WO2023139444A1 - 発光デバイス - Google Patents
発光デバイス Download PDFInfo
- Publication number
- WO2023139444A1 WO2023139444A1 PCT/IB2023/050181 IB2023050181W WO2023139444A1 WO 2023139444 A1 WO2023139444 A1 WO 2023139444A1 IB 2023050181 W IB2023050181 W IB 2023050181W WO 2023139444 A1 WO2023139444 A1 WO 2023139444A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- light
- organic compound
- emitting device
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



































































Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K85/00—Organic materials used in the body or electrodes of devices covered by this subclass
- H10K85/60—Organic compounds having low molecular weight
- H10K85/649—Aromatic compounds comprising a hetero atom
- H10K85/654—Aromatic compounds comprising a hetero atom comprising only nitrogen as heteroatom
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/10—OLEDs or polymer light-emitting diodes [PLED]
- H10K50/11—OLEDs or polymer light-emitting diodes [PLED] characterised by the electroluminescent [EL] layers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/10—OLEDs or polymer light-emitting diodes [PLED]
- H10K50/11—OLEDs or polymer light-emitting diodes [PLED] characterised by the electroluminescent [EL] layers
- H10K50/125—OLEDs or polymer light-emitting diodes [PLED] characterised by the electroluminescent [EL] layers specially adapted for multicolour light emission, e.g. for emitting white light
- H10K50/13—OLEDs or polymer light-emitting diodes [PLED] characterised by the electroluminescent [EL] layers specially adapted for multicolour light emission, e.g. for emitting white light comprising stacked EL layers within one EL unit
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/10—OLEDs or polymer light-emitting diodes [PLED]
- H10K50/14—Carrier transporting layers
- H10K50/16—Electron transporting layers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/805—Electrodes
- H10K50/81—Anodes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/80—Constructional details
- H10K50/805—Electrodes
- H10K50/82—Cathodes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/90—Assemblies of multiple devices comprising at least one organic light-emitting element
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K85/00—Organic materials used in the body or electrodes of devices covered by this subclass
- H10K85/30—Coordination compounds
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K85/00—Organic materials used in the body or electrodes of devices covered by this subclass
- H10K85/30—Coordination compounds
- H10K85/321—Metal complexes comprising a group IIIA element, e.g. Tris (8-hydroxyquinoline) gallium [Gaq3]
- H10K85/324—Metal complexes comprising a group IIIA element, e.g. Tris (8-hydroxyquinoline) gallium [Gaq3] comprising aluminium, e.g. Alq3
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K85/00—Organic materials used in the body or electrodes of devices covered by this subclass
- H10K85/60—Organic compounds having low molecular weight
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K85/00—Organic materials used in the body or electrodes of devices covered by this subclass
- H10K85/60—Organic compounds having low molecular weight
- H10K85/615—Polycyclic condensed aromatic hydrocarbons, e.g. anthracene
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K85/00—Organic materials used in the body or electrodes of devices covered by this subclass
- H10K85/60—Organic compounds having low molecular weight
- H10K85/615—Polycyclic condensed aromatic hydrocarbons, e.g. anthracene
- H10K85/622—Polycyclic condensed aromatic hydrocarbons, e.g. anthracene containing four rings, e.g. pyrene
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K85/00—Organic materials used in the body or electrodes of devices covered by this subclass
- H10K85/60—Organic compounds having low molecular weight
- H10K85/649—Aromatic compounds comprising a hetero atom
- H10K85/657—Polycyclic condensed heteroaromatic hydrocarbons
- H10K85/6572—Polycyclic condensed heteroaromatic hydrocarbons comprising only nitrogen in the heteroaromatic polycondensed ring system, e.g. phenanthroline or carbazole
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K2101/00—Properties of the organic materials covered by group H10K85/00
- H10K2101/10—Triplet emission
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K2101/00—Properties of the organic materials covered by group H10K85/00
- H10K2101/20—Delayed fluorescence emission
- H10K2101/25—Delayed fluorescence emission using exciplex
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K2101/00—Properties of the organic materials covered by group H10K85/00
- H10K2101/27—Combination of fluorescent and phosphorescent emission
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K50/00—Organic light-emitting devices
- H10K50/10—OLEDs or polymer light-emitting diodes [PLED]
- H10K50/19—Tandem OLEDs
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K59/00—Integrated devices, or assemblies of multiple devices, comprising at least one organic light-emitting element covered by group H10K50/00
- H10K59/30—Devices specially adapted for multicolour light emission
- H10K59/35—Devices specially adapted for multicolour light emission comprising red-green-blue [RGB] subpixels
Definitions
- One aspect of the present invention relates to a light-emitting device, a display module, and an electronic device.
- one embodiment of the present invention is not limited to the above technical field.
- Examples of the technical field of one embodiment of the present invention include semiconductor devices, light-emitting devices, power storage devices, memory devices, electronic devices, lighting devices, input devices (e.g., touch sensors), input/output devices (e.g., touch panels), driving methods thereof, and manufacturing methods thereof.
- Light-emitting devices also referred to as light-emitting elements
- EL electroluminescence
- the basic structure of these organic EL devices is to sandwich an organic compound layer containing a light-emitting material between a pair of electrodes. By applying a voltage to this device to inject carriers and utilizing the recombination energy of the carriers, light emission from the light-emitting material can be obtained.
- a light-emitting device also referred to as an EL device or an EL element
- a light-emitting device that utilizes the electroluminescence phenomenon has characteristics such as easy thinning and weight reduction, high-speed response to an input signal, and driveability using a DC constant-voltage power supply, and is applied to light-emitting devices.
- light-emitting devices are expected to be applied to various uses.
- applications of large light-emitting devices include home television devices (also referred to as televisions or television receivers), digital signage (digital signage), and PIDs (Public Information Displays).
- mobile information terminals such as smart phones and tablet terminals with touch panels are being developed.
- VR virtual reality
- AR augmented reality
- SR substitute reality
- MR mixed reality
- Patent Document 1 discloses a light-emitting device for VR using an organic EL device (also referred to as an organic EL element). Further, Patent Document 2 discloses a light-emitting device having a low driving voltage and good reliability, which uses a mixed film of a transition metal and an organic compound having a lone pair of electrons as an electron injection layer.
- One embodiment of the present invention is a light-emitting device including a first electrode, a second electrode, a first EL layer, an intermediate layer, and a second EL layer, wherein the first electrode is positioned to face the second electrode with the intermediate layer interposed therebetween, the first EL layer is positioned between the first electrode and the intermediate layer, the second EL layer is positioned between the intermediate layer and the second electrode, and the intermediate layer contains an organic compound represented by the following general formula (G1): There is.
- X is a group represented by the following general formula (G1-1)
- Y is a group represented by the following general formula (G1-2).
- R 1 and R 2 each independently represent hydrogen or deuterium
- h represents an integer of 1 to 6
- Ar represents a substituted or unsubstituted heteroaryl having 6 to 30 carbon atoms constituting a ring or an aryl having 6 to 30 carbon atoms constituting a substituted or unsubstituted ring.
- R3 to R6 each independently represent hydrogen or deuterium
- m represents an integer of 0 to 4
- n represents an integer of 1 to 5
- m+1 ⁇ n When m or n is 2 or more, R 3 to R 6 may be the same or different.
- another embodiment of the present invention includes a first electrode, a second electrode, a first EL layer, an intermediate layer, a second EL layer, and an organic compound layer, wherein the first electrode is positioned to face the second electrode with the intermediate layer interposed therebetween, the first EL layer is positioned between the first electrode and the intermediate layer, the second EL layer is positioned between the intermediate layer and the second electrode, and the organic compound layer is positioned between the second EL layer and the second electrode.
- 2 electrodes, and the intermediate layer and the organic compound layer include an organic compound represented by the following general formula (G1).
- X is a group represented by the following general formula (G1-1)
- Y is a group represented by the following general formula (G1-2).
- R 1 and R 2 each independently represent hydrogen or deuterium
- h represents an integer of 1 to 6
- Ar represents a substituted or unsubstituted heteroaryl having 6 to 30 carbon atoms constituting a ring or an aryl having 6 to 30 carbon atoms constituting a substituted or unsubstituted ring.
- R3 to R6 each independently represent hydrogen or deuterium
- m represents an integer of 0 to 4
- n represents an integer of 1 to 5
- m+1 ⁇ n When m or n is 2 or more, R 3 to R 6 may be the same or different.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the organic compound included in the organic compound layer is included in a region in contact with the second EL layer.
- the organic compound layer includes one or more of a metal, a metal compound, and a metal complex.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the organic compound layer has a stacked structure of a layer containing an organic compound and a layer containing one or more of a metal, a metal compound, and a metal complex.
- another embodiment of the present invention is a light-emitting device in which any one of the metal, the metal compound, and the metal complex is aluminum in the above structure.
- another embodiment of the present invention is a light-emitting device having the above structure, wherein the organic compound is an organic compound having a basic skeleton, and the basic skeleton has an acid dissociation constant pKa of 1 or more.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the organic compound has a basic skeleton, and the basic skeleton has an acid dissociation constant pKa of 10 or more.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the organic compound has a basic skeleton, and the basic skeleton has an acid dissociation constant pKa of 14 or more.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the contours of the first electrode, the first EL layer, the intermediate layer, and the second EL layer are substantially the same.
- another embodiment of the present invention includes a first electrode, a second electrode, a first EL layer, an intermediate layer, and a second EL layer, wherein the first electrode is positioned to face the second electrode with the intermediate layer interposed therebetween, the first EL layer is positioned between the first electrode and the intermediate layer, the second EL layer is positioned between the intermediate layer and the second electrode, and the intermediate layer is an organic compound having a basic skeleton, wherein the basic
- the light-emitting device includes an organic compound having a skeleton with an acid dissociation constant pKa of 12 or more.
- another embodiment of the present invention includes a first electrode, a second electrode, a first EL layer, an intermediate layer, and a second EL layer, the first electrode facing the second electrode with the intermediate layer interposed therebetween, the first EL layer located between the first electrode and the intermediate layer, the second EL layer located between the intermediate layer and the second electrode, the first electrode, the first EL layer, and the intermediate layer;
- the contours of the second EL layer substantially match, and the intermediate layer is an organic compound having a basic skeleton, the basic skeleton having an acid dissociation constant pKa of 1 or more.
- another embodiment of the present invention includes a first electrode, a second electrode, a first EL layer, an intermediate layer, a second EL layer, and an organic compound layer, wherein the first electrode is positioned to face the second electrode with the intermediate layer interposed therebetween, the first EL layer is positioned between the first electrode and the intermediate layer, the second EL layer is positioned between the intermediate layer and the second electrode, and the organic compound layer is positioned between the second EL layer and the second electrode.
- 2 electrodes, the intermediate layer and the organic compound layer are organic compounds having a basic skeleton, and the basic skeleton has an acid dissociation constant pKa of 12 or more.
- another embodiment of the present invention includes a first electrode, a second electrode, a first EL layer, an intermediate layer, a second EL layer, and an organic compound layer, the first electrode facing the second electrode with the intermediate layer therebetween, the first EL layer located between the first electrode and the intermediate layer, the second EL layer located between the intermediate layer and the second electrode, and the first electrode and the first EL layer.
- the intermediate layer and the second EL layer have substantially the same outline
- the organic compound layer is located between the second EL layer and the second electrode
- the intermediate layer and the organic compound layer are organic compounds having a basic skeleton
- the basic skeleton has an acid dissociation constant pKa of 1 or more.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the organic compound included in the organic compound layer is included in a region in contact with the second EL layer.
- the organic compound layer includes one or more of a metal, a metal compound, and a metal complex.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the organic compound layer has a stacked structure of a layer containing an organic compound and a layer containing one or more of a metal, a metal compound, and a metal complex.
- another embodiment of the present invention is a light-emitting device in which any one of the metal, the metal compound, and the metal complex is aluminum in the above structure.
- another embodiment of the present invention is a light-emitting device in which the intermediate layer includes one or more of a metal, a metal compound, and a metal complex in the above structure.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the intermediate layer has a stacked structure of a layer containing an organic compound and a layer containing one or more of a metal, a metal compound, and a metal complex.
- another embodiment of the present invention is a light-emitting device in which any one of the metal, the metal compound, and the metal complex is aluminum in the above structure.
- the organic compound included in the intermediate layer is included in a region in contact with the first EL layer.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the organic compound has a 1,3,4,6,7,8-hexahydro-2H-pyrimido[1,2-a]pyridine skeleton and a heteroaryl ring having 2 to 30 carbon atoms.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the organic compound is an organic compound represented by any one of General Formulas (G2-1) to (G2-6) below.
- R 11 to R 26 each independently represent hydrogen or deuterium
- h represents an integer of 1 to 6
- Ar is an organic compound in which a substituted or unsubstituted ring-constituting carbon atom of 6 to 30 heteroaryl or a substituted or unsubstituted ring-constituting carbon atom of 6 to 30 aryl.
- another embodiment of the present invention is a light-emitting device in which the heteroaryl having 6 to 30 carbon atoms constituting the substituted or unsubstituted ring represented by Ar or the aryl having 6 to 30 carbon atoms constituting the substituted or unsubstituted ring is represented by any one of the following structural formulas (Ar-1) to (Ar-27).
- another embodiment of the present invention is a light-emitting device in which, in the above structure, Ar contains nitrogen as a ring-constituting element, and Ar is bonded to the parenthesized skeleton in General Formula (G1) through a bond of nitrogen or a carbon adjacent to nitrogen.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the organic compound has a bicyclo ring structure in which 2 or more nitrogen atoms are contained in the ring-constituting elements, and heteroaryl or aryl having 6 to 30 carbon atoms in the ring.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the intermediate layer has a thickness of 1 nm or less.
- another embodiment of the present invention is a light-emitting device having the above structure, in which the intermediate layer has a thickness of 0.5 nm or less.
- another embodiment of the present invention is a light-emitting device having the above structure, which includes a second intermediate layer and a third EL layer between the first electrode and the second electrode.
- One embodiment of the present invention can provide a light-emitting device with high display quality.
- one embodiment of the present invention can provide a high-definition light-emitting device.
- one embodiment of the present invention can provide a light-emitting device with high resolution.
- one embodiment of the present invention can provide a highly reliable light-emitting device.
- one embodiment of the present invention can provide a novel light-emitting device with excellent convenience, usefulness, or reliability.
- one embodiment of the present invention can provide a novel display module with excellent convenience, usefulness, or reliability.
- a novel light-emitting device, a novel display module, a novel electronic device, or a novel semiconductor device can be provided.
- FIG. 1A-1C are diagrams representing a light emitting device.
- FIG. 2 is a diagram illustrating the interaction between the organic compound represented by general formula (G1) and aluminum.
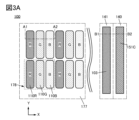
- 3A and 3B are top and cross-sectional views of a light emitting device.
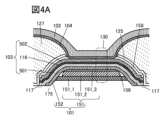
- 4A-4D are diagrams representing a light emitting device.
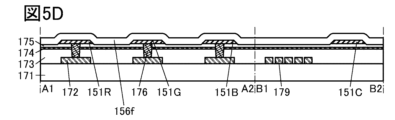
- 5A to 5E are cross-sectional views illustrating an example of a method for manufacturing a light-emitting device.
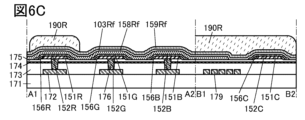
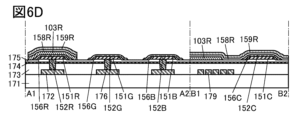
- 6A to 6D are cross-sectional views illustrating an example of a method for manufacturing a light-emitting device.
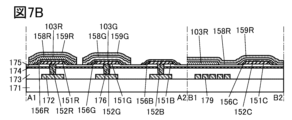
- 7A to 7D are cross-sectional views illustrating an example of a method for manufacturing a light-emitting device.
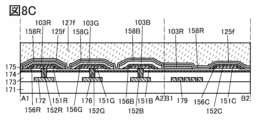
- FIG. 8A to 8C are cross-sectional views illustrating an example of a method for manufacturing a light-emitting device.
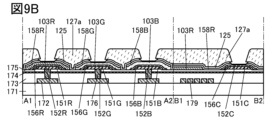
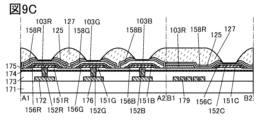
- 9A to 9C are cross-sectional views illustrating an example of a method for manufacturing a light-emitting device.
- 10A to 10C are cross-sectional views illustrating an example of a method for manufacturing a light-emitting device.
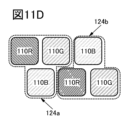
- 11A to 11G are top views showing configuration examples of pixels.
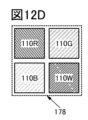
- 12A to 12I are top views showing configuration examples of pixels.
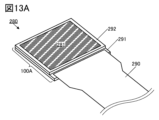
- 13A and 13B are perspective views showing configuration examples of the display module.
- 14A and 14B are cross-sectional views showing configuration examples of light-emitting devices.
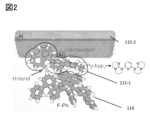
- FIG. 15 is a perspective view showing a configuration example of a light emitting device.
- FIG. 15 is a perspective view showing a configuration example of a light emitting device.
- 16A is a cross-sectional view showing a configuration example of a light emitting device.
- 16B and 16C are cross-sectional views showing configuration examples of transistors.
- FIG. 17 is a cross-sectional view showing a configuration example of a light emitting device.
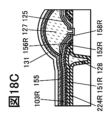
- 18A to 18D are cross-sectional views showing configuration examples of light emitting devices.
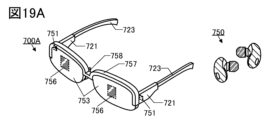
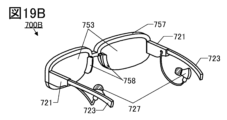
- 19A to 19D are diagrams illustrating examples of electronic devices.
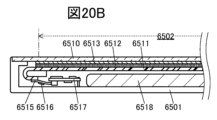
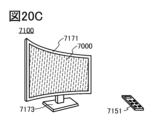
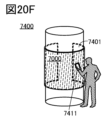
- 20A to 20F are diagrams illustrating examples of electronic devices.
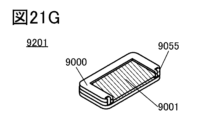
- 21A to 21G are diagrams illustrating examples of electronic devices.
- FIG. 22 is a diagram for explaining the structure of a sample according to this example.
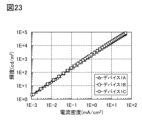
- FIG. 23 is a diagram showing luminance-current density characteristics of the sample according to the present example.
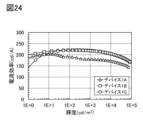
- FIG. 24 is a diagram showing the current efficiency-luminance characteristics of the sample according to this example.
- FIG. 25 is a diagram showing the luminance-voltage characteristics of the sample according to this example.
- FIG. 26 is a diagram showing the current density-voltage characteristics of the sample according to this example.
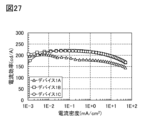
- FIG. 27 is a diagram showing the current efficiency-current density characteristics of the sample according to this example.
- FIG. 28 is a diagram showing the electroluminescence spectrum of the sample according to this example.
- FIG. 29 is a diagram showing luminance-current density characteristics of the sample according to the present example.
- FIG. 30 is a diagram showing the current efficiency-luminance characteristics of the sample according to this example.
- FIG. 31 is a diagram showing luminance-voltage characteristics of the sample according to this example.
- FIG. 32 is a diagram showing the current density-voltage characteristics of the sample according to this example.
- FIG. 33 is a diagram showing the current efficiency-current density characteristics of the sample according to this example.
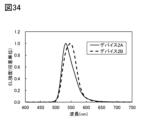
- FIG. 34 is a diagram showing the electroluminescence spectrum of the sample according to this example.
- film and “layer” can be interchanged depending on the case or situation.
- conductive layer can be changed to the term “conductive film.”
- insulating film can be changed to the term “insulating layer”.
- a device manufactured using a metal mask or FMM may be referred to as a device with an MM (metal mask) structure.
- a device manufactured without using a metal mask or FMM may be referred to as a device with an MML (metal maskless) structure.
- holes or electrons are sometimes referred to as “carriers”.
- the hole injection layer or electron injection layer may be referred to as a "carrier injection layer”
- the hole transport layer or electron transport layer may be referred to as a “carrier transport layer”
- the hole blocking layer or electron blocking layer may be referred to as a "carrier blocking layer”.
- the carrier injection layer, the carrier transport layer, and the carrier block layer described above may not be clearly distinguished from each other due to their cross-sectional shape, characteristics, or the like.
- one layer may serve as two or three functions of the carrier injection layer, the carrier transport layer, and the carrier block layer.
- a light-emitting device (also referred to as a light-emitting element) includes an EL layer between a pair of electrodes.
- the EL layer has at least a light-emitting layer.
- a light-receiving device (also referred to as a light-receiving element) has at least an active layer functioning as a photoelectric conversion layer between a pair of electrodes.
- one of a pair of electrodes may be referred to as a pixel electrode and the other may be referred to as a common electrode.
- a tapered shape refers to a shape in which at least a part of the side surface of the structure is inclined with respect to the substrate surface. For example, it is preferable to have a region where the angle between the inclined side surface and the substrate surface (also referred to as a taper angle) is less than 90°. Note that the side surfaces of the structure and the substrate surface are not necessarily completely flat, and may be substantially planar with a fine curvature or substantially planar with fine unevenness.
- the light-emitting device in this specification includes an image display device using an organic EL device.
- the light emitting device may also include a module in which a connector such as an anisotropic conductive film or TCP (Tape Carrier Package) is attached to the organic EL device, a module in which a printed wiring board is provided in front of the TCP, or a module in which an IC (integrated circuit) is directly mounted on the organic EL device by the COG (Chip On Glass) method.
- a connector such as an anisotropic conductive film or TCP (Tape Carrier Package) is attached to the organic EL device
- a module in which a printed wiring board is provided in front of the TCP
- IC integrated circuit
- lighting fixtures and the like may have light emitting devices.
- An organic EL element (hereinafter also referred to as a light-emitting device) has an organic compound layer (corresponding to the organic semiconductor film) containing a light-emitting substance between electrodes (between a first electrode and a second electrode), and has a configuration in which light is emitted by energy generated by recombination of carriers (holes and electrons) injected into the organic compound layer from the electrodes.
- FIG. 1A shows a light emitting device 130 according to one aspect of the invention.
- a light-emitting device of one embodiment of the present invention is a tandem-type light-emitting device including a first light-emitting unit 501 including a first light-emitting layer 113_1, a second light-emitting unit 502 including a second light-emitting layer 113_2, and an organic compound layer 103 having an intermediate layer 116 between a first electrode 101 including an anode and a second electrode 102 including a cathode (a light-emitting unit is also referred to as an EL layer).
- a light-emitting device having one intermediate layer 116 and two light-emitting units will be described as an example, but a light-emitting device having n (n is an integer equal to or greater than 1) layers of charge generation layers and n+1 layers of light-emitting units may also be used.
- the light emitting device 130 shown in FIG. 1B is an example of a tandem light emitting device where n is 2, having a first light emitting unit 501, a first intermediate layer 116_1, a second light emitting unit 502, a second intermediate layer 116_2, and a third light emitting unit 503.
- intermediate layer 116 has at least P-type layer 117 (hereinafter also referred to as charge generation region) and N-type layer 119 (hereinafter also referred to as electron injection buffer region). Between the N-type layer 119 and the P-type layer 117, an electron relay layer 118 (hereinafter also referred to as an electron relay region) may be provided for smooth transfer of electrons between the two layers.
- the color gamut of light exhibited by the light-emitting layer in each light-emitting unit may be the same or different.
- the light-emitting layer may have a single layer structure or a laminated structure.
- white light emission can be obtained by a configuration in which the first light emitting unit and the third light emitting unit emit light in the blue region, and the second light emitting unit emits light in the red region and green region from the light emitting layers of the laminated structure.
- the light-emitting device of one embodiment of the present invention may be a light-emitting device manufactured by a lithography method such as a photolithography method, for example.
- a lithography method such as a photolithography method, for example.
- photolithography at least the second light-emitting layer 113_2 and the organic compound layer closer to the first electrode 101 than the second light-emitting layer 113_2 are processed at the same time, so that the edges thereof are substantially aligned in the vertical direction.
- an alkali metal such as lithium (Li) or a compound of the alkali metal is used for the N-type layer of the intermediate layer or the electron injection layer, and the voltage reduction is realized.
- a tandem-type light-emitting device has a structure in which a plurality of light-emitting layers are stacked in series with an intermediate layer interposed therebetween, and the intermediate layer includes a layer of an alkali metal or a compound of the alkali metal in order to inject electrons into the light-emitting unit in contact with the anode. That is, compared to a single-type light-emitting device, the tandem-type light-emitting device has a higher probability that the alkali metal or alkali metal compound layer reacts with atmospheric components such as water or oxygen.
- the intermediate layer is exposed to the air, resist resin, water, chemical solutions, etc. during the processing process, so that the layer of the alkali metal or the compound of the alkali metal inevitably deteriorates the characteristics significantly.
- exposure of the alkali metal or alkali metal compound layer in the intermediate layer to the photolithography process causes a significant increase in driving voltage and a significant decrease in luminous efficiency, as in the case of exposing the electron injection layer to the photolithography process.
- the present inventors have found that the occurrence of problems caused by the alkali metal or the alkali metal compound can be reduced.
- n is an integer of 1 or more intermediate layers and n+1 light-emitting units
- at least one of the n intermediate layers contains an organic compound represented by the following general formula (G1) having a basic skeleton.
- X is a group represented by the following general formula (G1-1)
- Y is a group represented by the following general formula (G1-2).
- R 1 and R 2 each independently represent hydrogen or deuterium
- h represents an integer of 1 to 6
- Ar represents a heteroaryl having 6 to 30 carbon atoms constituting a substituted or unsubstituted ring, or an aryl having 6 to 30 carbon atoms constituting a substituted or unsubstituted ring.
- R3 to R6 each independently represent hydrogen or deuterium
- m represents an integer of 0 to 4
- n represents an integer of 1 to 5
- m+1 ⁇ n When m or n is 2 or more, the plurality of R 3 to R 6 may be the same or different.
- organic compound represented by General Formula (G1) is preferably any one of General Formulas (G2-1) to (G2-6) below.
- R 11 to R 26 each independently represent hydrogen or deuterium
- h represents an integer of 1 to 6
- Ar is an organic compound in which a substituted or unsubstituted ring-constituting carbon atom of 6 to 30 heteroaryl or a substituted or unsubstituted ring-constituting carbon atom of 6 to 30 aryl.
- heteroaryl skeleton having 6 to 30 carbon atoms constituting the substituted or unsubstituted ring represented by Ar include pyridine, bipyridine, pyrimidine, bipyrimidine, pyrazine, bipyrazine, triazine, quinoline, isoquinoline, benzoquinoline, phenanthroline, quinoxaline, benzoquinoxaline, Dibenzoquinoxaline, azofluorene, diazofluorene, carbazole, benzocarbazole, dibenzocarbazole, dibenzofuran, benzonaphthofuran, dinaphthofuran, dibenzothiophene, benzonaphthothiophene, dinaphthothiophene, benzofuropyridine, benzofuropyrimidine, benzothiopyridine, benzothiopyrimidine, naph
- any one of the following structural formulas (Ar-1) to (Ar-27) is preferable.
- Ar contains nitrogen as a ring-constituting element, and Ar is bound to the skeleton in parentheses in General Formula (G1) through a bond of the nitrogen or a carbon adjacent to the nitrogen.
- organometallic compounds represented by General Formula (G1) and General Formulas (G2-1) to (G2-6) include organic compounds represented by Structural Formulas (100) to (109) below.
- the organic compound represented by General Formula (G1) having a basic skeleton is preferably an organic compound in which the basic skeleton has an acid dissociation constant pKa of 7 or more, preferably 10 or more. Further, it is more preferably an organic compound in which the basic skeleton has an acid dissociation constant pKa of 12 or more, more preferably an organic compound in which the basic skeleton has an acid dissociation constant pKa of 13 or more, and even more preferably an organic compound in which the basic skeleton has an acid dissociation constant pKa of 14 or more.
- the value of an organic compound in which a part of the skeleton is substituted with hydrogen can be used.
- the acid dissociation constant pKa of the organic compound having a basic skeleton the acid dissociation constant pKa of the basic skeleton can be used.
- the acid dissociation constant pKa of the basic skeleton having the highest acid dissociation constant pKa can be used as the acid dissociation constant pKa of the organic compound.
- the acid dissociation constant pKa is preferably a value measured using water as a solvent.
- the most stable structure (singlet ground state) obtained from the first-principles calculation is used as the initial structure of the molecular structure of each molecule to be a calculation model.
- the pKa calculation designates one or more atoms of each molecule as basic sites, uses the Macro Model to search for stable structures of protonated molecules in water, performs conformational searches using the OPLS2005 force field, and uses the lowest energy conformers.
- Jaguar's pKa calculation module geometry optimization with B3LYP/6-31G* followed by single point calculation with cc-pVTZ(+) and pKa values are calculated using empirical corrections for functional groups. For molecules that designate more than one atom as a basic site, the highest value obtained is taken as the pKa value.
- organic compounds having a high acid dissociation constant pKa include organic compounds having basic skeletons represented by the following structural formulas (120) to (123).
- the acid dissociation constant pKa of DBU represented by structural formula (120) is 11.9
- the acid dissociation constant pKa of DBN represented by structural formula (121) is 12.7
- the acid dissociation constant pKa of TBD represented by structural formula (122) is 14.5
- the acid dissociation constant pKa of MTBD represented by structural formula (123) is 13.0. All values are measured using water as a solvent.
- the acid dissociation constant pKa of 1,10-phenanthroline is 4.8
- the acid dissociation constant pKa of benzimidazole is 5.5
- the acid dissociation constant pKa of imidazole is 6.9
- the acid dissociation constant pKa of pyridine is 5.3
- the acid dissociation constant pKa of pyrimidine is 1.1.
- a compound having a basic skeleton with a high acid dissociation constant pKa is known to form hydrogen bonds with hydrogen atoms of other molecules.
- the physical properties of the material change due to this hydrogen bond, and the performance as an N-type layer or an electron injection layer may be ensured.
- one or both of the electron injection layer and the N-type intermediate layer may contain one or more of a metal, a metal compound, and a metal complex in addition to the organic compound having the basic skeleton.
- the metal, metal compound, and metal complex may be any metal that can be coordinated to an organic compound having a basic skeleton, such as a metal compound such as a metal oxide, or a metal complex.
- a metal compound such as a metal oxide, or a metal complex.
- aluminum (Al) and molybdenum (Mo) can be used as the metal.
- metal compounds aluminum zinc oxide, indium zinc oxide containing aluminum, molybdenum oxide, vanadium oxide, ruthenium oxide, tungsten oxide, and manganese oxide can be used.
- metal complexes examples include tris(8-quinolinolato)aluminum (abbreviation: Alq 3 ), tris(4-methyl-8-quinolinolato)aluminum (abbreviation: Almq 3 ), bis(10-hydroxybenzo[h]quinolinato)beryllium (II) (abbreviation: BeBq 2 ), and bis(2-methyl-8-quinolinolato)(4-phenylphenolato)aluminum (III). (abbreviation: BAlq) can be used. Note that a plurality of the above-described metals, metal compounds, and metal complexes may be used in combination.
- the electron injection layer or the N-type layer of the intermediate layer contains one or more of a metal, a metal compound, and a metal complex, as shown in FIG. 2, the interaction (coordination) between the organic compound having a basic skeleton and the metal, the metal compound, and the metal complex improves the electron injectability, and a light-emitting device in which an increase in driving voltage is suppressed can be obtained without using an alkali metal or the like.
- It may be a mixed layer of an organic compound having a basic skeleton and one or more of a metal, a metal compound, and a metal complex, or a layered structure of a layer containing the organic compound and a layer containing one or more of a metal, a metal compound, and a metal complex.
- the layer containing one or more of a metal, a metal compound, and a metal complex preferably exists closest to the second electrode 102 side.
- the first light-emitting unit 501 and the second light-emitting unit may include other functional layers in addition to the light-emitting layer.
- the first light-emitting unit 501 includes the hole injection layer 111, the first hole-transport layer 112_1, and the first electron-transport layer 114_1 in addition to the first light-emitting layer 113_1
- the second light-emitting unit 502 includes the second hole-transport layer 112_2, the second electron-transport layer 114_2, and the electron injection layer 115 in addition to the second light-emitting layer 113_2.
- the structure of the organic compound layer 103 in the present invention is not limited to this, and any layer may be omitted or another layer may be provided.
- other layers typically include a carrier block layer, an exciton block layer, and the like.
- the intermediate layer 116 since the intermediate layer 116 has the N-type layer 119, the N-type layer 119 plays a role of an electron injection layer in the anode-side light-emitting unit. Therefore, the electron-injection layer may be provided in the anode-side light-emitting unit (the first light-emitting unit 501 in FIG. 1A) as necessary.
- the intermediate layer 116 since the intermediate layer 116 has the P-type layer 117, the P-type layer 117 plays a role of a hole injection layer in the cathode-side light-emitting unit, so the cathode-side light-emitting unit (the second light-emitting unit 502 in FIG. 1A) may be provided with a hole injection layer as necessary.
- the N-type layer 119 is a layer containing the organic compound represented by the general formula (G1) having a basic skeleton, but the layer may be a mixture of any one or more of a metal, a metal compound, and a metal complex.
- the P-type layer 117 which is a charge generation layer, is preferably formed from a composite material containing a material having an acceptor property and an organic compound having a hole transport property.
- a composite material containing a material having an acceptor property and an organic compound having a hole transport property.
- organic compounds such as aromatic amine compounds, heteroaromatic compounds, aromatic hydrocarbons, and polymer compounds (oligomers, dendrimers, polymers, etc.) can be used as the hole-transporting organic compound used in the composite material.
- an organic compound having a hole-transport property used for the composite material is preferably an organic compound having a hole mobility of 1 ⁇ 10 ⁇ 6 cm 2 /Vs or more.
- the hole-transporting organic compound used for the composite material is preferably a compound having a condensed aromatic hydrocarbon ring or a ⁇ -electron rich heteroaromatic ring.
- the condensed aromatic hydrocarbon ring anthracene ring, naphthalene ring and the like are preferable.
- the ⁇ -electron-rich heteroaromatic ring is preferably a condensed aromatic ring containing at least one of a pyrrole skeleton, a furan skeleton, and a thiophene skeleton in the ring.
- a carbazole ring, a dibenzothiophene ring, or a ring in which an aromatic ring or a heteroaromatic ring is further condensed is preferred.
- Such an organic compound having a hole-transporting property preferably has any one of a carbazole skeleton, a dibenzofuran skeleton, a dibenzothiophene skeleton, and an anthracene skeleton.
- it may be an aromatic amine having a substituent containing a dibenzofuran ring or a dibenzothiophene ring, an aromatic monoamine having a naphthalene ring, or an aromatic monoamine having a 9-fluorenyl group bonded to the nitrogen of the amine via an arylene group.
- a substance having an N,N-bis(4-biphenyl)amino group is preferably used as the hole-transporting organic compound because a light-emitting device with a long life can be manufactured.
- organic compounds having hole transport properties include N-(4-biphenyl)-6,N-diphenylbenzo[b]naphtho[1,2-d]furan-8-amine (abbreviation: BnfABP), N,N-bis(4-biphenyl)-6-phenylbenzo[b]naphtho[1,2-d]furan-8-amine (abbreviation: BBABnf), 4,4'-bis(6-phenylbenzo[ b]naphtho[1,2-d]furan-8-yl)-4′′-phenyltriphenylamine (abbreviation: BnfBB1BP), N,N-bis(4-biphenyl)benzo[b]naphtho[1,2-d]furan-6-amine (abbreviation: BBABnf(6)), N,N-bis(4-biphenyl)benzo[b]naphtho[1,2-d]furan-8-amine (
- DTDPPA N,N'-di(p-tolyl)-N,N'-diphenyl-p-phenylenediamine
- DPAB 4,4'-bis[N-(4-diphenylaminophenyl)-N-phenylamino]biphenyl
- DNTPD 1,3,5-tris[N-(4-diphenylaminophenyl)-N-phenylamino]benzene
- DPA3B 1,3,5-tris[N-(4-diphenylaminophenyl)-N-phenylamino]benzene
- an organic compound having an electron-withdrawing group (halogen group, cyano group, or the like) can be used.
- rene abbreviation: HAT-CN
- 1,3,4,5,7,8-hexafluorotetracyano-naphthoquinodimethane abbreviation: F6-TCNNQ
- 2-(7-dicyanomethylene-1,3,4,5,6,8,9,10-octafluoro-7H-pyrene-2-ylidene)malononitrile and the like.
- a compound in which an electron-withdrawing group is bound to a condensed aromatic ring having a plurality of heteroatoms such as HAT-CN
- radialene derivatives having an electron-withdrawing group are preferable because of their extremely high electron-accepting properties.
- 3,5-difluoro-4-(trifluoromethyl)benzeneacetonitrile] ⁇ , ⁇ ′, ⁇ ′′-1,2,3-cyclopropanetriylidene tris[2,3,4,5,6-pentafluorobenzeneacetonitrile] and the like.
- transition metal oxides such as molybdenum oxide, vanadium oxide, ruthenium oxide, tungsten oxide, and manganese oxide can be used in addition to the organic compounds described above.
- the electron relay layer 118 contains an electron-transporting substance, and has a function of preventing interaction between the N-type layer 119 and the P-type layer 117 and transferring electrons smoothly.
- the LUMO level of the substance having an electron transport property contained in the electron relay layer 118 is preferably between the LUMO level of the acceptor substance in the P-type layer 117 and the LUMO level of the organic compound contained in the layer in contact with the intermediate layer 116 in the light-emitting unit on the first electrode 101 side (the first electron-transporting layer 114_1 in the first light-emitting unit 501 in FIG. 1A).
- a specific energy level of the LUMO level in the substance having an electron-transport property used for the electron relay layer 118 is ⁇ 5.0 eV or more, preferably ⁇ 5.0 eV or more and ⁇ 3.0 eV or less.
- a phthalocyanine-based material or a metal complex having a metal-oxygen bond and an aromatic ligand is preferably used as a substance having an electron-transporting property that is used for the electron-relay layer 118 .
- a tandem-type light-emitting device having such an intermediate layer 116 can be a light-emitting device having good characteristics without causing a significant increase in driving voltage and a significant decrease in luminous efficiency even when the organic compound layer 103 is processed by photolithography.
- the first electrode 101 is an electrode including an anode.
- the first electrode 101 may have a laminated structure, in which case the layer in contact with the organic compound layer 103 functions as an anode.
- the anode is preferably formed using a metal, an alloy, a conductive compound, a mixture thereof, or the like having a large work function (specifically, 4.0 eV or more).
- Specific examples include indium oxide-tin oxide (ITO), indium oxide-tin oxide containing silicon or silicon oxide, indium oxide-zinc oxide, and indium oxide containing tungsten oxide and zinc oxide (IWZO).
- ITO indium oxide-tin oxide
- IWZO indium oxide containing tungsten oxide and zinc oxide
- These conductive metal oxide films are usually formed by a sputtering method, but may be produced by applying a sol-gel method or the like.
- indium oxide-zinc oxide is formed by a sputtering method using a target in which 1 to 20 wt % of zinc oxide is added to indium oxide.
- Indium oxide (IWZO) containing tungsten oxide and zinc oxide can also be formed by a sputtering method using a target containing 0.5 to 5 wt % tungsten oxide and 0.1 to 1 wt % zinc oxide relative to indium oxide.
- materials used for the anode include, for example, gold (Au), platinum (Pt), nickel (Ni), tungsten (W), chromium (Cr), molybdenum (Mo), iron (Fe), cobalt (Co), copper (Cu), palladium (Pd), and nitrides of metal materials (e.g., titanium nitride).
- metal materials e.g., titanium nitride
- graphene can also be used as the material used for the anode.
- FIG. 1A shows a stacked structure including a first light-emitting unit 501 including a first light-emitting layer 113_1 and a second light-emitting unit 502 including an intermediate layer 116 and a second light-emitting layer 113_2.
- a configuration in which two light-emitting units are stacked with an intermediate layer interposed is shown here, a configuration in which three or more light-emitting units are stacked may be used. Also in this case, an intermediate layer is provided between the light emitting units.
- Each light emitting unit also has a laminated structure.
- the light-emitting unit is not limited to the configuration shown in FIG. 1A, and can be configured by appropriately using various functional layers such as a hole injection layer, a hole transport layer, an electron transport layer, an electron injection layer, a carrier block layer (hole block layer, electron block layer), and an exciton block layer.
- the hole injection layer 111 is provided in contact with the anode and has a function of facilitating the injection of holes into the organic compound layer 103 (first light emitting unit 501).
- the hole injection layer 111 is made of phthalocyanine-based complex compounds such as phthalocyanine (abbreviation: H 2 Pc) and copper phthalocyanine (abbreviation: CuPc); It can be formed from an aromatic amine compound such as DNTPD) or a polymer such as poly(3,4-ethylenedioxythiophene)/(polystyrenesulfonic acid) (abbreviation: PEDOT/PSS).
- the hole-injection layer 111 may be formed using a substance having an electron acceptor property.
- the substance having acceptor properties the substances exemplified as the acceptor substances used for the composite material forming the P-type layer 117 in the intermediate layer 116 can be used in the same manner.
- the hole injection layer 111 may be formed by similarly using the composite material forming the P-type layer 117 in the intermediate layer 116 .
- the hole-transporting organic compound used for the composite material is more preferably a substance with a relatively deep HOMO level of ⁇ 5.7 eV to ⁇ 5.4 eV. Since the organic compound having a hole-transporting property used in the composite material has a relatively deep HOMO level, it becomes easy to inject holes into the hole-transporting layer and to obtain a light-emitting device with a good lifetime. In addition, since the organic compound having a hole-transporting property used in the composite material is a substance having a relatively deep HOMO level, the induction of holes is appropriately suppressed, and a light-emitting device having a long life can be obtained.
- the hole-injection layer 111 By forming the hole-injection layer 111, the hole-injection property is improved, and a light-emitting device with a low driving voltage can be obtained.
- organic compounds having acceptor properties are easy to use because they are easily vapor-deposited and easily formed into a film.
- the second light emitting unit 502 is not provided with a hole injection layer, but the second light emission unit may be provided with a hole injection layer.
- the hole-transport layer 112 (the first hole-transport layer 112_1 and the second hole-transport layer 112_2) contains an organic compound having a hole-transport property.
- the organic compound having a hole-transport property preferably has a hole mobility of 1 ⁇ 10 ⁇ 6 cm 2 /Vs or more.
- hole-transporting material examples include 4,4'-bis[N-(1-naphthyl)-N-phenylamino]biphenyl (abbreviation: NPB), N,N'-diphenyl-N,N'-bis(3-methylphenyl)-4,4'-diaminobiphenyl (abbreviation: TPD), 4,4'-bis(9,9'-spirobi[9H-fluoren]-2-yl)-N,N'-diphenyl-4,4 '-diaminobiphenyl (abbreviation: BSPB), 4-phenyl-4'-(9-phenylfluoren-9-yl)triphenylamine (abbreviation: BPAFLP), 4-phenyl-3'-(9-phenylfluoren-9-yl)triphenylamine (abbreviation: mBPAFLP), 4-phenyl-4'-(9-phenyl-9H-carbazol-3-yl
- compounds having an aromatic amine skeleton or compounds having a carbazole skeleton are preferable because they have good reliability, high hole-transport properties, and contribute to reduction in driving voltage.
- the substances exemplified as the materials having a hole-transport property that are used for the composite material of the hole-injection layer 111 can also be suitably used as the material for the hole-transport layer 112 .
- the light-emitting layer 113 (the first light-emitting layer 113_1 and the second light-emitting layer 113_2) preferably contains a light-emitting substance and a host material. Note that the light-emitting layer may contain other materials at the same time. Alternatively, a laminate of two layers having different compositions may be used.
- the luminescent substance may be a fluorescent luminescent substance, a phosphorescent luminescent substance, a substance exhibiting thermally activated delayed fluorescence (TADF), or any other luminescent substance.
- TADF thermally activated delayed fluorescence
- Examples of materials that can be used as fluorescent light-emitting substances in the light-emitting layer include the following. Fluorescent substances other than these can also be used.
- condensed aromatic diamine compounds typified by pyrenediamine compounds such as 1,6FLPAPrn, 1,6mMemFLPAPrn, and 1,6BnfAPrn-03 are preferable because of their high hole-trapping properties and excellent luminous efficiency or reliability.
- usable materials include, for example, the following.
- known phosphorescent compounds may be selected and used.
- Fullerene and its derivatives, acridine and its derivatives, eosin derivatives and the like can be used as the TADF material.
- metal-containing porphyrin examples include protoporphyrin-tin fluoride complex ( SnF2 (Proto IX)), mesoporphyrin-tin fluoride complex ( SnF2 (Meso IX ) ), hematoporphyrin-tin fluoride complex (SnF2 (Hemato IX)), coproporphyrin tetramethyl ester-tin fluoride complex ( SnF2 (Cop ro III-4Me)), octaethylporphyrin-tin fluoride complex ( SnF2 (OEP)), ethioporphyrin-tin fluoride complex ( SnF2 (Etio I)), octaethylporphyrin-platinum chloride complex ( PtCl2OEP ), and the like.
- SnF2 Proto IX
- SnF2 mesoporphyrin-tin fluor
- the heterocyclic compound has a ⁇ -electron-rich heteroaromatic ring and a ⁇ -electron-deficient heteroaromatic ring
- the heterocyclic compound has both high electron-transporting properties and high hole-transporting properties, which is preferable.
- a pyridine skeleton, a diazine skeleton (pyrimidine skeleton, pyrazine skeleton, pyridazine skeleton), and a triazine skeleton are preferred because they are stable and reliable.
- a benzofuropyrimidine skeleton, a benzothienopyrimidine skeleton, a benzofuropyrazine skeleton, and a benzothienopyrazine skeleton are preferred because they have high acceptor properties and good reliability.
- an acridine skeleton, a phenoxazine skeleton, a phenothiazine skeleton, a furan skeleton, a thiophene skeleton, and a pyrrole skeleton are stable and reliable, so it is preferable to have at least one of the skeletons.
- a dibenzofuran skeleton is preferable as the furan skeleton, and a dibenzothiophene skeleton is preferable as the thiophene skeleton.
- a dibenzothiophene skeleton is preferable as the thiophene skeleton.
- an indole skeleton, a carbazole skeleton, an indolocarbazole skeleton, a bicarbazole skeleton, and a 3-(9-phenyl-9H-carbazol-3-yl)-9H-carbazole skeleton are particularly preferred.
- a substance in which a ⁇ -electron-rich heteroaromatic ring and a ⁇ -electron-deficient heteroaromatic ring are directly bonded is particularly preferable because both the electron-donating property of the ⁇ -electron-rich heteroaromatic ring and the electron-accepting property of the ⁇ -electron-deficient heteroaromatic ring are strong, and the energy difference between the S1 level and the T1 level is small, so that thermally activated delayed fluorescence can be obtained efficiently.
- An aromatic ring to which an electron-withdrawing group such as a cyano group is bonded may be used instead of the ⁇ -electron-deficient heteroaromatic ring.
- an aromatic amine skeleton, a phenazine skeleton, or the like can be used as the ⁇ -electron-rich skeleton.
- a xanthene skeleton, a thioxanthene dioxide skeleton, an oxadiazole skeleton, a triazole skeleton, an imidazole skeleton, an anthraquinone skeleton, a boron-containing skeleton such as phenylborane and borantrene, an aromatic ring having a nitrile group or a cyano group such as benzonitrile or cyanobenzene, a heteroaromatic ring, a carbonyl skeleton such as benzophenone, a phosphine oxide skeleton, a sulfone skeleton, and the like can be used.
- a ⁇ -electron-deficient skeleton and a ⁇ -electron-rich skeleton can be used in place of at least one of the ⁇ -electron-deficient heteroaromatic ring and the ⁇ -electron-rich heteroaromatic ring.
- a TADF material in which a singlet excited state and a triplet excited state are in thermal equilibrium may be used as the TADF material. Since such a TADF material has a short emission lifetime (excitation lifetime), it is possible to suppress a decrease in efficiency in a high-luminance region of a light-emitting device. Specifically, materials such as those having the molecular structures shown below are exemplified.
- the TADF material is a material having a small difference between the S1 level and the T1 level and having a function of converting energy from triplet excitation energy to singlet excitation energy by reverse intersystem crossing. Therefore, triplet excitation energy can be up-converted (reverse intersystem crossing) to singlet excitation energy with a small amount of thermal energy, and a singlet excited state can be efficiently generated. Also, triplet excitation energy can be converted into luminescence.
- an exciplex (also referred to as an exciplex, an exciplex, or an exciplex) in which two kinds of substances form an excited state has an extremely small difference between the S1 level and the T1 level, and functions as a TADF material capable of converting triplet excitation energy into singlet excitation energy.
- a phosphorescence spectrum observed at a low temperature may be used as an index of the T1 level.
- a tangent line is drawn on the short wavelength side of the fluorescence spectrum, the energy of the wavelength of the extrapolation line is the S1 level, and the tangent line is drawn on the short wavelength side of the phosphorescence spectrum, and the energy of the wavelength of the extrapolation line is the T1 level.
- the difference between S1 and T1 is preferably 0.3 eV or less, more preferably 0.2 eV or less.
- the S1 level of the host material is preferably higher than the S1 level of the TADF material.
- the T1 level of the host material is preferably higher than the T1 level of the TADF material.
- various carrier-transporting materials such as an electron-transporting material and/or a hole-transporting material, the TADF material described above, and the like can be used.
- an organic compound having an amine skeleton, a ⁇ -electron rich heteroaromatic ring skeleton, or the like is preferable.
- NPB 4,4'-bis[N-(1-naphthyl)-N-phenylamino]biphenyl
- TPD N,N'-diphenyl-N,N'-bis(3-methylphenyl)-4,4'-diaminobiphenyl
- TPD 4,4'-bis(9,9'-spirobi[9H-fluoren]-2-yl)-N,N'-diphenyl-4,4'-diaminobiphenyl
- BSPB 4,4'-bis(9,9'-spirobi[9H-fluoren]-2-yl)-N,N'-diphenyl-4,4'-diaminobiphenyl
- BPAFLP 4-phenyl-4′-(9-phenylfluoren-9-yl)tripheny
- a compound having an aromatic amine skeleton or a compound having a carbazole skeleton is preferable because it has good reliability, high hole-transport properties, and contributes to reduction in driving voltage.
- the organic compounds exemplified as the material having a hole-transporting property in the hole-transporting layer can also be used.
- electron-transporting materials include bis(10-hydroxybenzo[h]quinolinato)beryllium(II) (abbreviation: BeBq 2 ), bis(2-methyl-8-quinolinolato)(4-phenylphenolato)aluminum(III) (abbreviation: BAlq), bis(8-quinolinolato)zinc(II) (abbreviation: Znq), and bis[2-(2-benzoxazolyl)phenolate.
- BeBq 2 bis(10-hydroxybenzo[h]quinolinato)beryllium(II)
- BAlq bis(2-methyl-8-quinolinolato)(4-phenylphenolato)aluminum(III)
- Znq bis(8-quinolinolato)zinc(II)
- bis[2-(2-benzoxazolyl)phenolate bis[2-(2-benzoxazolyl)phenolate.
- Zinc (II) (abbreviation: ZnPBO), bis[2-(2-benzothiazolyl)phenolato]zinc (II) (abbreviation: ZnBTZ), and other metal complexes, and organic compounds having a ⁇ -electron-deficient heteroaromatic ring are preferred.
- organic compounds having a ⁇ -electron deficient heteroaromatic ring examples include 2-(4-biphenylyl)-5-(4-tert-butylphenyl)-1,3,4-oxadiazole (abbreviation: PBD), 3-(4-biphenylyl)-4-phenyl-5-(4-tert-butylphenyl)-1,2,4-triazole (abbreviation: TAZ), 1,3-bis[5-(p-tert-butylphenyl)-1,3 ,4-oxadiazol-2-yl]benzene (abbreviation: OXD-7), 9-[4-(5-phenyl-1,3,4-oxadiazol-2-yl)phenyl]-9H-carbazole (abbreviation: CO11), 2,2′,2′′-(1,3,5-benzenetriyl)tris(1-phenyl-1H-benzimidazole) (abbreviation: TPBI
- an organic compound containing a heteroaromatic ring having a diazine skeleton, an organic compound containing a heteroaromatic ring having a pyridine skeleton, and an organic compound containing a heteroaromatic ring having a triazine skeleton are preferable because of their high reliability.
- an organic compound containing a heteroaromatic ring having a diazine (pyrimidine or pyrazine) skeleton and an organic compound containing a heteroaromatic ring having a triazine skeleton have high electron-transport properties and contribute to reduction in driving voltage.
- the materials previously mentioned as the TADF material can be similarly used.
- the triplet excitation energy generated in the TADF material is converted into singlet excitation energy by reverse intersystem crossing, and the energy is transferred to the light-emitting substance, thereby increasing the luminous efficiency of the light-emitting device.
- the TADF material functions as an energy donor, and the light-emitting substance functions as an energy acceptor.
- the S1 level of the TADF material is preferably higher than the S1 level of the fluorescent material.
- the T1 level of the TADF material is preferably higher than the S1 level of the fluorescent material. Therefore, the T1 level of the TADF material is preferably higher than the T1 level of the fluorescent emitter.
- a TADF material that emits light that overlaps the wavelength of the absorption band on the lowest energy side of the fluorescent light-emitting substance.
- the fluorescent light-emitting substance has a protective group around the luminophore (skeleton that causes light emission) of the fluorescent light-emitting substance.
- the protecting group is preferably a substituent having no ⁇ bond, preferably a saturated hydrocarbon, and specifically includes an alkyl group having 3 to 10 carbon atoms, a substituted or unsubstituted cycloalkyl group having 3 to 10 carbon atoms, and a trialkylsilyl group having 3 to 10 carbon atoms, and more preferably a plurality of protecting groups.
- Substituents that do not have a ⁇ -bond have poor carrier-transporting function, and thus can increase the distance between the TADF material and the luminophore of the fluorescent emitter with little effect on carrier transport or carrier recombination.
- the luminophore refers to an atomic group (skeleton) that causes luminescence in a fluorescent light-emitting substance.
- the luminophore preferably has a skeleton having a ⁇ bond, preferably contains an aromatic ring, and preferably has a condensed aromatic ring or a condensed heteroaromatic ring.
- the condensed aromatic ring or condensed heteroaromatic ring includes a phenanthrene skeleton, a stilbene skeleton, an acridone skeleton, a phenoxazine skeleton, a phenothiazine skeleton, and the like.
- a naphthalene skeleton, anthracene skeleton, fluorene skeleton, chrysene skeleton, triphenylene skeleton, tetracene skeleton, pyrene skeleton, perylene skeleton, coumarin skeleton, quinacridone skeleton, and naphthobisbenzofuran skeleton are particularly preferred because of their high fluorescence quantum yield.
- a material having an anthracene skeleton is suitable as the host material.
- a substance having an anthracene skeleton is used as a host material for a fluorescent light-emitting substance, it is possible to realize a light-emitting layer with good luminous efficiency and durability.
- a substance having an anthracene skeleton to be used as a host material a substance having a diphenylanthracene skeleton, particularly a 9,10-diphenylanthracene skeleton is preferable because it is chemically stable.
- the host material has a carbazole skeleton
- the host material contains a dibenzocarbazole skeleton, the HOMO becomes shallower than that of carbazole by about 0.1 eV, which makes it easier for holes to enter, excellent hole transportability, and high heat resistance.
- a substance having both a 9,10-diphenylanthracene skeleton and a carbazole skeleton is more preferable as a host material.
- a benzofluorene skeleton or a dibenzofluorene skeleton may be used instead of the carbazole skeleton.
- Such substances include 9-phenyl-3-[4-(10-phenyl-9-anthryl)phenyl]-9H-carbazole (abbreviation: PCzPA), 3-[4-(1-naphthyl)-phenyl]-9-phenyl-9H-carbazole (abbreviation: PCPN), 9-[4-(10-phenyl-9-anthracenyl)phenyl]-9H-carbazole (abbreviation: CzPA), 7-[4- (10-phenyl-9-anthryl)phenyl]-7H-dibenzo[c,g]carbazole (abbreviation: cgDBCzPA), 6-[3-(9,10-diphenyl-2-anthryl)phenyl]-benzo[b]naphtho[1,2-d]furan (abbreviation: 2mBnfPPA), 9-phenyl-10-[4-(9-phenyl-9H-c
- the host material may be a material in which a plurality of substances are mixed, and when a mixed host material is used, it is preferable to mix a material having an electron-transporting property and a material having a hole-transporting property.
- a material having an electron-transporting property and a material having a hole-transporting property By mixing a material having an electron-transporting property and a material having a hole-transporting property, the transportability of the light-emitting layer 113 can be easily adjusted, and the recombination region can be easily controlled.
- the weight ratio of the content of the material having a hole-transporting property and the content of the material having an electron-transporting property may be from 1:19 to 19:1.
- a phosphorescent material can be used as part of the mixed material.
- a phosphorescent light-emitting substance can be used as an energy donor that provides excitation energy to a fluorescent light-emitting substance when a fluorescent light-emitting substance is used as the light-emitting substance.
- these mixed materials may form an exciplex. It is preferable to select a combination of such exciplexes that forms an exciplex that emits light that overlaps with the wavelength of the absorption band on the lowest energy side of the light-emitting substance, because energy transfer becomes smooth and light emission can be efficiently obtained. Further, the use of the structure is preferable because the driving voltage is also lowered.
- At least one of the materials forming the exciplex may be a phosphorescent substance. By doing so, triplet excitation energy can be efficiently converted into singlet excitation energy by reverse intersystem crossing.
- the HOMO level of the material having a hole-transporting property is higher than or equal to the HOMO level of the material having an electron-transporting property.
- the LUMO level of the material having a hole-transporting property is preferably higher than or equal to the LUMO level of the material having an electron-transporting property.
- the LUMO level and HOMO level of the material can be derived from the electrochemical properties (reduction potential and oxidation potential) of the material measured by cyclic voltammetry (CV) measurement.
- the formation of an exciplex can be confirmed, for example, by comparing the emission spectrum of a material having a hole-transporting property, the emission spectrum of a material having an electron-transporting property, and the emission spectrum of a mixed film in which these materials are mixed, and observing a phenomenon in which the emission spectrum of the mixed film shifts to a longer wavelength (or has a new peak on the longer wavelength side) than the emission spectrum of each material.
- the transient photoluminescence (PL) of a material having a hole-transporting property, the transient PL of a material having an electron-transporting property, and the transient PL of a mixed film in which these materials are mixed are compared, and the transient PL lifetime of the mixed film can be confirmed by observing the difference in transient response, such as having a longer-lived component than the transient PL lifetime of each material, or having a larger ratio of delayed components.
- the transient PL described above may be read as transient electroluminescence (EL).
- the formation of an exciplex can also be confirmed by comparing the transient EL of a material having a hole-transporting property, the transient EL of a material having an electron-transporting property, and the transient EL of a mixed film thereof and observing the difference in transient response.
- the electron-transporting layer (the first electron-transporting layer 114_1 and the second electron-transporting layer 114_2) is a layer containing an electron-transporting substance.
- a material having an electron transport property a substance having an electron mobility of 1 ⁇ 10 ⁇ 7 cm 2 /Vs or more, preferably 1 ⁇ 10 ⁇ 6 cm 2 /Vs or more at a square root of an electric field strength [V/cm] of 600 is preferable. Note that substances other than these can also be used as long as they have a higher electron-transport property than hole-transport property.
- the organic compound an organic compound having a ⁇ -electron-deficient heteroaromatic ring is preferable.
- the organic compound having a ⁇ -electron-deficient heteroaromatic ring is preferably any one or more of, for example, an organic compound containing a heteroaromatic ring having a polyazole skeleton, an organic compound containing a heteroaromatic ring having a pyridine skeleton, an organic compound containing a heteroaromatic ring having a diazine skeleton, and an organic compound containing a heteroaromatic ring having a triazine skeleton.
- an organic compound having an electron-transporting property that can be used for the electron-transporting layer an organic compound that can be used as the organic compound having an electron-transporting property for the N-type layer in the intermediate layer 116 can be similarly used.
- an organic compound containing a heteroaromatic ring having a diazine skeleton, an organic compound containing a heteroaromatic ring having a pyridine skeleton, and an organic compound containing a heteroaromatic ring having a triazine skeleton are preferable because of their high reliability.
- an organic compound containing a heteroaromatic ring having a diazine (pyrimidine or pyrazine) skeleton and an organic compound containing a heteroaromatic ring having a triazine skeleton have high electron-transport properties and contribute to reduction in driving voltage.
- the electron transport layer preferably has an electron mobility of 1 ⁇ 10 ⁇ 7 cm 2 /Vs or more and 5 ⁇ 10 ⁇ 5 cm 2 /Vs or less when the square root of the electric field intensity [V/cm] is 600.
- the hole-injecting layer is formed as a composite material and the HOMO level of the material having a hole-transport property in the composite material is a substance having a relatively deep HOMO level of ⁇ 5.7 eV or more and ⁇ 5.4 eV or less, because the lifetime is improved.
- the HOMO level of the material having an electron-transporting property is preferably ⁇ 6.0 eV or higher.
- the electron injection layer 115 in addition to the above-described organic compound having a basic skeleton, a layer containing an alkali metal or alkaline earth metal such as lithium fluoride (LiF), cesium fluoride (CsF), calcium fluoride ( CaF2 ), 8-hydroxyquinolinato-lithium (abbreviation: Liq), ytterbium (Yb), or a compound or complex thereof can be used.
- an electron-transporting substance containing an alkali metal, an alkaline earth metal, or a compound thereof, or an electride may be used. Examples of the electride include a mixed oxide of calcium and aluminum to which electrons are added at a high concentration.
- the electron-injecting layer 115 a layer in which a substance having an electron-transporting property (preferably an organic compound having a bipyridine skeleton) contains the fluoride of the above alkali metal or alkaline-earth metal at a concentration at which a microcrystalline state is obtained (50 wt % or more) can also be used. Since the layer has a low refractive index, it is possible to provide a light-emitting device with better external quantum efficiency.
- a substance having an electron-transporting property preferably an organic compound having a bipyridine skeleton
- the second electrode 102 is an electrode that includes a cathode.
- the second electrode 102 may have a laminated structure, in which case the layer in contact with the organic compound layer 103 functions as a cathode.
- a material for forming the cathode a metal, an alloy, an electrically conductive compound, a mixture thereof, or the like having a small work function (specifically, 3.8 eV or less) can be used.
- cathode materials include alkali metals such as lithium (Li) or cesium (Cs), and elements belonging to group 1 or group 2 of the periodic table such as magnesium (Mg), calcium (Ca) and strontium (Sr), and alloys containing these (MgAg, AlLi), europium (Eu), ytterbium (Yb) and other rare earth metals and alloys containing these.
- alkali metals such as lithium (Li) or cesium (Cs)
- elements belonging to group 1 or group 2 of the periodic table such as magnesium (Mg), calcium (Ca) and strontium (Sr), and alloys containing these (MgAg, AlLi), europium (Eu), ytterbium (Yb) and other rare earth metals and alloys containing these.
- various conductive materials such as Al, Ag, ITO, silicon, or indium oxide-tin oxide containing silicon oxide can be used as the cathode regardless of the magnitude of the work function.
- the second electrode 102 is formed using a material that transmits visible light, a light-emitting device that emits light from the second electrode 102 side can be obtained.
- Films of these conductive materials can be formed by a dry method such as a vacuum evaporation method or a sputtering method, an inkjet method, a spin coating method, or the like. Alternatively, it may be formed by a wet method using a sol-gel method, or may be formed by a wet method using a paste of a metal material.
- a method for forming the organic compound layer 103 various methods can be used regardless of whether it is a dry method or a wet method.
- a vacuum vapor deposition method, gravure printing method, offset printing method, screen printing method, inkjet method, spin coating method, or the like may be used.
- each electrode or each layer described above may be formed using a different film formation method.
- FIG. 1C shows a diagram of two adjacent light-emitting devices (light-emitting device 130a and light-emitting device 130b) included in the light-emitting device of one embodiment of the present invention.
- Light-emitting device 130 a has organic compound layer 103 a between first electrode 101 a and second electrode 102 on insulating layer 175 .
- the organic compound layer 103a has a structure in which a first light-emitting unit 501a and a second light-emitting unit 502a are laminated with an intermediate layer 116a interposed therebetween.
- FIG. 1C shows an example in which two light emitting units are stacked, a structure in which three or more light emitting units are stacked may be employed.
- the first light emitting unit 501a has a hole injection layer 111a, a first hole transport layer 112a_1, a first light emitting layer 113a_1, and a first electron transport layer 114a_1.
- the intermediate layer 116a has a P-type layer 117a, an electron relay layer 118a, and an N-type layer 119a.
- the electronic relay layer 118a may or may not be present.
- the second light-emitting unit 502a has a second hole-transport layer 112a_2, a second light-emitting layer 113a_2, a second electron-transport layer 114a_2, and an electron injection layer 115.
- the light-emitting device 130b has an organic compound layer 103b between the first electrode 101b and the second electrode 102 on the insulating layer 175 .
- the organic compound layer 103b has a structure in which a first light-emitting unit 501b and a second light-emitting unit 502b are laminated with an intermediate layer 116b interposed therebetween.
- FIG. 1C shows an example in which two light emitting units are stacked, a structure in which three or more light emitting units are stacked may be employed.
- the first light emitting unit 501b has a hole injection layer 111b, a first hole transport layer 112b_1, a first light emitting layer 113b_1, and a first electron transport layer 114b_1.
- the intermediate layer 116b has a P-type layer 117b, an electron relay layer 118b, and an N-type layer 119b.
- the electronic relay layer 118b may or may not be present.
- the second light-emitting unit 502b has a second hole-transporting layer 112b_2, a second light-emitting layer 113b_2, a second electron-transporting layer 114b_2, and an electron-injecting layer 115.
- electron injection layer 115 and second electrode 102 are preferably a series of shared layers in light emitting device 130a and light emitting device 130b.
- the organic compound layer 103a and the organic compound layer 103b other than the electron injection layer 115 are independent from each other because they are processed by photolithography after the second electron transport layer 114a_2 is formed and after the second electron transport layer 114b_2 is formed.
- the edge (contour) of the organic compound layer 103a other than the electron injection layer 115 is substantially aligned with the substrate in the vertical direction because it is processed by photolithography.
- the edge (contour) of the organic compound layer 103b other than the electron injection layer 115 is substantially aligned with the substrate in the vertical direction because it is processed by photolithography.
- the distance d between the first electrode 101a and the first electrode 101b can be made smaller than when mask vapor deposition is performed because the organic compound layer is processed by photolithography, and can be 2 ⁇ m or more and 5 ⁇ m or less.
- Embodiment 2 As illustrated in FIGS. 3A and 3B, a plurality of light-emitting devices 130 described in the previous embodiment are formed on an insulating layer 175 to constitute a light-emitting device. In this embodiment, a light-emitting device of one embodiment of the present invention will be described in detail.
- the light emitting device 100 has a pixel portion 177 in which a plurality of pixels 178 are arranged in a matrix.
- Pixel 178 has subpixel 110R, subpixel 110G, and subpixel 110B.
- items common to the sub-pixel 110R, the sub-pixel 110G, and the sub-pixel 110B may be referred to as a sub-pixel 110 and described.
- items common to the corresponding structures may be described using reference numerals with alphabets omitted.
- Subpixel 110R emits red light
- subpixel 110G emits green light
- subpixel 110B emits blue light. Accordingly, an image can be displayed on the pixel portion 177 .
- sub-pixels of three colors of red (R), green (G), and blue (B) are described as an example in this embodiment, the present invention is not limited to this configuration. That is, combinations of sub-pixels of other colors may be used.
- the number of sub-pixels is not limited to three, and may be four or more. Examples of the four sub-pixels include four sub-pixels of R, G, B, and white (W), four sub-pixels of R, G, B, and Y, and four sub-pixels of R, G, B, and infrared light (IR).
- the row direction is sometimes called the X direction
- the column direction is sometimes called the Y direction.
- the X and Y directions intersect, for example perpendicularly intersect.
- FIG. 3A shows an example in which sub-pixels of different colors are arranged side by side in the X direction and sub-pixels of the same color are arranged side by side in the Y direction. Sub-pixels of different colors may be arranged side by side in the Y direction, and sub-pixels of the same color may be arranged side by side in the X direction.
- a connection portion 140 and a region 141 may be provided outside the pixel portion 177 .
- the region 141 may be provided between the pixel portion 177 and the connection portion 140 .
- the organic compound layer 103 is provided in the region 141 .
- a conductive layer 151C is provided on the connecting portion 140. As shown in FIG.
- FIG. 3 shows an example in which the region 141 and the connection portion 140 are positioned on the right side of the pixel portion 177, but the positions of the region 141 and the connection portion 140 are not particularly limited. Also, the region 141 and the connecting portion 140 may be singular or plural.
- FIG. 3B is an example of a cross-sectional view along the dashed-dotted line A1-A2 in FIG. 3A.
- the light emitting device 100 has an insulating layer 171, a conductive layer 172 on the insulating layer 171, an insulating layer 173 on the insulating layer 171 and the conductive layer 172, an insulating layer 174 on the insulating layer 173, and an insulating layer 175 on the insulating layer 174.
- the insulating layer 171 may be provided over a substrate (not shown).
- the insulating layer 175, the insulating layer 174, and the insulating layer 173 are provided with openings reaching the conductive layer 172, and plugs 176 are provided so as to fill the openings.
- a light-emitting device 130 is provided on the insulating layer 175 and the plug 176 in the pixel portion 177 .
- a protective layer 131 is provided to cover the light emitting device 130 .
- a substrate 120 is bonded onto the protective layer 131 with a resin layer 122 .
- an inorganic insulating layer 125 and an insulating layer 127 on the inorganic insulating layer 125 may be provided between the adjacent light emitting devices 130 .
- FIG. 3B shows a plurality of cross sections of the inorganic insulating layer 125 and the insulating layer 127
- the inorganic insulating layer 125 and the insulating layer 127 are preferably connected to one. That is, the insulating layer 127 is preferably an insulating layer having an opening over the first electrode.
- FIG. 3B as the light emitting devices 130, a light emitting device 130R, a light emitting device 130G, and a light emitting device 130B are shown. It is assumed that the light emitting device 130R, the light emitting device 130G, and the light emitting device 130B emit lights of different colors. For example, light emitting device 130R can emit red light, light emitting device 130G can emit green light, and light emitting device 130B can emit blue light. Light emitting device 130R, light emitting device 130G, or light emitting device 130B may also emit other visible or infrared light.
- the organic compound layer 103 has at least a light-emitting layer and may have other functional layers (a hole-injection layer, a hole-transport layer, a hole-blocking layer, an electron-blocking layer, an electron-transporting layer, an electron-injecting layer, and the like).
- the organic compound layer 103 and the common layer 104 may be combined to form a functional layer (a hole injection layer, a hole transport layer, a hole blocking layer, a light emitting layer, an electron blocking layer, an electron transport layer, an electron injection layer, etc.) included in the EL layer exhibiting light emission.
- a light-emitting device of one embodiment of the present invention can be, for example, a top emission type in which light is emitted in a direction opposite to a substrate over which a light-emitting device is formed. Note that the light-emitting device of one embodiment of the present invention may be a bottom emission type.
- the light emitting device 130R has the configuration shown in the first embodiment. It has a first electrode (pixel electrode) composed of a conductive layer 151R and a conductive layer 152R, an organic compound layer 103R on the first electrode, a common layer 104 on the organic compound layer 103R, and a second electrode (common electrode) 102 on the common layer.
- the common layer 104 is not necessarily provided. By providing the common layer 104, damage to the organic compound layer 103R in a post-process can be reduced. Moreover, when the common layer 104 is provided, the common layer 104 may have a function as an electron injection layer. When the common layer 104 functions as an electron injection layer, the layered structure of the organic compound layer 103R and the common layer 104 corresponds to the organic compound layer 103 in the first embodiment.
- the light emitting device 130 has the configuration shown in the first embodiment. It has a first electrode (pixel electrode) composed of a conductive layer 151 and a conductive layer 152, an organic compound layer 103 on the first electrode, a common layer 104 on the organic compound layer 103G, and a second electrode (common electrode) 102 on the common layer.
- a first electrode pixel electrode
- a common layer 104 on the organic compound layer 103G
- second electrode common electrode
- One of the pixel electrode and the common electrode of the light-emitting device functions as an anode, and the other functions as a cathode.
- the pixel electrode functions as an anode and the common electrode functions as a cathode.
- the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B are independent like islands for each emission color.
- the island-shaped organic compound layer 103 for each light-emitting device 130 By providing the island-shaped organic compound layer 103 for each light-emitting device 130, leakage current between adjacent light-emitting devices 130 can be suppressed even in a high-definition light-emitting device. Thereby, crosstalk can be prevented, and a light emitting device with extremely high contrast can be realized. In particular, a light-emitting device with high current efficiency at low luminance can be realized.
- the organic compound layer 103 may be provided so as to cover the top and side surfaces of the first electrode (pixel electrode) of the light emitting device 130 . This makes it easier to increase the aperture ratio of the light-emitting device 100 compared to a configuration in which the end portions of the organic compound layer 103 are located inside the end portions of the pixel electrodes. In addition, by covering the side surface of the pixel electrode of the light-emitting device 130 with the organic compound layer 103, contact between the pixel electrode and the second electrode 102 can be suppressed, so short-circuiting of the light-emitting device 130 can be suppressed.
- the distance between the light emitting region of the organic compound layer 103 (that is, the region overlapping with the pixel electrode) and the edge of the organic compound layer 103 can be increased. Furthermore, since the edge of the organic compound layer 103 may be damaged by processing, the reliability of the light-emitting device 130 can be improved by using a region distant from the edge of the organic compound layer 103 as the light-emitting region.
- the first electrode (pixel electrode) of the light-emitting device may have a stacked structure.
- the first electrode of the light-emitting device 130 has a laminated structure of a conductive layer 151 and a conductive layer 152 .
- the pixel electrode of the light-emitting device 130 preferably has a conductive layer 151 with high reflectance for visible light, and a conductive layer 152 with visible light transparency and a large work function.
- the higher the reflectance of the pixel electrode with respect to visible light the higher the extraction efficiency of light emitted from the organic compound layer 103 .
- the pixel electrode functions as an anode, the larger the work function of the pixel electrode, the easier it is to inject holes into the organic compound layer 103 .
- the light-emitting device 130 can have a high light extraction efficiency and a low driving voltage.
- the reflectance of the conductive layer 151 for visible light is preferably 40% or more and 100% or less, or 70% or more and 100% or less, for example.
- the conductive layer 152 is an electrode that transmits visible light, it is preferable that the transmittance of the visible light is, for example, 40% or more.
- the structure when removing a film formed after forming a pixel electrode having a laminated structure by a wet etching method or the like, the structure may be impregnated with a chemical used for etching. When the impregnated chemical comes into contact with the pixel electrode, galvanic corrosion or the like may occur between the layers forming the pixel electrode, and the pixel electrode may deteriorate.
- the conductive layer 152 so as to cover the top surface and side surfaces of the conductive layer 151 .
- the impregnated chemical solution does not come into contact with the conductive layer 151, thereby suppressing galvanic corrosion of the pixel electrode. Therefore, since the light-emitting device 100 can be manufactured by a high-yield method, the light-emitting device can be inexpensive. Further, since the occurrence of defects in the light-emitting device 100 can be suppressed, the light-emitting device 100 can be a highly reliable light-emitting device.
- a metal material for example, can be used as the conductive layer 151 .
- an oxide containing at least one selected from indium, tin, zinc, gallium, titanium, aluminum, and silicon can be used.
- indium tin oxide containing silicon has a large work function, for example, a work function of 4.0 eV or more, and thus can be suitably used as the conductive layer 152 .
- the conductive layer 151 and the conductive layer 152 may have a stacked structure of a plurality of layers containing different materials.
- the conductive layer 151 may include a layer using a material that can be used for the conductive layer 152, such as a conductive oxide, or the conductive layer 152 may include a layer using a material that can be used for the conductive layer 151, such as a metal material.
- the layer in contact with the conductive layer 152 can be a layer containing the same material as the layer of the conductive layer 152 in contact with the conductive layer 151.
- the end portion of the conductive layer 151 preferably has a tapered shape.
- the end of the conductive layer 151 preferably has a tapered shape with a taper angle of less than 90°.
- conductive layer 152 provided along the side surface of conductive layer 151 also has a tapered shape.
- each side surface preferably has a tapered shape.
- each layer may have a different tapered shape.
- FIG. 4A shows the case where the conductive layer 151 is a laminated structure of a plurality of layers containing different materials.
- the conductive layer 151 includes a conductive layer 151_1, a conductive layer 151_2 over the conductive layer 151_1, and a conductive layer 151_3 over the conductive layer 151_2. That is, the conductive layer 151 shown in FIG. 4A has a three-layer lamination structure. In this way, when the conductive layer 151 has a laminated structure of a plurality of layers, the reflectance for visible light of at least one layer among the layers constituting the conductive layer 151 should be higher than the reflectance for visible light of the conductive layer 152.
- the conductive layer 151_2 is sandwiched between the conductive layers 151_1 and 151_3.
- a material that is less likely to cause migration due to contact with the insulating layer 175 than the conductive layer 151_2 can be used.
- a material that is more difficult to oxidize than the conductive layer 151_2 and whose electrical resistivity is lower than that of the oxide used for the conductive layer 151_3 can be used.
- the selection range of materials for the conductive layer 151_2 can be increased.
- the conductive layer 151_2 can have a higher reflectance to visible light than at least one of the conductive layers 151_1 and 151_3.
- aluminum can be used for the conductive layer 151_2.
- an alloy containing aluminum may be used for the conductive layer 151_2.
- titanium which has lower visible light reflectance than aluminum but is less susceptible to migration than aluminum even in contact with the insulating layer 175, can be used.
- titanium which has a lower reflectance to visible light than aluminum but is more resistant to oxidation than aluminum and whose oxide has a lower electrical resistivity than aluminum oxide, can be used.
- silver or an alloy containing silver may be used for the conductive layer 151_3.
- Silver has the property that it has a higher reflectance than titanium for visible light. Furthermore, silver is more difficult to oxidize than aluminum, and silver oxide has a lower electrical resistivity than aluminum oxide.
- the reflectance of the conductive layer 151 with respect to visible light can be appropriately increased, and an increase in electrical resistance of the pixel electrode due to oxidation of the conductive layer 151_2 can be suppressed.
- an alloy containing silver for example, an alloy of silver, palladium, and copper (Ag—Pd—Cu, also referred to as APC) can be used.
- the reflectance of the conductive layer 151_3 to visible light can be higher than that of the conductive layer 151_2 to visible light.
- silver or an alloy containing silver may be used for the conductive layer 151_2.
- silver or an alloy containing silver may be used for the conductive layer 151_1.
- a film using titanium is superior to a film using silver in workability by etching. Therefore, by using titanium for the conductive layer 151_3, the conductive layer 151_3 can be easily formed.
- a film using aluminum is also superior to a film using silver in workability by etching.
- the conductive layer 151 having a stacked structure of a plurality of layers can improve the characteristics of the light-emitting device.
- the light emitting device 100 can be a light emitting device with high light extraction efficiency and high reliability.
- the light extraction efficiency of the light emitting device 100 can be preferably increased by using silver or an alloy containing silver, which is a material with high reflectance for visible light, as the conductive layer 151_3.
- the side surface of the conductive layer 151_2 may be positioned inside the side surfaces of the conductive layers 151_1 and 151_3 to form protrusions, as shown in FIG. 4A.
- the coverage of the conductive layer 152 with the conductive layer 151 may be reduced, and the conductive layer 152 may be disconnected.
- FIG. 4A shows an example in which the insulating layer 156 is provided over the conductive layer 151_1 so as to have a region overlapping with the side surface of the conductive layer 151_2.
- the conductive layer 152 can be prevented from being disconnected or thinned due to the projecting portion, so that connection failure or an increase in drive voltage can be prevented.
- FIG. 4A illustrates a structure in which the side surfaces of the conductive layer 151_2 are entirely covered with the insulating layer 156, part of the side surfaces of the conductive layer 151_2 may not be covered with the insulating layer 156. Also in the pixel electrode having the structure described below, part of the side surface of the conductive layer 151_2 does not have to be covered with the insulating layer 156 as well.
- the insulating layer 156 preferably has a curved surface.
- the occurrence of discontinuities in the conductive layer 152 covering the insulating layer 156 can be suppressed more than when the side surface of the insulating layer 156 is vertical (parallel to the Z direction), for example.
- the insulating layer 156 has a tapered side surface, specifically, a tapered shape with a taper angle of less than 90°, the occurrence of discontinuity in the conductive layer 152 covering the insulating layer 156 can be suppressed more than when the side surface of the insulating layer 156 is vertical, for example.
- the light-emitting device 100 can be manufactured with a high yield.
- the occurrence of defects can be suppressed, and the light-emitting device 100 can be a highly reliable light-emitting device.
- FIGS. 4B to 4D Note that one embodiment of the present invention is not limited to this.
- other configurations of the first electrode 101 are shown in FIGS. 4B to 4D.
- FIG. 4B shows a structure in which the insulating layer 156 covers not only the side surface of the conductive layer 151_2 but also the side surfaces of the conductive layers 151_1, 151_2, and 151_3 in the first electrode 101 of FIG.
- FIG. 4C shows a configuration in which the insulating layer 156 is not provided in the first electrode 101 of FIG.
- FIG. 4D shows a configuration in which the conductive layer 151 does not have a laminated structure and the conductive layer 152 has a laminated structure in the first electrode 101 of FIG.
- the conductive layer 152_1 is a layer having higher adhesion to the conductive layer 152_2 than, for example, the insulating layer 175 .
- an oxide containing one or more of indium, tin, zinc, gallium, titanium, aluminum, and silicon can be used, for example.
- peeling of the conductive layer 152_2 can be suppressed.
- a structure in which the conductive layer 152_2 is not in contact with the insulating layer 175 can be employed.
- the conductive layer 152_2 has a higher reflectance to visible light (for example, a reflectance to light with a predetermined wavelength in the range of 400 nm to less than 750 nm) than the conductive layers 151, 152_1, and 152_2.
- the reflectance of the conductive layer 152_2 with respect to visible light can be, for example, 70% or more and 100% or less, preferably 80% or more and 100% or less, and more preferably 90% or more and 100% or less.
- silver or an alloy containing silver can be used. Alloys containing silver include, for example, alloys of silver, palladium, and copper (APC).
- the light emitting device 100 can be a light emitting device with high light extraction efficiency. Note that a metal other than silver may be used for the conductive layer 152_2.
- the conductive layer 152_1 preferably has a high work function when the conductive layers 151 and 152 function as anodes.
- the conductive layer 152_3 is, for example, a layer having a larger work function than the conductive layer 152_2.
- a material similar to the material that can be used for the conductive layer 152_1 can be used, for example.
- the same material can be used for the conductive layers 152_1 and 152_3.
- the layers preferably have a small work function.
- the conductive layer 152_3 has a lower work function than the conductive layer 152_2, for example.
- the conductive layer 152_3 is preferably a layer having high visible light transmittance (for example, light having a predetermined wavelength in the range of 400 nm to less than 750 nm).
- the visible light transmittance of the conductive layer 152_3 is preferably higher than the visible light transmittance of the conductive layers 151 and 152_2.
- the visible light transmittance of the conductive layer 152_3 can be 60% to 100%, preferably 70% to 100%, and more preferably 80% to 100%.
- the conductive layer 152_2 under the conductive layer 152_3 can be a layer having high reflectance with respect to visible light. Therefore, the light emitting device 100 can be a light emitting device with high light extraction efficiency.
- the thin films (insulating films, semiconductor films, conductive films, etc.) that make up the light-emitting device can be formed using a sputtering method, a chemical vapor deposition (CVD) method, a vacuum deposition method, a pulsed laser deposition (PLD) method, an ALD method, or the like.
- the CVD method includes a plasma enhanced CVD (PECVD) method, a thermal CVD method, and the like.
- one of the thermal CVD methods is a metal organic chemical vapor deposition (MOCVD) method.
- the thin films (insulating film, semiconductor film, conductive film, etc.) constituting the light-emitting device can be formed by a wet film-forming method such as spin coating, dipping, spray coating, inkjet, dispensing, screen printing, offset printing, doctor knife method, slit coating, roll coating, curtain coating, or knife coating.
- a wet film-forming method such as spin coating, dipping, spray coating, inkjet, dispensing, screen printing, offset printing, doctor knife method, slit coating, roll coating, curtain coating, or knife coating.
- a vacuum process such as a vapor deposition method and a solution process such as a spin coating method or an ink jet method can be used for manufacturing a light-emitting device.
- vapor deposition methods include physical vapor deposition (PVD) such as sputtering, ion plating, ion beam vapor deposition, molecular beam vapor deposition, and vacuum vapor deposition, and chemical vapor deposition (CVD).
- the functional layers (hole injection layer, hole transport layer, hole block layer, light emitting layer, electron block layer, electron transport layer, electron injection layer, etc.) contained in the organic compound layer may be formed by vapor deposition (vacuum vapor deposition, etc.), coating (dip coating, die coating, bar coating, spin coating, spray coating, etc.), printing (inkjet, screen (stencil printing), offset (lithographic printing), flexo (letterpress printing), gravure, microcontact, etc. ) or the like.
- the thin film that constitutes the light-emitting device when processing the thin film that constitutes the light-emitting device, it can be processed using, for example, a photolithography method.
- the thin film may be processed by a nanoimprint method, a sandblast method, a lift-off method, or the like.
- an island-shaped thin film may be directly formed by a film formation method using a shielding mask such as a metal mask.
- the photolithography method there are typically the following two methods.
- One is a method of forming a resist mask on a thin film to be processed, processing the thin film by etching, for example, and removing the resist mask.
- the other is a method of forming a thin film having photosensitivity and then exposing and developing the thin film to process the thin film into a desired shape.
- a dry etching method, a wet etching method, a sandblasting method, or the like can be used for etching the thin film.
- an insulating layer 171 is formed on a substrate (not shown). Subsequently, conductive layers 172 and 179 are formed over the insulating layer 171 , and an insulating layer 173 is formed over the insulating layer 171 so as to cover the conductive layers 172 and 179 . Subsequently, an insulating layer 174 is formed over the insulating layer 173 and an insulating layer 175 is formed over the insulating layer 174 .
- a substrate having heat resistance that can withstand at least subsequent heat treatment can be used.
- a substrate having heat resistance that can withstand at least subsequent heat treatment can be used.
- a glass substrate, a quartz substrate, a sapphire substrate, a ceramic substrate, an organic resin substrate, or the like can be used.
- a semiconductor substrate such as a single crystal semiconductor substrate, a polycrystalline semiconductor substrate, a compound semiconductor substrate made of silicon germanium or the like, or an SOI substrate can be used.
- openings reaching the conductive layer 172 are formed in the insulating layers 175 , 174 and 173 .
- a plug 176 is formed so as to fill the opening.
- a conductive film 151f that will later become the conductive layers 151R, 151G, 151B, and 151C is formed over the plug 176 and the insulating layer 175. Then, as shown in FIG. A sputtering method or a vacuum evaporation method can be used to form the conductive film 151f, for example. A metal material, for example, can be used as the conductive film 151f.
- a resist mask 191 is formed over the conductive film 151f, for example.
- the resist mask 191 can be formed by applying a photosensitive material (photoresist) and performing exposure and development.
- the conductive film 151f in a region that does not overlap with the resist mask 191 is removed using, for example, an etching method, specifically, a dry etching method.
- an etching method specifically, a dry etching method.
- the conductive film 151f includes a layer using a conductive oxide such as indium tin oxide, the layer may be removed by a wet etching method.
- a conductive layer 151 is formed.
- a recessed portion also referred to as a counterbore
- the resist mask 191 is removed.
- the resist mask 191 can be removed, for example, by ashing using oxygen plasma.
- oxygen gas and Group 18 elements such as CF4 , C4F8 , SF6 , CHF3 , Cl2 , H2O , BCl3 , or He may be used.
- the resist mask 191 may be removed by wet etching.
- an insulating film 156f that will later become the insulating layer 156R, the insulating layer 156G, the insulating layer 156B, and the insulating layer 156C is formed on the conductive layer 151R, the conductive layer 151G, the conductive layer 151B, the conductive layer 151C, and the insulating layer 175.
- a CVD method, an ALD method, a sputtering method, or a vacuum evaporation method can be used to form the insulating film 156f, for example.
- An inorganic material can be used for the insulating film 156f.
- an inorganic insulating film such as an oxide insulating film, a nitride insulating film, an oxynitride insulating film, or a nitride oxide insulating film can be used.
- an oxide insulating film containing silicon, a nitride insulating film, an oxynitride insulating film, a nitride oxide insulating film, or the like can be used as the insulating film 156f.
- silicon oxynitride can be used for the insulating film 156f.
- an insulating layer 156R, an insulating layer 156G, an insulating layer 156B, and an insulating layer 156C are formed.
- the insulating layer 156 can be formed by substantially uniformly etching the upper surface of the insulating film 156f. Such uniform etching and flattening is also called an etch-back process.
- the insulating layer 156 may be formed using a photolithography method.
- a conductive film 152f that will later become the conductive layer 152R, the conductive layer 152G, the conductive layer 152B, and the conductive layer 152C is formed on the conductive layer 151R, the conductive layer 151G, the conductive layer 151B, the conductive layer 151C, the insulating layer 156R, the insulating layer 156G, the insulating layer 156B, the insulating layer 156C, and the insulating layer 175. form.
- a conductive film 152f is formed to cover the conductive layer 151R, the conductive layer 151G, the conductive layer 151B, the conductive layer 151C, the insulating layer 156R, the insulating layer 156G, the insulating layer 156B, and the insulating layer 156C, for example.
- a sputtering method or a vacuum evaporation method can be used to form the conductive film 152f, for example.
- An ALD method can be used for forming the conductive film 152f.
- a conductive oxide can be used as the conductive film 152f.
- a stacked structure of a film using a metal material and a film using a conductive oxide over the film can be used as the conductive film 152f.
- a layered structure of a film using titanium, silver, or an alloy containing silver and a film using a conductive oxide over the film can be used as the conductive film 152f.
- the conductive film 152f is processed by, for example, photolithography to form a conductive layer 152R, a conductive layer 152G, a conductive layer 152B, and a conductive layer 152C.
- part of the conductive film 152f is removed by an etching method.
- the conductive film 152f can be removed by wet etching, for example.
- the conductive film 152f may be removed by a dry etching method.
- the conductive layer 152 is preferably subjected to hydrophobic treatment.
- the surface to be treated can be changed from hydrophilic to hydrophobic, or the hydrophobicity of the surface to be treated can be increased.
- adhesion between the conductive layer 152 and the organic compound layer 103 formed in a later step can be improved, and film peeling can be suppressed. Note that the hydrophobic treatment may not be performed.
- an organic compound film 103Rf which later becomes the organic compound layer 103R, is formed on the conductive layer 152R, the conductive layer 152G, the conductive layer 152B, and the insulating layer 175. As shown in FIG. 6C, an organic compound film 103Rf, which later becomes the organic compound layer 103R, is formed on the conductive layer 152R, the conductive layer 152G, the conductive layer 152B, and the insulating layer 175. As shown in FIG.
- the organic compound film 103Rf has a structure in which a plurality of organic compound layers each having at least one light-emitting layer are laminated with an intermediate layer interposed therebetween.
- the structure of the light-emitting device 130 described in Embodiment 1 can be referred to.
- the organic compound film 103Rf is not formed on the conductive layer 152C.
- the organic compound film 103Rf can be formed only in a desired region by using a mask (also called an area mask, a rough metal mask, or the like to be distinguished from a fine metal mask) for defining the film formation area.
- a mask also called an area mask, a rough metal mask, or the like to be distinguished from a fine metal mask
- Employing a film formation process using an area mask and a processing process using a resist mask makes it possible to manufacture a light-emitting device in a relatively simple process.
- the organic compound film 103Rf can be formed, for example, by a vapor deposition method, specifically a vacuum vapor deposition method. Also, the organic compound film 103Rf may be formed by a transfer method, a printing method, an inkjet method, a coating method, or the like.
- a sacrificial film 158Rf that will later become the sacrificial layer 158R and a mask film 159Rf that will later become the mask layer 159R are sequentially formed on the organic compound film 103Rf, the conductive layer 152C, and the insulating layer 175.
- a sputtering method for example, a sputtering method, an ALD method (thermal ALD method, PEALD method), a CVD method, or a vacuum deposition method can be used. Alternatively, it may be formed using the wet film forming method described above.
- the sacrificial film 158Rf and the mask film 159Rf are formed at a temperature lower than the heat resistance temperature of the organic compound film 103Rf.
- the substrate temperature when forming the sacrificial film 158Rf and the mask film 159Rf is typically 200° C. or less, preferably 150° C. or less, more preferably 120° C. or less, more preferably 100° C. or less, and still more preferably 80° C. or less.
- the mask film may have a single-layer structure or a laminated structure of three or more layers.
- the damage to the organic compound film 103Rf during the manufacturing process of the light emitting device can be reduced, and the reliability of the light emitting device can be improved.
- a film having high resistance to the processing conditions of the organic compound film 103Rf specifically, a film having a high etching selectivity with respect to the organic compound film 103Rf is used.
- a film having a high etching selectivity with respect to the sacrificial film 158Rf is used for the mask film 159Rf.
- a film that can be removed by a wet etching method is preferably used for the sacrificial film 158Rf and the mask film 159Rf.
- damage to the organic compound film 103Rf can be reduced when the sacrificial film 158Rf and the mask film 159Rf are processed, as compared with the case of using the dry etching method.
- an acidic chemical solution When using the wet etching method, it is particularly preferable to use an acidic chemical solution.
- the acidic chemical solution a chemical solution containing any one of phosphoric acid, hydrofluoric acid, nitric acid, acetic acid, oxalic acid, sulfuric acid, or the like, or a mixed chemical solution of two or more acids (also referred to as a mixed acid) may be used.
- the sacrificial film 158Rf and the mask film 159Rf for example, one or more of metal films, alloy films, metal oxide films, semiconductor films, organic insulating films, and inorganic insulating films can be used.
- the sacrificial film and the mask film by using a film containing a material having a light-blocking property against ultraviolet light as the sacrificial film and the mask film, it is possible to suppress the irradiation of the organic compound layer with ultraviolet light during, for example, an exposure process. By suppressing the damage of the organic compound layer by ultraviolet rays, the reliability of the light-emitting device can be improved.
- a film containing a material having a light shielding property against ultraviolet rays can produce the same effect even if it is used as a material of the inorganic insulating film 125f, which will be described later.
- metal materials such as gold, silver, platinum, magnesium, nickel, tungsten, chromium, molybdenum, iron, cobalt, copper, palladium, titanium, aluminum, yttrium, zirconium, and tantalum, or alloy materials containing such metal materials can be used.
- a low melting point material such as aluminum or silver.
- the sacrificial film 158Rf and the mask film 159Rf are formed of metals such as In--Ga--Zn oxide, indium oxide, In--Zn oxide, In--Sn oxide, indium titanium oxide (In--Ti oxide), indium tin zinc oxide (In--Sn--Zn oxide), indium titanium zinc oxide (In--Ti--Zn oxide), indium gallium tin-zinc oxide (In--Ga--Sn--Zn oxide), and indium tin oxide containing silicon. Oxides can be used.
- Element M is one or more selected from aluminum, silicon, boron, yttrium, copper, vanadium, beryllium, titanium, iron, nickel, germanium, zirconium, molybdenum, lanthanum, cerium, neodymium, hafnium, tantalum, tungsten, or magnesium
- M is one or more selected from aluminum, silicon, boron, yttrium, copper, vanadium, beryllium, titanium, iron, nickel, germanium, zirconium, molybdenum, lanthanum, cerium, neodymium, hafnium, tantalum, tungsten, or magnesium
- a semiconductor material such as silicon or germanium for the sacrificial film 158Rf and the mask film 159Rf because of its high affinity with the semiconductor manufacturing process.
- oxides or nitrides of the above semiconductor materials can be used.
- a nonmetallic material such as carbon or a compound thereof can be used.
- metals such as titanium, tantalum, tungsten, chromium, aluminum, or alloys containing one or more of these.
- oxides containing the above metals such as titanium oxide or chromium oxide, or nitrides such as titanium nitride, chromium nitride, or tantalum nitride can be used.
- the oxide insulating film is preferable because it has higher adhesion to the organic compound film 103Rf than the nitride insulating film.
- inorganic insulating materials such as aluminum oxide, hafnium oxide, and silicon oxide can be used for the sacrificial film 158Rf and the mask film 159Rf, respectively.
- an aluminum oxide film can be formed using the ALD method. Use of the ALD method is preferable because damage to the base (especially the organic compound layer) can be reduced.
- An organic material may be used for one or both of the sacrificial film 158Rf and the mask film 159Rf.
- a material that can be dissolved in a chemically stable solvent may be used for at least the film positioned at the top of the organic compound film 103Rf.
- materials that dissolve in water or alcohol can be preferably used.
- it is preferable to dissolve the material in a solvent such as water or alcohol apply the material by a wet film forming method, and then perform heat treatment to evaporate the solvent. At this time, the solvent can be removed at a low temperature in a short period of time by performing heat treatment in a reduced pressure atmosphere, so that thermal damage to the organic compound film 103Rf can be reduced, which is preferable.
- polyvinyl alcohol PVA
- polyvinyl butyral polyvinylpyrrolidone
- polyethylene glycol polyglycerin
- pullulan polyethylene glycol
- polyglycerin polyglycerin
- pullulan polyethylene glycol
- water-soluble cellulose polyglycerin
- pullulan polyethylene glycol
- water-soluble cellulose polyglycerin
- pullulan polyethylene glycol
- water-soluble cellulose polyglycerin
- pullulan pullulan
- water-soluble cellulose water-soluble cellulose
- alcohol-soluble polyamide resin organic resin
- fluorine resin such as perfluoropolymer
- the sacrificial film 158Rf an organic film (for example, PVA film) formed using either the vapor deposition method or the above wet film forming method can be used, and as the mask film 159Rf, an inorganic film (for example, a silicon nitride film) formed using a sputtering method can be used.
- an organic film for example, PVA film
- an inorganic film for example, a silicon nitride film formed using a sputtering method
- a resist mask 190R is formed on the mask film 159Rf.
- the resist mask 190R can be formed by applying a photosensitive material (photoresist) and performing exposure and development.
- the resist mask 190R may be manufactured using either a positive resist material or a negative resist material.
- the resist mask 190R is provided so as to overlap with the conductive layer 152R.
- the resist mask 190R is preferably provided also at a position overlapping with the conductive layer 152C. Accordingly, the conductive layer 152C can be prevented from being damaged during the manufacturing process of the light-emitting device. Note that the resist mask 190R may not be provided over the conductive layer 152C.
- the resist mask 190R is preferably provided so as to cover from the end of the organic compound film 103Rf to the end of the conductive layer 152C (the end on the organic compound film 103Rf side), as shown in the cross-sectional view along B1-B2 in FIG. 6C.
- a resist mask 190R is used to partially remove the mask film 159Rf to form a mask layer 159R.
- the mask layer 159R remains on the conductive layer 152R and the conductive layer 152C.
- the resist mask 190R is removed.
- part of the sacrificial film 158Rf is removed to form a sacrificial layer 158R.
- the sacrificial film 158Rf and the mask film 159Rf can be processed by wet etching or dry etching, respectively.
- the sacrificial film 158Rf and the mask film 159Rf are preferably processed by wet etching.
- wet etching damage to the organic compound film 103Rf can be reduced when the sacrificial film 158Rf and the mask film 159Rf are processed, as compared with the case of using the dry etching method.
- wet etching it is preferable to use, for example, a developer, a tetramethylammonium hydroxide aqueous solution (TMAH), dilute hydrofluoric acid, oxalic acid, phosphoric acid, acetic acid, nitric acid, or a chemical solution using a mixed liquid thereof.
- TMAH tetramethylammonium hydroxide aqueous solution
- the selection of processing methods is wider than in the processing of the sacrificial film 158Rf. Specifically, deterioration of the organic compound film 103Rf can be further suppressed even when a gas containing oxygen is used as an etching gas when processing the mask film 159Rf.
- an acidic chemical solution When using the wet etching method, it is particularly preferable to use an acidic chemical solution.
- the acidic chemical solution a chemical solution containing any one of phosphoric acid, hydrofluoric acid, nitric acid, acetic acid, oxalic acid, sulfuric acid, or the like, or a mixed chemical solution of two or more acids (also referred to as a mixed acid) may be used.
- etching gas containing Group 18 element such as CF4 , C4F8 , SF6 , CHF3 , Cl2 , H2O , BCl3 , or He as an etching gas.
- the resist mask 190R can be removed by a method similar to that of the resist mask 191.
- FIG. At this time, since the sacrificial film 158Rf is positioned on the top surface and the organic compound film 103Rf is not exposed, damage to the organic compound film 103Rf can be suppressed in the step of removing the resist mask 190R. In addition, it is possible to expand the range of selection of methods for removing the resist mask 190R.
- the organic compound film 103Rf is processed to form an organic compound layer 103R.
- the mask layer 159R and the sacrificial layer 158R are used as hard masks to partially remove the organic compound film 103Rf to form the organic compound layer 103R.
- a laminated structure of the organic compound layer 103R, the sacrificial layer 158R, and the mask layer 159R remains on the conductive layer 152R. Also, the conductive layer 152G and the conductive layer 152B are exposed.
- Dry etching or wet etching can be used for processing the organic compound film 103Rf.
- an etching gas containing oxygen can be used.
- the etching rate can be increased by including oxygen in the etching gas. Therefore, etching can be performed under low power conditions while maintaining a sufficiently high etching rate. Therefore, damage to the organic compound film 103Rf can be suppressed. Furthermore, problems such as adhesion of reaction products that occur during etching can be suppressed.
- an etching gas that does not contain oxygen may be used.
- an etching gas that does not contain oxygen by using an etching gas that does not contain oxygen, deterioration of the organic compound film 103Rf can be suppressed.
- the resist mask 190R is formed over the mask film 159Rf, and the mask layer 159R is formed by removing part of the mask film 159Rf using the resist mask 190R. Thereafter, using the mask layer 159R as a hard mask, the organic compound layer 103R is formed by partially removing the organic compound film 103Rf. Therefore, it can be said that the organic compound layer 103R is formed by processing the organic compound film 103Rf using the photolithography method. A part of the organic compound film 103Rf may be removed using the resist mask 190R. After that, the resist mask 190R may be removed.
- the conductive layer 152G may be hydrophobized as necessary.
- the surface state of the conductive layer 152G may change to hydrophilic.
- adhesion between the conductive layer 152G and a layer formed in a later step here, the organic compound layer 103G
- film peeling can be suppressed.
- an organic compound film 103Gf which later becomes the organic compound layer 103G, is formed on the conductive layer 152G, the conductive layer 152B, the mask layer 159R, and the insulating layer 175.
- an organic compound film 103Gf which later becomes the organic compound layer 103G, is formed on the conductive layer 152G, the conductive layer 152B, the mask layer 159R, and the insulating layer 175.
- the organic compound film 103Gf can be formed by a method similar to the method that can be used to form the organic compound film 103Rf. Also, the organic compound film 103Gf can have the same configuration as the organic compound film 103Rf.
- a sacrificial film 158Gf that will later become the sacrificial layer 158G and a mask film 159Gf that will later become the mask layer 159G are sequentially formed on the organic compound film 103Gf and the mask layer 159R.
- a resist mask 190G is formed.
- the materials and formation methods of the sacrificial film 158Gf and mask film 159Gf are the same as the conditions applicable to the sacrificial film 158Rf and mask film 159Rf.
- the material and formation method of the resist mask 190G are the same as the conditions applicable to the resist mask 190R.
- the resist mask 190G is provided so as to overlap with the conductive layer 152G.
- a resist mask 190G is used to partially remove the mask film 159Gf to form a mask layer 159G.
- Mask layer 159G remains on conductive layer 152G.
- the resist mask 190G is removed.
- part of the sacrificial film 158Gf is removed to form a sacrificial layer 158G.
- the organic compound film 103Gf is processed to form an organic compound layer 103G.
- part of the organic compound film 103Gf is removed to form the organic compound layer 103G.
- a laminated structure of the organic compound layer 103G, the sacrificial layer 158G, and the mask layer 159G remains on the conductive layer 152G. Also, the mask layer 159R and the conductive layer 152B are exposed.
- the conductive layer 152B may be subjected to hydrophobic treatment.
- the resist mask 190B is used to form the sacrificial layer 158 from the sacrificial film 158Bf, the mask layer 159B from the mask film 159Bf, or the organic compound layer 103B from the organic compound film 103Bf.
- the description of the organic compound layer 103G can be referred to for the method for forming the sacrificial layer 158B, the mask layer 159B, and the organic compound layer 103B.
- the side surfaces of the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B are each preferably perpendicular or substantially perpendicular to the formation surface.
- the angle formed by the surface to be formed and these side surfaces be 60 degrees or more and 90 degrees or less.
- the distance between adjacent two of the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B formed by photolithography can be narrowed to 8 ⁇ m or less, 5 ⁇ m or less, 3 ⁇ m or less, 2 ⁇ m or less, or even 1 ⁇ m or less.
- the distance can be defined by, for example, the distance between two adjacent opposing ends of the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B.
- the distance between the first electrodes between adjacent light emitting devices can be narrowed, for example, 10 ⁇ m or less, 8 ⁇ m or less, 5 ⁇ m or less, 3 ⁇ m or less, or 2 ⁇ m or less. Note that the distance between the first electrodes between adjacent light emitting devices is preferably 2 ⁇ m or more and 5 ⁇ m or less.
- mask layer 159R, mask layer 159G, and mask layer 159B are removed.
- the mask layer 159R, the mask layer 159G, and the mask layer 159B are removed, but the mask layer 159R, the mask layer 159G, and the mask layer 159B may not be removed.
- the organic compound layer can be protected from ultraviolet light by proceeding to the next step without removing the material.
- the same method as in the mask layer processing step can be used for the mask layer removing step.
- damage to the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B can be reduced when removing the mask layer compared to the case of using the dry etching method.
- the mask layer may be removed by dissolving it in a solvent such as water or alcohol.
- a solvent such as water or alcohol.
- Alcohols include ethyl alcohol, methyl alcohol, isopropyl alcohol (IPA), glycerin, and the like.
- a drying process may be performed to remove water contained in the organic compound layers 103R, 103G, and 103B and water adsorbed on the surfaces of the organic compound layers 103R, 103G, and 103B.
- heat treatment can be performed in an inert gas atmosphere or a reduced pressure atmosphere.
- the heat treatment can be performed at a substrate temperature of 50° C. to 200° C., preferably 60° C. to 150° C., more preferably 70° C. to 120° C.
- a reduced-pressure atmosphere is preferable because drying can be performed at a lower temperature.
- an inorganic insulating film 125f that will later become the inorganic insulating layer 125 is formed so as to cover the organic compound layer 103R, the organic compound layer 103G, the organic compound layer 103B, the sacrificial layer 158R, the sacrificial layer 158G, and the sacrificial layer 158B.
- the upper surface of the inorganic insulating film 125f preferably has a high affinity with the material used for the insulating film that becomes the insulating layer 127 (for example, a photosensitive resin composition containing acrylic resin).
- the upper surface of the inorganic insulating film 125f may be surface-treated. Specifically, it is preferable to make the surface of the inorganic insulating film 125f hydrophobic (or to increase the hydrophobicity).
- a silylating agent such as hexamethyldisilazane (HMDS).
- HMDS hexamethyldisilazane
- an insulating film 127f that will later become the insulating layer 127 is formed on the inorganic insulating film 125f.
- the inorganic insulating film 125f and the insulating film 127f are preferably formed by a formation method that causes little damage to the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B.
- the inorganic insulating film 125f is preferably formed by a formation method that causes less damage to the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B than the insulating film 127f.
- the inorganic insulating film 125f and the insulating film 127f are formed at a temperature lower than the heat-resistant temperature of the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B, respectively.
- the inorganic insulating film 125f can have a low impurity concentration and a high barrier property against at least one of water and oxygen even if the film is thin by raising the substrate temperature when forming the film.
- the substrate temperature when forming the inorganic insulating film 125f and the insulating film 127f is preferably 60° C. or higher, 80° C. or higher, 100° C. or higher, or 120° C. or higher and 200° C. or lower, 180° C. or lower, 160° C. or lower, 150° C. or lower, or 140° C. or lower, respectively.
- the inorganic insulating film 125f it is preferable to form an insulating film having a thickness of 3 nm or more, 5 nm or more, or 10 nm or more and 200 nm or less, 150 nm or less, 100 nm or less, or 50 nm or less within the above substrate temperature range.
- the inorganic insulating film 125f is preferably formed using, for example, the ALD method.
- the use of the ALD method is preferable because film formation damage can be reduced and a film with high coverage can be formed.
- an aluminum oxide film is preferably formed using the ALD method.
- the inorganic insulating film 125f may be formed using a sputtering method, a CVD method, or a PECVD method, which has a higher deposition rate than the ALD method. Accordingly, a highly reliable light-emitting device can be manufactured with high productivity.
- the insulating film 127f is preferably formed using the wet film formation method described above.
- the insulating film 127f is preferably formed, for example, by spin coating using a photosensitive material, and more specifically, is preferably formed using a photosensitive resin composition containing an acrylic resin.
- the insulating film 127f is preferably formed using, for example, a resin composition containing a polymer, an acid generator, and a solvent.
- a polymer is formed using one or more types of monomers and has a structure in which one or more types of structural units (also referred to as structural units) are regularly or irregularly repeated.
- the acid generator one or both of a compound that generates an acid upon exposure to light and a compound that generates an acid upon heating can be used.
- the resin composition may further comprise one or more of photosensitizers, sensitizers, catalysts, adhesion promoters, surfactants and antioxidants.
- heat treatment is preferably performed after the insulating film 127f is formed.
- the heat treatment is performed at a temperature lower than the heat-resistant temperature of the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B.
- the substrate temperature during the heat treatment is preferably 50° C. or higher and 200° C. or lower, more preferably 60° C. or higher and 150° C. or lower, and even more preferably 70° C. or higher and 120° C. or lower. Thereby, the solvent contained in the insulating film 127f can be removed.
- the insulating film 127f is exposed to visible light or ultraviolet light.
- a positive photosensitive resin composition containing an acrylic resin is used for the insulating film 127f
- a region where the insulating layer 127 is not formed in a later step is irradiated with visible light or ultraviolet rays.
- the insulating layer 127 is formed in a region sandwiched between any two of the conductive layers 152R, 152G, and 152B and around the conductive layer 152C. Therefore, the conductive layer 152R, the conductive layer 152G, the conductive layer 152B, and the conductive layer 152C are irradiated with visible light or ultraviolet rays.
- a negative photosensitive material is used for the insulating film 127f
- a region where the insulating layer 127 is formed is irradiated with visible light or ultraviolet light.
- the width of the insulating layer 127 to be formed later can be controlled by the exposure area of the insulating film 127f.
- the insulating layer 127 is processed so as to have a portion overlapping with the top surface of the conductive layer 151 .
- a barrier insulating layer against oxygen for example, an aluminum oxide film or the like
- oxygen for example, an aluminum oxide film or the like
- the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B can be reduced.
- the organic compound layer is irradiated with light (visible light or ultraviolet light)
- the organic compound contained in the organic compound layer is in an excited state, and the reaction with oxygen contained in the atmosphere is promoted in some cases.
- oxygen may bond to an organic compound included in the organic compound layer.
- light visible light or ultraviolet light
- the sacrificial layer 158 and the inorganic insulating film 125f over the island-shaped organic compound layer, bonding of oxygen in the atmosphere to the organic compound contained in the organic compound layer can be reduced.
- FIG. 9A development is performed to remove the exposed region of the insulating film 127f to form an insulating layer 127a.
- the insulating layer 127a is formed in a region sandwiched between any two of the conductive layers 152R, 152G, and 152B and a region surrounding the conductive layer 152C.
- an acrylic resin is used for the insulating film 127f
- an alkaline solution such as TMAH can be used as a developer.
- etching is performed using the insulating layer 127a as a mask to partially remove the inorganic insulating film 125f and partially reduce the film thickness of the sacrificial layers 158R, 158G, and 158B.
- the inorganic insulating layer 125 is formed under the insulating layer 127a.
- the etching process for processing the inorganic insulating film 125f using the insulating layer 127a as a mask may be referred to as the first etching process.
- the etching process is stopped when the thickness of the sacrificial layer 158R, the sacrificial layer 158G, and the sacrificial layer 158B is not completely removed and the film thickness is reduced.
- the first etching process can be performed by dry etching or wet etching. Note that it is preferable to form the inorganic insulating film 125f using a material similar to that of the sacrificial layer 158R, the sacrificial layer 158G, and the sacrificial layer 158B, because processing of the inorganic insulating film 125f and thinning of the exposed sacrificial layer 158 can be performed at once in the first etching treatment.
- the side surfaces of the inorganic insulating layer 125 and the upper end portions of the side surfaces of the sacrificial layers 158R, 158G, and 158B can be tapered relatively easily.
- a chlorine-based gas can be used.
- Cl 2 , BCl 3 , SiCl 4 , CCl 4 or the like can be used singly or in combination of two or more gases.
- oxygen gas, hydrogen gas, helium gas, argon gas, and the like can be added to the chlorine-based gas singly or as a mixture of two or more gases.
- the first etching treatment can be performed by wet etching.
- wet etching method damage to the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B can be reduced as compared with the case of using the dry etching method.
- wet etching preferably uses an acidic chemical solution.
- an acidic chemical solution a chemical solution containing any one of phosphoric acid, hydrofluoric acid, nitric acid, acetic acid, oxalic acid, sulfuric acid, or the like, or a mixed chemical solution of two or more acids (also referred to as a mixed acid) may be used.
- TMAH which is an alkaline solution
- wet etching can be performed by a puddle method.
- heat treatment also referred to as post-baking
- the insulating layer 127a can be transformed into an insulating layer 127 having tapered side surfaces (FIG. 9C).
- the heat treatment is performed at a temperature lower than the heat resistance temperature of the organic compound layer.
- the heat treatment can be performed at a substrate temperature of 50° C. to 200° C., preferably 60° C. to 150° C., more preferably 70° C. to 130° C.
- the heating atmosphere may be an air atmosphere or an inert gas atmosphere.
- the heating atmosphere may be an atmospheric pressure atmosphere or a reduced pressure atmosphere. It is preferable that the heat treatment in this step has a higher substrate temperature than the heat treatment (pre-baking) performed after the formation of the insulating film 127f.
- the adhesion between the insulating layer 127 and the inorganic insulating layer 125 can be improved, and the corrosion resistance of the insulating layer 127 can also be improved.
- the end portion of the inorganic insulating layer 125 can be covered with the insulating layer 127 .
- the organic compound layers 103R, 103G, and 158B can be prevented from being damaged and deteriorated in the heat treatment. Therefore, the reliability of the light emitting device can be enhanced.
- etching is performed using the insulating layer 127 as a mask to partially remove the sacrificial layer 158R, the sacrificial layer 158G, and the sacrificial layer 158B. At this time, part of the inorganic insulating layer 125 may also be removed.
- the etching treatment openings are formed in the sacrificial layers 158R, 158G, and 158B, and the top surfaces of the organic compound layer 103R, the organic compound layer 103G, the organic compound layer 103B, and the conductive layer 152C are exposed from the openings.
- an etching process for exposing the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B using the insulating layer 127 as a mask may be referred to as a second etching process.
- the second etching process is wet etching.
- damage to the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B can be reduced as compared with the case of using the dry etching method.
- Wet etching can be performed using an acidic chemical solution or an alkaline solution as in the first etching process.
- heat treatment may be performed after part of the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B are exposed.
- heat treatment water contained in the organic compound layer, water adsorbed to the surface of the organic compound layer, and the like can be removed.
- the shape of the insulating layer 127 might be changed by the heat treatment. Specifically, the insulating layer 127 may spread to cover at least one of the end portions of the inorganic insulating layer 125, the end portions of the sacrificial layers 158R, 158G, and 158B, and the top surfaces of the organic compound layers 103R, 103G, and 103B.
- FIG. 10A shows an example in which the insulating layer 127 covers part of the end portion of the sacrificial layer 158G (specifically, the tapered portion formed by the first etching process) and the tapered portion formed by the second etching process is exposed (see FIG. 4A).
- the insulating layer 127 may cover the entire end of the sacrificial layer 158G.
- the edge of insulating layer 127 may sag to cover the edge of sacrificial layer 158G.
- the edge of the insulating layer 127 may contact the upper surface of at least one of the organic compound layer 103R, the organic compound layer 103G, and the organic compound layer 103B.
- a common electrode 155 is formed on the organic compound layer 103R, the organic compound layer 103G, the organic compound layer 103B, the conductive layer 152C, and the insulating layer 127.
- the common electrode 155 can be formed by a sputtering method, a vacuum deposition method, or the like. Alternatively, the common electrode 155 may be formed by stacking a film formed by an evaporation method and a film formed by a sputtering method.
- a protective layer 131 is formed on the common electrode 155 .
- the protective layer 131 can be formed by a method such as a vacuum deposition method, a sputtering method, a CVD method, or an ALD method.
- the substrate 120 is attached to the protective layer 131 using the resin layer 122, whereby the light-emitting device can be manufactured.
- the insulating layer 156 is provided so as to have a region overlapping with the side surface of the conductive layer 151, and the conductive layer 152 is formed so as to cover the conductive layers 151 and 156. Thereby, the yield of the light-emitting device can be increased and the occurrence of defects can be suppressed.
- the island-shaped organic compound layer 103R, the island-shaped organic compound layer 103G, and the organic compound layer 103B are not formed using a fine metal mask but are formed by processing after a film is formed over one surface; therefore, the island-shaped layers can be formed with a uniform thickness. Then, a high-definition light-emitting device or a light-emitting device with a high aperture ratio can be realized. In addition, even if the definition or aperture ratio is high and the distance between subpixels is extremely short, it is possible to prevent the organic compound layers 103R, 103G, and 103B from coming into contact with each other in adjacent subpixels.
- a light-emitting device having a tandem-type light-emitting device manufactured using a photolithography method can provide a light-emitting device with favorable characteristics.
- Sub-pixel layout In this embodiment mode, a pixel layout different from that in FIG. 3 will be mainly described.
- the arrangement of sub-pixels is not particularly limited, and various methods can be applied.
- Sub-pixel arrangements include, for example, a stripe arrangement, an S-stripe arrangement, a matrix arrangement, a delta arrangement, a Bayer arrangement, and a pentile arrangement.
- the top surface shape of the sub-pixel shown in the drawings in this embodiment mode corresponds to the top surface shape of the light emitting region.
- top surface shapes of sub-pixels include triangles, quadrilaterals (including rectangles and squares), polygons such as pentagons, polygons with rounded corners, ellipses, and circles.
- circuit layout forming the sub-pixels is not limited to the range of the sub-pixels shown in the drawing, and may be arranged outside the sub-pixels.
- Pixel 178 shown in FIG. 11A is composed of three sub-pixels, sub-pixel 110R, sub-pixel 110G, and sub-pixel 110B.
- the pixel 178 shown in FIG. 11B has a subpixel 110R having a substantially trapezoidal top shape with rounded corners, a subpixel 110G having a substantially triangular top surface shape with rounded corners, and a subpixel 110B having a substantially square or substantially hexagonal top surface shape with rounded corners.
- the sub-pixel 110R has a larger light emitting area than the sub-pixel 110G.
- the shape and size of each sub-pixel can be determined independently. For example, sub-pixels with more reliable light emitting devices can be smaller in size.
- FIG. 11C shows an example in which pixels 124a having sub-pixels 110R and 110G and pixels 124b having sub-pixels 110G and 110B are alternately arranged.
- Pixel 124a has two sub-pixels (sub-pixel 110R and sub-pixel 110G) in the upper row (first row) and one sub-pixel (sub-pixel 110B) in the lower row (second row).
- Pixel 124b has one sub-pixel (sub-pixel 110B) in the upper row (first row) and two sub-pixels (sub-pixel 110R and sub-pixel 110G) in the lower row (second row).
- FIG. 11D is an example in which each subpixel has a substantially rectangular top shape with rounded corners
- FIG. 11E is an example in which each subpixel has a circular top surface shape
- FIG. 11F is an example in which each subpixel has a substantially hexagonal top surface shape with rounded corners.
- each sub-pixel is located inside a close-packed hexagonal region.
- Each sub-pixel is arranged so as to be surrounded by six sub-pixels when focusing on one sub-pixel.
- sub-pixels that emit light of the same color are provided so as not to be adjacent to each other.
- the sub-pixels are provided such that three sub-pixels 110G and three sub-pixels 110B are alternately arranged so as to surround the sub-pixel 110R.
- FIG. 11G is an example in which sub-pixels of each color are arranged in a zigzag pattern. Specifically, when viewed from above, the positions of the upper sides of two sub-pixels (for example, the sub-pixel 110R and the sub-pixel 110G or the sub-pixel 110G and the sub-pixel 110B) aligned in the column direction are shifted.
- two sub-pixels for example, the sub-pixel 110R and the sub-pixel 110G or the sub-pixel 110G and the sub-pixel 110B
- the sub-pixel 110R is the sub-pixel R that emits red light
- the sub-pixel 110G is the sub-pixel G that emits green light
- the sub-pixel 110B is the sub-pixel B that emits blue light.
- the configuration of the sub-pixels is not limited to this, and the colors exhibited by the sub-pixels and the arrangement order thereof can be determined as appropriate.
- the sub-pixel 110G may be a sub-pixel R that emits red light
- the sub-pixel 110R may be a sub-pixel G that emits green light.
- the top surface shape of the sub-pixel may be a polygonal shape with rounded corners, an elliptical shape, a circular shape, or the like.
- the organic compound layer is processed into an island shape using a resist mask.
- the resist film formed on the organic compound layer needs to be cured at a temperature lower than the heat resistance temperature of the organic compound layer. Therefore, curing of the resist film may be insufficient depending on the heat resistance temperature of the material of the organic compound layer and the curing temperature of the resist material.
- a resist film that is insufficiently hardened may take a shape away from the desired shape during processing.
- the top surface shape of the organic compound layer may be a polygonal shape with rounded corners, an elliptical shape, a circular shape, or the like. For example, when an attempt is made to form a resist mask having a square top surface shape, a resist mask having a circular top surface shape may be formed, and the top surface shape of the organic compound layer may be circular.
- a technique for correcting the mask pattern in advance so that the design pattern and the transfer pattern match may be used.
- OPC Optical Proximity Correction
- a correction pattern is added to the figure corner portion on the mask pattern.
- a pixel can have four types of sub-pixels.
- a stripe arrangement is applied to the pixels 178 shown in FIGS. 12A to 12C.
- FIG. 12A is an example in which each sub-pixel has a rectangular top surface shape
- FIG. 12B is an example in which each sub-pixel has a top surface shape connecting two semicircles and a rectangle
- FIG. 12C is an example in which each sub-pixel has an elliptical top surface shape.
- a matrix arrangement is applied to the pixels 178 shown in FIGS. 12D to 12F.
- FIG. 12D is an example in which each sub-pixel has a square top surface shape
- FIG. 12E is an example in which each sub-pixel has a substantially square top surface shape with rounded corners
- FIG. 12F is an example in which each sub-pixel has a circular top surface shape.
- FIGS. 12G and 12H show an example in which one pixel 178 is composed of 2 rows and 3 columns.
- Pixel 178 shown in FIG. 12G has three sub-pixels (sub-pixel 110R, sub-pixel 110G, and sub-pixel 110B) in the upper row (first row) and one sub-pixel (sub-pixel 110W) in the lower row (second row).
- pixel 178 has subpixel 110R in the left column (first column), subpixel 110G in the center column (second column), subpixel 110B in the right column (third column), and subpixel 110W across the three columns.
- Pixel 178 shown in FIG. 12H has three sub-pixels (sub-pixel 110R, sub-pixel 110G, and sub-pixel 110B) in the upper row (first row) and three sub-pixels 110W in the lower row (second row).
- pixel 178 has subpixels 110R and 110W in the left column (first column), subpixels 110G and 110W in the middle column (second column), and subpixels 110B and 110W in the right column (third column).
- FIG. 12H by aligning the arrangement of sub-pixels in the upper row and the lower row, it is possible to efficiently remove dust that may occur in the manufacturing process, for example. Therefore, a light-emitting device with high display quality can be provided.
- the layout of the sub-pixel 110R, the sub-pixel 110G, and the sub-pixel 110B is a stripe arrangement, so the display quality can be improved.
- FIG. 12I shows an example in which one pixel 178 is composed of 3 rows and 2 columns.
- the pixel 178 shown in FIG. 12I has a sub-pixel 110R in the upper row (first row), a sub-pixel 110G in the middle row (second row), sub-pixels 110B from the first row to the second row, and one sub-pixel (sub-pixel 110W) in the lower row (third row).
- pixel 178 has sub-pixel 110R and sub-pixel 110G in the left column (first column), sub-pixel 110B in the right column (second column), and sub-pixel 110W across these two columns.
- the layout of the sub-pixel 110R, the sub-pixel 110G, and the sub-pixel 110B is a so-called S-stripe arrangement, so the display quality can be improved.
- Pixel 178 shown in FIGS. 12A-12I is composed of four sub-pixels, sub-pixel 110R, sub-pixel 110G, sub-pixel 110B, and sub-pixel 110W.
- the sub-pixel 110R can be a sub-pixel that emits red light
- the sub-pixel 110G is a sub-pixel that emits green light
- the sub-pixel 110B is a sub-pixel that emits blue light
- the sub-pixel 110W is a sub-pixel that emits white light.
- At least one of the sub-pixel 110R, the sub-pixel 110G, the sub-pixel 110B, and the sub-pixel 110W may be a sub-pixel that emits cyan light, a sub-pixel that emits magenta light, a sub-pixel that emits yellow light, or a sub-pixel that emits near-infrared light.
- various layouts can be applied to pixels each including a sub-pixel including a light-emitting device.
- the light-emitting device of this embodiment can be a high-definition light-emitting device. Therefore, the light-emitting device of the present embodiment can be used, for example, in the display units of information terminals (wearable devices) such as wristwatch-type devices and bracelet-type devices, VR devices such as head-mounted displays (HMDs), and wearable devices that can be worn on the head such as glasses-type devices for AR.
- wearable devices such as wristwatch-type devices and bracelet-type devices
- VR devices such as head-mounted displays (HMDs)
- wearable devices that can be worn on the head such as glasses-type devices for AR.
- the light-emitting device of this embodiment can be a high-resolution light-emitting device or a large-sized light-emitting device. Therefore, the light-emitting device of the present embodiment can be used, for example, in electronic devices having a relatively large screen such as televisions, desktop or notebook personal computers, monitors for computers, digital signage, and large game machines such as pachinko machines, as well as the display units of digital cameras, digital video cameras, digital photo frames, mobile phones, portable game machines, personal digital assistants, and sound reproducing devices.
- Display module A perspective view of the display module 280 is shown in FIG. 13A.
- the display module 280 has a light emitting device 100A and an FPC 290.
- the light-emitting device included in the display module 280 is not limited to the light-emitting device 100A, and may be either a light-emitting device 100B or a light-emitting device 100C, which will be described later.
- the display module 280 has substrates 291 and 292 .
- the display module 280 has a display section 281 .
- the display unit 281 is an area for displaying an image in the display module 280, and is an area where light from each pixel provided in the pixel unit 284, which will be described later, can be visually recognized.
- FIG. 13B shows a perspective view schematically showing the configuration on the substrate 291 side.
- a circuit section 282 , a pixel circuit section 283 on the circuit section 282 , and a pixel section 284 on the pixel circuit section 283 are stacked on the substrate 291 .
- a terminal portion 285 for connecting to the FPC 290 is provided on a portion of the substrate 291 that does not overlap with the pixel portion 284 .
- the terminal portion 285 and the circuit portion 282 are electrically connected by a wiring portion 286 composed of a plurality of wirings.
- the pixel section 284 has a plurality of periodically arranged pixels 284a. An enlarged view of one pixel 284a is shown on the right side of FIG. 13B. Various configurations described in the previous embodiments can be applied to the pixel 284a.
- FIG. 13B shows an example in which the pixel 284a has the same configuration as the pixel 178 shown in FIG.
- the pixel circuit section 283 has a plurality of pixel circuits 283a arranged periodically.
- One pixel circuit 283a is a circuit that controls driving of a plurality of elements included in one pixel 284a.
- One pixel circuit 283a can have a structure in which three circuits for controlling light emission of one light-emitting device are provided.
- the pixel circuit 283a can have at least one selection transistor, one current control transistor (drive transistor), and a capacitor for each light emitting device. At this time, a gate signal is input to the gate of the selection transistor, and a video signal is input to the source or drain of the selection transistor. This realizes an active matrix type light emitting device.
- the circuit section 282 has a circuit that drives each pixel circuit 283 a of the pixel circuit section 283 .
- a circuit that drives each pixel circuit 283 a of the pixel circuit section 283 For example, it is preferable to have one or both of a gate line driver circuit and a source line driver circuit.
- at least one of an arithmetic circuit, a memory circuit, a power supply circuit, and the like may be provided.
- the FPC 290 functions as wiring for supplying a video signal, power supply potential, or the like to the circuit section 282 from the outside. Also, an IC may be mounted on the FPC 290 .
- the aperture ratio (effective display area ratio) of the display portion 281 can be extremely increased.
- the aperture ratio of the display section 281 can be 40% or more and less than 100%, preferably 50% or more and 95% or less, more preferably 60% or more and 95% or less.
- the pixels 284a can be arranged at an extremely high density, and the definition of the display portion 281 can be extremely high.
- the pixels 284a are preferably arranged in the display section 281 with a resolution of 2000 ppi or more, preferably 3000 ppi or more, more preferably 5000 ppi or more, and still more preferably 6000 ppi or more, and 20000 ppi or less, or 30000 ppi or less.
- a display module 280 has extremely high definition, it can be suitably used for a VR device such as an HMD or a glasses-type AR device. For example, even in the case of a configuration in which the display portion of the display module 280 is viewed through a lens, since the display module 280 has an extremely high-definition display portion 281, even if the display portion is magnified with the lens, the pixels are not visible, and highly immersive display can be performed.
- the display module 280 is not limited to this, and can be suitably used for electronic equipment having a relatively small display unit. For example, it can be suitably used for a display part of a wearable electronic device such as a wristwatch.
- a light-emitting device 100A illustrated in FIG. 14A includes a substrate 301, a light-emitting device 130R, a light-emitting device 130G, a light-emitting device 130B, a capacitor 240, and a transistor 310.
- FIG. 14A A light-emitting device 100A illustrated in FIG. 14A includes a substrate 301, a light-emitting device 130R, a light-emitting device 130G, a light-emitting device 130B, a capacitor 240, and a transistor 310.
- Substrate 301 corresponds to substrate 291 in FIGS. 13A and 13B.
- a transistor 310 has a channel formation region in the substrate 301 .
- the substrate 301 for example, a semiconductor substrate such as a single crystal silicon substrate can be used.
- Transistor 310 includes a portion of substrate 301 , conductive layer 311 , low resistance region 312 , insulating layer 313 and insulating layer 314 .
- the conductive layer 311 functions as a gate electrode.
- An insulating layer 313 is located between the substrate 301 and the conductive layer 311 and functions as a gate insulating layer.
- the low resistance region 312 is a region in which the substrate 301 is doped with impurities and functions as a source or drain.
- the insulating layer 314 is provided to cover the side surface of the conductive layer 311 .
- a device isolation layer 315 is provided between two adjacent transistors 310 so as to be embedded in the substrate 301 .
- An insulating layer 261 is provided to cover the transistor 310 and a capacitor 240 is provided over the insulating layer 261 .
- the capacitor 240 has a conductive layer 241, a conductive layer 245, and an insulating layer 243 positioned therebetween.
- the conductive layer 241 functions as one electrode of the capacitor 240
- the conductive layer 245 functions as the other electrode of the capacitor 240
- the insulating layer 243 functions as the dielectric of the capacitor 240 .
- the conductive layer 241 is provided over the insulating layer 261 and embedded in the insulating layer 254 .
- the conductive layer 241 is electrically connected to one of the source and drain of the transistor 310 by a plug 271 embedded in the insulating layer 261 .
- An insulating layer 243 is provided over the conductive layer 241 .
- the conductive layer 245 is provided in a region overlapping with the conductive layer 241 with the insulating layer 243 provided therebetween.
- An insulating layer 255 is provided to cover the capacitor 240 , an insulating layer 174 is provided over the insulating layer 255 , and an insulating layer 175 is provided over the insulating layer 174 .
- a light emitting device 130 R, a light emitting device 130 G, and a light emitting device 130 B are provided on the insulating layer 175 .
- FIG. 14A shows an example in which the light emitting device 130R, the light emitting device 130G, and the light emitting device 130B have the laminated structure shown in FIG. 6A.
- An insulator is provided in the region between adjacent light emitting devices. For example, in FIG. 14A, an inorganic insulating layer 125 and an insulating layer 127 on the inorganic insulating layer 125 are provided in the region.
- the insulating layer 156R is provided so as to have a region overlapping with the side surface of the conductive layer 151R of the light emitting device 130R
- the insulating layer 156G is provided so as to have a region overlapping the side surface of the conductive layer 151G of the light emitting device 130G
- the insulating layer 156B is provided so as to have a region overlapping with the side surface of the conductive layer 151B of the light emitting device 130B.
- a conductive layer 152R is provided to cover the conductive layer 151R and the insulating layer 156R, a conductive layer 152G is provided to cover the conductive layer 151G and the insulating layer 156G, and a conductive layer 152B is provided to cover the conductive layer 151B and the insulating layer 156B. Furthermore, a sacrificial layer 158R is positioned on the organic compound layer 103R of the light emitting device 130R, a sacrificial layer 158G is positioned on the organic compound layer 103G of the light emitting device 130G, and a sacrificial layer 158B is positioned on the organic compound layer 103B of the light emitting device 130B.
- the conductive layer 151R, the conductive layer 151G, and the conductive layer 151B are electrically connected to one of the source and the drain of the transistor 310 by the insulating layer 243, the insulating layer 255, the insulating layer 174, and the plug 256 embedded in the insulating layer 175, the conductive layer 241 embedded in the insulating layer 254, and the plug 271 embedded in the insulating layer 261.
- the height of the upper surface of the insulating layer 175 and the height of the upper surface of the plug 256 match or approximately match.
- Various conductive materials can be used for the plug.
- a protective layer 131 is provided on the light emitting device 130R, the light emitting device 130G, and the light emitting device 130B.
- a substrate 120 is bonded onto the protective layer 131 with a resin layer 122 .
- Embodiment 2 can be referred to for details of components from the light emitting device 130 to the substrate 120 .
- Substrate 120 corresponds to substrate 292 in FIG. 13A.
- FIG. 14B is a modification of the light emitting device 100A shown in FIG. 14A.
- the light-emitting device shown in FIG. 14B has a colored layer 132R, a colored layer 132G, and a colored layer 132B, and a region where the light-emitting device 130 overlaps with one of the colored layers 132R, 132G, and 132B.
- the light emitting device 130 can emit white light, for example.
- the colored layer 132R can transmit red light
- the colored layer 132G can transmit green light
- the colored layer 132B can transmit blue light.
- FIG. 15 shows a perspective view of the light emitting device 100B
- FIG. 16A shows a cross-sectional view of the light emitting device 100B.
- the light emitting device 100B has a configuration in which a substrate 352 and a substrate 351 are bonded together. In FIG. 15, the substrate 352 is clearly indicated by dashed lines.
- the light-emitting device 100B includes a pixel portion 177, a connection portion 140, a circuit 356, wirings 355, and the like.
- FIG. 15 shows an example in which an IC 354 and an FPC 353 are mounted on the light emitting device 100B. Therefore, the configuration shown in FIG. 15 can also be said to be a display module including the light emitting device 100B, an IC (integrated circuit), and an FPC.
- a light-emitting device having a connector such as an FPC attached to a substrate or a substrate having an IC mounted thereon is called a display module.
- connection portion 140 is provided outside the pixel portion 177 .
- the connection portion 140 can be provided along one side or a plurality of sides of the pixel portion 177 .
- the number of connection parts 140 may be singular or plural.
- FIG. 15 shows an example in which connecting portions 140 are provided so as to surround the four sides of the display portion.
- the connection part 140 the common electrode of the light emitting device and the conductive layer are electrically connected, and a potential can be supplied to the common electrode.
- a scanning line driver circuit can be used.
- the wiring 355 has a function of supplying signals and power to the pixel portion 177 and the circuit 356 .
- the signal and power are input to the wiring 355 from the outside through the FPC 353 or from the IC 354 .
- FIG. 15 shows an example in which an IC 354 is provided on a substrate 351 by a COG (Chip On Glass) method, a COF (Chip on Film) method, or the like.
- IC 354 for example, an IC having a scanning line driver circuit, a signal line driver circuit, or the like can be applied.
- the light emitting device 100B and the display module may be configured without an IC.
- the IC may be mounted on the FPC by, for example, the COF method.
- FIG. 16A shows an example of a cross section of the light emitting device 100B when part of the region including the FPC 353, part of the circuit 356, part of the pixel portion 177, part of the connection portion 140, and part of the region including the end portion are cut.
- a light-emitting device 100B illustrated in FIG. 16A includes a transistor 201 and a transistor 205, a light-emitting device 130R that emits red light, a light-emitting device 130G that emits green light, a light-emitting device 130B, and the like, between substrates 351 and 352.
- the light-emitting device 130R, the light-emitting device 130G, and the light-emitting device 130B each have the laminated structure shown in FIG. 6A, except that the configurations of the pixel electrodes are different.
- Embodiments 1 and 2 can be referred to for details of the light-emitting device.
- the light emitting device 130R has a conductive layer 224R, a conductive layer 151R over the conductive layer 224R, and a conductive layer 152R over the conductive layer 151R.
- the light emitting device 130G has a conductive layer 224G, a conductive layer 151G over the conductive layer 224G, and a conductive layer 152G over the conductive layer 151G.
- the light emitting device 130B has a conductive layer 224B, a conductive layer 151B over the conductive layer 224B, and a conductive layer 152B over the conductive layer 151B.
- the conductive layer 224R, the conductive layer 151R, and the conductive layer 152R can all be collectively referred to as the pixel electrode of the light emitting device 130R, and the conductive layer 151R and the conductive layer 152R excluding the conductive layer 224R can also be referred to as the pixel electrode of the light emitting device 130R.
- the conductive layer 224G, the conductive layer 151G, and the conductive layer 152G can all be collectively referred to as the pixel electrode of the light emitting device 130G, and the conductive layer 151G and the conductive layer 152G, excluding the conductive layer 224G, can also be referred to as the pixel electrode of the light emitting device 130G.
- the conductive layer 224B, the conductive layer 151B, and the conductive layer 152B can all be collectively referred to as the pixel electrode of the light emitting device 130B, and the conductive layer 151B and the conductive layer 152B excluding the conductive layer 224B can also be referred to as the pixel electrode of the light emitting device 130B.
- the conductive layer 224 R is connected to the conductive layer 222 b included in the transistor 205 through an opening provided in the insulating layer 214 .
- the end of the conductive layer 151R is positioned outside the end of the conductive layer 224R.
- An insulating layer 156R is provided so as to have a region in contact with the side surface of the conductive layer 151R, and a conductive layer 152R is provided so as to cover the conductive layer 151R and the insulating layer 156R.
- the conductive layer 224G, the conductive layer 151G, the conductive layer 152G, and the insulating layer 156G in the light emitting device 130G, and the conductive layer 224B, the conductive layer 151B, the conductive layer 152B, and the insulating layer 156B in the light emitting device 130B are the same as the conductive layer 224R, the conductive layer 151R, the conductive layer 152R, and the insulating layer 156R in the light emitting device 130R, and detailed description thereof will be omitted.
- a recess is formed in the conductive layer 224R, the conductive layer 224G, and the conductive layer 224B so as to cover the opening provided in the insulating layer 214 .
- a layer 128 is embedded in the recess.
- Layer 128 functions to planarize recesses in conductive layer 224R, conductive layer 224G, and conductive layer 224B.
- a conductive layer 151R, a conductive layer 151G, and a conductive layer 151B electrically connected to the conductive layer 224R, the conductive layer 224G, and the conductive layer 224B are provided over the conductive layer 224R, the conductive layer 224G, the conductive layer 224B, and the layer 128. Therefore, regions overlapping the recesses of the conductive layers 224R, 224G, and 224B can also be used as light emitting regions, and the aperture ratio of pixels can be increased.
- Layer 128 may be an insulating layer or a conductive layer.
- Various inorganic insulating materials, organic insulating materials, and conductive materials can be used as appropriate for layer 128 .
- layer 128 is preferably formed using an insulating material, and particularly preferably formed using an organic insulating material.
- an organic insulating material that can be used for the insulating layer 127 described above can be applied.
- a protective layer 131 is provided on the light emitting device 130R, the light emitting device 130G, and the light emitting device 130B.
- the protective layer 131 and the substrate 352 are adhered via the adhesive layer 142 .
- a light shielding layer 157 is provided on the substrate 352 .
- a solid sealing structure, a hollow sealing structure, or the like can be applied.
- the space between substrates 352 and 351 is filled with an adhesive layer 142 to apply a solid sealing structure.
- the space may be filled with an inert gas (nitrogen, argon, or the like) to apply a hollow sealing structure.
- the adhesive layer 142 may be provided so as not to overlap the light emitting device.
- the space may be filled with a resin different from the adhesive layer 142 provided in a frame shape.
- connection portion 140 is formed by processing a conductive layer 224C obtained by processing the same conductive film as the conductive layers 224R, 224G, and 224B, a conductive layer 151C obtained by processing the same conductive film as the conductive layers 151R, 151G, and 151B, and the same conductive film as the conductive layers 152R, 152G, and 152B.
- the resulting conductive layer 152C is shown.
- FIG. 16A shows an example in which an insulating layer 156C is provided so as to have a region that overlaps with the side surface of the conductive layer 151C.
- the light emitting device 100B is of a top emission type. Light emitted by the light emitting device is emitted to the substrate 352 side. A material having high visible light transmittance is preferably used for the substrate 352 .
- the pixel electrode contains a material that reflects visible light, and the counter electrode (common electrode 155) contains a material that transmits visible light.
- Both the transistor 201 and the transistor 205 are formed over the substrate 351 . These transistors can be made with the same material and the same process.
- An insulating layer 211 , an insulating layer 213 , an insulating layer 215 , and an insulating layer 214 are provided in this order over the substrate 351 .
- Part of the insulating layer 211 functions as a gate insulating layer of each transistor.
- Part of the insulating layer 213 functions as a gate insulating layer of each transistor.
- An insulating layer 215 is provided over the transistor.
- An insulating layer 214 is provided over the transistor and functions as a planarization layer. Note that the number of gate insulating layers and the number of insulating layers covering a transistor are not limited, and each may have a single layer or two or more layers.
- a material into which impurities such as water and hydrogen are difficult to diffuse is preferably used for at least one insulating layer that covers the transistor. This allows the insulating layer to function as a barrier layer. With such a structure, diffusion of impurities from the outside into the transistor can be effectively suppressed, and the reliability of the light-emitting device can be improved.
- An inorganic insulating film is preferably used for each of the insulating layers 211 , 213 , and 215 .
- the inorganic insulating film for example, a silicon nitride film, a silicon oxynitride film, a silicon oxide film, a silicon nitride oxide film, an aluminum oxide film, an aluminum nitride film, or the like can be used.
- a hafnium oxide film, an yttrium oxide film, a zirconium oxide film, a gallium oxide film, a tantalum oxide film, a magnesium oxide film, a lanthanum oxide film, a cerium oxide film, a neodymium oxide film, or the like may be used.
- two or more of the insulating films described above may be laminated and used.
- An organic insulating layer is suitable for the insulating layer 214 that functions as a planarization layer.
- Materials that can be used for the organic insulating layer include acrylic resins, polyimide resins, epoxy resins, polyamide resins, polyimideamide resins, siloxane resins, benzocyclobutene resins, phenolic resins, precursors of these resins, and the like.
- the insulating layer 214 may have a laminated structure of an organic insulating layer and an inorganic insulating layer. The outermost layer of the insulating layer 214 preferably functions as an etching protection layer.
- the insulating layer 214 may be provided with recesses during processing of the conductive layer 224R, the conductive layer 151R, the conductive layer 152R, or the like.
- the transistors 201 and 205 each include a conductive layer 221 functioning as a gate, an insulating layer 211 functioning as a gate insulating layer, conductive layers 222a and 222b functioning as a source and a drain, a semiconductor layer 231, an insulating layer 213 functioning as a gate insulating layer, and a conductive layer 223 functioning as a gate.
- the same hatching pattern is applied to a plurality of layers obtained by processing the same conductive film.
- the insulating layer 211 is located between the conductive layer 221 and the semiconductor layer 231 .
- the insulating layer 213 is located between the conductive layer 223 and the semiconductor layer 231 .
- the structure of the transistor included in the light-emitting device of this embodiment there is no particular limitation on the structure of the transistor included in the light-emitting device of this embodiment.
- a planar transistor, a staggered transistor, an inverted staggered transistor, or the like can be used.
- a top-gate transistor structure or a bottom-gate transistor structure may be used.
- gates may be provided above and below a semiconductor layer in which a channel is formed.
- a structure in which a semiconductor layer in which a channel is formed is sandwiched between two gates is applied to the transistors 201 and 205 .
- a transistor may be driven by connecting two gates and applying the same signal to them.
- the threshold voltage of the transistor may be controlled by applying a potential for controlling the threshold voltage to one of the two gates and applying a potential for driving to the other.
- the crystallinity of a semiconductor material used for a transistor is not particularly limited, either an amorphous semiconductor or a crystalline semiconductor (a microcrystalline semiconductor, a polycrystalline semiconductor, a single crystal semiconductor, or a semiconductor partially including a crystal region) may be used. It is preferable to use a crystalline semiconductor because deterioration of transistor characteristics can be suppressed.
- the semiconductor layer of the transistor comprises a metal oxide.
- the light-emitting device of this embodiment preferably uses a transistor in which a metal oxide is used for a channel formation region (hereinafter referred to as an OS transistor).
- crystalline oxide semiconductors examples include CAAC (c-axis-aligned crystalline)-OS, nc (nanocrystalline)-OS, and the like.
- a transistor using silicon for a channel formation region may be used.
- silicon examples include single crystal silicon, polycrystalline silicon, amorphous silicon, and the like.
- a transistor including low-temperature polysilicon (LTPS) in a semiconductor layer hereinafter also referred to as an LTPS transistor
- the LTPS transistor has high field effect mobility and good frequency characteristics.
- a Si transistor such as an LTPS transistor
- a circuit that needs to be driven at a high frequency for example, a source driver circuit
- the external circuit mounted on the light emitting device can be simplified, and the component cost and mounting cost can be reduced.
- OS transistors have much higher field-effect mobility than transistors using amorphous silicon.
- an OS transistor has extremely low source-drain leakage current (hereinafter also referred to as an off-state current) in an off state, and can hold charge accumulated in a capacitor connected in series with the transistor for a long time. Further, by using the OS transistor, power consumption of the light-emitting device can be reduced.
- the amount of current flowing through the light emitting device it is necessary to increase the amount of current flowing through the light emitting device.
- the OS transistor when the transistor operates in the saturation region, the OS transistor can reduce the change in the source-drain current with respect to the change in the gate-source voltage as compared with the Si transistor. Therefore, by applying the OS transistor as the driving transistor included in the pixel circuit, the current flowing between the source and the drain can be finely determined according to the change in the voltage between the gate and the source, so that the amount of current flowing in the light emitting device can be controlled. Therefore, it is possible to increase the gradation in the pixel circuit.
- the OS transistor in the saturation characteristics of the current that flows when the transistor operates in the saturation region, the OS transistor can flow a more stable current (saturation current) than the Si transistor even when the source-drain voltage gradually increases. Therefore, by using the OS transistor as the driving transistor, a stable current can be supplied to the light-emitting device even when the current-voltage characteristics of the light-emitting device vary, for example. That is, when the OS transistor operates in the saturation region, even if the source-drain voltage is increased, the source-drain current hardly changes, so that the light emission luminance of the light-emitting device can be stabilized.
- the semiconductor layer preferably contains, for example, indium, M (M is one or more selected from gallium, aluminum, silicon, boron, yttrium, tin, copper, vanadium, beryllium, titanium, iron, nickel, germanium, zirconium, molybdenum, lanthanum, cerium, neodymium, hafnium, tantalum, tungsten, and magnesium), and zinc.
- M is preferably one or more selected from aluminum, gallium, yttrium, and tin.
- an oxide containing indium (In), gallium (Ga), and zinc (Zn) (also referred to as IGZO) is preferably used for the semiconductor layer.
- oxides containing indium, tin, and zinc are preferably used.
- oxides containing indium, gallium, tin, and zinc are preferably used.
- an oxide containing indium (In), aluminum (Al), and zinc (Zn) (also referred to as IAZO) is preferably used.
- an oxide containing indium (In), aluminum (Al), gallium (Ga), and zinc (Zn) (also referred to as IAGZO) is preferably used.
- the In atomic ratio in the In-M-Zn oxide is preferably equal to or higher than the M atomic ratio.
- the neighboring composition includes a range of ⁇ 30% of the desired atomic number ratio.
- the atomic ratio of In is 4
- the atomic ratio of Ga is 1 or more and 3 or less
- the atomic ratio of Zn is 2 or more and 4 or less.
- the atomic ratio of In is 5
- the atomic ratio of Ga is greater than 0.1 and 2 or less
- the atomic ratio of Zn is 5 or more and 7 or less.
- the atomic ratio of In is 1, the atomic ratio of Ga is greater than 0.1 and 2 or less, including the case where the atomic ratio of Zn is greater than 0.1 and 2 or less.
- the transistor included in the circuit 356 and the transistor included in the pixel portion 177 may have the same structure or different structures.
- the plurality of transistors included in the circuit 356 may all have the same structure, or may have two or more types.
- the structures of the plurality of transistors included in the pixel portion 177 may all be the same, or may be of two or more types.
- All of the transistors in the pixel portion 177 may be OS transistors, all of the transistors in the pixel portion 177 may be Si transistors, and some of the transistors in the pixel portion 177 may be OS transistors and the rest may be Si transistors.
- an LTPS transistor for example, by using both an LTPS transistor and an OS transistor in the pixel portion 177, a light-emitting device with low power consumption and high driving capability can be realized.
- a structure in which an LTPS transistor and an OS transistor are combined is sometimes called an LTPO.
- an OS transistor is preferably used as a transistor functioning as a switch for controlling conduction/non-conduction of a wiring
- an LTPS transistor is preferably used as a transistor that controls current.
- one of the transistors included in the pixel portion 177 functions as a transistor for controlling current flowing through the light emitting device and can be called a driving transistor.
- One of the source and drain of the driving transistor is electrically connected to the pixel electrode of the light emitting device.
- An LTPS transistor is preferably used as the driving transistor. This makes it possible to increase the current flowing through the light emitting device in the pixel circuit.
- the other transistor included in the pixel portion 177 functions as a switch for controlling selection/non-selection of the pixel and can also be called a selection transistor.
- the gate of the selection transistor is electrically connected to the gate line, and one of the source and the drain is electrically connected to the source line (signal line).
- An OS transistor is preferably used as the selection transistor.
- the light-emitting device of one embodiment of the present invention can have high aperture ratio, high definition, high display quality, and low power consumption.
- the light-emitting device of one embodiment of the present invention includes an OS transistor and a light-emitting device with an MML (metal maskless) structure.
- MML metal maskless
- leakage current that can flow in the transistor and leakage current that can flow between adjacent light-emitting devices (sometimes referred to as lateral leakage current, lateral leakage current, or lateral leakage current) can be extremely reduced.
- an observer can observe one or more of image sharpness, image sharpness, high saturation, and high contrast ratio.
- the leakage current that can flow in the transistor and the horizontal leakage current between the light emitting devices are extremely low, so that light leakage that can occur during black display (so-called black floating) can be minimized.
- a layer provided between the light-emitting devices (for example, an organic layer commonly used between the light-emitting devices, also referred to as a common layer) is divided, so that side leakage can be eliminated or reduced significantly.
- 16B and 16C show other configuration examples of the transistor.
- the transistors 209 and 210 include a conductive layer 221 functioning as a gate, an insulating layer 211 functioning as a gate insulating layer, a semiconductor layer 231 having a channel formation region 231i and a pair of low-resistance regions 231n, a conductive layer 222a connected to one of the pair of low-resistance regions 231n, a conductive layer 222b connected to the other of the pair of low-resistance regions 231n, an insulating layer 225 functioning as a gate insulating layer, and a conductive layer 223 functioning as a gate. , and an insulating layer 215 covering the conductive layer 223 .
- the insulating layer 211 is located between the conductive layer 221 and the channel formation region 231i.
- the insulating layer 225 is located at least between the conductive layer 223 and the channel formation region 231i. Furthermore, an insulating layer 218 may be provided to cover the transistor.
- the transistor 209 illustrated in FIG. 16B illustrates an example in which the insulating layer 225 covers the top surface and side surfaces of the semiconductor layer 231 .
- the conductive layers 222a and 222b are connected to the low-resistance region 231n through openings provided in the insulating layers 225 and 215, respectively.
- One of the conductive layers 222a and 222b functions as a source and the other functions as a drain.
- the insulating layer 225 overlaps with the channel formation region 231i of the semiconductor layer 231 and does not overlap with the low resistance region 231n.
- the structure shown in FIG. 16C can be manufactured by processing the insulating layer 225 using the conductive layer 223 as a mask.
- the insulating layer 215 is provided to cover the insulating layer 225 and the conductive layer 223, and the conductive layers 222a and 222b are connected to the low resistance region 231n through openings in the insulating layer 215, respectively.
- a connection portion 204 is provided in a region of the substrate 351 where the substrate 352 does not overlap.
- the wiring 355 is electrically connected to the FPC 353 through the conductive layer 166 and the connecting layer 242 .
- the conductive layer 166 is an example of a laminated structure of a conductive film obtained by processing the same conductive film as the conductive layers 224R, 224G, and 224B, a conductive film obtained by processing the same conductive film as the conductive layers 151R, 151G, and 151B, and a conductive film obtained by processing the same conductive film as the conductive layers 152R, 152G, and 152B. indicates The conductive layer 166 is exposed on the upper surface of the connecting portion 204 . Thereby, the connecting portion 204 and the FPC 353 can be electrically connected via the connecting layer 242 .
- a light shielding layer 157 is preferably provided on the surface of the substrate 352 on the substrate 351 side.
- the light shielding layer 157 can be provided between the adjacent light emitting devices, the connection portion 140, the circuit 356, and the like. Also, various optical members can be arranged outside the substrate 352 .
- Materials that can be used for the substrate 120 can be used for each of the substrates 351 and 352 .
- the adhesive layer 142 a material that can be used for the resin layer 122 can be applied.
- connection layer 242 an anisotropic conductive film (ACF), an anisotropic conductive paste (ACP), or the like can be used.
- ACF anisotropic conductive film
- ACP anisotropic conductive paste
- a light emitting device 100H shown in FIG. 17 is mainly different from the light emitting device 100A shown in FIG. 16 in that it is a bottom emission type light emitting device.
- Light emitted by the light emitting device is emitted to the substrate 351 side.
- a material having high visible light transmittance is preferably used for the substrate 351 .
- the material used for the substrate 352 may be transparent.
- a light-blocking layer 157 is preferably formed between the substrate 351 and the transistor 201 and between the substrate 351 and the transistor 205 .
- FIG. 17 shows an example in which a light-blocking layer 157 is provided over a substrate 351 , an insulating layer 153 is provided over the light-blocking layer 157 , and the transistors 201 and 205 and the like are provided over the insulating layer 153 .
- Light emitting device 130R has conductive layer 112R, conductive layer 126R over conductive layer 112R, and conductive layer 129R over conductive layer 126R.
- Light emitting device 130B has conductive layer 112B, conductive layer 126B over conductive layer 112B, and conductive layer 129B over conductive layer 126B.
- a material having high visible light transmittance is used for each of the conductive layers 112R, 112B, 126R, 126B, 129R, and 129B.
- a material that reflects visible light is preferably used for the common electrode 155 .
- the light emitting device 130G is not illustrated in FIG. 17, the light emitting device 130G is also provided.
- FIG. 17 and the like show an example in which the upper surface of the layer 128 has a flat portion
- the shape of the layer 128 is not particularly limited.
- a light-emitting device 100C shown in FIG. 18A is a modification of the light-emitting device 100B shown in FIG. 16A, and is mainly different from the light-emitting device 100B in having a colored layer 132R, a colored layer 132G, and a colored layer 132B.
- the light-emitting device 130 has a region that overlaps with one of the colored layers 132R, 132G, and 132B.
- the colored layer 132R, the colored layer 132G, and the colored layer 132B can be provided on the surface of the substrate 352 on the substrate 351 side.
- An end portion of the colored layer 132R, an end portion of the colored layer 132G, and an end portion of the colored layer 132B can be overlapped with the light shielding layer 157.
- the light emitting device 130 can emit white light, for example.
- the colored layer 132R can transmit red light
- the colored layer 132G can transmit green light
- the colored layer 132B can transmit blue light.
- the light emitting device 100C may have a configuration in which a colored layer 132R, a colored layer 132G, and a colored layer 132B are provided between the protective layer 131 and the adhesive layer 142. FIG.
- 16A and 18A show an example in which the upper surface of the layer 128 has a flat portion, but the shape of the layer 128 is not particularly limited.
- a variation of layer 128 is shown in Figures 18B-18D.
- the upper surface of the layer 128 can be configured to have a shape in which the center and the vicinity thereof are depressed in a cross-sectional view, that is, a shape having a concave curved surface.
- the upper surface of the layer 128 can be configured to have a shape in which the center and the vicinity thereof are swollen in a cross-sectional view, that is, a shape having a convex curved surface.
- the top surface of layer 128 may have one or both of convex and concave surfaces.
- the number of convex curved surfaces and concave curved surfaces that the upper surface of the layer 128 has is not limited, and may be one or more.
- the height of the top surface of the layer 128 and the height of the top surface of the conductive layer 224R may be the same or substantially the same, or may be different from each other.
- the height of the top surface of layer 128 may be lower or higher than the height of the top surface of conductive layer 224R.
- FIG. 18B can also be said to be an example in which the layer 128 is accommodated inside a recess formed in the conductive layer 224R.
- the layer 128 may exist outside the recess formed in the conductive layer 224R, that is, the upper surface of the layer 128 may be wider than the recess.
- Electronic devices of this embodiment each include the light-emitting device of one embodiment of the present invention in a display portion.
- the light-emitting device of one embodiment of the present invention has high reliability and can easily have high definition and high resolution. Therefore, it can be used for display portions of various electronic devices.
- Examples of electronic devices include television devices, desktop or notebook personal computers, monitors for computers, digital signage, electronic devices with relatively large screens such as large game machines such as pachinko machines, as well as digital cameras, digital video cameras, digital photo frames, mobile phones, portable game machines, personal digital assistants, sound playback devices, and the like.
- the light-emitting device of one embodiment of the present invention can have high definition, it can be suitably used for electronic devices having a relatively small display portion.
- electronic devices include wristwatch-type and bracelet-type information terminals (wearable devices), VR devices such as head-mounted displays, glasses-type AR devices, and MR devices, and wearable devices that can be worn on the head.
- the light-emitting device of one embodiment of the present invention preferably has extremely high resolution such as HD (1280 ⁇ 720 pixels), FHD (1920 ⁇ 1780 pixels), WQHD (2560 ⁇ 1440 pixels), WQXGA (2560 ⁇ 1600 pixels), 4K (3840 ⁇ 2160 pixels), and 8K (7680 ⁇ 4320 pixels).
- HD 1280 ⁇ 720 pixels
- FHD (1920 ⁇ 1780 pixels)
- WQHD 2560 ⁇ 1440 pixels
- WQXGA 2560 ⁇ 1600 pixels
- 4K 3840 ⁇ 2160 pixels
- 8K 7680 ⁇ 4320 pixels
- the pixel density (definition) of the light-emitting device of one embodiment of the present invention is preferably 100 ppi or more, preferably 300 ppi or more, more preferably 500 ppi or more, more preferably 1000 ppi or more, more preferably 2000 ppi or more, more preferably 3000 ppi or more, more preferably 5000 ppi or more, and even more preferably 7000 ppi or more.
- the screen ratio aspect ratio
- the light emitting device can accommodate various screen ratios such as 1:1 (square), 4:3, 16:9, and 16:10.
- the electronic device of the present embodiment may have a sensor (including a function to measure force, displacement, position, speed, acceleration, angular velocity, number of revolutions, distance, light, liquid, magnetism, temperature, chemical substance, sound, time, hardness, electric field, current, voltage, power, radiation, flow rate, humidity, gradient, vibration, odor, or infrared).
- a sensor including a function to measure force, displacement, position, speed, acceleration, angular velocity, number of revolutions, distance, light, liquid, magnetism, temperature, chemical substance, sound, time, hardness, electric field, current, voltage, power, radiation, flow rate, humidity, gradient, vibration, odor, or infrared).
- the electronic device of this embodiment can have various functions. For example, a function to display various information (still images, moving images, text images, etc.) on the display unit, a touch panel function, a calendar, a function to display the date or time, a function to execute various software (programs), a wireless communication function, a function to read programs or data recorded on a recording medium, etc. can be provided.
- a function to display various information still images, moving images, text images, etc.
- a touch panel function a calendar
- a function to display the date or time a function to execute various software (programs)
- a wireless communication function a function to read programs or data recorded on a recording medium, etc.
- FIGS. 19A to 19D An example of a wearable device that can be worn on the head will be described with reference to FIGS. 19A to 19D.
- These wearable devices have at least one of a function of displaying AR content, a function of displaying VR content, a function of displaying SR content, and a function of displaying MR content.
- the electronic device has a function of displaying at least one content such as AR, VR, SR, and MR, it is possible to enhance the user's sense of immersion.
- Electronic device 700A shown in FIG. 19A and electronic device 700B shown in FIG. 19A are identical to Electronic device 700A shown in FIG. 19A and electronic device 700B shown in FIG.
- the light-emitting device of one embodiment of the present invention can be applied to the display panel 751 . Therefore, the electronic device can have high reliability.
- Each of the electronic devices 700A and 700B can project an image displayed on the display panel 751 onto the display area 756 of the optical member 753 . Since the optical member 753 has translucency, the user can see the image displayed in the display area superimposed on the transmitted image visually recognized through the optical member 753 . Therefore, the electronic device 700A and the electronic device 700B are electronic devices capable of AR display.
- the electronic device 700A and the electronic device 700B may be provided with a camera capable of capturing an image of the front as an imaging unit. Further, the electronic devices 700A and 700B each include an acceleration sensor such as a gyro sensor, thereby detecting the orientation of the user's head and displaying an image corresponding to the orientation in the display area 756.
- an acceleration sensor such as a gyro sensor
- the communication unit has a radio communicator, by means of which a video signal, for example, can be supplied.
- a connector capable of connecting a cable to which the video signal and the power supply potential are supplied may be provided.
- the electronic device 700A and the electronic device 700B are provided with batteries, and can be charged by one or both of wireless and wired methods.
- the housing 721 may be provided with a touch sensor module.
- the touch sensor module has a function of detecting that the outer surface of the housing 721 is touched.
- the touch sensor module can detect a user's tap operation, slide operation, or the like, and execute various processes. For example, it is possible to perform processing such as pausing or resuming a moving image by a tap operation, and it is possible to perform fast-forward or fast-reverse processing by a slide operation. Further, by providing a touch sensor module for each of the two housings 721, the range of operations can be expanded.
- touch sensors can be applied as the touch sensor module.
- various methods such as a capacitance method, a resistive film method, an infrared method, an electromagnetic induction method, a surface acoustic wave method, or an optical method can be adopted.
- a photoelectric conversion device (also referred to as a photoelectric conversion element) can be used as the light receiving element.
- a photoelectric conversion device also referred to as a photoelectric conversion element
- One or both of an inorganic semiconductor and an organic semiconductor can be used for the active layer of the photoelectric conversion device.
- the light-emitting device of one embodiment of the present invention can be applied to the display portion 820 . Therefore, the electronic device can have high reliability.
- the display unit 820 is provided inside the housing 821 at a position where it can be viewed through the lens 832 . By displaying different images on the pair of display portions 820, three-dimensional display using parallax can be performed.
- Each of the electronic device 800A and the electronic device 800B can be said to be an electronic device for VR.
- a user wearing electronic device 800A or electronic device 800B can visually recognize an image displayed on display unit 820 through lens 832 .
- the electronic devices 800A and 800B each have a mechanism capable of adjusting the left and right positions of the lens 832 and the display unit 820 so that they are optimally positioned according to the position of the user's eyes.
- the wearing portion 823 allows the user to wear the electronic device 800A or the electronic device 800B on the head.
- the shape is illustrated as a temple of eyeglasses (also referred to as a joint, a temple, or the like), but the shape is not limited to this.
- the mounting portion 823 may be worn by the user, and may have, for example, a helmet-type or band-type shape.
- the imaging unit 825 has a function of acquiring external information. Data acquired by the imaging unit 825 can be output to the display unit 820 . An image sensor can be used for the imaging unit 825 . Also, a plurality of cameras may be provided so as to be able to deal with a plurality of angles of view such as telephoto and wide angle.
- a distance measuring sensor capable of measuring the distance to an object
- the imaging unit 825 is one aspect of the detection unit.
- the detection unit for example, an image sensor or a distance image sensor such as LIDAR (Light Detection and Ranging) can be used.
- LIDAR Light Detection and Ranging
- the electronic device 800A may have a vibration mechanism that functions as bone conduction earphones.
- the vibration mechanism can be applied to one or more of the display portion 820 , the housing 821 , and the mounting portion 823 .
- Each of the electronic device 800A and the electronic device 800B may have an input terminal.
- the input terminal can be connected to a cable that supplies a video signal from a video output device or the like, power for charging a battery provided in the electronic device, or the like.
- An electronic device of one embodiment of the present invention may have a function of wirelessly communicating with the earphone 750 .
- Earphone 750 has a communication unit (not shown) and has a wireless communication function.
- Earphone 750 can receive information (eg, audio data) from an electronic device through its wireless communication function.
- electronic device 700A shown in FIG. 19A has a function of transmitting information to earphone 750 by a wireless communication function.
- electronic device 800A shown in FIG. 19C has a function of transmitting information to earphone 750 by a wireless communication function.
- the electronic device may have an earphone section.
- Electronic device 700B shown in FIG. 19B has earphone section 727 .
- the earphone section 727 and the control section can be configured to be wired to each other.
- a part of the wiring connecting the earphone section 727 and the control section may be arranged inside the housing 721 or the mounting section 723 .
- electronic device 800B shown in FIG. 19D has earphone section 827.
- the earphone unit 827 and the control unit 824 can be configured to be wired to each other.
- a part of the wiring connecting the earphone section 827 and the control section 824 may be arranged inside the housing 821 or the mounting section 823 .
- the earphone section 827 and the mounting section 823 may have magnets. As a result, the earphone section 827 can be fixed to the mounting section 823 by magnetic force, and storage is facilitated, which is preferable.
- the electronic device may have an audio output terminal to which earphones, headphones, or the like can be connected. Also, the electronic device may have one or both of an audio input terminal and an audio input mechanism.
- the voice input mechanism for example, a sound collecting device such as a microphone can be used.
- the electronic device may function as a so-called headset.
- both the glasses type (the electronic devices 700A and 700B and the like) and the goggle type (the electronic devices 800A and 800B and the like) are suitable.
- the electronic device of one embodiment of the present invention can transmit information to the earphone by wire or wirelessly.
- An electronic device 6500 illustrated in FIG. 20A is a mobile information terminal that can be used as a smart phone.
- An electronic device 6500 includes a housing 6501, a display portion 6502, a power button 6503, a button 6504, a speaker 6505, a microphone 6506, a camera 6507, a light source 6508, and the like.
- a display portion 6502 has a touch panel function.
- the light-emitting device of one embodiment of the present invention can be applied to the display portion 6502 . Therefore, the electronic device can have high reliability.
- FIG. 20B is a schematic cross-sectional view including the end of the housing 6501 on the microphone 6506 side.
- a light-transmitting protective member 6510 is provided on the display surface side of the housing 6501, and a display panel 6511, an optical member 6512, a touch sensor panel 6513, a printed circuit board 6517, a battery 6518, and the like are arranged in a space surrounded by the housing 6501 and the protective member 6510.
- a display panel 6511, an optical member 6512, and a touch sensor panel 6513 are fixed to the protective member 6510 with an adhesive layer (not shown).
- a portion of the display panel 6511 is folded back in a region outside the display portion 6502, and the FPC 6515 is connected to the folded portion.
- An IC6516 is mounted on the FPC6515.
- the FPC 6515 is connected to terminals provided on the printed circuit board 6517 .
- the flexible display of one embodiment of the present invention can be applied to the display panel 6511 . Therefore, an extremely lightweight electronic device can be realized. In addition, since the display panel 6511 is extremely thin, the thickness of the electronic device can be reduced and the large-capacity battery 6518 can be mounted. In addition, by folding back part of the display panel 6511 and arranging a connection portion with the FPC 6515 on the back side of the pixel portion, an electronic device with a narrow frame can be realized.
- FIG. 20C shows an example of a television device.
- a display portion 7000 is incorporated in a housing 7171 of the television device 7100 .
- a configuration in which a housing 7171 is supported by a stand 7173 is shown.
- the light-emitting device of one embodiment of the present invention can be applied to the display portion 7000 . Therefore, the electronic device can have high reliability.
- the operation of the television apparatus 7100 shown in FIG. 20C can be performed by operation switches included in the housing 7171 and a separate remote controller 7151 .
- the display portion 7000 may be provided with a touch sensor, and the television device 7100 may be operated by touching the display portion 7000 with a finger or the like.
- the remote controller 7151 may have a display section for displaying information output from the remote controller 7151 .
- a channel and a volume can be operated with operation keys or a touch panel provided in the remote controller 7151 , and an image displayed on the display portion 7000 can be operated.
- the television device 7100 is configured to include a receiver, a modem, and the like.
- the receiver can receive general television broadcasts. Also, by connecting to a wired or wireless communication network via a modem, one-way (from the sender to the receiver) or two-way (between the sender and the receiver, or between the receivers, etc.) information communication can be performed.
- FIG. 20D shows an example of a notebook personal computer.
- a notebook personal computer 7200 has a housing 7211, a keyboard 7212, a pointing device 7213, an external connection port 7214, and the like.
- the display portion 7000 is incorporated in the housing 7211 .
- the light-emitting device of one embodiment of the present invention can be applied to the display portion 7000 . Therefore, the electronic device can have high reliability.
- FIGS. 20E and 20F An example of digital signage is shown in FIGS. 20E and 20F.
- a digital signage 7300 illustrated in FIG. 20E includes a housing 7301, a display portion 7000, speakers 7303, and the like. Furthermore, it can have an LED lamp, an operation key (including a power switch or an operation switch), connection terminals, various sensors, a microphone, and the like.
- FIG. 20F is a digital signage 7400 mounted on a cylindrical post 7401.
- FIG. A digital signage 7400 has a display section 7000 provided along the curved surface of a pillar 7401 .
- the light-emitting device of one embodiment of the present invention can be applied to the display portion 7000.
- the display portion 7000 As the display portion 7000 is wider, the amount of information that can be provided at one time can be increased. In addition, the wider the display unit 7000, the more conspicuous it is, and the more effective the advertisement can be, for example.
- a touch panel By applying a touch panel to the display portion 7000, not only an image or a moving image can be displayed on the display portion 7000 but also the user can intuitively operate the display portion 7000, which is preferable. Further, when used for providing information such as route information or traffic information, usability can be enhanced by intuitive operation.
- the digital signage 7300 or digital signage 7400 is preferably capable of cooperating with an information terminal 7311 or information terminal 7411 such as a smartphone possessed by the user through wireless communication.
- advertisement information displayed on the display portion 7000 can be displayed on the screen of the information terminal 7311 or the information terminal 7411 .
- display on the display portion 7000 can be switched.
- the digital signage 7300 or the digital signage 7400 can execute a game using the screen of the information terminal 7311 or 7411 as an operating means (controller). This allows an unspecified number of users to simultaneously participate in and enjoy the game.
- the electronic device shown in FIGS. 21A to 21G includes a housing 9000, a display unit 9001, a speaker 9003, an operation key 9005 (including a power switch or an operation switch), a connection terminal 9006, a sensor 9007 (force, displacement, position, speed, acceleration, angular velocity, number of rotations, distance, light, liquid, magnetism, temperature, chemical substance, voice, time, hardness, electric field, current, voltage, power, radiation, flow rate, humidity, gradient, vibration, smell or including a function to measure infrared rays), a microphone 9008, and the like.
- the electronic devices shown in FIGS. 21A to 21G have various functions. For example, a function to display various information (still image, moving image, text image, etc.) on the display unit, a touch panel function, a calendar, a function to display the date or time, a function to control processing by various software (programs), a wireless communication function, a function to read and process the program or data recorded on the recording medium, etc. can be provided. Note that the functions of the electronic device are not limited to these, and can have various functions.
- the electronic device may have a plurality of display units.
- the electronic device may be provided with a camera or the like, and have a function of capturing a still image or moving image and storing it in a recording medium (external or built into the camera), a function of displaying the captured image on the display unit, and the like.
- FIG. 21A is a perspective view showing a mobile information terminal 9171.
- the mobile information terminal 9171 can be used as a smart phone, for example.
- the portable information terminal 9171 may be provided with a speaker 9003, a connection terminal 9006, a sensor 9007, or the like.
- the mobile information terminal 9171 can display text and image information on its multiple surfaces.
- FIG. 21A shows an example in which three icons 9050 are displayed.
- Information 9051 indicated by a dashed rectangle can also be displayed on another surface of the display portion 9001 . Examples of the information 9051 include notification of incoming e-mail, SNS, telephone call, title of e-mail or SNS, sender name, date and time, remaining battery level, radio wave intensity, and the like.
- an icon 9050 or the like may be displayed at the position where the information 9051 is displayed.
- FIG. 21B is a perspective view showing a mobile information terminal 9172.
- the portable information terminal 9172 has a function of displaying information on three or more sides of the display portion 9001 .
- information 9052, information 9053, and information 9054 are displayed on different surfaces.
- the user can confirm the information 9053 displayed at a position where the mobile information terminal 9172 can be viewed from above the mobile information terminal 9172 while the mobile information terminal 9172 is stored in the chest pocket of the clothes.
- the user can check the display without taking out the portable information terminal 9172 from the pocket, and can determine, for example, whether or not to receive a call.
- FIG. 21C is a perspective view showing the tablet terminal 9173.
- the tablet terminal 9173 can execute various applications such as mobile phone, e-mail, reading and creating text, playing music, Internet communication, and computer games.
- the tablet terminal 9173 has a display portion 9001, a camera 9002, a microphone 9008, and a speaker 9003 on the front of the housing 9000, operation keys 9005 as operation buttons on the left side of the housing 9000, and connection terminals 9006 on the bottom.
- FIG. 21D is a perspective view showing a wristwatch-type personal digital assistant 9200.
- the mobile information terminal 9200 can be used as a smart watch (registered trademark), for example.
- the display portion 9001 has a curved display surface, and display can be performed along the curved display surface.
- the mobile information terminal 9200 can also make hands-free calls by mutual communication with a headset capable of wireless communication, for example.
- the portable information terminal 9200 can transmit data to and from another information terminal through the connection terminal 9006, and can be charged. Note that the charging operation may be performed by wireless power supply.
- FIGS. 21E to 21G are perspective views showing a foldable personal digital assistant 9201.
- FIG. 21E is a state in which the portable information terminal 9201 is unfolded
- FIG. 21G is a state in which it is folded
- FIG. 21F is a perspective view in the middle of changing from one of FIGS. 21E and 21G to the other.
- the portable information terminal 9201 has excellent portability in the folded state, and has excellent display visibility due to a seamless wide display area in the unfolded state.
- a display portion 9001 included in the portable information terminal 9201 is supported by three housings 9000 connected by hinges 9055 .
- the display portion 9001 can be bent with a curvature radius of 0.1 mm or more and 150 mm or less.
- Example 1 In this example, device 1A, device 1B, and device 1C of one embodiment of the present invention, which are described in the embodiment, were manufactured by an integrated vacuum process, and the results of evaluating the characteristics thereof will be described.
- the device 1A has a tandem structure in which a first EL layer 903, an intermediate layer 905, a second EL layer 904, and a second electrode 902 are laminated on a first electrode 901 formed on a glass substrate 900.
- the first EL layer 903 has a structure in which a hole-injection layer 910, a first hole-transport layer 911, a first light-emitting layer 912, and a first electron-transport layer 913 are sequentially stacked.
- the intermediate layer 905 has an electron injection buffer region 914 and a layer 915 containing an electron relay region and a charge generation region.
- the second EL layer 904 has a structure in which a second hole-transporting layer 916, a second light-emitting layer 917, a second electron-transporting layer 918, and an electron-injecting layer 919 are sequentially stacked.
- ⁇ Method for producing device 1A> First, on a glass substrate 900, an alloy containing silver (Ag), palladium (Pd), and copper (Cu) (abbreviation: APC) was deposited as a reflective electrode to a thickness of 100 nm by a sputtering method, and then indium tin oxide (ITSO) containing silicon oxide was deposited as a transparent electrode to a thickness of 100 nm by a sputtering method to form a first electrode 901. The electrode area was 4 mm 2 (2 mm ⁇ 2 mm). Note that the first electrode is a transparent electrode and can be regarded as a first electrode 901 together with the reflective electrode.
- APC alloy containing silver (Ag), palladium (Pd), and copper (Cu)
- a first EL layer 903 was provided.
- the substrate surface was washed with water and baked at 200° C. for 1 hour. After that, the substrate was introduced into a vacuum deposition apparatus whose inside pressure was reduced to about 1 ⁇ 10 ⁇ 4 Pa, and vacuum baking was performed at 170° C. for 30 minutes in a heating chamber in the vacuum deposition apparatus. After that, it was naturally cooled for about 30 minutes.
- the substrate on which the first electrode 901 is formed is fixed to a substrate holder provided in a vacuum evaporation apparatus so that the surface on which the first electrode 901 is formed faces downward, and N-(biphenyl-4-yl)-N-[4-(9-phenyl-9H-carbazol-3-yl)phenyl]-9,9-dimethyl-9H-fluoren-2-amine (abbreviation: PCB) is deposited on the first electrode 901 by an evaporation method using resistance heating.
- PCB N-(biphenyl-4-yl)-N-[4-(9-phenyl-9H-carbazol-3-yl)phenyl]-9,9-dimethyl-9H-fluoren-2-amine
- BiF BiF
- PCBBiF was vapor-deposited on the hole-injection layer 910 to a thickness of 70 nm to form a first hole-transport layer 911 .
- hpp2Py 1,1′-pyridine-2,6-diyl-bis(1,3,4,6,7,8-hexahydro-2H-pyrimido[1,2-a]pyrimidine)
- hpp2Py 1,1′-pyridine-2,6-diyl-bis(1,3,4,6,7,8-hexahydro-2H-pyrimido[1,2-a]pyrimidine)
- hpp2Py 1,1′-pyridine-2,6-diyl-bis(1,3,4,6,7,8-hexahydro-2H-pyrimido[1,2-a]pyrimidine)
- hpp2Py is an organic compound having a basic skeleton, the basic skeleton corresponds to TBD, and TBD has an acid dissociation constant pKa of 14 or more.
- a film of copper phthalocyanine (abbreviation: CuPc) was formed to a thickness of 2 nm as an electron relay region.
- CuPc copper phthalocyanine
- a layer 915 including a charge generation region was formed by co-evaporation to a thickness of 10 nm so as to have a thickness of 15 (weight ratio).
- PCBBiF was deposited to a thickness of 40 nm to form a second hole transport layer 916 .
- a second light-emitting layer 917 was formed by co-evaporation with a thickness of 40 nm.
- 2- ⁇ 3-[3-(N-phenyl-9H-carbazol-3-yl)-9H-carbazol-9-yl]phenyl ⁇ dibenzo[f,h]quinoxaline (abbreviation: 2mPCCzPDBq) was evaporated over the second light-emitting layer 917 to a thickness of 20 nm, and then 2,2′-(1,3-phenylene)bis(9-phenyl-1,10-phenanthroline) (abbreviation: 2mPCCzPDBq) was evaporated.
- mPPhen2P was evaporated to a thickness of 20 nm to form a second electron-transporting layer 918 .
- the second electrode 902 is a semi-transmissive/semi-reflective electrode having a function of reflecting light and a function of transmitting light.
- DBT3P-II 4,4',4''-(benzene-1,3,5-triyl)tri(dibenzothiophene)
- the device 1A was produced by the above steps.
- the above steps and between steps were performed in a vacuum integrated process without opening to the atmosphere even once.
- Device 1B differs from device 1A in the configuration of electron injection buffer region 914 in intermediate layer 905 . That is, in the device 1B, 1,1′-pyridine-2,6-diyl-bis(1,3,4,6,7,8-hexahydro-2H-pyrimido[1,2-a]pyrimidine) (abbreviation: hpp2Py) is vapor-deposited on the first EL layer 903 to a thickness of 1 nm by a vapor deposition method using resistance heating, and then aluminum (Al) is vapor-deposited to a thickness of 0.5 nm. 4 layers were formed.
- 1,1′-pyridine-2,6-diyl-bis(1,3,4,6,7,8-hexahydro-2H-pyrimido[1,2-a]pyrimidine) abbreviation: hpp2Py
- Al aluminum
- Device 1C differs from device 1A in the configuration of electron injection buffer region 914 in intermediate layer 905 . That is, in the device 1C, lithium oxide (Li 2 O) was deposited on the first EL layer 903 to a thickness of 0.2 nm to form the electron injection buffer region 914 .
- lithium oxide Li 2 O
- Device 1A The device structures of Device 1A, Device 1B, and Device 1C are summarized in the table below.
- Device 1A, device 1B, and device 1C were produced as described above.
- ⁇ Device characteristics> The device 1A, the device 1B, and the device 1C were sealed with a glass substrate in a glove box in a nitrogen atmosphere so that each device was not exposed to the atmosphere (a sealing material was applied around the device, and UV treatment and heat treatment at 80°C for 1 hour during sealing) were performed. After that, the emission characteristics of the device 1A, the device 1B, and the device 1C were measured.
- the luminance-current density characteristics of Device 1A, Device 1B, and Device 1C are shown in FIG. 23, current efficiency-luminance characteristics in FIG. 24, luminance-voltage characteristics in FIG. 25, current density-voltage characteristics in FIG. 26, current efficiency-current density characteristics in FIG.
- the table below shows the main characteristics of the device 1A, the device 1B, and the device 1C at a current density of 50 mA/cm 2 .
- a spectroradiometer (SR-UL1R manufactured by Topcon Corporation) was used to measure luminance, CIE chromaticity, and electroluminescence spectrum.
- the devices 1A to 1C exhibit high current efficiency in device characteristics, and function as a tandem that emits light from the first light-emitting layer and the second light-emitting layer. It was also found that the devices 1A and 1B have drive voltage characteristics equivalent to that of the device 1C in which the electron injection buffer region 914 is made of a material containing lithium (Li) in the intermediate layer. In particular, as shown in FIGS. 23 to 27, device 1B was found to have excellent device characteristics comparable to device 1C using a lithium-containing material.
- device 1A, device 1B, and device 1C exhibited green light emission with peak wavelengths of electroluminescence spectra near 550 nm.
- Example 1 the device 2A and the device 2B of one embodiment of the present invention, which are described in the embodiment, are manufactured by an MML process, and the results of evaluation of the characteristics thereof will be described.
- the device 2A has a tandem structure in which a first EL layer 903, an intermediate layer 905, a second EL layer 904, and a second electrode are laminated on a first electrode 901 formed on a glass substrate 900.
- the first EL layer 903 has a structure in which a hole-injection layer 910, a first hole-transport layer 911, a first light-emitting layer 912, and a first electron-transport layer 913 are sequentially stacked.
- the intermediate layer 905 has an electron injection buffer region 914 and a layer 915 containing an electron relay region and a charge generation region.
- the second EL layer 904 has a structure in which a second hole-transport layer 916, a second light-emitting layer 917, a second electron-transport layer 918, and an electron-injection layer 919 are sequentially stacked.
- an alloy containing silver (Ag), palladium (Pd), and copper (Cu) (abbreviation: APC) was deposited as a reflective electrode on a glass substrate 900 to a thickness of 100 nm by a sputtering method, and then indium tin oxide (ITSO) containing silicon oxide was deposited as a transparent electrode to a thickness of 100 nm by a sputtering method to form a first electrode 901.
- the electrode area was 4 mm 2 (2 mm ⁇ 2 mm).
- the first electrode is a transparent electrode and can be regarded as a first electrode 901 together with the reflective electrode.
- a first EL layer 903 was provided.
- the substrate surface was washed with water and baked at 200° C. for 1 hour. After that, the substrate was introduced into a vacuum deposition apparatus whose inside was evacuated to about 1 ⁇ 10 ⁇ 4 Pa, and vacuum baked at 170° C. for 30 minutes in a heating chamber in the vacuum deposition apparatus. After that, it was naturally cooled for about 30 minutes.
- the substrate on which the first electrode 901 is formed is fixed to a substrate holder provided in a vacuum evaporation apparatus so that the surface on which the first electrode 901 is formed faces downward, and N-(biphenyl-4-yl)-N-[4-(9-phenyl-9H-carbazol-3-yl)phenyl]-9,9-dimethyl-9H-fluoren-2-amine (abbreviation: PCB) is deposited on the first electrode 901 by an evaporation method using resistance heating.
- PCB N-(biphenyl-4-yl)-N-[4-(9-phenyl-9H-carbazol-3-yl)phenyl]-9,9-dimethyl-9H-fluoren-2-amine
- BiF BiF
- PCBBiF was vapor-deposited on the hole-injection layer 910 to a thickness of 70 nm to form a first hole-transport layer 911 .
- an intermediate layer 905 was provided.
- 1,1′-pyridine-2,6-diyl-bis(1,3,4,6,7,8-hexahydro-2H-pyrimido[1,2-a]pyrimidine) (abbreviation: hpp2Py) was evaporated to a thickness of 1 nm on the first electron-transporting layer 913 by an evaporation method using resistance heating to form a layer to be the electron-injection buffer region 914.
- a film of copper phthalocyanine (abbreviation: CuPc) was formed to a thickness of 2 nm as an electron relay region.
- CuPc copper phthalocyanine
- a layer 915 including a charge generation region was formed by co-evaporation to a thickness of 10 nm so as to have a thickness of 15 (weight ratio).
- PCBBiF was deposited to a thickness of 40 nm to form a second hole transport layer 916 .
- a second light-emitting layer 917 was formed by co-evaporation with a thickness of 40 nm.
- AlOx aluminum oxide
- IGZO oxide containing indium, gallium, zinc, and oxygen
- a laminated structure including aluminum oxide, the first electrode 901, the first EL layer 903, the intermediate layer 905, the second light-emitting layer 917, and the second electron-transporting layer 918 was processed into a predetermined shape, and then the IGZO and the aluminum oxide film were removed.
- the IGZO and aluminum oxide film were removed by wet etching using an acidic chemical solution.
- a slit having a width of 3 ⁇ m was formed at a position 3.5 ⁇ m away from the end of the first electrode 901 .
- heat treatment was performed at 110° C. for 1 hour under vacuum.
- moisture or the like attached due to the above processing treatment or exposure to the air can be removed.
- the second electrode 902 is a semi-transmissive/semi-reflective electrode having a function of reflecting light and a function of transmitting light.
- DBT3P-II 4,4',4''-(benzene-1,3,5-triyl)tri(dibenzothiophene)
- the device 2A was produced through the above steps.
- Device 2B differs from device 2A in the configuration of electron injection buffer region 914 in intermediate layer 905 . That is, in the device 2B, 1,1′-pyridine-2,6-diyl-bis(1,3,4,6,7,8-hexahydro-2H-pyrimido[1,2-a]pyrimidine) (abbreviation: hpp2Py) is vapor-deposited on the first EL layer 903 to a thickness of 1 nm by vapor deposition using resistance heating, and then aluminum (Al) is vapor-deposited to a thickness of 0.5 nm. 4 layers were formed.
- 1,1′-pyridine-2,6-diyl-bis(1,3,4,6,7,8-hexahydro-2H-pyrimido[1,2-a]pyrimidine) abbreviation: hpp2Py
- Al aluminum
- the device structures of the device 2A and device 2B are summarized in the table below.
- the device 2A and the device 2B were produced.
- ⁇ Device characteristics> The device 2A and the device 2B were sealed with a glass substrate in a glove box in a nitrogen atmosphere so that each device would not be exposed to the atmosphere (a sealing material was applied around the device, UV treatment was performed at the time of sealing, and heat treatment was performed at 80° C. for 1 hour). After that, the emission characteristics of the device 2A and the device 2B were measured.
- the luminance-current density characteristics of device 2A and device 2B are shown in FIG. 29, current efficiency-luminance characteristics in FIG. 30, luminance-voltage characteristics in FIG. 31, current density-voltage characteristics in FIG. 32, current efficiency-current density characteristics in FIG.
- the table below shows the main characteristics of Device 2A and Device 2B at a current of 50 mA/cm 2 .
- a spectroradiometer (SR-UL1R manufactured by Topcon Corporation) was used to measure luminance, CIE chromaticity, and electroluminescence spectrum.
- the device 2A and the device 2B exhibited good device characteristics even after undergoing the process of exposure to the atmosphere and chemicals during the fabrication of the light-emitting device and the etching process. It was also found that the light emitting device 2B exhibited good current efficiency and drive voltage characteristics, and had high resistance to processes exposed to the atmosphere and chemicals, and to etching processes.
- the device 2A and the device 2B exhibited green emission with peak wavelengths of electroluminescence spectra near 550 nm.
- 113A_2 2nd light emitting layer
- 113b_1 1st light emitting layer
- 113b_2 second light emitting layer
- 113: 114_1 The first electronic transport layer, 114_2: 2nd electronic transport layer, 114A_1: The first electronic transport layer, 114A_2: 2nd electron transport layer , 114b_1: The first electronic transport layer, 114b_2: the second electronic transport layer, 114: electronic transport layer, 115: 116_1: 116_1: 2nd intermediate layer, 116a: Intermediate layer, 116B: middle layer, 116B: Intermediate layer P -type layer, 117B: P type layer, 118a: 118a: electronic relay layer, 118B: electronic relay layer, 118: 119a: N type layer, 119B: N type layer, N -type layer, 120: 122: resin layer, 124a: pixels, pixels: pixels: pixels: pixels.
- Pixels, 125F Invisory insulation film, 125: 126B: 126B, 126R, 126R, 127A: 127A: 127A: Insulation film, 127: 128: 128: layer, 129R, 129R, 129R, 130A, 130B : Light emission device, 130B: light emitting device, 130G: light emitting device, 130R: light emitting device, 131: 131: protective layer, 132B: color layer, 132G: 132G: color layer, colored layer, 140: Connection, 141: area, 142: adhesive layer 1: Conductive layer, 151_2: conductive layer, 151_3: conductive layer, 151B: conductive layer, 151c: 151C: conductive film, 151G, 151R, 151R, 151R, 151: conductive layer, 152_2: 152_2: Conductive layer _3: Conductor layer, 152B: conductive layer, 152C: 152F:
Landscapes
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Optics & Photonics (AREA)
- Inorganic Chemistry (AREA)
- Electroluminescent Light Sources (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020247022105A KR20240138068A (ko) | 2022-01-21 | 2023-01-10 | 발광 디바이스 |
| JP2023574881A JPWO2023139444A1 (https=) | 2022-01-21 | 2023-01-10 | |
| US18/728,945 US20250089559A1 (en) | 2022-01-21 | 2023-01-10 | Light-emitting device |
| CN202380018012.4A CN118575608A (zh) | 2022-01-21 | 2023-01-10 | 发光器件 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022008092 | 2022-01-21 | ||
| JP2022-008092 | 2022-01-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023139444A1 true WO2023139444A1 (ja) | 2023-07-27 |
Family
ID=87348133
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/IB2023/050181 Ceased WO2023139444A1 (ja) | 2022-01-21 | 2023-01-10 | 発光デバイス |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250089559A1 (https=) |
| JP (1) | JPWO2023139444A1 (https=) |
| KR (1) | KR20240138068A (https=) |
| CN (1) | CN118575608A (https=) |
| WO (1) | WO2023139444A1 (https=) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021045020A1 (ja) * | 2019-09-06 | 2021-03-11 | 日本放送協会 | 電荷発生層及びその製造方法、有機エレクトロルミネッセンス素子、表示装置、照明装置、並びに有機薄膜太陽電池 |
| WO2021045178A1 (ja) * | 2019-09-06 | 2021-03-11 | 日本放送協会 | 有機薄膜および有機薄膜の製造方法、有機エレクトロルミネッセンス素子、表示装置、照明装置、有機薄膜太陽電池、光電変換素子、薄膜トランジスタ、塗料組成物、有機エレクトロルミネッセンス素子用材料 |
| JP2021166280A (ja) * | 2020-04-03 | 2021-10-14 | 日本放送協会 | 有機薄膜及び有機薄膜の製造方法、有機エレクトロルミネッセンス素子、表示装置、照明装置、有機薄膜太陽電池、光電変換素子、薄膜トランジスタ、塗料組成物、並びに、有機エレクトロルミネッセンス素子用材料 |
| CN114057775A (zh) * | 2021-10-13 | 2022-02-18 | 北京大学深圳研究生院 | 一种超级碱材料及其制备方法与有机发光二极管 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190076045A (ko) | 2016-11-10 | 2019-07-01 | 가부시키가이샤 한도오따이 에네루기 켄큐쇼 | 표시 장치 및 표시 장치의 구동 방법 |
| TWI833420B (zh) | 2017-04-07 | 2024-02-21 | 日商半導體能源研究所股份有限公司 | 發光元件、顯示裝置、電子裝置以及照明設備 |
-
2023
- 2023-01-10 JP JP2023574881A patent/JPWO2023139444A1/ja active Pending
- 2023-01-10 CN CN202380018012.4A patent/CN118575608A/zh active Pending
- 2023-01-10 KR KR1020247022105A patent/KR20240138068A/ko active Pending
- 2023-01-10 WO PCT/IB2023/050181 patent/WO2023139444A1/ja not_active Ceased
- 2023-01-10 US US18/728,945 patent/US20250089559A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021045020A1 (ja) * | 2019-09-06 | 2021-03-11 | 日本放送協会 | 電荷発生層及びその製造方法、有機エレクトロルミネッセンス素子、表示装置、照明装置、並びに有機薄膜太陽電池 |
| WO2021045178A1 (ja) * | 2019-09-06 | 2021-03-11 | 日本放送協会 | 有機薄膜および有機薄膜の製造方法、有機エレクトロルミネッセンス素子、表示装置、照明装置、有機薄膜太陽電池、光電変換素子、薄膜トランジスタ、塗料組成物、有機エレクトロルミネッセンス素子用材料 |
| JP2021166280A (ja) * | 2020-04-03 | 2021-10-14 | 日本放送協会 | 有機薄膜及び有機薄膜の製造方法、有機エレクトロルミネッセンス素子、表示装置、照明装置、有機薄膜太陽電池、光電変換素子、薄膜トランジスタ、塗料組成物、並びに、有機エレクトロルミネッセンス素子用材料 |
| CN114057775A (zh) * | 2021-10-13 | 2022-02-18 | 北京大学深圳研究生院 | 一种超级碱材料及其制备方法与有机发光二极管 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN118575608A (zh) | 2024-08-30 |
| US20250089559A1 (en) | 2025-03-13 |
| KR20240138068A (ko) | 2024-09-20 |
| JPWO2023139444A1 (https=) | 2023-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20240206217A1 (en) | Light-Emitting Device | |
| WO2024141881A1 (ja) | 発光デバイスおよび発光デバイスの作製方法 | |
| JP2024024619A (ja) | 発光デバイス | |
| JP2023157871A (ja) | 発光デバイス、およびその作製方法 | |
| JP2023091768A (ja) | 発光素子、表示装置および発光素子の作製方法 | |
| WO2023139444A1 (ja) | 発光デバイス | |
| WO2023131854A1 (ja) | 表示装置 | |
| JP2023164316A (ja) | 有機化合物、発光デバイス、発光装置 | |
| JP2024094294A (ja) | 発光デバイス | |
| JP2024152689A (ja) | 発光デバイス | |
| WO2024116032A1 (ja) | 発光デバイス | |
| CN120345384A (zh) | 发光器件 | |
| JP2024177123A (ja) | 有機化合物、および発光デバイス | |
| JP2024007537A (ja) | 発光デバイスの作製方法 | |
| WO2024218626A1 (ja) | 発光デバイス | |
| WO2024141864A1 (ja) | 発光デバイス | |
| KR20230153948A (ko) | 유기 화합물, 발광 디바이스, 발광 장치 | |
| WO2023209492A1 (ja) | 発光デバイスおよび発光装置の作製方法 | |
| JP2024167068A (ja) | 発光デバイス、発光装置、電子機器 | |
| JP2023181133A (ja) | 有機化合物、発光デバイス、および受光デバイス | |
| WO2023187545A1 (ja) | 発光デバイスの作製方法 | |
| JP2025096213A (ja) | 発光デバイス | |
| KR20250114508A (ko) | 발광 디바이스 | |
| CN118119203A (zh) | 发光器件 | |
| JP2023091767A (ja) | 発光素子、表示装置および発光素子の作製方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23743029 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023574881 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18728945 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380018012.4 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23743029 Country of ref document: EP Kind code of ref document: A1 |
|
| WWP | Wipo information: published in national office |
Ref document number: 18728945 Country of ref document: US |