WO2024019154A1 - Composition adhésive, feuille adhésive, film optique portant une feuille adhésive, et procédé de production d'une feuille adhésive et procédé de production d'un film optique portant une feuille adhésive - Google Patents
Composition adhésive, feuille adhésive, film optique portant une feuille adhésive, et procédé de production d'une feuille adhésive et procédé de production d'un film optique portant une feuille adhésive Download PDFInfo
- Publication number
- WO2024019154A1 WO2024019154A1 PCT/JP2023/026815 JP2023026815W WO2024019154A1 WO 2024019154 A1 WO2024019154 A1 WO 2024019154A1 JP 2023026815 W JP2023026815 W JP 2023026815W WO 2024019154 A1 WO2024019154 A1 WO 2024019154A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive sheet
- release liner
- adhesive composition
- pressure
- optical film
- Prior art date
Links
- 239000000853 adhesive Substances 0.000 title claims abstract description 211
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 211
- 239000000203 mixture Substances 0.000 title claims abstract description 110
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 33
- 239000012788 optical film Substances 0.000 title claims description 57
- 239000000178 monomer Substances 0.000 claims abstract description 70
- 238000012360 testing method Methods 0.000 claims abstract description 43
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims abstract description 22
- 239000003999 initiator Substances 0.000 claims abstract description 12
- 229920000642 polymer Polymers 0.000 claims abstract description 12
- 239000010408 film Substances 0.000 claims description 72
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 64
- -1 amine compounds Chemical class 0.000 claims description 55
- 239000011247 coating layer Substances 0.000 claims description 50
- 239000010410 layer Substances 0.000 claims description 42
- 238000000034 method Methods 0.000 claims description 29
- 239000003963 antioxidant agent Substances 0.000 claims description 27
- 230000003078 antioxidant effect Effects 0.000 claims description 22
- 239000002904 solvent Substances 0.000 claims description 11
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 claims description 8
- 230000001678 irradiating effect Effects 0.000 claims description 7
- 150000002989 phenols Chemical class 0.000 claims description 5
- 230000008569 process Effects 0.000 claims description 5
- 238000010030 laminating Methods 0.000 claims description 4
- 238000005286 illumination Methods 0.000 claims description 3
- 230000007613 environmental effect Effects 0.000 abstract description 7
- 239000002699 waste material Substances 0.000 abstract description 5
- 239000003112 inhibitor Substances 0.000 abstract description 2
- 230000003647 oxidation Effects 0.000 abstract 1
- 238000007254 oxidation reaction Methods 0.000 abstract 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 63
- 239000004793 Polystyrene Substances 0.000 description 45
- 239000000463 material Substances 0.000 description 26
- 239000006082 mold release agent Substances 0.000 description 24
- 229920001296 polysiloxane Polymers 0.000 description 24
- 229920005989 resin Polymers 0.000 description 24
- 239000011347 resin Substances 0.000 description 24
- 230000001681 protective effect Effects 0.000 description 20
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical group [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 12
- 239000003795 chemical substances by application Substances 0.000 description 11
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 9
- 239000000654 additive Substances 0.000 description 9
- 238000000576 coating method Methods 0.000 description 9
- 238000001723 curing Methods 0.000 description 9
- 239000012321 sodium triacetoxyborohydride Substances 0.000 description 9
- 239000000126 substance Substances 0.000 description 9
- 239000004372 Polyvinyl alcohol Substances 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 8
- 239000003431 cross linking reagent Substances 0.000 description 8
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 8
- 229920002451 polyvinyl alcohol Polymers 0.000 description 8
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 7
- 239000003054 catalyst Substances 0.000 description 7
- 125000000217 alkyl group Chemical group 0.000 description 6
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 6
- 229910052753 mercury Inorganic materials 0.000 description 6
- 229910052697 platinum Inorganic materials 0.000 description 6
- 239000007983 Tris buffer Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- XITRBUPOXXBIJN-UHFFFAOYSA-N bis(2,2,6,6-tetramethylpiperidin-4-yl) decanedioate Chemical compound C1C(C)(C)NC(C)(C)CC1OC(=O)CCCCCCCCC(=O)OC1CC(C)(C)NC(C)(C)C1 XITRBUPOXXBIJN-UHFFFAOYSA-N 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 5
- MBAUOPQYSQVYJV-UHFFFAOYSA-N octyl 3-[4-hydroxy-3,5-di(propan-2-yl)phenyl]propanoate Chemical compound OC1=C(C=C(C=C1C(C)C)CCC(=O)OCCCCCCCC)C(C)C MBAUOPQYSQVYJV-UHFFFAOYSA-N 0.000 description 5
- 230000003287 optical effect Effects 0.000 description 5
- OJMIONKXNSYLSR-UHFFFAOYSA-N phosphorous acid Chemical compound OP(O)O OJMIONKXNSYLSR-UHFFFAOYSA-N 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical group OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 4
- 241001483078 Phyto Species 0.000 description 4
- 238000007259 addition reaction Methods 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 125000000524 functional group Chemical group 0.000 description 4
- 239000004973 liquid crystal related substance Substances 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 238000006116 polymerization reaction Methods 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 239000006096 absorbing agent Substances 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 239000002216 antistatic agent Substances 0.000 description 3
- 125000004432 carbon atom Chemical group C* 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 229940059574 pentaerithrityl Drugs 0.000 description 3
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 3
- 239000004014 plasticizer Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000010998 test method Methods 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 3
- MYRTYDVEIRVNKP-UHFFFAOYSA-N 1,2-Divinylbenzene Chemical compound C=CC1=CC=CC=C1C=C MYRTYDVEIRVNKP-UHFFFAOYSA-N 0.000 description 2
- VNQNXQYZMPJLQX-UHFFFAOYSA-N 1,3,5-tris[(3,5-ditert-butyl-4-hydroxyphenyl)methyl]-1,3,5-triazinane-2,4,6-trione Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CN2C(N(CC=3C=C(C(O)=C(C=3)C(C)(C)C)C(C)(C)C)C(=O)N(CC=3C=C(C(O)=C(C=3)C(C)(C)C)C(C)(C)C)C2=O)=O)=C1 VNQNXQYZMPJLQX-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 2
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 2
- XOUQAVYLRNOXDO-UHFFFAOYSA-N 2-tert-butyl-5-methylphenol Chemical compound CC1=CC=C(C(C)(C)C)C(O)=C1 XOUQAVYLRNOXDO-UHFFFAOYSA-N 0.000 description 2
- SXIFAEWFOJETOA-UHFFFAOYSA-N 4-hydroxy-butyl Chemical group [CH2]CCCO SXIFAEWFOJETOA-UHFFFAOYSA-N 0.000 description 2
- NDWUBGAGUCISDV-UHFFFAOYSA-N 4-hydroxybutyl prop-2-enoate Chemical compound OCCCCOC(=O)C=C NDWUBGAGUCISDV-UHFFFAOYSA-N 0.000 description 2
- PGDIJTMOHORACQ-UHFFFAOYSA-N 9-prop-2-enoyloxynonyl prop-2-enoate Chemical compound C=CC(=O)OCCCCCCCCCOC(=O)C=C PGDIJTMOHORACQ-UHFFFAOYSA-N 0.000 description 2
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 description 2
- PWZDGWCRBINXHV-UHFFFAOYSA-N OP(O)OP(O)O.OCC(CO)(CO)CO.C=1C=C(O)C(C=2C=CC=CC=2)=CC=1C(C)(C)C1=CC=C(O)C=C1 Chemical compound OP(O)OP(O)O.OCC(CO)(CO)CO.C=1C=C(O)C(C=2C=CC=CC=2)=CC=1C(C)(C)C1=CC=C(O)C=C1 PWZDGWCRBINXHV-UHFFFAOYSA-N 0.000 description 2
- JKIJEFPNVSHHEI-UHFFFAOYSA-N Phenol, 2,4-bis(1,1-dimethylethyl)-, phosphite (3:1) Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C JKIJEFPNVSHHEI-UHFFFAOYSA-N 0.000 description 2
- XBDQKXXYIPTUBI-UHFFFAOYSA-M Propionate Chemical compound CCC([O-])=O XBDQKXXYIPTUBI-UHFFFAOYSA-M 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 244000028419 Styrax benzoin Species 0.000 description 2
- 235000000126 Styrax benzoin Nutrition 0.000 description 2
- 235000008411 Sumatra benzointree Nutrition 0.000 description 2
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 125000003342 alkenyl group Chemical group 0.000 description 2
- RDOXTESZEPMUJZ-UHFFFAOYSA-N anisole Chemical compound COC1=CC=CC=C1 RDOXTESZEPMUJZ-UHFFFAOYSA-N 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 229960002130 benzoin Drugs 0.000 description 2
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 2
- 239000012965 benzophenone Substances 0.000 description 2
- RSOILICUEWXSLA-UHFFFAOYSA-N bis(1,2,2,6,6-pentamethylpiperidin-4-yl) decanedioate Chemical compound C1C(C)(C)N(C)C(C)(C)CC1OC(=O)CCCCCCCCC(=O)OC1CC(C)(C)N(C)C(C)(C)C1 RSOILICUEWXSLA-UHFFFAOYSA-N 0.000 description 2
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 2
- 235000010354 butylated hydroxytoluene Nutrition 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- ISAOCJYIOMOJEB-UHFFFAOYSA-N desyl alcohol Natural products C=1C=CC=CC=1C(O)C(=O)C1=CC=CC=C1 ISAOCJYIOMOJEB-UHFFFAOYSA-N 0.000 description 2
- 239000004205 dimethyl polysiloxane Substances 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 235000019382 gum benzoic Nutrition 0.000 description 2
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 2
- OAKJQQAXSVQMHS-UHFFFAOYSA-N hydrazine group Chemical group NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- SSDSCDGVMJFTEQ-UHFFFAOYSA-N octadecyl 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 SSDSCDGVMJFTEQ-UHFFFAOYSA-N 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 2
- 229920001230 polyarylate Polymers 0.000 description 2
- 229920006393 polyether sulfone Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 229920002050 silicone resin Polymers 0.000 description 2
- 239000006188 syrup Substances 0.000 description 2
- 235000020357 syrup Nutrition 0.000 description 2
- WUPCFMITFBVJMS-UHFFFAOYSA-N tetrakis(1,2,2,6,6-pentamethylpiperidin-4-yl) butane-1,2,3,4-tetracarboxylate Chemical compound C1C(C)(C)N(C)C(C)(C)CC1OC(=O)CC(C(=O)OC1CC(C)(C)N(C)C(C)(C)C1)C(C(=O)OC1CC(C)(C)N(C)C(C)(C)C1)CC(=O)OC1CC(C)(C)N(C)C(C)(C)C1 WUPCFMITFBVJMS-UHFFFAOYSA-N 0.000 description 2
- NZNAAUDJKMURFU-UHFFFAOYSA-N tetrakis(2,2,6,6-tetramethylpiperidin-4-yl) butane-1,2,3,4-tetracarboxylate Chemical compound C1C(C)(C)NC(C)(C)CC1OC(=O)CC(C(=O)OC1CC(C)(C)NC(C)(C)C1)C(C(=O)OC1CC(C)(C)NC(C)(C)C1)CC(=O)OC1CC(C)(C)NC(C)(C)C1 NZNAAUDJKMURFU-UHFFFAOYSA-N 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- YRHRIQCWCFGUEQ-UHFFFAOYSA-N thioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC=CC=C3SC2=C1 YRHRIQCWCFGUEQ-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- HVLLSGMXQDNUAL-UHFFFAOYSA-N triphenyl phosphite Chemical compound C=1C=CC=CC=1OP(OC=1C=CC=CC=1)OC1=CC=CC=C1 HVLLSGMXQDNUAL-UHFFFAOYSA-N 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- NWPIOULNZLJZHU-UHFFFAOYSA-N (1,2,2,6,6-pentamethylpiperidin-4-yl) 2-methylprop-2-enoate Chemical compound CN1C(C)(C)CC(OC(=O)C(C)=C)CC1(C)C NWPIOULNZLJZHU-UHFFFAOYSA-N 0.000 description 1
- HJIAMFHSAAEUKR-UHFFFAOYSA-N (2-hydroxyphenyl)-phenylmethanone Chemical compound OC1=CC=CC=C1C(=O)C1=CC=CC=C1 HJIAMFHSAAEUKR-UHFFFAOYSA-N 0.000 description 1
- BRTNWPWZQXHESZ-UHFFFAOYSA-N 1,1'-biphenyl;phosphorous acid Chemical compound OP(O)O.C1=CC=CC=C1C1=CC=CC=C1.C1=CC=CC=C1C1=CC=CC=C1.C1=CC=CC=C1C1=CC=CC=C1 BRTNWPWZQXHESZ-UHFFFAOYSA-N 0.000 description 1
- RGASRBUYZODJTG-UHFFFAOYSA-N 1,1-bis(2,4-ditert-butylphenyl)-2,2-bis(hydroxymethyl)propane-1,3-diol dihydroxyphosphanyl dihydrogen phosphite Chemical compound OP(O)OP(O)O.C(C)(C)(C)C1=C(C=CC(=C1)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1)C(C)(C)C)C(C)(C)C RGASRBUYZODJTG-UHFFFAOYSA-N 0.000 description 1
- MSAHTMIQULFMRG-UHFFFAOYSA-N 1,2-diphenyl-2-propan-2-yloxyethanone Chemical compound C=1C=CC=CC=1C(OC(C)C)C(=O)C1=CC=CC=C1 MSAHTMIQULFMRG-UHFFFAOYSA-N 0.000 description 1
- OTKCEEWUXHVZQI-UHFFFAOYSA-N 1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(=O)CC1=CC=CC=C1 OTKCEEWUXHVZQI-UHFFFAOYSA-N 0.000 description 1
- XYXJKPCGSGVSBO-UHFFFAOYSA-N 1,3,5-tris[(4-tert-butyl-3-hydroxy-2,6-dimethylphenyl)methyl]-1,3,5-triazinane-2,4,6-trione Chemical compound CC1=CC(C(C)(C)C)=C(O)C(C)=C1CN1C(=O)N(CC=2C(=C(O)C(=CC=2C)C(C)(C)C)C)C(=O)N(CC=2C(=C(O)C(=CC=2C)C(C)(C)C)C)C1=O XYXJKPCGSGVSBO-UHFFFAOYSA-N 0.000 description 1
- VNQXSTWCDUXYEZ-UHFFFAOYSA-N 1,7,7-trimethylbicyclo[2.2.1]heptane-2,3-dione Chemical compound C1CC2(C)C(=O)C(=O)C1C2(C)C VNQXSTWCDUXYEZ-UHFFFAOYSA-N 0.000 description 1
- ILBBNQMSDGAAPF-UHFFFAOYSA-N 1-(6-hydroxy-6-methylcyclohexa-2,4-dien-1-yl)propan-1-one Chemical compound CCC(=O)C1C=CC=CC1(C)O ILBBNQMSDGAAPF-UHFFFAOYSA-N 0.000 description 1
- HSKPJQYAHCKJQC-UHFFFAOYSA-N 1-ethylanthracene-9,10-dione Chemical compound O=C1C2=CC=CC=C2C(=O)C2=C1C=CC=C2CC HSKPJQYAHCKJQC-UHFFFAOYSA-N 0.000 description 1
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 1
- YIKSHDNOAYSSPX-UHFFFAOYSA-N 1-propan-2-ylthioxanthen-9-one Chemical class S1C2=CC=CC=C2C(=O)C2=C1C=CC=C2C(C)C YIKSHDNOAYSSPX-UHFFFAOYSA-N 0.000 description 1
- HQTRGFZLVRBFPT-UHFFFAOYSA-N 2,2-bis(hydroxymethyl)-3-octadecylhenicosane-1,3-diol Chemical compound CCCCCCCCCCCCCCCCCCC(O)(C(CO)(CO)CO)CCCCCCCCCCCCCCCCCC HQTRGFZLVRBFPT-UHFFFAOYSA-N 0.000 description 1
- PIZHFBODNLEQBL-UHFFFAOYSA-N 2,2-diethoxy-1-phenylethanone Chemical compound CCOC(OCC)C(=O)C1=CC=CC=C1 PIZHFBODNLEQBL-UHFFFAOYSA-N 0.000 description 1
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 1
- SPSPIUSUWPLVKD-UHFFFAOYSA-N 2,3-dibutyl-6-methylphenol Chemical compound CCCCC1=CC=C(C)C(O)=C1CCCC SPSPIUSUWPLVKD-UHFFFAOYSA-N 0.000 description 1
- BRKORVYTKKLNKX-UHFFFAOYSA-N 2,4-di(propan-2-yl)thioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(C(C)C)=CC(C(C)C)=C3SC2=C1 BRKORVYTKKLNKX-UHFFFAOYSA-N 0.000 description 1
- BTJPUDCSZVCXFQ-UHFFFAOYSA-N 2,4-diethylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(CC)=CC(CC)=C3SC2=C1 BTJPUDCSZVCXFQ-UHFFFAOYSA-N 0.000 description 1
- QIRUERQWPNHWRC-UHFFFAOYSA-N 2-(1,3-benzodioxol-5-ylmethyl)-4,6-bis(trichloromethyl)-1,3,5-triazine Chemical compound ClC(Cl)(Cl)C1=NC(C(Cl)(Cl)Cl)=NC(CC=2C=C3OCOC3=CC=2)=N1 QIRUERQWPNHWRC-UHFFFAOYSA-N 0.000 description 1
- DQMOHZLFVGYNAN-UHFFFAOYSA-N 2-(2-phenylethenyl)-4,6-bis(trichloromethyl)-1,3,5-triazine Chemical compound ClC(Cl)(Cl)C1=NC(C(Cl)(Cl)Cl)=NC(C=CC=2C=CC=CC=2)=N1 DQMOHZLFVGYNAN-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- FVNIIPIYHHEXQA-UHFFFAOYSA-N 2-(4-methoxynaphthalen-1-yl)-4,6-bis(trichloromethyl)-1,3,5-triazine Chemical compound C12=CC=CC=C2C(OC)=CC=C1C1=NC(C(Cl)(Cl)Cl)=NC(C(Cl)(Cl)Cl)=N1 FVNIIPIYHHEXQA-UHFFFAOYSA-N 0.000 description 1
- QRHHZFRCJDAUNA-UHFFFAOYSA-N 2-(4-methoxyphenyl)-4,6-bis(trichloromethyl)-1,3,5-triazine Chemical compound C1=CC(OC)=CC=C1C1=NC(C(Cl)(Cl)Cl)=NC(C(Cl)(Cl)Cl)=N1 QRHHZFRCJDAUNA-UHFFFAOYSA-N 0.000 description 1
- MPNIGZBDAMWHSX-UHFFFAOYSA-N 2-(4-methylphenyl)-4,6-bis(trichloromethyl)-1,3,5-triazine Chemical compound C1=CC(C)=CC=C1C1=NC(C(Cl)(Cl)Cl)=NC(C(Cl)(Cl)Cl)=N1 MPNIGZBDAMWHSX-UHFFFAOYSA-N 0.000 description 1
- FGTYTUFKXYPTML-UHFFFAOYSA-N 2-benzoylbenzoic acid Chemical compound OC(=O)C1=CC=CC=C1C(=O)C1=CC=CC=C1 FGTYTUFKXYPTML-UHFFFAOYSA-N 0.000 description 1
- ZCDADJXRUCOCJE-UHFFFAOYSA-N 2-chlorothioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(Cl)=CC=C3SC2=C1 ZCDADJXRUCOCJE-UHFFFAOYSA-N 0.000 description 1
- XMLYCEVDHLAQEL-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-phenylpropan-1-one Chemical compound CC(C)(O)C(=O)C1=CC=CC=C1 XMLYCEVDHLAQEL-UHFFFAOYSA-N 0.000 description 1
- BQZJOQXSCSZQPS-UHFFFAOYSA-N 2-methoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OC)C(=O)C1=CC=CC=C1 BQZJOQXSCSZQPS-UHFFFAOYSA-N 0.000 description 1
- 125000003229 2-methylhexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- MYISVPVWAQRUTL-UHFFFAOYSA-N 2-methylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(C)=CC=C3SC2=C1 MYISVPVWAQRUTL-UHFFFAOYSA-N 0.000 description 1
- ZTEVZRQIBGJEHG-UHFFFAOYSA-N 2-naphthalen-1-yl-4,6-bis(trichloromethyl)-1,3,5-triazine Chemical compound ClC(Cl)(Cl)C1=NC(C(Cl)(Cl)Cl)=NC(C=2C3=CC=CC=C3C=CC=2)=N1 ZTEVZRQIBGJEHG-UHFFFAOYSA-N 0.000 description 1
- MWDGNKGKLOBESZ-UHFFFAOYSA-N 2-oxooctanal Chemical compound CCCCCCC(=O)C=O MWDGNKGKLOBESZ-UHFFFAOYSA-N 0.000 description 1
- HAZQZUFYRLFOLC-UHFFFAOYSA-N 2-phenyl-4,6-bis(trichloromethyl)-1,3,5-triazine Chemical compound ClC(Cl)(Cl)C1=NC(C(Cl)(Cl)Cl)=NC(C=2C=CC=CC=2)=N1 HAZQZUFYRLFOLC-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- ZDRSNHRWLQQICP-UHFFFAOYSA-N 2-tert-butyl-4-[2-(3-tert-butyl-4-hydroxyphenyl)propan-2-yl]phenol Chemical compound C1=C(O)C(C(C)(C)C)=CC(C(C)(C)C=2C=C(C(O)=CC=2)C(C)(C)C)=C1 ZDRSNHRWLQQICP-UHFFFAOYSA-N 0.000 description 1
- KLCOAYZGMMCCLV-UHFFFAOYSA-N 2-tert-butyl-5-methylbenzene-1,4-diol dihydroxyphosphanyl dihydrogen phosphite Chemical compound OP(O)OP(O)O.CC1=C(C=C(C(=C1)O)C(C)(C)C)O KLCOAYZGMMCCLV-UHFFFAOYSA-N 0.000 description 1
- 125000004975 3-butenyl group Chemical group C(CC=C)* 0.000 description 1
- KEYGKBHQZBQADZ-UHFFFAOYSA-N 4-[16,16-bis(5-tert-butyl-4-hydroxy-2-methylphenyl)-14-methyl-15,15-di(tridecyl)nonacosan-14-yl]-2-tert-butyl-5-methylphenol dihydroxyphosphanyl dihydrogen phosphite Chemical compound OP(O)OP(O)O.C=1C(C(C)(C)C)=C(O)C=C(C)C=1C(CCCCCCCCCCCCC)(C=1C(=CC(O)=C(C=1)C(C)(C)C)C)C(CCCCCCCCCCCCC)(CCCCCCCCCCCCC)C(C)(CCCCCCCCCCCCC)C1=CC(C(C)(C)C)=C(O)C=C1C KEYGKBHQZBQADZ-UHFFFAOYSA-N 0.000 description 1
- VSAWBBYYMBQKIK-UHFFFAOYSA-N 4-[[3,5-bis[(3,5-ditert-butyl-4-hydroxyphenyl)methyl]-2,4,6-trimethylphenyl]methyl]-2,6-ditert-butylphenol Chemical compound CC1=C(CC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)C(C)=C(CC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)C(C)=C1CC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 VSAWBBYYMBQKIK-UHFFFAOYSA-N 0.000 description 1
- YKVAWSVTEWXJGJ-UHFFFAOYSA-N 4-chloro-2-methylsulfanylthieno[3,2-d]pyrimidine Chemical compound CSC1=NC(Cl)=C2SC=CC2=N1 YKVAWSVTEWXJGJ-UHFFFAOYSA-N 0.000 description 1
- 125000006043 5-hexenyl group Chemical group 0.000 description 1
- NBPOOCGXISZKSX-UHFFFAOYSA-N 6-methylheptyl 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)CCCCCOC(=O)CCC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 NBPOOCGXISZKSX-UHFFFAOYSA-N 0.000 description 1
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical compound [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 1
- ADRNSOYXKABLGT-UHFFFAOYSA-N 8-methylnonyl diphenyl phosphite Chemical compound C=1C=CC=CC=1OP(OCCCCCCCC(C)C)OC1=CC=CC=C1 ADRNSOYXKABLGT-UHFFFAOYSA-N 0.000 description 1
- YYVYAPXYZVYDHN-UHFFFAOYSA-N 9,10-phenanthroquinone Chemical compound C1=CC=C2C(=O)C(=O)C3=CC=CC=C3C2=C1 YYVYAPXYZVYDHN-UHFFFAOYSA-N 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- BAVBAFOCVTYCDH-UHFFFAOYSA-N CN1C(CC(CC1(C)C)O)(C)C.COC(=O)CC(C(CC(=O)OC)C(=O)OC)C(=O)OC Chemical compound CN1C(CC(CC1(C)C)O)(C)C.COC(=O)CC(C(CC(=O)OC)C(=O)OC)C(=O)OC BAVBAFOCVTYCDH-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- LCGLNKUTAGEVQW-UHFFFAOYSA-N Dimethyl ether Chemical compound COC LCGLNKUTAGEVQW-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 108010010803 Gelatin Proteins 0.000 description 1
- AVXURJPOCDRRFD-UHFFFAOYSA-N Hydroxylamine Chemical compound ON AVXURJPOCDRRFD-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- NQSMEZJWJJVYOI-UHFFFAOYSA-N Methyl 2-benzoylbenzoate Chemical compound COC(=O)C1=CC=CC=C1C(=O)C1=CC=CC=C1 NQSMEZJWJJVYOI-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- FDBMBOYIVUGUSL-UHFFFAOYSA-N OP(O)OP(O)O.C(C)(C)(C)C1=C(C(=CC(=C1)C)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1C(C)(C)C)C)C(C)(C)C Chemical compound OP(O)OP(O)O.C(C)(C)(C)C1=C(C(=CC(=C1)C)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1C(C)(C)C)C)C(C)(C)C FDBMBOYIVUGUSL-UHFFFAOYSA-N 0.000 description 1
- QAEPIAHUOVJOOM-UHFFFAOYSA-N OP(O)OP(O)O.C(CCCCCCCC)C1=C(C=CC=C1)C(O)(C(CO)(CO)CO)C1=C(C=CC=C1)CCCCCCCCC Chemical compound OP(O)OP(O)O.C(CCCCCCCC)C1=C(C=CC=C1)C(O)(C(CO)(CO)CO)C1=C(C=CC=C1)CCCCCCCCC QAEPIAHUOVJOOM-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- STLLXWLDRUVCHL-UHFFFAOYSA-N [2-[1-[2-hydroxy-3,5-bis(2-methylbutan-2-yl)phenyl]ethyl]-4,6-bis(2-methylbutan-2-yl)phenyl] prop-2-enoate Chemical compound CCC(C)(C)C1=CC(C(C)(C)CC)=CC(C(C)C=2C(=C(C=C(C=2)C(C)(C)CC)C(C)(C)CC)OC(=O)C=C)=C1O STLLXWLDRUVCHL-UHFFFAOYSA-N 0.000 description 1
- YMWQQZZNXRKDRZ-UHFFFAOYSA-N [2-[3-[1-[3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propanoylperoxy]-2-methylpropan-2-yl]-2,4,8,10-tetraoxaspiro[5.5]undecan-9-yl]-2-methylpropyl] 3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propaneperoxoate Chemical compound C(C)(C)(C)C=1C=C(C=C(C1O)C)CCC(=O)OOCC(C)(C)C1OCC2(CO1)COC(OC2)C(COOC(CCC2=CC(=C(C(=C2)C)O)C(C)(C)C)=O)(C)C YMWQQZZNXRKDRZ-UHFFFAOYSA-N 0.000 description 1
- GBTGZJITMHNWKK-UHFFFAOYSA-N [2-tert-butyl-4-[2-(3-tert-butyl-4-hydroxyphenyl)propan-2-yl]phenyl] bis(2-nonylphenyl) phosphite Chemical compound CCCCCCCCCC1=CC=CC=C1OP(OC=1C(=CC(=CC=1)C(C)(C)C=1C=C(C(O)=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=CC=C1CCCCCCCCC GBTGZJITMHNWKK-UHFFFAOYSA-N 0.000 description 1
- IORUEKDKNHHQAL-UHFFFAOYSA-N [2-tert-butyl-6-[(3-tert-butyl-2-hydroxy-5-methylphenyl)methyl]-4-methylphenyl] prop-2-enoate Chemical compound CC(C)(C)C1=CC(C)=CC(CC=2C(=C(C=C(C)C=2)C(C)(C)C)OC(=O)C=C)=C1O IORUEKDKNHHQAL-UHFFFAOYSA-N 0.000 description 1
- DBHQYYNDKZDVTN-UHFFFAOYSA-N [4-(4-methylphenyl)sulfanylphenyl]-phenylmethanone Chemical compound C1=CC(C)=CC=C1SC1=CC=C(C(=O)C=2C=CC=CC=2)C=C1 DBHQYYNDKZDVTN-UHFFFAOYSA-N 0.000 description 1
- URLYGBGJPQYXBN-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methyl prop-2-enoate Chemical compound OCC1CCC(COC(=O)C=C)CC1 URLYGBGJPQYXBN-UHFFFAOYSA-N 0.000 description 1
- IFBMOBFQBJZBMV-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphanyl]-(2,4,6-trimethylphenyl)methanone Chemical class CC1=CC(C)=CC(C)=C1C(=O)P(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C IFBMOBFQBJZBMV-UHFFFAOYSA-N 0.000 description 1
- GUCYFKSBFREPBC-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphoryl]-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C GUCYFKSBFREPBC-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- KXKVLQRXCPHEJC-UHFFFAOYSA-N acetic acid trimethyl ester Natural products COC(C)=O KXKVLQRXCPHEJC-UHFFFAOYSA-N 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 238000007754 air knife coating Methods 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 239000003849 aromatic solvent Substances 0.000 description 1
- 125000004429 atom Chemical group 0.000 description 1
- 125000004069 aziridinyl group Chemical group 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 150000008366 benzophenones Chemical class 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- OSIVCXJNIBEGCL-UHFFFAOYSA-N bis(2,2,6,6-tetramethyl-1-octoxypiperidin-4-yl) decanedioate Chemical compound C1C(C)(C)N(OCCCCCCCC)C(C)(C)CC1OC(=O)CCCCCCCCC(=O)OC1CC(C)(C)N(OCCCCCCCC)C(C)(C)C1 OSIVCXJNIBEGCL-UHFFFAOYSA-N 0.000 description 1
- VYCDFODYRFOXDA-UHFFFAOYSA-N bis(2,2,6,6-tetramethyl-1-undecoxypiperidin-4-yl) carbonate Chemical compound C1C(C)(C)N(OCCCCCCCCCCC)C(C)(C)CC1OC(=O)OC1CC(C)(C)N(OCCCCCCCCCCC)C(C)(C)C1 VYCDFODYRFOXDA-UHFFFAOYSA-N 0.000 description 1
- GPKQLHLOONCFDY-UHFFFAOYSA-N bis(6-methylheptyl) phenyl phosphite Chemical compound CC(C)CCCCCOP(OCCCCCC(C)C)OC1=CC=CC=C1 GPKQLHLOONCFDY-UHFFFAOYSA-N 0.000 description 1
- SXXILWLQSQDLDL-UHFFFAOYSA-N bis(8-methylnonyl) phenyl phosphite Chemical compound CC(C)CCCCCCCOP(OCCCCCCCC(C)C)OC1=CC=CC=C1 SXXILWLQSQDLDL-UHFFFAOYSA-N 0.000 description 1
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 1
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 1
- 229930006711 bornane-2,3-dione Natural products 0.000 description 1
- 150000001642 boronic acid derivatives Chemical class 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000000609 carbazolyl group Chemical class C1(=CC=CC=2C3=CC=CC=C3NC12)* 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 238000006482 condensation reaction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 238000007766 curtain coating Methods 0.000 description 1
- MGNCLNQXLYJVJD-UHFFFAOYSA-N cyanuric chloride Chemical compound ClC1=NC(Cl)=NC(Cl)=N1 MGNCLNQXLYJVJD-UHFFFAOYSA-N 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- KOMDZQSPRDYARS-UHFFFAOYSA-N cyclopenta-1,3-diene titanium Chemical class [Ti].C1C=CC=C1.C1C=CC=C1 KOMDZQSPRDYARS-UHFFFAOYSA-N 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000007607 die coating method Methods 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- ZJIPHXXDPROMEF-UHFFFAOYSA-N dihydroxyphosphanyl dihydrogen phosphite Chemical compound OP(O)OP(O)O ZJIPHXXDPROMEF-UHFFFAOYSA-N 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- OGVJEUDMQQIAPV-UHFFFAOYSA-N diphenyl tridecyl phosphite Chemical compound C=1C=CC=CC=1OP(OCCCCCCCCCCCCC)OC1=CC=CC=C1 OGVJEUDMQQIAPV-UHFFFAOYSA-N 0.000 description 1
- VFHVQBAGLAREND-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 VFHVQBAGLAREND-UHFFFAOYSA-N 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- KGGOIDKBHYYNIC-UHFFFAOYSA-N ditert-butyl 4-[3,4-bis(tert-butylperoxycarbonyl)benzoyl]benzene-1,2-dicarboperoxoate Chemical compound C1=C(C(=O)OOC(C)(C)C)C(C(=O)OOC(C)(C)C)=CC=C1C(=O)C1=CC=C(C(=O)OOC(C)(C)C)C(C(=O)OOC(C)(C)C)=C1 KGGOIDKBHYYNIC-UHFFFAOYSA-N 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000005401 electroluminescence Methods 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 239000003759 ester based solvent Substances 0.000 description 1
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 239000008273 gelatin Substances 0.000 description 1
- 229920000159 gelatin Polymers 0.000 description 1
- 235000019322 gelatine Nutrition 0.000 description 1
- 235000011852 gelatine desserts Nutrition 0.000 description 1
- 230000002070 germicidal effect Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000010559 graft polymerization reaction Methods 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- ACCCMOQWYVYDOT-UHFFFAOYSA-N hexane-1,1-diol Chemical compound CCCCCC(O)O ACCCMOQWYVYDOT-UHFFFAOYSA-N 0.000 description 1
- 125000006038 hexenyl group Chemical group 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 238000007602 hot air drying Methods 0.000 description 1
- BHEPBYXIRTUNPN-UHFFFAOYSA-N hydridophosphorus(.) (triplet) Chemical class [PH] BHEPBYXIRTUNPN-UHFFFAOYSA-N 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 229920001477 hydrophilic polymer Polymers 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- PNDPGZBMCMUPRI-UHFFFAOYSA-N iodine Chemical compound II PNDPGZBMCMUPRI-UHFFFAOYSA-N 0.000 description 1
- 229910052740 iodine Inorganic materials 0.000 description 1
- 239000011630 iodine Substances 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 1
- 125000004491 isohexyl group Chemical group C(CCC(C)C)* 0.000 description 1
- 125000001972 isopentyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000005453 ketone based solvent Substances 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 125000002960 margaryl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 125000005641 methacryl group Chemical group 0.000 description 1
- UZKWTJUDCOPSNM-UHFFFAOYSA-N methoxybenzene Substances CCCCOC=C UZKWTJUDCOPSNM-UHFFFAOYSA-N 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- UONLDZHKYCFZRW-UHFFFAOYSA-N n-[6-[formyl-(2,2,6,6-tetramethylpiperidin-4-yl)amino]hexyl]-n-(2,2,6,6-tetramethylpiperidin-4-yl)formamide Chemical compound C1C(C)(C)NC(C)(C)CC1N(C=O)CCCCCCN(C=O)C1CC(C)(C)NC(C)(C)C1 UONLDZHKYCFZRW-UHFFFAOYSA-N 0.000 description 1
- 125000001280 n-hexyl group Chemical group C(CCCCC)* 0.000 description 1
- 125000000740 n-pentyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- OPECTNGATDYLSS-UHFFFAOYSA-N naphthalene-2-sulfonyl chloride Chemical compound C1=CC=CC2=CC(S(=O)(=O)Cl)=CC=C21 OPECTNGATDYLSS-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 1
- 239000002667 nucleating agent Substances 0.000 description 1
- HMMGMWAXVFQUOA-UHFFFAOYSA-N octamethylcyclotetrasiloxane Chemical compound C[Si]1(C)O[Si](C)(C)O[Si](C)(C)O[Si](C)(C)O1 HMMGMWAXVFQUOA-UHFFFAOYSA-N 0.000 description 1
- 125000005375 organosiloxane group Chemical group 0.000 description 1
- 150000002918 oxazolines Chemical class 0.000 description 1
- 150000002923 oximes Chemical class 0.000 description 1
- AUONHKJOIZSQGR-UHFFFAOYSA-N oxophosphane Chemical compound P=O AUONHKJOIZSQGR-UHFFFAOYSA-N 0.000 description 1
- NFHFRUOZVGFOOS-UHFFFAOYSA-N palladium;triphenylphosphane Chemical compound [Pd].C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 NFHFRUOZVGFOOS-UHFFFAOYSA-N 0.000 description 1
- 125000000913 palmityl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000002958 pentadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- MFPCPCHVMQLDJN-UHFFFAOYSA-N phenyl ditridecyl phosphite Chemical compound CCCCCCCCCCCCCOP(OCCCCCCCCCCCCC)OC1=CC=CC=C1 MFPCPCHVMQLDJN-UHFFFAOYSA-N 0.000 description 1
- LYXOWKPVTCPORE-UHFFFAOYSA-N phenyl-(4-phenylphenyl)methanone Chemical compound C=1C=C(C=2C=CC=CC=2)C=CC=1C(=O)C1=CC=CC=C1 LYXOWKPVTCPORE-UHFFFAOYSA-N 0.000 description 1
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N phenylbenzene Natural products C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 1
- 150000003018 phosphorus compounds Chemical class 0.000 description 1
- 238000000016 photochemical curing Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229960005235 piperonyl butoxide Drugs 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 150000004291 polyenes Chemical class 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000004053 quinones Chemical class 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 125000004434 sulfur atom Chemical group 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000010345 tape casting Methods 0.000 description 1
- WWJZWCUNLNYYAU-UHFFFAOYSA-N temephos Chemical compound C1=CC(OP(=S)(OC)OC)=CC=C1SC1=CC=C(OP(=S)(OC)OC)C=C1 WWJZWCUNLNYYAU-UHFFFAOYSA-N 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- QVASUALUCOYWST-UHFFFAOYSA-N tetramethyl butane-1,2,3,4-tetracarboxylate Chemical compound COC(=O)CC(C(=O)OC)C(C(=O)OC)CC(=O)OC QVASUALUCOYWST-UHFFFAOYSA-N 0.000 description 1
- 238000001029 thermal curing Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 150000003918 triazines Chemical class 0.000 description 1
- IVIIAEVMQHEPAY-UHFFFAOYSA-N tridodecyl phosphite Chemical compound CCCCCCCCCCCCOP(OCCCCCCCCCCCC)OCCCCCCCCCCCC IVIIAEVMQHEPAY-UHFFFAOYSA-N 0.000 description 1
- QOQNJVLFFRMJTQ-UHFFFAOYSA-N trioctyl phosphite Chemical compound CCCCCCCCOP(OCCCCCCCC)OCCCCCCCC QOQNJVLFFRMJTQ-UHFFFAOYSA-N 0.000 description 1
- URRFGQHFJDWCFM-UHFFFAOYSA-N tris(2-butoxyethyl) phosphite Chemical compound CCCCOCCOP(OCCOCCCC)OCCOCCCC URRFGQHFJDWCFM-UHFFFAOYSA-N 0.000 description 1
- WGKLOLBTFWFKOD-UHFFFAOYSA-N tris(2-nonylphenyl) phosphite Chemical compound CCCCCCCCCC1=CC=CC=C1OP(OC=1C(=CC=CC=1)CCCCCCCCC)OC1=CC=CC=C1CCCCCCCCC WGKLOLBTFWFKOD-UHFFFAOYSA-N 0.000 description 1
- LUUMBHMWFNNZPH-UHFFFAOYSA-N tris(3,5-ditert-butyl-4-hydroxyphenyl) phosphite Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(OP(OC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)OC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 LUUMBHMWFNNZPH-UHFFFAOYSA-N 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/40—Adhesives in the form of films or foils characterised by release liners
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
Definitions
- the present invention relates to an adhesive composition, an adhesive sheet, an optical film with an adhesive sheet, and a method for producing an adhesive sheet and an optical film with an adhesive sheet.
- Various image display devices typified by liquid crystal display devices and electroluminescent (EL) display devices, generally include an optical laminate that includes an optical film such as a polarizing film and an adhesive sheet.
- Adhesive sheets are usually used for bonding between optical films included in an optical laminate and for bonding an optical laminate and an image display panel.
- a typical pressure-sensitive adhesive sheet is a sheet obtained by curing a group of monomers including acrylic monomers, silicone monomers, etc. by polymerization and crosslinking.
- Patent Document 1 discloses an example of an adhesive sheet.
- a pressure-sensitive adhesive sheet is produced by irradiating a coating layer of a pressure-sensitive adhesive composition placed between two release liners with light.
- Forming a pressure-sensitive adhesive sheet by curing usually requires energy such as heat or light.
- energy such as heat or light.
- the energy required to form an adhesive sheet is lower than, for example, a method of thermally curing a coating layer containing an adhesive composition and a solvent in an oven (thermal curing method).
- the amount can be reduced.
- it is insufficient to focus only on the amount of energy required to cure the coating layer.
- an object of the present invention is to provide a pressure-sensitive adhesive composition that allows production of pressure-sensitive adhesive sheets with low environmental impact by reducing the amount of waste release liner required for production of pressure-sensitive adhesive sheets.
- a photocurable adhesive composition comprising a monomer group containing a (meth)acrylic monomer and/or a partial polymer of the monomer group, and a photopolymerization initiator,
- the adhesive composition further includes an antioxidant
- an adhesive composition having a peeling force PS 1 of 1.0 N/50 mm or less as determined by the following test. Test: A laminate containing, in this order, a base sheet, a coating layer containing the pressure-sensitive adhesive composition, and a release liner having a release layer with a thickness of 120 nm was subjected to conditions of an illumination intensity of 2.42 mW/cm 2 and an irradiation time of 10 minutes.
- a step A of forming an adhesive sheet from the applied layer by irradiating ultraviolet rays and a step B of peeling off the release liner from the adhesive sheet are performed.
- the steps A and B are repeated to reuse the release liner. Peeling force PS between the reused release liner obtained in step B, which was peeled once from the pressure-sensitive adhesive sheet when counted from an unused state, and the pressure-sensitive adhesive sheet obtained in step A after repeated implementation. Identify 1 .
- a pressure-sensitive adhesive sheet formed from the pressure-sensitive adhesive composition described above is provided.
- the present invention Step A of irradiating a laminate including a base sheet, a coating layer containing the above-mentioned adhesive composition, and a release liner in this order with light to form a pressure-sensitive adhesive sheet from the coating layer; Step B of peeling off the release liner from the adhesive sheet; including;
- the present invention provides a method for producing a pressure-sensitive adhesive sheet, in which the release liner peeled off in the step B is used to repeatedly perform the step A and the step B to reuse the release liner.
- a method for producing an optical film with a pressure-sensitive adhesive sheet includes laminating the pressure-sensitive adhesive sheet formed by the above-described production method and an optical film to form an optical film with a pressure-sensitive adhesive sheet.
- FIG. 1 is a schematic diagram for explaining a method for measuring the amount of creep on a pressure-sensitive adhesive sheet.
- FIG. 3 is a schematic diagram for explaining a method for measuring the amount of creep on a pressure-sensitive adhesive sheet.
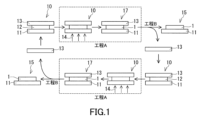
- FIG. 1 is a schematic diagram for explaining an example of a method for manufacturing a pressure-sensitive adhesive sheet of the present invention.
- FIG. 1 is a schematic diagram for explaining an example of a method for manufacturing a pressure-sensitive adhesive sheet of the present invention.
- FIG. 1 is a cross-sectional view schematically showing an example of an optical film with an adhesive sheet of the present invention.
- FIG. 1 is a cross-sectional view schematically showing an example of an optical film with an adhesive sheet of the present invention.
- the adhesive composition according to the first aspect of the present invention is A photocurable adhesive composition comprising a monomer group containing a (meth)acrylic monomer and/or a partial polymer of the monomer group, and a photopolymerization initiator, The adhesive composition further includes an antioxidant,
- the peeling force PS 1 determined by the following test is 1.0 N/50 mm or less. Test: A laminate containing, in this order, a base sheet, a coating layer containing the pressure-sensitive adhesive composition, and a release liner having a release layer with a thickness of 120 nm was subjected to conditions of an illumination intensity of 2.42 mW/cm 2 and an irradiation time of 10 minutes.
- a step A of forming an adhesive sheet from the applied layer by irradiating ultraviolet rays and a step B of peeling off the release liner from the adhesive sheet are performed.
- the steps A and B are repeated to reuse the release liner. Peeling force PS between the reused release liner obtained in step B, which was peeled once from the pressure-sensitive adhesive sheet when counted from an unused state, and the pressure-sensitive adhesive sheet obtained in step A after repeated implementation. Identify 1 .
- the peeling force PS 1 is 0.5 N/50 mm or less.
- the peel force PS 0 between the release liner and the adhesive sheet in an unused state is 0.01 N/50 mm or more. be.
- the antioxidant is selected from the group consisting of hindered phenol compounds and hindered amine compounds. Contains at least one.
- the antioxidant has a molecular weight of 1500 or less.
- the monomer group includes a carboxyl group-containing monomer.
- the solvent content is 5% by weight or less.
- the pressure-sensitive adhesive sheet according to the eighth aspect of the present invention is formed from the pressure-sensitive adhesive composition according to any one of the first to seventh aspects.
- the adhesive sheet according to the eighth aspect has a thickness of 5 to 40 ⁇ m.
- optical film with adhesive sheet according to the tenth aspect of the present invention is An adhesive sheet according to the eighth or ninth aspect, optical film, Equipped with.
- the optical film is a film containing at least one selected from the group consisting of a polarizing film and a retardation film.
- the method for producing a pressure-sensitive adhesive sheet according to the twelfth aspect of the present invention includes: A laminate including a base sheet, a coating layer containing the adhesive composition according to any one of the first to seventh aspects, and a release liner in this order is irradiated with light to form a pressure-sensitive adhesive sheet from the coating layer.
- the method for producing an optical film with a pressure-sensitive adhesive sheet according to the thirteenth aspect of the present invention includes: The method includes laminating an optical film and an adhesive sheet formed by the manufacturing method according to the twelfth aspect to form an optical film with an adhesive sheet.
- the present inventors came up with the idea of further reducing the environmental load in the manufacturing process of pressure-sensitive adhesive sheets by reusing the release liner, which had been discarded immediately after peeling. Based on this idea, the inventors conducted studies and invented the present invention. completed.
- the adhesive composition of the present embodiment includes a monomer group containing a (meth)acrylic monomer and/or a partial polymer of the monomer group, and a photopolymerization initiator.
- the adhesive composition further includes an antioxidant.
- the adhesive composition is a photocurable adhesive composition that is cured by irradiation with light.
- a photocurable adhesive composition may be referred to as a photocurable composition.
- the adhesive composition has a peeling force PS 1 of 1.0 N/50 mm or less as determined by the following test.
- Step A of forming an adhesive sheet from the applied layer by irradiating ultraviolet rays and Step B of peeling off the release liner from the adhesive sheet are performed. Steps A and B are repeated using the release liner that was peeled off in Step B to reuse the release liner.
- a first laminate 10 including a base sheet 11, a coating layer 12, and a release liner 13 in this order is produced.
- the coating layer 12 is formed by applying an adhesive composition.
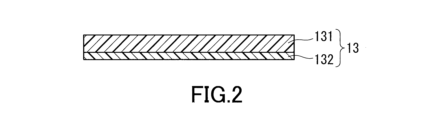
- the release liner 13 is arranged so that the release layer 132 (see FIG. 2) is in contact with the coating layer 12.
- the base sheet 11 is not particularly limited as long as the peeling force between it and the adhesive sheet 1 formed from the coating layer 12 is greater than the peeling force between the release liner 13 and the adhesive sheet 1 . Details of the base sheet 11 will be described later.
- the release liner 13 includes a liner base material 131 and a release layer 132 formed on one surface of the liner base material 131.
- the liner base material 131 is, for example, a polyester film (Lumirror XD500P, thickness 75 ⁇ m).
- the mold release layer 132 is a cured layer of a mold release agent composition containing a silicone mold release agent as a main component. Release liner 13 is used so that release layer 132 is on the coating layer 12 side.
- the first laminate 10 is constructed by, for example, forming a coating layer 12 on a base sheet 11 (or a release liner 13), and disposing a release liner 13 (or a base sheet 11) on the formed coating layer 12. It can be formed by Further, the first laminate 10 is formed by pouring and applying the adhesive composition into the space between the base sheet 11 and the release liner 13 which are held at a predetermined interval so that their main surfaces face each other. You can.
- the thickness of the coating layer 12 is typically 20 ⁇ m.
- the first laminate 10 is irradiated with light (ultraviolet light) 14 to form the adhesive sheet 1 from the coating layer 12 (Step A).
- the first laminate 10 is irradiated with the light 14 at an illuminance of 2.42 mW/cm 2 and an irradiation time of 10 minutes. Irradiation of the light 14 is typically performed from the side of the base sheet 11.
- the formed adhesive sheet 1 is sandwiched between the base sheet 11 and the release liner 13 and constitutes a part of the second laminate 17 until the release liner 13 is peeled off.
- Step B the release liner 13 is peeled off from the adhesive sheet 1 (Step B). Using the release liner 13 released in Step B, Steps A and B are repeated. Thereby, the release liner 13 is reused.
- the peeling force PS 1 between the release liner 13 and the adhesive sheet 1 after being peeled off from the adhesive sheet 1 once from the unused state is specified.
- the peeling force PS 1 is implemented by the following method. First, Step A and Step B are performed once using an unused release liner 13. Using the reused release liner 13 obtained in Step B, Step A is further carried out a second time to obtain a second laminate 17.
- the peel force PS 1 can be evaluated by cutting out the second laminate 17 to a width of 50 mm to prepare a test piece, and conducting a 180° peel test in which only the release liner 13 is peeled off from the prepared test piece. The peel test is carried out after approximately 0.5 to 1 hour has elapsed from the formation of the adhesive sheet 1.
- the second laminate 17 and the test piece are placed in an air atmosphere at 23° C. ⁇ 5° C.
- the peeling speed of the peeling test is 300 mm/min, and the test temperature is 23°C ⁇ 5°C.
- the width of the second laminate 17 is less than 50 mm, the measured value at the original width may be converted to a value per 50 mm width.
- the TD perpendicular to the MD which is the direction, can be determined as the width direction of the test piece.
- the width direction thereof can be the width direction of the test piece.
- Peeling force PS 1 is, for example, 0.9 N/50 mm or less, 0.8 N/50 mm or less, 0.7 N/50 mm or less, 0.6 N/50 mm or less, 0.5 N/50 mm or less, 0.4 N/50 mm or less. , 0.3N/50mm or less, 0.2N/50mm or less, or even 0.15N/50mm or less.
- the lower limit of the peeling force PS 1 is, for example, 0.01 N/50 mm or more, 0.03 N/50 mm or more, 0.05 N/50 mm or more, 0.08 N/50 mm or more, and further 0.1 N/50 mm or more. Good too.
- the peeling force PS n between the release liner 13 and the adhesive sheet 1 after peeling n times from the adhesive sheet 1 counting from the unused state (n is the number of peels)
- the peeling force PS n is determined by performing Step A and Step B n times using the release liner 13 described above, and then performing Step A for the (n+1)th time using the second laminate 17 formed. This can be evaluated by performing a peel test.
- the peeling force PS 0 between the release liner 13 and the adhesive sheet 1 in an unused state is, for example, 1.0N/50mm or less, 0.5N/50mm or less, 0.2N/50mm or less, 0.15N /50mm or less, 0.12N/50mm or less, 0.1N/50mm or less, 0.08N/50mm or less, or even 0.05N/50mm or less.
- the peeling force PS 0 may be 0.01 N/50 mm or more, 0.02 N/50 mm or more, or even 0.03 N/50 mm or more.
- the above ratio PS 1 /PS 0 of the peeling force PS 1 to the peeling force PS 0 may be 10 or less, 8 or less, 6 or less, or even 5 or less.
- the lower limit of the ratio PS 1 /PS 0 is, for example, 1.1 or more, and may be 2.0 or more.
- the adhesive composition of the present embodiment includes a monomer group containing a (meth)acrylic monomer and/or a partial polymer of the monomer group.
- the content of the (meth)acrylic component in the adhesive composition is 50% by weight or more, 60% by weight or more, 70% by weight or more, and even 80% by weight or more. It may be % by weight or more, and in this case, an acrylic pressure-sensitive adhesive sheet containing a (meth)acrylic polymer and a crosslinked product thereof as main components can be formed.
- (meth)acrylic means acrylic and methacryl.
- (Meth)acrylate means acrylate and methacrylate.
- An example of the (meth)acrylic monomer is a (meth)acrylic acid alkyl ester having an alkyl group having 1 to 20 carbon atoms in the side chain.
- the number of carbon atoms in the alkyl group may be 7 or less, 6 or less, 5 or less, or even 4 or less.
- the alkyl group may be linear or branched.
- Examples of (meth)acrylic acid alkyl esters are methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate, isopropyl (meth)acrylate, n-butyl (meth)acrylate, s-butyl (meth)acrylate.
- t-butyl (meth)acrylate isobutyl (meth)acrylate, n-pentyl (meth)acrylate, isopentyl (meth)acrylate, n-hexyl (meth)acrylate, isohexyl (meth)acrylate, isoheptyl (meth)acrylate, 2-ethylhexyl (meth)acrylate, n-octyl (meth)acrylate, isooctyl (meth)acrylate, n-nonyl (meth)acrylate, isononyl (meth)acrylate, n-decyl (meth)acrylate, isodecyl (meth)acrylate, n-dodecyl (meth)acrylate (lauryl (meth)acrylate), n-tridecyl (meth)acrylate, n-tetradecyl (meth)acrylate, pentadecyl
- the content of (meth)acrylic acid alkyl ester in the monomer group is, for example, 40% by weight or more, 50% by weight or more, 60% by weight or more, 70% by weight or more, 80% by weight or more, 85% by weight or more, It may be 90% by weight or more, or even 95% by weight or more.
- the weight of the partially polymerized product is converted to the weight of each monomer before polymerization.
- the monomer group may include a carboxyl group-containing monomer.
- the carboxyl group-containing monomer may be a (meth)acrylic monomer, or in other words, the (meth)acrylic monomer may include a carboxyl group-containing monomer.
- Examples of carboxyl group-containing monomers are (meth)acrylic acid, carboxyethyl (meth)acrylate, carboxypentyl (meth)acrylate, itaconic acid, maleic acid, fumaric acid and crotonic acid.
- the content of the carboxyl group-containing monomer in the monomer group is, for example, 10% by weight or less, 9% by weight or less, 8% by weight or less, 7% by weight or less, 6% by weight or less, 5.5% by weight or less. , and further may be 5% by weight or less.
- the lower limit of the content may be, for example, 0.1% by weight or more, 0.5% by weight or more, or even 1% by weight or more.
- the monomer group does not need to contain carboxyl group-containing monomers.
- the monomer group may include a hydroxy group-containing monomer.
- the hydroxy group-containing monomer may be a (meth)acrylic monomer, or in other words, the (meth)acrylic monomer may include a hydroxy group-containing monomer.
- the hydroxy group-containing monomer can contribute to improving the cohesive force of the pressure-sensitive adhesive sheet.
- hydroxy group-containing monomers examples include 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, 4-hydroxybutyl (meth)acrylate, 6-hydroxyhexyl (meth)acrylate, They are 8-hydroxyoctyl (meth)acrylate, 10-hydroxydecyl (meth)acrylate, 12-hydroxylauryl (meth)acrylate, and (4-hydroxymethylcyclohexyl)-methyl acrylate.
- the hydroxy group-containing monomer is preferably 2-hydroxyethyl (meth)acrylate or 4-hydroxybutyl (meth)acrylate.
- the content of the hydroxy group-containing monomer in the monomer group is, for example, 10% by weight or less, 5% by weight or less, 4% by weight or less, 3% by weight or less, 2% by weight or less, 1% by weight or less, 0% by weight or less. It may be 0.8% by weight or less, 0.5% by weight or less, 0.3% by weight or less, 0.2% by weight or less, or even 0.1% by weight or less.
- the lower limit of the content may be, for example, 0.01% by weight or more, 0.03% by weight or more, and even 0.05% by weight or more.
- the monomer group does not need to contain hydroxy group-containing monomers.
- each of the above-mentioned monomers may be included as a partially polymerized product.
- the partial polymer may be either a homopolymer or a copolymer.
- the partial polymer can contribute to stable formation of the coating layer by appropriately increasing the viscosity of the pressure-sensitive adhesive composition.
- the adhesive composition further includes a photopolymerization initiator.
- a photopolymerization initiator is a photoradical generator that generates radicals using visible light and/or ultraviolet light having a wavelength shorter than 450 nm.
- photopolymerization initiators include benzoin ethers such as benzoin methyl ether, benzoin isopropyl ether, and benzyl dimethyl ketal; substituted benzoin ethers such as anisole methyl ether; 2,2-diethoxyacetophenone, 2,2-dimethoxy-2- Substituted acetophenones such as phenylacetophenone; ⁇ -hydroxyalkylphenones such as 1-hydroxycyclohexyl-phenylketone; substituted alphaketols such as 2-methyl-2-hydroxypropiophenone; aromatic sulfonyl chlorides such as 2-naphthalenesulfonyl chloride; Photoactive oximes such as 1-phenyl-1,1-propanedione-2-(o-ethoxycarbonyl)-oxime; benzophenone, benzoylbenzoic acid, methyl benzoylbenzoate, 4-phenylbenzophenone, hydroxybenzophenone
- the amount of the photopolymerization initiator in the adhesive composition is, for example, 0.02 to 10 parts by weight, and 0.05 to 5 parts by weight, based on a total of 100 parts by weight of the monomer group and its partial polymer. It may be.
- the adhesive composition further includes an antioxidant.
- the antioxidant is a component suitable for adjusting the above-mentioned peeling force PS 1 to a small value.
- a chemical bond is generated between the release liner 13 and the adhesive sheet 1 by the irradiation of the light 14, and a part of the bond or a functional group formed by decomposition of the bond becomes adhesive. It may remain on the surface of the release liner 13 even after the sheet 1 is peeled off.
- the peeling force of the release liner 13 with respect to the adhesive sheet 1 tends to increase more than before carrying out the process.
- the antioxidant tends to suppress the formation of chemical bonds between the release liner 13 and the adhesive sheet 1.
- the antioxidant tends to suppress contamination of the surface of the release liner with the material of the adhesive sheet, regardless of the manufacturing conditions of the adhesive sheet (light irradiation time, etc.).
- antioxidants include phenolic compounds (especially hindered phenol compounds), amine compounds (especially hindered amine compounds), phosphorus compounds, and the like.
- the antioxidant preferably contains at least one selected from the group consisting of hindered phenol compounds and hindered amine compounds, and particularly preferably contains a hindered phenol compound.
- the compound contained in the antioxidant may not contain a sulfur atom.
- the adhesive composition may contain one or more antioxidants.
- hindered phenol compounds include dibutylhydroxytoluene (BHT), pentaerythritol tetrakis [3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate] (“Irganox 1010” manufactured by BASF), Octadecyl-3-(3,5-di-tert-butyl-4-hydroxyphenyl) propionate (BASF "Irganox 1076”), isooctyl-3-(3,5-di-tert-butyl-4-hydroxyphenyl) Propionate (BASF "Irganox 1135"), 3,3',3'',5,5',5''-hexa-tert-butyl-a,a',a''-(mesitylene-2,4, 6-triyl) tri-p-cresol (“Irganox 1330” manufactured by BASF), 1,3,5-tris(3,5-di-tert-butyl
- hindered amine compounds include bis-(1-octyloxy-2,2,6,6-tetramethyl-4-piperidyl) sebacate (“Tinuvin123” manufactured by BASF), tetrakis (1,2,2,6,6- Pentamethyl-4-piperidyl)butane-1,2,3,4-tetracarboxylate (ADEKA "ADEKA STAB LA-52"), Tetrakis(2,2,6,6-tetramethyl-4-piperidyl)butane- 1,2,3,4-tetracarboxylate (ADEKA "ADEKA STAB LA-57”), 1,2,3,4-butanetetracarboxylic acid tetramethyl ester 1,2,2,6,6-pentamethyl -4-piperidinol ⁇ , ⁇ , ⁇ ', ⁇ '-tetramethyl-2,4,8,10-tetraoxaspiro[5,5]undecane-3,9-diethanol (ADEKA Co., Ltd.
- ADEKASTAB LA-63P 1,2,3,4-butanetetracarboxylic acid tetramethyl ester 2,2,6,6-pentamethyl-4-piperidinol ⁇ , ⁇ , ⁇ ', ⁇ '-tetramethyl-2,4,8, 10-tetraoxaspiro[5,5]undecane-3,9-diethanol
- ADEKA STAB LA-68 bis(1,2,2,6,6-pentamethyl-4-piperidyl) sebacate
- ADEKA Bis-(2,2,6,6-tetramethyl-4-piperidyl) sebacate ADKA Co., Ltd.
- ADKA STAB LA-77Y Bis(2,2,6,6 -tetramethyl-4-piperidyl) sebacate
- ADKA STAB LA-77G Bis(1-undecanoxy-2,2,6,6-tetramethylpiperidin-4-yl) carbonate
- ADKA STAB LA-77G bis(1-undecanoxy-2,2,6,6-tetramethylpiperidin-4-yl) carbonate
- ADKA STAB LA-77G manufactured by ADEKA
- LA-81 1,2,2,6,6-pentamethyl-4-piperidyl methacrylate
- ADEKA STAB LA-82 2,2,6,6-tetramethyl-4-piperidyl methacrylate
- ADEKA manufactured by ADEKA
- SONGLIGHT1190 SONGWON
- SONGLIGHT1230 bis(1,2,2,6,6-pentamethyl-4-piperidyl) sebacate
- SONGWON bis(2,2,6,6-tetramethyl-4-piperidyl) sebacate
- Phosphorous compounds include trioctyl phosphite, trilauryl phosphite, tristridecyl phosphite, trisisodecyl phosphite, phenyl diisooctyl phosphite, phenyl diisodecyl phosphite, phenyl di(tridecyl) phosphite, diphenyl isooctyl Phosphite, diphenylisodecylphosphite, diphenyltridecylphosphite, triphenylphosphite, tris(nonylphenyl)phosphite, tris(2,4-di-t-butylphenyl)phosphite, tris(butoxyethyl)phosphite phyto, tetratridecyl-4,4'-butylidenebis(3-methyl
- the antioxidant has a small molecular weight. According to the antioxidant having a small molecular weight, it is easy to adjust the above-mentioned peeling force PS 1 to a smaller value.
- the antioxidant is preferably liquid at room temperature (25° C.) due to its small molecular weight.
- the molecular weight of the antioxidant is, for example, 1500 or less, and may be 1000 or less, 800 or less, 500 or less, or even 400 or less.
- the lower limit of the molecular weight of the antioxidant is not particularly limited, and may be, for example, 100 or more, 200 or more, or even 300 or more.
- the blending amount of the antioxidant is, for example, 0.01 part by weight or more, 0.05 part by weight or more, 0.1 part by weight or more, based on a total of 100 parts by weight of the monomer group and its partial polymer. Furthermore, the amount may be 0.3 parts by weight or more.
- the upper limit of the blending amount of the antioxidant is, for example, 5 parts by weight or less, and may be 3 parts by weight or less, 2 parts by weight or less, 1 part by weight or less, and even 0.5 parts by weight or less.
- the adhesive composition may contain a crosslinking agent.
- a crosslinking agent is a polyfunctional monomer having two or more polymerizable functional groups in one molecule.
- the polyfunctional monomer may be a (meth)acrylic monomer.
- the polyfunctional monomer is preferably a monomer having two or more C ⁇ C bonds in one molecule.
- crosslinking agents are (poly)ethylene glycol di(meth)acrylate, (poly)propylene glycol di(meth)acrylate, neopentyl glycol di(meth)acrylate, pentaerythritol di(meth)acrylate, pentaerythritol tri(meth)acrylate, ) acrylate, dipentaerythritol hexa(meth)acrylate, 1,2-ethylene glycol di(meth)acrylate, 1,6-hexanediol di(meth)acrylate, 1,9-nonanediol diacrylate (NDDA), 1, Polyfunctional acrylates (ester compounds of polyhydric alcohol and (meth)acrylic acid, etc.) such as 12-dodecanediol di(meth)acrylate, trimethylolpropane tri(meth)acrylate, and tetramethylolmethane tri(meth)acrylate; allyl (meth)acryl
- the polyfunctional monomer is preferably a polyfunctional acrylate, more preferably trimethylolpropane tri(meth)acrylate, hexanediol di(meth)acrylate, or dipentaerythritol hexa(meth)acrylate.
- the blending amount of the crosslinking agent varies depending on the molecular weight, the number of functional groups, etc., but is, for example, 5 parts by weight or less, 3 parts by weight or less, 2 parts by weight or less, based on a total of 100 parts by weight of the monomer group and its partial polymer. Below, the amount may be 1 part by weight or less, or even 0.5 part by weight or less. The lower limit of the blending amount is, for example, 0.01 part by weight or more, and may even be 0.05 part by weight or more.
- the adhesive composition may contain additives other than those mentioned above.
- additives are chain transfer agents, silane coupling agents, viscosity modifiers, tackifiers, plasticizers, softeners, anti-aging agents, fillers, colorants, surfactants, antistatic agents and UV absorbers. It is.
- the content of the solvent in the adhesive composition is, for example, 5% by weight or less, 4% by weight or less, 3% by weight or less, 2% by weight or less, 1% by weight or less, and even 0.5% by weight or less. Good too.
- the adhesive composition may be substantially free of solvent. "Substantially free of solvent” means that the content of solvents derived from additives etc. is, for example, 0.1% by weight or less, preferably 0.05% by weight or less, more preferably 0.01% by weight or less. The intention is to allow it.
- the viscosity of the adhesive composition is preferably 5 to 100 poise.
- An adhesive composition having a viscosity within the above range is particularly suitable for forming a coating layer.
- the adhesive sheet 1 is formed from the above-mentioned adhesive composition.
- the adhesive sheet 1 may be laminated with a base sheet or a release liner used in its production.
- the polymerization rate of the monomer group in the adhesive sheet 1 is preferably 90% or more.
- the polymerization rate may be 95% or more, 98% or more, or even 99% or more.
- the gel fraction of the adhesive sheet 1 is, for example, 50% or more, and may be 75% or more, 80% or more, or even 85% or more.
- the creep amount of the adhesive sheet 1 is, for example, 180 ⁇ m or less, and may be 160 ⁇ m or less.
- the lower limit of the creep amount is, for example, 5 ⁇ m or more, and may be 10 ⁇ m or more.
- the amount of creep of the adhesive sheet 1 can be evaluated as follows (see FIGS. 4A and 4B).
- a test piece 52 is obtained by cutting a laminate of the adhesive sheet 1 and the support film 51 to be evaluated into a strip of 10 mm x 50 mm.
- the support film 51 is disposed for the purpose of suppressing deformation of the load-applied portion of the pressure-sensitive adhesive sheet 1 during a test, and thereby measuring the amount of creep with higher accuracy.
- a resin film such as a polyethylene terephthalate (PET) film can be used.
- PET polyethylene terephthalate
- the support film 51 may be an optical film or a laminate including an optical film.
- the thickness of the support film 51 may be such that it does not deform itself under the above load, and is, for example, 20 to 200 ⁇ m.
- the test piece 52 is attached to the surface of the stainless steel test plate 53 using the adhesive sheet 1 at a joint surface measuring 10 mm in length and 10 mm in width.
- FIG. 4B is a cross section BB in FIG. 4A.
- the test piece 52 is attached to the test plate 53 so that air bubbles are not mixed between the test plate 53 and the adhesive sheet 1.
- the test plate 53 and the adhesive sheet 1 are placed in an autoclave at 50° C. and 5 atm (absolute pressure) for 15 minutes to homogenize the bond between the test plate 53 and the adhesive sheet 1.
- test plate 53 and the test piece 52 are held vertically with the test plate 53 facing upward and left in an atmosphere of 25°C for at least 5 minutes.
- a weight with a mass of 500 g is fixed at the center of the lower end, and a load 54 of 500 gf is applied vertically downward.
- the amount of creep (deviation amount) of the adhesive sheet 1 with respect to the test plate 53 at the time point 3600 seconds after the start of applying the load 54 is measured as the amount of fall of the weight.
- a laser displacement meter can be used to measure the amount of weight fall.
- the thickness of the adhesive sheet 1 is, for example, 2 to 70 ⁇ m, and may be 2 to 50 ⁇ m, 5 to 40 ⁇ m, 10 to 30 ⁇ m, 10 to 25 ⁇ m, or even 10 to 20 ⁇ m.
- the pressure-sensitive adhesive sheet 1 can be produced, for example, using a pressure-sensitive adhesive composition by a method similar to the method described for the test for determining the above-mentioned peeling force PS 1 .
- a first laminate 10 including a base sheet 11, a coating layer 12 containing an adhesive composition, and a release liner 13 in this order is irradiated with light 14.
- An adhesive sheet 1 is formed from the coating layer 12 (Step A). Irradiation of the light 14 is typically performed from the side of the base sheet 11. The light 14 passes through the base sheet 11, reaches the coating layer 12, and cures the coating layer 12.
- the light 14 may be irradiated from the release liner 13 side, or from both sides of the release liner 13 and the base sheet 11.
- the formed adhesive sheet 1 is sandwiched between the base sheet 11 and the release liner 13 and constitutes a part of the second laminate 17 until the release liner 13 is peeled off.
- the release liner 13 is peeled off from the adhesive sheet 1 (step B).
- steps A and B are repeatedly performed. Thereby, the release liner 13 is reused.
- step A using the released release liner 13, a first laminate 10 including the base sheet 11, the coating layer 12, and the released release liner 13 in this order is formed, and the formed first laminate is 10 is irradiated with light 14.
- the adhesive composition of this embodiment has the above-mentioned peeling force PS 1 of 1.0 N/50 mm or less. According to such an adhesive composition, even when Step A and Step B are repeatedly performed using the release liner 13 that was peeled off in Step B when manufacturing the adhesive sheet 1, the adhesive sheet 1 There is a tendency for an increase in the release force of the release liner 13 to be suppressed. Since the release liner 13 can be used repeatedly, the amount of waste of the release liner 13 can be reduced, and the adhesive sheet 1 can be manufactured with low environmental impact.
- the liner base material of the release liner 13 is a resin film.
- resins that can be included in the liner base material are polyesters such as polyethylene terephthalate and polyethylene naphthalate, acetate resins, polyether sulfones, polycarbonates, polyamides, polyimides, polyolefins, (meth)acrylic resins, polyvinyl chloride, polyvinylidene chloride. , polystyrene, polyvinyl alcohol, polyarylate, and polyphenylene sulfide.
- the resin is preferably a polyester such as polyethylene terephthalate.
- the release liner 13 may have transparency to the light 14 irradiated in step A, or may have the same level of transparency to the light 14 as the base sheet 11.
- the thickness of the release liner 13 is, for example, 10 to 200 ⁇ m, and may be 25 to 150 ⁇ m.
- the release liner 13 may include layers other than the liner base material.
- the release liner 13 may include a release layer.
- the release liner 13 in FIG. 2 includes a liner base material 131 and a release layer 132 formed on one surface of the liner base material 131.
- the release liner 13 shown in FIG. 2 can be used so that the release layer 132 is on the coating layer 12 side.
- the mold release layer 132 is typically a cured layer of a mold release agent composition containing a mold release agent.
- Various mold release agents can be used as the mold release agent, such as a silicone mold release agent, a fluorine mold release agent, a long chain alkyl mold release agent, a fatty acid amide mold release agent, and silica powder.
- the release liner 13 may include a cured layer of a release agent composition containing a silicone release agent as a main component (hereinafter referred to as "silicone release layer").
- the silicone release layer is particularly suitable for achieving both adhesion and releasability to the pressure-sensitive adhesive sheet 1.
- the main component means the component with the largest content rate.
- the silicone mold release agent is, for example, various types of curable silicone materials such as addition reaction type, condensation reaction type, ultraviolet curable type, electron beam curable type, and solvent-free type, with addition reaction curable silicone materials being preferred.
- the addition reaction-curable silicone material is particularly suitable for forming a release layer that has both adhesion and releasability to the pressure-sensitive adhesive sheet 1.
- the curable silicone material may be a silicone-modified resin in which reactive silicone is introduced into an organic resin such as urethane, epoxy, or alkyd resin by graft polymerization or the like.
- An example of an addition reaction-curable silicone material is a polyorganosiloxane having a vinyl group or an alkenyl group in the molecule.
- the addition reaction curable silicone material does not need to have a hydrosilyl group.
- alkenyl groups are 3-butenyl, 4-pentenyl, 5-hexenyl, 6-heptenyl, 7-octenyl, 8-nonenyl, 9-decenyl, 10-undecenyl, and 11-dodecenyl. It is the basis.
- polyorganosiloxanes examples include polyalkylalkylsiloxanes such as polydimethylsiloxane, polydiethylsiloxane, and polymethylethylsiloxane, polyalkylarylsiloxanes, and a plurality of Si atom-containing monomers such as poly(dimethylsiloxane-diethylsiloxane). It is a copolymer.
- the polyorganosiloxane is preferably polydimethylsiloxane.
- a mold release agent composition containing a silicone mold release agent as a main component usually contains a crosslinking agent.
- crosslinking agents are polyorganosiloxanes containing hydrosilyl groups.
- the crosslinking agent may have two or more hydrosilyl groups in one molecule.
- the silicone mold release agent composition may contain a curing catalyst.
- a curing catalyst is a platinum-based catalyst.
- platinum-based catalysts are chloroplatinic acid, olefin complexes of platinum, and olefin complexes of chloroplatinic acid.
- the amount of the platinum-based catalyst used is, for example, 10 to 1000 ppm (by weight, in terms of platinum) based on the total solid content of the composition.
- the silicone mold release agent composition may contain additives.
- additives are release control agents and adhesion promoters.
- release control agents are unreacted silicone resins, and more specific examples are organosiloxanes such as octamethylcyclotetrasiloxane, and MQ resins.
- the total amount of the peel control agent and adhesion improver used is, for example, 1 to 30% by weight based on the total solid content of the composition.
- Further examples of additives are fillers, antistatic agents, antioxidants, UV absorbers, plasticizers and colorants.
- the amount of further additives used is, for example, up to 10% by weight in total, based on the total solids content of the composition.
- the silicone mold release agent composition may contain an organic solvent.
- organic solvents include hydrocarbon solvents such as cyclohexane, n-hexane, and n-heptane; aromatic solvents such as toluene and xylene; ester solvents such as ethyl acetate and methyl acetate; ketone solvents such as acetone and methyl ethyl ketone.
- Solvent Alcohol solvent such as methanol, ethanol, butanol. Two or more types of organic solvents may be included. The amount of organic solvent used is preferably 80 to 99.9% by weight of the silicone mold release agent composition.
- the release layer 132 can be formed, for example, by heating and drying a coating film containing a release agent composition formed on the liner base material 131.
- Application of the release agent composition includes roll coating, kiss roll coating, gravure coating, reverse coating, roll brushing, spray coating, dip roll coating, bar coating, knife coating, air knife coating, curtain coating, lip coating, and die coating.
- Various coating methods such as can be applied. For example, hot air drying can be used for heating and drying.
- the heating temperature and time vary depending on the heat resistance of the liner base material, but are usually about 80 to 150°C and about 10 seconds to 10 minutes. If necessary, irradiation with active energy rays such as ultraviolet rays may be used in combination.
- the thickness of the release layer 132 is, for example, 10 to 300 nm.
- the upper limit of the thickness may be 200 nm or less, 150 nm or less, 120 nm or less, 110 nm or less, 100 nm or less, less than 100 nm, 90 nm or less, 80 nm or less, 70 nm or less, less than 70 nm, or even 65 nm or less.
- the lower limit of the thickness may be 15 nm or more, 20 nm or more, 25 nm or more, 30 nm or more, 35 nm or more, 40 nm or more, 45 nm or more, or even 50 nm or more.
- the thickness of the release layer 132 may be 110 nm or less.
- the release liner 13 may include the release layer 132 on the surface facing the coating layer 12, and the thickness of the release layer 132 may be 110 nm or less. There may be.
- the release liner 13 may be sheet-like or elongated.
- Base sheet 11 An example of the base sheet 11 is a resin film. Examples of resins included in the base sheet 11 are the same as examples of resins that can be included in the liner base material.
- the base sheet 11 has excellent transparency for the light 14 irradiated in step A.
- the thickness of the base sheet 11 is, for example, 10 to 200 ⁇ m, and may be 25 to 150 ⁇ m.
- the base sheet 11 may include a release layer on the surface facing the coating layer 12.
- Examples of the release layer that the base sheet 11 can include and its manufacturing method are the same as the examples of the release layer that the release liner 13 can include and its manufacturing method.
- Both the release liner 13 and the base sheet 11 may be provided with a release layer.
- both mold release layers may be formed from mold release agent compositions containing the same mold release agent as a main component. Further, the thicknesses of both release layers may be different, and for example, the release layer included in the base sheet 11 may be thicker.
- a sheet can usually be selected that has a greater peeling force with the adhesive sheet 1 than the release liner 13.
- the base sheet 11 may be sheet-shaped or elongated.
- the first laminate 10 may include further layers other than the base sheet 11, the coating layer 12, and the release liner 13.
- the further layer may be arranged on the side of the base sheet 11 and/or the release liner 13 opposite to the side of the coating layer 12.
- the coating layer 12 is preferably in contact with the base sheet 11 and the release liner 13.
- the first laminate 10 is constructed by, for example, forming a coating layer 12 on a base sheet 11 (or a release liner 13), and disposing a release liner 13 (or a base sheet 11) on the formed coating layer 12. It can be formed by Further, the first laminate 10 is formed by pouring and applying the adhesive composition into the space between the base sheet 11 and the release liner 13 which are held at a predetermined interval so that their main surfaces face each other. You can.
- the peeled release liner 13 may be used so that the surface that was on the coating layer 12 side in step A immediately before peeling, for example, the surface on the release layer 132 side, becomes the coating layer 12 side again. .
- the coating layer 12 can be formed using a roll coat, a kiss roll coat, a gravure coat, a reverse coat, a roll brush, a spray coat, a dip roll coat, a bar coat, a knife coat, an air knife coat, a curtain coat, a lip coat, a die coat, etc.
- Various application methods can be applied.
- the thickness of the coating layer 12 can be adjusted depending on the desired thickness of the adhesive sheet 1, and may be, for example, 5 to 100 ⁇ m, 5 to 50 ⁇ m, 5 to 25 ⁇ m, or even 5 to 20 ⁇ m.
- the first laminate 10 may include an elongated base sheet 11, an elongated coating layer 12, and an elongated release liner 13; in other words, even if it is elongated, good.
- the elongated first laminate 10 can be obtained, for example, by forming the coating layer 12 between the base sheet 11 and the release liner 13 that have been unwound from the roll while being conveyed.
- the light 14 irradiated onto the first laminate 10 is, for example, visible light or ultraviolet light having a wavelength shorter than 450 nm.
- the light 14 may include light with a wavelength in the same region as the absorption wavelength of the photopolymerization initiator included in the adhesive composition.
- the light 14 may be irradiated by cutting short wavelength light of 300 nm or less with a filter or the like, and cutting off the short wavelength light is suitable for suppressing deterioration of the base sheet 11 due to the light 14.
- the light source of the light 14 is, for example, a light irradiation device including an ultraviolet irradiation lamp.
- ultraviolet irradiation lamps examples include ultraviolet LEDs, low-pressure mercury lamps, medium-pressure mercury lamps, high-pressure mercury lamps, extra-high-pressure mercury lamps, metal halide lamps, xenon lamps, microwave-excited mercury lamps, black light lamps, chemical lamps, germicidal lamps, and low-pressure discharge mercury lamps. , an excimer laser. Two or more ultraviolet irradiation lamps may be combined.
- Irradiation of the light 14 may be continuous or intermittent.
- the illuminance of the light 14 is, for example, 1 to 20 mW/cm 2 .
- the irradiation time of the light 14 is, for example, 5 minutes to 5 hours.
- the cumulative amount of light 14 to the first laminate 10 is, for example, 100 to 5000 mJ/cm 2 .
- step B the release liner 13 is peeled off from the second laminate 17 after curing.
- the second laminate 17 includes a base sheet 11, an adhesive sheet 1, and a release liner 13 in this order.
- the peeling force between the release liner 13 and the adhesive sheet 1 is smaller than, for example, the peeling force between the base sheet 11 and the adhesive sheet 1.
- the peeling force of the base sheet 11 to the adhesive sheet 1 is, for example, 0.1 to 10 N/50 mm, and may be 1 to 8 N/50 mm, 2 to 7 N/50 mm, or even 3 to 5 N/50 mm.
- the number of times the release liner 13 is peeled and reused for manufacturing the adhesive sheet 1 is not particularly limited, but may be, for example, 3 or more times, 5 or more times, or even 7 or more times.
- the peeled release liner 13 may be reused after being rolled up into a rolled body.
- a coating layer 12 of the adhesive composition is formed on one side of a long base sheet 11 fed out from a roll 31 using a coating device 32 .
- the elongated release liner 13 unwound from the rolled body 33 is placed on the coating layer 12 to form the elongated first laminate 10.
- the first laminate 10 is irradiated with light 14 from the light irradiation device 34 to form the elongated adhesive sheet 1.
- the release liner 13 is peeled off from the second laminate 17 including the adhesive sheet 1 and wound up into a roll 35 .
- the above steps are performed while conveying the base sheet 11 and release liner 13.
- the rolled-up release liner 13 is reused.
- the method shown in FIG. 5 is particularly suitable for mass production of adhesive sheets 1.
- FIG. 6 Another example of the method for manufacturing the adhesive sheet 1 will be described with reference to FIG. 6. This example is the same as the example shown in FIG. 5 except that the release liner 13 peeled off from the second laminate 17 is not wound up into the roll 35 and is reused for manufacturing the adhesive sheet 1.
- the method shown in FIG. 6 is particularly suitable for mass production of adhesive sheets 1.
- FIG. 7 An example of the optical film with an adhesive sheet of this embodiment is shown in FIG.
- the adhesive sheet-attached optical film 20A shown in FIG. 7 includes an adhesive sheet 1 and an optical film 2.
- the adhesive sheet 1 may be in direct contact with the optical film 2 or may be in indirect contact with the optical film 2.
- the adhesive sheet-attached optical film 20A may have a structure in which the base sheet used in producing the adhesive sheet 1 is laminated on the adhesive sheet 1.
- the optical film 2 is, for example, a film containing at least one selected from the group consisting of a polarizing film and a retardation film.
- the optical film 2 may be a laminated film including a polarizing film and/or a retardation film.
- the optical film 2 may include a glass film.
- the optical film 2 is not limited to the above example.
- the polarizing film includes a polarizer.
- a polarizing film typically includes a polarizer and a protective film (transparent protective film).
- the protective film is placed, for example, in contact with the main surface (the surface with the widest area) of the polarizer.
- a polarizer may be placed between two protective films.
- the protective film may be placed on at least one surface of the polarizer.
- the polarizer is not particularly limited, and examples include hydrophilic polymer films such as polyvinyl alcohol films, partially formalized polyvinyl alcohol films, partially saponified ethylene/vinyl acetate copolymer films, iodine, and dichroism. Examples include those obtained by adsorbing dichroic substances such as dyes and uniaxially stretched; polyene-based oriented films such as dehydrated polyvinyl alcohol and dehydrochloric acid treated polyvinyl chloride.
- a polarizer typically consists of a polyvinyl alcohol film (polyvinyl alcohol films include partially saponified ethylene/vinyl acetate copolymer films) and a dichroic substance such as iodine.
- the thickness of the polarizer is not particularly limited, and may be, for example, 80 ⁇ m or less, 50 ⁇ m or less, 30 ⁇ m or less, 25 ⁇ m or less, or even 20 ⁇ m or less.
- the lower limit of the thickness of the polarizer is not particularly limited, and may be, for example, 1 ⁇ m or more, 5 ⁇ m or more, 10 ⁇ m or more, or even 15 ⁇ m or more.
- a thin polarizer (for example, 20 ⁇ m or less in thickness) has suppressed dimensional changes and can contribute to improving the durability of the optical laminate, especially the durability under high temperatures.
- thermoplastic resin having excellent transparency, mechanical strength, thermal stability, moisture barrier properties, isotropy, etc.
- thermoplastic resins include cellulose resins such as triacetylcellulose, polyester resins, polyethersulfone resins, polysulfone resins, polycarbonate resins, polyamide resins, polyimide resins, polyolefin resins, (meth)acrylic resins, and cyclic resins.
- examples include polyolefin resins (norbornene resins), polyarylate resins, polystyrene resins, polyvinyl alcohol resins, and mixtures thereof.
- the material of the protective film may be a thermosetting resin or an ultraviolet curing resin such as (meth)acrylic, urethane, acrylic urethane, epoxy, or silicone.
- the materials of the two protective films may be the same or different.
- a protective film made of a thermoplastic resin is attached to one main surface of a polarizer via an adhesive
- a protective film made of a thermosetting resin or an ultraviolet curable resin is attached to the other main surface of the polarizer.
- a protective film made of molded resin may be attached.
- the protective film may contain one or more types of arbitrary additives. Examples of additives include ultraviolet absorbers, antioxidants, lubricants, plasticizers, mold release agents, color inhibitors, flame retardants, nucleating agents, antistatic agents, pigments, colorants, and the like.
- the thickness of the protective film can be determined as appropriate, but is generally about 10 to 200 ⁇ m from the viewpoint of strength, workability such as handleability, thin film property, etc.
- a polarizer and a protective film are usually attached to each other via a water-based adhesive or the like.
- water-based adhesives include isocyanate adhesives, polyvinyl alcohol adhesives, gelatin adhesives, vinyl latex, water-based polyurethanes, and water-based polyesters.
- adhesives other than the above adhesives include ultraviolet curable adhesives and electron beam curable adhesives.
- Electron beam-curable adhesives for polarizing plates exhibit suitable adhesion to various types of protective films.
- the adhesive may include a metal compound filler.
- a retardation film or the like can also be formed on the polarizer instead of the protective film. It is also possible to provide another protective film, a retardation film, etc. on the protective film.
- a hard coat layer may be provided on the surface opposite to the surface bonded to the polarizer, and treatments for the purpose of anti-reflection, anti-sticking, diffusion, anti-glare, etc. can also be applied. .
- the polarizing film may be a circularly polarizing film.
- the retardation film one obtained by stretching a polymer film or one obtained by aligning and fixing a liquid crystal material can be used.
- the retardation film has, for example, birefringence in the plane and/or in the thickness direction.
- the retardation film includes a retardation film for antireflection (see JP-A-2012-133303 [0221], [0222], and [0228]) and a retardation film for viewing angle compensation (see JP-A 2012-133303 [0221], [0222], and [0228]). 0225], [0226]), an obliquely oriented retardation film for viewing angle compensation (see JP-A-2012-133303 [0227]), and the like.
- the specific structure of the retardation film for example, retardation value, arrangement angle, three-dimensional birefringence, single layer or multilayer, etc., is not particularly limited, and any known retardation film can be used.
- the thickness of the retardation film is preferably 20 ⁇ m or less, more preferably 10 ⁇ m or less, still more preferably 1 to 9 ⁇ m, particularly preferably 3 to 8 ⁇ m.
- the retardation film may include, for example, a quarter-wave plate and/or a half-wave plate in which a liquid crystal material is oriented and fixed.
- the adhesive sheet-attached optical film 20A is, for example, formed by peeling off the release liner 13 from the second laminate 17 including the base sheet 11, the adhesive sheet 1, and the release liner 13 in this order. It can be formed by arranging the optical film 2 on the surface and laminating the adhesive sheet 1 and the optical film 2.
- the second laminate 17 can be formed by the above step A. Peeling of the release liner 13 may be performed as step B above.
- FIG. 8 Another example of the optical film with adhesive sheet of this embodiment is shown in FIG.
- the adhesive sheet-attached optical film 20B in FIG. 8 has a laminated structure in which an adhesive sheet 1A, an optical film 2A, an adhesive sheet 1B, and an optical film 2B are laminated in this order.
- the adhesive sheet-attached optical film 20B may have a structure in which the base sheet used in producing the adhesive sheet 1A is laminated on the adhesive sheet 1A.
- the optical film 2A is a retardation film and the optical film 2B is a polarizing film.
- the adhesive sheet 1B functions as an interlayer adhesive between the optical films 2A and 2B.
- the adhesive sheet 1B may be one using a known adhesive.
- the optical film with a pressure-sensitive adhesive sheet of this embodiment can be distributed and stored, for example, as a roll of a band-shaped optical film with a pressure-sensitive adhesive sheet, or as a sheet-shaped optical film with a pressure-sensitive adhesive sheet.
- the optical film with adhesive sheet of this embodiment is typically used for image display devices.
- the image display device can be formed, for example, by joining the optical film 20A or 20B with an adhesive sheet and an image display panel. The bonding is performed using the adhesive sheet 1, for example.
- the image display device may be an organic EL display or a liquid crystal display. However, the image display device is not limited to the above example.
- the image display device may be an electroluminescence (EL) display, a plasma display (PD), a field emission display (FED), or the like.
- EL electroluminescence
- PD plasma display
- FED field emission display
- the image display device can be used for household appliances, in-vehicle applications, public information displays (PID), and the like.
- release liner A Addition reaction curing silicone (LTC761 containing hexenyl group-containing polyorganosiloxane, 30% by weight toluene solution, manufactured by Dow Corning Toray), 30 parts by weight, release control agent (BY24-850 containing unreactive silicone resin, Toray Dow) (manufactured by Corning), 2 parts by weight of a curing catalyst (SRX212 containing platinum catalyst, manufactured by Dow Corning Toray), and a mixed solvent of toluene/hexane (volume ratio 1:1) as a diluting solvent. Silicone mold release agent composition A was obtained. The concentration of silicone solids in mold release agent composition A was 1.0% by weight. Next, mold release agent composition A was applied to one side of the liner base material (Lumirror ) was prepared on one side.
- release control agent BY24-850 containing unreactive silicone resin, Toray Dow
- SRX212 containing platinum catalyst, manufactured by Dow Corning Toray
- silicone mold release agent composition A was obtained
- Example 1 [Preparation of adhesive composition] 95.1 parts by weight of n-butyl acrylate (BA), 4.8 parts by weight of acrylic acid (AA), 0.1 part by weight of 4-hydroxybutyl acrylate (HBA), and 2,2- as a photopolymerization initiator.
- BA n-butyl acrylate
- AA acrylic acid
- HBA 4-hydroxybutyl acrylate
- 2,2- as a photopolymerization initiator 95.1 parts by weight of n-butyl acrylate (BA), 4.8 parts by weight of acrylic acid (AA), 0.1 part by weight of 4-hydroxybutyl acrylate (HBA), and 2,2- as a photopolymerization initiator.
- Example 1 To 100 parts by weight of monomer syrup, 0.09 parts by weight of 1,9-nonanediol diacrylate (NDDA) was added as a crosslinking agent, and isooctyl-3-(3,5-di-tert-
- NDDA 1,9-nonanediol diacrylate
- the adhesive composition of Example 1 was obtained by adding 0.3 parts by weight of butyl-4-hydroxyphenyl) propionate ("Irganox 1135" manufactured by BASF) and uniformly mixing.
- Example 1 The adhesive composition of Example 1 was applied using an applicator to one side of a base sheet (Lumirror . Next, a release liner A was placed on the formed coating layer to obtain a first laminate. Release liner A was arranged so that the release layer was in contact with the coating layer. Next, ultraviolet rays (black light source) are irradiated from the base sheet side of the first laminate at an illuminance of 2.42 mW/cm 2 and an irradiation time of 10 minutes to photocure the coating layer, and then A second laminate consisting of the material sheet, adhesive sheet (thickness: 20 ⁇ m), and release liner A was formed.
- black light source black light source
- a test piece with a length of 220 mm and a width of 50 mm was cut from the second laminate thus formed.
- the test piece was subjected to a 180° peel test in which only the release liner A was peeled off in the length direction using a tensile testing machine, and the peel force PS 0 was evaluated.
- the conditions for the peel test were as described above.
- Example 2 to 4 Adhesive compositions of Examples 2 to 4 were obtained in the same manner as in Example 1, except that the compounds listed in Table 1 were used as antioxidants. The peeling forces PS 0 and PS 1 of these pressure-sensitive adhesive compositions were evaluated by the same method as in Example 1.
- Comparative example 1 A pressure-sensitive adhesive composition of Comparative Example 1 was obtained in the same manner as in Example 1 except that no antioxidant was used. Regarding this adhesive composition, the peeling forces PS 0 and PS 1 were evaluated by the same method as in Example 1.
- Irg1135 isooctyl-3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate (“Irganox 1135” manufactured by BASF, molecular weight 390)
- Irg1010 Pentaerythritol tetrakis [3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate] (“Irganox 1010” manufactured by BASF, molecular weight 1178)
- LA-52 Tetrakis(1,2,2,6,6-pentamethyl-4-piperidyl)butane-1,2,3,4-tetracarboxylate (“ADEKA STAB LA-52” manufactured by ADEKA, molecular weight 847)
- 2112 Tris (2,4-di-t-butylphenyl) phosphite (“ADEKA Stab 2112” manufactured by ADEKA, molecular weight 647)
- the adhesive compositions of Examples had a peeling force PS 1 of 1.0 N/50 mm or less as determined by the above test. According to such a pressure-sensitive adhesive composition, even if the release liner is repeatedly used during the production of a pressure-sensitive adhesive sheet, an increase in the peeling force of the release liner against the pressure-sensitive adhesive sheet tends to be suppressed. This makes it possible to reduce the amount of release liner waste and to produce adhesive sheets with low environmental impact.
- release liner B A release liner B having a release layer (60 nm thick) on one side was prepared by the same method as the release liner A described above, except that the thickness of the release agent composition A applied to the liner base material was changed. was created.
- the release forces PS 0 and PS 1 were evaluated in the same manner as in Example 1, except that the above release liner B was used.
- the adhesive composition of the present invention can be used, for example, in optical laminates and image display devices.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Polarising Elements (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
Abstract
La présente invention concerne une composition adhésive avec laquelle une feuille adhésive peut être produite avec un faible impact environnemental en raison d'une réduction de la quantité de déchets provenant de la pellicule détachable qui est requise pendant la production de la feuille adhésive. La composition adhésive selon la présente invention est une composition adhésive photodurcissable comprenant : un groupe monomère qui contient un monomère (méth)acrylique et/ou un polymère partiel provenant dudit groupe monomère ; et un initiateur de photopolymérisation. La composition adhésive comprend en outre un inhibiteur d'oxydation. La composition adhésive présente une résistance au pelage PS1 déterminée par des essais qui ne dépasse pas 1,0 N/50 mm. La feuille adhésive selon la présente invention est formée à partir de la composition adhésive.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022117581A JP2024014616A (ja) | 2022-07-22 | 2022-07-22 | 粘着剤組成物、粘着シート、粘着シート付き光学フィルム、並びに、粘着シート及び粘着シート付き光学フィルムの製造方法 |
| JP2022-117581 | 2022-07-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024019154A1 true WO2024019154A1 (fr) | 2024-01-25 |
Family
ID=89617975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/026815 WO2024019154A1 (fr) | 2022-07-22 | 2023-07-21 | Composition adhésive, feuille adhésive, film optique portant une feuille adhésive, et procédé de production d'une feuille adhésive et procédé de production d'un film optique portant une feuille adhésive |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2024014616A (fr) |
| TW (1) | TW202411383A (fr) |
| WO (1) | WO2024019154A1 (fr) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05193041A (ja) * | 1992-01-17 | 1993-08-03 | Toyobo Co Ltd | 再利用できる離型フイルム及び粘着フイルム付離型フイルム |
| JP2009208347A (ja) * | 2008-03-04 | 2009-09-17 | Mitsubishi Plastics Inc | ゲル粘着層保護用離型フィルム |
| WO2014203995A1 (fr) * | 2013-06-21 | 2014-12-24 | 日東電工株式会社 | Couche adhésive avec séparateur, son procédé de production, film de polarisation comportant une couche adhésive avec séparateur, procédé de production du film de polarisation comportant une couche adhésive avec séparateur et dispositif d'affichage d'image |
| JP2018183940A (ja) * | 2017-04-26 | 2018-11-22 | 住友化学株式会社 | 単層体または積層体の製造方法 |
| WO2020009401A1 (fr) * | 2018-07-04 | 2020-01-09 | 도레이첨단소재 주식회사 | Film de libération réutilisable |
| JP2020186331A (ja) * | 2019-05-16 | 2020-11-19 | 王子ホールディングス株式会社 | 粘着シート及び積層体 |
| CN113724579A (zh) * | 2020-05-20 | 2021-11-30 | 三星显示有限公司 | 显示装置制造设备和利用其的显示装置制造方法 |
-
2022
- 2022-07-22 JP JP2022117581A patent/JP2024014616A/ja active Pending
-
2023
- 2023-07-21 TW TW112127324A patent/TW202411383A/zh unknown
- 2023-07-21 WO PCT/JP2023/026815 patent/WO2024019154A1/fr unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05193041A (ja) * | 1992-01-17 | 1993-08-03 | Toyobo Co Ltd | 再利用できる離型フイルム及び粘着フイルム付離型フイルム |
| JP2009208347A (ja) * | 2008-03-04 | 2009-09-17 | Mitsubishi Plastics Inc | ゲル粘着層保護用離型フィルム |
| WO2014203995A1 (fr) * | 2013-06-21 | 2014-12-24 | 日東電工株式会社 | Couche adhésive avec séparateur, son procédé de production, film de polarisation comportant une couche adhésive avec séparateur, procédé de production du film de polarisation comportant une couche adhésive avec séparateur et dispositif d'affichage d'image |
| JP2018183940A (ja) * | 2017-04-26 | 2018-11-22 | 住友化学株式会社 | 単層体または積層体の製造方法 |
| WO2020009401A1 (fr) * | 2018-07-04 | 2020-01-09 | 도레이첨단소재 주식회사 | Film de libération réutilisable |
| JP2020186331A (ja) * | 2019-05-16 | 2020-11-19 | 王子ホールディングス株式会社 | 粘着シート及び積層体 |
| CN113724579A (zh) * | 2020-05-20 | 2021-11-30 | 三星显示有限公司 | 显示装置制造设备和利用其的显示装置制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202411383A (zh) | 2024-03-16 |
| JP2024014616A (ja) | 2024-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5022043B2 (ja) | 活性エネルギー線硬化型接着剤組成物及びそれを用いた偏光板 | |
| WO2024019160A1 (fr) | Stratifié optique et dispositif d'affichage d'image | |
| WO2024019154A1 (fr) | Composition adhésive, feuille adhésive, film optique portant une feuille adhésive, et procédé de production d'une feuille adhésive et procédé de production d'un film optique portant une feuille adhésive | |
| WO2024019155A1 (fr) | Procédé de production d'une feuille adhésive autocollante et procédé de production d'un film optique équipé d'une feuille adhésive autocollante | |
| WO2024019156A1 (fr) | Feuille adhésive, film optique avec feuille adhésive, et procédés de fabrication d'une feuille adhésive et d'un film optique avec feuille adhésive | |
| CN107163867B (zh) | 光学用粘合片、带粘合剂层的偏振膜和液晶显示装置 | |
| WO2024019153A1 (fr) | Procédé de production d'une feuille adhésive sensible à la pression et procédé de production d'un film optique avec feuille adhésive sensible à la pression | |
| WO2024019151A1 (fr) | Procédé de production d'une feuille adhésive et procédé de production d'un film optique avec feuille adhésive | |
| WO2024019152A1 (fr) | Procédé de production d'une feuille adhésive, procédé de production d'un stratifié et procédé de production d'un film optique portant une feuille adhésive | |
| WO2024019159A1 (fr) | Feuille adhésive et produit stratifié optique | |
| WO2024019157A1 (fr) | Feuille adhésive et corps multicouche optique | |
| WO2024019158A1 (fr) | Procédé de production d'une feuille adhésive et procédé de production d'un film optique comprenant une feuille adhésive | |
| WO2024019161A1 (fr) | Corps stratifié optique | |
| WO2024203365A1 (fr) | Procédé de production de feuille adhésive sensible à la pression, procédé de production de film optique avec feuille adhésive sensible à la pression, et procédé de production pour dispositif d'affichage d'image | |
| WO2024203364A1 (fr) | Procédé de production de feuille adhésive, procédé de production de film optique avec feuille adhésive, et procédé de production de dispositif d'affichage d'image | |
| WO2024019162A1 (fr) | Feuille adhésive et stratifié optique | |
| WO2024203367A1 (fr) | Composition photodurcissable pour feuille adhésive sensible à la pression, feuille adhésive sensible à la pression, stratifié optique et dispositif d'affichage d'images | |
| KR102440161B1 (ko) | 광학 필름, 편광판 및 유기 el 표시 장치 | |
| JP7318408B2 (ja) | 貼り合わせ用粘着シート、多層体および多層体の製造方法 | |
| WO2024203043A1 (fr) | Stratifié optique et dispositif d'affichage d'image | |
| WO2024203368A1 (fr) | Film polarisant avec feuille adhésive, stratifié optique, et dispositif d'affichage d'image | |
| WO2024203369A1 (fr) | Film polarisant avec feuille adhésive, stratifié optique, et dispositif d'affichage d'image | |
| WO2024106095A1 (fr) | Feuille adhésive, corps multicouche optique et dispositif d'affichage d'image | |
| TW202432755A (zh) | 黏著片、光學積層體及影像顯示裝置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23843077 Country of ref document: EP Kind code of ref document: A1 |