particularly preferably up to 80% by weight (for example less than 80% by weight).
- the monomer component constituting the acrylic polymer includes heptyl acrylate.
- Acrylic polymers polymerized using monomer components containing heptyl acrylate are more flexible than polymers of other alkyl acrylates such as n-butyl acrylate (BA) and 2-ethylhexyl acrylate (2EHA).
- Adhesives containing polymers tend to have a -20°C storage modulus below a predetermined value. The reason why polymers of heptyl acrylate have excellent flexibility is not particularly limited, but polymers containing heptyl acrylate as a monomer unit have a low glass transition temperature, and the main chain in the adhesive This is thought to be because the space between them is relatively large.
- n-heptyl acrylate is preferred from the viewpoint of flexibility.
- Acrylic polymers synthesized containing n-heptyl acrylate as a monomer component are considered to have relatively long linear side chains, and therefore tend to have larger spaces between main chains.
- the proportion of heptyl acrylate in the monomer components of the acrylic polymer is, for example, 50% by weight or more (for example, more than 50% by weight) in some embodiments, suitably 70% by weight or more, preferably 80% by weight.
- the above is more preferably 85% by weight or more, further preferably 90% by weight or more (for example, more than 90% by weight), particularly preferably 92% by weight or more, may be 94% by weight or more, may be 95% by weight or more, and 96% by weight or more. It may be more than % by weight.
- the upper limit of the proportion of heptyl acrylate in the monomer component is 97% by weight or less from the viewpoint of copolymerizing a monomer having a reactive functional group.
- the proportion of heptyl acrylate in the monomer component is 96% by weight or less, may be 95% by weight or less, and may be 94% by weight or less. It is preferable to limit the proportion of heptyl acrylate within the above range in order to obtain a suitable cohesive force.
- the acrylic polymer may be copolymerized with an alkyl (meth)acrylate other than heptyl acrylate.
- alkyl (meth)acrylates other than heptyl acrylate include compounds represented by the above formula (1), and alkyl (meth)acrylates other than heptyl acrylate.
- Alkyl (meth)acrylates other than the above heptyl acrylate can be used alone or in combination of two or more.
- the proportion of heptyl acrylate in the total amount of alkyl (meth)acrylates contained in the monomer component is, for example, 50% by weight or more (specifically 50 to 100% by weight, for example, more than 50% by weight).
- 70% by weight or more, more preferably 80% by weight or more, still more preferably 90% by weight or more, particularly preferably 95% by weight or more may be 99% by weight or more, and may be 100% by weight. .
- the monomer component may include an alkyl (meth)acrylate having a biomass-derived alkyl group at the ester end (hereinafter also referred to as "biomass alkyl (meth)acrylate”).
- biomass alkyl (meth)acrylate having a biomass-derived alkyl group at the ester end
- biomass alkyl (meth)acrylate it is possible to suitably realize an acrylic pressure-sensitive adhesive that is designed to reduce dependence on fossil resource-based materials.
- the biomass alkyl (meth)acrylate is not particularly limited, and is, for example, an ester of a biomass-derived alkanol and a biomass-derived or non-biomass-derived (meth)acrylic acid.
- alkanols derived from biomass include biomass ethanol, alkanols derived from plant materials such as palm oil, palm kernel oil, coconut oil, and castor oil.
- the biomass-derived alkanol has three or more carbon atoms, the alkanol may be linear or branched.
- an ester of a biomass-derived alkanol and a non-biomass-derived (meth)acrylic acid is used as the biomass alkyl (meth)acrylate used in the synthesis of the acrylic polymer.
- biomass alkyl (meth)acrylate In such a biomass alkyl (meth)acrylate, the greater the number of carbon atoms in the alkanol, the greater the number ratio of biomass-derived carbon to the total number of carbons contained in the biomass alkyl (meth)acrylate, that is, the biomass carbon ratio of the alkyl (meth)acrylate. becomes higher. Therefore, in the above-mentioned biomass alkyl (meth)acrylate, it is desirable that the alkyl group derived from biomass has a large number of carbon atoms in order to reduce dependence on fossil resource materials.
- biomass-derived heptyl acrylate (biomass heptyl acrylate) is used as the heptyl acrylate.
- biomass heptyl acrylate is an ester of a biomass-derived alkanol and a biomass-derived or non-biomass-derived acrylic acid.
- an ester of a biomass-derived alkanol and a non-biomass-derived acrylic acid can be used. In such compounds, only the heptyl groups are derived from biomass.
- biomass-derived heptyl acrylate it is preferable to use biomass-derived n-heptyl acrylate (biomass n-heptyl acrylate).
- the proportion of biomass alkyl (meth)acrylate (preferably biomass heptyl acrylate) in the monomer components of the acrylic polymer is, for example, 50% by weight or more (for example, more than 50% by weight), preferably 70% by weight or more, more preferably 80% by weight or more, further preferably 85% by weight or more, particularly preferably 90% by weight or more, may be 92% by weight or more, may be 94% by weight or more, and may be 96% by weight or more. good.
- the proportion of biomass alkyl (meth)acrylate (preferably biomass heptyl acrylate) among the monomer components is 97% by weight or less, and in some embodiments may be 95% by weight or less, and may be 93% by weight or less. It may be 91% by weight or less.
- the monomer component constituting the acrylic polymer in the technology disclosed herein includes a monomer having a reactive functional group.
- a functional group that can serve as a crosslinking base point is introduced into the acrylic polymer.
- the adhesive force to the adherend can be improved based on the action of the monomer having a reactive functional group.
- Monomers having such reactive functional groups include carboxy group-containing monomers, hydroxyl group (OH group)-containing monomers, acid anhydride group-containing monomers, amide group-containing monomers ((meth)acrylamide, N,N-dimethyl(meth)acrylamide, ), amino group-containing monomers (aminoethyl (meth)acrylate, N,N-dimethylaminoethyl (meth)acrylate, etc.), epoxy group-containing monomers, cyano group-containing monomers, keto group-containing monomers, nitrogen-containing rings Examples include monomers (N-vinyl-2-pyrrolidone, N-(meth)acryloylmorpholine, etc.), alkoxysilyl group-containing monomers, imide group-containing monomers, and the like.
- the monomers having the above-mentioned reactive functional groups can be used alone or in combination of two or more. Among these, carboxy group-containing monomers and hydroxyl group-containing monomers are preferred.
- the hydroxyl group-containing monomer is preferably used together with 2EHA as a monomer component.
- the proportion of the monomer having a reactive functional group in the monomer component of the acrylic polymer is 3% by weight or more (for example, more than 3.0% by weight).
- a monomer with a reactive functional group in an amount greater than or equal to the above specified amount, the effect of using the monomer with a reactive functional group is effectively exhibited, and it has an appropriate cohesive force and achieves good adhesive properties. can do.
- the proportion of the monomer having the reactive functional group may be 4.0% by weight or more, 4.5% by weight or more, 5.0% by weight or more (for example, 5.0% by weight or more). 0% by weight or more), 5.5% by weight or more, 6.0% by weight or more, 6.5% by weight or more, or 7.0% by weight or more.
- the amount of the monomer having a reactive functional group is, for example, 20% by weight or less of the total monomer components, preferably 15% by weight or less, more preferably 12% by weight. It is as follows. In some preferred embodiments, the amount of the monomer having the reactive functional group may be 10% by weight or less (e.g., less than 10% by weight), 8% by weight or less, 6% by weight or less, It may be 5% by weight or less (for example, less than 5% by weight). In some other preferred embodiments, the proportion of the monomer having a reactive functional group in the monomer component is 8% by weight or more, and may be 10% by weight or more (for example, more than 10% by weight), and 15% by weight or more.
- the proportion of the monomer having a reactive functional group in the monomer component is suitably 40% by weight or less, preferably 35% by weight or less, more preferably 30% by weight or less, and 25% by weight or less. There may be.
- the monomer component of the acrylic polymer preferably includes a carboxy group-containing monomer.
- Carboxy group-containing monomers can improve cohesive force based on their polarity.
- the carboxy group can serve as a crosslinking point of the acrylic polymer.
- the carboxy group-containing monomer better adhesion can be exhibited, for example, to an adherend such as a highly polar material.
- the carboxy group-containing monomer is preferably used together with heptyl acrylate.
- Carboxy group-containing monomers include, for example, acrylic acid (AA), methacrylic acid (MAA), carboxyethyl (meth)acrylate, carboxypentyl (meth)acrylate, crotonic acid, isocrotonic acid, and other ethylenically unsaturated monocarboxylic acids; maleic acid; acid, ethylenically unsaturated dicarboxylic acids such as itaconic acid and citraconic acid.
- the carboxy group-containing monomer may be a monomer having a metal salt (for example, an alkali metal salt) of a carboxy group. Carboxy group-containing monomers can be used alone or in combination of two or more.
- carboxy group-containing monomers include AA and MAA.
- AA is particularly preferred.
- the proportion of AA in the carboxy group-containing monomers is preferably 50% by weight or more, more preferably 70% by weight or more, and even more preferably 90% by weight or more. It is.
- the carboxy group-containing monomer consists essentially of AA.
- AA is considered to be one of the most suitable monomer materials among the carboxyl group-containing monomers disclosed herein due to its complex effects such as polarity based on its carboxyl group, role as a crosslinking point, and Tg (106°C). .
- the proportion of the carboxy group-containing monomer in the monomer component of the acrylic polymer is 3% by weight or more (for example, more than 3.0% by weight), preferably 4.0% by weight or more, more preferably 4.5% by weight or more, more preferably 5.0% by weight or more (for example, more than 5.0% by weight), particularly preferably 5.5% by weight or more, and may be 6.0% by weight or more, The content may be 6.5% by weight or more, or may be 7.0% by weight or more.
- the amount of the carboxyl group-containing monomer is, for example, suitably 20% by weight or less of the monomer components, preferably 15% by weight or less, and more preferably 12% by weight or less.
- the amount of the carboxy group-containing monomer may be 10% by weight or less (e.g., less than 10% by weight), 8% by weight or less, 6% by weight or less, 5% by weight or less. It may be less than (for example, less than 5% by weight).
- the acrylic polymer may be copolymerized with a functional group-containing monomer other than the carboxy group-containing monomer.
- a functional group-containing monomer other than the carboxy group-containing monomer one or more types other than the carboxy group-containing monomer can be used among those exemplified as the monomers having a reactive functional group.
- the content of the functional group-containing monomer other than the carboxy group-containing monomer in the monomer component is not particularly limited. From the viewpoint of appropriately demonstrating the effect of using a functional group-containing monomer other than the carboxy group-containing monomer, the content of the functional group-containing monomer other than the carboxy group-containing monomer in the monomer component should be, for example, 0.1% by weight or more. It is appropriate to set the content to 0.5% by weight or more, and it may be 1% by weight or more.
- the monomer component of the acrylic polymer includes heptyl acrylate and a carboxy group-containing monomer
- the content of the functional group-containing monomer is suitably 30% by weight or less, preferably 20% by weight or less, and may be 10% by weight or less (for example, 5% by weight or less).
- the content of functional group-containing monomers other than carboxy group-containing monomers in the monomer component is, for example, less than 3% by weight, may be less than 1% by weight, and may be less than 0.5% by weight.
- the technique disclosed herein can be preferably implemented in an embodiment in which the monomer component of the acrylic polymer does not substantially contain any functional group-containing monomer other than the carboxy group-containing monomer.
- the monomer component does not substantially contain monomer A (for example, the above-mentioned optional functional group-containing monomer), it means that the monomer A is not used at least intentionally, and the monomer component is, for example, Unintentional inclusion of about 0.01% by weight or less is acceptable.
- a hydroxyl group-containing monomer may be used as a functional group-containing monomer other than the above-mentioned carboxy group-containing monomer.
- One or more suitable types can be used from the specific examples of hydroxyl group-containing monomers described below.
- the content of the hydroxyl group-containing monomer is approximately 10% by weight or less (for example, 0.001 to 10% by weight), preferably approximately 5% by weight or less in the monomer component. , more preferably about 2% by weight or less.
- the content of hydroxyl-containing monomer in the monomer component may be less than 1% by weight, less than 0.5% by weight, less than 0.3% by weight, 0.1% by weight, etc.
- the monomer component of the acrylic polymer may be substantially free of hydroxyl group-containing monomers.
- desired characteristics and effects can be preferably achieved with a composition in which the amount of the hydroxyl group-containing monomer used is limited or is not used.
- the carboxyl group accounts for the entire monomer having a reactive functional group (the entire functional group-containing monomer including the carboxy group-containing monomer) used as a copolymerization component of the acrylic polymer.
- the proportion of the monomer contained is suitably 30% by weight or more, preferably 50% by weight or more, more preferably 70% by weight or more, and even more preferably is 80% by weight or more, particularly preferably 90% by weight or more, for example, it may be 95% by weight or more, it may be 97% by weight or more, it may be 98% by weight or more, and it is 99% by weight or more (for example 99.9% by weight or more).
- the upper limit of the proportion of the carboxy group-containing monomer to the entire monomers having the above-mentioned reactive functional group is 100% by weight, and may be, for example, 95% by weight or less.
- the above ratio of the carboxy group-containing monomer is preferably employed.
- the monomer component of the acrylic polymer preferably contains a hydroxyl group-containing monomer.
- the hydroxyl group-containing monomer can contribute to the formation of a pressure-sensitive adhesive having good cohesive strength by, for example, undergoing a crosslinking reaction with an isocyanate-based crosslinking agent. From the viewpoint of light pressure adhesion, the hydroxyl group-containing monomer is preferably used together with 2EHA.
- hydroxyl group-containing monomers examples include 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, 3-hydroxypropyl (meth)acrylate, 2-hydroxybutyl (meth)acrylate, and 4-hydroxybutyl (meth)acrylate.
- the hydroxyl group-containing monomers can be used alone or in combination of two or more. Among them, 2-hydroxyethyl acrylate (HEA) and 4-hydroxybutyl acrylate (4HBA) are preferred as hydroxyl group-containing monomers.
- the proportion of the hydroxyl group-containing monomer in the monomer component of the acrylic polymer is 3% by weight or more (for example, more than 3.0% by weight). It is preferably 4.0% by weight or more, more preferably 4.5% by weight or more, and may be 5.0% by weight or more. Thereby, the effect of using the hydroxyl group-containing monomer is suitably exhibited. Further, the amount of the hydroxyl group-containing monomer is, for example, suitably 20% by weight or less of the monomer components, preferably 15% by weight or less, and more preferably 12% by weight or less.
- the amount of the hydroxyl group-containing monomer may be 10% by weight or less, 8% by weight or less, or 6% by weight or less.
- the proportion of the hydroxyl group-containing monomer in the monomer component is 8% by weight or more, may be 10% by weight or more (for example, more than 10% by weight), and may be 15% by weight or more (for example, more than 10% by weight). For example, it may be more than 15% by weight) or more than 20% by weight (for example, more than 20% by weight).
- the proportion of the hydroxyl group-containing monomer in the monomer component is suitably 40% by weight or less, preferably 35% by weight or less, more preferably 30% by weight or less, and may be 25% by weight or less. .
- the amount of the hydroxyl group-containing monomer used within the above range it is easy to obtain a pressure-sensitive adhesive that has excellent light pressure adhesion and good adhesive properties.
- the entire monomer having a reactive functional group used as a copolymerization component of an acrylic polymer (a functional group-containing monomer containing a hydroxyl group-containing monomer)
- the proportion of the hydroxyl group-containing monomer in the total amount is suitably 30% by weight or more, preferably 50% by weight or more, and more preferably 70% by weight.
- 80% by weight or more, particularly preferably 90% by weight or more it may be 95% by weight or more, 97% by weight or more, 98% by weight or more, 99% by weight or more. % or more (for example, 99.9% by weight or more).
- the upper limit of the ratio of the hydroxyl group-containing monomer to the entire monomers having the above-mentioned reactive functional group is 100% by weight, and may be, for example, 95% by weight or less.
- the above ratio of the hydroxyl group-containing monomer is preferably employed.
- the monomer components constituting the acrylic polymer may contain copolymerization components other than the above-mentioned monomers having reactive functional groups, for the purpose of improving cohesive force and the like.
- copolymerizable components include vinyl ester monomers such as vinyl acetate; aromatic vinyl compounds such as styrene; cycloalkyl (meth)acrylate, cyclopentyl (meth)acrylate, and isobornyl (meth)acrylate; ) acrylates; aryl (meth)acrylates (e.g. phenyl (meth)acrylate), aryloxyalkyl (meth)acrylates (e.g.
- Aromatic ring-containing (meth)acrylate Olefinic monomer; Chlorine-containing monomer; Isocyanate group-containing monomer such as 2-(meth)acryloyloxyethyl isocyanate; Alkoxy such as methoxyethyl (meth)acrylate and ethoxyethyl (meth)acrylate Group-containing monomers; vinyl ether monomers such as methyl vinyl ether and ethyl vinyl ether; and the like.
- the other copolymerization components mentioned above can be used alone or in combination of two or more.
- the amount of such other copolymerized components is not particularly limited as long as it can be selected as appropriate depending on the purpose and use, but from the viewpoint of appropriately exhibiting the effects of use, it is appropriate to set it to 0.05% by weight or more. , 0.5% by weight or more.
- the content of other copolymer components in the monomer components is 20% by weight or less, so that the adhesive properties based on the essential monomer components can be suitably exhibited. From this point of view, it is preferably 10% by weight or less, more preferably 8% by weight or less, still more preferably less than 5% by weight, for example, it may be less than 3% by weight, and may be less than 1% by weight.
- the technology disclosed herein can also be preferably practiced in an embodiment in which the monomer component does not substantially contain other copolymer components.
- Acrylic polymers are polyfunctional polymers that have at least two polymerizable functional groups (typically radically polymerizable functional groups) having unsaturated double bonds, such as (meth)acryloyl groups and vinyl groups, as other monomer components. It may also contain monomers. By using a polyfunctional monomer as a monomer component, the cohesive force of the adhesive layer can be increased. Polyfunctional monomers can be used as crosslinking agents.
- the polyfunctional monomer is not particularly limited, and includes, for example, 1,6-hexanediol di(meth)acrylate, trimethylolpropane tri(meth)acrylate, dipentaerythritol hexa(meth)acrylate, and neopentyl glycol di(meth)acrylate. etc.
- One type of polyfunctional monomer can be used alone or two or more types can be used in combination.
- the amount of the polyfunctional monomer used is not particularly limited, and can be appropriately set so that the intended use of the polyfunctional monomer is achieved.
- the amount of the polyfunctional monomer used can be about 3% by weight or less of the monomer components, preferably about 2% by weight or less, and more preferably about 1% by weight or less (for example, about 0.5% by weight or less).
- the lower limit of the amount used when using a polyfunctional monomer is not particularly limited, as long as it is greater than 0% by weight.
- the effect of using the polyfunctional monomer can be appropriately exhibited by setting the amount of the polyfunctional monomer to be approximately 0.001% by weight or more (for example, approximately 0.01% by weight or more) of the monomer components.
- the acrylic polymer is an acrylic polymer synthesized using a monomer component consisting essentially of heptyl acrylate (preferably n-heptyl acrylate) and a carboxy group-containing monomer (preferably acrylic acid). It will be done. According to the above monomer composition, the effects of heptyl acrylate and the carboxy group-containing monomer are effectively exhibited, and a pressure-sensitive adhesive having a low storage modulus at -20° C. and excellent light pressure adhesion can be preferably realized.
- a monomer component consisting essentially of heptyl acrylate (preferably n-heptyl acrylate) and a carboxy group-containing monomer (preferably acrylic acid). It will be done. According to the above monomer composition, the effects of heptyl acrylate and the carboxy group-containing monomer are effectively exhibited, and a pressure-sensitive adhesive having a low storage modulus at -20° C. and excellent light pressure adhesion can be preferably realized.
- the total proportion of heptyl acrylate and the carboxyl group-containing monomer in the monomer components is suitably 90% by weight or more (90 to 100% by weight), preferably 95% by weight or more, more preferably 99% by weight or more. % by weight or more, more preferably more than 99.5% by weight, particularly preferably more than 99.9% by weight (for example, more than 99.99% by weight), and the total proportion of heptyl acrylate and the carboxy group-containing monomer in the monomer components may be 100% by weight.
- biomass carbon ratio of the monomer component constituting the acrylic polymer may be, for example, 1% or more, suitably 10% or more, preferably 30% or more, and more preferably is 50% or more (for example, more than 50%), may be 70% or more, may be 80% or more, or may be 90% to 100%.
- the copolymer composition of the acrylic polymer is designed such that the glass transition temperature (Tg) of the polymer is approximately -15°C or lower (for example, approximately -70°C or more and -15°C or less).
- Tg glass transition temperature
- the Tg of the acrylic polymer refers to the Tg determined by the Fox equation based on the composition of monomer components used in the synthesis of the polymer.
- the Fox equation as shown below, is a relational equation between Tg of a copolymer and the glass transition temperature Tgi of a homopolymer obtained by homopolymerizing each of the monomers constituting the copolymer.
- Tg is the glass transition temperature of the copolymer (unit: K)
- Wi is the weight fraction of monomer i in the copolymer (copolymerization ratio on a weight basis)
- Tgi is the weight fraction of monomer i in the copolymer. Represents the glass transition temperature (unit: K) of a homopolymer.
- the glass transition temperature of the homopolymer used to calculate Tg the values listed in publicly known materials, specifically "Polymer Handbook” (3rd edition, John Wiley & Sons, Inc., 1989), shall be used. .
- the highest value is adopted. If it is not described in the above Polymer Handbook, the value obtained by the measurement method described in JP-A No. 2007-51271 shall be used.
- the Tg of the acrylic polymer is advantageous for the Tg of the acrylic polymer to be approximately -25°C or lower, preferably approximately -35°C or lower. , more preferably about -40°C or lower, still more preferably -50°C or lower, may be -55°C or lower, or -60°C or lower.
- the Tg of the acrylic polymer is, for example, approximately -70°C or higher, may be approximately -65°C or higher, or may be approximately -60°C or higher.
- the method for obtaining the acrylic polymer is not particularly limited, and various polymerization methods known as methods for synthesizing acrylic polymers such as solution polymerization, emulsion polymerization, bulk polymerization, suspension polymerization, and photopolymerization may be used. may be adopted as appropriate.
- a solution polymerization method can be preferably employed.
- a monomer supply method when performing solution polymerization a batch charging method in which all monomer raw materials are supplied at once, a continuous supply (dropping) method, a divided supply (dropping) method, etc. can be appropriately adopted.
- the polymerization temperature can be selected as appropriate depending on the type of monomer and solvent used, the type of polymerization initiator, etc., and is, for example, about 20°C to 170°C (typically about 40°C to 140°C). Can be done.
- the solvent (polymerization solvent) used for solution polymerization can be appropriately selected from conventionally known organic solvents.
- aromatic compounds typically aromatic hydrocarbons
- acetate esters such as ethyl acetate
- aliphatic or alicyclic hydrocarbons such as hexane and cyclohexane
- 1,2-dichloroethane, etc. halogenated alkanes lower alcohols such as isopropyl alcohol (for example, monohydric alcohols having 1 to 4 carbon atoms); ethers such as tert-butyl methyl ether; ketones such as methyl ethyl ketone; etc.
- Any one type of solvent or a mixed solvent of two or more types can be used.
- the initiator used for polymerization can be appropriately selected from conventionally known polymerization initiators depending on the type of polymerization method.
- one or more azo polymerization initiators such as 2,2'-azobisisobutyronitrile (AIBN) can be preferably used.
- Other examples of polymerization initiators include persulfates such as potassium persulfate; peroxide initiators such as benzoyl peroxide (BPO) and hydrogen peroxide; substituted ethane initiators such as phenyl-substituted ethane; aromatic carbonyl compounds; and the like.
- Still another example of the polymerization initiator is a redox initiator using a combination of a peroxide and a reducing agent.
- Such polymerization initiators can be used alone or in combination of two or more.
- the amount of the polymerization initiator used may be any normal amount, for example, approximately 0.005 to 1 part by weight (typically approximately 0.01 to 1 part by weight) per 100 parts by weight of all monomer components. degree).
- the weight average molecular weight (Mw) of the acrylic polymer is not particularly limited, and an acrylic polymer having an appropriate Mw that can realize the above-mentioned -20°C storage modulus characteristics is used.
- the Mw of the acrylic polymer can range from approximately 10 ⁇ 10 4 to 500 ⁇ 10 4 .
- the Mw of the base polymer may be about 20 ⁇ 10 4 or more, about 30 ⁇ 10 4 or more, about 40 ⁇ 10 4 or more, or about 50 ⁇ 10 4 or more.
- the Mw of the acrylic polymer may be greater than 600,000, greater than 650,000, suitably greater than 700,000, and may be greater than 750,000.
- the Mw of the acrylic polymer is 800,000 or more, may be 850,000 or more, may be 900,000 or more, may be 1 million or more (for example, more than 1 million), or may be 1.2 million or more. good.
- the viscosity can be easily maintained at a low level, so that synthesis of a high molecular weight product is good, and an acrylic polymer having the above Mw can be easily obtained.
- the above-mentioned viscoelastic properties Specifically, the storage modulus (-20°C storage elastic modulus) can be easily satisfied, and light pressure adhesion can be preferably achieved.
- the Mw of the acrylic polymer is usually approximately 3 million or less, preferably 2.5 million or less, more preferably 2 million or less, and even more preferably It is 1.8 million or less, may be 1.5 million or less, or may be 1.3 million or less.
- the Mw of the acrylic polymer may be 1.1 million or less, 1 million or less, 950,000 or less, or 900,000 or less. By appropriately limiting the Mw of the acrylic polymer, a lower -20°C storage modulus can be easily obtained. In some other preferred embodiments, the Mw of the acrylic polymer is 800,000 or less, may be 600,000 or less, may be less than 500,000, or may be 450,000 or less.
- the Mw of the acrylic polymer can be measured by gel permeation chromatography (GPC) and determined as a value in terms of standard polystyrene. Specifically, it can be determined by measuring under the following conditions using a GPC measurement device with the trade name "HLC-8220GPC" (manufactured by Tosoh Corporation). The same applies to the embodiments described below.
- GPC gel permeation chromatography
- the adhesive layer contains an acrylic oligomer.
- Acrylic oligomers can be used singly or in combination of two or more.
- the acrylic oligomer has a Tg of about 0°C or more and about 300°C or less, preferably about 20°C or more and about 300°C or less, and more preferably about 40°C or more and about 300°C or less.
- Tg is within the above range, adhesive strength can be suitably improved.
- the Tg of the acrylic oligomer is about 30°C or higher, more preferably about 50°C or higher (for example, about 60°C or higher), from the viewpoint of adhesive cohesiveness, and From this point of view, the temperature is preferably about 200°C or less, more preferably about 150°C or less, and even more preferably about 100°C or less (for example, about 80°C or less).
- the Tg of the acrylic oligomer refers to the Tg determined by the Fox equation based on the composition of the monomer components, similar to the Tg of the acrylic polymer described above.
- the weight average molecular weight (Mw) of the acrylic oligomer is typically about 1,000 or more and less than about 30,000, preferably about 1,500 or more and less than about 20,000, and more preferably about 2,000 or more and less than about 10,000. When Mw is within the above range, good adhesive strength is likely to be obtained. In some preferred embodiments, the Mw of the acrylic oligomer is about 2,500 or more (for example, about 3,000 or more), and from the viewpoint of adhesiveness, it is preferably about 7,000 or less, more preferably about 5,000 or less (for example, about 4,500 or less). , typically about 4000 or less).
- the Mw of the acrylic oligomer can be measured by gel permeation chromatography (GPC) and determined as a value in terms of standard polystyrene. Specifically, the measurement is performed using HPLC8020 manufactured by Tosoh Corporation with two columns of TSKgelGMH-H (20) at a flow rate of about 0.5 mL/min using tetrahydrofuran solvent.
- GPC gel permeation chromatography
- Examples of monomers constituting the acrylic oligomer include methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate, isopropyl (meth)acrylate, butyl (meth)acrylate, isobutyl (meth)acrylate, and s-butyl.
- acrylic oligomers include alkyl (meth)acrylates in which the alkyl group has a branched structure, such as isobutyl (meth)acrylate and t-butyl (meth)acrylate; cyclohexyl (meth)acrylate, isobornyl (meth)acrylate, and dicyclopentaacrylate; Esters of (meth)acrylic acid and alicyclic alcohol such as phenyl (meth)acrylate ((meth)acrylate containing an alicyclic hydrocarbon group); aryl such as phenyl (meth)acrylate and benzyl (meth)acrylate Containing as a monomer unit an acrylic monomer having a relatively bulky structure, such as (meth)acrylate having a cyclic structure, further improves the adhesiveness of the adhesive layer.
- alkyl (meth)acrylates in which the alkyl group has a branched structure, such as isobutyl (meth)acrylate and
- UV rays when synthesizing acrylic oligomers or preparing adhesive layers, it is preferable to use ultraviolet rays that have saturated bonds because they are less likely to inhibit polymerization, and those that have alkyl groups with a branched structure are preferable.
- Alkyl (meth)acrylates or esters with alicyclic alcohols alicyclic hydrocarbon group-containing (meth)acrylates
- alicyclic hydrocarbon group-containing (meth)acrylates can be suitably used as monomers constituting the acrylic oligomer.
- all of the branched alkyl (meth)acrylates, alicyclic hydrocarbon group (meth)acrylates, and aryl (meth)acrylates described above correspond to (meth)acrylate monomers in the technology disclosed herein.
- the cycloaliphatic hydrocarbon group can be a saturated or unsaturated cycloaliphatic hydrocarbon group.
- the proportion of (meth)acrylate monomer (for example, alicyclic hydrocarbon group-containing (meth)acrylate) in the monomer components constituting the acrylic oligomer is typically more than 50% by weight, preferably 60% by weight.
- the content is more than 70% by weight, more preferably 70% by weight or more (for example, 80% by weight or more, even 90% by weight or more).
- the acrylic oligomer has a monomer composition consisting essentially of (meth)acrylate monomers.
- functional group-containing monomers can be used as constituent monomer components of the acrylic oligomer.
- suitable examples of the functional group-containing monomer include monomers having a nitrogen atom-containing ring (typically a nitrogen atom-containing heterocycle) such as N-vinyl-2-pyrrolidone and N-acryloylmorpholine; N,N-dimethylamino Amino group-containing monomers such as ethyl (meth)acrylate; amide group-containing monomers such as N,N-diethyl (meth)acrylamide; carboxy group-containing monomers such as AA and MAA; hydroxyl group-containing monomers such as 2-hydroxyethyl (meth)acrylate Monomers; These functional group-containing monomers can be used alone or in combination of two or more.
- carboxy group-containing monomers are preferred, and AA is particularly preferred.
- carboxy group-containing monomers are preferred, and AA is particularly preferred.
- a carboxy group-containing monomer as the functional group-containing monomer, it is possible to improve the adhesion to highly polar adherends, and to preferably achieve excellent light pressure bonding adhesiveness to such adherends. Can be done.
- the proportion of the functional group-containing monomer (for example, a carboxy group-containing monomer such as AA) in the monomer component can be approximately 1% by weight or more. It is appropriate, preferably 2% by weight or more, more preferably 3% by weight or more, and approximately 15% by weight or less, preferably 10% by weight or less, more preferably 7% by weight or less. be.
- the acrylic oligomer can be formed by polymerizing its constituent monomer components.
- the polymerization method and polymerization mode are not particularly limited, and various conventionally known polymerization methods (e.g., solution polymerization, emulsion polymerization, bulk polymerization, photopolymerization, radiation polymerization, etc.) can be employed in an appropriate mode.
- the types of polymerization initiators for example, azo polymerization initiators such as AIBN
- AIBN azo polymerization initiators
- the amount of the chain transfer agent such as n-dodecyl mercaptan is appropriately determined based on common technical knowledge so as to obtain a desired molecular weight, and therefore detailed explanation will be omitted here.
- suitable acrylic oligomers include dicyclopentanyl methacrylate (DCPMA), cyclohexyl methacrylate (CHMA), isobornyl methacrylate (IBXMA), isobornyl acrylate (IBXA), dicyclopentanyl
- DCPA 1-adamantyl methacrylate
- ADMA 1-adamantyl methacrylate
- ADA 1-adamantyl acrylate
- a copolymer of CHMA and isobutyl methacrylate (IBMA) a copolymer of CHMA and IBXMA, Copolymer of CHMA and acryloylmorpholine (ACMO), copolymer of CHMA and diethylacrylamide (DEAA), copolymer of CHMA and AA, copolymer of ADA and methyl methacrylate (MMA), DCPMA and IBXMA copolymers of DCPMA and MMA, and copolymers of DCPMA and DCPMA and
- the content is preferably, for example, 0.1 part by weight or more (for example, 1 part by weight or more) based on 100 parts by weight of the acrylic polymer. It is. From the viewpoint of better exhibiting the effects of the acrylic oligomer, the content of the acrylic oligomer is preferably about 3 parts by weight or more, more preferably about 5 parts by weight or more, and about 8 parts by weight or more. It may be about 10 parts by weight or more, about 12 parts by weight or more, about 15 parts by weight or more, or about 18 parts by weight or more.
- the content of the acrylic oligomer is less than 50 parts by weight (for example, less than 40 parts by weight) based on 100 parts by weight of the acrylic polymer. From the viewpoint of maintaining a low storage modulus at -20° C., the amount is preferably less than 30 parts by weight, more preferably about 25 parts by weight or less, even more preferably about 20 parts by weight or less. In some embodiments, the content of the acrylic oligomer is less than 20 parts by weight based on 100 parts by weight of the acrylic polymer, and may be 15 parts by weight or less, 12 parts by weight or less, and 10 parts by weight. The amount may be less than 8 parts by weight, or less than 6 parts by weight. By limiting the amount of acrylic oligomer used in this way, the effects of the technology disclosed herein can be preferably exhibited.
- the adhesive layer includes a tackifying resin.
- a tackifying resin By using a tackifying resin, high adhesive strength can be obtained. More specifically, based on the effect of the combined use of the acrylic oligomer and the tackifying resin, the adhesive strength including light pressure bonding adhesive strength can be preferably improved.
- the tackifier resin is not particularly limited and includes, for example, rosin-based tackifier resin, terpene-based tackifier resin, hydrocarbon-based tackifier resin, epoxy-based tackifier resin, polyamide-based tackifier resin, elastomer-based tackifier resin, Various tackifying resins such as phenolic tackifying resins and ketone tackifying resins can be used. Such tackifying resins can be used alone or in combination of two or more.
- rosin-based tackifying resins include unmodified rosin (raw rosin) such as gum rosin, wood rosin, and tall oil rosin; Examples include hydrogenated rosin, disproportionated rosin, polymerized rosin, other chemically modified rosin, etc. (the same applies hereinafter); and other various rosin derivatives.
- unmodified rosin raw rosin
- examples include hydrogenated rosin, disproportionated rosin, polymerized rosin, other chemically modified rosin, etc. (the same applies hereinafter); and other various rosin derivatives.
- examples of the above-mentioned rosin derivatives include rosins such as those obtained by esterifying unmodified rosin with alcohols (i.e., esterified products of rosin), and those obtained by esterifying modified rosin with alcohols (i.e., esterified products of modified rosin).
- Esters Unsaturated fatty acid-modified rosins, which are unmodified rosin or modified rosin modified with unsaturated fatty acids; Unsaturated fatty acid-modified rosin esters, which are rosin esters modified with unsaturated fatty acids; Unmodified rosin, modified rosin, unsaturated Rosin alcohols obtained by reducing the carboxyl group in fatty acid-modified rosins or unsaturated fatty acid-modified rosin esters; metal salts of rosins (especially rosin esters) such as unmodified rosins, modified rosins, and various rosin derivatives; rosins; Examples include rosin phenol resins obtained by adding phenol to (unmodified rosin, modified rosin, various rosin derivatives, etc.) with an acid catalyst and thermally polymerizing them. Among them, rosin ester is preferred.
- rosin esters include esters of unmodified rosin or modified rosin (hydrogenated rosin, disproportionated rosin, polymerized rosin, etc.), such as methyl ester, triethylene glycol ester, glycerin ester. , pentaerythritol ester and the like.
- terpene-based tackifying resins examples include terpene resins such as ⁇ -pinene polymer, ⁇ -pinene polymer, and dipentene polymer; modified terpene resins; and the like.
- modified terpene resin is terpene phenol resin.
- Terpene phenol resin refers to a polymer containing terpene residues and phenol residues, and includes copolymers of terpenes and phenol compounds (terpene-phenol copolymer resins), and homopolymers or copolymers of terpenes. This concept includes both phenol-modified products (phenol-modified terpene resins). Specific examples of terpenes constituting such terpene phenol resin include monoterpenes such as ⁇ -pinene, ⁇ -pinene, and limonene (including d-form, l-form, and d/l-form (dipentene)); can be mentioned.
- the hydrogenated terpene phenol resin refers to a hydrogenated terpene phenol resin having a structure obtained by hydrogenating such a terpene phenol resin. Sometimes called hydrogenated terpene phenolic resin.
- hydrocarbon-based tackifying resins examples include aliphatic (C5-based) petroleum resins, aromatic (C9-based) petroleum resins, aliphatic/aromatic copolymerized (C5/C9-based) petroleum resins, and Hydrogenated substances (e.g., alicyclic petroleum resins obtained by hydrogenating aromatic petroleum resins), various modified products thereof (e.g., maleic anhydride modified products), coumaron-based resins, coumaron-indene-based resins Examples include various hydrocarbon resins such as.
- the total proportion of the rosin-based tackifying resin and the terpene-based tackifying resin in the entire tackifying resin contained in the adhesive layer is, for example, approximately more than 50% by weight (more than 50% by weight and less than 100% by weight). ), and may be about 70% by weight or more, about 80% by weight or more, about 90% by weight or more, about 95% by weight or more, or about 99% by weight or more.
- Some preferred embodiments include embodiments in which the tackifying resin contains one or more terpene phenol resins.
- the technology disclosed herein can be preferably implemented, for example, in an embodiment in which about 25% by weight or more (more preferably about 30% by weight or more) of the total amount of tackifier resin is a terpene phenol resin.
- the proportion of the terpene phenol resin in the total amount of tackifier resin may be approximately 50% by weight or more, approximately 70% by weight or more, approximately 80% by weight or more, or approximately 90% by weight or more.
- Substantially all of the tackifier resin (for example, about 95% to 100% by weight, and even about 99% to 100% by weight) may be a terpene phenol resin.
- the content of the terpene phenol resin in the adhesive layer is not particularly limited as long as it satisfies the desired viscoelastic properties.
- the content of the terpene phenol resin is usually about 1 part by weight or more, and suitably about 5 parts by weight or more, based on 100 parts by weight of the acrylic polymer, from the viewpoint of improving adhesive strength.
- the amount is preferably about 8 parts by weight or more, more preferably about 10 parts by weight or more, and even more preferably about 12 parts by weight or more (for example, 15 parts by weight or more).
- the content of the terpene phenol resin in the adhesive layer is, for example, 70 parts by weight or less, may be 60 parts by weight or less, and may be 50 parts by weight or less, based on 100 parts by weight of the acrylic polymer.
- the amount may be less than 40 parts by weight, or less than 30 parts by weight.
- the content of the terpene phenol resin is less than 30 parts by weight, more preferably 25 parts by weight or less, even more preferably 22 parts by weight or less, and may be 20 parts by weight or less. .
- the softening point of the tackifying resin is not particularly limited. From the viewpoint of improving cohesive force, a tackifier resin having a softening point (softening temperature) of about 80° C. or higher can be preferably used. The softening point of the tackifying resin may be approximately 100°C or higher, or approximately 110°C or higher. Further, from the viewpoint of adhesion to the adherend, a tackifier resin having a softening point of approximately 200° C. or lower (more preferably approximately 180° C. or lower) may be preferably used. In some embodiments, the softening point of the tackifying resin may be less than 160°C, and may be less than 150°C.
- the softening point of the tackifying resin in this specification is defined as a value measured based on the softening point test method (ring and ball method) specified in JIS K5902 and JIS K2207. Specifically, the sample is melted as quickly as possible at the lowest possible temperature, and the sample is carefully filled into a ring placed on a flat metal plate, taking care not to form bubbles. After it has cooled down, use a slightly heated knife to cut off the raised part from the plane including the top of the ring.
- a supporter (ring stand) is placed in a glass container (heating bath) with a diameter of 85 mm or more and a height of 127 mm or more, and glycerin is poured into the container to a depth of 90 mm or more.
- the steel ball (diameter 9.5 mm, weight 3.5 g) and the ring filled with the sample were immersed in glycerin without coming into contact with each other, and the temperature of the glycerin was maintained at 20°C plus or minus 5°C for 15 minutes. .
- a steel ball is then placed in the center of the surface of the sample in the ring and placed in position on the support.
- thermometer place a thermometer, set the center of the mercury bulb of the thermometer at the same height as the center of the ring, and heat the container.
- the flame of the Bunsen burner used for heating should be halfway between the center of the bottom of the container and the edge to ensure even heating. Note that the rate at which the bath temperature increases after heating starts and reaches 40°C must be 5.0 plus or minus 0.5°C per minute.
- the sample gradually softens and flows down from the ring, and the temperature at which it finally touches the bottom plate is read, and this is taken as the softening point.
- the softening point is measured at two or more points at the same time, and the average value is used.
- the tackifying resin is a tackifying resin T L having a softening point of less than 150°C.
- the softening point of the tackifier resin T L is less than 140°C, more preferably less than 130°C, even more preferably less than 120°C, and may be 110°C or less, and has a softening point of 100°C or less.
- the temperature may be lower than or equal to 90°C.
- the lower limit of the softening point of the tackifier resin T L is not particularly limited.
- the softening point of the tackifier resin T L may be approximately 50°C or higher, 60°C or higher, 70°C or higher, or 80°C from the viewpoint of exhibiting appropriate cohesive force. or higher, 90°C or higher, 100°C or higher, or 110°C or higher.
- the tackifier resin T L one type suitably selected from among the tackifier resins exemplified above having a softening point of less than 150°C can be used alone or in combination of two or more types.
- the tackifying resin T L preferably includes at least one selected from rosin-based tackifying resins and terpene-based tackifying resins.
- the tackifying resin T L may contain one type of rosin-based tackifying resin alone, or may contain a combination of two or more types of rosin-based tackifying resin.
- the tackifying resin T L may contain one type of terpene-based tackifying resin (eg, terpene phenol resin) alone, or may contain a combination of two or more types of terpene-based tackifying resin.
- terpene-based tackifying resin eg, terpene phenol resin
- the proportion of the terpene-based tackifying resin (e.g., terpene phenol resin) in the entire tackifying resin T L can be, for example, more than about 50% by weight, and may be about 65% by weight or more, The content may be approximately 75% by weight or more, 85% by weight or more, or 95% by weight or more.
- the technology disclosed herein is an embodiment in which substantially all of the tackifier resin T L (for example, approximately 97% by weight or more, or 99% by weight or more, and may be 100% by weight) is a terpene-based tackifier resin. It can be preferably carried out.
- examples of rosin-based tackifier resins that can be preferably employed as the tackifier resin T L include rosin esters such as unmodified rosin esters and modified rosin esters.
- a suitable example of the modified rosin ester is a hydrogenated rosin ester.
- esters of unmodified rosin or modified rosin eg, hydrogenated rosin
- rosin esters such as methyl ester, glycerin ester, etc.
- the tackifying resin T L may include a hydrogenated rosin ester.
- the tackifying resin T L may include a non-hydrogenated rosin ester.
- non-hydrogenated rosin ester is a concept that comprehensively refers to rosin esters other than hydrogenated rosin esters mentioned above. Examples of non-hydrogenated rosin esters include unmodified rosin esters, disproportionated rosin esters and polymerized rosin esters.
- the tackifier resin T L may contain a combination of a hydrogenated rosin ester and a non-hydrogenated rosin ester as rosin esters, or may contain only one or more hydrogenated rosin esters. It may contain only one species or two or more non-hydrogenated rosin esters.
- the adhesive layer according to some preferred embodiments contains only one or more hydrogenated rosin esters as the rosin esters contained in the tackifier resin T L.
- the proportion of the rosin-based tackifying resin (e.g., rosin esters) in the entire tackifying resin T L can be, for example, more than about 50% by weight, and may be about 65% by weight or more, It may be about 75% by weight or more, about 85% by weight or more, or about 95% by weight or more.
- the technology disclosed herein is an embodiment in which substantially all of the tackifier resin T L (for example, approximately 97% by weight or more, or 99% by weight or more, and may be 100% by weight) is a rosin-based tackifier resin. It can be preferably carried out.
- tackifying resin T L for example, a tackifying resin having a softening point of less than 50°C, more preferably approximately 40°C or less (typically a rosin-based, terpene-based, hydrocarbon-based, etc. tackifying resin, e.g. Hydrogenated rosin methyl ester, etc.) may or may not be included.
- a low softening point tackifier resin may be a liquid tackifier resin that exhibits a liquid state at 30°C.
- the liquid tackifying resin can be used alone or in combination of two or more.
- the content of the liquid tackifying resin can be approximately 30% by weight or less of the entire tackifier resin T L from the viewpoint of cohesive force etc., and should be approximately 10% by weight or less (for example, 0 to 10% by weight). is suitable, and may be approximately 2% by weight or less (0.5 to 2% by weight), and may be less than 1% by weight.
- the content of the tackifier resin T L is not particularly limited, but in some embodiments, it is appropriate to set it to about 70 parts by weight or less based on 100 parts by weight of the acrylic polymer, and even if it is 60 parts by weight or less. Generally, the amount may be 50 parts by weight or less, 40 parts by weight or less, or 30 parts by weight or less.
- amount of tackifier resin T L used to a predetermined amount or less there is a tendency to easily form an adhesive having a -20° C. storage elastic modulus of a predetermined value or less.
- the content of the tackifying resin T L is less than 30 parts by weight, more preferably 25 parts by weight or less, and even more preferably 22 parts by weight or less, based on 100 parts by weight of the acrylic polymer. The amount may be 20 parts by weight or less.
- the content of the tackifier resin T L is, for example, 1 part by weight or more based on 100 parts by weight of the acrylic polymer, from the viewpoint of improving adhesive strength including light pressure bonding strength, and 5 parts by weight or more. It is suitably at least 8 parts by weight, preferably at least 8 parts by weight, more preferably at least 10 parts by weight, even more preferably at least 12 parts by weight, and may be at least 15 parts by weight.
- the content of the tackifier resin T L based on 100 parts by weight of the acrylic polymer may be about 20 parts by weight or more, about 25 parts by weight or more, or about 30 parts by weight or more. Generally, the amount may be about 35 parts by weight or more.
- Such a content can be preferably applied, for example, in an embodiment using an acrylic polymer with a relatively small molecular weight.
- the adhesive layer combines a tackifying resin T L and a tackifying resin T H having a softening point of 150° C. or higher (for example, 150° C. to 200° C.) within a range that does not impair the effects of the invention. may also be included.
- a tackifying resin T H one kind or a combination of two or more kinds of tackifier resins having a softening point of 150° C. or more among the tackifier resins exemplified above can be used.
- the tackifier resin T L accounts for more than 50% by weight of the total amount of tackifier resins included in the adhesive layer. Thereby, the effect of containing the tackifying resin TL tends to be effectively expressed.
- the proportion of the tackifying resin T L in the total amount of the tackifying resin contained in the adhesive layer is preferably 60% by weight or more, more preferably The content is 70% by weight or more, more preferably 80% by weight or more, particularly preferably 90% by weight or more, may be 95% by weight or more, or may be 98% by weight or more.
- the tackifier resin contained in the adhesive layer consists essentially only of tackifier resin TL . In this embodiment, the proportion of the tackifying resin T L in the total amount of tackifying resin contained in the adhesive layer is in the range of 99 to 100% by weight.
- the tackifying resin may include a tackifying resin having a hydroxyl value higher than 20 mgKOH/g.
- tackifying resins having a hydroxyl value of 30 mgKOH/g or more are preferred.
- a tackifier resin having a hydroxyl value of 30 mgKOH/g or more may be referred to as a "high hydroxyl value resin". According to the tackifying resin containing such a high hydroxyl value resin, an adhesive layer having excellent adhesion to an adherend and high cohesive force can be realized.
- the tackifier resin may include a high hydroxyl value resin having a hydroxyl value of 50 mgKOH/g or more (for example, 70 mgKOH/g or more).
- a high hydroxyl value resin having a hydroxyl value of 50 mgKOH/g or more (for example, 70 mgKOH/g or more).
- the above-mentioned high hydroxyl value resins e.g. terpene phenol resins
- acrylic polymers containing heptyl acrylate as a monomer component to improve adhesive strength and cohesive strength. It is possible to achieve both.
- the upper limit of the hydroxyl value of the high hydroxyl value resin is not particularly limited.
- the hydroxyl value of the high hydroxyl value resin is usually about 300 mgKOH/g or less, suitably about 200 mgKOH/g or less, preferably about 180 mgKOH/g or less, or more.
- it is about 160 mgKOH/g or less, more preferably about 140 mgKOH/g or less, it may be 120 mgKOH/g or less, it may be 100 mgKOH/g or less, it may be 80 mgKOH/g or less (for example, 65 mgKOH/g or less).
- the tackifier resin includes a high hydroxyl value resin (for example, a terpene-based tackifier resin, preferably a terpene phenol resin) with a hydroxyl value of 30 to 160 mgKOH/g.
- a high hydroxyl value resin having a hydroxyl value of 30 to 80 mgKOH/g can be preferably employed.
- a value measured by the potentiometric titration method specified in JIS K0070:1992 can be adopted.
- the specific measurement method is as shown below.
- [Method for measuring hydroxyl value] 1.
- Reagent (1) As the acetylation reagent, take about 12.5 g (about 11.8 mL) of acetic anhydride, add pyridine to make a total volume of 50 mL, and stir thoroughly. Alternatively, take about 25 g (about 23.5 mL) of acetic anhydride, add pyridine to make a total volume of 100 mL, stir thoroughly, and use.
- (2) A 0.5 mol/L potassium hydroxide ethanol solution is used as the measurement reagent.
- the high hydroxyl value resin among the various tackifier resins mentioned above, those having a hydroxyl value of a predetermined value or more can be used.
- the high hydroxyl value resins can be used alone or in combination of two or more.
- a terpene phenol resin having a hydroxyl value of 50 mgKOH/g or more can be preferably employed as the high hydroxyl value resin.
- Terpene phenol resins are advantageous because the hydroxyl value can be arbitrarily controlled by adjusting the copolymerization ratio of phenol.
- the proportion of the high hydroxyl value resin for example, terpene phenol resin
- the proportion of the high hydroxyl value resin in the entire tackifier resin is preferably about 30% by weight or more, for example. Thereby, the effect of using the high hydroxyl value resin is preferably exhibited.
- the proportion of the high hydroxyl value resin in the entire tackifying resin is about 40% by weight or more, and may be about 50% by weight or more (for example, more than 50% by weight), and about 60% by weight. % or more, approximately 70% by weight or more, approximately 80% by weight or more, or approximately 90% by weight or more. Substantially all of the tackifier resin (for example, approximately 95 to 100% by weight, or even approximately 99 to 100% by weight) may be a high hydroxyl value resin.
- the softening point of the above-mentioned high hydroxyl value resin is not particularly limited.
- the softening point of the high hydroxyl value resin may be, for example, approximately 50°C or higher, and from the viewpoint of improving cohesive force, a high hydroxyl value resin having a softening point (softening temperature) of approximately 80°C or higher may be preferably employed.
- a terpene phenol resin having such a softening point can be preferably used.
- the softening point of the high hydroxyl value resin may be approximately 100°C or higher, or approximately 110°C or higher.
- the upper limit of the softening point of the high hydroxyl value resin is not particularly limited.
- a high hydroxyl value resin having a softening point of approximately 200° C. or lower (more preferably approximately 180° C. or lower) may be preferably used.
- the softening point of the high hydroxyl value resin may be less than 160°C, may be less than 150°C, may be less than 145°C, may be less than 140°C, may be less than 130°C, may be less than 120°C. But that's fine.
- the content of the high hydroxyl value resin in the adhesive layer is not particularly limited as long as it satisfies the desired viscoelastic properties.
- the content of the high hydroxyl value resin is usually about 1 part by weight or more, and can be about 5 parts by weight or more, based on 100 parts by weight of the acrylic polymer, from the viewpoint of improving adhesive strength. It is suitable, preferably about 8 parts by weight or more, more preferably about 10 parts by weight or more, still more preferably about 12 parts by weight or more (for example, 15 parts by weight or more).
- the content of the high hydroxyl value resin in the adhesive layer is, for example, 70 parts by weight or less, and may be 60 parts by weight or less, based on 100 parts by weight of the acrylic polymer. The amount may be 50 parts by weight or less, 40 parts by weight or less, or 30 parts by weight or less. In some preferred embodiments, the content of the high hydroxyl value resin is less than 30 parts by weight, more preferably 25 parts by weight or less, still more preferably 22 parts by weight or less, even if it is 20 parts by weight or less. good.
- the tackifier resin is preferably a tackifier resin derived from plants (vegetable tackifier resin) from the viewpoint of improving the biomass carbon ratio of the adhesive layer. It can work.
- vegetable tackifying resins include the above-mentioned rosin-based tackifying resins and terpene-based tackifying resins.
- the vegetable tackifying resins can be used alone or in combination of two or more.
- the proportion of the vegetable tackifying resin in the total amount of the tackifying resin is 30% by weight or more (for example, 50% by weight or more, typically 80% by weight). above) is preferable.
- the proportion of vegetable tackifying resin in the total amount of tackifying resin is 90% by weight or more (eg, 95% by weight or more, typically 99-100% by weight).
- the technology disclosed herein can be preferably implemented in an embodiment that does not substantially contain tackifying resins other than vegetable tackifying resins.
- the content of the tackifying resin in the adhesive layer is not particularly limited as long as it satisfies the desired viscoelastic properties.
- the content of the tackifying resin is usually about 1 part by weight or more, and about 5 parts by weight, based on 100 parts by weight of the acrylic polymer, from the viewpoint of improving adhesive strength including light pressure bonding adhesive strength.
- the amount is preferably about 8 parts by weight or more, more preferably about 10 parts by weight or more, and even more preferably about 12 parts by weight or more (for example, 15 parts by weight or more).
- the content of the tackifying resin relative to 100 parts by weight of the acrylic polymer may be approximately 20 parts by weight or more, approximately 25 parts by weight or more, or approximately 30 parts by weight or more, It may be about 35 parts by weight or more.
- Such a content can be preferably applied, for example, in an embodiment using an acrylic polymer with a relatively small molecular weight.
- the content of the tackifier resin in the adhesive layer is, for example, 70 parts by weight or less, may be 60 parts by weight or less, and may be 50 parts by weight or less, based on 100 parts by weight of the acrylic polymer. The amount may be less than 40 parts by weight, or less than 30 parts by weight.
- the content of the tackifying resin is less than 30 parts by weight, more preferably 25 parts by weight or less, even more preferably 22 parts by weight or less, and may be 20 parts by weight or less. .
- the content of the tackifying resin it is easy to maintain a low storage modulus at -20°C.
- the adhesive layer contains one or more of the above-mentioned tackifier resins and one or more acrylic oligomers.
- a tackifier resin and an acrylic oligomer together, higher adhesive strength (for example, light pressure bonding adhesive strength, etc.) can be obtained.
- the ratio (C T /C O ) of the tackifying resin content C T [wt%] to the acrylic oligomer content C O [wt %] in the adhesive layer is not particularly limited, and is, for example, 0.1. It is appropriate to set the value to 10 or less.
- the ratio (C T /C O ) is greater than or equal to 0.25, may be greater than or equal to 0.4, may be greater than or equal to 0.7, and may be greater than or equal to 0.8.
- the ratio (C T /C O ) is approximately 1 or more (for example, more than 1.0), more preferably 1.5 or more, still more preferably 2.0 or more, and 2. It may be 5 or more, 3.0 or more, or 3.5 or more.
- the above ratio (C T /C O ) is approximately 9 or less, preferably 7 or less, and may be 5 or less, It may be 3 or less. In some other embodiments, the ratio (C T /C O ) may be 2 or less, 1.5 or less, or 1.2 or less.
- the total amount (total amount) of the acrylic oligomer and tackifying resin contained in the adhesive layer is 100 parts by weight of the acrylic polymer, from the viewpoint of preferably exhibiting the effects of the technology disclosed herein. It is appropriate that the amount is about 1 part by weight or more, preferably about 10 parts by weight or more, more preferably about 16 parts by weight or more, still more preferably about 20 parts by weight or more, particularly preferably 25 parts by weight or more. In some other embodiments, the total amount of the acrylic oligomer and tackifying resin is about 30 parts by weight or more, and suitably about 35 parts by weight or more, based on 100 parts by weight of the acrylic polymer.
- the total amount of the acrylic oligomer and tackifying resin is preferably less than 120 parts by weight (for example, approximately 80 parts by weight or less), and approximately 70 parts by weight or less, based on 100 parts by weight of the acrylic polymer. There may be. In some preferred embodiments, the total amount of the acrylic oligomer and tackifying resin is less than 60 parts by weight, more preferably about 50 parts by weight or less, and even more preferably about 50 parts by weight or less, based on 100 parts by weight of the acrylic polymer. The amount is 40 parts by weight or less, particularly preferably 35 parts by weight or less, and may be 30 parts by weight or less, 28 parts by weight or less, or 26 parts by weight or less.
- the total amount (total amount) of the acrylic polymer, tackifier resin, and acrylic oligomer in the adhesive layer is appropriately set so that the effect of the technology disclosed herein is exhibited, It is not limited to a specific range.
- the total amount (total amount) of the acrylic polymer, tackifier resin, and acrylic oligomer in the entire adhesive layer is 50% by weight from the viewpoint of preferably exhibiting the effects of the technology disclosed herein.
- it is about 70% by weight or more, more preferably about 90% by weight or more, even more preferably 95% by weight or more (for example, 95% by weight or more and 100% by weight or less, or less than 100% by weight). It may be 98% by weight or more.
- the adhesive composition used to form the adhesive layer may contain a crosslinking agent as necessary.
- the type of crosslinking agent is not particularly limited, and examples include isocyanate crosslinking agents, epoxy crosslinking agents, oxazoline crosslinking agents, aziridine crosslinking agents, melamine crosslinking agents, peroxide crosslinking agents, urea crosslinking agents, and metals. Examples include alkoxide crosslinking agents, metal chelate crosslinking agents, metal salt crosslinking agents, carbodiimide crosslinking agents, hydrazine crosslinking agents, amine crosslinking agents, and silane coupling agents.
- crosslinking agent can be used alone or two or more types can be used in combination. Among these, isocyanate crosslinking agents, epoxy crosslinking agents, oxazoline crosslinking agents, aziridine crosslinking agents, and melamine crosslinking agents are preferred, and isocyanate crosslinking agents and epoxy crosslinking agents are more preferred.
- the pressure-sensitive adhesive layer can obtain an appropriate cohesive force and form a pressure-sensitive adhesive with a good balance between adhesive force and cohesive force.
- the adhesive layer in the technology disclosed herein may contain the crosslinking agent in a form after a crosslinking reaction, a form before a crosslinking reaction, a partially crosslinked form, an intermediate or composite form thereof, etc. May contain.
- the crosslinking agent is typically contained in the pressure-sensitive adhesive layer exclusively in the form after the crosslinking reaction.
- polyfunctional isocyanates referring to compounds having an average of two or more isocyanate groups per molecule, including those having an isocyanurate structure
- the isocyanate crosslinking agents can be used alone or in combination of two or more.
- polyfunctional isocyanates include aliphatic polyisocyanates, alicyclic polyisocyanates, aromatic polyisocyanates, and the like.
- aliphatic polyisocyanates include 1,2-ethylene diisocyanate; tetramethylene diisocyanates such as 1,2-tetramethylene diisocyanate, 1,3-tetramethylene diisocyanate, and 1,4-tetramethylene diisocyanate; 1,2-tetramethylene diisocyanate; - hexamethylene diisocyanate such as hexamethylene diisocyanate, 1,3-hexamethylene diisocyanate, 1,4-hexamethylene diisocyanate, 1,5-hexamethylene diisocyanate, 1,6-hexamethylene diisocyanate, 2,5-hexamethylene diisocyanate; Examples include 2-methyl-1,5-pentane diisocyanate, 3-methyl-1,5-pentane diisocyanate, ly
- alicyclic polyisocyanates include isophorone diisocyanate; cyclohexyl diisocyanates such as 1,2-cyclohexyl diisocyanate, 1,3-cyclohexyl diisocyanate, and 1,4-cyclohexyl diisocyanate; 1,2-cyclopentyl diisocyanate, and 1,3-cyclohexyl diisocyanate; -Cyclopentyl diisocyanates such as cyclopentyl diisocyanate; hydrogenated xylylene diisocyanate, hydrogenated tolylene diisocyanate, hydrogenated diphenylmethane diisocyanate, hydrogenated tetramethylxylene diisocyanate, 4,4'-dicyclohexylmethane diisocyanate, and the like.
- aromatic polyisocyanates include 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate, 4,4'-diphenylmethane diisocyanate, 2,4'-diphenylmethane diisocyanate, and 2,2'-diphenylmethane diisocyanate.
- polyfunctional isocyanates examples include polyfunctional isocyanates having an average of three or more isocyanate groups per molecule.
- Such trifunctional or higher functional isocyanates are polymers (typically dimers or trimers) of bifunctional or trifunctional or higher functional isocyanates, derivatives (for example, a combination of a polyhydric alcohol and two or more molecules of polyfunctional isocyanate). addition reaction products), polymers, etc.
- dimers and trimers of diphenylmethane diisocyanate dimers and trimers of diphenylmethane diisocyanate, isocyanurates of hexamethylene diisocyanate (trimeric adducts of isocyanurate structures), reaction products of trimethylolpropane and tolylene diisocyanate, and products of the reaction between trimethylolpropane and hexamethylene diisocyanate.
- polyfunctional isocyanates such as reaction products with methylene diisocyanate, polymethylene polyphenylisocyanate, polyether polyisocyanate, and polyester polyisocyanate.
- the technology disclosed herein can be preferably implemented in an embodiment in which at least an isocyanate-based crosslinking agent is used as a crosslinking agent.
- the amount of the isocyanate crosslinking agent used is not particularly limited. In some embodiments, the amount of the isocyanate crosslinking agent used can be, for example, approximately 0.1 part by weight or more based on 100 parts by weight of the acrylic polymer. From the perspective of achieving both cohesive force and adhesion, the amount of isocyanate crosslinking agent used per 100 parts by weight of the acrylic polymer should usually be approximately 0.3 parts by weight or more (for example, 0.5 parts by weight or more). is preferred.
- the amount of the isocyanate crosslinking agent used per 100 parts by weight of the acrylic polymer is about 1.0 parts by weight or more, more preferably about 1.5 parts by weight or more, and still more preferably about 2.0 parts by weight.
- the amount is at least 2.5 parts by weight, particularly preferably at least 2.5 parts by weight, and may be at least 2.8 parts by weight.
- the amount of the isocyanate crosslinking agent used is suitably 10 parts by weight or less, preferably 8 parts by weight or less, per 100 parts by weight of the acrylic polymer.
- the above isocyanate crosslinking agent content can be preferably applied to an acrylic polymer containing a carboxy group-containing monomer as a monomer component.
- the amount of the isocyanate crosslinking agent used can be, for example, approximately 0.01 parts by weight or more based on 100 parts by weight of the acrylic polymer, achieving both cohesive force and adhesion. From these viewpoints, it is appropriate that the amount is approximately 0.02 parts by weight or more, preferably approximately 0.05 parts by weight or more, and more preferably 0.1 parts by weight or more. In such an embodiment, the amount of the isocyanate crosslinking agent used is suitably 5 parts by weight or less, preferably 2 parts by weight or less, more preferably 1 part by weight or less, based on 100 parts by weight of the acrylic polymer.
- the above isocyanate crosslinking agent content can be preferably applied to an acrylic polymer containing a hydroxyl group-containing monomer as a monomer component.
- epoxy crosslinking agent any compound having two or more epoxy groups in one molecule can be used without particular limitation. Epoxy crosslinking agents having 3 to 5 epoxy groups in one molecule are preferred. The epoxy crosslinking agents can be used alone or in combination of two or more.
- epoxy crosslinking agents include N,N,N',N'-tetraglycidyl-m-xylene diamine, 1,3-bis(N,N-diglycidylaminomethyl ) cyclohexane, 1,6-hexanediol diglycidyl ether, polyethylene glycol diglycidyl ether, polyglycerol polyglycidyl ether, and the like.
- epoxy crosslinking agents include Mitsubishi Gas Chemical's product names “TETRAD-C” and “TETRAD-X”, DIC's product name “Epicron CR-5L”, Nagase ChemteX's product name Examples include the product name “Denacol EX-512” manufactured by Nissan Chemical Industries, Ltd. and the product name "TEPIC-G” manufactured by Nissan Chemical Industries, Ltd.
- the amount of the epoxy crosslinking agent used is not particularly limited.
- the amount of the epoxy crosslinking agent used may be, for example, more than 0 parts by weight and no more than about 1 part by weight (typically about 0.001 to 1 part by weight) per 100 parts by weight of the acrylic polymer. can. From the viewpoint of suitably exhibiting the effect of improving cohesive force, it is usually appropriate to use the epoxy crosslinking agent in an amount of about 0.002 parts by weight or more per 100 parts by weight of the acrylic polymer, preferably The amount may be approximately 0.005 part by weight or more, for example, approximately 0.01 part by weight or more, or approximately 0.02 part by weight or more.
- the amount of the epoxy crosslinking agent used can be approximately 0.7 parts by weight or less, and approximately 0.5 parts by weight, based on 100 parts by weight of the acrylic polymer.
- the following is suitable, preferably about 0.2 parts by weight or less, more preferably about 0.1 parts by weight or less (for example, less than 0.1 parts by weight), may be about 0.07 parts by weight or less, and about 0.2 parts by weight or less.
- the amount may be 0.04 parts by weight or less, or 0.03 parts by weight or less.
- an isocyanate crosslinking agent and at least one crosslinking agent having a different type of crosslinkable functional group from the isocyanate crosslinking agent are used in combination.
- the technology disclosed herein uses a crosslinking agent other than an isocyanate crosslinking agent (i.e., a crosslinking agent with a different type of crosslinkable reactive group from an isocyanate crosslinking agent; hereinafter also referred to as a "non-isocyanate crosslinking agent") and an isocyanate. It can be preferably carried out in an embodiment in which the method is used in combination with a crosslinking agent.
- non-isocyanate crosslinking agent that can be used in combination with the isocyanate crosslinking agent is not particularly limited, and can be appropriately selected from the above-mentioned crosslinking agents.
- the non-isocyanate crosslinking agents can be used alone or in combination of two or more.
- an epoxy crosslinker can be employed as the non-isocyanate crosslinker.
- better adhesive properties can be achieved by using an isocyanate crosslinking agent and an epoxy crosslinking agent in combination.
- the relationship between the content of the isocyanate crosslinking agent and the content of the non-isocyanate crosslinking agent is not particularly limited, and is appropriately set within a range that satisfies predetermined viscoelastic properties.
- the content of the isocyanate crosslinking agent is, for example, more than 1 time, preferably about 10 times or more, relative to the content of the non-isocyanate crosslinking agent (preferably an epoxy crosslinking agent). is about 50 times or more, more preferably about 80 times or more, still more preferably about 100 times or more (for example, more than 100 times), particularly preferably about 120 times or more (for example, about 140 times or more).
- a non-isocyanate crosslinking agent preferably an epoxy crosslinking agent
- the content of the isocyanate crosslinking agent relative to the content of the crosslinking agent (crosslinking agent) is, for example, approximately 1000 times or less, suitably approximately 500 times or less, preferably approximately 300 times or less, and more preferably approximately 200 times or less. , more preferably about 180 times or less (for example, about 160 times or less).
- the content of crosslinking agent (total amount of crosslinking agent) in the adhesive composition disclosed herein is not particularly limited. From the viewpoint of cohesion, the content of the crosslinking agent is usually about 0.001 parts by weight or more, and preferably about 0.01 parts by weight or more, based on 100 parts by weight of the acrylic polymer. The amount is preferably about 0.1 part by weight or more, may be about 1 part by weight or more, may be about 2 parts by weight or more, and may be about 2.5 parts by weight or more.
- the content of the crosslinking agent in the adhesive composition is usually about 20 parts by weight or less, preferably about 15 parts by weight or less, and about 10 parts by weight, based on 100 parts by weight of the acrylic polymer. The following is preferable. In some preferred embodiments, the content of the crosslinking agent per 100 parts by weight of the acrylic polymer is 5.0 parts by weight or less, may be 4.0 parts by weight or less, or may be 3.5 parts by weight or less.
- the adhesive composition may contain a leveling agent, a crosslinking aid, a plasticizer, a softener, a filler, a coloring agent (pigment, dye, etc.), an antistatic agent, and an antiaging agent, as necessary.
- a leveling agent e.g., a plasticizer, a softener, a filler, a coloring agent (pigment, dye, etc.), an antistatic agent, and an antiaging agent, as necessary.
- ultraviolet absorbers, antioxidants, rust preventives, light stabilizers, and other additives commonly used in the adhesive field e.g., ultraviolet absorbers, antioxidants, rust preventives, light stabilizers, and other additives commonly used in the adhesive field.
- conventionally known ones can be used in a conventional manner, and since they do not particularly characterize the present invention, detailed explanations will be omitted.
- the adhesive layer (layer made of adhesive) disclosed herein may be an adhesive layer formed from an aqueous adhesive composition, a solvent-based adhesive composition, a hot melt-type adhesive composition, or an active energy ray curable adhesive composition.
- the aqueous adhesive composition refers to an adhesive composition in a form containing an adhesive (adhesive layer forming component) in a solvent (aqueous solvent) mainly composed of water, and typically includes those called aqueous dispersion-type adhesive compositions (compositions in which at least a part of the adhesive is dispersed in water).
- the solvent-type adhesive composition refers to an adhesive composition in a form containing an adhesive in an organic solvent.
- organic solvent contained in the solvent-type adhesive composition one or more of the organic solvents (toluene, ethyl acetate, etc.) exemplified as those that can be used in the above-mentioned solution polymerization can be used without any particular restrictions.
- the technology disclosed herein can be preferably implemented in an embodiment having an adhesive layer formed from a solvent-type adhesive composition from the viewpoint of adhesive properties, etc.
- the adhesive layer disclosed herein can be formed by a conventionally known method.
- a method can be adopted in which a pressure-sensitive adhesive layer is formed by applying a pressure-sensitive adhesive composition to a surface having peelability (peelability surface) or a non-peelability surface and drying it.
- a method directly method
- an adhesive composition is directly applied to the base material (typically by coating) and dried to form an adhesive layer.
- a method transfer method of forming an adhesive layer on the surface by applying an adhesive composition to a surface having releasability (releasable surface) and drying the adhesive composition, and then transferring the adhesive layer to a base material.
- the transfer method is preferred.
- the release surface the surface of a release liner, the back surface of a release-treated base material, etc. can be used.
- the adhesive layer disclosed herein is typically formed continuously, it is not limited to this form; for example, it may be formed in a regular or random pattern such as dots or stripes. It may also be a formed adhesive layer.
- the adhesive composition can be applied using a conventionally known coater such as a gravure roll coater, die coater, or bar coater. Alternatively, the adhesive composition may be applied by impregnation, curtain coating, or the like. From the viewpoint of promoting crosslinking reaction, improving production efficiency, etc., it is preferable to dry the adhesive composition under heating.
- the drying temperature can be, for example, about 40 to 150°C, and usually preferably about 60 to 130°C.
- aging may be performed for the purpose of adjusting component migration within the pressure-sensitive adhesive layer, progressing the crosslinking reaction, alleviating distortion that may exist within the pressure-sensitive adhesive layer, and the like.
- the thickness of the adhesive layer is not particularly limited, and a configuration having an adhesive layer having an appropriate thickness in the range of, for example, 0.1 to 500 ⁇ m may be adopted depending on the use and purpose of use.
- the thickness of the adhesive layer is usually approximately 100 ⁇ m or less, preferably approximately 70 ⁇ m or less, more preferably approximately 60 ⁇ m or less, More preferably, it is approximately 50 ⁇ m or less.
- the thickness of the adhesive layer can be approximately 35 ⁇ m or less, for example, approximately 30 ⁇ m or less, 20 ⁇ m or less, 15 ⁇ m or less, 10 ⁇ m or less, or 5 ⁇ m or less.
- the lower limit of the thickness of the adhesive layer is suitably about 0.5 ⁇ m or more, from the viewpoint of adhesion to the adherend, it may be about 1 ⁇ m or more, and it may be about 3 ⁇ m or more.
- the thickness of the adhesive layer is greater than 20 ⁇ m, may be 24 ⁇ m or greater, may be 27 ⁇ m or greater, may be approximately 30 ⁇ m or greater, may be approximately 35 ⁇ m or greater, may be approximately 40 ⁇ m or greater.
- the first adhesive layer and the second adhesive layer have the same thickness. They may have different thicknesses.
- the adhesive layer may include a biomass-derived material, and the biomass carbon ratio may be greater than or equal to a predetermined value.
- the biomass carbon ratio of the adhesive layer is, for example, 1% or more, and may be 10% or more, preferably 30% or more, and more preferably 50% or more.
- a high biomass carbon ratio in the adhesive means that less fossil resource-based materials, such as petroleum, are used. From this point of view, the higher the biomass carbon ratio of the adhesive, the more preferable.
- the biomass carbon ratio of the adhesive layer may be 55% or more, 60% or more, 70% or more, 75% or more, 80% or more, or more than 80%. good.
- the upper limit of the biomass carbon ratio is 100% by definition, and may be 99% or less, and from the viewpoint of material availability, it may be 95% or less, or 90% or less. In some embodiments, from the viewpoint of facilitating good adhesive performance, the biomass carbon ratio of the adhesive layer may be, for example, 90% or less, 85% or less, or 80% or less.
- the base material supporting the adhesive layer may be a resin film, paper, cloth, rubber sheet, or foamed material.
- a body sheet, metal foil, a composite of these, etc. can be used.
- paper include Japanese paper, kraft paper, glassine paper, high quality paper, synthetic paper, top coated paper, and the like.
- Examples of the fabric include woven fabrics and nonwoven fabrics made of various fibrous substances alone or in combination.
- Examples of the above-mentioned fibrous materials include cotton, staple fiber, Manila hemp, pulp, rayon, acetate fiber, polyester fiber, polyvinyl alcohol fiber, polyamide fiber, and polyolefin fiber.
- Examples of rubber sheets include natural rubber sheets, butyl rubber sheets, and the like.
- Examples of foam sheets include foamed polyolefin sheets, foamed polyurethane sheets, foamed polychloroprene rubber sheets, and the like.
- Examples of metal foil include aluminum foil, copper foil, and the like. Note that the base material that supports the adhesive layer is also referred to as a base material layer in the adhesive sheet.
- the base material may be formed from a biomass-derived material or a non-biomass-derived material. From the viewpoint of producing a pressure-sensitive adhesive sheet in consideration of reducing dependence on fossil resource-based materials, biomass-derived base materials (typically resin films) are preferably used.
- the base material may be formed using a recyclable material or a recycled material (also referred to as recycled material).
- a resin film is preferably used. Resin films (for example, polyester films such as PET films) can be recycled, so whether or not they are made from plant-based materials, reusing the used resin film allows for sustainable reproduction. It is possible to reduce the environmental burden.
- a recyclable resin film or a recycled resin film is also referred to as a recycled film.
- the recycled material (for example, recycled film) may be formed from a biomass-derived material or a non-biomass-derived material.
- the base material constituting the base material-attached pressure-sensitive adhesive sheet one containing a resin film as a base film can be preferably used.
- the base film is typically an independently shape-maintainable (independent) member.
- the base material in the technology disclosed herein may be substantially composed of such a base film.
- the base material may include an auxiliary layer in addition to the base film. Examples of the auxiliary layer include a colored layer, a reflective layer, an undercoat layer, an antistatic layer, etc. provided on the surface of the base film.
- the resin film is a film whose main component is a resin material (for example, a component contained in the resin film in an amount exceeding 50% by weight).
- resin films include polyolefin resin films such as polyethylene (PE), polypropylene (PP), and ethylene-propylene copolymers; polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polyethylene naphthalate (PEN), etc.
- PET polyethylene terephthalate
- PBT polybutylene terephthalate
- PEN polyethylene naphthalate
- polyester resin film vinyl chloride resin film; vinyl acetate resin film; polyimide resin film; polyamide resin film; fluororesin film; cellophane; and the like.
- the resin film may be a rubber film such as a natural rubber film or a butyl rubber film. Among these, polyester films are preferred from the viewpoint of handling and processability, and among these, PET films are particularly preferred.
- resin film is typically a non-porous sheet, and is a concept that is distinguished from so-called non-woven fabrics and woven fabrics (in other words, a concept excluding non-woven fabrics and woven fabrics).
- the resin film may be an unstretched film, a uniaxially stretched film, or a biaxially stretched film.
- such resin films may be non-foamed.
- the non-foamed resin film refers to a resin film that has not been intentionally processed to form a foam.
- the non-foamed resin film may be a resin film with an expansion ratio of less than 1.1 times (for example, less than 1.05 times, typically less than 1.01 times).
- the above base material may contain fillers (inorganic fillers, organic fillers, etc.), colorants, dispersants (surfactants, etc.), anti-aging agents, antioxidants, ultraviolet rays, etc., as necessary.
- Various additives such as an absorbent, an antistatic agent, a lubricant, and a plasticizer may be blended.
- the blending ratio of various additives is about less than 30% by weight (for example, less than 20% by weight, typically less than 10% by weight).
- the base material may have a single layer structure, or may have a multilayer structure of two layers, three layers, or more. From the viewpoint of shape stability, the base material preferably has a single-layer structure. In the case of a multilayer structure, at least one layer (preferably all layers) is preferably a layer having a continuous structure of the above resin (for example, polyester resin).
- the method for manufacturing the base material is not particularly limited, and any conventionally known method may be appropriately adopted. For example, conventionally known general film forming methods such as extrusion molding, inflation molding, T-die casting molding, and calender roll molding can be appropriately employed.
- the surface of the base material may be subjected to conventionally known surface treatments such as corona discharge treatment, plasma treatment, ultraviolet irradiation treatment, acid treatment, alkali treatment, and application of an undercoat.
- Such surface treatment may be a treatment for improving the adhesion between the base material and the adhesive layer, in other words, the ability of the adhesive layer to anchor to the base material.
- the back surface of the base material may be subjected to a peeling treatment as necessary.
- the peeling treatment is performed by applying a general silicone-based, long-chain alkyl-based, or fluorine-based peeling agent to a thin film, typically about 0.01 ⁇ m to 1 ⁇ m (for example, 0.01 ⁇ m to 0.1 ⁇ m). It can be a process to add. By performing such a peeling treatment, effects such as facilitating the unwinding of a roll of the adhesive sheet can be obtained.
- the thickness of the base material is not particularly limited. From the viewpoint of preventing the pressure-sensitive adhesive sheet from becoming too thick, the thickness of the base material can be, for example, approximately 200 ⁇ m or less, preferably approximately 150 ⁇ m or less, and more preferably approximately 100 ⁇ m or less.
- the thickness of the base material may be approximately 70 ⁇ m or less, approximately 50 ⁇ m or less, or approximately 30 ⁇ m or less (eg, approximately 25 ⁇ m or less) depending on the purpose and manner of use of the adhesive sheet. In some embodiments, the thickness of the substrate can be about 20 ⁇ m or less, about 15 ⁇ m or less, about 10 ⁇ m or less (eg, about 5 ⁇ m or less).
- the thickness of the adhesive layer can be increased even if the total thickness of the adhesive sheet is the same. This can be advantageous from the viewpoint of improving adhesion to adherends and base materials.
- a base material with a limited thickness can meet the demands for thinning and weight reduction.
- the lower limit of the base material is not particularly limited.
- the thickness of the base material is usually about 0.5 ⁇ m or more (for example, 1 ⁇ m or more), preferably about 2 ⁇ m or more, for example about 6 ⁇ m or more.
- the thickness of the substrate can be about 15 ⁇ m or more, and can be about 25 ⁇ m or more.
- a release liner can be used during formation of the adhesive layer, production of the adhesive sheet, storage of the adhesive sheet before use, distribution, shape processing, etc.
- the release liner is not particularly limited, and for example, a release liner having a release treatment layer on the surface of a liner base material such as a resin film or paper, a release liner made of a fluorine-based polymer (polytetrafluoroethylene, etc.), etc. may be used. be able to.
- the release treatment layer may be formed by surface-treating the liner base material with a release agent such as a silicone-based, long-chain alkyl-based, fluorine-based, or molybdenum sulfide release agent.
- a release agent such as a silicone-based, long-chain alkyl-based, fluorine-based, or molybdenum sulfide release agent.
- the liner base material like the base material of the above-mentioned adhesive sheet, one formed using a biomass-derived material or a recycled material (recycled film, etc.) can be preferably used.
- the total thickness of the adhesive sheet disclosed herein (which includes an adhesive layer and may further include a base layer, but does not include a release liner) is not particularly limited.
- the total thickness of the adhesive sheet is, for example, approximately 1 mm or less, may be approximately 500 ⁇ m or less, and may be approximately 300 ⁇ m or less, and from the viewpoint of thinning, approximately 200 ⁇ m or less is appropriate, and approximately 150 ⁇ m or less. (For example, approximately 100 ⁇ m or less).
- the thickness of the pressure-sensitive adhesive sheet can be approximately 50 ⁇ m or less, for example, approximately 35 ⁇ m or less.
- the lower limit of the thickness of the adhesive sheet is, for example, 0.1 ⁇ m or more (for example, 0.5 ⁇ m or more), suitably about 3 ⁇ m or more, preferably about 10 ⁇ m or more, more preferably about 15 ⁇ m or more, More preferably, it is approximately 20 ⁇ m or more, may be approximately 30 ⁇ m or more, and may be approximately 50 ⁇ m or more.
- a pressure-sensitive adhesive sheet having a thickness of a predetermined value or more tends to have good adhesion to an adherend and also tends to have excellent handling properties.
- the thickness of the adhesive layer becomes the total thickness of the adhesive sheet.
- the adhesive sheet is pressed onto a stainless steel plate (SUS plate) as an adherend using a 0.5 kg roller in an environment of 23° C. and 50% RH, and left in the same environment for 30 minutes.
- the peel strength (light pressure adhesion strength) measured at a tensile speed of 300 mm/min and a peel angle of 180 degrees is approximately 3 N/25 mm or more.
- a pressure-sensitive adhesive sheet exhibiting such light pressure bonding strength can exhibit good adhesive strength even under light pressure bonding conditions.
- the light pressure adhesive strength may be approximately 5 N/25 mm or more, or approximately 10 N/25 mm or more.
- the light pressure bonding strength is about 15 N/25 mm or more (for example, 17 N/25 mm or more), may be about 20 N/25 mm or more, may be about 23 N/25 mm or more, or about 25 N/25 mm. or more (for example, 26 N/25 mm or more).
- the upper limit of the above-mentioned light pressure bonding strength is not particularly limited, but may be approximately 50 N/25 mm or less, for example. More specifically, the light pressure adhesion strength is measured by the method described in Examples below.
- the adhesive sheet is pressure-bonded to a stainless steel plate (SUS plate) as an adherend using a 2 kg roller in an environment of 23 ° C. and 50% RH, After being left in the same environment for 30 minutes, the peel strength (normal pressure adhesion strength) measured at a tensile rate of 300 mm/min and a peel angle of 180 degrees is preferably about 3 N/25 mm or more.
- a pressure-sensitive adhesive sheet exhibiting the above-mentioned adhesive strength can exhibit good adhesive strength.
- the above-mentioned normal pressure bonding strength may be approximately 5 N/25 mm or more, or approximately 10 N/25 mm or more.
- the normal pressure bonding strength is about 15 N/25 mm or more (for example, 17 N/25 mm or more), may be about 20 N/25 mm or more, may be about 23 N/25 mm or more, and may be about 25 N/25 mm. or more (for example, 26 N/25 mm or more).
- the upper limit of the above-mentioned normal pressure bonding adhesive force is not particularly limited, but may be, for example, approximately 50 N/25 mm or less. More specifically, the above-mentioned normal pressure adhesion strength is measured by the method described in Examples below.
- the ratio (P2/P1) of the light pressure bonding adhesive force P2 [N/25mm] to the normal pressure bonding force P1 [N/25mm] is preferably greater than 85% in percentage. .
- a pressure-sensitive adhesive sheet that satisfies these characteristics can exhibit the same adhesive force (light pressure adhesion) even under light pressure bonding conditions as when pressure bonded with sufficient pressure.
- the ratio (P2/P1) is preferably 90% or more, more preferably 92% or more, and even more preferably 94% or more. In some preferred embodiments, the ratio (P2/P1) is greater than 95%, may be 97% or greater, may be 98% or greater, may be 99% or greater, or may be 100%.
- the adhesive sheet may contain a biomass-derived material, and the biomass carbon ratio may be greater than or equal to a predetermined value.
- the biomass carbon ratio of the adhesive sheet is, for example, 1% or more, and may be 10% or more, preferably 30% or more, and more preferably 50% or more.
- a high biomass carbon ratio in the adhesive sheet means that less fossil resource-based materials, such as petroleum, are used. From this point of view, the higher the biomass carbon ratio of the pressure-sensitive adhesive sheet, the more preferable it is.
- the biomass carbon ratio of the adhesive sheet may be 55% or more, 60% or more, 70% or more, 75% or more, 80% or more, or more than 80%. .
- the upper limit of the biomass carbon ratio is 100% by definition, and may be 99% or less, and from the viewpoint of material availability, it may be 95% or less, or 90% or less. In some embodiments, from the viewpoint of facilitating good adhesive performance, the biomass carbon ratio of the adhesive sheet may be, for example, 90% or less, 85% or less, or 80% or less.
- the use of the pressure-sensitive adhesive sheet disclosed herein is not particularly limited, and can be used for various purposes. Since the pressure-sensitive adhesive sheet disclosed herein has excellent light pressure adhesion, it can be preferably used in applications where it is desirable to limit pressure during pressure bonding, for example, for adhesively fixing members. For example, it is suitable for fixing members in electronic devices including home appliances, office automation equipment, and portable electronic devices such as smartphones.
- Non-limiting examples of the above-mentioned portable electronic devices include mobile phones, smartphones, tablet computers, notebook computers, and various wearable devices (e.g., wrist-wear devices worn on the wrist like a wristwatch, and Modular type that is attached to a part of the body, eyewear type that includes glasses type (monocular type and binocular type, including head-mounted type), clothing type that is attached to shirts, socks, hats, etc. in the form of accessories, and earphones. digital cameras, digital video cameras, audio equipment (portable music players, IC recorders, etc.), calculators (calculators, etc.), portable game devices, electronic dictionaries, electronic notebooks, electronic books, and in-vehicle devices.
- wearable devices e.g., wrist-wear devices worn on the wrist like a wristwatch, and Modular type that is attached to a part of the body
- eyewear type that includes glasses type (monocular type and binocular type, including head-mounted type)
- clothing type that is attached to shirts,
- portable does not mean that it is sufficient to simply be able to carry it; it also means that it has a level of portability that allows an individual (standard adult) to carry it relatively easily. shall mean.
- the electronic devices include personal computers (desktop type, notebook type, tablet type, etc.), televisions, and the like. These may include a built-in display device such as a liquid crystal or organic EL.
- the adhesive sheet disclosed herein can exhibit high adhesive strength to highly polar materials.
- materials constituting such a highly polar surface include metal materials such as stainless steel, glass materials, and polyester resin members such as PET.
- Such a highly polar material may constitute, for example, a member of an electronic device such as a portable electronic device.
- the adhesive sheet is preferably used, for example, in electronic devices that include various light sources such as LEDs (light emitting diodes) and light emitting elements such as self-luminous organic EL.
- electronic equipment typically portable electronic equipment
- organic EL display device or a liquid crystal display device.
- FIG. 4 is an example schematically showing a portable electronic device (smartphone) in which the adhesive sheet disclosed herein is used.
- a battery (heat generating element) 540 is built inside the casing 520 of the portable electronic device 500.
- the portable electronic device 500 is configured to include an adhesive sheet 550.
- the adhesive sheet 550 has the form of a double-sided adhesive sheet (double-sided adhesive sheet) that fixes members constituting the portable electronic device 500.
- the portable electronic device 500 includes a touch panel 570 whose display section also functions as an input section.
- the adhesive sheet disclosed herein is preferably used as a component (member joining means) of the above-mentioned portable electronic devices.
- the adhesive sheet disclosed herein may have an adhesive layer containing an acrylic polymer with a high biomass carbon ratio in some embodiments, conventional general acrylic adhesives (i.e. By being used as a substitute for acrylic adhesives in various applications where acrylic adhesives (acrylic adhesives with a low biomass carbon ratio) are used, it can contribute to reducing dependence on fossil resource-based materials.
- the adhesive sheet disclosed herein can be preferably used as an adhesive sheet with reduced dependence on fossil resource materials.
- a portable electronic device An adhesive sheet is bonded to the member constituting the portable electronic device,
- the adhesive sheet has an adhesive layer,
- the adhesive layer includes an acrylic polymer and an acrylic oligomer,
- the acrylic polymer is an alkyl (meth)acrylate having a chain alkyl group having 7 or more carbon atoms; a monomer having a reactive functional group; It is a polymer of monomer components containing The monomer component contains 3% by weight or more of a monomer having the reactive functional group,
- the adhesive layer has a storage modulus of less than 220 MPa at -20°C.
- the alkyl (meth)acrylate having a chain alkyl group having 7 or more carbon atoms is the alkyl acrylate having a chain alkyl group having 7 or 8 carbon atoms, as described in [1] above.
- portable electronic devices [3] The portable electronic device according to [1] or [2] above, wherein the alkyl (meth)acrylate having a chain alkyl group having 7 or more carbon atoms includes heptyl acrylate. [4] The portable electronic device according to any one of [1] to [3] above, wherein the alkyl (meth)acrylate having a chain alkyl group having 7 or more carbon atoms includes 2-ethylhexyl acrylate.
- An adhesive sheet having an adhesive layer includes an acrylic polymer and an acrylic oligomer,
- the acrylic polymer is an alkyl (meth)acrylate having a chain alkyl group having 7 or more carbon atoms; a monomer having a reactive functional group; It is a polymer of monomer components containing The monomer component contains 3% by weight or more of a monomer having the reactive functional group,
- the adhesive layer is an adhesive sheet having a storage modulus of less than 220 MPa at -20°C.
- the alkyl (meth)acrylate having a chain alkyl group having 7 or more carbon atoms is the alkyl acrylate having a chain alkyl group having 7 or 8 carbon atoms, as described in [11] above.
- n-HpA is a compound having a biomass-derived heptyl group at the ester end, which was synthesized using biomass-derived heptyl alcohol.
- terpene phenol resin A (trade name "YS Polyster T-115", manufactured by Yasuhara Chemical Co., Ltd.) was added as a tackifying resin to 100 parts of the acrylic polymer contained in the solution. 20 parts of phenolic resin (softening point: approx.
- the acrylic oligomer one prepared by the following method was used. Specifically, in a reaction vessel equipped with a stirrer, a thermometer, a nitrogen gas introduction tube, a reflux condenser, and a dropping funnel, 95 parts of cyclohexyl methacrylate (CHMA) and 5 parts of AA, and 10 parts of AIBN as a polymerization initiator, After charging ethyl acetate as a polymerization solvent and stirring in a nitrogen stream for 1 hour to remove oxygen from the polymerization system, the temperature was raised to 85°C and reacted for 5 hours to form an acrylic oligomer with a solid content concentration of 50%. Obtained. The Mw of the obtained acrylic oligomer was 3,600.
- the obtained adhesive composition was applied to the release surface of a 38 ⁇ m thick polyester release liner (trade name "Diafoil MRF", manufactured by Mitsubishi Chemical Corporation) and dried at 100° C. for 2 minutes to form a 35 ⁇ m thick polyester release liner. An adhesive layer was formed. A release surface of a polyester release liner (trade name "Diafoil MRF", manufactured by Mitsubishi Chemical Corporation) having a thickness of 25 ⁇ m was attached to this adhesive layer. In this way, a substrate-less double-sided pressure-sensitive adhesive sheet having a thickness of 35 ⁇ m and having both sides protected by the two polyester release liners was obtained.
- a pressure-sensitive adhesive composition according to each example was prepared in the same manner as in Example 1, and a base material-less double-sided pressure-sensitive adhesive sheet according to each example was prepared in the same manner as in Example 1 using the obtained pressure-sensitive adhesive composition. was created.
- the Mw of the acrylic polymer was adjusted by adjusting the concentration of monomer components during polymerization.
- terpene phenol resin B as a tackifying resin is a product name "YS Polyster S-145" manufactured by Yasuhara Chemical Co., Ltd. (terpene phenol resin with a softening point of about 145°C and a hydroxyl value of 70 to 110 mgKOH/g).
- the rosin ester is manufactured by Harima Kasei Co., Ltd. under the trade name "Haritac SE10” (hydrogenated rosin glycerin ester, softening point 75-85°C, hydroxyl value 25-40 mgKOH/g).
- Example 8 An adhesive composition prepared by the method described in Example 1 was prepared, and the adhesive composition was applied to one side of a 2 ⁇ m thick PET film (trade name "Lumirror”, manufactured by Toray Industries, Inc.) as a base layer. It was applied to the surface (first side) and dried at 100° C. for 2 minutes to form a first adhesive layer with a thickness of 17 ⁇ m. A release surface of a polyester release liner (trade name "Diafoil MRF", manufactured by Mitsubishi Chemical Corporation) having a thickness of 25 ⁇ m was attached to the first adhesive layer.
- a polyester release liner trade name "Diafoil MRF", manufactured by Mitsubishi Chemical Corporation
- a polyester release liner (trade name "Diafoil MRF", manufactured by Mitsubishi Chemical Corporation) with a thickness of 38 ⁇ m was prepared, the above adhesive composition was applied to the release surface of the release liner, and the adhesive composition was dried at 100°C for 2 minutes. In this way, a second adhesive layer having a thickness of 17 ⁇ m was formed. This second adhesive layer was transferred to the adhesive layer-free surface of the base layer on which the first adhesive layer was formed. In this way, a double-sided pressure-sensitive adhesive sheet with a base material according to this example was produced.
- Example 9 A double-sided pressure-sensitive adhesive sheet with a base material according to this example was produced in the same manner as in Example 8, except that the thickness of the first pressure-sensitive adhesive layer and the second pressure-sensitive adhesive layer were each changed to 2 ⁇ m.
- ⁇ Evaluation method> (Normal pressure bonding strength) A PET film having a thickness of 50 ⁇ m was attached to one adhesive surface of an adhesive sheet (double-sided adhesive sheet) for backing, and the sample was cut into a size of 25 mm in width and 100 mm in length to prepare a measurement sample.
- the other adhesive surface of the measurement sample was pressed onto the surface of a stainless steel plate (SUS304BA plate) that had been cleaned with ethyl acetate by making one reciprocation with a 2 kg roller. After leaving this in the same environment for 30 minutes, using a tensile tester, the peel strength (normal pressure bonding strength ) [N/25mm] was measured.
- the tensile tester used is "Precision Universal Testing Machine, Autograph AG-IS 50N" manufactured by Shimadzu Corporation or its equivalent. Note that when performing the above peel strength measurement on a single-sided adhesive sheet, backing with a PET film is not necessary.
- the base material thickness is thin (for example, when the base material thickness is 25 ⁇ m or less), it may be lined with a PET film.
- the adhesive force ratio (light pressure bonding/normal pressure bonding) of the light pressure bonding adhesive force [N/25 mm] to the normal pressure bonding force [N/25 mm] measured by the above method was determined in percentage [%]. If the adhesive strength ratio (light pressure bonding/normal pressure bonding) is higher than 85%, it is determined that the material has excellent light pressure bonding adhesiveness.
- the adhesives according to Examples 1 to 16 contain an acrylic polymer and an acrylic oligomer, and as a monomer component of the acrylic polymer, an alkyl group having 7 or more carbon atoms is used. Contains (meth)acrylate (specifically n-HpA or 2EHA), and further contains 3% or more of a carboxy group-containing monomer (specifically AA) or a hydroxyl group-containing monomer (specifically HEA), at -20°C The storage modulus was less than 220 MPa.
- the pressure-sensitive adhesive sheets according to Examples 1 to 16 had an adhesive force ratio (light pressure bonding/normal pressure bonding) higher than 85%.
- Comparative Example 1 the acrylic polymer contained 3% or more of n-HpA and AA as monomer components, as in Examples 1 to 12, but the -20°C storage modulus of the adhesive was 220 MPa.
- the adhesive strength ratio (light pressure bonding/normal pressure bonding) was inferior to that of the Examples.
- Comparative Examples 2 and 3 it was observed that the adhesive strength ratio (light pressure bonding/normal pressure bonding) tended to decrease as the -20° C. storage elastic modulus became larger than 220 MPa.
- the proportion of monomers having reactive functional groups is 3% or more, and has a storage modulus of less than 220 MPa at -20°C, excellent light pressure bonding can be achieved. It can be seen that adhesion can be achieved.
- Adhesive sheet Supporting base material 10A First side 10B Second side (back side) 21 Adhesive layer (first adhesive layer) 21A Adhesive surface (first adhesive surface) 21B Second adhesive surface 22 Adhesive layer (second adhesive layer) 22A Adhesive surface (second adhesive surface) 31, 32 Release liner 100, 200, 300 Adhesive sheet with release liner
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280069031.5A CN118103470A (zh) | 2022-09-13 | 2022-12-12 | 粘合片 |
| KR1020257011980A KR102863524B1 (ko) | 2022-09-13 | 2022-12-12 | 점착 시트 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-145690 | 2022-09-13 | ||
| JP2022145690A JP7308342B1 (ja) | 2022-09-13 | 2022-09-13 | 粘着シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024057561A1 true WO2024057561A1 (ja) | 2024-03-21 |
Family
ID=87072604
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/045743 Ceased WO2024057561A1 (ja) | 2022-09-13 | 2022-12-12 | 粘着シート |
Country Status (4)
| Country | Link |
|---|---|
| JP (2) | JP7308342B1 (https=) |
| KR (1) | KR102863524B1 (https=) |
| CN (1) | CN118103470A (https=) |
| WO (1) | WO2024057561A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119153894A (zh) * | 2024-09-27 | 2024-12-17 | 深圳九创新材料科技有限公司 | 电池隔膜用粘结组合物、浆料、隔膜及锂离子电池 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005015524A (ja) * | 2003-06-23 | 2005-01-20 | Nitto Denko Corp | 粘着剤組成物及び粘着製品 |
| EP2626397A1 (de) * | 2012-02-09 | 2013-08-14 | tesa AG | Haftklebebänder auf Basis biobasierter Monomere |
| JP2016053180A (ja) * | 2010-08-27 | 2016-04-14 | 日東電工株式会社 | アクリル系粘着剤組成物、アクリル系粘着剤層およびアクリル系粘着テープ |
| JP2019070102A (ja) * | 2017-10-06 | 2019-05-09 | 日東電工株式会社 | アクリル系粘着剤組成物および粘着シート |
| WO2019244595A1 (ja) * | 2018-06-19 | 2019-12-26 | 積水化学工業株式会社 | 粘着剤、粘着テープ、及び、電子機器部品又は車載部品を固定する方法 |
| JP2020164844A (ja) * | 2019-03-28 | 2020-10-08 | 積水化学工業株式会社 | 感圧粘着剤組成物及び粘着テープ |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6038469B2 (ja) * | 2012-03-21 | 2016-12-07 | 日東電工株式会社 | 粘着剤、粘着剤層、および粘着シート |
| JP2018168305A (ja) * | 2017-03-30 | 2018-11-01 | リンテック株式会社 | 粘着シート、積層体、及びデバイス |
| CN109628025A (zh) * | 2017-10-06 | 2019-04-16 | 日东电工株式会社 | 丙烯酸类粘合剂组合物及粘合片 |
| CN110699008B (zh) * | 2018-07-10 | 2023-04-25 | 日东电工株式会社 | 粘合片 |
| JP6757479B2 (ja) * | 2019-01-30 | 2020-09-16 | 日東電工株式会社 | 粘着シート、粘着層付き光学フィルム、積層体、および画像表示装置 |
| CN114729249B (zh) | 2019-12-18 | 2023-03-07 | 积水化学工业株式会社 | 粘合剂组合物、粘合带、电子设备部件或车载部件的固定方法、以及电子设备部件或车载部件的制造方法 |
| KR20260036594A (ko) | 2019-12-18 | 2026-03-17 | 세키스이가가쿠 고교가부시키가이샤 | 점착제, 점착 테이프, 전자 제품, 차재 부재, 및 고정 방법 |
| WO2022163166A1 (ja) * | 2021-01-26 | 2022-08-04 | 日東電工株式会社 | アクリル系粘着剤シート、アクリル系粘着剤組成物、粘着フィルム、及び、フレキシブルデバイス |
-
2022
- 2022-09-13 JP JP2022145690A patent/JP7308342B1/ja active Active
- 2022-12-12 KR KR1020257011980A patent/KR102863524B1/ko active Active
- 2022-12-12 WO PCT/JP2022/045743 patent/WO2024057561A1/ja not_active Ceased
- 2022-12-12 CN CN202280069031.5A patent/CN118103470A/zh active Pending
-
2023
- 2023-07-03 JP JP2023109062A patent/JP2024041037A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005015524A (ja) * | 2003-06-23 | 2005-01-20 | Nitto Denko Corp | 粘着剤組成物及び粘着製品 |
| JP2016053180A (ja) * | 2010-08-27 | 2016-04-14 | 日東電工株式会社 | アクリル系粘着剤組成物、アクリル系粘着剤層およびアクリル系粘着テープ |
| EP2626397A1 (de) * | 2012-02-09 | 2013-08-14 | tesa AG | Haftklebebänder auf Basis biobasierter Monomere |
| JP2019070102A (ja) * | 2017-10-06 | 2019-05-09 | 日東電工株式会社 | アクリル系粘着剤組成物および粘着シート |
| WO2019244595A1 (ja) * | 2018-06-19 | 2019-12-26 | 積水化学工業株式会社 | 粘着剤、粘着テープ、及び、電子機器部品又は車載部品を固定する方法 |
| JP2020164844A (ja) * | 2019-03-28 | 2020-10-08 | 積水化学工業株式会社 | 感圧粘着剤組成物及び粘着テープ |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119153894A (zh) * | 2024-09-27 | 2024-12-17 | 深圳九创新材料科技有限公司 | 电池隔膜用粘结组合物、浆料、隔膜及锂离子电池 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102863524B1 (ko) | 2025-09-24 |
| JP2024041037A (ja) | 2024-03-26 |
| KR20250065406A (ko) | 2025-05-12 |
| JP7308342B1 (ja) | 2023-07-13 |
| CN118103470A (zh) | 2024-05-28 |
| JP2024041001A (ja) | 2024-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7592764B2 (ja) | 粘着シート | |
| JP2024177276A (ja) | 粘着シート | |
| JP7308342B1 (ja) | 粘着シート | |
| JP7311695B1 (ja) | 粘着シート | |
| JP7387824B1 (ja) | 粘着シート | |
| JP7176153B2 (ja) | 粘着シート | |
| JP7321328B1 (ja) | 粘着シート | |
| KR102807056B1 (ko) | 점착 시트 | |
| JP7681955B2 (ja) | 粘着シート | |
| JP7114685B2 (ja) | 粘着シート | |
| JP7321343B1 (ja) | 両面粘着シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280069031.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22958878 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20257011980 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020257011980 Country of ref document: KR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22958878 Country of ref document: EP Kind code of ref document: A1 |