WO2023063170A1 - アルミニウム粉末混合物、金属積層造形用粉末および金属積層造形物 - Google Patents
アルミニウム粉末混合物、金属積層造形用粉末および金属積層造形物 Download PDFInfo
- Publication number
- WO2023063170A1 WO2023063170A1 PCT/JP2022/037127 JP2022037127W WO2023063170A1 WO 2023063170 A1 WO2023063170 A1 WO 2023063170A1 JP 2022037127 W JP2022037127 W JP 2022037127W WO 2023063170 A1 WO2023063170 A1 WO 2023063170A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aluminum
- powder
- aluminum powder
- powder mixture
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/09—Mixtures of metallic powders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
- B22F1/052—Metallic powder characterised by the size or surface area of the particles characterised by a mixture of particles of different sizes or by the particle size distribution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/14—Formation of a green body by jetting of binder onto a bed of metal powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/40—Structures for supporting workpieces or articles during manufacture and removed afterwards
- B22F10/43—Structures for supporting workpieces or articles during manufacture and removed afterwards characterised by material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0408—Light metal alloys
- C22C1/0416—Aluminium-based alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/12—Alloys based on aluminium with copper as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/64—Treatment of workpieces or articles after build-up by thermal means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/05—Light metals
- B22F2301/052—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/10—Micron size particles, i.e. above 1 micrometer up to 500 micrometer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present invention relates to aluminum powder mixtures, metal additive manufacturing powders and metal additive manufacturing articles. This application claims priority based on Japanese Patent Application No. 2021-168725 filed in Japan on October 14, 2021, the content of which is incorporated herein.
- Powder metallurgy which is used as a method for manufacturing parts with complex shapes, is capable of forming near-net shapes using molds, so it is possible to give shapes at low cost. There was a problem that it was difficult to remove. Therefore, sinterability is improved by methods such as the method of pressure-molding a preform as described in Patent Document 1, and the method of using fine powder of several ⁇ m with excellent sinterability as described in Patent Document 2. A method for doing so is proposed.
- Patent Literature 3 discloses a metal additive manufacturing method and a modeling apparatus using a binder jet method.
- a binder containing a thermosetting resin, thermoplastic resin or photo-setting resin is selectively sprayed from a print head onto a metal powder layer, and repeatedly layered to form a desired three-dimensional shape of the metal powder. Forming a molded body. Thereafter, solidification of the binder, removal of unnecessary powder, degreasing, and sintering are performed to obtain a three-dimensional shaped metal object.
- PBF Powder Bed Fusion
- DED Directed Energy Deposition
- JP-A-01-294833 Japanese Patent Application Laid-Open No. 2004-308004 Japanese Patent Publication No. 2020-511593
- Patent Document 1 In the method described in Patent Document 1, there was a problem in terms of productivity because it was necessary to pressurize after filling the mold. Further, in the use of the fine powder described in Patent Document 2, aluminum, which has a low specific gravity, may cause quality deterioration and safety problems due to scattering during filling.
- the present invention has been made in view of the above problems, and an object of the present invention is to provide an aluminum powder mixture, a powder for metal additive manufacturing, and a metal additive manufacturing product that enable the production of a high-density aluminum sintered body. .
- the present inventors have found that by using a mixture of pure aluminum powders or aluminum alloy powders having different melting points as powder raw materials, sinterability can be improved, and densification with a relative density of 85% or more can be achieved even without pressure. I found This is because by using a mixture of the above-mentioned pure aluminum powder or aluminum alloy powder as a raw material, a small amount of melt can be locally generated during heat sintering, and sinterability is improved by liquid phase sintering. It is considered to be for
- An aluminum powder mixture according to one aspect of the present invention is an aluminum powder mixture in which two or more kinds of aluminum-containing powders having different melting points are mixed, wherein the oxygen content of the aluminum powder mixture is 0.3. % by mass or less, and the total content of one or more elements selected from Ca, Cu, Fe, Mg, Mn, Ni, Si, and Zn contained in the aluminum powder mixture is 0.4 mass % or more and 5.0 mass % or less.
- an appropriate amount of liquid phase can be generated from the low melting point aluminum powder by sintering. For this reason, it is possible to provide an aluminum powder mixture capable of producing a high-density aluminum sintered body in which aluminum powder having a high melting point is integrated by a liquid phase generated between aluminum powder particles having a high melting point.
- the oxygen content as described above the influence of the oxide film formed on the powder particle surface can be suppressed, and an aluminum powder mixture having excellent wettability between powder particles in the liquid phase can be provided.
- At least one of the powders constituting the aluminum powder mixture may be pure aluminum powder (high-purity aluminum powder) with a purity of 99% or higher.
- At least one of the powders constituting the aluminum powder mixture is a pure aluminum powder, a high level of electrical conductivity and thermal conductivity can be ensured when a metal additive manufacturing product is formed.
- At least one of the powders constituting the aluminum powder mixture contains Ca, Cu, Fe, Mg, Mn, Ni, Si
- the aluminum alloy powder may contain one or more elements selected from Zn in a total content of 2.0% by mass or more and 25.0% by mass or less. The range may be 2.0% by mass or more and 20.0% by mass or less.
- At least one of the powders constituting the aluminum powder mixture contains one or more elements selected from Ca, Cu, Fe, Mg, Mn, Ni, Si, and Zn in an amount of 2.0% by mass or more and 25.0% by mass.
- an aluminum powder with a low melting point can be obtained, and an aluminum powder mixture containing an aluminum powder with a high melting point and an aluminum powder with a low melting point can be obtained.
- the total content of the above elements contained in the entire aluminum powder mixture is 0.4% by mass or more and 5.0% by mass or less, and 2.0% by mass or more and 25.0% by mass of the above elements % or less of the above-mentioned aluminum powder with a low melting point, an aluminum powder that can generate a suitable amount of liquid phase during sintering by including an appropriate amount of an aluminum alloy powder with a low melting point with respect to the total mass of the aluminum powder mixture. a mixture. Therefore, it is possible to provide an aluminum powder mixture capable of producing a high-density aluminum sintered body or a metal laminate product by producing a suitable amount of liquid phase. Also, by limiting the amount of the element that lowers the melting point to the above range, it is possible to provide an aluminum sintered body with excellent thermal conductivity and electrical conductivity.
- the pure aluminum powder or aluminum alloy powder having the lowest melting point among the pure aluminum powder or aluminum alloy powder constituting the aluminum powder mixture The difference MH-ML (°C) between the melting point ML (°C) and the melting point MH (°C) of the pure aluminum powder or aluminum alloy powder having the highest melting point may be 10°C or more and 100°C or less.
- the difference between the melting point ML of the pure aluminum powder or aluminum alloy powder having the lowest melting point and the melting point MH of the pure aluminum powder or aluminum alloy powder having the highest melting point is 10° C. or more and 100° C. or less, during sintering It becomes possible to reliably generate a suitable amount of liquid phase, and it is possible to provide an aluminum powder mixture capable of producing a high-density aluminum sintered body by generating a suitable amount of liquid phase.
- the volume-based 50% cumulative particle diameter measured by a laser diffraction/scattering method may be 10 ⁇ m or more and 100 ⁇ m or less.
- a powder for metal additive manufacturing which is one aspect of the present invention, comprises the aluminum powder mixture according to any one of aspects (1) to (6).
- the above aluminum powder mixture is excellent as a powder for metal additive manufacturing.
- a metal additive manufacturing article comprises the aluminum powder mixture according to any one of aspects (1) to (6). Specifically, by a powder bed method, directed energy deposition method, FDM method, binder jet method, etc., an aluminum powder mixture is laminated to form a desired three-dimensional shape, and sintered at the same time as lamination or after lamination is completed. to obtain a metal lamination-molded product. In particular, layered manufacturing by a binder jet method is suitable for the present invention.
- a metal laminate-molded article formed from the aluminum powder mixture described above can provide a metal laminate-molded article having a high relative density and excellent electrical conductivity and thermal conductivity.
- the aluminum powder mixture according to one aspect of the present invention it is possible to further promote sintering between two or more powders having different melting points compared to conventional powders, and as a result, the obtained aluminum sintered body It becomes possible to obtain high density and high electrical conductivity and thermal conductivity. This makes it possible to further improve the performance of metal additive manufacturing products such as heat exchange members, conductive members, strength members, etc., which are produced using, for example, an aluminum powder mixture.
- FIG. 1 shows an example of an aluminum powder mixture and its sintering process according to the first embodiment
- (a) is a partially enlarged cross-sectional view showing a laminate of the aluminum powder mixture
- (b) is a heating of the same laminate.
- (c) is an explanatory view showing an overview of the obtained sintered body
- (d) is an explanatory view showing a state of final processing of the sintered body.
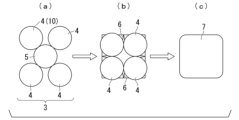
- FIG. 2 shows an example of the process of sintering an aluminum powder mixture.
- (a) is an explanatory view showing the aluminum powder mixture before sintering
- (b) shows a state in which the liquid phase spreads during sintering.
- (c) is an explanatory diagram showing a state in which each powder is integrated to form a sintered body after sintering.
- FIG. 3 is a graph showing DSC measurement results of Al-10%Al10Si0.5Mg mixed powder.
- the aluminum powder mixture according to the present embodiment is (1) an aluminum powder mixture in which a total of two or more types of pure aluminum powder and at least one or more aluminum alloy powders are mixed, or (2) two or more types having different melting points. It is an aluminum powder mixture in which aluminum alloy powder is mixed.
- the aluminum alloy powder contains, as an alloy component, one or more elements selected from Ca, Cu, Fe, Mg, Mn, Ni, Si, and Zn. and the balance consists of unavoidable impurities and aluminum.
- the total content of the elements (alloy components) contained in at least one kind of aluminum powder constituting the aluminum mixed powder is 2.0% by mass or more and 25.0% by mass or less in each of the aluminum alloy powders.
- one or more elements selected from Ca, Cu, Fe, Mg, Mn, Ni, Si, and Zn contained in the aluminum powder mixture with respect to the total mass of the aluminum powder mixture according to the present embodiment is 0.4% by mass or more and 5.0% by mass or less.
- an aluminum powder mixture can be defined as a mixture of a first powder and a second powder.
- the first powder contains one or more elements selected from Ca, Cu, Fe, Mg, Mn, Ni, Si, and Zn as alloy components, and the balance is an aluminum alloy composed of inevitable impurities and aluminum. It is a fine powder.
- the second powder consists of pure aluminum powder (high-purity aluminum powder) as a first example.
- the pure aluminum powder is contained in the aluminum powder mixture, it is preferable to contain the pure aluminum powder in an amount of 70% by mass or more with respect to the total mass of the aluminum powder mixture.
- the second powder is made of an aluminum alloy powder and can be defined as a powder having a higher melting point than the first powder.
- the aluminum powder mixture of this embodiment can be used as a powder for metal additive manufacturing, as described below.
- Al alloy component in the aluminum alloy powder one or more elements selected from Ca, Cu, Fe, Mg, Mn, Ni, Si, and Zn are 2.0% by mass or more and 25.0% by mass or less.
- Contain is preferable. All of the above elements are elements capable of forming a eutectic with aluminum, and by adding them to aluminum as an alloying element, the melting point of the aluminum alloy powder can be lowered, and a liquid phase can be partially generated. element.
- the aluminum alloy powder constituting the aluminum powder mixture is heated to the melting point or higher.
- the amount of liquid phase generated at the time of sintering becomes insufficient, densification through the liquid phase becomes insufficient, and the relative density of the sintered body decreases.
- the additional element is present in an amount equal to or higher than the eutectic composition.
- the amount of liquid phase generated when heating above the melting point of the aluminum alloy powder constituting the aluminum powder mixture is insufficient, densification via the liquid phase is insufficient, and the relative density when sintered is reduced. .
- the total content of one or more elements selected from Ca, Cu, Fe, Mg, Mn, Ni, Si, and Zn in the aluminum powder mixture is 0.4% by mass or more and 5.0% by mass
- the reason for "below” is as follows. As described above, each of the above elements is an element capable of forming a eutectic with aluminum, and when contained as an alloying element in the aluminum alloy powder, it becomes possible to lower the melting point and partially liquid phase. occurrence is possible. The generated liquid phase spreads to grain boundaries of the surrounding unmelted pure aluminum powder or aluminum alloy powder having a high melting point, thereby promoting sintering.
- the pure aluminum powder or aluminum alloy powder constituting the aluminum powder mixture preferably has a volume-based 50% cumulative particle diameter (D50) of 10 ⁇ m or more and 100 ⁇ m or less.
- D50 volume-based 50% cumulative particle diameter
- the pure aluminum powder or the aluminum alloy powder when the volume-based 50% cumulative particle size is 10 ⁇ m or more and 100 ⁇ m or less, a powder mixture excellent in stable fluidity and sinterability can be obtained. If the powder particle size (D50) is 10 ⁇ m or less, there is a risk of dust explosion due to reduced fluidity and powder scattering. If the powder particle diameter (D50) exceeds 100 ⁇ m, the specific surface area of the powder particles is reduced, so that the sinterability of the aluminum powder mixture is reduced, and sufficient density as a sintered body cannot be obtained.
- Y 0.5 or less
- the particle size distribution range is extremely narrow, so the stability of the powder mixture is excellent, but the gaps between particles become large, making it difficult to obtain a high bulk density.
- Y 2.0 or more
- problems such as scattering of fine particles and low sinterability of large particles may cause variations in density within the model.
- oxygen content: 0.3% by mass or less is preferable. If the oxygen content of the aluminum powder mixture is within the range of 0.3% by mass or less, the wettability between the powder particles of the liquid phase generated when the aluminum powder mixture is heated can be stably improved. As a result, segregation and aggregation of the liquid phase can be suppressed. If the oxygen content exceeds 0.3% by mass, the wettability between the solid phase and the liquid phase decreases, segregation occurs in the liquid phase, and solidification of the liquid phase results in poor appearance and a decrease in the density of the sintered body. Non-uniformity may occur.
- the aluminum powder or aluminum alloy powder constituting the aluminum mixed powder is washed in advance with an acidic or alkaline solution and dried. Suppression is possible.
- the oxygen content of the aluminum powder mixture is more preferably 0.25% by mass or less, and even more preferably 0.20% by mass or less.
- “Manufacturing method of aluminum powder sintered body” In order to produce an aluminum powder sintered body using the above-described aluminum powder mixture, first, a method of using the aluminum powder mixture as a raw material powder (powder for metal additive manufacturing) and filling it in a mold having a predetermined shape, Laminate manufacturing methods such as a powder bed method, a directed energy deposition method, an FDM method, and a binder jet method can be used, and the binder jet method is particularly preferable.
- Laminate manufacturing methods such as a powder bed method, a directed energy deposition method, an FDM method, and a binder jet method can be used, and the binder jet method is particularly preferable.
- the binder jet type layered manufacturing method a method of selectively spraying a binder containing a thermosetting resin, a thermoplastic resin, or a photocurable resin onto the raw material powder and repeating lamination can be used.
- a pure aluminum powder for forming an aluminum powder mixture can be produced, for example, by a method such as
- a shape by layering a powder mixture it can be realized by selectively spraying a binder using raw material powder and repeatedly layering. By repeated lamination, the raw material powder is adhered so as to have a shape that matches the desired three-dimensional shape. Specifically, first, a recoater spreads raw material powder thinly on a build plate to form a bed. An inkjet nozzle then passes over the bed and selectively jets a liquid binder according to the cross-sectional shape of the model. As one layer is completed, the build plate lowers and the recoater lays down a new bed. Binder is sprayed onto the newly laid bed according to the profile of the model. This process is repeated until the model is complete. After the molding is completed and the raw material powder is fixed, unnecessary powder is removed and degreasing is performed as necessary to obtain, for example, a cubic green body 1 shown in FIG. 1(a).
- the green body 1 After obtaining the green body 1, the green body 1 is placed in a heating furnace 2 as shown in FIG. It is sintered by heating for the required time at a temperature of about. By heating to a temperature within this range, a liquid phase is generated from the low-melting-point aluminum alloy powder added and mixed with the raw material powder, and the liquid phase spreads to fill the gaps between the high-melting-point raw material powders. The shrinkage can be obtained and the density can be increased.
- the heating can be performed at a temperature increase rate of 10° C./min or less in the temperature range of 500° C. or higher where the liquid phase starts to be generated. desirable.
- the heating process may be carried out in two or more steps.
- FIG. 2 depicts a powder mixture having a pure aluminum powder 4 and a first aluminum alloy powder 5 having a lower melting point than the pure aluminum powder 4 as an example of modeling the aluminum powder mixture 3 .
- FIG. 2 shows an aluminum powder mixture 3 with four pure aluminum powders 4 and one first aluminum alloy powder 5 for modeling purposes, the number of pure aluminum powders 4 and the first The number of aluminum alloy powders 5 may be any number as long as it is in the percentage by mass described above.
- FIG. 2 is an explanatory diagram for modeling and showing the case where the aluminum powder mixture 3 is heated to a temperature of about 560 to 650.degree.
- the aluminum alloy powder 5 can be called the first powder and the pure aluminum powder 4 can be called the second powder.
- the melting point of pure aluminum is about 660°C.
- the melting point of pure aluminum is An aluminum alloy powder having a melting point of less than about 660° C. is obtained. Further, the rate at which the melting point falls below the melting point of pure aluminum varies depending on the amount of the eutectic element added to aluminum and the type of the eutectic element added.
- the melting point ML of the pure aluminum powder having the lowest melting point or the aluminum alloy powder 5 having the lowest melting point (°C) and the melting point MH (°C) of the highest melting point of the pure aluminum powder or the highest melting point of the aluminum alloy powder, MH-ML (°C), is preferably 10°C or more and 100°C or less.
- pure aluminum powder When pure aluminum powder is used as the second powder in the aluminum powder mixture 3, it is desirable that the purity is 99% or higher. This makes it possible to suppress changes in the melting point of the pure aluminum powder caused by impurity elements, stably ensuring the melting point difference with respect to the aluminum alloy powder (first powder), and stably densifying the sintered body. can.
- FIG. 2(a) shows an example of the aluminum powder mixture 3 when one of the above four pure aluminum powders 4 is replaced with the second aluminum alloy powder 10, as indicated by reference numeral (10). I wrote it together.
- aluminum alloy powders 5 and 10 having a melting point in the range of 560° C. to 640° C. can be used, as opposed to 660° C., which is the melting point of the pure aluminum powder 4 .
- the aluminum alloy powders 5, 10 can be called the first powder and the pure aluminum powder 4 can be called the second powder.
- an aluminum powder mixture 3 is prepared by blending a pure aluminum powder 4, a first aluminum alloy powder 5, and a second aluminum alloy powder 10 at a ratio of 3:1:1.
- the model configuration when configured is shown.
- the pure aluminum powder 4 shown in FIG. 2( a ) may be entirely omitted, and the aluminum powder mixture 3 may be composed of the first aluminum alloy powder 5 and the second aluminum alloy powder 10 .
- a plurality of aluminum alloy powders having different melting points may be prepared and mixed in the necessary amount.
- the aluminum powder mixture 3 is obtained by mixing one or more kinds of aluminum alloy powders having different compositions with the pure aluminum powder 4, or mixing two or more kinds of aluminum alloy powders having different compositions. Any of the aluminum powder mixtures described above can be selected.
- the first aluminum alloy powder 5 is the first powder and the second aluminum alloy Powder 10 can be referred to as a second powder.
- the first powder may be a mixed powder of a plurality of aluminum alloy powders having different compositions so as to have a plurality of melting points
- the second powder may also be a mixed powder of a plurality of aluminum alloy powders having different compositions so as to have a plurality of melting points.
- Mixed powder of alloy powder may be used.
- the difference MH-ML (°C) from the melting point MH (°C) of the alloy powder is preferably 10°C or more and 100°C or less.
- FIG. 1(c) shows a state in which the sintered body 7 is produced in the heating furnace 2.
- the obtained sintered body 7 is processed with a cutting tool 8 or surface-polished as shown in FIG. .
- the liquid phase 6 is generated from both the aluminum alloy powder 5 and the aluminum alloy powder 10, and the liquid phase 6 is formed in the gap between the pure aluminum powders 4 existing around it. spreads wet.
- the sintered body 7 or the product sintered body 9 has an oxygen content of 0.3% by mass or less in the aluminum powder mixture, and a content of the above-mentioned specific element in the aluminum powder mixture of 0.4% by mass or more5.
- An aluminum powder mixture 3 containing 0% by mass or less of pure aluminum powder 4 and an aluminum alloy powder 3 having a specific element content of 2.0% by mass or more and 20.0% by mass or less was sintered and produced. Therefore, it has a dense structure in which the liquid phase generated from the aluminum alloy powder 5 effectively fills the gaps between the pure aluminum powders 4 having a high melting point. Therefore, the sintered body 7 or the product sintered body 9 having a well-shaped and high density close to the desired shape can be obtained. For example, an aluminum sintered body 7 or a product sintered body 9 having relative density of 85% or more and electrical conductivity of 40% IACS or more can be obtained.
- the melting point is lowered in an appropriate range with respect to pure aluminum, so it is heated to the above-described temperature range and baked.
- a desired amount of the liquid phase 6 can be generated effectively when condensing.
- the amount of oxygen contained in the aluminum alloy powder is set to 0.3% by mass or less, it is possible to ensure sufficient wetting and spreading of the liquid phase 6, resulting in poor appearance and poor density due to segregation and aggregation of the liquid phase.
- a non-uniform sintered body 7 or product sintered body 9 can be obtained.
- the resulting aluminum sintered body has a high density and high electric power. Conductivity and thermal conductivity can be obtained. As a result, it is possible to further improve the performance of the heat exchange member, the conductive member, and the strength member, which are produced using the aluminum powder mixture described above, for example. Further, the aluminum sintered body 7 or product sintered body 9 may be subjected to surface treatment such as polishing, anodizing, or plating depending on the purpose.
- a required amount of pure aluminum and aluminum master alloy according to the desired composition is added and charged into a melting furnace to prepare molten metals of pure aluminum and aluminum alloy, respectively, and pure aluminum powder and aluminum powder are produced from these molten metals by inert gas atomization An aluminum alloy powder was produced.
- the obtained pure aluminum powder and aluminum alloy powder are subjected to sieving or washing to remove fine powders composed of coarse powders and fumes.
- An aluminum powder mixture was obtained by mixing pure aluminum powder (purity of 99% or more) and aluminum alloy powder so that the mixing ratio shown in Table 1 was obtained. When the alloy powder mixing ratio in the aluminum powder mixture shown in Table 1 is 10%, it means that the remaining 90% is pure aluminum powder.
- Table 2 shows the composition of the entire aluminum powder mixture.
- an aluminum powder mixture was obtained by mixing a low-melting-point aluminum alloy powder and a high-melting-point aluminum alloy powder (Al-3% by mass Si powder) having the composition shown in Table 4 below.
- the aluminum powder mixture shown in Table 4 in the case of 10% of the medium-to-low melting point alloy powder mixture ratio, the remaining 90% is high melting point aluminum alloy powder.
- Alloy element mass ratio Mass ratios of Ca, Cu, Fe, Mg, Mn, Ni, Si, and Zn contained in aluminum powder, aluminum alloy powder, and aluminum powder mixture were measured using an inductively coupled plasma emission spectrometer. "Oxygen concentration” The inert gas fusion-infrared absorption method was used to measure the oxygen concentration in the aluminum powder mixture.
- a test piece having a width of 10 mm and a length of 30 mm was cut out from the obtained sintered body, and the electric resistance was obtained by the four-probe method. Also, the dimensions of the test piece were measured using a micrometer, and the cross-sectional area of the test piece was calculated. Then, the electrical conductivity was calculated from the measured electrical resistance value and cross-sectional area.
- melting point difference Using a differential scanning calorimeter (DSC), the melting point is the top of the endothermic peak generated by melting of the aluminum powder mixture from room temperature to 700 ° C. in an argon gas atmosphere, and the aluminum powder or aluminum alloy with the lowest melting point.
- the difference MH-ML (°C) between the melting point ML (°C) of the powder and the melting point MH (°C) of the aluminum powder or aluminum alloy powder having the highest melting point was calculated.
- FIG. 3 shows the DSC measurement results of Al-10% Al10Si0.5Mg mixed powder (90% pure Al-10% (Al-10Si-0.5Mg) mixed powder).
- the Al-10% Al10Si0.5Mg mixed powder is a powder mixture obtained by mixing 90% by mass of pure aluminum powder with 10% by mass of Al-10Si-0.5Mg powder.
- a melting peak of AlSi10Mg0.5 powder can be observed at 579.3°C, and a melting peak of pure aluminum can be observed at 654.9°C.
- a value of MH-ML (°C) can be calculated from the comparison of these melting peak temperatures.
- Tables 1 to 6 The above measurement results are summarized in Tables 1 to 6 below.
- the samples of Examples 1 to 21 are aluminum powder mixtures in which the alloy component of the aluminum alloy powder (first powder) is in the range of 0.3 to 5.0% by mass and pure aluminum powder (second powder) is mixed. . These samples, as shown in Tables 2 and 6, have a total content of alloying elements of 0.3 to 5.0 mass % with respect to the total mass of the aluminum powder mixture.
- the samples of Examples 1-21 exhibited high relative densities (89-97%) and high electrical conductivities (41-56% IACS), as shown in Tables 3 and 6. As shown in Tables 3 and 6, the samples of Examples 1 to 21 had (D90-D10)/D50 values of 0.8 or more and less than 2.0. Further, as shown in Tables 2 and 5, the samples of Examples 1 to 21 had an oxygen content of 0.30% or less, for example 0.10 to 0.23%.
- the sample of Comparative Example 1 has a low total content of additive elements as shown in Table 1, and the sample of Comparative Example 2 has a high total content of additive elements.
- the sample was also low in electrical conductivity.
- the sample of Comparative Example 4 had a large total content of additive elements, but as shown in Table 6, the sample had a low relative density and a low electrical conductivity.
- the total amount in each column of Ca, Cu, Fe, Mg, Mn, Ni, Si, and Zn and the numerical value in the column of total additive element content are the same. Some samples are not These are due to the influence of impurity elements contained in each powder constituting the aluminum powder mixture.
- pure aluminum powder contains certain amounts of Fe, Si, and Mg as impurities. Due to the influence of these impurity contents, the total amount in each column of Ca, Cu, Fe, Mg, Mn, Ni, Si, and Zn does not exactly match the total amount of elements contained in the entire aluminum powder mixture. However, the values are slightly different due to the impurity content. However, including these impurities, the total content of one or more elements selected from Ca, Cu, Fe, Mg, Mn, Ni, Si, and Zn is preferably within the above range. .
- the aluminum powder mixture of the present invention it is possible to further promote sintering between two or more kinds of powders having different melting points, and obtain an aluminum sintered body with high density and high electrical conductivity and thermal conductivity. becomes possible. This makes it possible to further improve the performance of metal additive manufacturing products such as heat exchange members, conductive members, strength members, etc., which are produced using, for example, an aluminum powder mixture. Therefore, the present invention is industrially applicable.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Civil Engineering (AREA)
- Composite Materials (AREA)
- Structural Engineering (AREA)
- Powder Metallurgy (AREA)
- Laminated Bodies (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280068738.4A CN118119464A (zh) | 2021-10-14 | 2022-10-04 | 铝粉末混合物、金属层叠造型用粉末及金属层叠造型物 |
| US18/699,795 US20250083225A1 (en) | 2021-10-14 | 2022-10-04 | Aluminum powder mixture, metal powder for additive manufacturing, and metal additive manufacturing product |
| JP2023554427A JPWO2023063170A1 (https=) | 2021-10-14 | 2022-10-04 | |
| EP22880866.3A EP4417344A4 (en) | 2021-10-14 | 2022-10-04 | ALUMINUM POWDER MIXTURE, METAL ADDITIVE MANUFACTURING POWDER AND ADDITIVELY MANUFACTURED METAL PRODUCT |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-168725 | 2021-10-14 | ||
| JP2021168725 | 2021-10-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023063170A1 true WO2023063170A1 (ja) | 2023-04-20 |
Family
ID=85988579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/037127 Ceased WO2023063170A1 (ja) | 2021-10-14 | 2022-10-04 | アルミニウム粉末混合物、金属積層造形用粉末および金属積層造形物 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20250083225A1 (https=) |
| EP (1) | EP4417344A4 (https=) |
| JP (1) | JPWO2023063170A1 (https=) |
| CN (1) | CN118119464A (https=) |
| TW (1) | TW202333875A (https=) |
| WO (1) | WO2023063170A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7388670B1 (ja) | 2023-06-02 | 2023-11-29 | 株式会社コイワイ | アルミニウム合金積層造形体、その製造方法、及び、アルミニウム合金粉末 |
| EP4434653A1 (en) * | 2023-03-22 | 2024-09-25 | Ricoh Company, Ltd. | Aluminum powder mixture, metal additive manufacturing powder, and additively manufactured metal product |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116648521A (zh) * | 2020-12-23 | 2023-08-25 | 三菱综合材料株式会社 | 铝粉混合物及铝烧结体的制造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01294833A (ja) | 1988-05-24 | 1989-11-28 | Showa Denko Kk | アルミニウム合金粉末及びその焼結体の製造方法 |
| JPH0741883A (ja) * | 1993-07-27 | 1995-02-10 | Akebono Brake Res & Dev Center Ltd | アルミニウム基複合材 |
| JP2004308004A (ja) | 2003-03-26 | 2004-11-04 | National Institute Of Advanced Industrial & Technology | アルミニウム焼結材の製造方法 |
| JP2007521389A (ja) * | 2003-12-01 | 2007-08-02 | エクス ワン コーポレーション | アルミニウム材およびアルミニウム合金材の焼結方法 |
| WO2013103043A1 (ja) * | 2012-01-06 | 2013-07-11 | 古河スカイ株式会社 | 多孔質アルミニウムの製造方法 |
| JP2016502596A (ja) * | 2012-11-01 | 2016-01-28 | ゼネラル・エレクトリック・カンパニイ | 付加製造方法および装置 |
| WO2020089299A1 (de) * | 2018-11-02 | 2020-05-07 | AM Metals GmbH | Hochfeste aluminiumlegierungen für die additive fertigung von dreidimensionalen objekten |
| JP2021168725A (ja) | 2020-04-13 | 2021-10-28 | 株式会社サンセイアールアンドディ | 遊技機 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6132100B2 (ja) * | 2013-09-27 | 2017-05-24 | 住友電工焼結合金株式会社 | 液相焼結アルミニウム合金部材の製造方法、及び液相焼結アルミニウム合金部材 |
| CN105234412B (zh) * | 2014-07-11 | 2017-07-18 | 东睦新材料集团股份有限公司 | 一种粉末冶金铝合金相位器转子的制备方法 |
| WO2018078701A1 (ja) * | 2016-10-24 | 2018-05-03 | 東洋アルミニウム株式会社 | アルミニウム粒子群およびその製造方法 |
| CN116648521A (zh) * | 2020-12-23 | 2023-08-25 | 三菱综合材料株式会社 | 铝粉混合物及铝烧结体的制造方法 |
-
2022
- 2022-10-04 WO PCT/JP2022/037127 patent/WO2023063170A1/ja not_active Ceased
- 2022-10-04 JP JP2023554427A patent/JPWO2023063170A1/ja active Pending
- 2022-10-04 US US18/699,795 patent/US20250083225A1/en active Pending
- 2022-10-04 EP EP22880866.3A patent/EP4417344A4/en active Pending
- 2022-10-04 CN CN202280068738.4A patent/CN118119464A/zh active Pending
- 2022-10-11 TW TW111138417A patent/TW202333875A/zh unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01294833A (ja) | 1988-05-24 | 1989-11-28 | Showa Denko Kk | アルミニウム合金粉末及びその焼結体の製造方法 |
| JPH0741883A (ja) * | 1993-07-27 | 1995-02-10 | Akebono Brake Res & Dev Center Ltd | アルミニウム基複合材 |
| JP2004308004A (ja) | 2003-03-26 | 2004-11-04 | National Institute Of Advanced Industrial & Technology | アルミニウム焼結材の製造方法 |
| JP2007521389A (ja) * | 2003-12-01 | 2007-08-02 | エクス ワン コーポレーション | アルミニウム材およびアルミニウム合金材の焼結方法 |
| WO2013103043A1 (ja) * | 2012-01-06 | 2013-07-11 | 古河スカイ株式会社 | 多孔質アルミニウムの製造方法 |
| JP2016502596A (ja) * | 2012-11-01 | 2016-01-28 | ゼネラル・エレクトリック・カンパニイ | 付加製造方法および装置 |
| WO2020089299A1 (de) * | 2018-11-02 | 2020-05-07 | AM Metals GmbH | Hochfeste aluminiumlegierungen für die additive fertigung von dreidimensionalen objekten |
| JP2021168725A (ja) | 2020-04-13 | 2021-10-28 | 株式会社サンセイアールアンドディ | 遊技機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4417344A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4434653A1 (en) * | 2023-03-22 | 2024-09-25 | Ricoh Company, Ltd. | Aluminum powder mixture, metal additive manufacturing powder, and additively manufactured metal product |
| JP7388670B1 (ja) | 2023-06-02 | 2023-11-29 | 株式会社コイワイ | アルミニウム合金積層造形体、その製造方法、及び、アルミニウム合金粉末 |
| JP2024173249A (ja) * | 2023-06-02 | 2024-12-12 | 株式会社コイワイ | アルミニウム合金積層造形体、その製造方法、及び、アルミニウム合金粉末 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202333875A (zh) | 2023-09-01 |
| US20250083225A1 (en) | 2025-03-13 |
| EP4417344A1 (en) | 2024-08-21 |
| CN118119464A (zh) | 2024-05-31 |
| JPWO2023063170A1 (https=) | 2023-04-20 |
| EP4417344A4 (en) | 2025-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2023063170A1 (ja) | アルミニウム粉末混合物、金属積層造形用粉末および金属積層造形物 | |
| JP7816171B2 (ja) | アルミニウム粉末混合物およびアルミニウム焼結体の製造方法 | |
| JP2023106573A (ja) | 銅合金粉末、積層造形物および積層造形物の製造方法ならびに各種金属部品 | |
| CN106964774B (zh) | 金属粉末、层叠造型物的制造方法以及层叠造型物 | |
| JP6162311B1 (ja) | 積層造形法による粉末冶金焼結体の製造方法 | |
| CN107971489A (zh) | 铜合金粉末、层叠造型物的制造方法和层叠造型物 | |
| JP7419227B2 (ja) | 積層造形用銅合金粉末、積層造形物の製造方法及び積層造形物 | |
| CN102057074A (zh) | A1基合金溅射靶材的制造方法 | |
| KR20200096657A (ko) | 적층 조형을 위한 알루미늄 함유 합금의 용도 | |
| JP7425634B2 (ja) | Cu基合金粉末 | |
| CN102858481B (zh) | 适用于放电表面处理的电极的制造方法 | |
| CN108044122B (zh) | 一种Nb-Si基合金空心涡轮叶片的制备方法 | |
| CN111699061B (zh) | 激光吸收率优异的铜合金粉末 | |
| JP7318819B2 (ja) | Ni基合金粉末およびこのNi基合金粉末を用いた積層造形品の製造方法 | |
| JP7678686B2 (ja) | Cu基合金からなる造形体 | |
| US20250197975A1 (en) | Aluminum powder product for metal additive manufacturing and method for manufacturing aluminum powder additive manufactured body | |
| CN103170631B (zh) | 一种制备小尺寸、薄壁Nb-W-Mo-Zr合金零件的方法 | |
| JP2019035134A (ja) | 積層造形用銅合金粉末、積層造形物の製造方法及び積層造形物 | |
| US20250229327A1 (en) | Aluminum powder product, method for producing same, and additive manufactured article | |
| CN108603280B (zh) | Cu-Ga合金溅射靶的制造方法及Cu-Ga合金溅射靶 | |
| JP2004124259A (ja) | W−Cu複合材料薄板の製造方法 | |
| JP6679101B2 (ja) | セラミックスと金属との接合法およびセラミックスと金属との接合体 | |
| CN118984745A (zh) | 层叠造形用铜合金粉末和其制造方法及评价方法、铜合金层叠造形体的制造方法及铜合金层叠造形体 | |
| CN116422897A (zh) | 一种结合粘结剂喷射3d打印技术制备钨铜复合材料的方法 | |
| CN116275044A (zh) | 一种注射成型制备高密度钨铜热沉材料的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22880866 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023554427 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18699795 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280068738.4 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022880866 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022880866 Country of ref document: EP Effective date: 20240514 |
|
| WWP | Wipo information: published in national office |
Ref document number: 18699795 Country of ref document: US |