WO2023176930A1 - 衣服の製造方法 - Google Patents
衣服の製造方法 Download PDFInfo
- Publication number
- WO2023176930A1 WO2023176930A1 PCT/JP2023/010346 JP2023010346W WO2023176930A1 WO 2023176930 A1 WO2023176930 A1 WO 2023176930A1 JP 2023010346 W JP2023010346 W JP 2023010346W WO 2023176930 A1 WO2023176930 A1 WO 2023176930A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet material
- garment
- sleeve member
- manufacturing
- sleeve
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 168
- 239000000463 material Substances 0.000 claims abstract description 629
- 238000005304 joining Methods 0.000 claims abstract description 121
- 238000005520 cutting process Methods 0.000 claims abstract description 49
- 238000000034 method Methods 0.000 claims description 152
- 239000013013 elastic material Substances 0.000 claims description 36
- 230000008569 process Effects 0.000 description 76
- 239000000853 adhesive Substances 0.000 description 32
- 230000001070 adhesive effect Effects 0.000 description 32
- 230000003014 reinforcing effect Effects 0.000 description 16
- 238000010586 diagram Methods 0.000 description 15
- 230000004048 modification Effects 0.000 description 15
- 238000012986 modification Methods 0.000 description 15
- 230000032258 transport Effects 0.000 description 12
- 238000003466 welding Methods 0.000 description 12
- 239000004744 fabric Substances 0.000 description 11
- 239000004745 nonwoven fabric Substances 0.000 description 8
- 238000000926 separation method Methods 0.000 description 7
- 230000014509 gene expression Effects 0.000 description 6
- 239000004831 Hot glue Substances 0.000 description 5
- 239000012779 reinforcing material Substances 0.000 description 5
- 238000011109 contamination Methods 0.000 description 4
- 210000004247 hand Anatomy 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- -1 polyethylene Polymers 0.000 description 3
- 239000000835 fiber Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 210000000707 wrist Anatomy 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 210000003423 ankle Anatomy 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 210000002683 foot Anatomy 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
Images













Classifications
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D13/00—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches
- A41D13/12—Surgeons' or patients' gowns or dresses
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41H—APPLIANCES OR METHODS FOR MAKING CLOTHES, e.g. FOR DRESS-MAKING OR FOR TAILORING, NOT OTHERWISE PROVIDED FOR
- A41H42/00—Multi-step production lines for making clothes
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41H—APPLIANCES OR METHODS FOR MAKING CLOTHES, e.g. FOR DRESS-MAKING OR FOR TAILORING, NOT OTHERWISE PROVIDED FOR
- A41H43/00—Other methods, machines or appliances
- A41H43/04—Joining garment parts or blanks by gluing or welding ; Gluing presses
Definitions
- the present invention relates to a method of manufacturing clothing.
- Patent Document 1 Japanese Patent No. 6762991
- a manufacturing method for clothing such as protective clothing covers and surgical gowns.
- Patent Document 1 Japanese Patent No. 6762991
- Japanese Patent No. 6762991 is manufactured by sewing a plurality of members such as a front panel, two rear panels, a collar, sleeves, and cuffs in a curved shape. Therefore, the garment manufacturing process disclosed in Patent Document 1 (Japanese Patent No. 6762991) is complicated and unsuitable for mass production.
- An object of the present invention is to provide a method for manufacturing clothing that is relatively simple and can be manufactured efficiently.
- the method for manufacturing clothes of the present invention includes a first conveying step, a second conveying step, a first forming step, a first overlapping step, a second overlapping step, a second forming step, and a separating step.
- a first conveyance step a first sheet material for forming a first member that is one of a front body and a back body is conveyed.
- a second sheet material for forming the second member which is the other of the front body and the back body, is conveyed.
- the third sheet material being conveyed and the fourth sheet material being conveyed are overlapped, and the third sheet material and the fourth sheet material being conveyed in an overlapping state are partially separated.
- a cylindrical sleeve member is formed by joining and cutting at a predetermined position.
- the first sheet material and the sleeve member that are being conveyed are overlapped.
- the second overlapping step the sleeve member overlaid on the first sheet material is conveyed together with the first sheet material being conveyed so that it is disposed between the first sheet material and the second sheet material.
- the second sheet material is overlapped.
- the first sheet material and the second sheet material, which are conveyed in an overlapping state, are partially joined to match the shape of the outer edge of the garment.
- the first sheet material and the second sheet material which are conveyed in an overlapping state, are partially cut to match the shape of the outer edge of the garment.
- the garment formed in the second forming step is separated from the first sheet material and the second sheet material.
- clothes can be manufactured through relatively simple steps, and clothes can be manufactured efficiently.
- the method for manufacturing clothing according to the present invention since the sleeve member is disposed between the first sheet material for forming the first member and the second sheet material for forming the second member, The outer surface (front surface) of the belt and the sleeve members can be covered with the back body. Therefore, the method for manufacturing clothing according to the present invention produces hygienically superior clothing that can prevent the occurrence of contamination due to human hands touching the outer surface of the front body or sleeve members of the manufactured clothing. Can be manufactured.
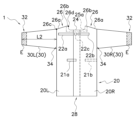
- FIG. 1 is a schematic view of a state in which a garment manufactured by the garment manufacturing method of the present invention is worn, viewed from the front side.
- FIG. 1 is a schematic view of a state in which a garment manufactured by the garment manufacturing method of the present invention is worn, viewed from the rear side.
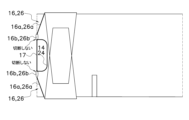
- 1 is a schematic diagram of a state of a garment manufactured by the garment manufacturing method of the present invention before being worn, viewed from the side facing outward (the side not facing a person) when worn by a wearer.
- An example of processing performed on the first sheet material in the garment manufacturing method of the present invention is schematically drawn. This is a continuation of FIG.
- FIG. 4 schematically depicts an example of the processing performed on the first sheet material, the sleeve member that joins the first sheet material, and the second sheet material in the garment manufacturing method of the present invention. are doing.
- An example of processing for forming a sleeve member from the third sheet material and the fourth sheet material in the method for manufacturing clothing of the present invention is schematically drawn.
- An example of processing performed on the second sheet material in the garment manufacturing method of the present invention is schematically drawn. It is a figure for demonstrating the example of the position where a 1st sheet material and a 2nd sheet material are cut in the 2nd formation process of the manufacturing method of the garment of this invention.
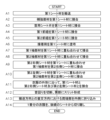
- FIG. 6 is a flowchart schematically showing an example of the flow of processing performed on the first sheet material, the sleeve member joining the first sheet material, and the second sheet material in FIGS. 4 and 5.
- FIG. 7 is a flowchart schematically showing an example of the flow of processing for forming a sleeve member from the third sheet material and the fourth sheet material in FIG. 6.
- 8 is a flowchart schematically showing an example of the flow of processing performed on the second sheet material in FIG. 7.
- FIG. 7 is a flowchart schematically showing an example of the flow of processing performed on the first sheet material, the sleeve member joining the first sheet material, and the second sheet material in FIGS. 4 and 5.
- FIG. 7 is a flowchart schematically showing an example of the flow of processing for forming a sleeve member from the third sheet material and the fourth sheet material in FIG. 6.
- 8 is a flowchart schematically showing an example of the flow of processing performed on the second sheet material in FIG. 7.
- FIG. 2 is a schematic diagram of another example of a garment manufactured by the garment manufacturing method of the present invention before being worn, as seen from the side facing outward when worn by the wearer (the side not facing a person); .
- FIG. 2 is a schematic diagram of another example of a garment manufactured by the garment manufacturing method of the present invention before being worn, as seen from the side facing outward when worn by the wearer (the side not facing a person); .
- FIG. 7 is a schematic diagram of a sleeve member formed by joining a third sheet material and a fourth sheet material, and then cutting the joined portion at the center.
- An example of processing for forming sleeve members from the third sheet material and the fourth sheet material in the method for manufacturing clothing of Modification J is schematically drawn.
- FIG. 1 is a schematic diagram of a state in which a garment 1 is worn by a wearer, viewed from the front side.
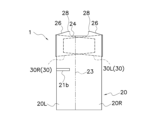
- FIG. 2 is a schematic diagram of the state in which the garment 1 is worn by the wearer, viewed from the rear side.
- FIG. 3 is a schematic diagram of the state of the garment 1 before it is worn, viewed from the side that faces outward when the wearer puts it on (the side that does not face the person).
- drawings of members that are not directly visible other than the left rear member 20L and the sleeve member 30 are omitted from the viewpoint of ease of viewing the figure.
- FIGS. 1 and 2 depict a state in which the strings described below for making the clothing 1 adhere to the body are not tied.
- the garment 1 is not the garment at the time when the garment manufacturing system 100 (to be described later) completes manufacturing of the garment 1, but the garment 1 that has been folded by the garment manufacturing system 100 in order to make the garment 1 more compact.
- the expanded state is drawn.
- the words “top”, “bottom”, “front (front)”, “back (back)”, and “right” are used to indicate directions and directions. , “left”, etc. may be used. Unless otherwise specified, these expressions mean “upper”, “lower”, “front”, “rear”, “right”, and “left” when the garment 1 is worn. Specifically, the upper side of the garment 1 means the head side of the wearer when the garment 1 is normally worn, and the front side of the garment 1 means the chest (front side) of the wearer when the garment 1 is normally worn. ) side, and the right side of the garment 1 means the wearer's right arm side when the garment 1 is normally worn. The same applies to other expressions.
- outer surface means the side of the garment 1 that faces the wearer in the normal wearing state
- outer surface means the side of the garment 1 that does not face the wearer in the normal wearing state. do.
- the garment 1 manufactured by the manufacturing method of the present invention is not limited in its uses, but can be used, for example, as a surgical gown or a protective cover used during work. Although the number of uses is not limited, the clothing 1 is, for example, disposable clothing that is discarded after use. Clothes 1 cover not only the wearer's upper body but also the wearer's lower body from the waist to around the ankles.
- the garment 1 includes, as main members, a front member 10 (front body) which is an example of a first member, a back member 20 (back body) which is an example of a second member, and a first sleeve member 30R (right sleeve). ) and a second sleeve member 30L (left sleeve). Note that the difference between the first sleeve member 30R and the second sleeve member 30L is the difference in which side of the members 10 and 20 they are placed on (which arm of the wearer is inserted); The shape and structure are the same.
- the first sleeve member 30R and the second sleeve member 30L will not be called different, and will be referred to as the sleeve member 30 and the second sleeve member 30L. It is sometimes called by the name.
- the front member 10, the rear member 20, and the sleeve member 30 are such that the front member 10 and the sleeve member 30 are joined at a predetermined location, the rear member 20 and the sleeve member 30 are joined at a predetermined location, and the front member 10 and the sleeve member 30 are joined at a predetermined location.
- the garment 1 is configured by joining the rear member 20 at a predetermined location. The joining of the front member 10 and the sleeve member 30, the joining of the rear member 20 and the sleeve member 30, and the joining of the front member 10 and the rear member 20 will be described later.
- the material of the front member 10 and the rear member 20 is not limited, but may be, for example, a film made of thermoplastic resin or a nonwoven fabric.
- the material of the front member 10 and the rear member 20 is polyolefin resin such as polyethylene or polypropylene, polyethylene terephthalate, nylon, or the like. By using such a material, it is possible to thermally weld the front member 10 and the rear member 20.
- the front member 10 and the rear member 20 do not need to be made of a single type of material, and may be made of a material made of a plurality of laminated materials.
- a reinforcing member 12 made of a different material from the front member 10 is attached to the inner surface of the front member 10 (see FIG. 1).
- the reinforcing member 12 is arranged in a region from the chest of the front member 10 to near the hem 18 over almost the entire front member 10 in the left-right direction.
- a neck member 15a is attached to the inner surface of the front member 10 around the front neckline 14 of the garment 1.
- a neck member 25a is attached to the inner surface of the rear member 20 around the rear neckline 24 of the garment 1, as shown in FIG.
- the front member 10, the rear member 20, and the sleeve member 30 will be explained in further detail.
- each member (1-2-1) Front member The front member 10 is a substantially rectangular sheet-like member as shown in FIG. However, a generally C-shaped neckline 14 is formed at the upper part of the front member 10 so as to be recessed downward for the wearer's head to pass through. Note that the shape of the neckline 14 is arbitrary; for example, the shape of the neckline 14 may be approximately V-shaped.
- the shoulder portion 16 of the front member 10 that covers the wearer's shoulders has an inclined portion extending diagonally downward from the neckline 14 side to the sleeve member 30 side, as shown in FIG. 1, so as to fit the wearer's body. 16a.
- the shoulder portion 16 of the front member 10 includes a horizontal portion 16b extending between the neckline 14 and the slope portion 16a, as shown in FIG. With the shoulder portion 16 having such a configuration, the end 16c of the shoulder portion 16 on the sleeve member 30 side is closer to the hem of the garment 1 (the hem of the front member 10) than the end 16d of the shoulder portion 16 on the neckline 14 side. 18).
- a first front string 11a and a second front string 11b are attached to the outer surface of the front member 10 near the waist as accessories.
- the first front string 11a and the second front string 11b are drawn in front of the front side member 10, but when the wearer actually wears the garment 1, the first front string 11a and the second front string 11b are drawn in front of the front member 10.
- the front string 11b is tied on the back side of the wearer. By tying the first front string 11a and the second front string 11b on the wearer's back side, the garment 1 can be brought into close contact with the wearer's body near the wearer's waist.
- the rear member 20 includes a right rear member 20R and a left rear member 20L.
- the right rear member 20R and the left rear member 20L are each substantially rectangular sheet-like members.
- the right rear member 20R and the left rear member 20L are arranged to overlap.
- a portion near the left end of the right rear member 20R is arranged so as to overlap a portion near the right end of the left rear member 20L.
- the portion near the left end of the right rear member 20R is located further back than the portion near the right end of the left rear member 20L, but the shape of the garment 1 is not limited to such a shape.
- the design may be modified so that the portion near the right end of the left rear member 20L is arranged rearward than the portion near the left end of the right rear member 20R.
- the outer shape of the rear member 20 is similar to that of the front member 10.
- the rear member 20 is a substantially rectangular sheet-like member, as shown in FIG. 2 .
- a generally C-shaped neckline 24 is formed at the upper part of the rear member 20 so as to be recessed downward for the wearer's head to pass through.
- the shape of the neckline 24 is arbitrary; for example, the shape of the neckline 24 may be approximately V-shaped.
- the shoulder portion 26 of the rear member 20 that covers the wearer's shoulders has an inclination extending diagonally downward from the neckline 24 side to the sleeve member 30 side, as shown in FIG. 2, so as to fit the wearer's body. 26a.
- the shoulder portion 26 of the rear member 20 includes a horizontal portion 26b extending between the neckline 24 and the inclined portion 26a, as shown in FIG.
- the end 26c of the shoulder portion 26 on the sleeve member 30 side is closer to the hem of the garment 1 (the rear member 20) than the end 26d of the shoulder portion 26 on the neckline 24 side. It is located near the hem 28).
- the front member 10 and the rear member 20 are joined and integrated at the following parts.
- a shoulder portion 26 of the rear member 20 is joined to a shoulder portion 16 of the front member 10.
- the left and right outer edges of the rear member 20 and the front member 10 are connected from the joints (armpit parts) of the front member 10 and the rear member 20 with the lower ends of the sleeve members 30 to the front member 10 and the rear member 20.
- the entire hem 18, 28 is joined.
- the neckline 24 of the rear member 20 and the neckline 14 of the front member 10 are not joined because the wearer needs to stick out his or her head. Furthermore, the hem 28 of the rear member 20 and the hem 18 of the front member 10 are not joined to allow the wearer to expose his or her feet.
- a first neck strap 22a and a second neck strap 22b are attached as accessories near the neckline 24 on the outer surface of the rear member 20.
- the first neck strap 22a is attached to the left rear member 20L
- the second neck strap 22b is attached to the right rear member 20R.
- the first neck strap 22a and the second neck strap 22b are tied together on the back side of the wearer.
- the garment 1 can be brought into close contact with the wearer's body around the wearer's neck.
- an outer waist strap 21a and an inner waist strap 21b are attached as accessories.
- the waist outer string 21a is attached to the outer surface of the left rear member 20L.
- the inner waist string 21b is attached to the inner surface of the right rear member 20R.
- a hook and loop fastener 22c (hook portion) is provided as an accessory on the inner surface of the right rear member 20R, which faces the outer surface of the left rear member 20L.
- the hook-and-loop fastener 22c is attached to the fibers (loop portion) on the outer surface of the left rear member 20L, and the garment 1 is attached around the wearer's neck. Used to hold it close to the body.
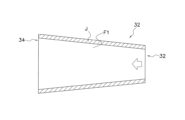
- (1-2-3) Sleeve Member The sleeve member 30 is a part through which the wearer of the garment 1 passes his arm.
- the sleeve member 30 is a cylindrical member.
- a cuff 32 is provided at one end of the sleeve member 30, through which the wearer of the garment 1 puts his/her hand.
- the other end of the sleeve member 30 is provided with an armhole 34 into which the wearer of the garment 1 inserts his or her arm.
- the sleeve member 30 is joined to the front member 10 and the rear member 20 at the end on the armhole 34 side. Specifically, the outer edge of the front end of the first sleeve member 30R on the armhole 34 side is joined to the right outer edge of the outer surface of the front member 10 over the entire area in the vertical direction. Further, the outer edge of the end of the rear surface of the first sleeve member 30R on the armhole 34 side is joined to the right outer edge of the outer surface of the rear member 20 (right rear member 20R) over the entire area in the vertical direction.
- the outer edge of the end of the front surface of the second sleeve member 30L on the armhole 34 side is joined to the left outer edge of the outer surface of the front member 10 over the entire area in the vertical direction.
- the outer edge of the rear end of the second sleeve member 30L on the armhole 34 side is joined to the left outer edge of the outer surface of the rear member 20 (left rear member 20L) over the entire area in the vertical direction.
- the size of the opening of the cuff 32 is smaller than the size of the opening of the armhole 34 of the sleeve member 30.
- the excess cuff 32 of the sleeve member 30 is less likely to interfere with work.
- the wearer of the garment 1 can easily move his or her arms freely.
- the elastic material E is arranged (attached) to the cuff 32 of the sleeve member 30.
- the elastic material E is, for example, a highly elastic sheet-like member or a rubber thread. Since the cuffs 32 are squeezed by the elastic material E of the cuffs 32 of the sleeve member 30, the cuffs 32 are less likely to get in the way of work, and foreign matter is less likely to enter the inside of the garment 1 from the cuffs 32.
- the garment manufacturing system 100 that manufactures the garment 1 manufactures the garment 1 in a folded state, as will be described later.
- the shape of the garment 1 after unfolding the folded garment 1 manufactured by the garment manufacturing system 100 is not the garment 1 in the folded state, but the shape of the garment 1 before being worn by the wearer. It is called.
- the outer surface of the front member 10 will be placed in front of the wearer, and the outer surface of the rear member 20 will be placed behind the wearer. Furthermore, after wearing the garment 1, the inner surface of the front member 10 faces the front surface of the wearer, and the inner surface of the rear member 20 faces the back surface of the wearer.
- the inner surface of the front member 10 (the surface facing the wearer after wearing) is arranged on the outside, and the inner surface of the rear member 20 (the surface facing the wearer after wearing) is arranged on the outside. ) are placed on the outside.
- the outer surface of the front member 10 (the surface that does not face the wearer after being worn) is arranged on the inside, and the outer surface of the rear member 20 (the surface that does not face the wearer after being worn) is placed inside.
- the surface that will be placed on the outside when worn by the wearer is not exposed to the outside.
- the sleeve member 30 is disposed between the outer surface of the front member 10 and the outer surface of the rear member 20. Note that the armhole 34 of the sleeve member 30 disposed between the front member 10 and the rear member 20 is open on the side surface of the garment 1. In other words, in the garment 1 before being worn by the wearer, the wearer is in a state where the arm can be inserted into the armhole 34 of the sleeve member 30.
- the wearer When the wearer wears the garment 1, the wearer makes the inner surface of the front member 10 of the garment 1 shaped as shown in FIG. 3 (the surface facing the wearer after wearing) face the front of the wearer. Then, the wearer inserts his right arm through the armhole 34 of the first sleeve member 30R, and takes out his right wrist from the cuff 32 of the first sleeve member 30R. Further, the wearer inserts his/her left arm through the armhole 34 of the second sleeve member 30L, and takes out the left wrist from the cuff 32 of the second sleeve member 30L.
- an assistant assisting the wearer in putting on the garment 1 may check the inner surface of the rear member 20 (the inner surface of the right rear member 20R and the inner surface of the left rear member 20L) placed in front of the wearer. , the back of the wearer is covered with the right rear member 20R and the left rear member 20L so as to face the wearer's back. Then, the assistant attaches the hook-and-loop fastener 22c provided on the inner surface of the right rear member 20R to the fibers (loop) on the outer surface of the left rear member 20L.
- the assistant ties the first neck strap 22a and the second neck strap 22b on the wearer's back side, and ties the waist outer string 21a and the waist inner string 21b on the wearer's back side.
- the assistant or the wearer ties the first front string 11a and the second front string 11b together on the back side of the wearer.
- the wearer can wear the garment 1 in the manner described above.
- FIG. 4 schematically depicts an example of processing performed on the first sheet material W1.
- FIG. 5 is a continuation of FIG. 4 and schematically depicts an example of processing performed on the first sheet material W1, the sleeve member 30 that joins the first sheet material W1, and the second sheet material W2. are doing.
- FIG. 6 schematically depicts an example of processing for forming the sleeve member 30 from the third sheet material W3 and the fourth sheet material W4.
- FIG. 7 schematically depicts an example of processing performed on the second sheet material W2.
- the dashed-dotted line indicating the neckline and shoulder portion of the garment and the dashed-dotted line (the dashed-dotted line indicating the boundary of the area of the sheet material used to manufacture one garment 1)
- the dot-dashed line drawn at the position corresponding to the hem of the figure) is drawn from the viewpoint of ease of understanding, and does not mean that a perforation or the like is physically provided.
- members that are not directly visible are shown with broken lines, but in FIG. 5, drawings of members that are not directly visible are omitted to avoid complicating the drawings.
- FIG. 8 is a diagram for explaining an example of the positions where the first sheet material W1 and the second sheet material W2 are cut in the second forming step of the method for manufacturing the garment 1.
- FIG. 9 is a diagram illustrating another example of the positions at which the first sheet material W1 and the second sheet material W2, which are conveyed in an overlapping state, are cut in the second forming step of the method for manufacturing the garment 1. It is a diagram.
- FIG. 10 corresponds to FIGS. 4 and 5, and is an example of the process flow performed on the first sheet material W1, the sleeve member 30 that joins the first sheet material W1, and the second sheet material W2. It is a flowchart which shows typically.
- FIG. 11 corresponds to FIG. 6 and is a flowchart schematically showing an example of a process flow for forming the sleeve member 30 from the third sheet material W3 and the fourth sheet material W4.
- FIG. 12 corresponds to FIG. 7 and is a flowchart schematically showing an example of the processing flow performed on the second sheet material W2.
- FIG. 13 is a diagram schematically depicting some of the main parts of the garment manufacturing system 100, mainly including a device that processes the first sheet material W1, a device that forms the sleeve member 30, is being drawn.
- FIG. 14 is a diagram schematically depicting some of the main parts of the garment manufacturing system 100, mainly depicting a device that processes the second sheet material W2.
- FIG. 15 is a diagram schematically depicting a part of the main parts of the garment manufacturing system 100, mainly for forming the garment 1 by merging the second sheet material W2 with the first sheet material W1 and the sleeve member 30. Drawing the device.
- the main materials are the first sheet material W1 for manufacturing the front member 10 and the material used for manufacturing the rear member 20.
- the second sheet material W2, and the third sheet material W3 and fourth sheet material W4 for manufacturing the sleeve member 30 are used. Note that materials used other than the first sheet material W1, the second sheet material W2, the third sheet material W3, and the fourth sheet material W4 will be explained in the explanation of the method for manufacturing the garment 1.
- the first sheet material W1 and the second sheet material W2 are, for example, thermoplastic resin sheets.
- the width of the first sheet material W1 (the length in the direction perpendicular to the conveyance direction of the first sheet material W1, see FIG. 4) is the length L1 of the left and right widths of the front member 10 and the rear member 20 of the garment 1 ( (see Figure 1).
- the third sheet material W3 and the fourth sheet material W4 are, for example, sheets in which a nonwoven fabric and a reinforcing material are laminated.
- the width of the third sheet material W3 and the fourth sheet material W4 (the length in the direction orthogonal to the conveyance direction, see FIG. 6) is equal to the left and right width L2 of the sleeve member 30 (see FIG. 2).
- the first sheet material W1 and the second sheet material W2 are unwound from a raw roll (not shown).
- the third sheet material W3 is manufactured by overlapping and joining the sleeve sheet material W3nw (nonwoven fabric) unwound from the original fabric roll and the reinforcing sheet material W3r of the reinforcing material unwound from the original fabric roll.
- the fourth sheet material W4 is manufactured by overlapping and joining a sleeve sheet material W4nw (nonwoven fabric) that is unwound from the original fabric roll and a reinforcing sheet material W4r that is a reinforcing material that is unwound from the original fabric roll.
- the garment manufacturing system 100 mainly uses a first sheet material conveying device 110 as a device that processes the first sheet material W1, and the sleeve member 30 and the second sheet material W2 that have joined the first sheet material W1.
- the garment manufacturing system 100 mainly includes a third sheet material forming and conveying device 210, a fourth sheet material forming and conveying device 220, elastic material joining devices 205 and 215, and a sleeve edge joining device 230 as devices for forming the sleeve member 30. , a sleeve edge cutting device 240, and position adjustment devices 245, 250 (see FIG. 13).
- the garment manufacturing system 100 mainly includes a second sheet material conveying device 310, a sheet piece joining device 320, a slitting device 330, and neck strap joining devices 340, 390 as devices that process the second sheet material W2. , a waist strap joining device 350, 380, a hook-and-loop fastener joining device 360, and an adhesive application device 370, 400 (see FIG. 14). The functions of each device will be explained together with the manufacturing method.
- the first sheet material conveying device 110 uses, for example, a plurality of rollers to convey the first sheet material W1 that is unwound from an original fabric roll (not shown) (step A1 in FIG. 10).
- the process of step A1 in FIG. 10 is an example of the first conveyance process of conveying the first sheet material W1 for forming the front side member 10, which is one of the front body and the back body (here, the front body). be.
- the first sheet material W1 may be a sheet material in which a plurality of sheets are laminated
- the manufacturing process of the garment 1 is a sheet material in which a plurality of sheets are laminated in a plurality of layers. It may also include a step of manufacturing the first sheet material W1.
- the reinforcing member joining device 120 connects the reinforcing member 12 cut out from a sheet material (not shown) that is unwound from a raw roll (not shown) to a first sheet material conveying device 110 that transports the reinforcing member 12. It is joined to the sheet material W1 (step A2 in FIG. 10).
- the joining method may be welding or adhesion, and may be selected as appropriate.
- the reinforcing member joining device 120 attaches the reinforcing member 12 to the first sheet material W1 being conveyed so that the reinforcing member 12 is placed at a predetermined position on the inner surface of the front member 10 in the manufactured garment 1. join.
- the shape of the reinforcing member 12 may be determined as appropriate, it is, for example, a rectangular shape.
- the first sheet material conveying device 110 conveys a neck sheet piece 15 cut out from a sheet material (not shown) that is unwound from a raw roll (not shown). It is joined to the first sheet material W1 (step A3 in FIG. 10).
- the joining method may be welding or adhesion using an adhesive, and may be selected as appropriate.
- the sheet piece joining device 130 attaches a neck member 15a (the neck sheet piece 15 is cut together with the first sheet material W1 in a later process) to a predetermined position around the neckline 14 on the inner surface of the front side member 10 in the manufactured garment 1.
- the neck sheet piece 15 is joined to the first sheet material W1 being conveyed so that the member remaining on the front side member 10 is arranged.
- the shape of the neck sheet piece 15 may be determined as appropriate, but is, for example, rectangular.
- the front string joining device 140 overlaps the sheet material Wa1 and the sheet material Wa2 cut out from the raw fabric roll (not shown), and moves the overlapped sheet materials once in a direction perpendicular to the conveyance direction.
- the first front string 11a which is folded and joined at a predetermined point and cut to a predetermined width in the transport direction, is joined to the first sheet material W1 transported by the first sheet material transport device 110 (see FIG. 10).
- Step A4 joins the first front string 11a to the first sheet material W1 being conveyed so that the first front string 11a is placed at a predetermined position on the front member 10 in the manufactured garment 1.
- the joining method may be welding or adhesion, and may be selected as appropriate.
- the front string joining device 150 (see FIG. 13) is similar to the front string joining device 140, in which the first sheet material conveying device 110 transports the second front string 11b formed from the sheet material Wb1 and the sheet material Wb2. (Step A5 in FIG. 10).
- the front string joining device 150 joins the second front string 11b to the first sheet material W1 being conveyed so that the second front string 11b is placed at a predetermined position on the front member 10 in the manufactured garment 1.
- the joining method may be welding or adhesion, and may be selected as appropriate.
- the adhesive applicator 160 coats the outer surface of the first sheet material W1 conveyed by the first sheet material conveying device 110 (the surface that becomes the outer surface of the front member 10 when it becomes the garment 1), and the sleeve Adhesive is applied to the positions where the members 30 (first sleeve member 30R and second sleeve member 30L) are to be joined (step A6 in FIG. 10). Specifically, the adhesive applicator 160 is placed on the right side edge of the outer surface of the first sheet material W1, at a position where the first sleeve member 30R to be placed on the first sheet material W1 in a later step contacts. Apply adhesive.
- the adhesive applicator 160 also applies adhesive to the left side edge of the outer surface of the first sheet material W1, at a position where the second sleeve member 30L to be placed on the first sheet material W1 in a later step comes into contact. Apply. Although not limited to, the adhesive applied by adhesive applicator 160 is a hot melt adhesive.
- the sleeve member 30 is mainly composed of a third sheet material W3 and a fourth sheet material W4.
- the third sheet material forming and conveying device 210 includes a sleeve sheet material W3nw of nonwoven fabric fed out from an original fabric roll (not shown) and a reinforcing sheet of reinforcing material fed out from an original fabric roll (not shown).
- the third sheet material W3 manufactured by overlapping and joining the material W3r is conveyed (step B1 in FIG. 11). Note that, in FIG. 13, illustration of a mechanism for merging and joining the sleeve sheet material W3nw and the reinforcing sheet material W3r is omitted.
- the elastic material joining device 205 arranges elastic materials E at both ends of the third sheet material W3 to be transported in a direction orthogonal to the direction in which the third sheet material W3 is transported, and joins them (steps in FIG. 11). B2).
- the process of step B2 in FIG. 11 is an example of a placement process.
- the fourth sheet material forming and conveying device 220 includes a sleeve sheet material W4nw of nonwoven fabric fed out from an original fabric roll (not shown) and a reinforcing sheet of reinforcing material fed out from an original fabric roll (not shown).
- the fourth sheet material W4 manufactured by overlapping and joining the material W4r is conveyed (step B3 in FIG. 11). Note that, in FIG. 13, illustration of a mechanism for merging and joining the sleeve sheet material W4nw and the reinforcing sheet material W4r is omitted.
- step B3 is shown here after step B1 and step B2 for convenience of illustration, this does not mean that step B3 is executed after step B1 and step B2. Steps B1 and B2, and step B3 and step B4, which will be described later, may be executed in parallel.
- the elastic material joining device 215 arranges elastic materials E at both ends of the fourth sheet material W4 to be transported in a direction orthogonal to the direction in which the fourth sheet material W4 is transported, and joins them (steps in FIG. 11). B4).
- the process of step B4 in FIG. 11 is an example of a placement process.
- the third sheet material W3 after the elastic material E has been attached and the fourth sheet material W4 after the elastic material E has been attached are merged (step B5 in FIG. 11) and are in an overlapping state.
- the third sheet material W3 and the fourth sheet material W4 in a superposed state are conveyed in the first direction D1 (see FIG. 13).
- the sleeve edge joining device 230 partially joins the third sheet material W3 and the fourth sheet material W4, which are conveyed in the first direction D1 (see FIG. 6) in an overlapping state. (Step B6 in FIG. 11). Specifically, the sleeve edge joining device 230 moves the third sheet material W3 and the fourth sheet material W4, which are conveyed in the first direction D1 in an overlapping state, in a direction intersecting the first direction D1. The third sheet material W3 and the fourth sheet material W4 are joined along the entire width direction (see the thick solid line drawn above the reference numeral B6 in FIG. 6).
- the sleeve edge joining device 230 connects the third sheet material W3 and the fourth sheet material W4, which are conveyed in the first direction D1 in an overlapping state, to the third sheet material W3 and the fourth sheet material W4.
- the first joint and the joint adjacent to this joint in the first direction D1 have the same shape as the upper and lower edges of the outer shape of the sleeve member 30.
- the third sheet material W3 and the fourth sheet material W4 are joined across the entire width direction so that they generally match.
- the sleeve edge joining device 230 joining the third sheet material W3 and the fourth sheet material W4 in this way, the third sheet material W3 and the fourth sheet are conveyed in the first direction D1 in an overlapping state.
- the sleeve member 30 has the cuff 32 disposed on one end side in the second direction D2 orthogonal to the first direction D1. and sleeve members 30 having cuffs 32 arranged on the other end side in the second direction D2 are arranged alternately (however, the sleeve members 30 are connected to each other) (see FIG. 6). .
- the method of joining the third sheet material W3 and the fourth sheet material W4 by the sleeve edge joining device 230 may be thermal welding or ultrasonic welding. Further, the method for joining the third sheet material W3 and the fourth sheet material W4 by the sleeve edge joining device 230 may be adhesion using an adhesive.
- the sleeve edge cutting device 240 (see FIG. 13) is disposed downstream of the sleeve edge joining device 230 in the first direction D, and cuts the third sheet material W3 that is conveyed in the first direction D1 in an overlapping state. And each of the joint parts of the fourth sheet material W4 by the sleeve edge joining device 230 is cut at the center of the joint part along the direction in which the joint parts extend (step B7).
- the sleeve edge cutting device 240 cuts off the sleeve members 30 that are connected to each other on the third sheet material W3 and the fourth sheet material W4 that are being conveyed, and separates the sleeve members 30 from the other sleeve members 30. form 30.
- a cuff is formed on one end side in a second direction D2 perpendicular to the first direction D1 from the third sheet material W3 and the fourth sheet material W4 which are conveyed in the first direction D1 in an overlapping state.
- a cylindrical first sleeve member 30R in which the cuff 32 is disposed and a cylindrical second sleeve member 30L in which the cuff 32 is disposed on the other end side in the second direction D2 are alternately formed.
- the first sleeve member 30R is used as a right sleeve
- the second sleeve member 30L is used as a left sleeve.
- the first sleeve member 30R and the second sleeve member 30L are alternately formed from the third sheet material W3 and the fourth sheet material W4 which are conveyed in the first direction D1 in an overlapping state. Therefore, even if the sleeve member 30 is formed such that the opening on the side of the cuff 32 is smaller than the opening on the side of the armhole 34 (even if the sleeve member 30 is not uniform in thickness), the scraps can be The occurrence of can be suppressed.
- the method for manufacturing the garment 1 may include a cutting step of cutting the stretchable material E to be attached to the portion that will become the armhole 34 of the sleeve member 30 at the same time as the steps B6 and B7, or before or after the steps B6 and B7. preferable.
- the cutting process for example, heat is applied to a portion of the sleeve member 30 that will become the armhole 34, thereby cutting the elastic material E using heat.
- the sleeve member 30 formed by performing steps B5 to B7 as an example of the first forming step is overlapped by positioning the sleeve member 30 on the first sheet material W1 by the position adjustment devices 245 and 250. It is transported to the matching devices 260 and 270 (step B8). Note that the position adjustment devices 245 and 250 transport the first sleeve member 30R to the sleeve member stacking device 260, and transport the second sleeve member 30L to the sleeve member stacking device 270. I will explain in detail.
- the position adjustment device 245 conveys the sleeve member 30 to the position adjustment device 250 and delivers the sleeve member 30 to the position adjustment device 250.
- the position adjustment device 245 has a function of adjusting the distance between adjacent sleeve members 30 in the conveyance direction of the sleeve members 30.
- the position adjustment device 245 includes a roller and a plurality of holding members provided along the circumferential direction on the outer periphery of the roller (not shown).
- the holding member is a member that receives and holds the formed sleeve member 30.
- the position adjustment device 245 changes the relative position of the holding member to the roller in the circumferential direction of the roller when the holding member is rotated by rotating the roller to convey the sleeve member 30. The distance between adjacent sleeve members 30 in the direction is increased.
- the position adjustment device 250 transports the first sleeve member 30R to the sleeve member stacking device 260, and transports the second sleeve member 30L to the sleeve member stacking device 270. transport.
- the position adjustment device 250 has a function of adjusting the distance between adjacent sleeve members 30 at least in the direction (width direction) orthogonal to the conveyance direction.
- the position adjustment device 250 includes a roller and a plurality of holding members provided along the circumferential direction on the outer periphery of the roller (not shown).
- the holding member is a member that receives and holds the formed sleeve member 30.
- the position adjustment device 250 rotates the roller and rotates the holding member to convey the sleeve member 30.
- the position adjustment device 250 changes the relative position of the holding member to the roller along the rotational axis direction of the roller when the sleeve member 30 is conveyed by rotating the roller.
- the distance between adjacent sleeve members 30 is increased in the member conveyance direction.
- the first sleeve member 30R and the second sleeve member 30L are different from each other during transportation. They will be transported along a transport route, and each will be transported to a different location. Specifically, the first sleeve member 30R is transported to the sleeve member stacking device 260, and the second sleeve member 30L is transported to the sleeve member stacking device 270.
- the sleeve member stacking device 260 stacks the transported first sheet material W1 and the first sleeve member 30R (step A7 in FIG. 10).
- Step A7 in FIG. 10 is an example of the first overlapping process.
- the sleeve member stacking device 260 stacks the first sleeve member 30R on the first sheet material W1 being conveyed so that the first sleeve member 30R is placed at a predetermined position on the outer surface of the front member 10 in the manufactured garment 1. Overlap.
- step A7 in FIG. 10 is also part of the joining process of joining the first sheet material W1 and the sleeve member 30.
- the sleeve member stacking device 270 stacks the transported first sheet material W1 and the second sleeve member 30L (step A8 in FIG. 10).
- Step A8 in FIG. 10 is an example of the first overlapping process.
- the sleeve member stacking device 260 stacks the second sleeve member 30L on the first sheet material W1 being conveyed so that the second sleeve member 30L is placed at a predetermined position on the outer surface of the front member 10 in the manufactured garment 1. Overlap.
- step A8 in FIG. 10 is also part of the joining process of joining the first sheet material W1 and the sleeve member 30.
- the second sheet material conveying device 310 uses, for example, a plurality of rollers to convey the second sheet material W2 that is unwound from the original fabric roll (not shown) (step C1 in FIG. 12).
- the process of step C1 in FIG. 12 is an example of a second conveyance process of conveying the second sheet material W2 for forming the rear side member 20, which is the other of the front body and the back body (here, the rear body). It is.
- the second sheet material W2 may be a sheet material in which a plurality of sheets are laminated
- the manufacturing process of the garment 1 is a sheet material in which a plurality of sheets are laminated in a plurality of layers. It may also include a step of manufacturing the second sheet material W2.
- the second sheet material conveying device 310 conveys the neck sheet piece 25 cut out from a sheet material (not shown) that is paid out from a raw roll (not shown). It is joined to the second sheet material W2 (step C2 in FIG. 12).
- the joining method may be welding or adhesion using an adhesive, and may be selected as appropriate.
- the sheet piece joining device 320 attaches the neck member 25a (the neck sheet piece 25 is attached together with the second sheet material W2 in a later process) to a predetermined position around the neckline 24 on the inner surface of the rear side member 20 in the manufactured garment 1.
- the neck sheet piece 25 is joined to the second sheet material W2 that is being conveyed so that the member remaining on the rear side member 20 as a result of being cut is arranged.
- the shape of the neck sheet piece 25 may be determined as appropriate, but is, for example, rectangular.
- the slitting device 330 (see FIG. 14) slits the second sheet material W2 that is being transported, at an intermediate portion in the width direction of the second sheet material W2 (a direction orthogonal to the transport direction of the second sheet material W2). A slit is formed in the conveying direction of the sheet material W2 (step C3 in FIG. 12).
- the process of step C3 in FIG. 12 is an example of the third forming process.
- the second sheet material W2 in which slits have been formed by the slitting device 330 is divided into a second right sheet material W2a and a second left sheet material W2b and is conveyed.
- the following processing is performed on the second right sheet material W2a.
- the neck strap joining device 340 joins the second neck strap 22b to the second right sheet material W2a that is being transported (step C4 in FIG. 12).
- the neck strap joining device 340 attaches the second neck strap to the second right sheet material W2a being conveyed so that the second neck strap 22b is placed at a predetermined position on the outer surface of the rear member 20 in the manufactured garment 1. 22b is joined.
- the neck strap joining device 340 is functionally similar to the front strap joining devices 140 and 150, with the only difference being the joining position of the strings, the length of the strings to be joined, and the like.
- a detailed explanation of the neck strap joining device 340 will be omitted.
- the waist strap joining device 350 joins the waist inner strap 21b to the second right sheet material W2a that is being transported (step C5 in FIG. 12).
- the waist strap joining device 350 joins the inner waist strap 21b to the second right sheet material W2a being conveyed so that the inner waist strap 21b is placed at a predetermined position on the inner surface of the rear member 20 in the manufactured garment 1. do.
- the waist strap joining device 350 is functionally similar to the front strap joining devices 140 and 150, with the only difference being the joining position of the straps, the length of the straps to be joined, and the like.
- a detailed explanation of the neck strap joining device 340 will be omitted.
- the hook-and-loop fastener joining device 360 joins the hook-and-loop fastener 22c to the second right sheet material W2a that is being transported (step C6 in FIG. 12).
- the hook-and-loop fastener joining device 360 joins the hook-and-loop fastener 22c to the second right sheet material W2a being conveyed so that the hook-and-loop fastener 22c is placed at a predetermined position on the inner surface of the rear member 20 in the manufactured garment 1. .
- the adhesive applicator 370 applies the outer surface of the second right sheet material W2a being conveyed (the surface that becomes the outer surface of the front member 10 when it becomes the garment 1), and the first sleeve member 30R. Adhesive is applied to the position to be joined (step C7 in FIG. 12). Specifically, the adhesive application device 370 applies adhesive to the right edge of the second right sheet material W2a, at a position that will be contacted by the first sleeve member 30R in a subsequent step.
- the adhesive applied by adhesive applicator 370 is a hot melt adhesive.
- steps C8 to C10 are shown after steps C4 to C7, but this does not mean that steps C8 to C10 are executed after steps C4 to C7. It doesn't mean anything. Steps C4 to C and steps C8 to C10 may be executed in parallel.
- the waist strap joining device 380 joins the waist outer strap 21a to the second left sheet material W2b that is being transported (step C8 in FIG. 12).
- the waist strap joining device 380 joins the outer waist strap 21a to the second left sheet material W2b being conveyed so that the outer waist strap 21a is placed at a predetermined position on the outer surface of the rear member 20 in the manufactured garment 1. do.
- the waist strap joining device 380 is functionally similar to the front strap joining devices 140 and 150, with the only difference being the joining position of the straps, the length of the straps to be joined, and the like.
- a detailed explanation of the waist strap joining device 380 will be omitted.
- the neck strap joining device 390 joins the first neck strap 22a to the second left sheet material W2b that is being transported (step C9 in FIG. 12).
- the neck strap joining device 390 attaches the first neck strap to the second left sheet material W2b being conveyed so that the first neck strap 22a is arranged at a predetermined position on the outer surface of the rear member 20 in the manufactured garment 1. 22a is joined.
- the neck strap joining device 390 is functionally similar to the front strap joining devices 140 and 150, with the only difference being the joining position of the strings, the length of the strings to be joined, and the like.
- a detailed explanation of the neck strap joining device 390 will be omitted.
- the adhesive applicator 400 applies the outer surface of the second left sheet material W2b being conveyed (the surface that becomes the outer surface of the front member 10 when it becomes the garment 1), and the second sleeve member 30L. Adhesive is applied to the position to be joined (step C10 in FIG. 12). Specifically, the adhesive application device 400 applies adhesive to the left side edge of the second left sheet material W2b at a position that will be contacted by the second sleeve member 30L in a later step.
- the adhesive applied by the adhesive applicator 400 is a hot melt adhesive.
- the second sheet material stacking device 410 (see FIG. 15) is configured such that the first sleeve member 30R stacked on the first sheet material W1 is arranged between the first sheet material W1 and the second right side sheet material W2a.
- the conveyed first sheet material W1 and the conveyed second right side sheet material W2a (second sheet material W2) are overlapped (step A9 in FIG. 10).
- Step A9 in FIG. 10 is an example of the second overlapping process.
- step A9 in FIG. 10 is also part of the joining process of joining the second sheet material W2 (second right sheet material W2a) and the sleeve member 30.
- the second sheet material stacking device 420 (see FIG. 15) is configured such that the second sleeve member 30L stacked on the first sheet material W1 is arranged between the first sheet material W1 and the second left sheet material W2b.
- the conveyed first sheet material W1 and the conveyed second left sheet material W2b (second sheet material W2) are overlapped (step A10 in FIG. 10).
- Step A10 in FIG. 10 is an example of the second overlapping process.
- step A10 in FIG. 10 is also part of the joining process of joining the second sheet material W2 (second left sheet material W2b) and the sleeve member 30.
- the first sheet material W1, the first sleeve member 30R, the second sleeve member 30L, and the first sheet material W1, the first sleeve member 30R, the second sleeve member 30L, and the The two sheet materials W2 are arranged in this order. Further, by going through the steps A9 and A10, the first sleeve member 30R and the second sleeve member 30L are formed on the outer surface of the first sheet material W1 (the surface that becomes the outer surface of the front member 10 when it becomes the garment 1). ) and the outer surface of the second sheet material W2 (the surface that becomes the outer surface of the rear member 20 when it becomes the garment 1).
- the first sheet material W1 and the second sheet material W2 that have been overlaid through the processes of step A9 and step A10 are conveyed further downstream.
- one garment 1 is formed from the region Z of the first sheet material W1 and the second sheet material W2 that are conveyed in an overlapping state.
- the area Z is an area surrounded by the line segment X1, the line segment X2, and both edges of the first sheet material W1 and the second sheet material W2 in the direction perpendicular to the conveyance direction.
- Line segment X1 and line segment X2 are straight lines extending in the width direction of first sheet material W1 and second sheet material W2, orthogonal to the longitudinal direction of first sheet material W1 and second sheet material W2.
- the line segment X1 and the line segment X2 are spaced apart by a length L3 (see FIG. 3), which is the entire length of the garment 1.
- the garment 1 is manufactured using most of the materials in the region Z of the first sheet material W1 and the second sheet material W2.
- the scraps of the first sheet material W1 and the second sheet material W2 in the area Z are the neckline of the garment 1 (the neckline 14 of the front member 10 and the neckline of the rear member 20) when formed into the garment 1.
- the line segment X1 here refers to the horizontal portion of the shoulder portion of the garment 1 when it is formed into the garment 1 (the horizontal portion 16b of the shoulder portion 16 of the front member 10 and the horizontal portion of the shoulder portion 26 of the rear member 20). 26b) is the line segment drawn at the position.
- the line segment X2 is a line segment drawn at a position that will become the hem of the garment 1 (the hem 18 of the front member 10 and the hem 28 of the rear member 20) when molded into the garment 1.
- steps A11 and A12 described below in order to form one garment 1 from the region Z of the first sheet material W1 and the second sheet material W2 that are conveyed in an overlapping state, the first sheet material W1 and the second sheet material W2 are partially joined in accordance with the shape of the outer edge of the garment 1, and the first sheet material W1 and the second sheet material W2 are joined in accordance with the shape of the outer edge of the garment 1.
- the steps A11 and A12 are an example of the second forming step.
- step A11 in the conveyance direction of the first sheet material W1 and the second sheet material W2, the body edge joining device 180, which is disposed downstream of the second sheet material stacking device 420, connects the first sheet material W1 and the second sheet material W2.
- the second sheet material W2 is partially joined.
- the body edge joining device 180 connects a portion that extends from the side part of the garment 1 to the hem when the garment 1 is formed, and a portion that becomes the shoulder portion of the garment 1 when the garment 1 is formed.
- the first sheet material W1 and the second sheet material W2 are joined (portions indicated by thick solid lines).
- the body edge joining device 180 connects both edges of the first sheet material W1 and the second sheet material W2 in a direction perpendicular to the conveyance direction of the first sheet material W1 and the second sheet material W2, The portions where the first sheet material W1 and the second sheet material W2 are in direct contact are joined. Furthermore, the body edge joining device 180 connects a portion of the first sheet material W1 that becomes the shoulder portion 16 of the front member 10 when formed into the garment 1, and a portion that becomes the shoulder portion 16 of the front side member 10 when the second sheet material W2 is formed into the garment 1. The portion that will become the shoulder portion 26 of the rear side member 20 is joined.
- the method of joining the first sheet material W1 and the second sheet material W2 by the body edge joining device 180 may be thermal welding or ultrasonic welding. Further, the method of joining the first sheet material W1 and the second sheet material W2 by the body edge joining device 180 may be adhesion using an adhesive.
- the body edge cutting device 190 cuts the first sheet material W1 and the second sheet material W2 into the garment in the region Z of the first sheet material W1 and the second sheet material W2 that are conveyed in an overlapping state. 1 of the outer edge of the shoulder portion (the inclined portion 16a of the shoulder portion 16 of the front member 10 and the inclined portion 26a of the shoulder portion 26 of the rear member 20) and the neckline (the neckline 14 of the front member 10 and the rear member 20) Cut according to the shape of the neckline 24) (corresponding to the shape).
- the body edge cutting device 190 cuts the slope portion 16a of the shoulder portion 16 of the front member 10 and the rear side when the garment 1 is formed, as shown by the thick line in FIG. Cut the portion of the shoulder portion 26 of the member 20 that will become the sloped portion 26a. Further, the body edge cutting device 190 cuts the portions that will become the neckline 14 of the front member 10 and the neckline 24 of the rear member 20 when the clothing 1 is formed, as shown by thick lines in FIG. Further, the body edge cutting device 190 cuts one end of the neckline 14 of the front member 10 and the neckline 24 of the rear member 20, which are shown in bold lines in FIG. Cut the line segment 17 that connects the other end.
- scrap material generated at this time (the part that becomes the neckline 14 of the front member 10 and the neckline 24 of the back member 20 when formed into the garment 1, and the part surrounded by the line segment 17) is not shown in the figure. It is collected by a waste material collection device that does not use waste materials.
- the body edge cutting device 190 cuts the horizontal portion 16b of the shoulder portion 16 of the front member 10 and the horizontal portion of the shoulder portion 26 of the rear member 20 when formed into the garment 1, as shown by broken lines in FIG. Do not cut the part that becomes 26b.
- the body edge cutting device 190 Even if the sheet material W1 and the second sheet material W2 are cut, the first sheet material W1 and the second sheet material W2 on the downstream side of the part cut by the body edge cutting device 190 are cut by the body edge cutting device 190.
- the first sheet material W1 and the second sheet material W2 on the upstream side of the location are in a connected state. Therefore, if the first sheet material W1 and the second sheet material W2 are conveyed downstream from the location cut by the body edge cutting device 190, the first sheet material W1 and the second sheet material W2 are transported upstream from the location cut by the body edge cutting device 190. W1 and the second sheet material W2 can also be transported.
- step A12 the body edge cutting device 190 does not need to cut the line segment 17 as shown by the broken line in FIG.
- the first sheet material W1 and the second sheet material W2 processed by the body edge cutting device 190 are conveyed further downstream.
- the folding device 195 folds the first sheet of the first sheet material W1 and the second sheet material W2 that have been processed by the body edge cutting device 190 and are conveyed in an overlapping state. Both ends of the material W1 and the second sheet material W2 in a direction perpendicular to the conveying direction (third direction D3, see FIG. 5) are folded inward along the third direction (step A13 in FIG. 10). As a result, the first sheet material W1 and the second sheet material W2 that are being transported are in a state where the width in the width direction orthogonal to the transport direction is reduced.
- the first sheet material W1 and the second sheet material W2 folded by the folding device 195 are conveyed further downstream, and the separation device 200 disposed downstream of the folding device 195 is conveyed in an overlapping state.
- the first sheet material W1 and the second sheet material W2 for one garment 1 (in other words, the area Z portion used for manufacturing the garment 1) are separated from the first sheet material W1 and the second sheet material W2 ( Step A14 in FIG. 10).
- the separation device 200 separates the garment 1 formed in the second forming step (step A11 and step A12) from the first sheet material W1 and the second sheet material W2.
- step A14 is an example of a separation process, and by going through the process of step A14, one piece of clothing 1 is separated from the first sheet material W1 and the second sheet material W2, and the first sheet material W1 and the second sheet material W2 are in an independent state. Note that the scraps generated at this time are collected by a scrap collection device (not shown).
- the garment manufacturing system 100 may include a device that further folds the garment 1. A detailed explanation will be omitted here.
- the method for manufacturing the garment 1 of the above embodiment includes a first conveyance process (step A1), a second conveyance process (step C1), a first formation process (steps B5, B6, B7), and a first overlapping process. (Steps A7, A8), a second overlapping process (Steps A9, A10), a second forming process (Steps A11, A12), and a separating process (Step A14).
- the first conveyance process the first sheet material W1 for forming the front side member 10 (front body) as an example of the first member is conveyed.
- the second sheet material W2 for forming the rear side member 20 (back body) as an example of the second member is conveyed.
- the third sheet material W3 to be transported and the fourth sheet material W4 to be transported are overlapped, and the third sheet material W3 and the fourth sheet material W4 to be transported in an overlapping state are
- the cylindrical sleeve member 30 is formed by partially joining them and cutting them at predetermined positions.
- the first sheet material W1 and the sleeve member 30 that are being conveyed are overlapped.
- the second stacking step the first sheet material is transported such that the sleeve member 30 stacked on the first sheet material W1 is disposed between the first sheet material W1 and the second sheet material W2. W1 and the second sheet material W2 being conveyed are overlapped.
- the first sleeve member 30R stacked on the first sheet material W1 is arranged between the first sheet material W1 and the second right side sheet material W2a. In this way, the first sheet material W1 being transported and the second right sheet material W2a being transported are overlapped.
- the second sleeve member 30L overlapped with the first sheet material W1 is arranged between the first sheet material W1 and the second left sheet material W2b. In this way, the first sheet material W1 being transported and the second left sheet material W2b being transported are overlapped.
- the first sheet material W1 and the second sheet material W2, which are conveyed in an overlapping state are partially joined in accordance with the shape of the outer edge of the garment 1. Further, in the second forming step, the first sheet material W1 and the second sheet material W2, which are conveyed in an overlapping state, are partially cut to match the shape of the outer edge of the garment 1.
- the separation step the garment formed in the second forming step is separated from the first sheet material W1 and the second sheet material W2.
- the garment 1 can be manufactured through a relatively simple process, and the garment 1 can be manufactured efficiently.
- the sleeve member 30 is arranged between the first sheet material W1 for forming the front member 10 and the second sheet material W2 for forming the rear member 20. Therefore, the outer surface of the front member 10 and the sleeve member 30 can be covered with the rear member 20.
- the rear member 20 since the inner surface of the rear member 20 is exposed to the outside of the garment 1 before being worn, the rear member 20 is It is possible to suppress the occurrence of a situation in which the outer surface is contaminated by contact with a person's hands, etc., and it is possible to manufacture clothes with excellent hygiene.
- the method for manufacturing the garment 1 according to the embodiment described above includes a third forming step (step C3).
- step C3 slits are formed in the second sheet material W2 along the direction in which the second sheet material is conveyed.
- the method for manufacturing the garment 1 according to the embodiment described above is such that, before wearing the garment 1, contamination of the outer surface of the front member 10 (front body) and the sleeve members 30 with the rear member 20 (back body) is suppressed. At the same time, when wearing the garment 1, the rear member 20 can be easily placed on the rear side of the body. In other words, in the method for manufacturing the garment 1 according to the embodiment described above, it is possible to manufacture the garment 1 which is excellent in hygiene and easy to wear.
- the size of the opening of the cuff 32 of the sleeve member 30 is smaller than the size of the opening of the armhole 34 of the sleeve member 30.
- the first sleeve member 30R and the second sleeve member 30L are formed from the third sheet material W3 and the fourth sheet material W4 that are conveyed in the first direction D1 in an overlapping state, are formed alternately.
- the first sleeve member 30R has a cuff at one end side in a second direction D2 perpendicular to the first direction D1 in the third sheet material W3 and the fourth sheet material W4 which are conveyed in the first direction D1 in an overlapping state.
- 32 is the sleeve member 30 on which the sleeve member 32 is placed.
- the second sleeve member 30L is arranged on the other end side ( This is a sleeve member 30 in which a cuff 32 is arranged on the opposite side of the first sleeve member 30R.
- the opening size of the cuff 32 is small and the opening size of the armhole 34 is large. Therefore, the clothes manufactured by this manufacturing method allow the arms to move easily when worn, and the cuffs 32 are less likely to get in the way of work.
- the amount of sheet material is A cuff 32 that requires a small amount of sheet material is arranged, and an armhole 34 that requires a large amount of sheet material is arranged at the other end (referred to as a second end) in the second direction D2.
- the amount of the sheet material may be small at the second end in the second direction D2 in the third sheet material W3 and the fourth sheet material W4 that are conveyed in an overlapping state.
- the method for manufacturing the garment 1 according to the embodiment described above includes a first arrangement step (step B2) and a second arrangement step (step B4).
- the stretchable members E are arranged at both ends of the third sheet material W3 to be transported in a direction orthogonal to the direction in which the third sheet material W3 is transported.
- elastic members E are arranged at both ends of the fourth sheet material W4 being transported in a direction orthogonal to the direction in which the fourth sheet material W4 is transported.
- the stretchable material E is arranged both in the part that will become the cuff 32 of the sleeve member 30 and in the part that will become the armhole 34 of the sleeve member 30.
- the method for manufacturing the garment 1 includes a cutting step of cutting the elastic material E to be attached to the armhole 34 of the sleeve member 30.
- the elastic material E When the elastic material E is present in the armhole 34 portion of the sleeve member 30, during the manufacture of the garment 1, the sheet materials W3, W4 forming the sleeve member 30, the first sheet material W1 or the second sheet material to which the sleeve member 30 is attached are There is a possibility that wrinkles may occur in the sheet material W2, and the garment 1 may not be manufactured neatly. Further, if the elastic material E is present in the armhole 34 portion of the sleeve member 30, there is a risk that it will interfere with wearing the garment 1.
- the stretchable material E attached to the armhole 34 portion of the sleeve member 30 is cut, so the stretchable material E may get in the way of manufacturing the garment 1, or may cause the wearer to wear the garment 1. It is possible to suppress the occurrence of situations that may get in the way.
- the method for manufacturing the garment 1 of the embodiment described above includes a joining step (steps A7, A8, A9, A10).
- the joining process is performed before joining the first sheet material W1 and the second sheet material W2.
- the first sheet material W1 and the sleeve member 30 are joined, and the second sheet material W2 and the sleeve member 30 are joined.
- the method for manufacturing the garment 1 according to the embodiment described above includes manufacturing the shoulder portions of the garment 1 (the shoulder portions 16 of the front member 10 and the shoulder portions 26 of the rear member 20) at the ends (16c, 26c) of the garment 1 on the sleeve member 30 side. is closer to the hem of the garment 1 (the hem 18 of the front member 10) than the ends (16d, 26d) of the shoulder portion of the garment 1 on the side of the neckline (the neckline 14 of the front member 10 and the neckline 24 of the rear member 20). and near the hem 28) of the rear member 20.
- the second forming step is performed according to the shape of at least a portion of the shoulder portion of the outer edge of the garment 1 (the inclined portion 16a of the shoulder portion 16 of the front member 10 and the inclined portion 26a of the shoulder portion 26 of the rear member 20).
- the first sheet material W1 and the second sheet material W2 are cut.
- the garment 1 manufactured by this manufacturing method has a shape in which the shoulder portion becomes lower from the neckline side toward the sleeve portion. Therefore, the garment 1 manufactured by this manufacturing method easily fits the body.
- the method for manufacturing the garment 1 of the embodiment described above includes a folding step (step A13).
- the folding process is performed after the second forming process (steps A11, A12) and before the separating process (step A14), in which the first sheet material W1 and the second sheet material W1 and the second sheet material are conveyed in the third direction D3 in an overlapping state. This is performed on the sheet material W2.
- both ends of the first sheet material W1 and the second sheet material W2 in a direction orthogonal to the third direction D3 are folded inward along the third direction D3.
- the garment 1 to be manufactured can be made more compact.
- step C3 perforations may be formed in the second sheet material W2 along the direction in which the second sheet material W2 is conveyed instead of slits. .
- the second sheet material W2 is not separated. Therefore, the steps C4 to C10 in FIG. 12 are performed on one sheet material (second sheet material W2).
- the second right side sheet material W2a and the second left side sheet material W2b are not superimposed on the first sheet material W1 in two steps as in steps A9 and A10 in FIG.
- the second sheet material W2 is superimposed on the first sheet material W1 in one process.
- the garment 1 manufactured in this case does not have a structure in which the right rear member 20R and the left rear member 20L overlap as in the above embodiment.
- an assistant or the like who assists in putting on the garment 1 cuts out the perforations 23, and then The rear member 20 is placed on the wearer's back side.
- step C3 may be omitted.
- an assistant or the like who assists in putting on the garment 1 cuts the rear member 20 at a predetermined location along the vertical direction (for example, draws a drawing on the rear member 20).
- the rear member 20 is then cut along the perforation line, and the rear member 20 is placed on the wearer's back side.
- the size of the opening of the cuff 32 of the sleeve member 30 is smaller than the size of the opening of the armhole 34 of the sleeve member 30.
- the present invention is not limited to this, and the size of the opening of the cuff 32 of the sleeve member 30 and the size of the opening of the armhole 34 of the sleeve member 30 may be the same. In other words, the thickness of the sleeve member 30 may be uniform.
- the sleeve member 30 that becomes the right sleeve and the sleeve member 30 that becomes the left sleeve are manufactured from the third sheet material W3 and the fourth sheet material W4.
- the invention is not limited to this, and the sleeve member 30 that becomes the right sleeve is manufactured from a pair of sheet materials, and the sleeve member 30 that becomes the left sleeve is manufactured from a pair of sheets different from the sleeve member 30 that becomes the right sleeve. May be manufactured from materials.
- the sleeve member 30 serving as the right sleeve and the sleeve member 30 serving as the left sleeve may be manufactured using different devices.
- a manufacturing device for the right sleeve and a manufacturing device for the left sleeve are required, which may lead to an increase in the cost of the garment manufacturing system.
- step A7, A8, A9, and A10 temporary fixing between the first sheet material W1 and the sleeve member 30 and temporary fixing between the second sheet material W2 and the sleeve member 30 are performed. It's okay to be hurt.
- step A11 when the first sheet material W1 and the second sheet material W2 are joined, the first sheet material W1 and the sleeve member 30 are joined and the second sheet material W2 and the sleeve member 30 are joined. Bonding may also be performed.
- the elastic material E is attached to the third sheet material W3 and the fourth sheet material W4, but this step may be omitted.
- the garment 1 is separated from the first sheet material W1 and the second sheet material W2, but conversely, the garment 1 is separated from the first sheet material W1 Garment 1 may be folded after being separated from W1 and second sheet material W2.
- the shoulder portions 16 and 26 have sloped portions 16a and 26a, but the present invention is not limited to this.
- the shoulder portions 16, 26 may be entirely constituted by horizontal portions 16b, 26b.
- the method for manufacturing clothing of the present disclosure is not limited to this embodiment.
- the third sheet material W3 and the fourth sheet material W4 that are conveyed in the first direction D1 are cut (through joining and cutting both sheets), and the third sheet material W3 and the fourth sheet material W4 that are conveyed in the first direction D1 are Only the sleeve member 30 in which the cuff 32 is disposed on one end side in the orthogonal second direction D2 may be formed once.
- the sleeve member 30 having the cuff 32 disposed on one end side in a direction orthogonal to the conveying direction is moved along the conveying direction.
- the conveyance posture of the sleeve members 30 may be changed so that the sleeve members 30 having the cuffs 32 disposed on the other end side in the direction are alternately arranged.
- both the sleeve member used as the right sleeve and the sleeve member 30 used as the left sleeve are manufactured from the third sheet material W3 and the fourth sheet material W4.
- the sleeve edge cutting device 240 cuts each of the joints between the third sheet material W3 and the fourth sheet material W4 by the sleeve edge joining device 230 along the direction in which the joints extend. , cut at the center of the joint.
- the joint J hatchched portion
- the joint J is in a state of protruding to the outside of the sleeve member 30.
- the garment 1 is manufactured with the joint J between the third sheet material W3 and the fourth sheet W4 projecting outward (the joint J is placed outside when worn), If the garment 1 is manufactured in such a form that There is a possibility of inadvertently damaging the organs of the patient. Furthermore, the appearance of such clothing 1 may deteriorate.
- the method for manufacturing the garment 1 may include a turning process.
- the turning-over step is performed before the first forming step of forming the cylindrical sleeve member 30 and the sleeve member 30 formed in the first forming step is overlapped with the first sheet material in the first overlapping step. It is a process.
- the turning process is a process of turning the sleeve member 30 inside out so that the surface of the sleeve member 30 that was placed on the outside in the first forming process is placed on the inside.
- the turning process is performed, for example, in a sleeve member formed in the first forming process with the first surface F1 (the side where the joint J is exposed) facing outward as shown in FIG. 32 side and move the cuff 32 so that it passes through the opening formed between the third sheet material W3 and the fourth sheet material W4 on the armhole 34 side.
- This is a step in which the surface F1 is arranged inside the cylindrical sleeve member 30.
- the forming process of the sleeve member 30 described here is also similar to the forming process of the sleeve member 30 of the above embodiment except that steps B1 to B6 in FIG. 18 are partially different from the forming process of the sleeve member 30 of the above embodiment. Therefore, only the differences will be explained here.
- step B2 and step B4 In this case, it is not necessary to arrange the elastic material E at both ends in the second direction D2, and it is sufficient to arrange the elastic material E only on the side that becomes the cuff 32 in the second direction D2.
- the step of cutting the elastic material E on the armhole 34 side is also unnecessary.
- the sleeve edge cutting device 240 is a sleeve edge joining device for the third sheet material W3 and the fourth sheet material W4 that are conveyed in the first direction D1 in an overlapping state.
- Each of the joints according to 230 is cut at the center of the joint along the direction in which the joint extends.
- the sleeve edge cutting device 240 does not cut the entire third sheet material W3 and fourth sheet material W4 in the second direction D2.
- step B7a the sleeve member 30 formed through the configuration of step B7a is in a state of being continuous with the adjacent sleeve member 30 in the first direction D1 on the armhole 34 side in the second direction D2 (see FIG. (see 18).
- the sleeve member 30 is turned over by a turning device (air blower, suction machine, robot arm, etc.).
- a turning device air blower, suction machine, robot arm, etc.
- the method for turning over is as described above.
- step B7b the sleeve member 30 is transported to the next step by the position adjustment devices 245 and 250 (step B8a), similarly to step B8 of the above embodiment.
- step B8a by joining and cutting the third sheet material W3 and the fourth sheet material W4 (through the steps B6 and B7a), the cuff 32 is formed on one end side in the second direction D2. Only the sleeve member 30 to be placed is formed. Therefore, in step B8a, the position adjusting devices 245 and 250 move the sleeve member 30 along the conveyance direction of the sleeve member 30, the cuff 32 being disposed at one end side in the direction orthogonal to the conveyance direction, as described in Modification I.
- a process of changing the conveyance posture of the sleeve member 30 is also performed so that the member 30 and the sleeve member 30, in which the cuff 32 is disposed on the other end side in the direction orthogonal to the conveyance direction, are alternately arranged. .
- the turning process R1 may be performed after the sleeve members 30 become mutually independent members.
- the method for manufacturing clothes according to the first aspect of the present invention includes a first conveying step, a second conveying step, a first forming step, a first overlapping step, a second overlapping step, and a second forming step. and a separation step.
- first conveyance step the first sheet material for forming the first member is conveyed.
- second conveyance step a second sheet material for forming the second member is conveyed.
- the first member is one of the front body and the back body, and the second member is the other of the front body and the back body.
- the third sheet material being conveyed and the fourth sheet material being conveyed are overlapped, and the third sheet material and the fourth sheet material being conveyed in an overlapping state are partially separated.
- a cylindrical sleeve member is formed by joining and cutting at a predetermined position.
- the first sheet material and the sleeve member that are being conveyed are overlapped.
- the second overlapping step the sleeve member overlaid on the first sheet material is conveyed together with the first sheet material being conveyed so that it is disposed between the first sheet material and the second sheet material.
- the second sheet material is overlapped.
- the first sheet material and the second sheet material, which are conveyed in an overlapping state, are partially joined to match the shape of the outer edge of the garment.
- the first sheet material and the second sheet material which are conveyed in an overlapping state, are partially cut to match the shape of the outer edge of the garment.
- the garment formed in the second forming step is separated from the first sheet material and the second sheet material.
- clothes can be manufactured through relatively simple steps, and clothes can be manufactured efficiently.
- the method for manufacturing clothes according to the first aspect since the sleeve member is arranged between the first sheet material for forming the first member and the second sheet material for forming the second member, The outer surface (front surface) of the front body and the sleeve members can be covered with the back body.
- the method for manufacturing clothing according to the first aspect is a hygienic method that can suppress the occurrence of contamination due to human hands touching the outer surface of the front body or sleeve members of the manufactured clothing. You can make clothes.
- a method for manufacturing clothes according to a second aspect of the present invention is the method for manufacturing clothes according to the first aspect, and further includes a third forming step.
- slits or perforations are formed in the first sheet material along the direction in which the first sheet material is conveyed.
- slits or perforations are formed in the second sheet material along the direction in which the second sheet material is conveyed.
- slits or perforations can be formed in the member that becomes the back body.
- a method of manufacturing a garment according to a third aspect of the present invention is a method of manufacturing a garment according to the first aspect or a second aspect, wherein in the garment manufactured by the manufacturing method, the size of the opening of the cuff of the sleeve member is smaller than the size of the armhole opening in the member.
- the first sleeve member and the second sleeve member are alternately formed from the third sheet material and the fourth sheet material that are conveyed in the first direction in an overlapping state.
- the first sleeve member is a sleeve member in which a cuff is arranged at one end side in a second direction perpendicular to the first direction in the third sheet material and the fourth sheet material that are conveyed in the first direction in an overlapping state. It is.
- the second sleeve member is arranged on the other end side in the second direction perpendicular to the first direction (the first sleeve member is This is a sleeve member on which the cuff is arranged (opposite side).
- the sleeve member of the garment manufactured by the garment manufacturing method according to the third aspect has a small opening size at the cuff and a large opening size at the armhole. To manufacture clothes that are easy to use and whose cuffs are less likely to get in the way of work.
- the first end in the third sheet material and the fourth sheet material that are conveyed in an overlapping state, even if the amount of the sheet material is small at one end in the second direction (referred to as the first end), A good cuff is placed, and an armhole that requires a large amount of sheet material is placed at the other end in the second direction (referred to as the second end).
- the second end in the third sheet material and the fourth sheet material that are conveyed in an overlapping state, a cuff that may require a small amount of sheet material is arranged at the second end in the second direction.
- an armhole that requires a large amount of sheet material is arranged at the first end in the second direction.
- the method for manufacturing clothes according to the fourth aspect of the present invention is the method for manufacturing clothes according to the third aspect, further comprising a first arrangement step and a second arrangement step.
- elastic members are arranged at both ends of the third sheet material being transported in a direction orthogonal to the direction in which the third sheet material is transported.
- elastic members are arranged at both ends of the fourth sheet material being transported in a direction orthogonal to the direction in which the fourth sheet material is transported.
- elastic materials are arranged at both ends of the third sheet and the fourth sheet in a direction orthogonal to the conveying direction of the third sheet and the fourth sheet, so that the sleeves Elastic material may be provided at the cuff of the member. Therefore, in the clothes manufactured by the manufacturing method of the fourth aspect, the cuffs can be tightened with the elastic material, the cuffs are less likely to get in the way of work, and foreign substances are less likely to enter the clothes from the cuffs.
- a method of manufacturing a garment according to a fifth aspect of the present invention is a method of manufacturing a garment according to the fourth aspect, in which the elastic material is arranged in both a portion of the sleeve member that becomes the cuff and a portion of the sleeve member that becomes the armhole. Ru.
- the garment manufacturing method further includes a cutting step of cutting the stretchable material attached to the armhole portion of the sleeve member.
- the elastic material attached to the armhole portion of the sleeve member is cut, so that the elastic material does not get in the way of manufacturing the clothes or getting in the way of wearing the clothes. It is possible to suppress the occurrence of such situations.
- a method for manufacturing clothes according to a sixth aspect of the present invention is a method for manufacturing clothes according to any one of the first to fifth aspects, and further includes a joining step.
- the joining process is performed before joining the first sheet material and the second sheet material.
- the first sheet material and the sleeve member are joined, and the second sheet material and the sleeve member are joined.
- a method of manufacturing a garment according to a seventh aspect of the present invention is a method of manufacturing a garment according to any one of the first to sixth aspects, wherein the end of the shoulder portion of the garment on the sleeve member side of the garment is It is placed closer to the hem of the garment than the edge of the shoulder area on the neckline side of the garment.
- the first sheet material and the second sheet material are cut to match the shape of at least a portion of the shoulder portion of the outer edge of the garment.
- the shoulder portion of the garment manufactured by the manufacturing method according to the seventh aspect has a shape that becomes lower from the neckline side toward the sleeve portion. Therefore, clothes manufactured by the manufacturing method according to the seventh aspect easily fit the body.
- a method for manufacturing clothes according to an eighth aspect of the present invention is a method for manufacturing clothes according to any one of the first to seventh aspects, and further includes a folding step.
- the folding process is performed on the first sheet material and the second sheet material that are conveyed in the third direction in an overlapping state after the second forming process and before the separating process.
- both ends of the first sheet material and the second sheet material in a direction perpendicular to the third direction are folded inward along the third direction.
- a method for manufacturing clothes according to a ninth aspect of the present invention is a method for manufacturing clothes according to any one of the first to eighth aspects, and further includes a turning process.
- the turning-over step is performed before the sleeve member formed in the first forming step is overlapped with the first sheet material in the first overlapping step.
- the sleeve member is turned inside out so that the surface of the sleeve member that was placed on the outside during the first forming process is placed on the inside.
- the joints of the third sheet material and the fourth sheet material of the sleeve member can be arranged inside the sleeve member, the joints of the sleeve members protrude outward, and the wearer of the garment It is possible to suppress the occurrence of situations that interfere with the work of employees.
- the joint portion of the third sheet material and the fourth sheet material of the sleeve member can be arranged inside the sleeve member, so that the manufactured clothing has a good appearance.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Physical Education & Sports Medicine (AREA)
- Professional, Industrial, Or Sporting Protective Garments (AREA)
Abstract
Description
(1-1)概要
本願発明に係る衣服の製造方法を用いて製造される衣服1について、図1~図3を参照しながら説明する。図1は、衣服1が着用者に着用された際の状態を、前方側から見た概略図である。図2は、衣服1が着用者に着用された際の状態を、後方側から見た概略図である。図3は、衣服1の着用前の状態を、着用者が着用する際に外側に向けられる側(人に対向しない側)から見た概略図である。図3では、図の見やすさの観点から、左後側部材20L及び袖部材30以外の直接見えない部材については、その描画を省略している。
(1-2-1)前側部材
前側部材10は、図1のように、略矩形状のシート状の部材である。ただし、前側部材10の上部には、着用者の頭を通すために、下方に凹むように、略C字形状の襟ぐり14が形成されている。なお、襟ぐり14の形状は任意であり、例えば、襟ぐり14の形状は、略V字形状であってもよい。また、着用者の肩を覆う前側部材10の肩部分16は、着用者の身体にフィットするように、図1のように、襟ぐり14側から袖部材30側へと斜め下方へと延びる傾斜部16aを含む。また、前側部材10の肩部分16には、図1のように、襟ぐり14と傾斜部16aとの間を延びる水平部16bを含む。肩部分16がこのような構成を有することで、肩部分16の袖部材30側の端部16cは、肩部分16の襟ぐり14側の端部16dよりも衣服1の裾(前側部材10の裾18)の近くに配置される。
後側部材20は、右後側部材20Rと、左後側部材20Lと、を含む。右後側部材20R及び左後側部材20Lは、それぞれ略矩形状のシート状の部材である。衣服1では、右後側部材20Rと左後側部材20Lとが重なりあうように配置される。具体的には、衣服1では、右後側部材20Rの左端近傍部が、左後側部材20Lの右端近傍部に重なるように配置される。図2では、右後側部材20Rの左端近傍部は、左後側部材20Lの右端近傍部より後方に配置されているが、衣服1の形状はこのような形状に限定されるものではなく、左後側部材20Lの右端近傍部が、右後側部材20Rの左端近傍部より後方に配置されるように設計変形されてもよい。
袖部材30は、衣服1の着用者が腕を通す部分である。
衣服1の着用方法を説明する。
本願発明の衣服1の製造方法の実施形態、及び、この製造方法を用いて衣服1を製造する衣服製造システム100の例について、図4~図15を参照しながら説明する。
衣服1の製造においては、主要な材料として、前側部材10の製造用の第1シート材W1と、後側部材20の製造用の第2シート材W2と、袖部材30の製造用の第3シート材W3及び第4シート材W4と、が使用される。なお、第1シート材W1、第2シート材W2と、第3シート材W3及び第4シート材W4以外に使用される材料については、衣服1の製造方法の説明の中で説明する。
衣服製造システム100による衣服1の製造について説明することで、本願発明の衣服1の製造方法の実施例を説明する。
以下に、上記実施形態の衣服1の製造方法の特徴について説明する。
上記実施形態の衣服1の製造方法は、第1搬送工程(ステップA1)と、第2搬送工程(ステップC1)と、第1形成工程(ステップB5,B6,B7)と、第1重ね合わせ工程(ステップA7,A8)と、第2重ね合わせ工程(ステップA9,A10)と、第2形成工程(ステップA11,A12)と、分離工程(ステップA14)と、を備える。第1搬送工程では、第1部材の一例としての前側部材10(前身頃)を形成するための第1シート材W1が搬送される。第2搬送工程では、第2部材の一例としての後側部材20(後身頃)を形成するための第2シート材W2が搬送される。第1形成工程では、搬送される第3シート材W3と搬送される第4シート材W4とが重ね合わせられ、重ね合わせられた状態で搬送される第3シート材W3と第4シート材W4とを、部分的に接合し、所定の位置で切断することで、筒状の袖部材30が形成される。第1重ね合わせ工程では、搬送される第1シート材W1と袖部材30とが重ね合わせられる。第2重ね合わせ工程では、第1シート材W1と重ね合わせられた袖部材30が、第1シート材W1と第2シート材W2との間に配置されるように、搬送される第1シート材W1と搬送される第2シート材W2とが重ね合わせられる。特に、上記実施形態では、第2重ね合わせ工程において、第1シート材W1と重ね合わせられた第1袖部材30Rが、第1シート材W1と第2右側シート材W2aとの間に配置されるように、搬送される第1シート材W1と搬送される第2右側シート材W2aとが重ね合わせられる。また、上記実施形態では、第2重ね合わせ工程において、第1シート材W1と重ね合わせられた第2袖部材30Lが、第1シート材W1と第2左側シート材W2bとの間に配置されるように、搬送される第1シート材W1と搬送される第2左側シート材W2bとが重ね合わせられる。第2形成工程では、重ね合わせられた状態で搬送される第1シート材W1及び第2シート材W2が、衣服1の外縁の形状に合わせて部分的に接合される。また、第2形成工程では、重ね合わせられた状態で搬送される第1シート材W1及び第2シート材W2が、衣服1の外縁の形状に合わせて部分的に切断される。分離工程では、第2形成工程で形成された衣服が、第1シート材W1及び第2シート材W2から分離される。
上記実施形態に係る衣服1の製造方法は、第3形成工程(ステップC3)を備える。第3形成工程では、第2シート材W2に、第2シート材を搬送する方向に沿ってスリットが形成される。
上記実施形態に係る衣服1の製造方法により製造される衣服1では、袖部材30の袖口32の開口の寸法が、袖部材30のアームホール34の開口の寸法より小さい。そして、袖部材の形成工程では、重ね合わせられた状態で第1方向D1に搬送される第3シート材W3及び第4シート材W4から、第1袖部材30Rと、第2袖部材30Lと、が交互に形成される。第1袖部材30Rは、重ね合わせられた状態で第1方向D1に搬送される第3シート材W3及び第4シート材W4において、第1方向D1と直交する第2方向D2における一端側に袖口32が配置される袖部材30である。第2袖部材30Lは、重ね合わせられた状態で第1方向D1に搬送される第3シート材W3及び第4シート材W4において、第1方向D1と直交する第2方向D2における他端側(第1袖部材30Rとは反対側)に袖口32が配置される袖部材30である。
上記実施形態の衣服1の製造方法は、第1配置工程(ステップB2)と、第2配置工程(ステップB4)と、を備える。第1配置工程では、搬送される第3シート材W3に対し、第3シート材W3を搬送する方向と直交する方向における両端部に伸縮材Eが配置される。第2配置工程では、搬送される第4シート材W4に対し、第4シート材W4を搬送する方向と直交する方向における両端部に伸縮材Eが配置される。
上記実施形態の衣服1の製造方法では、伸縮材Eは、袖部材30の袖口32となる部分及び袖部材30のアームホール34となる部分の両方に配置される。衣服1の製造方法は、袖部材30のアームホール34となる部分に取り付けられる伸縮材Eを切断する切断工程を備える。
上記実施形態の衣服1の製造方法は、接合工程(ステップA7,A8,A9,A10)を備える。接合工程は、第1シート材W1と第2シート材W2との接合前に行われる。接合工程では、第1シート材W1と袖部材30とが接合され、第2シート材W2と袖部材30とが接合される。
上記実施形態の衣服1の製造方法は、衣服1の肩部分(前側部材10の肩部分16及び後側部材20の肩部分26)の衣服1の袖部材30側の端部(16c,26c)は、衣服1の肩部分の衣服1の襟ぐり(前側部材10の襟ぐり14及び後側部材20の襟ぐり24)側の端部(16d,26d)よりも衣服1の裾(前側部材10の裾18及び後側部材20の裾28)の近くに配置される。第2形成工程では、衣服1の外縁の肩部分の少なくとも一部(前側部材10の肩部分16の傾斜部16a及び後側部材20の肩部分26の傾斜部26a)の形状に合わせて、第1シート材W1及び第2シート材W2が切断される。
上記実施形態の衣服1の製造方法は、折り込み工程(ステップA13)を備える。折り込み工程は、第2成形工程(ステップA11,A12)後であって、分離工程(ステップA14)前に、重ね合わせられた状態で第3方向D3に搬送される第1シート材W1及び第2シート材W2に対して行われる。折り込み工程では、第1シート材W1及び第2シート材W2の、第3方向D3と直交する方向における両端部が、第3方向D3に沿って内側に折り込まれる。
以下に、上記実施形態の変形例を説明する。なお、以下の変形例は、互いに矛盾しない範囲で適宜組み合わされてもよい。
前側部材10及び後側部材20に設けられる結束用の紐や面ファスナの位置や数は、例示であって、適宜変更可能である。また、結束用の紐や面ファスナは、適宜省略されてもよい。
上記実施形態のステップC3の工程では、第2シート材W2に、第2シート材W2を搬送する方向に沿ってスリットが形成される。
上記実施形態では、第1シート材W1と袖部材30とが重ね合わせられ、その後に、第1シート材W1と第2シート材W2とが重ね合わせられる。ただし、これに限定されるものではなく、第2シート材W2と袖部材30とが重ね合わせられ、その後に、第2シート材W2と第1シート材W1とが重ね合わせられてもよい。
上記実施形態の製造方法で製造される衣服1では、袖部材30の袖口32の開口の寸法が、袖部材30のアームホール34の開口の寸法より小さい。ただし、これに限定されるものではなく、袖部材30の袖口32の開口の寸法と、袖部材30のアームホール34の開口の寸法とは同一であってもよい。言い換えれば、袖部材30の太さは一様であってもよい。
上記実施形態の製造方法ででは、第3シート材W3及び第4シート材W4とから、右袖となる袖部材30と、左袖となる袖部材30とが製造される。ただし、これに限定されるものではなく、右袖となる袖部材30が一対のシート材から製造され、左袖となる袖部材30は、右袖となる袖部材30とは別の一対のシート材から製造されてもよい。言い換えれば、右袖となる袖部材30と、左袖となる袖部材30とは、それぞれ異なる装置で製造されてもよい。ただし、この場合には、右袖用の製造装置と左袖用の製造装置とがそれぞれ必要になり、衣服製造システムのコスト増に繋がる可能性がある。
上記実施形態の製造方法では、ステップA7,A8,A9,A10において、第1シート材W1と袖部材30との接合及び第2シート材W2と袖部材30との接合が完了する。
上記実施形態で説明した衣服1の製造方法は、本願発明の一例に過ぎず、適宜変更可能である。
上記実施形態で説明した衣服1は、肩部分16,26が傾斜部16a,26aを有するが、これに限定されるものではない。肩部分16,26は、全体が水平部16b,26bにより構成されてもよい。
上記実施形態の衣服の製造方法では、第1方向D1に搬送される第3シート材W3及び第4シート材W4を切断することで(両シートの接合・切断だけで)、第1方向D1と直交する第2方向D2における一端側に袖口32が配置される袖部材30と、第2方向D2における他端側に袖口32が配置される袖部材30と、が交互に形成される。
上記実施形態の製造方法では、袖縁部カット装置240は、袖縁部接合装置230による第3シート材W3と第4シート材W4との接合箇所のそれぞれを、接合箇所の延びる方向に沿って、接合箇所の中央部で切断している。この工程の終了時点では、図17のように、第3シート材W3と第4シート材W4との接合箇所J(ハッチングを付した部分)が袖部材30の外側に張り出した状態となる。
最後に、上記実施形態及び別例(変形例)から把握できる技術的思想について以下に追記する。
10 前側部材(第1部材)
14 襟ぐり
16 肩部分
16a 傾斜部
16b 水平部
20 後側部材(第2部材)
23 ミシン目
24 襟ぐり
26 肩部分
26a 傾斜部
26b 水平部
30 袖部材
30R 第1袖部材
30L 第2袖部材
32 袖口
34 アームホール
E 伸縮材
W1 第1シート材
W2 第2シート材
W3 第3シート材
W4 第4シート材
Claims (9)
- 衣服の製造方法であって、
前身頃及び後身頃の一方である第1部材を形成するための第1シート材を搬送する第1搬送工程と、
前記前身頃及び前記後身頃の他方である第2部材を形成するための第2シート材を搬送する第2搬送工程と、
搬送される第3シート材と搬送される第4シート材とを重ね合わせ、重ね合わせられた状態で搬送される前記第3シート材と前記第4シート材とを、部分的に接合し、所定の位置で切断することで、筒状の袖部材を形成する第1形成工程と、
搬送される前記第1シート材と前記袖部材とを重ね合わせる第1重ね合わせ工程と、
前記第1シート材と重ね合わせられた前記袖部材が、前記第1シート材と前記第2シート材との間に配置されるように、搬送される前記第1シート材と搬送される前記第2シート材とを重ね合わせる第2重ね合わせ工程と、
重ね合わせられた状態で搬送される前記第1シート材及び前記第2シート材を、前記衣服の外縁の形状に合わせて部分的に接合すると共に、重ね合わせられた状態で搬送される前記第1シート材及び前記第2シート材を、前記衣服の外縁の形状に合わせて部分的に切断する第2形成工程と、
前記第2形成工程で形成された前記衣服を、前記第1シート材及び前記第2シート材から分離する分離工程と、
を備える、衣服の製造方法。 - 前記第1シート材に、前記第1シート材を搬送する方向に沿ってスリット又はミシン目を形成する工程、又は、前記第2シート材に、前記第2シート材を搬送する方向に沿ってスリット又はミシン目を形成する第3形成工程、を更に備える、
請求項1に記載の衣服の製造方法。 - 前記袖部材の袖口の開口の寸法は、前記袖部材のアームホールの開口の寸法より小さく、
前記第1形成工程では、重ね合わせられた状態で第1方向に搬送される前記第3シート材及び前記第4シート材から、前記第1方向と直交する第2方向における一端側に前記袖口が配置される第1袖部材と、前記第2方向における他端側に前記袖口が配置される第2袖部材と、が交互に形成される、
請求項1又は2に記載の衣服の製造方法。 - 搬送される前記第3シート材に対し、前記第3シート材を搬送する方向と直交する方向における両端部に伸縮材を配置する第1配置工程と、
搬送される前記第4シート材に対し、前記第4シート材を搬送する方向と直交する方向における両端部に伸縮材を配置する第2配置工程と、
を更に備える、
請求項3に記載の衣服の製造方法。 - 前記伸縮材は、前記袖部材の前記袖口となる部分及び前記袖部材の前記アームホールとなる部分の両方に配置され、
前記衣服の製造方法は、前記袖部材の前記アームホールとなる部分に取り付けられる前記伸縮材を切断する切断工程を更に備える、
請求項4に記載の衣服の製造方法。 - 前記第1シート材と前記第2シート材との接合前に、前記第1シート材と前記袖部材とを接合し、前記第2シート材と前記袖部材とを接合する接合工程を更に備える、
請求項1から5のいずれか1項に記載の衣服の製造方法。 - 前記衣服の肩部分の前記袖部材側の端部は、前記衣服の肩部分の前記衣服の襟ぐり側の端部よりも前記衣服の裾の近くに配置され、
前記第2形成工程では、前記衣服の外縁の肩部分の少なくとも一部の形状に合わせて、前記第1シート材及び前記第2シート材が切断される、
請求項1から6のいずれか1項に記載の衣服の製造方法。 - 前記第2形成工程後であって、前記分離工程前に、重ね合わせられた状態で第3方向に搬送される前記第1シート材及び前記第2シート材に対して行われる、前記第1シート材及び前記第2シート材の前記第3方向と直交する方向における両端部を、前記第3方向に沿って内側に折り込む折り込み工程、を更に備える、
請求項1から7のいずれか1項に記載の衣服の製造方法。 - 前記第1形成工程により形成された前記袖部材を、前記第1重ね合わせ工程において前記第1シート材と重ね合わせる前に実行される、前記袖部材を裏返して、前記第1形成工程の際に外側に配置されている前記袖部材の面を内側に配置する裏返し工程、を更に備える、
請求項1から8のいずれか1項に記載の衣服の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022043096 | 2022-03-17 | ||
| JP2022-043096 | 2022-03-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023176930A1 true WO2023176930A1 (ja) | 2023-09-21 |
Family
ID=88023329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/010346 WO2023176930A1 (ja) | 2022-03-17 | 2023-03-16 | 衣服の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023176930A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000170011A (ja) * | 1998-12-10 | 2000-06-20 | Uni Charm Corp | 使い捨て上着およびその製造方法 |
| US20180035731A1 (en) * | 2016-08-08 | 2018-02-08 | Curt G. Joa, Inc. | Apparatus and method for making and folding an article |
| CN110897234A (zh) * | 2019-11-30 | 2020-03-24 | 东莞快裕达自动化设备有限公司 | 防护服生产方法 |
| JP6762991B2 (ja) | 2016-05-04 | 2020-09-30 | オーアンドエム ハリヤード インターナショナル アンリミテッド カンパニー | 使い捨て手術衣に使用される積層体材料 |
-
2023
- 2023-03-16 WO PCT/JP2023/010346 patent/WO2023176930A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000170011A (ja) * | 1998-12-10 | 2000-06-20 | Uni Charm Corp | 使い捨て上着およびその製造方法 |
| JP6762991B2 (ja) | 2016-05-04 | 2020-09-30 | オーアンドエム ハリヤード インターナショナル アンリミテッド カンパニー | 使い捨て手術衣に使用される積層体材料 |
| US20180035731A1 (en) * | 2016-08-08 | 2018-02-08 | Curt G. Joa, Inc. | Apparatus and method for making and folding an article |
| CN110897234A (zh) * | 2019-11-30 | 2020-03-24 | 东莞快裕达自动化设备有限公司 | 防护服生产方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5762802B2 (ja) | マスク | |
| JP5762804B2 (ja) | マスクの製造方法、マスク | |
| JP5037868B2 (ja) | パンツ型着用物品 | |
| JP6212484B2 (ja) | 使い捨て着用物品の製造方法 | |
| JP2012217649A5 (ja) | ||
| JP2012217651A5 (ja) | ||
| JP2012217650A5 (ja) | ||
| JP2012217650A (ja) | マスク | |
| WO2008029558A1 (fr) | Article absorbant | |
| WO2000033682A1 (fr) | Sous-vetements jetables de type caleçon et leur procede de fabrication | |
| WO2010071023A1 (ja) | 吸収性物品の製造方法 | |
| WO2023176930A1 (ja) | 衣服の製造方法 | |
| KR20070095415A (ko) | 일회용 착용 물품 | |
| JP2019173265A (ja) | 手袋及び該手袋の製造方法 | |
| CA2320310A1 (en) | Disposable upper garment and process for making the same | |
| KR102504018B1 (ko) | 일회용 가운 | |
| JPH04327203A (ja) | 保護衣服 | |
| TWI736725B (zh) | 吸收性物品的製造方法 | |
| WO2021220878A1 (ja) | リクローザブル式のパンツ型の使い捨て着用物品およびその製造方法 | |
| TWI756269B (zh) | 吸收性物品及吸收性物品的製造方法 | |
| JP6697011B2 (ja) | 吸収性物品の製造方法 | |
| JP2023039203A (ja) | 衣服の製造方法 | |
| KR20230049882A (ko) | 의료 가운, 그 제조장치 및 제조방법 | |
| KR102425468B1 (ko) | 비닐 가운, 그 제조장치 및 제조방법 | |
| KR102660846B1 (ko) | 비닐 가운 제조장치 및 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23770883 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024508254 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023770883 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2023770883 Country of ref document: EP Effective date: 20240926 |