WO2023080139A1 - 接合体及びその製造方法 - Google Patents
接合体及びその製造方法 Download PDFInfo
- Publication number
- WO2023080139A1 WO2023080139A1 PCT/JP2022/040930 JP2022040930W WO2023080139A1 WO 2023080139 A1 WO2023080139 A1 WO 2023080139A1 JP 2022040930 W JP2022040930 W JP 2022040930W WO 2023080139 A1 WO2023080139 A1 WO 2023080139A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- copper alloy
- joined body
- precipitation hardening
- steel
- lmd
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 229910000881 Cu alloy Inorganic materials 0.000 claims abstract description 295
- 239000000463 material Substances 0.000 claims abstract description 134
- 238000004881 precipitation hardening Methods 0.000 claims abstract description 115
- 239000011800 void material Substances 0.000 claims abstract description 12
- 239000010949 copper Substances 0.000 claims abstract description 6
- 229910052802 copper Inorganic materials 0.000 claims abstract description 6
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 claims abstract 4
- 239000010959 steel Substances 0.000 claims description 171
- 229910000831 Steel Inorganic materials 0.000 claims description 170
- 239000000843 powder Substances 0.000 claims description 44
- 238000000034 method Methods 0.000 claims description 43
- 239000000956 alloy Substances 0.000 claims description 41
- 229910045601 alloy Inorganic materials 0.000 claims description 39
- DMFGNRRURHSENX-UHFFFAOYSA-N beryllium copper Chemical compound [Be].[Cu] DMFGNRRURHSENX-UHFFFAOYSA-N 0.000 claims description 33
- 238000005304 joining Methods 0.000 claims description 23
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 21
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 17
- 239000007769 metal material Substances 0.000 claims description 16
- ZUPBPXNOBDEWQT-UHFFFAOYSA-N [Si].[Ni].[Cu] Chemical compound [Si].[Ni].[Cu] ZUPBPXNOBDEWQT-UHFFFAOYSA-N 0.000 claims description 14
- QZLJNVMRJXHARQ-UHFFFAOYSA-N [Zr].[Cr].[Cu] Chemical compound [Zr].[Cr].[Cu] QZLJNVMRJXHARQ-UHFFFAOYSA-N 0.000 claims description 14
- ZTXONRUJVYXVTJ-UHFFFAOYSA-N chromium copper Chemical compound [Cr][Cu][Cr] ZTXONRUJVYXVTJ-UHFFFAOYSA-N 0.000 claims description 14
- 238000001465 metallisation Methods 0.000 claims description 14
- 229910052742 iron Inorganic materials 0.000 claims description 12
- 229910052751 metal Inorganic materials 0.000 claims description 12
- 239000002184 metal Substances 0.000 claims description 12
- 229910000640 Fe alloy Inorganic materials 0.000 claims description 9
- BIJOYKCOMBZXAE-UHFFFAOYSA-N chromium iron nickel Chemical group [Cr].[Fe].[Ni] BIJOYKCOMBZXAE-UHFFFAOYSA-N 0.000 claims description 9
- VRUVRQYVUDCDMT-UHFFFAOYSA-N [Sn].[Ni].[Cu] Chemical compound [Sn].[Ni].[Cu] VRUVRQYVUDCDMT-UHFFFAOYSA-N 0.000 claims description 8
- IUYOGGFTLHZHEG-UHFFFAOYSA-N copper titanium Chemical compound [Ti].[Cu] IUYOGGFTLHZHEG-UHFFFAOYSA-N 0.000 claims description 8
- 238000001556 precipitation Methods 0.000 claims description 8
- 229910000597 tin-copper alloy Inorganic materials 0.000 claims description 8
- 229910001315 Tool steel Inorganic materials 0.000 claims description 7
- 150000002739 metals Chemical class 0.000 claims description 7
- 239000010935 stainless steel Substances 0.000 claims description 7
- 229910001220 stainless steel Inorganic materials 0.000 claims description 7
- 229910001240 Maraging steel Inorganic materials 0.000 claims description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 abstract description 3
- 239000010410 layer Substances 0.000 description 89
- 239000000243 solution Substances 0.000 description 51
- 238000001816 cooling Methods 0.000 description 40
- 238000003466 welding Methods 0.000 description 34
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 16
- 239000011229 interlayer Substances 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 12
- 230000032683 aging Effects 0.000 description 10
- 230000003287 optical effect Effects 0.000 description 10
- 238000000879 optical micrograph Methods 0.000 description 10
- 239000002245 particle Substances 0.000 description 10
- 238000001878 scanning electron micrograph Methods 0.000 description 9
- 239000012159 carrier gas Substances 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 7
- 238000007542 hardness measurement Methods 0.000 description 7
- 238000003475 lamination Methods 0.000 description 7
- 239000000654 additive Substances 0.000 description 6
- 230000000996 additive effect Effects 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 238000009792 diffusion process Methods 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 238000007711 solidification Methods 0.000 description 5
- 230000008023 solidification Effects 0.000 description 5
- 239000003365 glass fiber Substances 0.000 description 4
- 206010040844 Skin exfoliation Diseases 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 239000012299 nitrogen atmosphere Substances 0.000 description 3
- 230000002028 premature Effects 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 229920006351 engineering plastic Polymers 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 238000007751 thermal spraying Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000010146 3D printing Methods 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 229910001111 Fine metal Inorganic materials 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 230000002431 foraging effect Effects 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0425—Copper-based alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2202/00—Treatment under specific physical conditions
- B22F2202/11—Use of irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2203/00—Controlling
- B22F2203/11—Controlling temperature, temperature profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/15—Nickel or cobalt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/35—Iron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2303/00—Functional details of metal or compound in the powder or product
- B22F2303/40—Layer in a composite stack of layers, workpiece or article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
Definitions
- the present invention relates to a joined body of copper alloy and steel material and a method for manufacturing the same.
- plastic molds for injection molding e.g., mold inserts
- die-casting molds for processing aluminum alloys e.g., vent belts
- various other molds such as faucet metal fittings.
- plastic molds as an example, automobile interior and exterior parts such as doors and spoilers, and automobile functional parts such as intake manifolds and ECU cases are manufactured using molds.
- functional parts for automobiles have complicated shapes, it is necessary to quickly cool the material of the parts when molding them with a mold.
- copper is known as a material having high thermal conductivity, and it is conceivable to use a copper alloy as a mold.
- Patent Document 1 Japanese Patent Application Laid-Open No. 2019-123118 discloses an injection molding metal provided with a gas vent hole for discharging gas at the junction of molten resin filled in a cavity between a movable mold and a fixed mold. A mold is disclosed and the vent holes are disclosed to be formed by diffusion bonding of steel and copper alloy materials (base and spacer members). With such a configuration, it is said that the necessary strength can be secured by the steel material, and the thermal conductivity can be enhanced by the copper alloy material.
- Materials such as automotive functional parts often contain engineering plastics and glass fibers to reduce weight and improve strength.
- the hard glass fibers Copper alloy wears out.
- the copper alloy is peeled off during molding.
- it is conceivable that the use of a mold in which a copper alloy is bonded to the inside of a steel material will cool the material quickly while also solving the problems of abrasion and peeling of the copper alloy.
- the present inventors have recently found that by forming a layered product of a steel material on a precipitation hardening copper alloy by laser metal deposition (LMD), the adhesion of the interface between the copper alloy and the steel material is high, and after that, Copper alloy/steel joints that can maintain high strength without performing precipitation hardening treatment with solution treatment (or by performing only precipitation hardening treatment without solution treatment) I got the knowledge that I can provide it.
- LMD laser metal deposition
- the object of the present invention is to achieve high adhesion at the interface between the copper alloy and the steel material, and without performing precipitation hardening treatment with subsequent solution treatment (or only precipitation hardening treatment without solution treatment)
- the object is to provide a joined body of copper alloy/steel materials capable of maintaining high strength and a method for producing the joined body.
- a joined body comprising a first member made of a precipitation hardening copper alloy and a second member including a laminate-molded article of steel material joined to the first member at at least one joining interface, When the cross section perpendicular to the bonding interface is observed with a scanning electron microscope (SEM), the bonded body has a void having a length of 50 ⁇ m or more in a direction parallel to the bonding interface at the bonding interface. Not a zygote.
- SEM scanning electron microscope
- Aspect 6 Aspects 1 to 1, wherein the precipitation hardening copper alloy is at least one selected from the group consisting of a chromium copper alloy, a chromium zirconium copper alloy, a titanium copper alloy, a nickel silicon copper alloy, a nickel tin copper alloy, and a beryllium copper alloy. 6. The conjugate according to any one of 5.
- Aspect 7 A joined body according to aspect 6, wherein the precipitation hardening copper alloy is a beryllium copper alloy.
- the steel material is composed of at least one selected from the group consisting of die steel (SKD), high speed tool steel (SKH), stainless steel (SUS), and maraging steel.
- the dissimilar metal material forming the intermediate layer is an alloy containing Ni as a main component.
- the dissimilar metal material constituting the intermediate layer is a nickel-chromium-iron alloy containing Ni as a main component.
- LMD laser metal deposition
- process and A method of manufacturing a conjugate comprising: [Aspect 17]
- an intermediate layer is formed on the surface of the first member by LMD using powder of an alloy mainly composed of dissimilar metals other than Cu and Fe. further comprising the step of forming 17.
- the precipitation hardening copper alloy has a thermal conductivity of 160 W/mK or more after precipitation hardening treatment, and in this case, Prior to forming the second member, the precipitation hardening copper alloy forming the first member has been solution heat treated so as to have a thermal conductivity of less than 160 W/mK, After forming the second member, the precipitation hardening copper alloy forming the first member is subjected to a precipitation hardening treatment so that the thermal conductivity of the precipitation hardening copper alloy is adjusted to 160 W/mK or more.
- Aspect 21 Aspect 16, wherein the precipitation hardening copper alloy is at least one selected from the group consisting of a chromium copper alloy, a chromium zirconium copper alloy, a titanium copper alloy, a nickel silicon copper alloy, a nickel tin copper alloy, and a beryllium copper alloy. 20. The method of any one of 1-20. [Aspect 22] 19 The method of aspect 18, wherein the precipitation hardenable copper alloy is at least one selected from the group consisting of chromium-copper alloys, chromium-zirconium-copper alloys, nickel-silicon-copper alloys, and beryllium-copper alloys.
- the steel material is composed of at least one selected from the group consisting of die steel (SKD), high speed tool steel (SKH), stainless steel (SUS), and maraging steel. or the method described in one.
- the dissimilar metal material constituting the intermediate layer is a Ni-based alloy.
- the dissimilar metal material constituting the intermediate layer is a nickel-chromium-iron alloy containing Ni as a main component.
- FIG. 1 is an optical microscope image of a cross section of a joined body of copper alloy/steel material manufactured through LMD in Example 1.
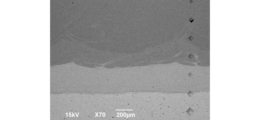
- FIG. 1 is an SEM image of a cross section of a joined body of copper alloy/steel material manufactured through LMD in Example 1.
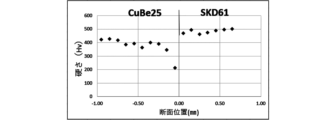
- FIG. 1 is a diagram showing Vickers hardness at various positions in the thickness direction, measured for a cross-section of a copper alloy/steel joined body manufactured through LMD in Example 1.
- FIG. 2 is an optical microscope image of a cross section of a sample in which the copper alloy/steel joined body manufactured through LMD in Example 2 was subjected to precipitation hardening treatment by holding at 315° C. for 3 hours.
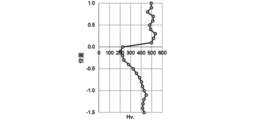
- FIG. 2 is an SEM image of a cross section of a sample obtained by subjecting a copper alloy/steel joined body manufactured through LMD in Example 2 to precipitation hardening treatment by holding at 315° C. for 3 hours. At various positions in the thickness direction, measured on the cross section of a sample that was subjected to precipitation hardening treatment by holding at 315 ° C. for 3 hours in the copper alloy / steel joined body manufactured through LMD in Example 2 It is a figure which shows Vickers hardness.
- 4 is an optical microscope image of a cross section of a bonded body of copper alloy/intermediate layer/steel material manufactured through LMD in Example 3.
- FIG. 10 is an SEM image of a cross section of a joined body of copper alloy/intermediate layer/steel material manufactured through LMD in Example 3.
- FIG. FIG. 10 is a diagram showing Vickers hardness at various positions in the thickness direction measured for a cross-section of the joined body of copper alloy/intermediate layer/steel material manufactured through LMD in Example 3;
- 4 is an optical microscope image of a cross-section of a sample in which a copper alloy/intermediate layer/steel material bonded body manufactured through LMD in Example 4 was subjected to precipitation hardening treatment by holding at 315° C. for 3 hours.
- FIG. 10 is an SEM image of a cross-section of a sample obtained by subjecting the joined body of copper alloy/intermediate layer/steel material manufactured through LMD in Example 4 to precipitation hardening treatment by holding at 315° C. for 3 hours. Variation in the thickness direction measured on the cross-section of a sample of the copper alloy/intermediate layer/steel joined body manufactured through LMD in Example 4, which was subjected to precipitation hardening treatment held at 315 ° C. for 3 hours.
- FIG. 10 is a diagram showing Vickers hardness at a position of . 10 is an optical microscope image of a cross-section of a copper alloy/steel joined body manufactured through TIG welding in Example 5 (comparative).
- FIG. 10 is an SEM image of a cross-section of a sample obtained by subjecting the joined body of copper alloy/intermediate layer/steel material manufactured through LMD in Example 4 to precipitation hardening treatment by holding at 315° C. for 3 hours. Variation in the thickness
- FIG. 10 is an SEM image of a cross section of a joined body of copper alloy/steel material manufactured through TIG welding in Example 5 (comparative);
- FIG. 10 is a diagram showing Vickers hardness at various positions in the thickness direction measured for a cross-section of a copper alloy/steel joint produced via TIG welding in Example 5 (comparative).
- FIG. 10 is an optical microscope image of a cross-section of a joined body of copper alloy/steel material manufactured through laser welding in Example 6 (comparative);
- FIG. 10 is an SEM image of a cross-section of a joined body of copper alloy/steel material manufactured through laser welding in Example 6 (comparative);
- 10 is a diagram showing the Vickers hardness measured at various positions in the thickness direction for a cross-section of a copper alloy/steel joint produced via laser welding in Example 6 (comparative).
- 10 is an optical microscope image of a cross section of a copper alloy/intermediate layer/steel material bonded body having an electrical conductivity of 61 IACS% (converted thermal conductivity of 245 W/mK) produced through LMD in Example 7.
- FIG. 10 is an SEM image of a cross section of a joined body of copper alloy/intermediate layer/steel material with electrical conductivity of 61 IACS% (converted thermal conductivity of 245 W/mK) manufactured through LMD in Example 7.
- FIG. 10 is an optical microscope image of a cross section of a copper alloy/intermediate layer/steel material bonded body having an electrical conductivity of 38 IACS% (converted thermal conductivity of 158 W/mK) manufactured through LMD in Example 8.
- FIG. 10 is an SEM image of a cross section of a joined body of copper alloy/intermediate layer/steel material with electrical conductivity of 38 IACS% (converted thermal conductivity of 158 W/mK) manufactured through LMD in Example 8.
- FIG. Various positions in the thickness direction measured on the cross-section of the copper alloy/interlayer/steel joint with electrical conductivity of 38 IACS% (converted thermal conductivity of 158 W/mK) produced via LMD in Example 8. It is a diagram showing the Vickers hardness in A sample obtained by subjecting a copper alloy/intermediate layer/steel material joined body having an electrical conductivity of 38 IACS% (converted thermal conductivity of 158 W/mK) manufactured through LMD in Example 9 to a precipitation hardening treatment to be held at 450° C. for 3 hours. It is an optical microscope image of the cross section of.
- 1 is an SEM image of a cross section observed.
- Fig. 2 shows the Vickers hardness at various positions in the thickness direction, measured on a cross-section of 13 is an optical microscope image of a cross section of a copper alloy/steel LMD joined body before and after solution treatment in Example 13 (comparative).
- the joined body of the present invention comprises a first member made of a precipitation hardening copper alloy, and a second member joined to the first member at at least one joint interface and containing a layered product of steel materials. It is prepared.
- a cross section perpendicular to the bonding interface is observed with a scanning electron microscope (SEM)
- SEM scanning electron microscope
- voids having a length of 50 ⁇ m or more are present at the bonding interface in a direction parallel to the bonding interface.
- a bonded body having such a configuration has high adhesion at the interface between the copper alloy and the steel material, and can be obtained without subsequent precipitation hardening treatment accompanied by solution treatment (or only precipitation hardening treatment without solution treatment).
- the formation of the laminate can reduce the heat input, so that the precipitation hardening copper alloy under the laminate does not undergo overage softening (or the effect of overage softening even if it occurs). can be minor) and as a result high strength can be maintained as described above.
- the joined body of the present invention can utilize both the strength of the steel material and the thermal conductivity of the copper alloy by placing the steel material on the surface and the copper alloy on the back side, for example.
- this joined body as a mold or mold part such as a casting mold or an injection mold, it is possible to perform precise molding without deformation and maintain a long life (as a mold maintain durability).
- iron can be welded to this joined body, it is possible to obtain a mold or a mold component with good repairability and long life.
- the bonded body When a cross section perpendicular to the bonding interface is observed with a scanning electron microscope (SEM) (for example, at a magnification of 100), the bonded body has a length of 50 ⁇ m or more in a direction parallel to the bonding interface at the bonding interface. There are no voids with thickness. With such a configuration, it is virtually as if there are no voids at the bonding interface, so high adhesion between the copper alloy and the steel material, in other words, high bonding quality is ensured.
- SEM scanning electron microscope
- Examples of precipitation hardening copper alloys that make up the first member include chromium-copper alloys, chromium-zirconium-copper alloys, titanium-copper alloys, nickel-silicon-copper alloys, nickel-tin-copper alloys and beryllium-copper alloys, and any combination thereof. and more preferably a beryllium copper alloy.
- Examples of beryllium copper alloys include beryllium copper 25 alloy (JIS alloy number C1720, UNS number C17200), 11 alloy (JIS number C1751, UNS number C17510) and 10 alloy (UNS number C17500).
- a preferred example of a chromium-copper alloy is UNS alloy number C18200.
- Preferred examples of chromium zirconium copper alloys include UNS alloy number C18510 and EN material number CW106C.
- a preferred example of the titanium-copper alloy is JIS No. C1990.
- Preferred examples of nickel silicon copper alloys include UNS numbers C70250 and C70350.
- Preferred examples of nickel-tin-copper alloys include UNS alloy numbers C72700, C72950, C72900, and C96900.
- the beryllium copper 25 alloy is most preferable for mold applications from the viewpoint of the balance between thermal conductivity and strength.
- the precipitation hardening copper alloy preferably has a thermal conductivity of 90 to 350 W / m ⁇ ° C. and a Vickers hardness of HV130 to 430, and more It preferably has a thermal conductivity of 90 to 280 W/m ⁇ °C and a Vickers hardness of HV 250 to 430, more preferably a thermal conductivity of 90 to 135 W/m ⁇ °C and a Vickers hardness of HV 320 to 430.
- a precipitation hardening copper alloy with high thermal conductivity eg, 160 W / mK or more
- high thermal conductivity eg, 160 W / mK or more
- beryllium copper 11 alloy JIS number C1751
- the precipitation hardened copper alloy constituting the first member is subjected to solution treatment to adjust it to a low thermal conductivity (for example, less than 160 W / mK), and LMD
- the precipitation hardening copper alloy is preferably subjected to aging treatment (precipitation hardening treatment) to adjust the thermal conductivity to high (for example, 160 W/mK or more).
- the precipitation hardening copper alloy of the first member preferably has a thermal conductivity of 160 W/mK or more after precipitation hardening treatment.
- the precipitation hardening copper alloy at this time is preferably at least one selected from the group consisting of chromium copper alloys, chromium zirconium copper alloys, nickel silicon copper alloys and beryllium copper alloys.
- the first member (precipitation hardening copper alloy) preferably has a Vickers hardness of HV200 or more, more preferably HV250 or more, in a main portion excluding a portion within 1.0 mm from the joint interface in the thickness direction. More preferably, it is HV300 or more.
- beryllium copper 25 alloy JIS alloy number C1720
- the Vickers hardness of the main portion of the first member is typically HV500 or less, although the upper limit is not particularly limited.
- the first member (precipitation hardening copper alloy) is only subjected to precipitation hardening treatment without solution treatment if overage softening due to excessive heat input is not caused when the second member is formed.
- the hardness of the entire first member can be recovered. That is, it is possible to restore the hardness of the first member not only to the main portion of the first member, but also to a portion within 1.0 mm from the joint interface in the thickness direction.
- Formation of the second member, which does not cause overage softening of the first member due to excessive heat input is preferably accomplished by laser metal deposition (LMD).
- LMD laser metal deposition
- LMD provides the amount of heat necessary for lamination only to a specific narrow portion in a short time, so by selecting appropriate conditions, the first member is not overaged and softened, This is because the layer under the laminate-molded article (second member) can be a solution-treated layer having a curing potential.
- the first member composed of a precipitation hardening copper alloy has a Vickers hardness of HV200 or more over the entirety including a portion within 1.0 mm from the joint interface in the thickness direction and other main portions. and more preferably HV300 or higher.
- the upper limit of the Vickers hardness of the first member at this time is not particularly limited, it is typically HV500 or less.
- the preferred heat treatment temperature varies depending on the alloy type of the first member.
- the heat treatment temperature is preferably 280 to 340 ° C.
- beryllium copper 25 alloy JIS alloy number C1720
- beryllium copper 11 alloy JIS number C1751
- beryllium copper 10 alloy UNS number C17500
- nickel silicon copper alloy UNS C70250, C70350
- nickel-tin-copper alloys UNS alloy numbers C72700, C72950, C72900, C96900
- titanium copper alloys JIS number C1990
- chromium copper alloys UNS alloy number C18200
- chromium zirconium copper alloy UNS alloy number C18510, EN material number CW106C
- the second member includes a layered product of steel materials.
- a "laminate-molded article” is an article manufactured by a method of additive manufacturing, which is also called 3D printing. Therefore, it can be said that a laminate-molded article of iron and steel material is, for example, a molded article obtained by stacking powder of iron and steel material, layers of the powder, and the like, and is appropriately melted and solidified.
- the laminate-molded product (second member) of steel is preferably formed by laser metal deposition (LMD). According to LMD, it is possible to effectively avoid softening of the precipitation hardening copper alloy (first member) while effectively reducing voids at the joint interface.
- the adhesion at the interface between the copper alloy and the steel material is high, and even without performing the subsequent precipitation hardening treatment accompanied by the solution treatment (or by performing only the precipitation hardening treatment without the solution treatment) A copper alloy/steel joined body capable of maintaining strength can be effectively realized.
- steel materials constituting the second member include die steel (SKD), high speed tool steel (SKH), stainless steel (SUS), maraging steel, and any combination thereof, more preferably Die steel (SKD).
- a preferred example of die steel (SKD) is SKD61 (JIS G4404).
- Preferred examples of high speed tool steel (SKH) include SKH50 and SKH51 (both JIS G4403).
- Preferred examples of stainless steel (SUS) include SUS420 and SUS631 (both JIS G4305).
- the second member may further include an intermediate layer made of a dissimilar metal material on the surface in contact with the first member. That is, the second member can be a combination of steel material and a dissimilar metal material as an intermediate layer.
- the intermediate layer By providing the intermediate layer, there is an advantage that the degree of adhesion between the first member and the second member can be improved and the voids remaining at the joint interface can be reduced.
- the main component in the dissimilar metal material that constitutes the intermediate layer, the main component is an element that has high solid solubility with the material used for each of the second member and the first member, so that the There is an advantage that the degree of adhesion can be further improved and voids remaining at the bonding interface can be further reduced or completely prevented.
- the dissimilar metal material that constitutes the intermediate layer is preferably an alloy containing Ni as a main component.
- a constituent nickel-chromium-iron alloy may be mentioned.
- "mainly containing Ni” means that the content of Ni in the dissimilar metal is typically 50% by weight or more, more typically 50 to 85% by weight.
- the steel material in the second member preferably has a Vickers hardness of HV300 or more, more preferably HV400 or more, and still more preferably HV500, in the main portion excluding the portion within 1.0 mm from the joint interface in the thickness direction. That's it.
- the upper limit of the Vickers hardness of the main portion of the steel material is not particularly limited, it is typically HV1000 or less.
- the joined body of the present invention can be used for various applications, but it is possible to make use of both the advantages of precipitation hardening copper alloys (high thermal conductivity and high strength) and the advantages of steel materials (e.g., extremely high strength). It is preferable to use it for purposes.
- Such applications include, for example, molds or mold parts.
- materials such as functional parts for automobiles often contain engineering plastics and glass fibers in order to reduce weight and improve strength. , the hard glass fibers wear out the copper alloy.
- the steel material is peeled off during molding.
- an article selected from molds and mold parts comprising a joint as described above.
- the bonded body according to this aspect can be used as a mold, for example, a casting mold or an injection mold, to enable precise molding without deformation, and maintain a long life (durability as a mold). (maintaining sexuality).
- the bonded body of the present invention can be preferably manufactured using laser metal deposition (LMD).
- LMD laser metal deposition
- a large heat input is required in the conventional joining methods such as TIG welding, laser welding, and welding by diffusion bonding.
- the copper alloy which has a relatively low softening point, exceeds its softening temperature and softens.
- solution treatment and subsequent precipitation hardening treatment can be performed, but this solution treatment causes the expansion of voids at the joint interface between the copper alloy and the steel material.
- the heat input can be relatively concentrated, but because copper itself strongly reflects the laser light, it is generally the desired It is difficult to obtain conjugates.
- hydrogen is generated by entraining the atmosphere during welding, causing porosity (also known as blowholes, cavity-type welding defects formed by gas being trapped during solidification of the weld metal).
- porosity also known as blowholes, cavity-type welding defects formed by gas being trapped during solidification of the weld metal.
- problems such as occurrence of solidification cracks due to the difference in melting point between the copper alloy and the steel material. In this regard, the above problem can be conveniently avoided by adopting the LMD.
- LMD is a welding method different from laser welding.
- a description of the LMD is as follows. First, a laser beam locally heats the base material (copper alloy in the present invention) to form a molten pool. Fine metal powder (steel material powder in the present invention) is directly injected into the molten pool from the nozzle of the processing optical head. The powder melts there and bonds with the matrix. Multiple layers can be built up on top of each other as desired, with the working optical head moved over the base material under automated control to form lines, planes and specific shapes.
- laser welding is a method of joining metals by locally melting and solidifying metals by irradiating laser light as a heat source in a focused state mainly on metals.
- a first member composed of a precipitation hardening copper alloy that has been solution treated or solution treated and aged is provided, and (b) the first member is
- the joined body of the present invention can be manufactured by forming, as the second member, a laminate-molded product made of steel materials by LMD using powder of steel materials on or above the surface. Specifically, it is as follows.
- a first member made of a precipitation hardening copper alloy is prepared.
- the precipitation hardening copper alloy the one described above can be used. Therefore, a preferred precipitation hardening copper alloy is at least one selected from the group consisting of a chromium copper alloy, a chromium zirconium copper alloy, a titanium copper alloy, a nickel silicon copper alloy, a nickel tin copper alloy, and a beryllium copper alloy, Beryllium-copper alloys are particularly preferred.
- the precipitation hardening copper alloy used as the first member is preferably one that has undergone solution treatment, or solution treatment and aging treatment. By doing so, the precipitation hardening copper alloy can be refined to exhibit the desired high strength.
- the solution treatment and the aging treatment may be performed according to known conditions according to the precipitation hardening copper alloy to be used, and are not particularly limited.
- the precipitation hardening copper alloy may be subjected to at least a solution treatment, and the aging treatment may be omitted as long as the desired properties can be obtained. This is because even if aging treatment is not performed, heat input by LMD may be substituted for aging treatment.
- the thermal conductivity is high (for example, 160 W / mK or more (this value can be converted from the conductivity actually measured with an eddy current conductivity meter, and the conductivity is 38.32 IACS% or more
- a precipitation hardening copper alloy e.g. beryllium copper 11 alloy (JIS number C1751)
- the second by laser metal deposition (LMD) Lamination of members (steel materials) and intermediate layers can be difficult.
- the precipitation hardened copper alloy constituting the first member is subjected to solution treatment to adjust it to a low thermal conductivity (for example, less than 160 W / mK), and LMD
- the precipitation hardening copper alloy is preferably subjected to aging treatment (precipitation hardening treatment) to adjust the thermal conductivity to high (for example, 160 W/mK or more).
- the precipitation hardening copper alloy has a thermal conductivity of 160 W/mK or more after precipitation hardening treatment, (i) before forming the second member, the precipitation hardening copper alloy constituting the first member has a thermal conductivity of 160 W (ii) after forming the second member, the precipitation hardening copper alloy forming the first member is subjected to a precipitation hardening treatment so as to have a thermal conductivity of less than /mK; Then, the thermal conductivity of the precipitation hardening copper alloy is preferably adjusted to 160 W/mK or more.
- the precipitation hardening copper alloy at this time is preferably at least one selected from the group consisting of chromium copper alloys, chromium zirconium copper alloys, nickel silicon copper alloys and beryllium copper alloys.
- the preferred steel material is composed of at least one selected from the group consisting of die steel (SKD), high speed tool steel (SKH), stainless steel (SUS), and maraging steel.
- the particle size of the iron and steel powder is not particularly limited as long as layered manufacturing by LMD is possible.
- the volume-based D50 particle size may be 10 to 100 ⁇ m.
- a layered product (second member) composed of steel material is formed on the copper alloy.
- the feed speed of the first member (copper alloy) to the nozzle is preferably 100-2000 mm/min, more preferably 300-1200 mm/min, and still more preferably 600-1000 mm/min.
- the spot diameter of the nozzle through which the steel material powder is injected is preferably 0.4 to 8.5 mm, more preferably 0.4 to 4.5 mm, still more preferably 0.6 to 3.5 mm.
- the average feed mass of the powder is preferably 40 g/min or less, more preferably 1.0 to 18.0 g/min, still more preferably 1.6 to 9.0 g/min. Average feed mass is calculated on a total time basis including intermittent and cooling time.
- Formation of a layered product by LMD is preferably carried out at an average heat input of 2000 W/sec ⁇ mm 2 below, more preferably 200 to 1300 W/sec ⁇ mm 2 , still more preferably 250 to 1100 W/sec ⁇ mm. 2 .
- Average heat input is calculated on a total time basis including intermittent and cooling time. The average heat input can be calculated by dividing the laser output (W) per second by the area of the spot diameter (mm 2 ). For example, when the LMD spot diameter is 3.5 mm in diameter and the laser output per second is 2600 W, these values are used to calculate 2600 / ((3.5/2) 2 ⁇ 3.14), the average The heat input is calculated to be approximately 270 W/sec ⁇ mm 2 .
- the output of the laser used for LMD is preferably 100-4000W, more preferably 200-3000W, still more preferably 300-2600W.
- the interlayer cooling time in LMD (that is, the cooling time until the next layer is laminated after forming one layer in LMD) is preferably 3 seconds or more, more preferably 100 seconds or more, and still more preferably 200 seconds or longer.
- precipitation hardening treatment may be performed by holding the joined body at a temperature of 280 to 340° C. for 30 minutes to 5 hours.
- the softening of the copper alloy occurs due to the heat input during the joining of the precipitation hardening copper alloy and the steel material.
- This softening can be recovered by solution treatment and subsequent precipitation hardening treatment, but solution treatment in particular requires heat treatment in a high temperature range of 700 to 1000 ° C, so the gaps at the joint interface are wider. This will cause premature flaking of the steel material.
- the first member made of the precipitation hardening copper alloy has a Vickers of HV 200 or more over the entirety including a portion within 1.0 mm from the joining interface in the thickness direction and other main portions. It can have hardness.
- the first member is not held at a temperature of 400°C or higher for 10 minutes or longer, and the first member is not held at a temperature of 500°C or higher for 3 minutes or longer. is desired.
- the bonded body according to the present invention can exhibit the desired high strength without high-temperature heat treatment such as solution treatment (which softens the copper alloy and causes the generation and expansion of voids).
- solution treatment which softens the copper alloy and causes the generation and expansion of voids.
- the formation of a laminate-molded product by LMD is performed under the above conditions (e.g., feed rate, laser output, It is desirable to adjust the interlayer cooling time, the average supply mass of the powder, and the heat capacity of the first member).
- the second member includes an intermediate layer
- an intermediate layer of a dissimilar metal material on the copper alloy by lamination manufacturing by LMD on this intermediate layer, the above (b) Laminate manufacturing of steel materials by LMD
- an alloy powder containing dissimilar metals other than Cu and Fe as main components is applied to the surface of the first member.
- a step of forming an intermediate layer with the LMD used is further included, and formation of a laminate-molded article composed of the steel material is performed on the surface of the intermediate layer with the LMD using the powder of the steel material.
- the dissimilar metal material constituting the intermediate layer is preferably an alloy containing Ni as a main component.
- examples of such dissimilar metals include nickel alloys, more preferably Ni.
- a nickel-chromium-iron alloy as a main component is mentioned.
- Example 1 A bonded body of copper alloy/steel material was manufactured by laser metal deposition (LMD) as follows. First, a copper alloy plate (beryllium copper 25 alloy (JIS alloy number C1720), dimension 100 mm ⁇ 50 mm, thickness 10 mm) was prepared. This copper alloy plate is previously subjected to solution treatment and aging treatment. The surface of the copper alloy plate to be used for joining with the steel material was washed with acetone. Using a laser additive manufacturing device (model name: MU-6300V LASER EX, manufactured by Okuma Corporation), iron and steel powder (made of die steel (JIS G4404 SKD61), nominal particle size: - 90/+45 ⁇ m) was supplied and melted to form a layered product.
- LMD laser metal deposition
- This LMD moves the copper alloy plate in the desired direction relative to the nozzle from which the steel powder is injected under the following conditions: ⁇ Carrier gas: He ⁇ Laser output: 1400W ⁇ Average heat input: 146 W/sec ⁇ mm 2 (calculated based on total time including intermittent and cooling time) ⁇ Spot diameter: 3.5 mm in diameter ⁇ Average supply mass of steel powder: 7.8 g / min (calculated on a total time basis including intermittent and cooling time) ⁇ Feeding speed of copper alloy plate: 800 mm / min ⁇ Interlayer cooling time: 220 seconds (cooling time until the next layer is laminated after forming one layer with LMD) I went with Thus, an LMD joined body of the first member made of copper alloy and the second member made of steel was obtained.
- the copper alloy (first member) is not held at a temperature of 400 ° C. or higher for 10 minutes or more, and is also held at a temperature of 500 ° C. or higher for 3 minutes or more. I didn't. Therefore, solution treatment was not performed on the joined body after LMD. The following evaluations were carried out on the joined body of copper alloy/steel material thus obtained.
- ⁇ Vickers hardness measurement> The Vickers hardness at various positions in the thickness direction (perpendicular to the bonding interface) of the bonded body was measured according to JIS Z 2244:2009. Table 1 shows the Vickers hardness HV of each of the first member made of copper alloy and the second member made of steel. Also shown in FIG. 1C is a plot of Vickers hardness (HV) at various locations near the bond interface.
- the horizontal axis in FIG. 1C means the distance (mm) from the joint interface in the joined body, and the plus (+) side is the second member made of steel material, and the minus (-) side is copper alloy.
- Each corresponds to a first member to be constructed.
- Example 2 A bonded body manufactured under the same conditions as in Example 1 was subjected to precipitation hardening treatment without solution treatment.
- the joined body was placed in a general-purpose heat treatment furnace, heated in a nitrogen atmosphere at a rate of 10° C./min, held at 315 ⁇ 5° C. for 3 hours, and then cooled in the furnace to reach room temperature. It was carried out by taking it out later.
- ⁇ Vickers hardness measurement> The Vickers hardness was measured at various positions in the thickness direction of the joined body (direction perpendicular to the joint interface) in the same manner as in Example 1.
- Table 1 shows the Vickers hardness HV of the first member made of copper alloy and the second member made of steel. Also shown in FIG. 2C is a plot of Vickers hardness (HV) at various locations near the bond interface. The view of the horizontal axis of FIG. 2C is as described with respect to FIG. 1C.
- Example 3 A joined body of copper alloy/intermediate layer/steel material was manufactured by laser metal deposition (LMD) as follows. First, a copper alloy plate similar to that of Example 1 was prepared. The surface of the copper alloy plate used for bonding with the intermediate layer was washed with acetone. Using a laser additive manufacturing device (model name: MU-6300V LASER EX, manufactured by Okuma Co., Ltd.), powder (Ni content is 50% by weight or more) that constitutes an intermediate layer on the joint surface of the copper alloy plate by LMD A nickel-chromium-iron alloy, nominal particle size: -90/+15 ⁇ m) was fed and melted to form an intermediate layer laminate.
- LMD laser metal deposition
- This LMD moves the copper alloy plate in the desired direction relative to the nozzle from which the powder constituting the intermediate layer is injected, while the following conditions: ⁇ Carrier gas: He ⁇ Laser output: 1000W ⁇ Average heat input: 263 W/sec ⁇ mm 2 (calculated based on total time including intermittent and cooling time) ⁇ Spot diameter: 2.2 mm in diameter ⁇ Average supply mass of steel powder: 4.2 g / min (calculated on a total time basis including intermittent and cooling time) ⁇ Feeding speed of copper alloy plate: 800 mm / min ⁇ Interlayer cooling time: 150 seconds (cooling time until the next layer is laminated after forming one layer with LMD) I went with
- iron and steel powder (made of die steel (JIS G4404 SKD61), nominal particle size: -90 / +45 ⁇ m) is supplied to the intermediate layer and melted, thereby forming a lamination-molded article. was formed.
- This LMD moves the copper alloy plate laminated with the intermediate layer in the desired direction relative to the nozzle from which the steel powder is injected, under the following conditions: ⁇ Carrier gas: He ⁇ Laser output: 1050W ⁇ Average heat input: 198 W/sec ⁇ mm 2 (calculated based on total time including intermittent and cooling time) ⁇ Spot diameter: 2.6 mm in diameter ⁇ Average supply mass of steel powder: 5.6 g / min (calculated on a total time basis including intermittent and cooling time) ⁇ Feeding speed of copper alloy plate: 800 mm / min ⁇ Interlayer cooling time: 105 seconds (cooling time until the next layer is laminated after forming one layer with LMD) I went with Thus, an LMD joined body of the first member made of the copper alloy and the intermediate layer and the second member made of the steel material was obtained.
- the copper alloy (first member) is not held at a temperature of 400 ° C. or higher for 10 minutes or more, and is also held at a temperature of 500 ° C. or higher for 3 minutes or more. I didn't. Therefore, solution treatment was not performed on the joined body after LMD.
- ⁇ Vickers hardness measurement> The Vickers hardness was measured at various positions in the thickness direction of the joined body (direction perpendicular to the joint interface) in the same manner as in Example 1.
- Table 1 shows the Vickers hardness HV of steel materials in the first member and the second member made of a copper alloy.
- FIG. 3C Also shown in FIG. 3C is a plot of Vickers hardness (HV) at various locations near the bond interface.
- the horizontal axis in FIG. 3C means the distance (mm) from the joint interface in the joined body. Each corresponds to the first member composed of.
- Example 4 A bonded body manufactured under the same conditions as in Example 3 was subjected to precipitation hardening treatment without solution treatment.
- the joined body was placed in a general-purpose heat treatment furnace, heated in a nitrogen atmosphere at a rate of 10° C./min, held at 315 ⁇ 5° C. for 3 hours, and then cooled in the furnace to reach room temperature. It was carried out by taking it out later.
- ⁇ Vickers hardness measurement> The Vickers hardness was measured at various positions in the thickness direction of the joined body (direction perpendicular to the joint interface) in the same manner as in Example 1.
- Table 1 shows the Vickers hardness HV of steel materials in the first member and the second member made of a copper alloy.
- FIG. 4C Also shown in FIG. 4C is a plot of Vickers hardness (HV) at various locations near the bond interface.
- the horizontal axis in FIG. 4C means the distance (mm) from the joint interface in the joined body. Each corresponds to the first member composed of.
- Example 5 A bonded body of copper alloy/steel material was manufactured by TIG welding as follows. First, a copper alloy plate (beryllium copper 25 alloy (JIS alloy number C1720), dimension 100 mm ⁇ 50 mm, thickness 10 mm) was prepared. This copper alloy plate is previously subjected to solution treatment and aging treatment. The surface of the copper alloy plate to be used for joining with the steel material was washed with acetone. On the other hand, a welding rod (0.1 to 1.0 mm in diameter) made of die steel (JIS G4404 SKD61) was prepared, and its surface was washed with acetone. A steel material layer was formed on the copper alloy plate surface by TIG welding using a welding rod (steel material).
- a welding rod 0.1 to 1.0 mm in diameter
- This TIG welding was performed by applying an arc discharge between a tungsten electrode (diameter 3.2 mm) and a copper alloy plate at a welding current of 250 A to melt the welding rod while applying Ar gas to the welding point.
- a TIG-welded joined body of the first member made of the copper alloy and the second member made of the steel material was obtained.
- the same evaluation as in Example 1 was performed on the resulting joined body.
- the results were as shown in FIGS. 5A-5C and Table 1.
- the vertical axis in FIG. 5C means the distance (mm) from the joint interface in the joined body. corresponding to the first member.
- Example 6 A joined body of copper alloy/steel material was manufactured by laser welding as follows. First, a copper alloy plate (beryllium copper 25 alloy (JIS alloy number C1720), dimension 100 mm ⁇ 50 mm, thickness 10 mm) was prepared. This copper alloy plate is previously subjected to solution treatment and aging treatment. The surface of the copper alloy plate to be used for joining with the steel material was washed with acetone. On the other hand, a welding rod (0.1 to 1.0 mm in diameter) made of die steel (JIS G4404 SKD61) was prepared, and its surface was washed with acetone. A steel material layer was formed on the copper alloy plate surface by laser welding using a welding rod (steel material).
- a welding rod 0.1 to 1.0 mm in diameter
- This laser welding was performed by irradiating a YAG laser (laser output: 5 kW) to melt the welding rod while applying Ar gas to the welded portion.
- the welding speed at this time was 1.5 m/min.
- a laser-welded joined body of the first member made of copper alloy and the second member made of steel was obtained.
- the same evaluation as in Example 1 was performed on the resulting joined body.
- the results were as shown in FIGS. 6A-6C and Table 1.
- the view of the vertical axis in FIG. 6C is as described with respect to FIG. 5C.
- Example 7 A joined body of copper alloy/intermediate layer/steel material was manufactured by laser metal deposition (LMD) as follows. First, a copper alloy plate (beryllium copper 11 alloy (JIS number C1751), hardness HV 245-270, electrical conductivity 61 IACS% (converted thermal conductivity 245 W/mk), dimensions 100 mm ⁇ 50 mm, thickness 10 mm) was prepared. This copper alloy plate is previously subjected to solution treatment and aging treatment. The surface of the copper alloy plate used for bonding with the intermediate layer was washed with acetone.
- LMD laser metal deposition
- This LMD moves the copper alloy plate in the desired direction relative to the nozzle from which the powder constituting the intermediate layer is injected, while the following conditions: ⁇ Carrier gas: He ⁇ Laser output: 1600W ⁇ Average heat input: 302 W/sec ⁇ mm 2 (calculated based on total time including intermittent and cooling time) ⁇ Spot diameter: 2.6 mm in diameter ⁇ Average supply mass of steel powder: 4.2 g / min (calculated on a total time basis including intermittent and cooling time) ⁇ Feeding speed of copper alloy plate: 600 mm / min ⁇ Interlayer cooling time: 150 seconds (cooling time until the next layer is laminated after forming one layer with LMD) I went with
- iron and steel powder (made of die steel (JIS G4404 SKD61), nominal particle size: -90 / +45 ⁇ m) is supplied to the intermediate layer and melted, thereby forming a lamination-molded article. was formed.
- This LMD moves the copper alloy plate laminated with the intermediate layer in the desired direction relative to the nozzle from which the steel powder is injected, under the following conditions: ⁇ Carrier gas: He ⁇ Laser output: 1050W ⁇ Average heat input: 198 W/sec ⁇ mm 2 (calculated based on total time including intermittent and cooling time) ⁇ Spot diameter: 2.6 mm in diameter ⁇ Average supply mass of steel powder: 5.6 g / min (calculated on a total time basis including intermittent and cooling time) ⁇ Feeding speed of copper alloy plate: 800 mm / min ⁇ Interlayer cooling time: 105 seconds (cooling time until the next layer is laminated after forming one layer with LMD) I went with Thus, an LMD joined body of the first member made of the copper alloy and the intermediate layer and the second member made of the steel material was obtained.
- the copper alloy (first member) is not held at a temperature of 400 ° C. or higher for 10 minutes or more, and is also held at a temperature of 500 ° C. or higher for 3 minutes or more. I didn't. Therefore, solution treatment was not performed on the joined body after LMD.
- ⁇ Vickers hardness measurement> The Vickers hardness was measured at various positions in the thickness direction of the joined body (direction perpendicular to the joint interface) in the same manner as in Example 1.
- Table 1 shows the Vickers hardness HV of steel materials in the first member and the second member made of a copper alloy.
- FIG. 7C Also shown in FIG. 7C is a plot of Vickers hardness (HV) at various locations near the bond interface.
- the horizontal axis in FIG. 7C means the distance (mm) from the joint interface in the joined body. Each corresponds to the first member composed of.
- Example 8 A joined body of copper alloy/intermediate layer/steel material was manufactured by laser metal deposition (LMD) as follows. First, a copper alloy plate (beryllium copper 11 alloy (JIS number C1751), hardness HV 105-120, electrical conductivity 38IACS% (converted thermal conductivity 158W/mk), dimensions 100mm x 50mm, thickness 10mm) was prepared. This copper alloy plate was previously subjected to only solution treatment. The surface of the copper alloy plate used for bonding with the intermediate layer was washed with acetone.
- LMD laser metal deposition
- This LMD moves the copper alloy plate in the desired direction relative to the nozzle from which the powder constituting the intermediate layer is injected, while the following conditions: ⁇ Carrier gas: He ⁇ Laser output: 1600W ⁇ Average heat input: 302 W/sec ⁇ mm 2 (calculated based on total time including intermittent and cooling time) ⁇ Spot diameter: 2.6 mm in diameter ⁇ Average supply mass of steel powder: 4.2 g / min (calculated on a total time basis including intermittent and cooling time) ⁇ Feeding speed of copper alloy plate: 800 mm / min ⁇ Interlayer cooling time: 150 seconds (cooling time until the next layer is laminated after forming one layer with LMD) I went with
- iron and steel powder (made of die steel (JIS G4404 SKD61), nominal particle size: -90 / +45 ⁇ m) is supplied to the intermediate layer and melted, thereby forming a lamination-molded article. was formed.
- This LMD moves the copper alloy plate laminated with the intermediate layer in the desired direction relative to the nozzle from which the steel powder is injected, under the following conditions: ⁇ Carrier gas: He ⁇ Laser output: 1050W ⁇ Average heat input: 198 W/sec ⁇ mm 2 (calculated based on total time including intermittent and cooling time) ⁇ Spot diameter: 2.6 mm in diameter ⁇ Average supply mass of steel powder: 5.6 g / min (calculated on a total time basis including intermittent and cooling time) ⁇ Feeding speed of copper alloy plate: 800 mm / min ⁇ Interlayer cooling time: 105 seconds (cooling time until the next layer is laminated after forming one layer with LMD) I went with Thus, an LMD joined body of the first member made of the copper alloy and the intermediate layer and the second member made of the steel material was obtained.
- the copper alloy (first member) is not held at a temperature of 400 ° C. or higher for 10 minutes or more, and is also held at a temperature of 500 ° C. or higher for 3 minutes or more. I didn't. Therefore, solution treatment was not performed on the joined body after LMD.
- ⁇ Vickers hardness measurement> The Vickers hardness was measured at various positions in the thickness direction of the joined body (direction perpendicular to the joint interface) in the same manner as in Example 1.
- Table 1 shows the Vickers hardness HV of steel materials in the first member and the second member made of a copper alloy.
- FIG. 8C Also shown in FIG. 8C is a plot of Vickers hardness (HV) at various locations near the bond interface.
- the horizontal axis in FIG. 8C means the distance (mm) from the joint interface in the joined body. Each corresponds to the first member composed of.
- Example 9 A bonded body produced under the same conditions as in Example 8 was subjected to precipitation hardening treatment without solution treatment.
- the bonded body was placed in a general-purpose heat treatment furnace, the temperature was raised at a rate of 10 ° C./min in a nitrogen atmosphere, and the temperature was maintained at 450 ⁇ 5 ° C. for 3 hours, and then cooled in the furnace to reach room temperature. It was carried out by taking it out later. It can be said that the thermal conductivity of the precipitation hardening copper alloy of the first member was adjusted to 160 W/mK or more by this precipitation hardening treatment.
- ⁇ Vickers hardness measurement> The Vickers hardness was measured at various positions in the thickness direction of the joined body (direction perpendicular to the joint interface) in the same manner as in Example 1.
- Table 1 shows the Vickers hardness HV of steel materials in the first member and the second member made of a copper alloy.
- FIG. 9C Also shown in FIG. 9C is a plot of Vickers hardness (HV) at various locations near the bond interface.
- the horizontal axis in FIG. 9C means the distance (mm) from the joint interface in the joined body. Each corresponds to the first member composed of.
- Examples 10-12 (reference) Using LMD, a joined body was produced by laminating a steel material (second member) on the outer periphery of a copper alloy round bar (first member). Specifically, using a laser additive manufacturing device (model name: MU-6300V LASER EX, manufactured by Okuma Corporation), LMD is used to make a round bar (diameter 10 mm) made of beryllium copper 25 alloy (JIS alloy number C1720). , steel powder (die steel (JIS G4404 SKD61)) was supplied to manufacture a joined body of copper alloy/steel material. At this time, LMD was performed under various conditions shown in Table 2 (laser irradiation spot diameter, laser output, feeding speed and interlayer cooling time).
- the Vickers hardness of the cross section of the copper alloy in the obtained joined body was measured in the same manner as in Example 1.
- Table 2 shows the Vickers hardness at each position of 0.5 mm, 1.0 mm, and 2.0 mm from the joint interface in the copper alloy portion of the joined body produced in each example.
- the joined bodies obtained in Examples 8 and 9 had a Vickers hardness of HV300 or more, so during and after LMD, the first member was heated at a temperature of 400 ° C. or more for 10 minutes or more. It can be said that the first member was not held at a temperature of 500° C. or higher for 3 minutes or longer.
- the temperature conditions were controlled by changing the laser spot diameter, laser output, feed rate, and interlayer cooling time, but depending on the heat capacity and heat history, supply from the process nozzle
- a method of changing the LMD conditions such as the gas flow rate and the powder supply amount may be implemented.
- the method of changing the LMD conditions and the cooling step using coolant or the like or the step of adding a cooling time may be performed at the same time.
- Example 13 (Comparison) The copper alloy/steel LMD joint produced in Example 1 was subjected to a solution treatment including heating at 800° C. for 1 hour. When the polished cross section including the bonding interface was observed with an optical microscope at a magnification of 250 times, the image shown in FIG. 10 was obtained. Note that FIG. 10 also shows a cross-sectional image of the joined body before solution treatment. Precipitation hardening copper alloys have the characteristic of recovering their strength by performing solution treatment at high temperatures and precipitation hardening near Tm/2 (where Tm means the melting point), as can be seen from FIG. When a copper alloy/steel joined body is subjected to high-temperature treatment such as solution treatment, separation occurs due to the difference in thermal expansion.
- the first member is not held at a temperature of 400 ° C. or higher for 10 minutes or more, and the first member is held at a temperature of 500 ° C. or higher for 3 minutes or more. This supports the aforementioned fact that it is preferable not to have
- the joined body shown in FIG. 10 is a joined body manufactured by LMD, the same phenomenon occurs in TIG welded joined bodies and laser welded joined bodies. Therefore, it is desirable to avoid softening at the time of joining. This also applies to the diffusion bonded body, which is softened by heating during bonding.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
Abstract
銅合金と鉄鋼材の界面の密着性が高く、かつ、その後の溶体化処理を伴う析出硬化処理を行わなくても(あるいは溶体化処理を伴わない析出硬化処理のみを行うことにより)高強度を維持することが可能な銅合金/鉄鋼材の接合体が提供される。この接合体は、析出硬化型銅合金で構成される第一部材と、第一部材に少なくとも1つの接合界面で接合された、鉄鋼材の積層造形物を含む第二部材とを備えたものである。接合体は、接合界面に対して垂直な断面を走査型電子顕微鏡(SEM)で観察した場合に、接合界面において該接合界面と平行な方向に50μm以上の長さを有する空隙が存在していない。
Description
本発明は、銅合金と鉄鋼材の接合体及びその製造方法に関する。
従来より、金型の種類として、射出成形等を行うプラスチック用金型(例えば、金型入子)や、アルミニウム合金等の加工を行うダイカスト金型(例えば、ガス抜き用チンベルト)等が知られており、その他にも水栓金具用金型といった様々なものがある。プラスチック用金型を例にとる場合、ドアやスポイラー等の自動車用内外装部品や、インテークマニホールドやECUケース等の自動車用機能部品等が金型により製造される。特に自動車用機能部品はその形状が複雑であるため、金型による成型を行う場合、部品材料を迅速に冷却する必要がある。この点、銅は高い熱伝導性を有する材料として知られており、銅合金を金型として使用することが考えられる。
また、銅合金よりも高い強度を局所的に必要とする用途において、銅合金と鉄鋼材を接合することが行われている。例えば、特許文献1(特開2019-123118号公報)には、可動型と固定型との間のキャビティに充填する溶融樹脂の合流部でガスを排出するガス抜き孔を備えた射出成形用金型が開示されており、ガス抜き孔が、鉄鋼材料と銅合金材料(ベース部材とスペーサ部材)の拡散接合によって形成されることが開示されている。かかる構成により、必要な強度を鉄鋼材によって確保しながら、その熱伝導性を銅合金材料によって高めることができるとされている。
自動車用機能部品等の材料には、軽量化や強度向上のためにエンジニアリングプラスチックやガラス繊維を含むことが多く、このような材料を銅合金の金型を用いて成型した場合、固いガラス繊維により銅合金が摩耗してしまう。また、銅合金をコーティングした金型を用いた場合には、成型により銅合金が剥がれてしまう。これに対して、鉄鋼材の内部に銅合金を接合した金型を用いることで、迅速に材料を冷却しながらも銅合金の摩耗や剥離といった問題を解消することが考えられる。
鉄鋼材と銅合金の接合には、溶射や溶接等の方法が従来用いられてきたが、銅合金は軟化点が低いことや、銅合金と鉄鋼材との熱収縮の程度の違い等により、接合界面に空隙や凝固割れが発生しやすく、密着性が十分とはいえなかった。また、比較的強度の高い銅合金である析出硬化型銅合金を金型として用いることが望まれるものの、これを用いた場合は銅合金の軟化点が300~500℃という低温度であるため、鉄鋼材との接合時の入熱により銅合金の軟化が発生していた。この軟化は溶体化処理及びそれに続く析出硬化処理により回復することができるが、溶体化処理においては700~1000℃という高温域での熱処理が必要となるため、接合界面における空隙等がより広がってしまい、鉄鋼材の早期剥離を誘発してしまう。これは、特許文献1で採用されるような拡散接合法においても同様である。このように、析出硬化型銅合金と鉄鋼材の接合は、密着性低下と強度低下の2つの観点で問題があった。
本発明者らは、今般、析出硬化型銅合金にレーザーメタルデポジション(LMD)で鉄鋼材の積層造形物を形成することにより、銅合金と鉄鋼材の界面の密着性が高く、かつ、その後の溶体化処理を伴う析出硬化処理を行わなくても(あるいは溶体化処理を伴わない析出硬化処理のみを行うことにより)、高強度を維持することが可能な銅合金/鉄鋼材の接合体を提供できるとの知見を得た。
したがって、本発明の目的は、銅合金と鉄鋼材の界面の密着性が高く、かつ、その後の溶体化処理を伴う析出硬化処理を行わなくても(あるいは溶体化処理を伴わない析出硬化処理のみを行うことにより)、高強度を維持することが可能な銅合金/鉄鋼材の接合体及びその製造方法を提供することにある。
本発明によれば、以下の態様が提供される。
[態様1]
析出硬化型銅合金で構成される第一部材と、前記第一部材に少なくとも1つの接合界面で接合された、鉄鋼材の積層造形物を含む第二部材とを備えた接合体であって、
前記接合体は、前記接合界面に対して垂直な断面を走査型電子顕微鏡(SEM)で観察した場合に、前記接合界面において該接合界面と平行な方向に50μm以上の長さを有する空隙が存在していない、接合体。
[態様2]
前記鉄鋼材の積層造形物が、レーザーメタルデポジション(LMD)により形成されたものである、態様1に記載の接合体。
[態様3]
前記第一部材は、厚さ方向における前記接合界面から1.0mm以内の部分を除いた主要部分が、HV200以上のビッカース硬さを有する、態様1又は2に記載の接合体。
[態様4]
前記第一部材が、厚さ方向における前記接合界面から1.0mm以内の部分及びそれ以外の主要部分を含む全体にわたって、HV200以上のビッカース硬さを有する、態様1~3のいずれか一つに記載の接合体。
[態様5]
前記第二部材における前記鉄鋼材は、厚さ方向における前記接合界面から1.0mm以内の部分を除いた主要部分が、HV300以上のビッカース硬さを有する、態様1~4のいずれか一つに記載の接合体。
[態様6]
前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、チタン銅合金、ニッケルシリコン銅合金、ニッケルスズ銅合金及びベリリウム銅合金からなる群から選択される少なくとも1種である、態様1~5のいずれか一つに記載の接合体。
[態様7]
前記析出硬化型銅合金が、ベリリウム銅合金である、態様6に記載の接合体。
[態様8]
前記鉄鋼材が、ダイス鋼(SKD)、高速度工具鋼(SKH)、ステンレス鋼(SUS)、及びマルエージング鋼からなる群から選択される少なくとも1種で構成される、態様1~7のいずれか一つに記載の接合体。
[態様9]
前記第二部材が、前記第一部材と接する面に、異種金属材で構成される中間層をさらに備える、態様1~8のいずれか一つに記載の接合体。
[態様10]
前記中間層を構成する異種金属材が、Niを主成分とする合金である、態様9に記載の接合体。
[態様11]
前記中間層を構成する異種金属材が、Niを主成分とするニッケル-クロム-鉄合金である、態様9又は10に記載の接合体。
[態様12]
前記接合体が、前記接合界面に対して垂直な断面を走査型電子顕微鏡(SEM)で観察した場合に、前記接合界面において該接合界面と平行な方向に10μm以上の長さを有する空隙が存在していない、態様9~11のいずれか一つに記載の接合体。
[態様13]
前記第一部材の前記析出硬化型銅合金が、析出硬化処理後に160W/mK以上の熱伝導率を有する、態様2~12のいずれか一つに記載の接合体。
[態様14]
前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、ニッケルシリコン銅合金及びベリリウム銅合金からなる群から選択される少なくとも1種である、態様13に記載の接合体。
[態様15]
態様1~14のいずれか一つに記載の接合体を含む、金型及び金型部品から選択される、物品。
[態様16]
態様1~14のいずれか一つに記載の接合体の製造方法であって、
溶体化処理、又は溶体化処理及び時効処理が施された析出硬化型銅合金で構成される第一部材を用意する工程と、
前記第一部材の表面又はその上方に、鉄鋼材の粉末を用いたレーザーメタルデポジション(LMD)により前記鉄鋼材で構成される積層造形物を第二部材として形成し、それにより接合体を得る工程と、
を含む、接合体の製造方法。
[態様17]
前記方法が、前記鉄鋼材で構成される積層造形物の形成に先立ち、前記第一部材の表面に、Cu及びFe以外の異種金属を主成分とする合金の粉末を用いたLMDにより中間層を形成する工程をさらに含み、
前記鉄鋼材の粉末を用いたLMDによる前記鉄鋼材で構成される積層造形物の形成が、前記中間層の表面に対して行われる、態様16に記載の方法。
[態様18]
前記析出硬化型銅合金が、析出硬化処理後に160W/mK以上の熱伝導率を有するものであり、この場合、
前記第二部材の形成前において、前記第一部材を構成する前記析出硬化型銅合金は、160W/mK未満の熱伝導率を有するように溶体化処理が施されたものであり、
前記第二部材の形成後において、前記第一部材を構成する前記析出硬化型銅合金に析出硬化処理が施されて、前記析出硬化型銅合金の熱伝導率が160W/mK以上に調整される、態様16又は17に記載の方法。
[態様19]
前記積層造形物の形成後、前記接合体を280~530℃の温度で30分~5時間保持することにより析出硬化処理を行う工程をさらに含む、態様16~18のいずれか一つに記載の方法。
[態様20]
前記LMDの間及びそれ以降において、前記第一部材が400℃以上の温度で10分間以上保持されることがなく、かつ、前記第一部材が500℃以上の温度で3分間以上保持されることがない、態様16~19のいずれか一つに記載の方法。
[態様21]
前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、チタン銅合金、ニッケルシリコン銅合金、ニッケルスズ銅合金、及びベリリウム銅合金からなる群から選択される少なくとも1種である、態様16~20のいずれか一つに記載の方法。
[態様22]
前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、ニッケルシリコン銅合金及びベリリウム銅合金からなる群から選択される少なくとも1種である、態様18に記載の方法。
[態様23]
前記析出硬化型銅合金が、ベリリウム銅合金である、態様16~22のいずれか一つに記載の方法。
[態様24]
前記鉄鋼材が、ダイス鋼(SKD)、高速度工具鋼(SKH)、ステンレス鋼(SUS)、及びマルエージング鋼からなる群から選択される少なくとも1種で構成される、態様16~23のいずれか一つに記載の方法。
[態様25]
前記中間層を構成する異種金属材が、Niを主成分とする合金である、態様17~24のいずれか一つに記載の方法。
[態様26]
前記中間層を構成する異種金属材が、Niを主成分とするニッケル-クロム-鉄合金である、態様17~25のいずれか一つに記載の方法。
[態様1]
析出硬化型銅合金で構成される第一部材と、前記第一部材に少なくとも1つの接合界面で接合された、鉄鋼材の積層造形物を含む第二部材とを備えた接合体であって、
前記接合体は、前記接合界面に対して垂直な断面を走査型電子顕微鏡(SEM)で観察した場合に、前記接合界面において該接合界面と平行な方向に50μm以上の長さを有する空隙が存在していない、接合体。
[態様2]
前記鉄鋼材の積層造形物が、レーザーメタルデポジション(LMD)により形成されたものである、態様1に記載の接合体。
[態様3]
前記第一部材は、厚さ方向における前記接合界面から1.0mm以内の部分を除いた主要部分が、HV200以上のビッカース硬さを有する、態様1又は2に記載の接合体。
[態様4]
前記第一部材が、厚さ方向における前記接合界面から1.0mm以内の部分及びそれ以外の主要部分を含む全体にわたって、HV200以上のビッカース硬さを有する、態様1~3のいずれか一つに記載の接合体。
[態様5]
前記第二部材における前記鉄鋼材は、厚さ方向における前記接合界面から1.0mm以内の部分を除いた主要部分が、HV300以上のビッカース硬さを有する、態様1~4のいずれか一つに記載の接合体。
[態様6]
前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、チタン銅合金、ニッケルシリコン銅合金、ニッケルスズ銅合金及びベリリウム銅合金からなる群から選択される少なくとも1種である、態様1~5のいずれか一つに記載の接合体。
[態様7]
前記析出硬化型銅合金が、ベリリウム銅合金である、態様6に記載の接合体。
[態様8]
前記鉄鋼材が、ダイス鋼(SKD)、高速度工具鋼(SKH)、ステンレス鋼(SUS)、及びマルエージング鋼からなる群から選択される少なくとも1種で構成される、態様1~7のいずれか一つに記載の接合体。
[態様9]
前記第二部材が、前記第一部材と接する面に、異種金属材で構成される中間層をさらに備える、態様1~8のいずれか一つに記載の接合体。
[態様10]
前記中間層を構成する異種金属材が、Niを主成分とする合金である、態様9に記載の接合体。
[態様11]
前記中間層を構成する異種金属材が、Niを主成分とするニッケル-クロム-鉄合金である、態様9又は10に記載の接合体。
[態様12]
前記接合体が、前記接合界面に対して垂直な断面を走査型電子顕微鏡(SEM)で観察した場合に、前記接合界面において該接合界面と平行な方向に10μm以上の長さを有する空隙が存在していない、態様9~11のいずれか一つに記載の接合体。
[態様13]
前記第一部材の前記析出硬化型銅合金が、析出硬化処理後に160W/mK以上の熱伝導率を有する、態様2~12のいずれか一つに記載の接合体。
[態様14]
前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、ニッケルシリコン銅合金及びベリリウム銅合金からなる群から選択される少なくとも1種である、態様13に記載の接合体。
[態様15]
態様1~14のいずれか一つに記載の接合体を含む、金型及び金型部品から選択される、物品。
[態様16]
態様1~14のいずれか一つに記載の接合体の製造方法であって、
溶体化処理、又は溶体化処理及び時効処理が施された析出硬化型銅合金で構成される第一部材を用意する工程と、
前記第一部材の表面又はその上方に、鉄鋼材の粉末を用いたレーザーメタルデポジション(LMD)により前記鉄鋼材で構成される積層造形物を第二部材として形成し、それにより接合体を得る工程と、
を含む、接合体の製造方法。
[態様17]
前記方法が、前記鉄鋼材で構成される積層造形物の形成に先立ち、前記第一部材の表面に、Cu及びFe以外の異種金属を主成分とする合金の粉末を用いたLMDにより中間層を形成する工程をさらに含み、
前記鉄鋼材の粉末を用いたLMDによる前記鉄鋼材で構成される積層造形物の形成が、前記中間層の表面に対して行われる、態様16に記載の方法。
[態様18]
前記析出硬化型銅合金が、析出硬化処理後に160W/mK以上の熱伝導率を有するものであり、この場合、
前記第二部材の形成前において、前記第一部材を構成する前記析出硬化型銅合金は、160W/mK未満の熱伝導率を有するように溶体化処理が施されたものであり、
前記第二部材の形成後において、前記第一部材を構成する前記析出硬化型銅合金に析出硬化処理が施されて、前記析出硬化型銅合金の熱伝導率が160W/mK以上に調整される、態様16又は17に記載の方法。
[態様19]
前記積層造形物の形成後、前記接合体を280~530℃の温度で30分~5時間保持することにより析出硬化処理を行う工程をさらに含む、態様16~18のいずれか一つに記載の方法。
[態様20]
前記LMDの間及びそれ以降において、前記第一部材が400℃以上の温度で10分間以上保持されることがなく、かつ、前記第一部材が500℃以上の温度で3分間以上保持されることがない、態様16~19のいずれか一つに記載の方法。
[態様21]
前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、チタン銅合金、ニッケルシリコン銅合金、ニッケルスズ銅合金、及びベリリウム銅合金からなる群から選択される少なくとも1種である、態様16~20のいずれか一つに記載の方法。
[態様22]
前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、ニッケルシリコン銅合金及びベリリウム銅合金からなる群から選択される少なくとも1種である、態様18に記載の方法。
[態様23]
前記析出硬化型銅合金が、ベリリウム銅合金である、態様16~22のいずれか一つに記載の方法。
[態様24]
前記鉄鋼材が、ダイス鋼(SKD)、高速度工具鋼(SKH)、ステンレス鋼(SUS)、及びマルエージング鋼からなる群から選択される少なくとも1種で構成される、態様16~23のいずれか一つに記載の方法。
[態様25]
前記中間層を構成する異種金属材が、Niを主成分とする合金である、態様17~24のいずれか一つに記載の方法。
[態様26]
前記中間層を構成する異種金属材が、Niを主成分とするニッケル-クロム-鉄合金である、態様17~25のいずれか一つに記載の方法。
接合体
本発明の接合体は、析出硬化型銅合金で構成される第一部材と、第一部材に少なくとも1つの接合界面で接合された、鉄鋼材の積層造形物を含む第二部材とを備えたものである。この接合体は、接合界面に対して垂直な断面を走査型電子顕微鏡(SEM)で観察した場合に、接合界面においてその接合界面と平行な方向に50μm以上の長さを有する空隙が存在していないものである。かかる構成の接合体は、銅合金と鉄鋼材の界面の密着性が高く、かつ、その後の溶体化処理を伴う析出硬化処理を行わなくても(あるいは溶体化処理を伴わない析出硬化処理のみを行うことにより)高強度を維持することが可能である。特に、積層造形物の形成は入熱量を抑えることができるため、積層造形物下にある析出硬化型銅合金に過時効軟化を起こさせることなく(あるいは過時効軟化が起こったとしてもその影響を軽微とすることができ)、その結果、上記のとおりに高強度を維持することができる。
本発明の接合体は、析出硬化型銅合金で構成される第一部材と、第一部材に少なくとも1つの接合界面で接合された、鉄鋼材の積層造形物を含む第二部材とを備えたものである。この接合体は、接合界面に対して垂直な断面を走査型電子顕微鏡(SEM)で観察した場合に、接合界面においてその接合界面と平行な方向に50μm以上の長さを有する空隙が存在していないものである。かかる構成の接合体は、銅合金と鉄鋼材の界面の密着性が高く、かつ、その後の溶体化処理を伴う析出硬化処理を行わなくても(あるいは溶体化処理を伴わない析出硬化処理のみを行うことにより)高強度を維持することが可能である。特に、積層造形物の形成は入熱量を抑えることができるため、積層造形物下にある析出硬化型銅合金に過時効軟化を起こさせることなく(あるいは過時効軟化が起こったとしてもその影響を軽微とすることができ)、その結果、上記のとおりに高強度を維持することができる。
前述したとおり、鉄鋼材と銅合金の接合には、溶射や溶接等の方法が従来用いられてきたが、銅合金は軟化点が低いことや、銅合金と鉄鋼材との熱収縮の程度の違い等により、接合界面に空隙や凝固割れが発生しやすく、密着性が十分とはいえなかった。また、比較的強度の高い銅合金である析出硬化型銅合金を金型として用いることが望まれるものの、これを用いた場合は銅合金の軟化点が300~500℃という低温度であるため、鉄鋼材との接合時の入熱により銅合金の軟化が発生していた。この軟化は溶体化処理及びそれに続く析出硬化処理により回復することができるが、700~1000℃という高温域での熱処理が必要となるため、接合界面における空隙等がより広がってしまい、鉄鋼材の早期剥離を誘発してしまう。これは、特許文献1で採用されるような拡散接合法においても同様である。このように、析出硬化型銅合金と鉄鋼材の接合は、密着性低下と強度低下の2つの観点で問題があった。かかる問題が本発明によれば好都合に解消される。したがって、本発明の接合体は、例えば表面に鉄鋼材、裏側に銅合金を配したものすることで、鉄鋼材の強度と銅合金の熱伝導性の両方を活かすことができる。例えば、この接合体を鋳造用金型や射出成形用金型等の金型又は金型部品として用いることで、変形の無い精密な成型を可能とし、かつ、高寿命を維持(金型としての耐久性を維持)することができる。また、この接合体には鉄を溶接することもできるため、補修性が良く高寿命な金型又は金型部品とすることができる。
接合体は、接合界面に対して垂直な断面を走査型電子顕微鏡(SEM)で(例えば100倍の倍率にて)観察した場合に、接合界面においてその接合界面と平行な方向に50μm以上の長さを有する空隙が存在していない。かかる構成であれば、接合界面に空隙が実質的に存在していないのも同然となるため、銅合金と鉄鋼材との高い密着性、換言すれば高い接合品質が確保される。
第一部材を構成する析出硬化型銅合金の例としては、クロム銅合金、クロムジルコニウム銅合金、チタン銅合金、ニッケルシリコン銅合金、ニッケルスズ銅合金及びベリリウム銅合金並びにこれらの任意の組合せが挙げられ、より好ましくは、ベリリウム銅合金である。ベリリウム銅合金の例としては、ベリリウム銅25合金(JIS合金番号C1720、UNS番号C17200)、11合金(JIS番号C1751、UNS番号C17510)及び10合金(UNS番号C17500)が挙げられる。クロム銅合金の好ましい例としては、UNS合金番号C18200が挙げられる。クロムジルコニウム銅合金の好ましい例としては、UNS合金番号C18510及びEN材料番号CW106Cが挙げられる。チタン銅合金の好ましい例としては、JIS番号C1990が挙げられる。ニッケルシリコン銅合金の好ましい例としては、UNS番号C70250及びC70350が挙げられる。ニッケルスズ銅合金の好ましい例としては、UNS合金番号C72700、C72950、C72900、及びC96900が挙げられる。これらの析出硬化型銅合金は、熱伝導率及び強度のバランスが良く、例えば金型や金型部品の材料として有利である。このような銅合金を金型又は金型部品として使用した場合、銅合金特有の高い熱伝導率により、成形サイクルを短縮することができる。これら析出硬化型銅合金の中でも、熱伝導率と強度のバランスの観点から、ベリリウム銅25合金が金型用途において最も好ましいといえる。析出硬化型銅合金の熱伝導率と硬度のバランスを考慮すると、析出硬化型銅合金は、熱伝導率が90~350W/m・℃かつビッカース硬さがHV130~430であるのが好ましく、より好ましくは熱伝導率が90~280W/m・℃かつビッカース硬さがHV250~430、さらに好ましくは熱伝導率が90~135W/m・℃かつビッカース硬さがHV320~430である。
ここで、熱伝導率が高い(例えば160W/mK以上)析出硬化型銅合金(例えばベリリウム銅11合金(JIS番号C1751))を第一部材として用いた場合、その高い熱伝導率に起因してレーザーメタルデポジション(LMD)による第二部材(鉄鋼材)や中間層の積層が難しくなり得る。このような不都合を回避するために、LMDに先立ち第一部材を構成する析出硬化型銅合金に溶体化処理を施して低い熱伝導率(例えば160W/mK未満)に調整しておき、LMDによる第二部材や中間層の形成後に析出硬化型銅合金に時効処理(析出硬化処理)を行って高い熱伝導率(例えば160W/mK以上)に調整するのが好ましい。このように、第一部材の析出硬化型銅合金は、析出硬化処理後に160W/mK以上の熱伝導率を有するのが好ましい。このときの析出硬化型銅合金は、クロム銅合金、クロムジルコニウム銅合金、ニッケルシリコン銅合金及びベリリウム銅合金からなる群から選択される少なくとも1種であるのが好ましい。
第一部材(析出硬化型銅合金)は、厚さ方向における接合界面から1.0mm以内の部分を除いた主要部分が、HV200以上のビッカース硬さを有するのが好ましく、より好ましくはHV250以上、さらに好ましくはHV300以上である。例えば、ベリリウム銅25合金(JIS合金番号C1720)は主要部分においてHV300以上のビッカース硬さを呈することができる。第一部材の主要部分のビッカース硬さは、その上限は特に限定されないが、典型的にはHV500以下である。
第一部材(析出硬化型銅合金)は、第二部材の形成時に過度の入熱による過時効軟化が引き起こされていない場合には、溶体化処理を伴わない析出硬化処理のみを行うことにより、第一部材全体の硬度を回復させることができる。すなわち、第一部材の上記主要部分だけではなく、厚さ方向における接合界面から1.0mm以内の部分も含めて、第一部材の硬度を回復させることができる。過度の入熱による第一部材の過時効軟化を引き起こさない第二部材の形成は、レーザーメタルデポジション(LMD)により行われるのが好ましい。他の接合方法に比してLMDは、特定の狭い部位にのみ短時間で積層に必要な熱量を与えるため、適正な諸条件を選定することで、第一部材を過時効軟化させず、かつ、積層造形物(第二部材)下の層を硬化ポテンシャルを持つ溶体化層とすることができるからである。このような観点から、析出硬化型銅合金で構成される第一部材は、厚さ方向における接合界面から1.0mm以内の部分及びそれ以外の主要部分を含む全体にわたって、HV200以上のビッカース硬さを有するのが好ましく、より好ましくはHV300以上である。また、このときの第一部材のビッカース硬さは、その上限は特に限定されないが、典型的にはHV500以下である。
また、LMDによる接合完了時点において、接合体に溶体化処理を伴わない析出硬化処理を行う場合、好ましい熱処理温度は、第一部材の合金種により異なる。例えば、熱処理温度は、ベリリウム銅25合金(JIS合金番号C1720)では280~340℃が好ましく、ベリリウム銅11合金(JIS番号C1751)、ベリリウム銅10合金(UNS番号C17500)、ニッケルシリコン銅合金(UNS番号C70250、C70350)、及びニッケルスズ銅合金(UNS合金番号C72700、C72950、C72900、C96900)では430~500℃が好ましく、チタン銅合金(JIS番号C1990)では480~530℃が好ましく、クロム銅合金(UNS合金番号C18200)及びクロムジルコニウム銅合金(UNS合金番号C18510、EN材料番号CW106C)では380~430℃が好ましい。上記温度での保持時間は30分~5時間が好ましい。
なお、接合体を700~1000℃で30分~5時間加熱した後水冷を行うような溶体化処理をした場合、その後の析出硬化処理により、第一部材の強度を完全に回復させることができるが、(i)高温での保持及び水冷時の熱衝撃により接合界面における空隙等がより広がってしまい、LMDで得られた積層造形物の早期剥離を誘発すること、並びに(ii)LMDにより形成した積層造形物の著しい硬度劣化を起こすこと、といった不具合を接合体にもたらすため、溶体化処理の適用は好ましくない。
第二部材は、鉄鋼材の積層造形物を含む。「積層造形物」とは、3Dプリンティングとも称される、積層造形(Additive Manufacturing)の手法により製造された物である。したがって、鉄鋼材の積層造形物は、例えば、鉄鋼材の粉末やその粉末の層等を積み重ねて得られる造形物であって、適宜溶融及び凝固を経たものということができる。鉄鋼材の積層造形物(第二部材)は、レーザーメタルデポジション(LMD)により形成されたものであるのが好ましい。LMDによれば、接合界面の空隙を効果的に低減しながら、析出硬化型銅合金(第一部材)の軟化を効果的に回避することできる。したがって、銅合金と鉄鋼材の界面の密着性が高く、かつ、その後の溶体化処理を伴う析出硬化処理を行わなくても(あるいは溶体化処理を伴わない析出硬化処理のみを行うことにより)高強度を維持することが可能な銅合金/鉄鋼材の接合体を効果的に実現することができる。
第二部材を構成する鉄鋼材の例としては、ダイス鋼(SKD)、高速度工具鋼(SKH)、ステンレス鋼(SUS)、マルエージング鋼、並びにこれらの任意の組合せが挙げられ、より好ましくはダイス鋼(SKD)である。ダイス鋼(SKD)の好ましい例としては、SKD61(JIS G4404)が挙げられる。高速度工具鋼(SKH)の好ましい例としては、SKH50及びSKH51(いずれもJIS G4403)が挙げられる。ステンレス鋼(SUS)の好ましい例としては、SUS420及びSUS631(いずれもJIS G4305)が挙げられる。
第二部材は、第一部材と接する面に、異種金属材で構成される中間層をさらに備えていてもよい。すなわち、第二部材は、鉄鋼材と中間層としての異種金属材とを組み合わせたものでありうる。中間層を設けることにより、第一部材と第二部材との間の密着度を改善し接合界面に残留する空隙を低減できるという利点がある。また、この中間層を構成する異種金属材において、第二部材と第一部材のそれぞれに用いられる材料と固溶度の高い元素を主成分とすることにより、第一部材と第二部材間の密着度をさらに改善し、接合界面に残留する空隙をさらに低減しあるいは完全に抑止できるという利点がある。このような観点から、中間層を構成する異種金属材が、Niを主成分とする合金であるのが好ましく、そのような異種金属の例としてはニッケル合金が挙げられ、より好ましくはNiを主成分とするニッケル-クロム-鉄合金が挙げられる。ここで、「Niを主成分とする」とは、異種金属中のNi含有量が典型的には50重量%以上、より典型的には50~85重量%であることを意味する。このようなNiを主成分とする中間層を備えることで接合界面において空隙がより小さい接合体を効果的に得ることができる。すなわち、接合体の接合界面に対して垂直な断面を走査型電子顕微鏡(SEM)で観察した場合に、接合界面において該接合界面と平行な方向に10μm以上の長さを有する空隙が存在していない接合体を効果的に実現できる。なお、この中間層は好ましくはLMDを用いて銅合金上に形成することができる。また、接合体が中間層を含む場合、上記SEMによる空隙の観察は、銅合金と中間層との界面を観察することになる。
第二部材における鉄鋼材は、厚さ方向における接合界面から1.0mm以内の部分を除いた主要部分が、HV300以上のビッカース硬さを有するのが好ましく、より好ましくはHV400以上、さらに好ましくはHV500以上である。鉄鋼材の主要部分のビッカース硬さは、その上限は特に限定されないが、典型的にはHV1000以下である。
用途
本発明の接合体は、様々な用途に用いることができるが、析出硬化型銅合金の利点(高い熱伝導性及び高強度)と鉄鋼材の利点(例えば極めて高い強度)の両方を活かした用途に用いるのが好ましい。そのような用途としては、例えば、金型又は金型部品が挙げられる。前述したように、自動車用機能部品等の材料には、軽量化や強度向上のためにエンジニアリングプラスチックやガラス繊維を含むことが多く、このような材料を銅合金の金型を用いて成型した場合、固いガラス繊維により銅合金が摩耗してしまう。また、鉄鋼材をコーティングした金型を用いた場合には、成型により鉄鋼材が剥がれてしまう。これに対して、本発明の接合体を用いた金型を用いることで、迅速に材料を冷却しながらも銅合金の摩耗や鉄鋼材の剥離といった問題を解消することができる。したがって、本発明の好ましい態様によれば、上述した接合体を含む、金型及び金型部品から選択される物品が提供される。この態様による接合体は、金型として、例えば鋳造用金型や射出成形用金型として、変形の無い精密な成型を可能とするものであり、かつ、高寿命を維持(金型としての耐久性を維持)することができる。
本発明の接合体は、様々な用途に用いることができるが、析出硬化型銅合金の利点(高い熱伝導性及び高強度)と鉄鋼材の利点(例えば極めて高い強度)の両方を活かした用途に用いるのが好ましい。そのような用途としては、例えば、金型又は金型部品が挙げられる。前述したように、自動車用機能部品等の材料には、軽量化や強度向上のためにエンジニアリングプラスチックやガラス繊維を含むことが多く、このような材料を銅合金の金型を用いて成型した場合、固いガラス繊維により銅合金が摩耗してしまう。また、鉄鋼材をコーティングした金型を用いた場合には、成型により鉄鋼材が剥がれてしまう。これに対して、本発明の接合体を用いた金型を用いることで、迅速に材料を冷却しながらも銅合金の摩耗や鉄鋼材の剥離といった問題を解消することができる。したがって、本発明の好ましい態様によれば、上述した接合体を含む、金型及び金型部品から選択される物品が提供される。この態様による接合体は、金型として、例えば鋳造用金型や射出成形用金型として、変形の無い精密な成型を可能とするものであり、かつ、高寿命を維持(金型としての耐久性を維持)することができる。
他の用途の例としては、熱交換器、軸受、及び半導体製造装置部品が挙げられる。
製造方法
前述したように、本発明の接合体は、レーザーメタルデポジション(LMD)を用いて好ましく製造することができる。LMDによれば、接合界面における密着性低下及び銅合金の強度低下を抑制した接合体を効果的に実現することができる。一般的に銅合金への溶接については、銅合金自体の熱伝導率が高いため熱が拡散してしまい、高い精度で溶接することが難しい。そのため従来の接合手法であるTIG溶接、レーザー溶接、拡散接合法による溶接等を用いた手法において、大きい熱入力が必要となる。しかし、熱入力が大きいと軟化点が比較的低い銅合金はその軟化温度を超え、軟化してしまう。この軟化を回復するために溶体化処理及びそれに続く析出硬化処理を行うことができるが、この溶体化処理に起因して銅合金と鉄鋼材との接合界面において空隙が拡大してしまう。レーザー溶接により接合する場合は、比較的熱入力を集中できるが、銅自体がレーザー光を激しく反射するため、(緑色レーザーを使用することにより光の反射を多少緩和できるものの)一般的に所望の接合体を得ることが困難である。また、従来の接合方法では、溶接中に大気を巻き込んで水素が発生することにより、ポロシティ(ブローホールともいい、溶接金属の凝固中にガスが閉じ込められることによって形成される空洞型の溶接欠陥)が発生したり、銅合金と鉄鋼材との融点の違いから凝固割れ等が発生する等の問題点がある。この点、LMDを採用することで上記問題点を好都合に回避することができる。すなわち、LMDによれば、i)大きい熱入力を必要としないため、銅合金の軟化を抑制しながらも、銅合金と鉄鋼材との熱収縮の程度の違い等による接合界面への空隙や凝固割れの発生を抑制し、ii)溶接後に析出硬化処理を必要とせずに(あるいは析出硬化処理を行う場合においても溶体化処理を伴わない析出硬化処理のみを行うことにより)銅合金の特性を改善できるので、接合界面における空隙の拡大を抑制することができる。
前述したように、本発明の接合体は、レーザーメタルデポジション(LMD)を用いて好ましく製造することができる。LMDによれば、接合界面における密着性低下及び銅合金の強度低下を抑制した接合体を効果的に実現することができる。一般的に銅合金への溶接については、銅合金自体の熱伝導率が高いため熱が拡散してしまい、高い精度で溶接することが難しい。そのため従来の接合手法であるTIG溶接、レーザー溶接、拡散接合法による溶接等を用いた手法において、大きい熱入力が必要となる。しかし、熱入力が大きいと軟化点が比較的低い銅合金はその軟化温度を超え、軟化してしまう。この軟化を回復するために溶体化処理及びそれに続く析出硬化処理を行うことができるが、この溶体化処理に起因して銅合金と鉄鋼材との接合界面において空隙が拡大してしまう。レーザー溶接により接合する場合は、比較的熱入力を集中できるが、銅自体がレーザー光を激しく反射するため、(緑色レーザーを使用することにより光の反射を多少緩和できるものの)一般的に所望の接合体を得ることが困難である。また、従来の接合方法では、溶接中に大気を巻き込んで水素が発生することにより、ポロシティ(ブローホールともいい、溶接金属の凝固中にガスが閉じ込められることによって形成される空洞型の溶接欠陥)が発生したり、銅合金と鉄鋼材との融点の違いから凝固割れ等が発生する等の問題点がある。この点、LMDを採用することで上記問題点を好都合に回避することができる。すなわち、LMDによれば、i)大きい熱入力を必要としないため、銅合金の軟化を抑制しながらも、銅合金と鉄鋼材との熱収縮の程度の違い等による接合界面への空隙や凝固割れの発生を抑制し、ii)溶接後に析出硬化処理を必要とせずに(あるいは析出硬化処理を行う場合においても溶体化処理を伴わない析出硬化処理のみを行うことにより)銅合金の特性を改善できるので、接合界面における空隙の拡大を抑制することができる。
なお、LMDはレーザー溶接とは異なる溶接手法である。LMDを説明すると以下のとおりである。まず、レーザー光線が母材(本発明では銅合金)を局所的に加熱することで、溶融池が形成される。そして加工光学ヘッドのノズルから細かい金属粉末(本発明では鉄鋼材粉末)が溶融池に直接噴射される。粉末はそこで溶け、母材と結合する。必要に応じて、多数の層を重ね合わせて構築することが可能で、加工光学ヘッドが自動制御で母材の上を移動することで、線、平面及び特定の形状が形成される。一方、レーザー溶接は、レーザー光を熱源として主として金属に集光した状態で照射し、金属同士を局部的に溶融及び凝固させることによって接合する方法のことである。
本発明の好ましい態様によれば、(a)溶体化処理、又は溶体化処理及び時効処理が施された析出硬化型銅合金で構成される第一部材を用意し、(b)第一部材の表面又はその上方に、鉄鋼材の粉末を用いたLMDにより鉄鋼材で構成される積層造形物を第二部材として形成することにより、本発明の接合体を製造することができる。具体的には以下のとおりである。
(a)析出硬化型銅合金の用意
まず、析出硬化型銅合金で構成される第一部材を用意する。この析出硬化型銅合金は、前述したとおりのものを用いることができる。したがって、好ましい析出硬化型銅合金は、クロム銅合金、クロムジルコニウム銅合金、チタン銅合金、ニッケルシリコン銅合金、ニッケルスズ銅合金、及びベリリウム銅合金からなる群から選択される少なくとも1種であり、特に好ましくは、ベリリウム銅合金である。
まず、析出硬化型銅合金で構成される第一部材を用意する。この析出硬化型銅合金は、前述したとおりのものを用いることができる。したがって、好ましい析出硬化型銅合金は、クロム銅合金、クロムジルコニウム銅合金、チタン銅合金、ニッケルシリコン銅合金、ニッケルスズ銅合金、及びベリリウム銅合金からなる群から選択される少なくとも1種であり、特に好ましくは、ベリリウム銅合金である。
第一部材として用いる析出硬化型銅合金は、溶体化処理、又は溶体化処理及び時効処理が施されたものであるのが好ましい。こうすることで、析出硬化型銅合金が調質されて、所望の高強度を呈することができる。溶体化処理及び時効処理は、用いる析出硬化型銅合金に応じた公知の条件に従って行えばよく、特に限定されない。なお、析出硬化型銅合金は、少なくとも溶体化処理が施されていればよく、所望の特性が得られるかぎり、時効処理は省略可能である。これは、時効処理が施されてない場合であっても、LMDによる入熱によって時効処理の代用が可能な場合もありうるためである。
前述のとおり、熱伝導率が高い(例えば160W/mK以上(この値は渦電流式導電率計で実測される導電率から換算することが可能であり、その導電率が38.32IACS%以上の場合である))析出硬化型銅合金(例えばベリリウム銅11合金(JIS番号C1751))を第一部材として用いた場合、その高い熱伝導率に起因してレーザーメタルデポジション(LMD)による第二部材(鉄鋼材)や中間層の積層が難しくなり得る。このような不都合を回避するために、LMDに先立ち第一部材を構成する析出硬化型銅合金に溶体化処理を施して低い熱伝導率(例えば160W/mK未満)に調整しておき、LMDによる第二部材や中間層の形成後に析出硬化型銅合金に時効処理(析出硬化処理)を行って高い熱伝導率(例えば160W/mK以上)に調整するのが好ましい。すなわち、析出硬化型銅合金が、析出硬化処理後に160W/mK以上の熱伝導率を有する場合、(i)第二部材の形成前において、第一部材を構成する析出硬化型銅合金は、160W/mK未満の熱伝導率を有するように溶体化処理が施されたものであり、(ii)第二部材の形成後において、第一部材を構成する析出硬化型銅合金に析出硬化処理が施されて、析出硬化型銅合金の熱伝導率が160W/mK以上に調整されるのが好ましい。このときの析出硬化型銅合金は、クロム銅合金、クロムジルコニウム銅合金、ニッケルシリコン銅合金及びベリリウム銅合金からなる群から選択される少なくとも1種であるのが好ましい。
(b)LMDによる鉄鋼材の積層造形
第一部材の表面に、鉄鋼材の粉末を用いたLMDにより鉄鋼材で構成される積層造形物を第二部材として形成する。こうして本発明の接合体が得られる。鉄鋼材としては、前述したとおりのものを用いることができる。したがって、好ましい鉄鋼材は、ダイス鋼(SKD)、高速度工具鋼(SKH)、ステンレス鋼(SUS)、及びマルエージング鋼からなる群から選択される少なくとも1種で構成される。鉄鋼材の粉末は、LMDによる積層造形が可能なかぎり、その粒径は特に限定されないが、例えば体積基準D50粒径が10~100μmでありうる。
第一部材の表面に、鉄鋼材の粉末を用いたLMDにより鉄鋼材で構成される積層造形物を第二部材として形成する。こうして本発明の接合体が得られる。鉄鋼材としては、前述したとおりのものを用いることができる。したがって、好ましい鉄鋼材は、ダイス鋼(SKD)、高速度工具鋼(SKH)、ステンレス鋼(SUS)、及びマルエージング鋼からなる群から選択される少なくとも1種で構成される。鉄鋼材の粉末は、LMDによる積層造形が可能なかぎり、その粒径は特に限定されないが、例えば体積基準D50粒径が10~100μmでありうる。
LMDでは、銅合金(第一部材)を鉄鋼材の粉末が噴射されるノズルに対して相対的に移動させながら、銅合金に鉄鋼材で構成される積層造形物(第二部材)を形成する。ノズルに対する第一部材(銅合金)の送り速度は100~2000mm/分であるのが好ましく、より好ましくは300~1200mm/分、さらに好ましくは600~1000mm/分である。鉄鋼材の粉末が噴射されるノズルのスポット径は0.4~8.5mmであるのが好ましく、より好ましくは0.4~4.5mm、さらに好ましくは0.6~3.5mmである。粉末の平均供給質量は40g/分以下であるのが好ましく、より好ましくは1.0~18.0g/分、さらに好ましくは1.6~9.0g/分である。平均供給質量は間歇及び放冷時間を含めた合計時間ベースで算出される。
LMDによる積層造形物の形成は、2000W/sec・mm2で以下の平均入熱量で行われるのが好ましく、より好ましくは200~1300W/sec・mm2、さらに好ましくは250~1100W/sec・mm2である。平均入熱量は間歇及び放冷時間を含めた合計時間ベースで算出される。平均入熱量は、1秒当たりのレーザー出力(W)をスポット径の面積(mm2)で除することで算出できる。例えばLMDにおけるスポット径を直径3.5mm、1秒当たりのレーザー出力を2600Wとしたとき、これらの値を用いて2600/((3.5/2)2×3.14)を計算すると、平均入熱量は、約270W/sec・mm2と算出される。LMDに用いるレーザーの出力は100~4000Wであるのが好ましく、より好ましくは200~3000W、さらに好ましくは300~2600Wである。LMDにおける層間冷却時間(すなわち、LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)は3秒以上であるのが好ましく、より好ましくは100秒以上、さらに好ましくは200秒以上である。
LMDによる積層造形物(第二部材)の形成後、接合体を280~340℃の温度で30分~5時間保持することにより析出硬化処理を行ってもよい。前述のとおり、従来、析出硬化型銅合金と鉄鋼材との接合時の入熱により銅合金の軟化が発生していた。この軟化は溶体化処理及びそれに続く析出硬化処理により回復することができるが、特に溶体化処理においては700~1000℃という高温域での熱処理が必要となるため、接合界面における空隙等がより広がってしまい、鉄鋼材の早期剥離を誘発してしまう。この点、上記熱処理条件により溶体化処理を伴わない析出硬化処理を行うことで、銅合金と鉄鋼材の界面の密着性が高く、かつ、高強度を維持することが可能な銅合金/鉄鋼材の接合体を効果的に製造することができる。特に、得られる接合体において、析出硬化型銅合金で構成される第一部材が、厚さ方向における接合界面から1.0mm以内の部分及びそれ以外の主要部分も含む全体にわたって、HV200以上のビッカース硬さを有するものとすることができる。
LMDの間及びそれ以降において、第一部材が400℃以上の温度で10分間以上保持されることがなく、かつ、第一部材が500℃以上の温度で3分間以上保持されることがないことが望まれる。これは、本発明による接合体は溶体化処理等の高温熱処理(これは銅合金の軟化、空隙の発生や拡大をもたらす)を施さなくても所望の高強度を呈することができるためである。換言すれば、400℃以上×10分間以上の保持、及び500℃以上×3分間以上の保持を回避することで、接合界面における空隙の拡大を効果的に抑制することができる。したがって、LMDによる積層造形物の形成は、400℃以上×10分間以上の保持、及び500℃以上×3分間以上の保持を回避するように、上述した諸条件(例えば、送り速度、レーザー出力、層間冷却時間、粉末の平均供給質量、第一部材の熱容量)を調整することが望ましい。
なお、第二部材が中間層を含む場合、銅合金上に異種金属材の中間層をLMDによる積層造形で形成した後に、この中間層上にて上記(b)のLMDによる鉄鋼材の積層造形を行うのが好ましい。すなわち、この好ましい態様による接合体の製造方法は、鉄鋼材で構成される積層造形物の形成に先立ち、第一部材の表面に、Cu及びFe以外の異種金属を主成分とする合金の粉末を用いたLMDにより中間層を形成する工程をさらに含み、鉄鋼材の粉末を用いたLMDによる鉄鋼材で構成される積層造形物の形成が、中間層の表面に対して行われる。また、前述したように、中間層を構成する異種金属材が、Niを主成分とする合金であるのが好ましく、そのような異種金属の例としてはニッケル合金が挙げられ、より好ましくはNiを主成分とするニッケル-クロム-鉄合金が挙げられる。
本発明を以下の例によってさらに具体的に説明する。
例1
レーザーメタルデポジション(LMD)により銅合金/鉄鋼材の接合体を以下のようにして製造した。まず、銅合金板(ベリリウム銅25合金(JIS合金番号C1720)製、寸法100mm×50mm、厚さ10mm)を用意した。この銅合金板は、事前に溶体化処理及び時効処理を施したものである。銅合金板の鉄鋼材との接合に用いられる面をアセトンで洗浄した。レーザー積層造形装置(機種名:MU-6300V LASER EX、オークマ株式会社製)を用いて、LMDにより、銅合金板の接合面に鉄鋼粉末(ダイス鋼(JIS G4404 SKD61)製、公称粒径:-90/+45μm)を供給して溶融させることで、積層造形物を形成させた。なお、公称粒径「-A/+Bμm」なる表記は、Bμmの篩目開きは通らず、Aμmの篩目開きは通ることを意味する、粉末の分級に関する一般的な表記様式であり、同様の表記様式を用いた後述の記載も同様の意味として理解されるべきものとする。このLMDは、鉄鋼粉末が噴射されるノズルに対して銅合金板を相対的に所望の方向に移動させながら以下の条件:
・キャリアガス:He
・レーザー出力:1400W
・平均入熱量:146W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径3.5mm
・鉄鋼粉末の平均供給質量:7.8g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:220秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。こうして、銅合金で構成される第一部材と鉄鋼材で構成される第二部材とのLMD接合体を得た。
レーザーメタルデポジション(LMD)により銅合金/鉄鋼材の接合体を以下のようにして製造した。まず、銅合金板(ベリリウム銅25合金(JIS合金番号C1720)製、寸法100mm×50mm、厚さ10mm)を用意した。この銅合金板は、事前に溶体化処理及び時効処理を施したものである。銅合金板の鉄鋼材との接合に用いられる面をアセトンで洗浄した。レーザー積層造形装置(機種名:MU-6300V LASER EX、オークマ株式会社製)を用いて、LMDにより、銅合金板の接合面に鉄鋼粉末(ダイス鋼(JIS G4404 SKD61)製、公称粒径:-90/+45μm)を供給して溶融させることで、積層造形物を形成させた。なお、公称粒径「-A/+Bμm」なる表記は、Bμmの篩目開きは通らず、Aμmの篩目開きは通ることを意味する、粉末の分級に関する一般的な表記様式であり、同様の表記様式を用いた後述の記載も同様の意味として理解されるべきものとする。このLMDは、鉄鋼粉末が噴射されるノズルに対して銅合金板を相対的に所望の方向に移動させながら以下の条件:
・キャリアガス:He
・レーザー出力:1400W
・平均入熱量:146W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径3.5mm
・鉄鋼粉末の平均供給質量:7.8g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:220秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。こうして、銅合金で構成される第一部材と鉄鋼材で構成される第二部材とのLMD接合体を得た。
なお、LMDの間及びそれ以降において、銅合金(第一部材)は400℃以上の温度で10分間以上保持されることがなく、また、500℃以上の温度で3分間以上保持されることもなかった。したがって、LMD後の接合体に対する溶体化処理は行っていない。こうして得られた銅合金/鉄鋼材の接合体に対して以下の評価を行った。
<断面観察>
接合体の接合界面に対して垂直な断面をダイヤモンドカッターにより切り出して研磨した。接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図1Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図1Bに示される画像が得られた。図1A及び1Bからも分かるように、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。
接合体の接合界面に対して垂直な断面をダイヤモンドカッターにより切り出して研磨した。接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図1Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図1Bに示される画像が得られた。図1A及び1Bからも分かるように、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。
<ビッカース硬さ測定>
接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さをJIS Z 2244:2009に準拠して測定した。表1に、銅合金で構成される第一部材及び鉄鋼材で構成される第二部材の各々のビッカース硬さHVを示す。また、図1Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。なお、図1Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さをJIS Z 2244:2009に準拠して測定した。表1に、銅合金で構成される第一部材及び鉄鋼材で構成される第二部材の各々のビッカース硬さHVを示す。また、図1Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。なお、図1Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
例2
例1と同一条件で作製した接合体に対して、溶体化処理を行うことなく、析出硬化処理を行った。析出硬化処理は、接合体を汎用の熱処理炉に入れて窒素雰囲気下で10℃/分の速度で昇温し、315±5℃で3時間保持した後、炉内で冷却し室温に達した後に取り出すことで実施した。
例1と同一条件で作製した接合体に対して、溶体化処理を行うことなく、析出硬化処理を行った。析出硬化処理は、接合体を汎用の熱処理炉に入れて窒素雰囲気下で10℃/分の速度で昇温し、315±5℃で3時間保持した後、炉内で冷却し室温に達した後に取り出すことで実施した。
<断面観察>
例1と同様の手法で加工した接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図2Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図2Bに示される画像が得られた。図2A及び2Bからも分かるように、接合試料に析出硬化処理を施しても、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。
例1と同様の手法で加工した接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図2Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図2Bに示される画像が得られた。図2A及び2Bからも分かるように、接合試料に析出硬化処理を施しても、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。
<ビッカース硬さ測定>
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材及び鉄鋼材で構成される第二部材のビッカース硬さHVを示す。また、図2Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図2Cの横軸の見方は図1Cに関して述べたとおりである。
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材及び鉄鋼材で構成される第二部材のビッカース硬さHVを示す。また、図2Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図2Cの横軸の見方は図1Cに関して述べたとおりである。
例3
レーザーメタルデポジション(LMD)により銅合金/中間層/鉄鋼材の接合体を以下のようにして製造した。まず、例1と同様の銅合金板を用意した。銅合金板の中間層との接合に用いられる面をアセトンで洗浄した。レーザー積層造形装置(機種名:MU-6300V LASER EX、オークマ株式会社製)を用いて、LMDにより、銅合金板の接合面に中間層を構成する粉末(Ni含有量が50重量%以上であるニッケル-クロム-鉄合金、公称粒径:-90/+15μm)を供給して溶融させることで、中間層の積層造形物を形成させた。このLMDは、中間層を構成する粉末が噴射されるノズルに対して銅合金板を相対的に所望の方向に移動させながら、以下の条件:
・キャリアガス:He
・レーザー出力:1000W
・平均入熱量:263W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.2mm
・鉄鋼粉末の平均供給質量:4.2g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:150秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。
レーザーメタルデポジション(LMD)により銅合金/中間層/鉄鋼材の接合体を以下のようにして製造した。まず、例1と同様の銅合金板を用意した。銅合金板の中間層との接合に用いられる面をアセトンで洗浄した。レーザー積層造形装置(機種名:MU-6300V LASER EX、オークマ株式会社製)を用いて、LMDにより、銅合金板の接合面に中間層を構成する粉末(Ni含有量が50重量%以上であるニッケル-クロム-鉄合金、公称粒径:-90/+15μm)を供給して溶融させることで、中間層の積層造形物を形成させた。このLMDは、中間層を構成する粉末が噴射されるノズルに対して銅合金板を相対的に所望の方向に移動させながら、以下の条件:
・キャリアガス:He
・レーザー出力:1000W
・平均入熱量:263W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.2mm
・鉄鋼粉末の平均供給質量:4.2g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:150秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。
次いで、上記レーザー積層造形装置を用いて、LMDにより、中間層に鉄鋼粉末(ダイス鋼(JIS G4404 SKD61)製、公称粒径:-90/+45μm)を供給して溶融させることで、積層造形物を形成させた。このLMDは、鉄鋼粉末が噴射されるノズルに対して中間層を積層した銅合金板を相対的に所望の方向に移動させながら、以下の条件:
・キャリアガス:He
・レーザー出力:1050W
・平均入熱量:198W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.6mm
・鉄鋼粉末の平均供給質量:5.6g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:105秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。こうして、銅合金で構成される第一部材と、中間層及び鉄鋼材で構成される第二部材とのLMD接合体を得た。
・キャリアガス:He
・レーザー出力:1050W
・平均入熱量:198W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.6mm
・鉄鋼粉末の平均供給質量:5.6g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:105秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。こうして、銅合金で構成される第一部材と、中間層及び鉄鋼材で構成される第二部材とのLMD接合体を得た。
なお、LMDの間及びそれ以降において、銅合金(第一部材)は400℃以上の温度で10分間以上保持されることがなく、また、500℃以上の温度で3分間以上保持されることもなかった。したがって、LMD後の接合体に対する溶体化処理は行っていない。
<断面観察>
例1と同様の手法で加工した、銅合金と中間層との接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図3Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図3Bに示される画像が得られた。その結果図3A及び3Bからも分かるように、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。
例1と同様の手法で加工した、銅合金と中間層との接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図3Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図3Bに示される画像が得られた。その結果図3A及び3Bからも分かるように、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。
<ビッカース硬さ測定>
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材、及び第二部材における鉄鋼材のビッカース硬さHVを示す。また、図3Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図3Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材及び中間層で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材、及び第二部材における鉄鋼材のビッカース硬さHVを示す。また、図3Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図3Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材及び中間層で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
例4
例3と同一条件で作製した接合体に対して、溶体化処理を行うことなく、析出硬化処理を行った。析出硬化処理は、接合体を汎用の熱処理炉に入れて窒素雰囲気下で10℃/分の速度で昇温し、315±5℃で3時間保持した後、炉内で冷却し室温に達した後に取り出すことで実施した。
例3と同一条件で作製した接合体に対して、溶体化処理を行うことなく、析出硬化処理を行った。析出硬化処理は、接合体を汎用の熱処理炉に入れて窒素雰囲気下で10℃/分の速度で昇温し、315±5℃で3時間保持した後、炉内で冷却し室温に達した後に取り出すことで実施した。
<断面観察>
例1と同様の手法で加工した、銅合金と中間層との接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図4Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図4Bに示される画像が得られた。その結果図4A及び4Bからも分かるように、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。
例1と同様の手法で加工した、銅合金と中間層との接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図4Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図4Bに示される画像が得られた。その結果図4A及び4Bからも分かるように、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。
<ビッカース硬さ測定>
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材、及び第二部材における鉄鋼材のビッカース硬さHVを示す。また、図4Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図4Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材及び中間層で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材、及び第二部材における鉄鋼材のビッカース硬さHVを示す。また、図4Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図4Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材及び中間層で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
例5(比較)
TIG溶接により銅合金/鉄鋼材の接合体を以下のようにして製造した。まず、銅合金板(ベリリウム銅25合金(JIS合金番号C1720)製、寸法100mm×50mm、厚さ10mm)を用意した。この銅合金板は、事前に溶体化処理及び時効処理を施したものである。銅合金板の鉄鋼材との接合に用いられる面をアセトンで洗浄した。一方、ダイス鋼(JIS G4404 SKD61)製の溶接棒(直径0.1~1.0mm)を用意し、その表面をアセトンで洗浄した。溶接棒(鉄鋼材)を用いたTIG溶接により銅合金板表面に鉄鋼材層を形成した。このTIG溶接は、溶接箇所にArガスを当てながら、溶接電流250Aでタングステン電極(直径3.2mm)と銅合金板との間にアーク放電を起こして溶接棒を溶融させることにより行った。こうして、銅合金で構成される第一部材と鉄鋼材で構成される第二部材とのTIG溶接接合体を得た。得られた接合体に対して例1と同様の評価を行った。結果は、図5A~5C及び表1に示されるとおりであった。図5Cにおける縦軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
TIG溶接により銅合金/鉄鋼材の接合体を以下のようにして製造した。まず、銅合金板(ベリリウム銅25合金(JIS合金番号C1720)製、寸法100mm×50mm、厚さ10mm)を用意した。この銅合金板は、事前に溶体化処理及び時効処理を施したものである。銅合金板の鉄鋼材との接合に用いられる面をアセトンで洗浄した。一方、ダイス鋼(JIS G4404 SKD61)製の溶接棒(直径0.1~1.0mm)を用意し、その表面をアセトンで洗浄した。溶接棒(鉄鋼材)を用いたTIG溶接により銅合金板表面に鉄鋼材層を形成した。このTIG溶接は、溶接箇所にArガスを当てながら、溶接電流250Aでタングステン電極(直径3.2mm)と銅合金板との間にアーク放電を起こして溶接棒を溶融させることにより行った。こうして、銅合金で構成される第一部材と鉄鋼材で構成される第二部材とのTIG溶接接合体を得た。得られた接合体に対して例1と同様の評価を行った。結果は、図5A~5C及び表1に示されるとおりであった。図5Cにおける縦軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
例6(比較)
レーザー溶接により銅合金/鉄鋼材の接合体を以下のようにして製造した。まず、銅合金板(ベリリウム銅25合金(JIS合金番号C1720)製、寸法100mm×50mm、厚さ10mm)を用意した。この銅合金板は、事前に溶体化処理及び時効処理を施したものである。銅合金板の鉄鋼材との接合に用いられる面をアセトンで洗浄した。一方、一方、ダイス鋼(JIS G4404 SKD61)製の溶接棒(直径0.1~1.0mm)を用意し、その表面をアセトンで洗浄した。溶接棒(鉄鋼材)を用いたレーザー溶接により銅合金板表面に鉄鋼材層を形成した。このレーザー溶接は、溶接箇所にArガスを当てながら、YAGレーザー(レーザー出力:5kW)を照射して溶接棒を溶融させることにより行った。このときの溶接速度は1.5m/分であった。こうして、銅合金で構成される第一部材と鉄鋼材で構成される第二部材とのレーザー溶接接合体を得た。得られた接合体に対して例1と同様の評価を行った。結果は、図6A~6C及び表1に示されるとおりであった。図6Cの縦軸の見方は図5Cに関して述べたとおりである。
レーザー溶接により銅合金/鉄鋼材の接合体を以下のようにして製造した。まず、銅合金板(ベリリウム銅25合金(JIS合金番号C1720)製、寸法100mm×50mm、厚さ10mm)を用意した。この銅合金板は、事前に溶体化処理及び時効処理を施したものである。銅合金板の鉄鋼材との接合に用いられる面をアセトンで洗浄した。一方、一方、ダイス鋼(JIS G4404 SKD61)製の溶接棒(直径0.1~1.0mm)を用意し、その表面をアセトンで洗浄した。溶接棒(鉄鋼材)を用いたレーザー溶接により銅合金板表面に鉄鋼材層を形成した。このレーザー溶接は、溶接箇所にArガスを当てながら、YAGレーザー(レーザー出力:5kW)を照射して溶接棒を溶融させることにより行った。このときの溶接速度は1.5m/分であった。こうして、銅合金で構成される第一部材と鉄鋼材で構成される第二部材とのレーザー溶接接合体を得た。得られた接合体に対して例1と同様の評価を行った。結果は、図6A~6C及び表1に示されるとおりであった。図6Cの縦軸の見方は図5Cに関して述べたとおりである。
例7
レーザーメタルデポジション(LMD)により銅合金/中間層/鉄鋼材の接合体を以下のようにして製造した。まず、銅合金板(ベリリウム銅11合金(JIS番号C1751)製、硬度HV245~270、導電率61IACS%(換算熱伝導率245W/mk)、寸法100mm×50mm、厚さ10mm)を用意した。この銅合金板は、事前に溶体化処理及び時効処理を施したものである。銅合金板の中間層との接合に用いられる面をアセトンで洗浄した。レーザー積層造形装置(機種名:MU-6300V LASER EX、オークマ株式会社製)を用いて、LMDにより、銅合金板の接合面に中間層を構成する粉末(Ni含有量が50重量%以上であるニッケル-クロム-鉄合金、公称粒径:-90/+15μm)を供給して溶融させることで、中間層の積層造形物を形成させた。このLMDは、中間層を構成する粉末が噴射されるノズルに対して銅合金板を相対的に所望の方向に移動させながら、以下の条件:
・キャリアガス:He
・レーザー出力:1600W
・平均入熱量:302W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.6mm
・鉄鋼粉末の平均供給質量:4.2g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:600mm/分
・層間冷却時間:150秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。
レーザーメタルデポジション(LMD)により銅合金/中間層/鉄鋼材の接合体を以下のようにして製造した。まず、銅合金板(ベリリウム銅11合金(JIS番号C1751)製、硬度HV245~270、導電率61IACS%(換算熱伝導率245W/mk)、寸法100mm×50mm、厚さ10mm)を用意した。この銅合金板は、事前に溶体化処理及び時効処理を施したものである。銅合金板の中間層との接合に用いられる面をアセトンで洗浄した。レーザー積層造形装置(機種名:MU-6300V LASER EX、オークマ株式会社製)を用いて、LMDにより、銅合金板の接合面に中間層を構成する粉末(Ni含有量が50重量%以上であるニッケル-クロム-鉄合金、公称粒径:-90/+15μm)を供給して溶融させることで、中間層の積層造形物を形成させた。このLMDは、中間層を構成する粉末が噴射されるノズルに対して銅合金板を相対的に所望の方向に移動させながら、以下の条件:
・キャリアガス:He
・レーザー出力:1600W
・平均入熱量:302W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.6mm
・鉄鋼粉末の平均供給質量:4.2g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:600mm/分
・層間冷却時間:150秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。
次いで、上記レーザー積層造形装置を用いて、LMDにより、中間層に鉄鋼粉末(ダイス鋼(JIS G4404 SKD61)製、公称粒径:-90/+45μm)を供給して溶融させることで、積層造形物を形成させた。このLMDは、鉄鋼粉末が噴射されるノズルに対して中間層を積層した銅合金板を相対的に所望の方向に移動させながら、以下の条件:
・キャリアガス:He
・レーザー出力:1050W
・平均入熱量:198W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.6mm
・鉄鋼粉末の平均供給質量:5.6g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:105秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。こうして、銅合金で構成される第一部材と、中間層及び鉄鋼材で構成される第二部材とのLMD接合体を得た。
・キャリアガス:He
・レーザー出力:1050W
・平均入熱量:198W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.6mm
・鉄鋼粉末の平均供給質量:5.6g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:105秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。こうして、銅合金で構成される第一部材と、中間層及び鉄鋼材で構成される第二部材とのLMD接合体を得た。
なお、LMDの間及びそれ以降において、銅合金(第一部材)は400℃以上の温度で10分間以上保持されることがなく、また、500℃以上の温度で3分間以上保持されることもなかった。したがって、LMD後の接合体に対する溶体化処理は行っていない。
<断面観察>
例1と同様の手法で加工した、銅合金と中間層との接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図7Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図7Bに示される画像が得られた。その結果図7A及び7Bからも分かるように、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。しかしながら、当該接合界面と平行な方向に10μm以上の長さを有する空隙が一部存在することが確認された。
例1と同様の手法で加工した、銅合金と中間層との接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図7Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図7Bに示される画像が得られた。その結果図7A及び7Bからも分かるように、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。しかしながら、当該接合界面と平行な方向に10μm以上の長さを有する空隙が一部存在することが確認された。
<ビッカース硬さ測定>
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材、及び第二部材における鉄鋼材のビッカース硬さHVを示す。また、図7Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図7Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材及び中間層で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材、及び第二部材における鉄鋼材のビッカース硬さHVを示す。また、図7Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図7Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材及び中間層で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
例8
レーザーメタルデポジション(LMD)により銅合金/中間層/鉄鋼材の接合体を以下のようにして製造した。まず、銅合金板(ベリリウム銅11合金(JIS番号C1751)製、硬度HV105~120、導電率38IACS%(換算熱伝導率158W/mk)、寸法100mm×50mm、厚さ10mm)を用意した。この銅合金板は、事前に溶体化処理のみを施したものである。銅合金板の中間層との接合に用いられる面をアセトンで洗浄した。レーザー積層造形装置(機種名:MU-6300V LASER EX、オークマ株式会社製)を用いて、LMDにより、銅合金板の接合面に中間層を構成する粉末(Ni含有量が50重量%以上であるニッケル-クロム-鉄合金、公称粒径:-90/+15μm)を供給して溶融させることで、中間層の積層造形物を形成させた。このLMDは、中間層を構成する粉末が噴射されるノズルに対して銅合金板を相対的に所望の方向に移動させながら、以下の条件:
・キャリアガス:He
・レーザー出力:1600W
・平均入熱量:302W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.6mm
・鉄鋼粉末の平均供給質量:4.2g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:150秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。
レーザーメタルデポジション(LMD)により銅合金/中間層/鉄鋼材の接合体を以下のようにして製造した。まず、銅合金板(ベリリウム銅11合金(JIS番号C1751)製、硬度HV105~120、導電率38IACS%(換算熱伝導率158W/mk)、寸法100mm×50mm、厚さ10mm)を用意した。この銅合金板は、事前に溶体化処理のみを施したものである。銅合金板の中間層との接合に用いられる面をアセトンで洗浄した。レーザー積層造形装置(機種名:MU-6300V LASER EX、オークマ株式会社製)を用いて、LMDにより、銅合金板の接合面に中間層を構成する粉末(Ni含有量が50重量%以上であるニッケル-クロム-鉄合金、公称粒径:-90/+15μm)を供給して溶融させることで、中間層の積層造形物を形成させた。このLMDは、中間層を構成する粉末が噴射されるノズルに対して銅合金板を相対的に所望の方向に移動させながら、以下の条件:
・キャリアガス:He
・レーザー出力:1600W
・平均入熱量:302W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.6mm
・鉄鋼粉末の平均供給質量:4.2g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:150秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。
次いで、上記レーザー積層造形装置を用いて、LMDにより、中間層に鉄鋼粉末(ダイス鋼(JIS G4404 SKD61)製、公称粒径:-90/+45μm)を供給して溶融させることで、積層造形物を形成させた。このLMDは、鉄鋼粉末が噴射されるノズルに対して中間層を積層した銅合金板を相対的に所望の方向に移動させながら、以下の条件:
・キャリアガス:He
・レーザー出力:1050W
・平均入熱量:198W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.6mm
・鉄鋼粉末の平均供給質量:5.6g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:105秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。こうして、銅合金で構成される第一部材と、中間層及び鉄鋼材で構成される第二部材とのLMD接合体を得た。
・キャリアガス:He
・レーザー出力:1050W
・平均入熱量:198W/sec・mm2(間歇及び放冷時間を含めた合計時間ベースで算出される)
・スポット径:直径2.6mm
・鉄鋼粉末の平均供給質量:5.6g/分(間歇及び放冷時間を含めた合計時間ベースで算出される)
・銅合金板の送り速度:800mm/分
・層間冷却時間:105秒(LMDで1層を形成した後、次の1層が積層されるまでの冷却時間)
で行った。こうして、銅合金で構成される第一部材と、中間層及び鉄鋼材で構成される第二部材とのLMD接合体を得た。
なお、LMDの間及びそれ以降において、銅合金(第一部材)は400℃以上の温度で10分間以上保持されることがなく、また、500℃以上の温度で3分間以上保持されることもなかった。したがって、LMD後の接合体に対する溶体化処理は行っていない。
<断面観察>
例1と同様の手法で加工した、銅合金と中間層との接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図8Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図8Bに示される画像が得られた。その結果図8A及び8Bからも分かるように、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。また、当該接合界面と平行な方向に10μm以上の長さを有する空隙が存在しないことも確認された。
例1と同様の手法で加工した、銅合金と中間層との接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図8Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図8Bに示される画像が得られた。その結果図8A及び8Bからも分かるように、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。また、当該接合界面と平行な方向に10μm以上の長さを有する空隙が存在しないことも確認された。
<ビッカース硬さ測定>
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材、及び第二部材における鉄鋼材のビッカース硬さHVを示す。また、図8Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図8Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材及び中間層で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材、及び第二部材における鉄鋼材のビッカース硬さHVを示す。また、図8Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図8Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材及び中間層で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
例9
例8と同一条件で作製した接合体に対して、溶体化処理を行うことなく、析出硬化処理を行った。析出硬化処理は、接合体を汎用の熱処理炉に入れて窒素雰囲気下で10℃/分の速度で昇温し、450±5℃で3時間保持した後、炉内で冷却し室温に達した後に取り出すことで実施した。この析出硬化処理により、第一部材の析出硬化型銅合金の熱伝導率は160W/mK以上に調整されたといえる。
例8と同一条件で作製した接合体に対して、溶体化処理を行うことなく、析出硬化処理を行った。析出硬化処理は、接合体を汎用の熱処理炉に入れて窒素雰囲気下で10℃/分の速度で昇温し、450±5℃で3時間保持した後、炉内で冷却し室温に達した後に取り出すことで実施した。この析出硬化処理により、第一部材の析出硬化型銅合金の熱伝導率は160W/mK以上に調整されたといえる。
<断面観察>
例1と同様の手法で加工した、銅合金と中間層との接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図9Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図9Bに示される画像が得られた。その結果図9A及び9Bからも分かるように、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。また、当該接合界面と平行な方向に10μm以上の長さを有する空隙が存在しないことも確認された。
例1と同様の手法で加工した、銅合金と中間層との接合界面を含む研磨断面を光学顕微鏡で50倍の倍率で観察したところ、図9Aに示される画像が得られた。同様に、接合界面を含む研磨断面を走査型電子顕微鏡(SEM)により100倍の倍率で観察したところ、図9Bに示される画像が得られた。その結果図9A及び9Bからも分かるように、例1同様、接合界面には、当該接合界面と平行な方向に50μm以上の長さを有する空隙は存在していないことが確認された。また、当該接合界面と平行な方向に10μm以上の長さを有する空隙が存在しないことも確認された。
<ビッカース硬さ測定>
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材、及び第二部材における鉄鋼材のビッカース硬さHVを示す。また、図9Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図9Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材及び中間層で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。
例1と同様の手法で接合体の厚さ方向(接合界面に対して垂直な方向)の様々な位置におけるビッカース硬さを測定した。表1に、銅合金で構成される第一部材、及び第二部材における鉄鋼材のビッカース硬さHVを示す。また、図9Cには接合界面近傍の様々な位置におけるビッカース硬さ(HV)のプロットを示す。図9Cにおける横軸は、接合体における接合界面からの距離(mm)を意味しており、プラス(+)側が鉄鋼材及び中間層で構成される第二部材に、マイナス(-)側が銅合金で構成される第一部材にそれぞれ対応する。

例10~12(参考)
LMDにより銅合金丸棒(第一部材)の外周に鉄鋼材(第二部材)を積層造形して接合体を製造した。具体的には、レーザー積層造形装置(機種名:MU-6300V LASER EX、オークマ株式会社製)を用いて、LMDにより、ベリリウム銅25合金製(JIS合金番号C1720)の丸棒(直径10mm)外周に、鉄鋼粉末(ダイス鋼(JIS G4404 SKD61))を供給して、銅合金/鉄鋼材の接合体を製造した。このとき、LMDは、表2に示される諸条件(レーザーの照射スポット径、レーザー出力、送り速度及び層間冷却時間)で行った。得られた接合体における銅合金断面のビッカース硬さを例1と同様にして測定した。表2に、各例で作製された接合体の銅合金部分における接合界面から0.5mm、1.0mm、及び2.0mmの各位置でのビッカース硬さを示す。表2に示されるように、例8及び9で得られた接合体は、ビッカース硬さがHV300以上のため、LMDの間及びそれ以降において、第一部材が400℃以上の温度で10分間以上保持されることがなく、かつ、第一部材が500℃以上の温度で3分間以上保持されることがなかったといえる。
LMDにより銅合金丸棒(第一部材)の外周に鉄鋼材(第二部材)を積層造形して接合体を製造した。具体的には、レーザー積層造形装置(機種名:MU-6300V LASER EX、オークマ株式会社製)を用いて、LMDにより、ベリリウム銅25合金製(JIS合金番号C1720)の丸棒(直径10mm)外周に、鉄鋼粉末(ダイス鋼(JIS G4404 SKD61))を供給して、銅合金/鉄鋼材の接合体を製造した。このとき、LMDは、表2に示される諸条件(レーザーの照射スポット径、レーザー出力、送り速度及び層間冷却時間)で行った。得られた接合体における銅合金断面のビッカース硬さを例1と同様にして測定した。表2に、各例で作製された接合体の銅合金部分における接合界面から0.5mm、1.0mm、及び2.0mmの各位置でのビッカース硬さを示す。表2に示されるように、例8及び9で得られた接合体は、ビッカース硬さがHV300以上のため、LMDの間及びそれ以降において、第一部材が400℃以上の温度で10分間以上保持されることがなく、かつ、第一部材が500℃以上の温度で3分間以上保持されることがなかったといえる。
なお、例10~12では、レーザー加工条件として、レーザースポット径、レーザー出力、送り速度及び層間冷却時間を変化させることにより温度条件を制御したが、熱容量や熱履歴に応じて、プロセスノズルから供給するガス流量や粉末供給量といったLMD条件を変化させる方法を実施してもよい。また、このLMD条件を変化させる方法と、クーラント等を利用した冷却工程や冷却時間を付加する工程とを同時に実施してもよい。

例13(比較)
例1で製造された銅合金/鉄鋼材のLMD接合体に、800℃で1時間加熱することを含む溶体化処理を施した。接合界面を含む研磨断面を光学顕微鏡で250倍の倍率で観察したところ、図10に示される画像が得られた。なお、図10には溶体化処理を施す前の接合体の断面画像も併せて示す。析出硬化型銅合金は高温での溶体化処理及びTm/2(ただしTmは融点を意味する)近傍での析出硬化を行うことで強度が回復する特性を有するが、図10からも分かるように、銅合金/鉄鋼材の接合体に溶体化処理のような高温処理を施した場合、熱膨張差から剥離が起きてしまう。この結果は、LMDの間及びそれ以降において、第一部材が400℃以上の温度で10分間以上保持されることがなく、かつ、第一部材が500℃以上の温度で3分間以上保持されることがないことが好ましいという前述した事実を支持するものである。
例1で製造された銅合金/鉄鋼材のLMD接合体に、800℃で1時間加熱することを含む溶体化処理を施した。接合界面を含む研磨断面を光学顕微鏡で250倍の倍率で観察したところ、図10に示される画像が得られた。なお、図10には溶体化処理を施す前の接合体の断面画像も併せて示す。析出硬化型銅合金は高温での溶体化処理及びTm/2(ただしTmは融点を意味する)近傍での析出硬化を行うことで強度が回復する特性を有するが、図10からも分かるように、銅合金/鉄鋼材の接合体に溶体化処理のような高温処理を施した場合、熱膨張差から剥離が起きてしまう。この結果は、LMDの間及びそれ以降において、第一部材が400℃以上の温度で10分間以上保持されることがなく、かつ、第一部材が500℃以上の温度で3分間以上保持されることがないことが好ましいという前述した事実を支持するものである。
なお、図10に示される接合体はLMDにより製造された接合体であるが、TIG溶接接合体やレーザー溶接接合体でも同様の現象が起こる。したがって、接合時点での軟化を避けることが望まれる。これは拡散接合体も同様であり、接合時の加熱で軟化してしまう。
Claims (26)
- 析出硬化型銅合金で構成される第一部材と、前記第一部材に少なくとも1つの接合界面で接合された、鉄鋼材の積層造形物を含む第二部材とを備えた接合体であって、
前記接合体は、前記接合界面に対して垂直な断面を走査型電子顕微鏡(SEM)で観察した場合に、前記接合界面において該接合界面と平行な方向に50μm以上の長さを有する空隙が存在していない、接合体。 - 前記鉄鋼材の積層造形物が、レーザーメタルデポジション(LMD)により形成されたものである、請求項1に記載の接合体。
- 前記第一部材は、厚さ方向における前記接合界面から1.0mm以内の部分を除いた主要部分が、HV200以上のビッカース硬さを有する、請求項1又は2に記載の接合体。
- 前記第一部材が、厚さ方向における前記接合界面から1.0mm以内の部分及びそれ以外の主要部分を含む全体にわたって、HV200以上のビッカース硬さを有する、請求項1又は2に記載の接合体。
- 前記第二部材における前記鉄鋼材は、厚さ方向における前記接合界面から1.0mm以内の部分を除いた主要部分が、HV300以上のビッカース硬さを有する、請求項1又は2に記載の接合体。
- 前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、チタン銅合金、ニッケルシリコン銅合金、ニッケルスズ銅合金及びベリリウム銅合金からなる群から選択される少なくとも1種である、請求項1又は2に記載の接合体。
- 前記析出硬化型銅合金が、ベリリウム銅合金である、請求項6に記載の接合体。
- 前記鉄鋼材が、ダイス鋼(SKD)、高速度工具鋼(SKH)、ステンレス鋼(SUS)、及びマルエージング鋼からなる群から選択される少なくとも1種で構成される、請求項1又は2に記載の接合体。
- 前記第二部材が、前記第一部材と接する面に、異種金属材で構成される中間層をさらに備える、請求項1又は2に記載の接合体。
- 前記中間層を構成する異種金属材が、Niを主成分とする合金である、請求項9に記載の接合体。
- 前記中間層を構成する異種金属材が、Niを主成分とするニッケル-クロム-鉄合金である、請求項9に記載の接合体。
- 前記接合体が、前記接合界面に対して垂直な断面を走査型電子顕微鏡(SEM)で観察した場合に、前記接合界面において該接合界面と平行な方向に10μm以上の長さを有する空隙が存在していない、請求項9に記載の接合体。
- 前記第一部材の前記析出硬化型銅合金が、析出硬化処理後に160W/mK以上の熱伝導率を有する、請求項2に記載の接合体。
- 前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、ニッケルシリコン銅合金及びベリリウム銅合金からなる群から選択される少なくとも1種である、請求項13に記載の接合体。
- 請求項1又は2に記載の接合体を含む、金型及び金型部品から選択される、物品。
- 請求項2に記載の接合体の製造方法であって、
溶体化処理、又は溶体化処理及び時効処理が施された析出硬化型銅合金で構成される第一部材を用意する工程と、
前記第一部材の表面又はその上方に、鉄鋼材の粉末を用いたレーザーメタルデポジション(LMD)により前記鉄鋼材で構成される積層造形物を第二部材として形成し、それにより接合体を得る工程と、
を含む、接合体の製造方法。 - 前記方法が、前記鉄鋼材で構成される積層造形物の形成に先立ち、前記第一部材の表面に、Cu及びFe以外の異種金属を主成分とする合金の粉末を用いたLMDにより中間層を形成する工程をさらに含み、
前記鉄鋼材の粉末を用いたLMDによる前記鉄鋼材で構成される積層造形物の形成が、前記中間層の表面に対して行われる、請求項16に記載の方法。 - 前記析出硬化型銅合金が、析出硬化処理後に160W/mK以上の熱伝導率を有するものであり、この場合、
前記第二部材の形成前において、前記第一部材を構成する前記析出硬化型銅合金は、160W/mK未満の熱伝導率を有するように溶体化処理が施されたものであり、
前記第二部材の形成後において、前記第一部材を構成する前記析出硬化型銅合金に析出硬化処理が施されて、前記析出硬化型銅合金の熱伝導率が160W/mK以上に調整される、請求項16又は17に記載の方法。 - 前記積層造形物の形成後、前記接合体を280~530℃の温度で30分~5時間保持することにより析出硬化処理を行う工程をさらに含む、請求項16又は17に記載の方法。
- 前記LMDの間及びそれ以降において、前記第一部材が400℃以上の温度で10分間以上保持されることがなく、かつ、前記第一部材が500℃以上の温度で3分間以上保持されることがない、請求項16又は17に記載の方法。
- 前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、チタン銅合金、ニッケルシリコン銅合金、ニッケルスズ銅合金、及びベリリウム銅合金からなる群から選択される少なくとも1種である、請求項16又は17に記載の方法。
- 前記析出硬化型銅合金が、クロム銅合金、クロムジルコニウム銅合金、ニッケルシリコン銅合金及びベリリウム銅合金からなる群から選択される少なくとも1種である、請求項18に記載の方法。
- 前記析出硬化型銅合金が、ベリリウム銅合金である、請求項16又は17に記載の方法。
- 前記鉄鋼材が、ダイス鋼(SKD)、高速度工具鋼(SKH)、ステンレス鋼(SUS)、及びマルエージング鋼からなる群から選択される少なくとも1種で構成される、請求項16又は17に記載の方法。
- 前記中間層を構成する異種金属材が、Niを主成分とする合金である、請求項17に記載の方法。
- 前記中間層を構成する異種金属材が、Niを主成分とするニッケル-クロム-鉄合金である、請求項17に記載の方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280073113.7A CN118176073A (zh) | 2021-11-05 | 2022-11-01 | 接合体及其制造方法 |
| JP2023558042A JPWO2023080139A1 (ja) | 2021-11-05 | 2022-11-01 | |
| US18/644,302 US20240269744A1 (en) | 2021-11-05 | 2024-04-24 | Joined body and manufacturing method thereof |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-181272 | 2021-11-05 | ||
| JP2021181272 | 2021-11-05 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/644,302 Continuation US20240269744A1 (en) | 2021-11-05 | 2024-04-24 | Joined body and manufacturing method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023080139A1 true WO2023080139A1 (ja) | 2023-05-11 |
Family
ID=86241522
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/040930 WO2023080139A1 (ja) | 2021-11-05 | 2022-11-01 | 接合体及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20240269744A1 (ja) |
| JP (1) | JPWO2023080139A1 (ja) |
| CN (1) | CN118176073A (ja) |
| WO (1) | WO2023080139A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10216960A (ja) * | 1997-02-03 | 1998-08-18 | Ngk Insulators Ltd | ベリリウム、銅合金およびステンレス鋼の複合接合体および複合接合方法 |
| JP2001025856A (ja) * | 1999-07-13 | 2001-01-30 | Maizuru:Kk | ダイカスト品の製法およびそれに用いるダイカスト用金型 |
| JP2018053308A (ja) * | 2016-09-28 | 2018-04-05 | マツダ株式会社 | ダイカスト金型用銅含有鉄系焼結合金、その製造方法、及び当該ダイカスト金型用銅含有鉄系焼結合金を用いて製造されたダイカスト金型 |
| JP2018061982A (ja) * | 2016-10-13 | 2018-04-19 | トヨタ自動車株式会社 | 金型の造形方法 |
| JP2020079431A (ja) * | 2018-11-12 | 2020-05-28 | 株式会社フジミインコーポレーテッド | 粉末積層造形に用いるための粉末材料、これを用いた粉末積層造形法および造形物 |
| WO2021002364A1 (ja) * | 2019-07-04 | 2021-01-07 | 日本碍子株式会社 | ベリリウム銅合金接合体及びその製造方法 |
| JP2021143398A (ja) * | 2020-03-12 | 2021-09-24 | 株式会社神戸製鋼所 | 積層造形物の製造方法、及び積層造形物 |
-
2022
- 2022-11-01 WO PCT/JP2022/040930 patent/WO2023080139A1/ja active Application Filing
- 2022-11-01 JP JP2023558042A patent/JPWO2023080139A1/ja active Pending
- 2022-11-01 CN CN202280073113.7A patent/CN118176073A/zh active Pending
-
2024
- 2024-04-24 US US18/644,302 patent/US20240269744A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10216960A (ja) * | 1997-02-03 | 1998-08-18 | Ngk Insulators Ltd | ベリリウム、銅合金およびステンレス鋼の複合接合体および複合接合方法 |
| JP2001025856A (ja) * | 1999-07-13 | 2001-01-30 | Maizuru:Kk | ダイカスト品の製法およびそれに用いるダイカスト用金型 |
| JP2018053308A (ja) * | 2016-09-28 | 2018-04-05 | マツダ株式会社 | ダイカスト金型用銅含有鉄系焼結合金、その製造方法、及び当該ダイカスト金型用銅含有鉄系焼結合金を用いて製造されたダイカスト金型 |
| JP2018061982A (ja) * | 2016-10-13 | 2018-04-19 | トヨタ自動車株式会社 | 金型の造形方法 |
| JP2020079431A (ja) * | 2018-11-12 | 2020-05-28 | 株式会社フジミインコーポレーテッド | 粉末積層造形に用いるための粉末材料、これを用いた粉末積層造形法および造形物 |
| WO2021002364A1 (ja) * | 2019-07-04 | 2021-01-07 | 日本碍子株式会社 | ベリリウム銅合金接合体及びその製造方法 |
| JP2021143398A (ja) * | 2020-03-12 | 2021-09-24 | 株式会社神戸製鋼所 | 積層造形物の製造方法、及び積層造形物 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN118176073A (zh) | 2024-06-11 |
| JPWO2023080139A1 (ja) | 2023-05-11 |
| US20240269744A1 (en) | 2024-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI601588B (zh) | Resistance point welding method | |
| JP7022698B2 (ja) | チタン、アルミニウム、バナジウム、及び鉄のbcc材料ならびにそれから作製される製品 | |
| KR20200083312A (ko) | 적층 제조 중 부품의 변형과 정밀도의 병행 제어 방법 | |
| JP6644007B2 (ja) | 金属又は金属マトリックス複合材料から作られた部品の製造のための方法及び積層造形とそれに続く前記部品の鍛造を含む工程からの結果物 | |
| KR20180115344A (ko) | 알루미늄, 코발트, 철, 및 니켈로 이루어진 fcc 재료, 및 이로 제조된 제품 | |
| KR101789682B1 (ko) | 대형제품이 제조가능한 레이저를 이용한 금속소재의 적층성형 가공방법 | |
| CN107283036A (zh) | 具有带插入件的电极的电阻点焊钢和铝工件 | |
| KR101295440B1 (ko) | 연소기 구성 부재의 제조 방법, 그리고, 연소기 구성 부재, 가스 터빈용 연소기 및 가스 터빈 | |
| KR20180123221A (ko) | 알루미늄 및 몰리브덴을 갖는 알파-베타 티타늄 합금, 및 그로부터 제조된 제품 | |
| KR102251066B1 (ko) | 티타늄, 알루미늄, 니오븀, 바나듐 및 몰리브덴의 bcc 재료, 및 그로부터 제조된 제품 | |
| US20230264257A1 (en) | Method for manufacturing solid-state composite additive for high-performance structural component | |
| Chaudhari et al. | Reliability of dissimilar metal joints using fusion welding: A Review | |
| JP2019516010A (ja) | アルミニウム、チタン、及びジルコニウムのhcp材料ならびにそれから作製される製品 | |
| EP2853339B1 (en) | Welding material for welding of superalloys | |
| KR101636117B1 (ko) | 고강도 마그네슘 합금 선재 및 그 제조 방법, 고강도 마그네슘 합금 부품, 및 고강도 마그네슘 합금 스프링 | |
| JP2019516012A (ja) | アルミニウム、コバルト、クロム、及びニッケルのfcc材料、ならびにそれから作製される製品 | |
| WO2023080139A1 (ja) | 接合体及びその製造方法 | |
| Do et al. | Simultaneous joining and forming of dissimilar steels by electrically assisted pressure joining | |
| KR101798064B1 (ko) | 접합특성이 우수한 아연도금강판-알루미늄의 주조 접합 방법 | |
| JP5392183B2 (ja) | 金型補修溶接材料及びこれを用いた金型補修溶接方法 | |
| WO2020080425A1 (ja) | 硬化層の積層方法、及び積層造形物の製造方法 | |
| Zhang et al. | Joining of copper and stainless steel 304L using direct metal deposition | |
| KR20180118798A (ko) | 알루미늄, 코발트, 니켈 및 티타늄의 fcc 재료, 및 그로부터 제조된 제품 | |
| JP5208106B2 (ja) | 鉄鋼部材の接合方法、鉄鋼部材からなる接合体における接合力強化方法及び鉄鋼製品 | |
| JP2000301542A (ja) | 高熱伝導性複合金型及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22889959 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023558042 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280073113.7 Country of ref document: CN |