WO2023243644A1 - 変性ビニル芳香族系共重合体及びその製造方法、それから得られる変性共役ジエン系共重合体、樹脂組成物、樹脂架橋物及び構造部材 - Google Patents
変性ビニル芳香族系共重合体及びその製造方法、それから得られる変性共役ジエン系共重合体、樹脂組成物、樹脂架橋物及び構造部材 Download PDFInfo
- Publication number
- WO2023243644A1 WO2023243644A1 PCT/JP2023/021983 JP2023021983W WO2023243644A1 WO 2023243644 A1 WO2023243644 A1 WO 2023243644A1 JP 2023021983 W JP2023021983 W JP 2023021983W WO 2023243644 A1 WO2023243644 A1 WO 2023243644A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- group
- compound
- vinyl aromatic
- copolymer
- modified
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F8/00—Chemical modification by after-treatment
- C08F8/42—Introducing metal atoms or metal-containing groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L25/00—Compositions of, homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Compositions of derivatives of such polymers
- C08L25/02—Homopolymers or copolymers of hydrocarbons
- C08L25/04—Homopolymers or copolymers of styrene
- C08L25/08—Copolymers of styrene
- C08L25/10—Copolymers of styrene with conjugated dienes
Definitions
- styrene resins such as synthetic rubber, ABS resin, MBS resin, and unsaturated polyester resin
- functionality can be imparted to a thermoplastic resin by reacting a polyfunctional vinyl aromatic copolymer having a branched structure with a thermoplastic resin.
- conjugated diene rubbers such as SBR (styrene-butadiene rubber), BR (butadiene rubber), IR (isoprene rubber), and styrene-isoprene rubber have excellent abrasion resistance, elasticity, and water resistance, and can be used as molding materials and resins. It is used for various purposes such as a modifier.
- a method of modifying the butadiene-based polymer used as the raw material rubber by introducing a predetermined functional group into the butadiene-based polymer is used.
- Various methods are being considered.
- a block copolymer consisting of an ⁇ -methylstyrene block and a butadiene block is synthesized by living anionic polymerization using an organolithium compound as an initiator in a nonpolar solvent, and if necessary, a polyfunctional Discloses reacting a coupling agent.
- 5,001,200 discloses star-block interpolymers having random copolymer blocks of conjugated dienes and monovinyl aromatic monomers, polyconjugated diene blocks, and functional groups derived from polyfunctional lithium-based initiators.
- the techniques of Patent Documents 1 and 2 are considered to have the effect of ensuring the processability of rubber by introducing a branched structure into the rubber component.
- no special measures have been taken to interact with the filler to ensure strength, and the contribution to strength is not sufficient.
- Patent Document 3 a rubber composition in which a predetermined amount of carbon black is blended into a blended rubber containing a plurality of diene rubbers has a functional group that interacts with carbon black at the end of the molecular chain, and the diene rubber has a functional group that interacts with carbon black at the molecular chain end.
- a rubber composition containing a low molecular weight functional group-containing polymer having a polymer structure similar to that of a rubber component since this technique involves blending a low molecular weight compound into the rubber, it does not contribute enough to the strength.
- Patent Document 4 discloses crosslinked rubber particles containing a conjugated diene unit, an aromatic vinyl unit and a unit having at least two polymerizable unsaturated groups, and a conjugated diene/aromatic particle containing a conjugated diene unit having a specific bond structure.
- Rubber compositions containing vinyl copolymer rubber are disclosed. However, at least one functional group among carboxylic acid groups, amino groups, hydroxyl groups, epoxy groups, and alkoxysilyl groups introduced into the three-dimensionally crosslinked crosslinked rubber particles is inside the insoluble network structure of the crosslinked rubber particles.
- a conjugated diene rubber comprising an interpenetrating network structure polymer and a non-crosslinked polymer having structural units.
- crosslinked polymers are three-dimensionally crosslinked polymers that are insoluble in solvents, they can also be used as interpenetrating network structure polymers with non-crosslinked polymers having structural units derived from conjugated diene compounds. Because the microgel is structurally fragile, the mechanical strength improvement effect was not sufficient.
- Patent Document 6 discloses crosslinked polymer particles having polysiloxane on the particle surface and having an average particle diameter of 0.01 to 10 ⁇ m.
- polysiloxane-modified crosslinked polymer particles are solvent-insoluble crosslinked polymer particles that are hard and brittle, so they cannot be used to modify conjugated diene copolymers synthesized by anionic polymerization. , it was not possible to improve the strength.
- U.S. Pat. No. 5,002,201 discloses reacting a divinylidene polymerization initiator with a monomer to form an "omega, omega'-carbanion" living polymer molecule, and combining at least one living polymer molecule and at least one equivalent of a chain end modifier. It is disclosed that modified polymer molecules can be obtained by reacting.
- Patent Document 9 describes an ethylene-styrene-divinylbenzene copolymer chain and a polystyrene chain obtained by anionic polymerization in the coexistence of an ethylene-styrene-divinylbenzene copolymer obtained by coordination polymerization and a styrene monomer.
- a modified resin composition is disclosed by blending an antioxidant, a silane coupling agent, and a radical initiator with a copolymer (cross copolymer) having the following properties and kneading the same.
- the present invention contributes to the modification of resins by a method different from the methods disclosed in Patent Documents 10 to 14, and is particularly useful for rubber compositions such as tires, and improves properties such as strength and abrasion resistance.
- This project proposes materials that can contribute to improvements.
- the present invention solves the above problems and is a modified vinyl aromatic system having reactivity and solubility that can be used to produce a modified conjugated diene copolymer having a highly branched structure without producing a small amount of microgel as a by-product.
- the object of the present invention is to provide a copolymer, a resin composition having a branched structure that has processability, strength, and homogeneity, a resin crosslinked product obtained by crosslinking the same, and a structural member.
- the present invention contains a structural unit derived from a polyfunctional vinyl aromatic compound (c) or an aromatic compound having 2 to 4 alkyl groups having 1 to 3 carbon atoms (d).
- the active end of the vinyl aromatic copolymer is composed of structural units derived from one or more monomers selected from the group consisting of compound (a) and conjugated diene compound (b).
- the present invention was completed based on the discovery that a copolymer modified with a group or a hydroxyl group can solve the above problems.
- the present invention relates to a polymer comprising a structural unit derived from one or more monomers selected from the group consisting of a monovinyl aromatic compound (a) and a conjugated diene compound (b), wherein the polymer contains Contains a structural unit derived from a polyfunctional vinyl aromatic compound (c) or an aromatic compound (d) having 2 to 4 alkyl groups having 1 to 3 carbon atoms, and derived from component (c) or component (d) 50 mol% or more of the structural units are groups R1 derived from the aromatic structure of component (c) or (d), and groups R2 or It is a multifunctional structural unit (e1) represented by the following formula (1) having R3,
- R1 represents an aromatic hydrocarbon group having 6 to 30 carbon atoms
- R2 represents hydrogen or a hydrocarbon group having 1 to 6 carbon atoms
- R3 represents hydrogen or a hydrocarbon group having 1 to 6 carbon atoms.
- the polyfunctional structural unit (e1) represented by formula (1) is produced by the reaction of component (c) or component (d) with an organic alkali metal compound, It is preferable that R3 is a group partially containing a structure derived from an organic alkali metal compound or a hydrogen containing no structure.
- the modified vinyl aromatic copolymer has 0.5 structural units derived from a polyfunctional vinyl aromatic compound (c) or an aromatic compound (d) having 2 to 4 alkyl groups having 1 to 3 carbon atoms. Contains 65.0 mol% or more and 35.0 mol% or less of structural units derived from one or more monomers selected from the group consisting of monovinyl aromatic compounds (a) and conjugated diene compounds (b).
- the present invention also provides an alkali metal compound and one or more compounds selected from a polyfunctional vinyl aromatic compound (c) or an aromatic compound having 2 to 4 alkyl groups having 1 to 3 carbon atoms (d).
- the present invention provides a modified vinyl aromatic copolymer obtained by reacting a polymer of a conjugated diene compound or a copolymer of a conjugated diene compound and an aromatic vinyl compound with the modified vinyl aromatic copolymer described above. It is a conjugated diene copolymer.
- the modified conjugated diene copolymer contains 0.001 to 6% by weight of the structural unit (A1) derived from the modified vinyl aromatic copolymer and 29 to 99% by weight of the structural unit (B1) derived from the conjugated diene compound. .999% by weight and 0 to 70% by weight of the structural unit (C1) derived from an aromatic vinyl compound.
- the number average molecular weight (Mn ) is preferably 20% or more.
- the present invention provides that at least one reinforcing agent selected from the group consisting of silica-based inorganic fillers, metal oxides, metal hydroxides, and carbon black is added to 100 parts by weight of the modified conjugated diene copolymer.
- This is a resin composition characterized by containing 0.5 to 200 parts by weight of a filler.
- the modified vinyl aromatic copolymer of the present invention can be used as a raw material for a modified conjugated diene copolymer.
- the crosslinked resin composition containing filler in this modified conjugated diene copolymer and crosslinking has excellent filler dispersibility, mechanical strength, and abrasion resistance, so it is suitable for tires (particularly tire treads). It is useful as an elastomer material for seismic isolation rubber, rubber hoses, rubber rollers, footwear materials, etc. It can also be applied to molding materials, resin modifiers, etc. Dielectric materials, insulating materials, heat-resistant materials, structural materials, adhesives, sealants, paints, coatings, sealants, printing inks, dispersions, etc.
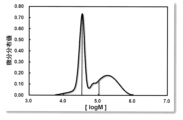
- a GPC chart showing a peak top molecular weight (Mp), a molecular weight twice Mp (2Mp), and a molecular weight three times Mp (3Mp) is shown.
- the modified vinyl aromatic copolymer of the present invention contains a structural unit derived from a polyfunctional vinyl aromatic compound (c) or an aromatic compound (d) having 2 to 4 alkyl groups having 1 to 3 carbon atoms.
- 50 mol% or more of the structural units derived from component (c) or (d) are represented by the above formula (1) produced by the reaction of component (c) or (d) with an organic alkali metal compound.
- This polyfunctional structural unit (e1) or (e2) plays an important role as a crosslinking component that branches the copolymer and makes it polyfunctional.
- a conjugated diene compound polymer is modified using a polyfunctional modified vinyl aromatic copolymer, a high-molecular-weight, multi-branched component is produced, and the abrasion resistance can be improved.
- aromatic compounds (d) having 2 to 4 alkyl groups having 1 to 3 carbon atoms include xylene, trimethylbenzene, diethylbenzene, triethylbenzene, dipropylbenzene, tripropylbenzene, dimethylnaphthalene, trimethylnaphthalene.
- the exemplified compounds are isomers such as m-isomer and p-isomer or mixtures of these isomers in which the di-substituted compound is the m-substituted compound, and the tri-substituted compound is the 1,2,4-3-substituted compound, or the 1,3,5-substituted compound. It may be an isomer such as a -3-substituted product or a mixture of these isomers.
- These (c) and (d) can be used alone or in combination of two or more. In other words, (c) and (d) may be combined.
- diisopropenylbenzene (m-form, p-form or a mixture of these isomers), divinylbenzene (m-form, p-form or a mixture of these isomers), xylene ( m-form, p-form or a mixture of these isomers), and diethylbenzene (m-form, p-form or a mixture of these isomers).
- the monovinyl aromatic compound (a) which is a structural unit contained in the modified vinyl aromatic copolymer of the present invention, improves the solvent solubility, compatibility, and processability of the copolymer.
- monovinyl aromatic compounds include vinyl aromatic compounds such as styrene, vinylnaphthalene, vinylbiphenyl, ⁇ -methylstyrene; o-methylstyrene, m-methylstyrene, p-methylstyrene, o,p-dimethylstyrene, Nuclear alkyl-substituted vinyl aromatic compounds such as o-ethylvinylbenzene, m-ethylvinylbenzene, and p-ethylvinylbenzene; cyclic vinyl aromatic compounds such as indene, acenaphthylene, benzothiophene, and coumaron; There are no restrictions.
- conjugated diene compound a conjugated diene compound containing 4 to 12 carbon atoms per molecule is preferable, and a conjugated diene compound containing 4 to 8 carbon atoms is more preferable.
- conjugated diene compounds include, but are not limited to, 1,3-butadiene, isoprene, 2,3-dimethyl-1,3-butadiene, 1,3-pentadiene, 3-methyl-1 , 3-pentadiene, 1,3-hexadiene, and 1,3-heptadiene.
- 1,3-butadiene and isoprene are preferred from the viewpoint of ease of copolymerization reaction with aromatic vinyl compounds and ease of industrial availability. These may be used alone or in combination of two or more.
- the modified vinyl aromatic copolymer of the present invention has a polymerization initiator having at least one functional group selected from the group consisting of an amino group (-NR), an alkoxysilyl group (Si-OR), and a hydroxyl group (-OH).
- the amount of the modifier introduced per molecule corresponds to the "average number of functional groups per molecule.”
- the modified vinyl aromatic copolymer of the present invention has an average number of functional groups per molecule of 2.0 or more. If the value obtained by dividing the number average molecular weight of the copolymer by the functional group equivalent is 2.0 or more, it can be determined that two or more molecules are functionalized.
- the amount of the polymerization initiator or modifier having a functional group introduced is such that the average number of functional groups per molecule is preferably 2.0 to 20, more preferably 2.0 to 10.0, and even more preferably 2.0 to 10.0 at the terminal.
- the number is 0 to 6.0. Particularly preferred is the terminal number of 2.0 to 4.0.
- the modified vinyl aromatic copolymer of the present invention can be produced, for example, by the following method. That is, an organic alkali metal compound is reacted with one or more compounds selected from polyfunctional vinyl aromatic compounds (c) or aromatic compounds having 2 to 4 alkyl groups having 1 to 3 carbon atoms (d). an initiation reaction step of producing a polyfunctional anionic polymerization initiator; and polymerizing one or more monomers selected from the group consisting of a monovinyl aromatic compound (a) and a conjugated diene compound (b).
- the modified vinyl aromatic copolymer of the present invention is derived from a polyfunctional vinyl aromatic compound (c), an aromatic compound having 2 to 4 alkyl groups having 1 to 3 carbon atoms (d), or a monovinyl aromatic compound.
- compounds other than conjugated diene compounds and aromatic vinyl compounds hereinafter also referred to as "other monomers" are used, and structural units derived from these other monomers (f) are copolymerized. Can be introduced during coalescence.
- the above other monomer (f) preferably include acrylonitrile, methyl (meth)acrylate, ethyl (meth)acrylate, etc., but are not limited to these. isn't it. These can be used alone or in combination of two or more.
- Other monomers (f) may be used in an amount of less than 30 mol% of the total monomers. Thereby, the structural units derived from other monomers (f) are introduced within a range of less than 30 mol % based on the total amount of structural units in the copolymer.
- the content is preferably 10 mol% or less, more preferably 5 mol% or less.
- an alkali metal compound and a polyfunctional vinyl aromatic compound (c) or an alkyl group having 1 to 3 carbon atoms are combined with 2 to 3 carbon atoms.
- a polyfunctional anionic polymerization initiator is produced by reacting one or more compounds selected from the four aromatic compounds (d).
- the structural unit of the polyfunctional anionic polymerization initiator produced in the above initiation reaction step becomes a polyfunctional structural unit (e1) represented by the following formula (1) through a polymerization step.
- R1 represents an aromatic hydrocarbon group having 6 to 30 carbon atoms
- R2 represents hydrogen or a hydrocarbon group having 1 to 6 carbon atoms
- R3 represents hydrogen or a hydrocarbon group having 1 to 6 carbon atoms.
- n represents an integer of 1 to 3.
- Polymer indicates the main polymer structural unit derived from component (a) or component (b).
- 50 mol% or more of the structural units derived from component (c) or (d) are groups R1 derived from the aromatic structure of component (c) or (d), and component (c) or ( It is necessary that the polyfunctional structural unit (e1) represented by formula (1) has a group R2 or R3 derived from a component other than the aromatic structure of component d). Preferably it is 70 mol% or more, more preferably 80 mol% or more, particularly preferably 90 mol% or more.
- the proportion of polyfunctional structural units (e1) among the structural units derived from component (c) or component (d) is also referred to as the degree of polyfunctional structure.
- (c) Component: polyfunctional vinyl aromatic compound (c)
- Component (d) aromatic compound (d) having 2 to 4 alkyl groups having 1 to 3 carbon atoms Either or both of these are used as raw materials.
- R2 is hydrogen at the ⁇ -position of a vinyl group or a hydrocarbon group having 1 to 6 carbon atoms.
- butyl Li (C 4 H 9 Li) is used as the organic alkali metal compound of the initiator, active species are generated by the reaction between butyl Li and component (c), as shown in the reaction formula below. .
- a pentyl group obtained by adding the carbon at the ⁇ -position of the vinyl group and the butyl group derived from butyl Li represents R3.
- the reaction between component (d) and the organic alkali metal compound as an initiator becomes a chain transfer reaction as shown in the following reaction formula, for example, when butyl Li is used. .
- the remaining hydrogen after one hydrogen is extracted from the carbon becomes R3.
- the proportion of the polyfunctional structural unit (e1) represented by formula (1) (degree of polyfunctional structure) can be controlled and changed as desired.
- this ratio is less than 50 mol%, a large amount of modified vinyl aromatic copolymer with an average number of functional groups per molecule of 1.0 will be included, and the conjugated diene (co)polymer will be When this polymer is used for modification of coalescence, the branching reaction does not proceed sufficiently, so that the molecular weight does not increase sufficiently, and the effect of improving strength and abrasion resistance tends to be small.
- the residual vinyl content (mol%) derived from component (c) in the modified vinyl aromatic copolymer is the residual vinyl group derived from component (c) relative to the total content of component (c).
- the content of the component is preferably 30 mol% or less, more preferably 20 mol% or less. It is particularly preferably at most 10 mol%, most preferably at most 5 mol%.
- the organic alkali metal compound used in the initiation reaction step in the method for producing a modified vinyl aromatic copolymer of the present invention is not particularly limited, but, for example, an organic lithium compound is preferable. Specific examples of these include alkyllithium such as methyllithium, ethyllithium, n-propyllithium, n-butyllithium, sec-butyllithium, and t-butyllithium, phenyllithium, stilbenelithium, naphthyllithium, etc. .
- the amount of the organic alkali metal compound to be used is based on the vinyl group of one or more compounds selected from polyfunctional vinyl aromatic compounds (c) or aromatic compounds having 2 to 4 alkyl groups having 1 to 3 carbon atoms (d).
- the amount is preferably 0.5 to 1.0 times the total amount of alkyl groups. More preferably, it is 0.7 to 1.0 times the mole. If the amount of the alkali metal compound used is less than 0.5 times the mole, when this polymer is used to modify a conjugated diene (co)polymer, the branching reaction will not proceed sufficiently and the molecular weight will not increase sufficiently. , there is a tendency that the improvement effect on strength and wear resistance becomes smaller. On the other hand, if the alkali metal compound is used in an amount exceeding 1.0 times the molar amount, a gel component tends to be generated when this polymer is used to modify a conjugated diene (co)polymer.
- the amount of the polyfunctional anionic polymerization initiator used is preferably 5.0 to 100 mmol per 100 g of monomer used for polymerization.
- the initiation reaction step may be carried out using a mixture of an alkali metal compound and a compound having a functional group that interacts with silica. By carrying out the initiation reaction in the presence of the mixture, the polymerization initiation end of the modified vinyl aromatic copolymer of the present invention can be modified with a functional group that interacts with silica.
- the functional group which interacts with silica means the group which has an element which interacts with silica, such as nitrogen, sulfur, phosphorus, and oxygen.
- “Interaction” refers to the formation of covalent bonds between molecules, or intermolecular forces weaker than covalent bonds (e.g., ion-dipole interactions, dipole-dipole interactions, hydrogen bonds, van der Waals It means the formation of electromagnetic forces (such as electromagnetic forces) that act between molecules.
- nitrogen-containing compounds such as secondary amine compounds are preferred.
- nitrogen-containing compound examples include dimethylamine, diethylamine, dipropylamine, dibutylamine, dodecamethyleneimine, N,N'-dimethyl-N'-trimethylsilyl-1,6-diaminohexane, piperidine, pyrrolidine, Hexamethyleneimine, heptamethyleneimine, dicyclohexylamine, N-methylbenzylamine, di-(2-ethylhexyl)amine, diallylamine, morpholine, N-(trimethylsilyl)piperazine, N-(tert-butyldimethylsilyl)piperazine, 1, Examples include 3-ditrimethylsilyl-1,3,5-triazinane.
- a polar compound may be added. By adding a polar compound, it participates in the initiation reaction and growth reaction, and is also effective in controlling the molecular weight and molecular weight distribution and promoting the polymerization reaction.
- polar compounds include ethers such as tetrahydrofuran, diethyl ether, dioxane, ethylene glycol dimethyl ether, ethylene glycol dibutyl ether, diethylene glycol dimethyl ether, diethylene glycol dibutyl ether, dimethoxybenzene, and 2,2-bis(2-oxolanyl)propane; Tertiary amine compounds such as methylethylenediamine, dipiperidinoethane, trimethylamine, triethylamine, pyridine, quinuclidine; alkali metal alkoxides such as potassium-tert-amylate, potassium-tert-butyrate, sodium-tert-butyrate, sodium amylate, etc.
- Compounds include phosphine compounds such as triphenylphosphine. These polar compounds may be used alone or in combination of two or more.
- the amount of the polar compound to be used is not particularly limited, and can be selected depending on the purpose and the like. Usually, the amount is preferably 0.01 to 100 mol per 1 mol of the alkali metal compound.
- Copolymerization of a monomer containing a divinyl aromatic compound and a monovinyl aromatic compound is preferably carried out by solution polymerization in an inert solvent.
- the polymerization solvent is not particularly limited, and for example, hydrocarbon solvents such as saturated hydrocarbons and aromatic hydrocarbons are used.
- the mode of the above polymerization reaction is not particularly limited, but it can be carried out in a batch mode (also referred to as a "batch mode"), a continuous mode, or the like.
- a batch mode also referred to as a "batch mode"
- continuous mode one or more connected reactors can be used.
- the reactor used is a tank type, tube type, etc. equipped with a stirrer.
- the molecular weight distribution of the obtained polymer is generally narrow, and Mw/Mn tends to be 1.0 or more and less than 3.0.
- Mw/Mn tends to be 1.5 or more and 10 or less.
- a compound (including a precursor) having at least one functional group selected from the group consisting of an amino group, an alkoxysilyl group, and a hydroxyl group is added to the active terminal of the vinyl aromatic copolymer.
- a functional group is introduced into the terminal end of the modified vinyl aromatic copolymer of the present invention by reacting with (also referred to as).
- the terminal modification step may be carried out in the same reactor used in the polymerization step, or may be carried out by being transferred to the next reactor. If the polymerization process is continuous, it is carried out by transferring to the next reactor.
- the terminal modification step is preferably carried out immediately following the polymerization step, and preferably within 5 minutes, the modifier is mixed and the reaction is carried out.
- the reactor for the modification reaction is preferably one that allows sufficient stirring. Specifically, there are static mixer type reactors, stirrer-equipped tank type reactors, and the like.
- the modifier having an amino group is not particularly limited, but specifically includes a compound having an amino group and a functional group bonding to the active end of the polymer in the molecule, and preferably having no active hydrogen.
- the amino group is not particularly limited, but specifically, a functional group inert to alkali metals is preferable, such as a di-substituted amino group, i.e., a tertiary amine, a protected mono-substituted amino group, or a group containing two hydrogen atoms.
- a protected amino group is preferred. Examples of protected monosubstituted amino groups or amino groups in which two hydrogens are protected include one hydrogen of a monosubstituted amino group or two hydrogens of an amino group each substituted with a trialkylsilyl group. The following can be mentioned.
- Modifiers that form hydroxyl groups are not particularly limited, but specifically include compounds that have a functional group that binds to the active end of the polymer and that generates a hydroxyl group after the bonding reaction; Examples include compounds that have a functional group that does not bond and that later generates a hydroxyl group through a reaction such as hydrolysis, and are preferably compounds that do not have active hydrogen. Examples of the compound having a functional group that produces a hydroxyl group after the bonding reaction include compounds having a ketone group, an ester group, an amide group, an epoxy group, and the like. Moreover, examples of compounds having a functional group that generates a hydroxyl group through a reaction such as hydrolysis after a bonding reaction include compounds having an alkoxysilyl group, an aminosilyl group, and the like.
- Examples include epoxy compounds having groups.
- Compounds that combine with the active end of the polymer to form an alkoxysilyl group at the end of the polymer include, but are not particularly limited to, halogenated alkoxysilane compounds such as trimethoxychlorosilane, triethoxychlorosilane, and diphenoxydicrylorosilane.
- Examples include polyfunctional alkoxysilane compounds such as bis(trimethoxysilyl)ethane and bis(3-triethoxysilylpropyl)ethane.
- Compounds that combine with the active end of the polymer to form an amino group and an alkoxysilyl group at the end of the polymer include, but are not particularly limited to, 3-dimethylaminopropyltrimethoxysilane, 3-dimethylaminopropyldimethoxymethylsilane, 3-dimethylaminopropyldimethoxymethylsilane, -Alkoxysilane compounds to which an alkyl group having an amino substituent is bonded, such as dimethylaminopropyltriethoxysilane, bis(3-trimethoxysilylpropyl)methylamine, bis(3-triethoxysilylpropyl)methylamine; N-[ WO2007/3-(triethoxysilyl)-propyl]-N,N'-diethyl-N'-trimethylsilyl-ethane-1,2-diamine, 3-(4-trimethylsilyl-1-piperazinyl)propyltrieth
- the modified vinyl aromatic copolymer of the present invention obtained by the above production method is modified with at least one reactive functional group selected from the group consisting of an amino group, an alkoxysilyl group, and a hydroxyl group. Therefore, although it may be molded and cured alone, it is preferable to use other polymerizable resins for functional group modification and synthesis of high molecular weight multibranched components.
- the modified vinyl aromatic copolymer of the present invention can be used to obtain a conjugated diene copolymer (rubber) obtained by copolymerizing a conjugated diene compound alone and/or a conjugated diene compound and other monomers. , used for functional group modification and synthesis of high molecular weight hyperbranched components.
- component (c) or component (d) when component (c) or component (d) is reacted with an organic alkali metal compound when starting the reaction, component (c) or component (d) is A multi-branched component that reacts with the organic alkali metal compound and serves as the origin of multiple branched chains is generated.
- the proportion of the multibranched component derived from component (c) or component (d) is defined as the degree of polyfunctional structure derived from the initiator, and is expressed as a molar fraction with respect to the total amount of component (c) or component (d) in the raw material.
- the degree of polyfunctional structure derived from the initiator is preferably 0.50 or more, more preferably 0.70 or more.
- the amount of modifier introduced can be increased, so when this polymer is used to modify a conjugated diene (co)polymer, the dispersion of the filler is This is preferable because it has both properties and abrasion resistance.
- the modified copolymer of the present invention is excellent as a modifier for conjugated diene (co)polymers (rubbers). Although the detailed mechanism is unknown, by introducing an appropriate amount of functional groups into the modified copolymer of the present invention, the rubber is modified, resulting in a modified conjugated diene copolymer (modified rubber). It is presumed that this tends to concentrate near the reinforcing filler, increasing the reinforcing effect of the reinforcing filler, and leading to improvement in the abrasion resistance of the resulting crosslinked product.
- the affinity between the modified conjugated diene copolymer of the present invention and the reinforcing filler is improved, and the dispersion state of each component such as the reinforcing filler in the resin composition is improved. It is estimated that this will be ideal for improving the physical properties of the crosslinked product (for example, improving abrasion resistance, improving handling stability, dry grip performance, and wet grip performance).
- the reinforcing filler will aggregate due to the interaction between the copolymers adsorbed on the reinforcing filler, and this copolymer will aggregate. It is presumed that the coalescence does not contribute to improving the affinity between the modified conjugated diene copolymer and the reinforcing filler.
- the average number of functional groups per molecule of the modified vinyl aromatic copolymer is determined by the following formula from the functional group equivalent (g/eq) of the modified vinyl aromatic copolymer (A) and the number average molecular weight Mn in terms of styrene. It can be obtained by (1).
- Average number of functional groups per molecule [(number average molecular weight Mn)/(average molecular weight of divinyl aromatic compound unit and monovinyl aromatic compound)]/(equivalent of functional group) (1)
- the equivalent weight of the functional group of the modified vinyl aromatic copolymer (A) means the mass of the divinyl aromatic compound unit and monovinyl aromatic compound bonded per functional group.
- the equivalent weight of the functional group can be calculated from the area ratio of the peak derived from the functional group and the peak derived from the polymer main chain using 1 H-NMR or 13 C-NMR.
- the average number of functional groups per molecule in the modified vinyl aromatic copolymer (A) is preferably 2 to 20. More preferably, the number is 2 to 10. Particularly preferably 2 to 5 pieces. If the average number of functional groups per molecule exceeds 20, the viscosity increases when the reinforcing filler (D) is dispersed, processability deteriorates, and the wear resistance of the resulting crosslinked product tends to decrease. be. When the average number of functional groups per molecule is lower than 2, the dispersibility effect of the reinforcing filler (D) is poor, and it is difficult to improve the physical properties of the crosslinked product in which the reinforcing filler (D) can be dispersed. This tends to be less than ideal.
- the amount of the modifier added into the modified vinyl aromatic copolymer (A) having at least one functional group selected from an amino group, an alkoxysilyl group, and a hydroxyl group can be determined by, for example, nuclear magnetic resonance spectroscopy. It can be determined using various analytical instruments such as methods.
- the modified vinyl aromatic copolymer of the present invention has 0.0.5 structural units derived from a polyfunctional vinyl aromatic compound (c) and an aromatic compound (d) having 2 to 4 alkyl groups having 1 to 3 carbon atoms. Contains 5 to 35.0 mol%.
- the structural unit consists only of structural units derived from (a), (b), (c) and (d)
- the polyfunctional vinyl aromatic compound (c) and an alkyl group having 1 to 3 carbon atoms are The number of structural units derived from the aromatic compound (d), which has four, is 0.005 to 0.35 relative to the total of the structural units derived from (a), (b), (c), and (d). This molar fraction is calculated using the following formula (2).
- the lower limit of the preferable content is 0.2 mol%, more preferably 0.4 mol%. and more preferably 0.6 mol%.
- a preferable upper limit is 35 mol%, more preferably 30 mol%, and still more preferably 25 mol%.
- the modified vinyl aromatic copolymer of the present invention has 65.0 to 99 structural units derived from one or more monomers selected from the group consisting of monovinyl aromatic compounds (a) and conjugated diene compounds (b). Contains .5 mol%. In terms of mole fraction, it is 0.65 to 0.995. A preferable lower limit is 0.70. A more preferable lower limit is 0.75. Further, a preferable upper limit is 0.994, more preferably 0.993. Optimally, it is between 0.75 and 0.99.
- the molar fraction of structural units derived from one or more monomers selected from the group consisting of monovinyl aromatic compounds (a) and conjugated diene compounds (b) is the structural units (a), (b), (c ) and (d), it is calculated using the following formula (3). [(a)+(b)]/[(a)+(b)+(c)+(d)] (3) (Here, (a), (b), (c) and (d) are synonymous with formula (3).)
- the preferable molar fraction of the structural units derived from (a) and (b) is as described above. is within the range of
- the modified vinyl aromatic copolymer of the present invention can contain other structural units in addition to the above structural units. Details of other structural units can be understood from the description of the manufacturing method.
- the Mn (number average molecular weight measured using gel permeation chromatography in terms of standard polystyrene) of the modified vinyl aromatic copolymer of the present invention is 500 to 30,000.
- a preferable lower limit is 600, more preferably 700, still more preferably 800, particularly preferably 900.
- a preferable upper limit is 25,000, more preferably 20,000, still more preferably 15,000, and particularly preferably 10,000.
- Mn is less than 500, the amount of functional groups contained in the copolymer decreases, so the reactivity with the active end of the conjugated diene copolymer tends to decrease, and when it exceeds 30,000, In addition to becoming more likely to generate gel, moldability and tensile elongation at break tend to decrease.
- the upper limit of the molecular weight distribution is preferably 10.0 or less, more preferably 5.0 or less. Particularly preferred is 3.0. When Mw/Mn exceeds 10.0, the processing characteristics of the copolymer rubber tend to deteriorate and gels tend to occur.
- the modified vinyl aromatic copolymer of the present invention is soluble in a solvent selected from toluene, xylene, tetrahydrofuran, dichloroethane or chloroform, but advantageously any of the abovementioned solvents. It is preferable that 50 g or more of the solvent is dissolved in 100 g of these solvents. More preferably, it dissolves 80 g or more.
- the obtained modified vinyl aromatic copolymer of the present invention has at least one reactive functional group selected from the group consisting of an amino group, an alkoxysilyl group, and a hydroxyl group, so it can be molded and cured alone.
- the modified vinyl aromatic copolymer of the present invention can be used to obtain a conjugated diene copolymer (rubber) obtained by copolymerizing a conjugated diene compound alone and/or a conjugated diene compound and other monomers. , used for functional group modification and synthesis of high molecular weight hyperbranched components.
- a modified conjugated diene copolymer having a branched polymer type modifying group (A) based on the modified vinyl aromatic copolymer of the present invention is obtained.
- aromatic vinyl compound (C) is not used, modified diene rubber such as butadiene rubber or isoprene rubber can be obtained, and by using aromatic vinyl compound (C), modified diene rubber such as modified SBR can be obtained.
- a conjugated diene copolymer can be obtained.
- the polymerization step for obtaining the modified conjugated diene copolymer of the present invention involves polymerizing the conjugated diene compound (B) using an alkali metal compound or alkaline earth metal compound as a polymerization initiator, or polymerizing the conjugated diene compound (B) and A polymerization step of copolymerizing an aromatic vinyl compound (C) to obtain a conjugated diene copolymer having an active end, and a branched polymer-type modified group (A) based on the modified vinyl aromatic copolymer. ).
- conjugated diene compound (B) examples include 1,3-butadiene, isoprene, 2,3-dimethyl-1,3-butadiene, 1,3-pentadiene, 3-methyl-1,3-pentadiene, 1,3 -heptadiene, 1,3-hexadiene, etc.
- 1,3-butadiene and isoprene are preferred. These may be used alone or in combination of two or more.
- aromatic vinyl compound (C) examples include styrene, ⁇ -methylstyrene, 1-vinylnaphthalene, 3-vinyltoluene, ethylvinylbenzene, vinylxylene, 4-cyclohexylstyrene, 2,4,6-trimethylstyrene, tert- Butoxydimethylsilylstyrene, isopropoxydimethylsilylstyrene, and the like can be used alone or in combination of two or more, and among these, styrene is particularly preferred.
- styrene-butadiene rubber SBR
- butadiene rubber BR
- isoprene is used as the conjugated diene compound (B) and there is no structural unit of the aromatic vinyl compound (C)
- IR isoprene rubber
- those having a styrene-butadiene rubber (SBR) structure are particularly preferred because they have excellent wear resistance, heat resistance, and aging resistance.
- the polymerization step and terminal modification step can be performed in the same manner as the polymerization step and terminal modification step of the modified vinyl aromatic copolymer described above.
- the polymerization initiator used in the polymerization step and the compound having a functional group used in the terminal modification step the above-mentioned polymerization initiators and compounds having a functional group can be used.
- This polymerization or copolymerization of the conjugated diene compound (B) is preferably carried out by solution polymerization in an inert solvent.
- the polymerization solvent is not particularly limited, and for example, hydrocarbon solvents such as saturated hydrocarbons and aromatic hydrocarbons are used.
- aliphatic hydrocarbons such as butane, pentane, hexane, and heptane
- alicyclic hydrocarbons such as cyclopentane, cyclohexane, methylcyclopentane, methylcyclohexane, dimethylcyclohexane, ethylcyclohexane, and decalin
- benzene, toluene Examples include hydrocarbon solvents consisting of aromatic hydrocarbons such as xylene and mixtures thereof. It is preferable that the above-mentioned conjugated diene compound and polymerization solvent are treated alone or as a mixture thereof with an organometallic compound. Thereby, arenes and acetylenes contained in the conjugated diene compound and the polymerization solvent can be treated. As a result, a polymer having a high concentration of active terminals can be obtained, and a high modification rate can be achieved.
- the polymerization temperature when copolymerizing the conjugated diene compound (B) or the conjugated diene compound (B) and the aromatic vinyl compound (C) is not particularly limited as long as it is a temperature at which living anion polymerization proceeds, but productivity From the viewpoint of 0° C. or higher, the temperature is preferably 0° C. or higher, and the structural unit (c ) The temperature is preferably 120° C. or lower from the viewpoint of ensuring a sufficient reaction amount of the modified vinyl aromatic copolymer having the following. More preferably it is 50 to 100°C.
- the modified conjugated diene polymer obtained as described above is obtained as a solution, after adding an antioxidant and additives as necessary, the solvent can be removed and dried by a normal method. can. Thereby, it can be used as a raw material for a resin composition described later.
- methods include steam stripping and dehydration drying, and direct stripping methods using a drum dryer, flushing, and vent extruder.
- water, methanol, ethanol, isopropanol, or other alcohol may be added as an additive to remove or neutralize ionic substances, or stearic acid, oleic acid, myristic acid, lauric acid, decanoic acid, Carboxylic acids such as citric acid and malic acid, aqueous inorganic acids, carbon dioxide gas, etc. may be added.
- random copolymers of conjugated diene compounds and vinyl aromatic compounds or hydrogenated products thereof are not particularly limited, and include, for example, styrene-butadiene copolymer rubber or hydrogenated products thereof.
- the weight average molecular weight of the various rubbery polymers mentioned above is preferably from 2,000 to 2,000,000, and from 5,000 to 1,500,000, from the viewpoint of the balance between performance and processing characteristics. is more preferable. Furthermore, a so-called liquid rubber having a low molecular weight can also be used. These rubbery polymers may be used alone or in combination of two or more.
- the weight average molecular weight here is the weight average molecular weight (Mw) in terms of polystyrene obtained by gel permeation chromatography (GPC) measurement.
- At least one reinforcing filler selected from the group consisting of silica-based inorganic fillers, metal oxides, metal hydroxides, and carbon black is added to 100 parts by mass of raw rubber. Contains .5 to 200 parts by mass.
- the silica-based inorganic filler contained in the resin composition it is preferable to use solid particles whose main constituent units are SiO 2 or silicate.
- the main component means a component that accounts for 50% by mass or more of the whole, preferably a component that accounts for 70% by mass or more, and more preferably a component that accounts for 90% by mass or more.
- silica-based inorganic fillers include inorganic fibrous substances such as silica, clay, talc, mica, diatomaceous earth, wallasnite, montmorillonite, zeolite, and glass fiber.
- the silica-based inorganic fillers may be used alone or in combination of two or more.
- a silica-based inorganic filler whose surface has been made hydrophobic, and a mixture of a silica-based inorganic filler and an inorganic filler other than silica-based filler can also be used.
- silica and glass fiber are preferred, and silica is more preferred.
- silica with a BET nitrogen adsorption specific surface area (NSA) of less than 185 m 2 /g is preferably used as a reinforcing filler, and more preferably silica with a nitrogen adsorption specific surface area (NSA) of less than 150 m 2 /g is used.
- NSA nitrogen adsorption specific surface area
- Preferably, 50 m 2 /g or more is used. Within this range, there is a good balance between reinforcing properties and dispersibility.
- a suitable particle size is used depending on the purpose.
- the resin composition of the present invention other reinforcing fillers can be used in addition to the above-mentioned silica.
- Other reinforcing fillers are not particularly limited, but metal oxides as reinforcing fillers have the chemical formula MxOy (M represents a metal atom, and x and y each represent an integer from 1 to 6).
- the solid particles are the main component of the structure.
- the main component means a component that accounts for 50% by mass or more of the whole, preferably a component that accounts for 70% by mass or more, and more preferably a component that accounts for 90% by mass or more.
- the metal oxide for example, alumina, titanium oxide, magnesium oxide, zinc oxide, etc. can be used.
- metal hydroxide as a reinforcing filler examples include aluminum hydroxide, magnesium hydroxide, and zirconium hydroxide.
- the above metal oxides and metal hydroxides as other reinforcing fillers may be used alone or in combination of two or more. Moreover, mixtures with inorganic fillers other than these can also be used.
- a silane coupling agent may be used.
- the silane coupling agent include, but are not limited to, compounds having both a silica affinity part and a polymer affinity part in the molecule, such as sulfide compounds, mercapto compounds, vinyl compounds, amino compounds, Examples include glycidoxy compounds, nitro compounds, chloro compounds, and the like.
- hardness and modulus can be adjusted by using a plasticizer.
- the plasticizer is not particularly limited, but for example, oils similar to the above-mentioned extender oil can be used, and in addition, various natural oils, synthetic oils, low molecular weight polymers, etc. can be used. Additionally, known processing aids can be used.
- the resin composition of the present invention may be a resin composition further subjected to crosslinking treatment by adding a vulcanizing agent (crosslinking agent), a compounding agent, etc.
- a crosslinking agent is not particularly limited, but for example, a sulfur-based vulcanizing agent, an organic peroxide, etc. can be used.
- the sulfur-based vulcanizing agent include, but are not limited to, sulfur and morpholine disulfide.
- the organic peroxide include benzoyl peroxide, dicumyl peroxide, di-t-butyl peroxide, and the like. T-butylcumyl peroxide, cumene hydroperoxide, etc. are used.
- the amount of the vulcanizing agent used is not particularly limited, but it is preferably 0.01 to 20 parts by weight, more preferably 0.1 to 15 parts by weight, based on 100 parts by weight of the conjugated diene copolymer.
- the vulcanization method conventionally known methods can be applied, and the vulcanization temperature is preferably, for example, 120°C to 200°C, more preferably 140°C to 180°C.
- a vulcanization accelerator or vulcanization aid may be added, and examples of the vulcanization accelerator include, but are not limited to, sulfenamide, thiazole, thiuram, thiourea, and guanidine.
- a vulcanization accelerator containing at least one of a vulcanization accelerator based on a dithiocarbamate type, a dithiocarbamate type, an aldehyde-amine type, an aldehyde-ammonia type, an imidazoline type, or a xanthate type can be used.
- the resin composition of the present invention can be produced by mixing the above components.
- a modified conjugated diene copolymer at least one reinforcing filler selected from the group consisting of silica-based inorganic fillers, metal oxides, metal hydroxides, and carbon black, and optionally a silane coupling agent.
- a melt-kneading method using a general mixing machine such as an open roll, a Banbury mixer, a kneader, a single screw extruder, a twin screw extruder, a multi-screw extruder, etc. After dissolving and mixing each component, a solvent is added. Examples include a method of removing by heating.
- melt-kneading methods using rolls, Banbury mixers, kneaders, and extruders are preferred from the viewpoint of productivity and good kneading properties. Further, it is possible to apply either a method of kneading the rubber component and various compounding agents at once or a method of mixing them in a plurality of batches.
- the degree of polymer concentration ability on the surface of the filler can be expressed by the amount of bound rubber (bound rubber production ability) of the modified conjugated diene polymer at 25°C.
- the amount of bound rubber in the resin composition after the above-mentioned kneading is preferably 15% by mass or more, more preferably 20% by mass or more from the viewpoint of improving wear resistance and fracture strength.
- a rubber softener may be added to the resin composition of the present invention in order to improve processability.
- the rubber softener mineral oil, liquid or low molecular weight synthetic softeners are suitable.
- a mineral oil-based rubber softener called process oil or extender oil, which is used to soften, increase volume, and improve processability of rubber, is a mixture of aromatic rings, naphthenic rings, and paraffin chains. Those in which the number of carbon atoms in the paraffin chain accounts for 50% or more of the total carbons are called paraffinic, those in which the number of carbon atoms in the naphthene ring is 30 to 45% are called naphthenic, and those in which the number of aromatic carbons exceeds 30% are called aromatic. It is called a system.
- the rubber softener used in this embodiment is preferably a naphthenic and/or paraffinic softener.
- the amount of the rubber softener blended is not particularly limited, but is preferably 10 to 80 parts by weight, more preferably 20 to 50 parts by weight, based on 100 parts by weight of the conjugated diene copolymer.
- the resin composition of the present invention may contain softeners and fillers other than those mentioned above, as well as heat stabilizers, antistatic agents, weather stabilizers, anti-aging agents, and coloring agents, within a range that does not impair the purpose of the present embodiment.
- Various additives such as agents and lubricants may also be used.
- Specific examples of the filler include calcium carbonate, magnesium carbonate, aluminum sulfate, barium sulfate, and the like.
- softeners that may be added as needed to adjust the hardness and fluidity of the desired product include liquid paraffin, castor oil, and linseed oil.
- Known materials can be used as the heat stabilizer, antistatic agent, weather stabilizer, anti-aging agent, colorant, and lubricant.
- the crosslinked resin product of the present invention is obtained by crosslinking a resin composition.
- tires are manufactured by extruding and molding a resin composition according to the shape of the tire (for example, tread shape), and heating and pressurizing this in a vulcanizer to produce a tread. By assembling the parts, the desired tire can be manufactured.
- the resin composition of the present invention has excellent mechanical strength and abrasion resistance when made into a resin crosslinked product. Therefore, as described above, it can be suitably applied to treads of tires such as fuel-efficient tires, large tires, and high-performance tires, and structural members such as sidewall members. In addition to structural members, it can also be suitably used for rubber belts, rubber hoses, footwear materials, etc.
- the area (%) of the hyperbranched component of the modified conjugated diene copolymer has a molecular weight that is twice the peak top molecular weight Mp of the uncoupled, unbranched diene copolymer. (2Mp) or more. Furthermore, the area (%) of 3 Mp or more indicates the area % of a molecular weight range that is three times the molecular weight (3 Mp) or more of the peak top molecular weight Mp of the uncoupled, unbranched diene copolymer.
- Mooney viscosity It was determined in accordance with JIS K6300-1 using an L-shaped rotor, preheating for 1 minute, rotor operating time for 4 minutes, and a temperature of 100°C. 5) Gel content To a sample in which 0.5 g of copolymer rubber was dissolved in 100 mL of toluene, 1.0 g of 0.2 wt % Sudan III toluene solution was added and left for 1 hour. This sample solution is filtered through a 0.2 ⁇ m PTFE membrane filter, and the membrane filter is vacuum dried at 40°C. Visually observe the gel content colored with Sudan III on the membrane filter after drying. When the gel content is 0, it is marked as ⁇ , when it is 1 to 5, it is ⁇ , and when it is 6 or more, it is marked as ⁇ . did.
- Example 1 Synthesis of modified vinyl aromatic copolymer (A-1) 270 ml (210.3 g) of ethylcyclohexane, 1.35 ml (7.0 mmol) of cocatalyst 2,2-di(2-tetrahydrofuryl)propane.
- modified vinyl aromatic copolymer A-1 had Mn of 2940, Mw of 4140, and Mw/Mn of 1.41.
- modified vinyl aromatic copolymer A-1 contained 4.35 mol% (6.50 wt. %), 60.87 mol% (59.91 wt%) of structural units derived from styrene, 26.09 mol% (16.79 wt%) of structural units derived from isoprene, and diethylaminomethyltriethoxysilane (DEAMTES).
- Modifier bound to isoprene-derived units was 93.6 mol%.
- TGA 350 thermogravimetric analysis
- the Haze value measured using a measuring device was 0.02.
- the mixture was stirred for 60 minutes to make it homogeneous.
- the mixture was heated to 80° C. while blowing nitrogen gas, and stirring was continued for 3 hours to carry out suspension polymerization to obtain polymer particles (C-0).
- the pH was adjusted to 8.0, 30 parts of methyltriethoxysilane (MTES: structural formula shown below) was added, and the mixture was vigorously stirred for about 30 minutes. Thereafter, the temperature of the reaction vessel was raised to 70° C., and the reaction was carried out for 3 hours to complete the condensation reaction and produce crosslinked polymer particles C-1. No coagulum formation was observed in this dispersion.
- MTES methyltriethoxysilane
- the average particle diameter of the obtained crosslinked polymer particles a was measured and found to be 1.9 ⁇ m.
- the resulting water slurry of crosslinked polymer particles was centrifugally washed and subjected to elemental analysis by ESCA, the presence of Si element was observed.
- Example 2 Synthesis of modified vinyl aromatic copolymer (D-1) 270 ml (210.3 g) of ethylcyclohexane and 1.35 ml (7.0 mmol) of 2,2-di(2-tetrahydrofuryl)propane were charged.
- the temperature of the reaction solution increased due to the heat of polymerization, and the maximum temperature reached 79°C.
- 15 g of a cyclohexane solution containing 0.379 g of the modified vinyl aromatic copolymer (B-1) obtained in Comparative Example 1 as an SBR modifier was added, and the modification reaction was carried out at 60 ° C.
- a denaturation reaction was carried out for 30 minutes under temperature conditions to obtain a polymer solution.
- 0.40 mmol of 3-glycidoxypropyltriethoxysilane (GPTES) was added and a modification reaction was carried out for 30 minutes to obtain a polymer solution containing a modified conjugated diene copolymer.
- the temperature of the reaction solution increased due to the heat of polymerization, and the maximum temperature reached 79°C.
- 15 g of a cyclohexane solution containing 0.466 g of the modified vinyl aromatic copolymer (C-1) obtained in Comparative Example 2 as an SBR modifier was added, and the modification reaction was carried out at 60 ° C.
- a denaturation reaction was carried out for 30 minutes under temperature conditions to obtain a polymer solution.
- 0.40 mmol of 3-glycidoxypropyltriethoxysilane (GPTES) was added and a modification reaction was carried out for 30 minutes to obtain a polymer solution containing a modified conjugated diene copolymer.
- the temperature of the reaction solution increased due to the heat of polymerization, and the maximum temperature reached 81°C.
- 15 g of a cyclohexane solution containing 0.502 g of the modified vinyl aromatic copolymer (E-1) obtained in Example 3 was used as an SBR modifier to modify the obtained styrene-butadiene rubber (SBR).
- SBR styrene-butadiene rubber
- Modifier bound to isoprene-derived units was 94.2 mol%.
- TGA 350 thermogravimetric analysis
- F-1 modified vinyl aromatic copolymer
- modified vinyl aromatic copolymer G-1 had Mn of 2740, Mw of 4750, and Mw/Mn of 1.73.
- modified vinyl aromatic copolymer G-1 contained 4.34 mol% (5.40 wt%) of structural units derived from divinylbenzene. , 0.15 mol% (0.18 wt%) of structural units derived from ethylvinylbenzene, 60.78 mol% (60.50 wt%) of structural units derived from styrene, and 26.05 mol% (60.50 wt%) of structural units derived from isoprene.
- Modified vinyl aromatic copolymer 1 contains mol% (16.95wt%) and 8.68 mol% (16.96wt%) of structural units derived from diethylaminomethyltriethoxysilane (DEAMTES). It was confirmed that 2.28 modifiers were introduced per molecule. Since the polyfunctional structural unit (e1) represented by the above formula (1) is 4.21 mol% (5.24 wt%), the initiator-derived polyfunctional structural degree (e1/c) is 0.97. there were. In formula (1), R1 is phenyl, R2 is hydrogen, and R3 is sec-butyl.
- Example 12 Synthesis of modified vinyl aromatic copolymer (H-1) 220 ml (171.4 g) of cyclohexane and 6.68 ml (46.0 mmol) of co-catalyst triethylamine were charged, and sec-butyllithium was heated at 30°C.
- DEAMTES diethylaminomethyltriethoxysilane
- modified vinyl aromatic copolymer H-1 had Mn of 4030, Mw of 9770, and Mw/Mn of 2.43.
- modified vinyl aromatic copolymer H-1 contained 3.99 mol% (5.59 wt%) of structural units derived from divinylbenzene. , 0.13 mol% (0.19 wt%) of structural units derived from ethylvinylbenzene, 31.96 mol% (35.76 wt%) of structural units derived from styrene, and 55.92 mol% (35.76 wt%) of structural units derived from isoprene.
- the structural unit derived from divinylbenzene having a residual vinyl group contained in the modified vinyl aromatic copolymer (H-1) was 0.12 mol % (0.17 wt %). Modifier bound to isoprene-derived units was 97.8 mol%.
- TGA thermogravimetric analysis
- TGA 350 the weight loss at 350°C
- the Haze value measured using a measuring device was 0.02.
- DEAMTES diethylaminomethyltriethoxysilane
- modified vinyl aromatic copolymer I-1 had Mn of 1850, Mw of 3500, and Mw/Mn of 1.90.
- modified vinyl aromatic copolymer I-1 contained 4.34 mol% (6.83 wt%) of structural units derived from divinylbenzene. , 0.15 mol% (0.23 wt%) of structural units derived from ethylvinylbenzene, 86.83 mol% (71.49 wt%) of structural units derived from isoprene, and diethylaminomethyltriethoxysilane (DEAMTES). Contains 8.68 mol% (21.45 wt%) of structural units derived from .
- the initiator-derived polyfunctional structural degree (e1/c) is 0.96. there were.
- R1 is phenyl
- R2 is hydrogen
- R3 is 2-methylbutyl.
- the structural unit derived from divinylbenzene having a residual vinyl group contained in the modified vinyl aromatic copolymer (H-1) was 0.17 mol % (0.27 wt %). Modifier bound to isoprene-derived units was 98.2 mol%.
- TGA thermogravimetric analysis
- Example 14 Synthesis of modified vinyl aromatic copolymer (J-1) 220 ml (171.4 g) of cyclohexane and 6.68 ml (46.0 mmol) of cocatalyst triethylamine were charged, and at 30°C, sec-butyllithium was added. After adding 35.38 ml of an n-hexane solution containing 2.95 g (46.0 mmol) of (the following structural formula) as a pure component, A solution prepared by dissolving 2.44 g (23.0 mmol) of pre-dried m-xylene (the structural formula of m-xylene is shown below) in 40.0 ml (31.2 g) of cyclohexane was added over 15 minutes.
- J-1 220 ml (171.4 g) of cyclohexane and 6.68 ml (46.0 mmol) of cocatalyst triethylamine were charged, and at 30°C, sec-butyllithium
- DEAMTES diethylaminomethyltriethoxysilane
- modified vinyl aromatic copolymer J-1 had Mn of 2230, Mw of 4300, and Mw/Mn of 1.93.
- modified vinyl aromatic copolymer J-1 contained 4.00 mol% (4.92 wt%) of m-xylene-derived structural units. ), 16.00 mol% (19.31 wt%) of structural units derived from styrene, 72.00 mol% (56.83 wt%) of structural units derived from isoprene, and diethylaminomethyltriethoxysilane (DEAMTES). Contains 8.00 mol% (18.94 wt%) of structural units derived from .
- the initiator-derived polyfunctional structural degree (e2/d) is 0.98. there were.
- R1 is phenyl
- R4 is hydrogen
- R5 is hydrogen.
- the amount of structural units derived from m-xylene having residual methyl groups contained in the modified vinyl aromatic copolymer (J-1) was 0.08 mol% (0.10 wt%).
- Modifier bound to isoprene-derived units was 93.6 mol%.
- TGA thermogravimetric analysis
- Table 5 shows the analysis results of the copolymers of Examples 10 to 14.
- Example 15 Synthesis of modified conjugated diene copolymer (F-2) Into a nitrogen-purged autoclave reactor, 580 g of cyclohexane and 30.7 mg (0.16 mmol) of 2,2-di(2-tetrahydrofuryl)propane were added. After adding 15 g of a cyclohexane solution containing 51.2 mg (0.80 mmol) of n-butyllithium as a pure component at 50°C, 34.29 g of styrene from which impurities had been removed in advance, 1 , 3-butadiene (80.00 g) was added to initiate polymerization.
- F-2 modified conjugated diene copolymer
- the temperature of the reaction solution increased due to the heat of polymerization, and the maximum temperature reached 68°C.
- 15 g of a cyclohexane solution containing 0.487 g of the modified vinyl aromatic copolymer (F-1) obtained in Example 10 was added as an SBR modifier to modify the obtained styrene-butadiene rubber (SBR). was added and a modification reaction was carried out. The modification reaction was carried out for 30 minutes at a temperature of 60°C to obtain a polymer solution.
- Example 16 Synthesis of modified conjugated diene copolymer (G-2) Into a nitrogen-purged autoclave reactor, 580 g of cyclohexane and 30.7 mg (0.16 mmol) of 2,2-di(2-tetrahydrofuryl)propane were added. After adding 15 g of a cyclohexane solution containing 51.2 mg (0.80 mmol) of n-butyllithium as a pure component at 50°C, 34.29 g of styrene from which impurities had been removed in advance, 1 , 3-butadiene (80.00 g) was added to initiate polymerization.
- G-2 modified conjugated diene copolymer
- the temperature of the reaction solution increased due to the heat of polymerization, and the maximum temperature reached 68°C.
- 15 g of a cyclohexane solution containing 0.481 g of the modified vinyl aromatic copolymer (G-1) obtained in Example 11 was added as an SBR modifier to modify the obtained styrene-butadiene rubber (SBR).
- SBR styrene-butadiene rubber
- Example 17 Synthesis of modified conjugated diene copolymer (H-2) Into a nitrogen-purged autoclave reactor, 580 g of cyclohexane and 30.7 mg (0.16 mmol) of 2,2-di(2-tetrahydrofuryl)propane were added. After adding 15 g of a cyclohexane solution containing 51.2 mg (0.80 mmol) of n-butyllithium as a pure component at 50°C, 34.29 g of styrene from which impurities had been removed in advance, 1 , 3-butadiene (80.00 g) was added to initiate polymerization.
- Example 18 Synthesis of modified conjugated diene copolymer (I-2) Into a nitrogen-purged autoclave reactor, 580 g of cyclohexane and 30.7 mg (0.16 mmol) of 2,2-di(2-tetrahydrofuryl)propane were added. After adding 15 g of a cyclohexane solution containing 51.2 mg (0.80 mmol) of n-butyllithium as a pure component at 50°C, 34.29 g of styrene from which impurities had been removed in advance, 1 , 3-butadiene (80.00 g) was added to initiate polymerization.
- the temperature of the reaction solution increased due to the heat of polymerization, and the maximum temperature reached 68°C.
- 15 g of a cyclohexane solution containing 0.381 g of the modified vinyl aromatic copolymer (I-1) obtained in Example 13 was used as an SBR modifier to modify the obtained styrene-butadiene rubber (SBR).
- SBR styrene-butadiene rubber
- Example 20 The modified conjugated diene copolymer (modified SBR) F-2 obtained in Example 15, process oil, carbon black, zinc oxide, stearic acid, and anti-aging agent were blended according to the formulation shown in Table 3, and Labo Plastomil was used. The mixture was kneaded for 4 minutes at 155° C. and 60 rpm. Sulfur and a vulcanization accelerator were added to the obtained kneaded product, and the mixture was kneaded using a Labo Plastomill at 70° C. and 60 rpm for 1 minute, followed by vulcanization to obtain a crosslinked rubber F-3. Table 7 shows the physical properties of the obtained crosslinked rubber.
- Examples 21, 22, 23, and 24 Instead of modified conjugated diene copolymer (modified SBR) F-2, modified conjugated diene copolymer (modified SBR) G-2, H- synthesized in Example 16, Examples 17, 18, and 19 Crosslinked rubbers G-3, H-3, I-3, and J-3 were obtained in the same manner as in Example 20, except that 2, I-2, and J-2 were used. Table 7 shows the physical properties of the obtained crosslinked rubber.
- the crosslinked rubber using the modified conjugated diene copolymer (modified SBR) of the example has an excellent round rubber index compared to the comparative example, and therefore has no inorganic filler. It can be seen that the material has improved dispersibility and loss during running, has excellent tensile strength and abrasion resistance, and can contribute to achieving both strength and abrasion resistance.
- the modified vinyl aromatic copolymer of the present invention is particularly useful as a modifier for conjugated diene copolymers (SBR etc.).
- SBR conjugated diene copolymers
- the crosslinked rubber obtained by crosslinking the obtained modified conjugated diene copolymer (modified SBR, etc.) containing a filler has excellent filler dispersibility, mechanical strength, and abrasion resistance, so it is suitable for tires (treads). It is useful as an elastomer material for seismic isolation rubber, rubber hoses, rubber rollers, footwear materials, etc.
- the modified vinyl aromatic copolymer of the present invention can be used as dielectric materials, insulating materials, heat-resistant materials, structural materials, adhesives, and sealants in fields such as electrical and electronic industries, space and aircraft industries, and architecture and construction industries.
- the curable resin composition can be processed into films, sheets, and prepregs and used for plastic optical parts, touch panels, flat displays, film liquid crystal elements, and various optical elements such as optical waveguides and optical lenses. be. It can also be used as a modifier to modify the properties of thermoplastic resins or curable resin compositions, such as heat resistance, dielectric properties, adhesion/adhesion, and optical properties.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024528890A JPWO2023243644A1 (https=) | 2022-06-15 | 2023-06-13 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022096908 | 2022-06-15 | ||
| JP2022-096908 | 2022-06-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023243644A1 true WO2023243644A1 (ja) | 2023-12-21 |
Family
ID=89191357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/021983 Ceased WO2023243644A1 (ja) | 2022-06-15 | 2023-06-13 | 変性ビニル芳香族系共重合体及びその製造方法、それから得られる変性共役ジエン系共重合体、樹脂組成物、樹脂架橋物及び構造部材 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2023243644A1 (https=) |
| TW (1) | TW202411274A (https=) |
| WO (1) | WO2023243644A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07207029A (ja) * | 1994-01-19 | 1995-08-08 | Japan Synthetic Rubber Co Ltd | 架橋ポリマー粒子およびその製造方法 |
| JP2010270212A (ja) * | 2009-05-20 | 2010-12-02 | Bridgestone Corp | 変性剤、変性共役ジエン系重合体の製造方法、変性共役ジエン系重合体、ゴム組成物および空気入りタイヤ |
| JP2011080023A (ja) * | 2009-10-09 | 2011-04-21 | Sumitomo Rubber Ind Ltd | タイヤ用ゴム組成物及びスタッドレスタイヤ |
| WO2013047718A1 (ja) * | 2011-09-30 | 2013-04-04 | 住友ゴム工業株式会社 | タイヤ用ゴム組成物及び空気入りタイヤ |
| JP2013087181A (ja) * | 2011-10-17 | 2013-05-13 | Sumitomo Rubber Ind Ltd | タイヤ用ゴム組成物及び空気入りタイヤ |
| JP2013155268A (ja) * | 2012-01-30 | 2013-08-15 | Jsr Corp | 共役ジエン系ゴムおよびその製造方法、ゴム組成物、ゴム弾性体並びにタイヤ |
| JP2016530361A (ja) * | 2013-07-22 | 2016-09-29 | トリンゼオ ヨーロッパ ゲゼルシャフト ミット ベシュレンクテル ハフツング | 重合反応開始剤 |
-
2023
- 2023-06-12 TW TW112121843A patent/TW202411274A/zh unknown
- 2023-06-13 JP JP2024528890A patent/JPWO2023243644A1/ja active Pending
- 2023-06-13 WO PCT/JP2023/021983 patent/WO2023243644A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07207029A (ja) * | 1994-01-19 | 1995-08-08 | Japan Synthetic Rubber Co Ltd | 架橋ポリマー粒子およびその製造方法 |
| JP2010270212A (ja) * | 2009-05-20 | 2010-12-02 | Bridgestone Corp | 変性剤、変性共役ジエン系重合体の製造方法、変性共役ジエン系重合体、ゴム組成物および空気入りタイヤ |
| JP2011080023A (ja) * | 2009-10-09 | 2011-04-21 | Sumitomo Rubber Ind Ltd | タイヤ用ゴム組成物及びスタッドレスタイヤ |
| WO2013047718A1 (ja) * | 2011-09-30 | 2013-04-04 | 住友ゴム工業株式会社 | タイヤ用ゴム組成物及び空気入りタイヤ |
| JP2013087181A (ja) * | 2011-10-17 | 2013-05-13 | Sumitomo Rubber Ind Ltd | タイヤ用ゴム組成物及び空気入りタイヤ |
| JP2013155268A (ja) * | 2012-01-30 | 2013-08-15 | Jsr Corp | 共役ジエン系ゴムおよびその製造方法、ゴム組成物、ゴム弾性体並びにタイヤ |
| JP2016530361A (ja) * | 2013-07-22 | 2016-09-29 | トリンゼオ ヨーロッパ ゲゼルシャフト ミット ベシュレンクテル ハフツング | 重合反応開始剤 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023243644A1 (https=) | 2023-12-21 |
| TW202411274A (zh) | 2024-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5520829B2 (ja) | 変性共役ジエン系重合体、その製造方法、変性共役ジエン系重合体組成物、及びタイヤ | |
| CN107636023B (zh) | 改性共轭二烯系聚合物及其制造方法、橡胶组合物以及轮胎 | |
| CN113966350B (zh) | 改性乙烯基芳香族系共聚物及其制造方法、改性共轭二烯系共聚物、及这些的应用 | |
| WO2018034194A1 (ja) | 変性共役ジエン系重合体、ゴム組成物、及びタイヤ | |
| KR102141469B1 (ko) | 변성 공액 디엔계 중합체 및 그의 고무 조성물, 그리고 타이어 | |
| TWI673288B (zh) | 改質共軛二烯系聚合物、聚合物組合物及橡膠組合物 | |
| CN114933676B (zh) | 多官能乙烯基芳香族共聚物及其制法、共轭二烯系共聚物及其组合物、交联物、轮胎构件 | |
| JP2013129693A (ja) | 変性共役ジエン重合体の製造方法及び変性共役ジエン重合体の組成物 | |
| US9109071B2 (en) | Process for producing conjugated diene rubber and composite of the same rubber | |
| JP2023155806A (ja) | 変性共役ジエン系重合体、及び変性共役ジエン系重合体の製造方法、並びに、変性共役ジエン系重合体組成物、及びゴム組成物 | |
| WO2023243644A1 (ja) | 変性ビニル芳香族系共重合体及びその製造方法、それから得られる変性共役ジエン系共重合体、樹脂組成物、樹脂架橋物及び構造部材 | |
| JP5866155B2 (ja) | 共役ジエン系重合体、その製造方法、及び共役ジエン系重合体組成物 | |
| CN108323167A (zh) | 改性共轭二烯类聚合物及其制备方法 | |
| EP4442713A1 (en) | Modified vinyl aromatic copolymer, method for producing same, modified conjugated diene copolymer obtained from same, resin composition, crosslinked resin and structural member | |
| JP2025109590A (ja) | 変性ビニル芳香族系共重合体及びその製造方法、それから得られる変性共役ジエン系共重合体、樹脂組成物、樹脂架橋物及び構造部材 | |
| HK1208481A1 (en) | Carbinol-terminated polymers containing allylamine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23823934 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2024528890 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23823934 Country of ref document: EP Kind code of ref document: A1 |