WO2023157285A1 - 塗布装置及び塗布方法 - Google Patents
塗布装置及び塗布方法 Download PDFInfo
- Publication number
- WO2023157285A1 WO2023157285A1 PCT/JP2022/006886 JP2022006886W WO2023157285A1 WO 2023157285 A1 WO2023157285 A1 WO 2023157285A1 JP 2022006886 W JP2022006886 W JP 2022006886W WO 2023157285 A1 WO2023157285 A1 WO 2023157285A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nozzles
- coating
- bar
- detecting
- detection unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/027—Coating heads with several outlets, e.g. aligned transversally to the moving direction of a web to be coated
- B05C5/0275—Coating heads with several outlets, e.g. aligned transversally to the moving direction of a web to be coated flow controlled, e.g. by a valve
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0804—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the material being applied without contact with the roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0813—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line characterised by means for supplying liquid or other fluent material to the roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0291—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work the material being discharged on the work through discrete orifices as discrete droplets, beads or strips that coalesce on the work or are spread on the work so as to form a continuous coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/28—Processes for applying liquids or other fluent materials performed by transfer from the surfaces of elements carrying the liquid or other fluent material, e.g. brushes, pads, rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/40—Distributing applied liquids or other fluent materials by members moving relatively to surface
- B05D1/42—Distributing applied liquids or other fluent materials by members moving relatively to surface by non-rotary members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2201/00—Polymeric substrate or laminate
- B05D2201/02—Polymeric substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2252/00—Sheets
- B05D2252/02—Sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/04—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to gases
- B05D3/0406—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to gases the gas being air
- B05D3/0413—Heating with air
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/02—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber
- B05D7/04—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber to surfaces of films or sheets
Definitions
- An embodiment of the present invention relates to a coating device and a coating method.
- a coating device that applies liquid using a coating bar.
- a coating apparatus capable of forming a uniform coating film is desired.
- Embodiments of the present invention provide a coating apparatus and a coating method capable of forming a uniform coating film.
- a coating device includes a coating bar, multiple nozzles, multiple holders, and a detector.
- the coating bar can face the member to be coated.
- the plurality of nozzles can supply liquid toward the coating bar.
- One of the plurality of holding portions holds one of the plurality of nozzles.
- One of the plurality of holders is capable of controlling the position of the one of the plurality of nozzles with respect to the coating bar.
- the detection unit can detect amounts corresponding to respective positions of the plurality of nozzles with respect to the coating bar.
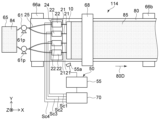
- FIG. 1 is a schematic plan view illustrating the coating device according to the first embodiment.
- FIG. FIG. 2 is a schematic side view illustrating the coating device according to the first embodiment.
- FIG. 3 is a schematic plan view illustrating the coating device according to the first embodiment.
- FIG. 4 is a schematic plan view illustrating the coating device according to the first embodiment.
- FIG. 5 is a schematic plan view illustrating the coating device according to the first embodiment.
- FIG. 6 is a schematic plan view illustrating the coating device according to the first embodiment.
- FIG. 7 is a schematic plan view illustrating the coating device according to the first embodiment.
- FIG. 8 is a flow chart illustrating an application method according to the second embodiment.
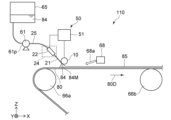
- FIG. 1 is a schematic plan view illustrating the coating device according to the first embodiment.
- FIG. 2 is a schematic side view illustrating the coating device according to the first embodiment.
- the coating device 110 according to the embodiment includes a coating bar 10, multiple nozzles 21, multiple holding units 22, and a detection unit 50.
- FIG. 1 is a schematic plan view illustrating the coating device according to the first embodiment.
- FIG. 2 is a schematic side view illustrating the coating device according to the first embodiment.
- the coating device 110 according to the embodiment includes a coating bar 10, multiple nozzles 21, multiple holding units 22, and a detection unit 50.
- FIG. 1 is a schematic plan view illustrating the coating device according to the first embodiment.
- FIG. 2 is a schematic side view illustrating the coating device according to the first embodiment.
- the coating device 110 according to the embodiment includes a coating bar 10, multiple nozzles 21, multiple holding units 22, and a detection unit 50.
- FIG. 1 is a schematic plan view illustrating the coating device according to the first embodiment.
- FIG. 2 is
- the coating bar 10 can face the member 80 to be coated.
- a plurality of nozzles 21 can supply liquid 84 toward coating bar 10 .
- a coating film 85 is formed on the coated member 80 by the liquid 84 discharged from the plurality of nozzles 21 .
- One of the multiple holding parts 22 holds one of the multiple nozzles 21 .
- One of the multiple holding parts 22 can control the position of one of the multiple nozzles 21 with respect to the coating bar 10 .
- the respective positions of the plurality of nozzles 21 are fixed by the plurality of holding portions 22 .
- the position is a position with the application bar 10 as a reference.
- the detection unit 50 can detect the amount corresponding to each position of the plurality of nozzles 21 with the application bar 10 as a reference.
- Detected quantities may include, for example, electrical resistance, sound, stress, light, and/or images.
- the detected amount includes an amount relating to the state of contact with the coating bar 10 in the plurality of nozzles 21 .
- the contact state includes the contact area of each of the plurality of nozzles 21 with the coating bar 10 .
- the contact state may include the angle of each of the plurality of nozzles 21 with respect to the coating bar.
- the states of the plurality of nozzles 21 can be controlled by the plurality of holders 22 based on the detection results of the amounts corresponding to the positions of the plurality of nozzles 21 .
- the spatial positional relationship of each of the plurality of nozzles 21 can be made uniform with respect to the coating bar 10 . Thereby, a uniform coating film 85 is obtained.
- a coating device capable of forming a uniform coating film 85 can be provided.
- each of the plurality of nozzles 21 is in contact with the coating bar 10 during coating.
- Each of the plurality of nozzles 21 contacts the coating bar 10 when the liquid 84 is supplied from the plurality of nozzles 21 . This stabilizes the positional relationship between the plurality of nozzles 21 and the application bar 10 . As a result, the coating state can be made uniform to some extent.
- the uniformity of the coating film 85 may be insufficient if the contact state of the plurality of nozzles 21 with the coating bar 10 is different.
- the detection unit 50 can detect the contact state of each of the plurality of nozzles with the coating bar 10 .
- the detection unit 50 can detect not only contact or non-contact but also the amount corresponding to the area of contact.
- a more uniform coating film 85 can be obtained by detecting the contact state of each of the plurality of nozzles with the coating bar 10 .
- the contact angle may be detected by the detection unit 50 .
- the contact area or contact angle between each of the plurality of nozzles 21 and the application bar 10 changes, the electrical resistance between each of the plurality of nozzles 21 and the application bar 10 changes.
- the sounds generated from the plurality of nozzles 21 change.
- the contact area, contact angle, or the like changes, the stress received by each of the plurality of nozzles 21 changes.
- the light for example, reflected light
- the contact area, contact angle, or the like changes, the shapes of the plurality of nozzles 21 change, and the images of the plurality of nozzles 21 change.
- the detection unit 50 can detect these changes.
- the plurality of holders 22 are controlled such that these amounts for the plurality of nozzles 21 are detected and the detected amounts are uniform among the plurality of nozzles 21 . Thereby, the contact state of the plurality of nozzles 21 with the coating bar 10 can be made uniform.
- the coating device 110 may include a control section 70.
- the control unit 70 controls the plurality of holding units 22 based on the amount detected by the detection unit 50 . Thereby, the position (contact state) of each of the plurality of nozzles 21 with respect to the application bar 10 is appropriately controlled.
- the detection unit 50 may detect contact of at least one of the plurality of nozzles 21 with the application bar 10 .
- a meniscus 84M is formed by the liquid supplied from the plurality of nozzles 21 between the member 80 to be coated and the coating bar 10. As shown in FIG. The meniscus 84M contacts the surface of the member 80 to be coated. By changing the relative position between the member to be coated 80 and the coating bar 10 , a coating film 85 is formed on the member to be coated 80 with the liquid 84 .
- the coating device 110 includes a first conveying portion 66a and a second conveying portion 66b. These transports are, for example, rollers.
- the sheet-shaped coated member 80 is moved along the conveying direction 80D by these conveying units.
- the meniscus 84M contacts a portion of the member 80 to be coated. In this example, roll-to-roll coating is performed.
- the application bar 10 extends along one direction.
- One direction is, for example, the Y-axis direction.
- One direction perpendicular to the Y-axis direction is defined as the X-axis direction.
- a direction perpendicular to the Y-axis direction and the X-axis direction is defined as the Z-axis direction.
- the transport direction 80D intersects with the Y-axis direction.
- the transport direction 80D is the X-axis direction.
- the Z-axis direction corresponds to, for example, the height direction.
- the plurality of nozzles 21 may extend substantially along the transport direction 80D.
- the plurality of nozzles 21 may be inclined with respect to the transport direction 80D within the XZ plane.
- liquid 84 is stored in container 65 .
- the liquid 84 is supplied to the plurality of nozzles 21 through the supply pipe 25 by the supply section 61 .
- the supply unit 61 is, for example, a pump 61p.
- a plurality of pumps 61p are provided.
- one of the multiple pumps 61 p is connected to multiple supply pipes 25 .
- One of the multiple supply pipes 25 is connected to one of the multiple nozzles 21 .
- a liquid 84 is supplied to the plurality of nozzles 21 by one of the plurality of pumps 61p.
- the coating device 110 may include a support portion 24.
- the support portion 24 supports the plurality of holding portions 22 .
- the support portion 24 can control the plurality of holding portions 22 to change the direction in which the plurality of nozzles 21 extend. angle) may be changeable.
- the extending direction of the plurality of nozzles 21 may be collectively changed by changing the angle of the extending direction of the support portion 24 .
- the support part 24 can change the relative positions of the plurality of holding parts 22 with respect to the application bar 10 .
- Relative positions include, for example, positions in the X-axis direction and the Z-axis direction.
- the relative position includes, for example, the angle of the direction in which the plurality of holding portions 22 are arranged.
- the coating device 110 may include a drying section 68, as shown in FIGS.
- the drying section 68 can supply gas, heat, or the like toward the coating film 85 .
- the gas may be, for example, heated air. Drying of the coating film 85 is accelerated.
- the desired film may be obtained by drying the coating film 85 to become solid.
- Drying section 68 may include, for example, air nozzles or far-infrared lamps.
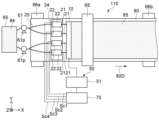
- the detection section 50 includes a resistance detection section 51 .
- the resistance detection unit 51 can detect electrical resistance between each of the plurality of nozzles 21 and the application bar 10 .
- the resistance detector 51 may include, for example, a resistance measurement circuit, a current measurement circuit, or a voltage measurement circuit.
- the coating device 110 includes a plurality of terminals (terminals T1 to T4).
- One of the multiple terminals is electrically connected to one of the multiple nozzles 21 .
- Another one of the plurality of terminals is electrically connected to another one of the plurality of nozzles 21 .
- the resistance detector 51 is electrically connected to the plurality of nozzles 21 through a plurality of terminals.
- the resistance detector 51 is electrically connected to the application bar 10 . With such a configuration, the resistance detector 51 detects electrical resistance between each of the plurality of nozzles 21 and the coating bar 10 .
- the electrical resistance is excessively high, there is no contact or insufficient contact. If the electrical resistance is too low, excessive contact occurs, for example, multiple nozzles 21 or coating bar 10 may be damaged, making stable coating difficult.
- the electrical resistance is in the appropriate range, a suitable contact state can be uniformly obtained in the plurality of nozzles 21, and a uniform coating film 85 can be obtained.
- a suitable electrical resistance range is 10 ⁇ or more and 50 ⁇ or less.
- a uniform coating film can be obtained by setting each of the plurality of nozzles 21 within this range.
- FIG. 3 is a schematic plan view illustrating the coating device according to the first embodiment.
- a plurality of terminals terminals T1 to T4 and wires connected thereto are omitted for the sake of clarity.
- the control unit 70 can supply control signals (control signals Sc1 to Sc4, etc.) to each of the plurality of holding units 22 .
- the control signal is based on the amount detected by the detection unit 50 (the amount corresponding to the contact state). Thereby, the contact state of each of the plurality of nozzles 21 held by the plurality of holding portions 22 is controlled.
- control section 70 can control the plurality of holding sections 22 based on the amount detected by the detection section 50 .
- the control unit 70 can cause the holding units 22 to control the positions (contact states) of the nozzles 21 with respect to the coating bar 10 .
- FIG. 4 is a schematic plan view illustrating the coating device according to the first embodiment.
- the detector 50 includes a sound detector 52 .
- the sound detection unit 52 can detect sounds generated from each of the plurality of nozzles 2 . Sound may include ultrasound.
- Other configurations of the coating device 111 may be the same as those of the coating device 110 .
- the sound detection unit 52 may include, for example, multiple sound detection elements (elements 52a to 52d, etc.). One of the plurality of sound detection elements detects sound emitted from one of the plurality of nozzles 21 . Another one of the plurality of sound detection elements detects sound emitted from another one of the plurality of nozzles 21 . With such a configuration, sounds generated from each of the plurality of nozzles 21 are detected.
- the sound detection unit 52 detects the volume of sound, frequency components included in the sound, and the like.
- a lower threshold value and an upper threshold value may be defined for sound parameters (loudness, frequency components, etc.).
- the control unit 70 can compare the detected sound with a threshold value. (Control signals Sc1 to Sc4, etc.) corresponding to the comparison results are supplied from the control unit 70 to the plurality of holding units 22.
- FIG. A contact state of the plurality of nozzles 21 is controlled by the plurality of holding portions 22 .
- a uniform coating film 85 is obtained.
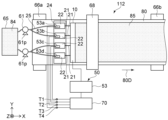
- FIG. 5 is a schematic plan view illustrating the coating device according to the first embodiment.
- the detection section 50 includes a stress detection section 53 .
- the stress detector 53 can detect stress applied to each of the plurality of nozzles 21 .
- Other configurations of the coating device 112 may be the same as those of the coating device 110 .
- the stress detection section 53 may include a plurality of stress detection elements (elements 53a to 53d, etc.). One of the plurality of stress detection elements is provided on one of the plurality of holding portions 22 . Another one of the plurality of stress detection elements is provided on another one of the plurality of holding portions 22 . A stress applied to each of the plurality of nozzles 21 is detected by the plurality of stress detection elements.
- a plurality of stress detection elements are electrically connected to the circuit section of the stress detection section 53 via a plurality of terminals (terminals T1 to T4, etc.).
- a lower threshold and an upper threshold may be defined for stress.
- the controller 70 can compare the detected stress with a threshold value. (Control signals Sc1 to Sc4, etc.) corresponding to the comparison results are supplied from the control unit 70 to the plurality of holding units 22.
- FIG. A contact state of the plurality of nozzles 21 is controlled by the plurality of holding portions 22 .
- a uniform coating film 85 is obtained.
- the plurality of stress detection elements may include, for example, piezoelectric elements.
- the multiple holding units 22 may include an actuator or the like that changes the positions of the multiple nozzles 21 .
- An actuator may function as a plurality of stress sensing elements.
- a drive voltage applied to the actuator may operate the actuator to control the plurality of nozzles 21 .
- the drive voltage may be servo controlled. By servo-controlling the driving voltage according to the stress in the plurality of nozzles 21, the contact state of the plurality of nozzles 21 can be made uniform.
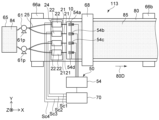
- FIG. 6 is a schematic plan view illustrating the coating device according to the first embodiment.
- the detector 50 includes a photodetector 54 .
- the light detection section 54 can detect light obtained from each of the plurality of nozzles 21 .
- Other configurations of the coating device 113 may be the same as those of the coating device 110 .
- the photodetector 54 may include a plurality of light receiving elements (elements 54a to 54d, etc.). For example, a plurality of nozzles 21 are irradiated with light. The light is reflected by multiple nozzles 21 . The reflected light corresponds to the contact state of each of the multiple nozzles 21 . By detecting the light from the plurality of nozzles 21 with the plurality of light receiving elements, the contact state of each of the plurality of nozzles 21 can be detected.
- the photodetector 54 may include a plurality of light emitting elements. A plurality of light emitting elements are provided corresponding to a plurality of light receiving elements.
- a lower threshold value and an upper threshold value may be defined for light.
- the controller 70 can compare the detected light with a threshold. (Control signals Sc1 to Sc4, etc.) corresponding to the comparison results are supplied from the control unit 70 to the plurality of holding units 22.
- FIG. A contact state of the plurality of nozzles 21 is controlled by the plurality of holding portions 22 .
- a uniform coating film 85 is obtained.
- FIG. 7 is a schematic plan view illustrating the coating device according to the first embodiment.
- the detection section 50 includes an imaging section 55 .
- the imaging unit 55 can detect images of each of the plurality of nozzles 21 .
- Other configurations of the coating device 113 may be the same as those of the coating device 110 .
- the image of each of the multiple nozzles 21 includes the contact state of each of the multiple nozzles 21 .
- the imaging unit 55 includes an imaging element 55a.
- the imaging element 55a captures an image of each of the multiple nozzles 21 .
- the imaging unit 55 analyzes the image obtained by the imaging element 55a. Information about the contact state of each of the plurality of nozzles 21 is obtained from the image analysis results.
- a lower threshold value and an upper threshold value may be defined for parameters obtained by image analysis.
- the controller 70 can compare the detected image with a threshold. (Control signals Sc1 to Sc4, etc.) corresponding to the comparison results are supplied from the control unit 70 to the plurality of holding units 22.
- FIG. A contact state of the plurality of nozzles 21 is controlled by the plurality of holding portions 22 .
- a uniform coating film 85 is obtained.
- the plurality of nozzles 21 are needle-shaped, for example.
- the ends of the nozzles 21 are likely to come into contact with the coating bar 10 .
- Each length of the plurality of nozzles 21 is, for example, 10 mm or more and 100 mm or less.
- Each inner diameter of the plurality of nozzles 21 is, for example, 0.1 mm or more and 2 mm or less.
- the angle between the end surface of each end of the plurality of nozzles 21 and the extending direction of each of the plurality of nozzles 21 is, for example, about 90 degrees (for example, 75 degrees or more and 105 degrees or less). For example, damage to the application bar 10 can be easily suppressed.
- the plurality of nozzles 21 are electrically conductive.
- Each of the plurality of nozzles 21 may include, for example, a locking base made of stainless steel.
- Feed tube 25 may comprise, for example, polytetrafluoroethylene.
- the plurality of nozzles 21 and the supply pipe 25 may be connected by a detachable joint.
- the cross-sectional shape of the application bar 10 is arbitrary.
- the cross-sectional shape of the application bar 10 may be circular, flattened circular or polygonal, for example.
- a part of the cross-sectional shape may be curved and the other part may be linear.
- the cross-sectional shape of the surface of the coating bar 10 facing the member to be coated 80 may be curved.
- the radius of the circle is, for example, 5 mm or more and 50 mm or less.
- the length of the application bar 10 is, for example, 100 mm or more and 5000 mm or less.
- the application bar 10 is conductive.
- the coating bar 10 contains at least one selected from the group consisting of stainless steel, aluminum, titanium, nickel and copper, for example. Machining of the application bar 10 is facilitated.
- the surface of the application bar 10 is, for example, a mirror surface. In another example, the surface of coating bar 10 may include irregularities.
- the number of pumps 61p is four.
- a pipe connected to one pump 61 p is connected to four nozzles 21 .
- the number of nozzles 21 is sixteen.
- the plurality of nozzles 21 are held by the plurality of holding portions 22, respectively.
- a plurality of holding portions 22 are supported by one supporting portion 24 .
- the support portion 24 is, for example, a cantilever bar. It may be supported by multiple portions of the support 24 .
- One of the holders 22 may include an actuator that displaces the nozzles 21 .
- FIG. 8 is a flow chart illustrating an application method according to the second embodiment.
- the coating method according to the embodiment includes detecting amounts corresponding to respective positions of a plurality of nozzles with respect to the coating bar 10 (step S10).
- the coating bar 10 can face the member 80 to be coated.
- the above quantities relate to the state of contact of the plurality of nozzles 21 with the application bar 10 .
- the plurality of holders 22 that respectively hold the plurality of nozzles 21 are controlled based on the above amount. For example, the detected quantity Vd is compared with the lower threshold value Vs1 and the upper threshold value Vs2 (step S20). If the quantity Vd is not equal to or greater than the lower limit threshold value Vs1 and equal to or less than the upper limit threshold value Vs2, the plurality of holding units 22 are controlled (step S30). After step S30, the process returns to step S10. The process including steps S10, S20 and S30 may be performed repeatedly.
- step S20 if the amount Vd is equal to or greater than the lower limit threshold value Vs1 and equal to or less than the upper limit threshold value Vs2, the process proceeds to step S40.
- step S ⁇ b>40 the liquid 84 is applied to the coated member 80 by supplying the liquid 84 from the plurality of nozzles 21 to the coating bar 10 .
- the amount (for example, contact state) corresponding to each position of the plurality of nozzles with respect to the coating bar 10 is detected. Based on the detected amount, the plurality of holders 22 are controlled to control the states of the plurality of nozzles 21 . Thereby, a uniform coating film 85 is obtained. According to the embodiments, it is possible to provide a coating method capable of forming a uniform coating film.
- the plurality of nozzles 21 may come into contact with the coating bar 10 in coating the liquid 84 .
- Detecting the above quantities may include detecting electrical resistance between each of the plurality of nozzles 21 and the coating bar 10 .
- Detecting the quantity may include detecting the sound emanating from each of the plurality of nozzles 21 .
- Detecting the above quantities may include detecting the stress applied to each of the plurality of nozzles 21 .
- Detecting the quantity may include detecting light obtained from each of the plurality of nozzles 21 .
- Detecting the quantity may include detecting an image of each of the plurality of nozzles. At least one position or angle of the plurality of nozzles 21 is controlled according to these detection results.
- a solar cell may be formed by the coating device 110 according to the embodiment and the coating method according to the embodiment.
- the coated member 80 is, for example, a PET film. Electrodes are provided on the PET film.
- the electrodes are, for example, optically transparent.
- the electrode has a laminated structure of ITO (Indium Tin Oxide) film/Ag alloy/ITO film.
- the electrodes may be formed by, for example, a roll-to-roll sputtering apparatus. For example, multiple electrodes may be provided. The width of one of the multiple electrodes is, for example, approximately 20 mm. The distance between the electrodes is, for example, 50 ⁇ m.
- liquid 84 forms a hole transport layer.
- liquid 84 contains PEDOT (poly(3,4-ethylenedioxythiophene)) and PSS (polystyrene sulfonic acid).
- Liquid 84 is an aqueous solution.
- the angle between the extending direction of the plurality of nozzles 21 and the horizontal direction is 20 degrees.
- the moving speed of the coated member 80 is, for example, 5 m/min.
- Liquid 84 in another application includes, for example, a semiconductor material.
- Another liquid is, for example, PTB7 ([poly ⁇ 4,8-bis[(2-ethylhexyl)oxy]benzo[1,2-b:4,5-b']dithiophene-2,6-diyl-1t- alt-3-fluoro-2-[(2-ethylhexyl)carbonyl]thieno[3,4-b]thiophene-4,6-diyl ⁇ ]) and PC70BM ([6,6]phenyl C71 butyric acid methyl ester) and including.
- This liquid 84 further contains, for example, monochlorobenzene.
- the liquid 84 in this separate application becomes, for example, the semiconductor film of a solar cell.
- An organic thin-film solar cell using an organic semiconductor or an organic/inorganic hybrid solar cell may be manufactured by the coating apparatus 110 according to the embodiment and the coating method according to the embodiment. High-performance, large-area solar cells can be manufactured.
- Embodiments may include the following configurations (for example, technical proposals).
- (Configuration 1) a coating bar that can face the member to be coated; a plurality of nozzles capable of supplying liquid toward the coating bar; a plurality of holding portions, one of the plurality of holding portions holding one of the plurality of nozzles, and one of the plurality of holding portions holding the plurality of nozzles relative to the coating bar said plurality of retainers being controllable in the position of said one of and a detection unit capable of detecting an amount corresponding to each position of the plurality of nozzles with respect to the coating bar.
- the detection unit includes a resistance detection unit, The coating device according to Configuration 1, wherein the resistance detection unit can detect electrical resistance between each of the plurality of nozzles and the coating bar.
- Composition 4 Equipped with multiple terminals, one of the plurality of terminals electrically connected to the one of the plurality of nozzles; The applicator according to configuration 3, wherein another one of the plurality of terminals is electrically connected to another one of the plurality of nozzles.
- the detection unit includes a sound detection unit, The coating device according to Configuration 1, wherein the sound detection unit is capable of detecting sounds generated from each of the plurality of nozzles.
- the detection unit includes a stress detection unit, The coating device according to Configuration 1, wherein the stress detection unit is capable of detecting stress applied to each of the plurality of nozzles.
- the stress detection unit includes the plurality of stress detection elements, one of the plurality of stress detection elements is provided in the one of the plurality of holding portions; The applicator according to configuration 6, wherein another one of the plurality of stress detection elements is provided on another one of the plurality of holding portions.
- the detection unit includes a light detection unit, The coating apparatus according to Configuration 1, wherein the light detection section is capable of detecting light obtained from each of the plurality of nozzles.
- the detection unit includes an imaging unit, The coating device according to Configuration 1, wherein the imaging unit is capable of detecting an image of each of the plurality of nozzles.
- Configuration 10 further comprising a control unit,
- the control section controls the plurality of holding sections based on the amount detected by the detection section, and causes the plurality of holding sections to indicate positions of the plurality of nozzles with respect to the coating bar.
- the coating device according to any one of configurations 1 to 9, which is capable of controlling the
- composition 11 further comprising a support, the support portion supports the plurality of holding portions;
- the coating device according to any one of configurations 1 to 10, wherein the support section can change relative positions of the plurality of holding sections with respect to the coating bar.
- composition 12 further comprising a support, the support portion supports the plurality of holding portions;
- the coating device according to any one of configurations 1 to 10, wherein the support section can change the direction in which the plurality of nozzles extend by controlling the plurality of holding sections.
- composition 13 The coating device according to any one of configurations 1 to 11, wherein the liquid supplied from the plurality of nozzles can form a meniscus between the member to be coated and the coating bar.
- composition 14 Detecting the amount corresponding to each position of a plurality of nozzles with reference to the coating bar that can face the member to be coated, controlling a plurality of holders respectively holding the plurality of nozzles based on the amount, controlling positions of the plurality of nozzles with respect to the coating bar, and controlling the positions of the plurality of nozzles on the coating bar; and applying the liquid to the member to be coated by supplying the liquid from the
- composition 15 15. The coating method according to configuration 14, wherein in the coating of the liquid, the plurality of nozzles are in contact with the coating bar.
- composition 16 15. The method of claim 14, wherein said detecting said quantity comprises detecting an electrical resistance between each of said plurality of nozzles and said coating bar.
- composition 17 15. The method of claim 14, wherein said detecting said quantity comprises detecting a sound emanating from each of said plurality of nozzles.
- composition 18 15. The method of claim 14, wherein said detecting said quantity includes detecting a stress applied to each of said plurality of nozzles.
- composition 19 15. The method of claim 14, wherein said detecting said quantity comprises detecting light obtained from each of said plurality of nozzles.
- a coating device and coating method capable of forming a uniform coating film are provided.
Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22926320.7A EP4484018A4 (en) | 2022-02-21 | 2022-02-21 | COATING DEVICE AND COATING METHOD |
| CN202280016250.7A CN117062675A (zh) | 2022-02-21 | 2022-02-21 | 涂敷装置以及涂敷方法 |
| PCT/JP2022/006886 WO2023157285A1 (ja) | 2022-02-21 | 2022-02-21 | 塗布装置及び塗布方法 |
| JP2023552264A JP7560681B2 (ja) | 2022-02-21 | 2022-02-21 | 塗布装置及び塗布方法 |
| US18/450,673 US20230390799A1 (en) | 2022-02-21 | 2023-08-16 | Coating apparatus and coating method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/006886 WO2023157285A1 (ja) | 2022-02-21 | 2022-02-21 | 塗布装置及び塗布方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/450,673 Continuation US20230390799A1 (en) | 2022-02-21 | 2023-08-16 | Coating apparatus and coating method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023157285A1 true WO2023157285A1 (ja) | 2023-08-24 |
Family
ID=87578144
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/006886 Ceased WO2023157285A1 (ja) | 2022-02-21 | 2022-02-21 | 塗布装置及び塗布方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230390799A1 (https=) |
| EP (1) | EP4484018A4 (https=) |
| JP (1) | JP7560681B2 (https=) |
| CN (1) | CN117062675A (https=) |
| WO (1) | WO2023157285A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006256051A (ja) * | 2005-03-16 | 2006-09-28 | Fuji Xerox Co Ltd | 液滴吐出ヘッドバー、液滴吐出装置、及び、液滴吐出ヘッドバー製造方法 |
| JP2009183914A (ja) * | 2008-02-08 | 2009-08-20 | Central Glass Co Ltd | 塗布液の塗布装置および塗布方法 |
| WO2021181445A1 (ja) * | 2020-03-09 | 2021-09-16 | 株式会社 東芝 | 塗布ヘッド、塗布装置及び塗布方法 |
| JP2021182618A (ja) * | 2020-05-19 | 2021-11-25 | パナソニックIpマネジメント株式会社 | 塗布装置、部品搭載装置、及び、塗布方法 |
| WO2022029861A1 (ja) * | 2020-08-04 | 2022-02-10 | 株式会社 東芝 | 塗布装置及び塗布方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3718117A (en) * | 1971-04-26 | 1973-02-27 | Armstrong Cork Co | Grooved rod coater |
| US5958137A (en) * | 1989-03-10 | 1999-09-28 | Nextec Applications, Inc. | Apparatus of feedback control for the placement of a polymer composition into a web |
| JP2002515333A (ja) * | 1998-05-19 | 2002-05-28 | パンケイク、ユージン、エイ | 圧送被覆剤塗布システム |
| KR100628275B1 (ko) * | 2004-11-04 | 2006-09-27 | 엘지.필립스 엘시디 주식회사 | 인쇄노즐 |
| US7927668B2 (en) * | 2005-04-12 | 2011-04-19 | Toray Industries, Inc. | Coater of electric insulating sheet and method for producing electric insulating sheet with coated film |
| US7611217B2 (en) * | 2005-09-29 | 2009-11-03 | Applied Materials, Inc. | Methods and systems for inkjet drop positioning |
| JP5062002B2 (ja) * | 2008-03-31 | 2012-10-31 | 住友化学株式会社 | 塗工方法および塗工装置 |
| WO2014076441A1 (en) * | 2012-11-15 | 2014-05-22 | Rainbow Technology Systems Limited | Apparatus for directly applying liquid to a substrate |
| US8960123B2 (en) * | 2013-02-08 | 2015-02-24 | Enki Technology, Inc. | Coating and curing apparatus and methods |
| JP6232861B2 (ja) * | 2013-09-04 | 2017-11-22 | 株式会社リコー | 画像形成装置及び吐出検知装置 |
| CA3029111C (en) * | 2016-07-08 | 2025-05-06 | Macdonald, Dettwiler And Associates Inc. | SYSTEM AND METHOD FOR AUTOMATED, VISION-GUIDED DISTRIBUTION OF VISCOUS FLUIDS, INTENDED FOR CALFATILLING AND SEALING OPERATIONS |
| US10413933B2 (en) * | 2017-12-01 | 2019-09-17 | Metal Industries Research & Development Centre | Coating method and coating device |
| JP7145342B2 (ja) * | 2020-03-04 | 2022-09-30 | 株式会社東芝 | デバイス形成に用いることができる塗布方法および塗布装置 |
| JP7614817B2 (ja) * | 2020-12-14 | 2025-01-16 | キヤノン株式会社 | 素子基板、液体吐出ヘッド、液体吐出装置および製造方法 |
| US12226790B2 (en) * | 2021-05-28 | 2025-02-18 | Nissan North America, Inc. | Acoustic force assisted painting system |
| CN113578602A (zh) * | 2021-08-12 | 2021-11-02 | 成都中建材光电材料有限公司 | 一种喷涂装置 |
-
2022
- 2022-02-21 EP EP22926320.7A patent/EP4484018A4/en active Pending
- 2022-02-21 JP JP2023552264A patent/JP7560681B2/ja active Active
- 2022-02-21 WO PCT/JP2022/006886 patent/WO2023157285A1/ja not_active Ceased
- 2022-02-21 CN CN202280016250.7A patent/CN117062675A/zh active Pending
-
2023
- 2023-08-16 US US18/450,673 patent/US20230390799A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006256051A (ja) * | 2005-03-16 | 2006-09-28 | Fuji Xerox Co Ltd | 液滴吐出ヘッドバー、液滴吐出装置、及び、液滴吐出ヘッドバー製造方法 |
| JP2009183914A (ja) * | 2008-02-08 | 2009-08-20 | Central Glass Co Ltd | 塗布液の塗布装置および塗布方法 |
| WO2021181445A1 (ja) * | 2020-03-09 | 2021-09-16 | 株式会社 東芝 | 塗布ヘッド、塗布装置及び塗布方法 |
| JP2021182618A (ja) * | 2020-05-19 | 2021-11-25 | パナソニックIpマネジメント株式会社 | 塗布装置、部品搭載装置、及び、塗布方法 |
| WO2022029861A1 (ja) * | 2020-08-04 | 2022-02-10 | 株式会社 東芝 | 塗布装置及び塗布方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4484018A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7560681B2 (ja) | 2024-10-02 |
| JPWO2023157285A1 (https=) | 2023-08-24 |
| EP4484018A1 (en) | 2025-01-01 |
| CN117062675A (zh) | 2023-11-14 |
| EP4484018A4 (en) | 2025-11-19 |
| US20230390799A1 (en) | 2023-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6990643B2 (ja) | 静電チャック、成膜装置、成膜方法、及び電子デバイスの製造方法 | |
| TW546987B (en) | Reusable mass-sensor in manufacture of organic light-emitting devices | |
| KR100976604B1 (ko) | 웨이퍼 에지영역 검사장치, 이를 이용하는 웨이퍼 에지영역검사방법 및 웨이퍼 정렬방법 | |
| US9406885B2 (en) | Coating method, and method of forming organic layer using the same | |
| JP2011175921A (ja) | エレクトロスプレーデポジション装置及び局所成膜方法 | |
| CN106607320B (zh) | 适用于柔性基板的热真空干燥装置 | |
| US20240399406A1 (en) | Coating device, meniscus head, and coating method | |
| US20220161292A1 (en) | Coating apparatus and coating method | |
| US20210408378A1 (en) | Coating process and coating apparatus usable for device formation | |
| WO2023157285A1 (ja) | 塗布装置及び塗布方法 | |
| US20100021622A1 (en) | Apparatus and method for forming multilayer polymer thin film | |
| US20250178015A1 (en) | Coating device and coating method | |
| KR101528456B1 (ko) | 기판 처리 장치 및 기판 처리 방법 | |
| KR101249193B1 (ko) | 정전 분무 장치 | |
| CN113713975B (zh) | 一种四电极静电喷雾打印装置及薄膜制备方法 | |
| WO2022185467A1 (ja) | 塗布装置及び塗布方法 | |
| JPWO2021048924A1 (ja) | 塗布方法、塗布バーヘッドおよび塗布装置 | |
| US20250178021A1 (en) | Coating device and coating method | |
| CN1743496A (zh) | 具有气体喷射组件的溅射装置 | |
| JPH11253869A (ja) | 塗布装置 | |
| CN109576666B (zh) | 基板支承构造体和包括其的真空蒸镀装置及蒸镀方法 | |
| JP2008296067A (ja) | 塗布方法 | |
| US20170072436A1 (en) | Coated film removing apparatus | |
| KR20130129824A (ko) | 구조화된 피복 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280016250.7 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023552264 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22926320 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022926320 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022926320 Country of ref document: EP Effective date: 20240923 |