WO2023223791A1 - 円筒形電池 - Google Patents
円筒形電池 Download PDFInfo
- Publication number
- WO2023223791A1 WO2023223791A1 PCT/JP2023/016471 JP2023016471W WO2023223791A1 WO 2023223791 A1 WO2023223791 A1 WO 2023223791A1 JP 2023016471 W JP2023016471 W JP 2023016471W WO 2023223791 A1 WO2023223791 A1 WO 2023223791A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cylindrical battery
- cylindrical
- negative electrode
- battery
- axial direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/184—Sealing members characterised by their shape or structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/107—Primary casings; Jackets or wrappings characterised by their shape or physical structure having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/148—Lids or covers characterised by their shape
- H01M50/152—Lids or covers characterised by their shape for cells having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
- H01M50/167—Lids or covers characterised by the methods of assembling casings with lids by crimping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/191—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/155—Lids or covers characterised by the material
- H01M50/157—Inorganic material
- H01M50/159—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/559—Terminals adapted for cells having curved cross-section, e.g. round, elliptic or button cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present disclosure relates to cylindrical batteries.
- This cylindrical battery includes an outer can, an electrode body housed in the outer can, and a sealing body that closes an opening of the outer can.
- the sealing body is caulked and fixed to the opening of the outer can via a gasket.
- the outer can has a shoulder portion, a grooved portion, a cylindrical portion, and a bottom plate portion.
- the grooved portion is formed by recessing a part of the side surface of the outer can in an annular shape radially inward.
- the sealing body receives a force on the opening side in the axial direction from the annular protrusion that protrudes radially inward through the gasket due to the formation of the grooved portion.
- the shoulder portion is formed by bending the upper end of the outer can inward toward the peripheral edge of the closure when caulking and fixing the closure to the outer can.
- an object of the present disclosure is to provide a cylindrical battery that can have a large housing part for an electrode body and can increase battery capacity.
- a cylindrical battery according to the present disclosure includes an outer can, an electrode body housed in the outer can, and a sealing body that closes an opening of the outer can, and the outer can has a bottom plate. a cylindrical part that extends in the axial direction and is connected to the bottom plate part via an annular corner located on the outer side in the radial direction; and an end of the cylindrical part on the opposite side from the corner in the axial direction.
- the sealing body has a second rolled-up part whose radially outer end is fixed to the first rolled-up part.
- the accommodating portion of the electrode body can be enlarged, and the battery capacity can be increased.
- FIG. 1 is an axial cross-sectional view of a cylindrical battery according to an embodiment of the present disclosure.
- FIG. 2 is a perspective view of an electrode body of a cylindrical battery.
- FIG. 7 is a schematic cross-sectional view of a portion of a cylindrical battery of a comparative example, illustrating a method of forming a shoulder portion in a cylindrical battery of a comparative example.
- FIG. 7 is a schematic cross-sectional view of a portion of a cylindrical battery of a comparative example, illustrating a method of forming a shoulder portion in a cylindrical battery of a comparative example.
- FIG. 2 is a schematic cross-sectional view of a part of the cylindrical battery according to the embodiment, illustrating how to roll and fasten the cylindrical battery according to the embodiment.
- FIG. 2 is a schematic cross-sectional view of a part of the cylindrical battery according to the embodiment, illustrating how to roll and fasten the cylindrical battery according to the embodiment.
- FIG. 4B is a schematic cross-sectional view of a modified cylindrical battery corresponding to FIG. 4B.
- FIG. 3 is a diagram showing a breakdown of the battery heights of each part in the battery of the example.
- FIG. 7 is a diagram showing a breakdown of the battery height of each part in a battery of a comparative example.
- FIG. 2 is an enlarged cross-sectional view of the shoulder portion of a cylindrical battery according to a reference example.
- FIG. 7 is an enlarged sectional view corresponding to FIG. 6 of the cylindrical battery of the example.
- the cylindrical battery of the present disclosure may be a primary battery or a secondary battery.
- a battery using an aqueous electrolyte or a non-aqueous electrolyte may be used.
- a non-aqueous electrolyte secondary battery (lithium ion battery) using a non-aqueous electrolyte will be exemplified as the cylindrical battery 10 that is one embodiment, but the cylindrical battery of the present disclosure is not limited to this.
- constituent elements that are not described in the independent claim indicating the most significant concept are optional constituent elements and are not essential constituent elements.
- present disclosure is not limited to the following embodiments and modifications thereof, and various improvements and changes can be made within the scope of the claims of the present application and equivalents thereof.
- FIG. 1 is an axial cross-sectional view of a cylindrical battery 10 according to an embodiment of the present disclosure
- FIG. 2 is a perspective view of an electrode body 14 of the cylindrical battery 10.
- the cylindrical battery 10 includes a wound electrode body 14, a nonaqueous electrolyte (not shown), and a bottomed cylindrical metal outer can that houses the electrode body 14 and the nonaqueous electrolyte. 16, and a sealing body 17 that closes the opening of the outer can 16.
- the electrode body 14 has a wound structure in which an elongated positive electrode 11 and an elongated negative electrode 12 are wound with two elongated separators 13 in between.
- the negative electrode 12 is formed to be one size larger than the positive electrode 11 in order to prevent precipitation of lithium. That is, the negative electrode 12 is formed longer than the positive electrode 11 in the longitudinal direction and the width direction (short direction). Further, the two separators 13 are formed to be at least one size larger than the positive electrode 11, and are arranged to sandwich the positive electrode 11, for example.
- the negative electrode 12 may constitute the winding start end of the electrode body 14. However, in general, the separator 13 extends beyond the winding start side end of the negative electrode 12, and the winding start side end of the separator 13 becomes the winding start end of the electrode body 14.
- the non-aqueous electrolyte includes a non-aqueous solvent and an electrolyte salt dissolved in the non-aqueous solvent.
- the non-aqueous solvent for example, esters, ethers, nitriles, amides, and mixed solvents of two or more of these may be used.
- the non-aqueous solvent may contain a halogen-substituted product in which at least a portion of the hydrogen atoms of these solvents are replaced with halogen atoms such as fluorine.
- the non-aqueous electrolyte is not limited to a liquid electrolyte, and may be a solid electrolyte using a gel-like polymer or the like.
- a lithium salt such as LiPF 6 is used as the electrolyte salt.
- the positive electrode 11 includes a positive electrode current collector and positive electrode mixture layers formed on both sides of the positive electrode current collector.
- a metal foil such as aluminum or an aluminum alloy that is stable in the potential range of the positive electrode 11, a film having the metal disposed on the surface layer, or the like can be used.
- the positive electrode mixture layer includes a positive electrode active material, a conductive agent, and a binder.
- the positive electrode 11 is made by, for example, applying a positive electrode mixture slurry containing a positive electrode active material, a conductive agent, a binder, etc. onto a positive electrode current collector, drying the coating film, and then compressing it to collect the positive electrode mixture layer. It can be produced by forming on both sides of the electric body.
- the positive electrode active material is composed of a lithium-containing metal composite oxide as a main component.
- Metal elements contained in the lithium-containing metal composite oxide include Ni, Co, Mn, Al, B, Mg, Ti, V, Cr, Fe, Cu, Zn, Ga, Sr, Zr, Nb, In, and Sn. , Ta, W, etc.
- An example of a preferable lithium-containing metal composite oxide is a composite oxide containing at least one of Ni, Co, Mn, and Al.
- Examples of the conductive agent contained in the positive electrode mixture layer include carbon materials such as carbon black, acetylene black, Ketjen black, and graphite.
- Examples of the binder included in the positive electrode mixture layer include fluororesins such as polytetrafluoroethylene (PTFE) and polyvinylidene fluoride (PVdF), polyacrylonitrile (PAN), polyimide resins, acrylic resins, and polyolefin resins. . These resins may be used in combination with cellulose derivatives such as carboxymethyl cellulose (CMC) or its salts, polyethylene oxide (PEO), and the like.
- CMC carboxymethyl cellulose
- PEO polyethylene oxide
- the negative electrode 12 has a negative electrode current collector and negative electrode mixture layers formed on both sides of the negative electrode current collector.
- a metal foil such as copper or a copper alloy that is stable in the potential range of the negative electrode 12, a film with the metal disposed on the surface, or the like can be used.
- the negative electrode mixture layer includes a negative electrode active material and a binder.
- the negative electrode 12 can be made by applying a negative electrode mixture slurry containing a negative electrode active material, a binder, etc. onto a negative electrode current collector, drying the coating film, and then compressing the negative electrode mixture layer to form a negative electrode mixture layer on the current collector. It can be produced by forming on both sides.
- a carbon material that reversibly occludes and releases lithium ions is generally used as the negative electrode active material.
- Preferred carbon materials include natural graphite such as flaky graphite, lumpy graphite, and earthy graphite, and graphite such as artificial graphite such as lumpy artificial graphite and graphitized mesophase carbon microbeads.
- the negative electrode mixture layer may contain a Si material containing silicon (Si) as a negative electrode active material.
- a metal other than Si that is alloyed with lithium, an alloy containing the metal, a compound containing the metal, etc. may be used as the negative electrode active material.
- the binder contained in the negative electrode mixture layer may be a fluororesin, PAN, polyimide resin, acrylic resin, polyolefin resin, etc., but preferably styrene-butadiene rubber (SBR). ) or its modified form.
- the negative electrode mixture layer may contain, for example, in addition to SBR or the like, CMC or a salt thereof, polyacrylic acid (PAA) or a salt thereof, polyvinyl alcohol, or the like.
- a porous sheet having ion permeability and insulation properties is used for the separator 13.
- porous sheets include microporous thin films, woven fabrics, and nonwoven fabrics.
- Preferable materials for the separator 13 include polyolefin resins such as polyethylene and polypropylene, cellulose, and the like.
- the separator 13 may have either a single layer structure or a laminated structure.
- a heat-resistant layer or the like may be formed on the surface of the separator 13.
- a positive electrode lead 20 is bonded to the positive electrode 11, and a negative electrode lead 21 is bonded to the end of the negative electrode 12 at the winding end in the longitudinal direction.
- the cylindrical battery 10 has an upper insulating plate 18 above the electrode body 14 and a lower insulating plate 19 below the electrode body 14.
- the positive electrode lead 20 extends to the sealing body 17 side through the through hole of the upper insulating plate 18
- the negative electrode lead 21 extends to the bottom plate portion 68 side of the outer can 16 through the outside of the lower insulating plate 19 .
- the positive electrode lead 20 is connected to the lower surface of the terminal cap 27 of the sealing body 17 by welding or the like, and the terminal cap 27 serves as a positive electrode terminal.
- the negative electrode lead 21 is connected to the inner surface of the bottom plate portion 68 of the metal outer can 16 by welding or the like, and the outer can 16 serves as a negative electrode terminal.
- the positive electrode lead 20 is electrically connected to an intermediate portion such as the center in the winding direction of the positive electrode current collector, and the negative electrode lead 21 is electrically connected to an intermediate portion in the winding direction of the negative electrode current collector. It is electrically connected to the end of the winding end.
- the negative electrode lead may be electrically connected to the winding start side end of the negative electrode current collector in the winding direction.
- the electrode body has two negative electrode leads, one negative electrode lead is electrically connected to the winding start side end of the negative electrode current collector in the winding direction, and the other negative electrode lead is connected to the negative electrode current collector. It may be electrically connected to the winding end side end in the winding direction of the body.
- the negative electrode and the outer can may be electrically connected by bringing the end portion of the negative electrode current collector in the winding direction into contact with the inner surface of the outer can.
- the negative electrode lead is electrically connected to the winding start side end of the negative electrode current collector in the winding direction, and the winding end side end of the negative electrode current collector in the winding direction is brought into contact with the inner surface of the outer can. It's okay.
- the outer can 16 includes a bottom plate portion 68, an annular corner portion 42 connected to the radially outer end of the bottom plate portion 68 and bent upward in the axial direction, and a side of the corner portion 42 opposite to the bottom plate portion 68 side. It has a cylindrical portion 43 having a cylindrical shape extending upward in the axial direction from the cylindrical portion 43, and a rolled-back portion 45 connected to the upper end of the cylindrical portion 43 in the axial direction.
- the sealing body 17 includes a washer 23 that constitutes a first annular metal member, an annular gasket 28 having insulation properties, and a terminal cap 27 . Gasket 28 constitutes an insulating member, and terminal cap 27 constitutes a second metal member.
- the washer 23 has a turned-up portion 31 at its radially outer end, and has an annular groove 32 that opens radially inward at its radially inner end. The rolled portion 31 of the washer 23 is fixed to the rolled portion 45 of the outer can 16.
- the rolled-up fixing structure 80 of the rolled-up part 45 of the outer can 16 and the rolled-up part 31 of the washer 23 is formed by rolled-up clinching, and the rolled-up part 45 of the outer can 16 and the rolled-up part 31 of the washer 23 are simultaneously fixed by rolled-up clinching. It is formed.
- 3A and 3B are schematic cross-sectional views of a part of the cylindrical battery 210 illustrating a method of forming the shoulder portion 238 in the cylindrical battery 210 of a comparative example, and FIGS.
- FIG. 2 is a schematic cross-sectional view of a portion of the cylindrical battery 10 for explaining the winding and tightening process.
- the cylindrical battery 210 has a groove 234 that is annularly recessed in the radial direction in the outer can 216.
- An annular protrusion 236 is provided that protrudes in both directions.
- the shoulder 238 (see FIG. 3B) of the cylindrical cell 210 is formed as follows. First, as shown in FIG. 3A, a laminated structure of a terminal cap 227 and a rupture plate 225, which constitute the peripheral edge of the sealing body 217, is placed above the annular protrusion 236 in the outer can 216 in the axial direction, with the gasket 228 interposed therebetween. .
- the upper end 216a of the outer can 216 is caulked and bent inward toward the peripheral edge 245 of the sealing body 217 as indicated by arrow A.
- the shoulder 238 of the cylindrical battery 210 shown in FIG. 3B is formed, and the peripheral edge 245 of the sealing body 217 is sandwiched between the shoulder 238 and the annular protrusion 236 via the gasket 228 to form an outer can.
- the opening of 216 is sealed.
- the rolling fixing structure 80 is formed as follows. First, as shown in FIG. 4A, the radially outward end of the washer 23, which is expanding in the radial direction, is folded back axially upward to form the cylindrical portion 51 on the radially outward side of the washer 23. Next, the cylindrical portion 51 is fitted into the cylindrical portion 43 of the outer can 16 by press fitting or the like, so that the cylindrical outer circumferential surface of the cylindrical portion 51 is brought into contact with the cylindrical inner circumferential surface of the cylindrical portion 43 of the outer can 16. Thereafter, in the direction shown by arrow B, the radially doubled cylindrical portion is rolled back 360 degrees or more inward in the radial direction, thereby forming the rolled-back fixing structure 80 shown in FIG. 4B.
- the rolled-up fixing structure 80 is formed by rolling back the radially doubled cylindrical portion 360 degrees or more inward in the radial direction. There is no need to rewind more than once.
- FIG. 4C that is, a schematic cross-sectional view corresponding to FIG. 4B of the modified cylindrical battery 110
- the radially inner side of the double-overlapping cylindrical portion is replaced with the rolled-up portion of the outer can 116.
- 145 may have a substantially U-shaped cross section
- the winding portion 131 of the washer 123 may have a substantially U-shaped cross section. In this way, the outer can 116 and the washer 123 may be sealed and fixed using double seaming, which is used for sealing canned goods.
- the rolled-up portion 45 of the outer can 16 has a first flat portion 83 at its axial tip that extends in an orthogonal direction substantially perpendicular to the axial direction.
- the terminal cap 27 has a second flat portion 85 at the tip in the axial direction that extends in an orthogonal direction substantially perpendicular to the axial direction.
- the axial position of the first flat part 83 is substantially the same as the axial position of the second flat part 85.
- Gasket 28 is an annular member.
- Gasket 28 includes a housing portion 28 a that is housed in annular groove 32 of washer 23 .
- Gasket 28 has an annular groove 39 that opens radially inward. The annular groove 39 accommodates the outer edge of the terminal cap 27 on the radially outer side.
- the gasket 28 is sandwiched between the washer 23 and the terminal cap 27 and insulates the terminal cap 27 from the washer 23.
- the gasket 28 has the role of a sealing material for maintaining airtightness inside the battery and the role of an insulating material for insulating the terminal cap 27 and the washer 23.
- a circular thin wall portion 71 centered on the radial center of the bottom plate portion 68 is provided on the bottom surface 68a of the bottom plate portion 68 of the outer can 16.
- the thin portion 71 constitutes an easily breakable portion.
- a portion of the bottom plate portion 68 surrounded by the circular thin wall portion 71 constitutes a safety valve 72 .
- the thin portion 71 is broken. In this way, an opening is formed at the location where the safety valve 72 is present, and the high temperature gas inside the battery is discharged to the outside.
- the easy-to-break part is formed by the circular thin-walled part 71, but the easily-breakable part may also be formed by, for example, providing a C-shaped thin-walled part on the bottom side of the bottom plate part. good.
- the easily breakable portion is not limited to a circular or C-shaped shape as long as an opening can be formed at the location where the safety valve 72 is present.
- a cylindrical battery shown in FIG. 1 was manufactured.
- a gasket was attached to the terminal cap, and the gasket was caulked and crimped to a washer to produce a sealing body.
- An electrode body was prepared using a positive electrode, a negative electrode, a separator, a positive electrode lead, and a negative electrode lead, and the electrode body was inserted into an outer can. No grooving was performed on the outer can. Electrolyte was poured into the outer can. Thereafter, the outer edges of the outer can and the sealing body were rolled and caulked, and the opening of the outer can was sealed with the sealing body, thereby producing a cylindrical lithium ion battery.
- a cylindrical battery shown in FIG. 5B was produced.
- An electrode body 214 was prepared using a positive electrode, a negative electrode, a separator, a positive electrode lead, and a negative electrode lead, and the electrode body 214 was inserted into an exterior can 216.
- the bottom plate portion of the outer can 216 and the negative electrode lead were welded to form the grooved portion 234.
- a gasket 228 was inserted, the positive electrode lead and the sealing body 217 were welded, and then an electrolytic solution was poured into the outer can 216.
- the upper end of the outer can 216 was bent radially inward by caulking to form a shoulder 238, and the opening of the outer can 216 was sealed with a sealing body 217, thereby producing a cylindrical lithium ion battery.
- the sealing body 217 was produced by welding the terminal cap 227, the rupture plate 225, and the terminal plate 229.
- Table 1 shows the ratio of each structure to the total battery length in the cylindrical battery 10 of the example and the cylindrical battery 210 of the comparative example. Further, FIG. 5A shows the breakdown of the battery height of each part in the cylindrical battery 10 of the example, and FIG. 5B shows the breakdown of the battery height of each part of the cylindrical battery 210 of the comparative example. As shown in FIGS. 5A, 5B, and Table 1, the structure of the sealing body 17 in the cylindrical battery 10 of the example is simpler than the structure of the sealing body 217 of the cylindrical battery 210 of the comparative example. Therefore, the thickness of the sealing body 17 can be reduced by 1.0% of the total battery length compared to the sealing body 217 of the comparative example.
- the cylindrical battery 10 of the example does not have the grooved portion 234, so that an additional 2.4% of the total length of the battery can be used to accommodate the electrode body 14. Accordingly, the axial height of the electrode body 14 could be increased by 3.4% of the total battery length compared to the electrode body 214 of the comparative example, and as a result, the battery capacity could be significantly increased.
- a battery pack with large output and capacity is sometimes produced by electrically connecting multiple cylindrical batteries.
- lead tabs are welded to the positive and negative electrodes of the battery, but for ease of welding, lead tabs are usually welded to the top of the sealing body (positive electrode) and the bottom of the can (negative electrode). conduct electricity.
- current can be collected by welding a lead tab to the top surface (positive electrode) of the sealing body and the shoulder (negative electrode) of the battery.
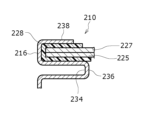
- FIG. 6 that is, an enlarged sectional view of the vicinity of the shoulder 238 of the cylindrical battery 210 of the reference example, in the cylindrical battery 210, since the gasket 228 is present near the shoulder 238, the shoulder If an attempt is made to laser weld the lead tab 290 for negative electrode connection to the gasket 238, there is a risk that the gasket 228 will melt due to the influence of heat, making it impossible to maintain good sealing performance. Furthermore, the height positions of the top surface 217a of the sealing body 217 and the top surface 238a of the shoulder portion 238 in the axial direction are different, making it difficult to perform laser welding of the lead tab 290 and the lead tab 291 for positive electrode connection.
- FIG. 7 that is, an enlarged cross-sectional view of the cylindrical battery 10 of the embodiment corresponding to FIG.
- the sealing performance is not affected. Therefore, a lead tab 290 for negative electrode connection can be welded near this end.
- the axial position of the first flat part 83 located at the tip of the rolled-up part 45 of the outer can 16 is the same as the axial position of the second flat part 85 located at the tip of the terminal cap 27. The location is almost the same. Therefore, laser welding of the pair of lead tabs 290 for negative electrode connection and lead tabs 291 for positive electrode connection can be easily performed, and the productivity of the battery pack can be greatly improved.
- the present inventor actually performed laser welding of the lead tab 290 described in FIGS. 6 and 7 and the lead tab 291 for positive electrode connection on 10 samples, and visually confirmed the thermal effect after welding. Specifically, the cylindrical battery 210 of the comparative example was subjected to a destructive inspection after welding, and the presence or absence of melting of the gasket 228 was visually confirmed. Table 2 shows the results.
- both the lead tab 290 for negative electrode connection and the lead tab 291 for positive electrode connection can be laser welded to the upper side of the battery in the axial direction, and the productivity of the battery pack can be greatly improved.
- 10,110 cylindrical battery 11 positive electrode, 12 negative electrode, 13 separator, 14 electrode body, 16,116 outer can, 17 sealing body, 18 upper insulating plate, 19 lower insulating plate, 20 positive electrode lead, 21 negative electrode lead, 23, 123 washer (first metal member), 27 terminal cap (second metal member), 28 gasket (insulating member), 28a accommodating section, 31,131 washer winding part (second winding part), 32 washer annular groove, 39 Annular groove of gasket, 42 Corner part, 43 Cylindrical part, 45,145 Rewinding part of outer can (first rewinding part), 68 Bottom plate part, 68a Bottom surface, 71 Thin wall part, 72 Safety valve, 80 Rewinding fixing structure, 83 No. 1 plane part, 85 2nd plane part.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23807401.7A EP4528893A4 (en) | 2022-05-17 | 2023-04-26 | CYLINDRICAL BATTERY |
| CN202380040327.9A CN119174036A (zh) | 2022-05-17 | 2023-04-26 | 圆筒形电池 |
| US18/863,943 US20250309422A1 (en) | 2022-05-17 | 2023-04-26 | Cylindrical battery |
| JP2024521642A JPWO2023223791A1 (https=) | 2022-05-17 | 2023-04-26 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-080573 | 2022-05-17 | ||
| JP2022080573 | 2022-05-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023223791A1 true WO2023223791A1 (ja) | 2023-11-23 |
Family
ID=88835065
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/016471 Ceased WO2023223791A1 (ja) | 2022-05-17 | 2023-04-26 | 円筒形電池 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250309422A1 (https=) |
| EP (1) | EP4528893A4 (https=) |
| JP (1) | JPWO2023223791A1 (https=) |
| CN (1) | CN119174036A (https=) |
| WO (1) | WO2023223791A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000048825A (ja) | 1998-07-28 | 2000-02-18 | Samsung Display Devices Co Ltd | 熱発散手段を有する円筒形電池 |
| JP2003534625A (ja) * | 1998-08-21 | 2003-11-18 | エヴァレディー バッテリー カンパニー インコーポレイテッド | 圧力放出機構を有するバッテリ構成 |
| WO2020111275A1 (ja) * | 2018-11-30 | 2020-06-04 | パナソニックIpマネジメント株式会社 | 電池 |
| WO2021066112A1 (ja) * | 2019-10-03 | 2021-04-08 | 日本製鉄株式会社 | 電池セルケースおよびそれを用いた電池の製造方法 |
| JP2021061100A (ja) * | 2019-10-03 | 2021-04-15 | 日本製鉄株式会社 | 電池セルケース |
| CN217158387U (zh) * | 2022-01-27 | 2022-08-09 | 宁德时代新能源科技股份有限公司 | 壳体、电池单体、电池及用电装置 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010153338A (ja) * | 2008-12-26 | 2010-07-08 | Toyota Motor Corp | 開封防止電池体、車両及び電池搭載機器 |
-
2023
- 2023-04-26 EP EP23807401.7A patent/EP4528893A4/en active Pending
- 2023-04-26 WO PCT/JP2023/016471 patent/WO2023223791A1/ja not_active Ceased
- 2023-04-26 US US18/863,943 patent/US20250309422A1/en active Pending
- 2023-04-26 CN CN202380040327.9A patent/CN119174036A/zh active Pending
- 2023-04-26 JP JP2024521642A patent/JPWO2023223791A1/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000048825A (ja) | 1998-07-28 | 2000-02-18 | Samsung Display Devices Co Ltd | 熱発散手段を有する円筒形電池 |
| JP2003534625A (ja) * | 1998-08-21 | 2003-11-18 | エヴァレディー バッテリー カンパニー インコーポレイテッド | 圧力放出機構を有するバッテリ構成 |
| WO2020111275A1 (ja) * | 2018-11-30 | 2020-06-04 | パナソニックIpマネジメント株式会社 | 電池 |
| WO2021066112A1 (ja) * | 2019-10-03 | 2021-04-08 | 日本製鉄株式会社 | 電池セルケースおよびそれを用いた電池の製造方法 |
| JP2021061100A (ja) * | 2019-10-03 | 2021-04-15 | 日本製鉄株式会社 | 電池セルケース |
| CN217158387U (zh) * | 2022-01-27 | 2022-08-09 | 宁德时代新能源科技股份有限公司 | 壳体、电池单体、电池及用电装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4528893A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023223791A1 (https=) | 2023-11-23 |
| EP4528893A4 (en) | 2025-08-20 |
| CN119174036A (zh) | 2024-12-20 |
| US20250309422A1 (en) | 2025-10-02 |
| EP4528893A1 (en) | 2025-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7799470B2 (ja) | 円筒形電池、及び円筒形電池の製造方法 | |
| CN118541858A (zh) | 圆筒形电池 | |
| JP7422680B2 (ja) | ガスケット、及び円筒形電池 | |
| US20250158243A1 (en) | Battery and current collector | |
| EP4471927A1 (en) | Cylindrical nonaqueous electrolyte secondary battery | |
| EP4471975A1 (en) | Nonaqueous electrolyte secondary battery | |
| US20250183375A1 (en) | Cylindrical nonaqueous electrolyte secondary battery | |
| EP4369509A1 (en) | Cylindrical battery | |
| WO2023054005A1 (ja) | 円筒形電池 | |
| US20250273834A1 (en) | Cylindrical battery | |
| US20250210763A1 (en) | Cylindrical battery | |
| JP7759898B2 (ja) | 密閉型電池 | |
| JP7793532B2 (ja) | 円筒形電池 | |
| WO2023176511A1 (ja) | 円筒形電池 | |
| WO2023223791A1 (ja) | 円筒形電池 | |
| US20250055159A1 (en) | Cylindrical battery | |
| EP4583298A1 (en) | Cylindrical battery | |
| US20250226454A1 (en) | Cylindrical nonaqueous electrolyte secondary battery | |
| US20250239656A1 (en) | Cylindrical nonaqueous electrolyte secondary battery | |
| EP4700875A1 (en) | Battery | |
| EP4475297A1 (en) | Power storage device | |
| WO2024070513A1 (ja) | 円筒形電池 | |
| WO2025182714A1 (ja) | 非水電解質二次電池 | |
| WO2024048147A1 (ja) | 円筒形電池 | |
| WO2023176471A1 (ja) | 円筒形電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23807401 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024521642 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18863943 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023807401 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023807401 Country of ref document: EP Effective date: 20241217 |
|
| WWP | Wipo information: published in national office |
Ref document number: 18863943 Country of ref document: US |