WO2023053908A1 - 鋼板、部材およびそれらの製造方法 - Google Patents
鋼板、部材およびそれらの製造方法 Download PDFInfo
- Publication number
- WO2023053908A1 WO2023053908A1 PCT/JP2022/033945 JP2022033945W WO2023053908A1 WO 2023053908 A1 WO2023053908 A1 WO 2023053908A1 JP 2022033945 W JP2022033945 W JP 2022033945W WO 2023053908 A1 WO2023053908 A1 WO 2023053908A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- cooling
- temperature
- particles
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 150
- 239000010959 steel Substances 0.000 title claims abstract description 150
- 238000000034 method Methods 0.000 title claims abstract description 84
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 22
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 108
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 86
- 239000002245 particle Substances 0.000 claims abstract description 65
- 239000000126 substance Substances 0.000 claims abstract description 56
- 239000000203 mixture Substances 0.000 claims abstract description 26
- 229910001568 polygonal ferrite Inorganic materials 0.000 claims abstract description 24
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 10
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 9
- 238000001816 cooling Methods 0.000 claims description 109
- 238000000137 annealing Methods 0.000 claims description 72
- 229910001566 austenite Inorganic materials 0.000 claims description 50
- 230000008569 process Effects 0.000 claims description 47
- 230000000717 retained effect Effects 0.000 claims description 47
- 238000005097 cold rolling Methods 0.000 claims description 39
- 238000010438 heat treatment Methods 0.000 claims description 35
- 239000010960 cold rolled steel Substances 0.000 claims description 24
- 230000009467 reduction Effects 0.000 claims description 23
- 238000002791 soaking Methods 0.000 claims description 19
- 238000005554 pickling Methods 0.000 claims description 18
- 238000005098 hot rolling Methods 0.000 claims description 9
- 239000012535 impurity Substances 0.000 claims description 7
- 230000001186 cumulative effect Effects 0.000 claims description 6
- 238000005304 joining Methods 0.000 claims description 5
- 238000006243 chemical reaction Methods 0.000 abstract description 37
- 229910052799 carbon Inorganic materials 0.000 abstract description 19
- 229910052782 aluminium Inorganic materials 0.000 abstract description 3
- 229910052757 nitrogen Inorganic materials 0.000 abstract description 3
- 230000002349 favourable effect Effects 0.000 abstract description 2
- 229910052698 phosphorus Inorganic materials 0.000 abstract description 2
- 229910052717 sulfur Inorganic materials 0.000 abstract description 2
- 230000009466 transformation Effects 0.000 description 38
- 238000005096 rolling process Methods 0.000 description 36
- 230000000694 effects Effects 0.000 description 34
- 229910000859 α-Fe Inorganic materials 0.000 description 27
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 25
- 230000015572 biosynthetic process Effects 0.000 description 24
- 238000005259 measurement Methods 0.000 description 14
- 150000001247 metal acetylides Chemical class 0.000 description 13
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 12
- 238000005279 austempering Methods 0.000 description 12
- 238000012545 processing Methods 0.000 description 12
- 230000003111 delayed effect Effects 0.000 description 10
- 229910052742 iron Inorganic materials 0.000 description 10
- 230000007797 corrosion Effects 0.000 description 9
- 238000005260 corrosion Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 229910052761 rare earth metal Inorganic materials 0.000 description 9
- 239000000243 solution Substances 0.000 description 9
- 238000009826 distribution Methods 0.000 description 8
- 238000009864 tensile test Methods 0.000 description 8
- 239000002253 acid Substances 0.000 description 7
- 239000002344 surface layer Substances 0.000 description 7
- 230000007547 defect Effects 0.000 description 6
- 238000005498 polishing Methods 0.000 description 6
- 238000001556 precipitation Methods 0.000 description 6
- 230000003750 conditioning effect Effects 0.000 description 5
- 238000005238 degreasing Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 229910001562 pearlite Inorganic materials 0.000 description 5
- 238000007670 refining Methods 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 230000006866 deterioration Effects 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 230000014759 maintenance of location Effects 0.000 description 4
- 230000001590 oxidative effect Effects 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 230000001737 promoting effect Effects 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 230000000087 stabilizing effect Effects 0.000 description 3
- 230000035882 stress Effects 0.000 description 3
- 229910052718 tin Inorganic materials 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 238000012935 Averaging Methods 0.000 description 2
- 238000003723 Smelting Methods 0.000 description 2
- 229910001035 Soft ferrite Inorganic materials 0.000 description 2
- 229910000794 TRIP steel Inorganic materials 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000001887 electron backscatter diffraction Methods 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000007710 freezing Methods 0.000 description 2
- 230000008014 freezing Effects 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 238000003303 reheating Methods 0.000 description 2
- -1 retained γ Inorganic materials 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 150000003568 thioethers Chemical class 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 description 2
- 229910000165 zinc phosphate Inorganic materials 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910052765 Lutetium Inorganic materials 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000007739 conversion coating Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 238000005237 degreasing agent Methods 0.000 description 1
- 239000013527 degreasing agent Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000004299 exfoliation Methods 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- OHSVLFRHMCKCQY-UHFFFAOYSA-N lutetium atom Chemical compound [Lu] OHSVLFRHMCKCQY-UHFFFAOYSA-N 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 238000005121 nitriding Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000000988 reflection electron microscopy Methods 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- SIXSYDAISGFNSX-UHFFFAOYSA-N scandium atom Chemical compound [Sc] SIXSYDAISGFNSX-UHFFFAOYSA-N 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 238000009849 vacuum degassing Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
- C21D1/20—Isothermal quenching, e.g. bainitic hardening
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
- C21D1/76—Adjusting the composition of the atmosphere
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a steel sheet suitable for press-formed products having a complicated shape used in automobiles, home appliances, etc. through a press-forming process and having excellent chemical convertibility, a member using the steel sheet, and a method for producing the same. Regarding.
- TRIP steel in which retained austenite (retained ⁇ ) is dispersed in the microstructure of the steel sheet, has been developed as a technique for improving the ductility of the steel sheet.
- austemper treatment (cooling from the single-phase region annealing temperature or the two-phase region annealing temperature to the bainite transformation temperature and isothermally holding is performed to utilize the bainite transformation during isothermal holding or cooling to retain A steel sheet containing C: 0.10 to 0.45%, Si: 0.5 to 1.8%, and Mn: 0.5 to 3.0%.
- the residual ⁇ is formed by aging treatment in the temperature range of 350 to 500 ° C. for 1 to 30 minutes, and the steel plate has high ductility of TS: 80 kgf / mm 2 or more and TS x EL: 2500 kgf / mm 2 % or more. is obtained.
- Patent Document 2 a steel sheet containing C: 0.10 to 0.25%, Si: 1.0 to 2.0%, and Mn: 1.5 to 3.0% is annealed at 10 ° C./s or more and hold for 180 to 600 seconds to obtain a residual ⁇ of 5% or more in volume ratio, bainitic ferrite of 60% or more in area ratio, and polygonal ferrite of 20% or less in microstructure. It is disclosed that a steel sheet excellent in both ductility: El and stretch flangeability: ⁇ can be obtained by controlling .
- the amount of Si contained in the steel sheet is large in order to promote efficient carbon enrichment to untransformed ⁇ .
- steel sheets used for press-formed members are then painted and incorporated into automobiles and the like, so they are subjected to chemical conversion treatment for the purpose of imparting good paintability to the steel sheets.
- the chemical conversion treatment causes unevenness in the adhered crystal grains due to the chemical conversion treatment, which is a factor in the deterioration of paintability.
- pickling is usually performed as a pretreatment to improve the chemical treatability.
- the Si-containing surface oxidized layer causes a problem that the chemical conversion treatability is remarkably deteriorated.
- Patent Document 3 After continuously immersing and pickling in a mixed acid solution containing an oxidizing first acid and a non-oxidizing second acid, a non-oxidizing acid is used. Discloses that the process of continuously immersing in an acid solution containing an oxidizing third acid and re-pickling can provide excellent chemical conversion treatability even to steel sheets with a high Si content. ing.
- bainitic ferrite is mainly used as the microstructure, and the amount of ferrite is kept to a minimum.
- it is a technology related to steel sheets having a low yield ratio, and is difficult to apply to body frame members and energy absorbing members.
- the chemical conversion treatability is not taken into consideration, and it is assumed that the chemical conversion treatability deteriorates depending on the Si content or the annealing conditions.
- the conventional technology is still not sufficient as a technology for steel sheets that ensure high ductility and excellent stretch flanging formability while at the same time possessing excellent chemical conversion treatability.
- the present invention has been made to solve such problems, and has a tensile strength of 590 MPa or more, and achieves high ductility, excellent stretch flanging formability, and good chemical conversion treatability. It aims at providing the manufacturing method of.
- the tensile strength of 590 MPa or more means that a JIS No. 5 tensile test piece having a tensile direction perpendicular to the rolling direction and a crosshead speed of 10 mm/min are specified in JIS Z 2241 (2011). It means that the tensile strength is 590 MPa or more by a tensile test according to.
- high ductility is determined by a tensile test conforming to the provisions of JIS Z 2241 (2011) with a crosshead speed of 10 mm / min on a JIS No. 5 tensile test piece having a tensile direction perpendicular to the rolling direction.
- excellent stretch flanging formability refers to satisfying the following (A1) or (A2) by a hole expansion test based on JFST 1001 (Japan Iron Federation Standard).
- A1 The hole expansion ratio ⁇ is 60% or more when the tensile strength is 590 MPa or more and less than 780 MPa.
- A2) The hole expansion ratio ⁇ is 35% or more when the tensile strength is 780 MPa or more.
- good chemical conversion treatability means that the steel plate is subjected to sulfuric acid electrolytic pickling for 2 seconds at a current density of 20 to 35 A/dm 2 and degreased (treatment temperature 40 ° C., treatment time 120 seconds, spray degreasing). , surface conditioning (pH 9.5, treatment temperature room temperature, treatment time 20 seconds), and then chemical conversion treatment using a zinc phosphate chemical conversion treatment solution (chemical conversion treatment solution temperature 35 ° C., treatment time 120 seconds), It means that there is no surface on which the chemical conversion coating structure is not formed.
- the present inventors have made intensive studies on means for providing high ductility and excellent stretch flanging formability even in steel sheet compositions with a low Si content, and have reached the following conclusions.
- the low Si content is not particularly limited, but refers to the case where the Si content is less than 1.60% by mass.
- bainite transformation at around 400° C. causes carbon partitioning into untransformed austenite up to the T0 composition where the free energies of the fcc and bcc phases are equal, after which the bainite transformation stops. Therefore, the coarse and thermally unstable untransformed austenite becomes a hard martensitic structure or mechanically unstable retained ⁇ at the final cooling, which deteriorates the stretch flangeability. Thus, in austempering, it is generally difficult to achieve both ductility and stretch flangeability.
- a soft ferrite structure is formed by recrystallization during the heating process by controlling the cold rolling conditions, steel composition, and heating conditions. It was found that adjacent needle-like austenite was formed, and that this needle-like austenite contributed to the carbon distribution and the formation of retained austenite in the structure formation during the cooling process.
- the two-stage austempering treatment was studied on both the high temperature side and the low temperature side. Thereby, carbon distribution is further promoted, and uniform elongation can be improved.
- the bainite transformation of acicular austenite provides retained austenite with a high aspect ratio and high processing stability. It has been found that this suppresses the stress concentration during press forming and suppresses the formation of voids, thereby improving the local elongation.
- Such acicular austenite does not deteriorate the hole expandability even if it becomes a hard fresh martensite structure at the time of final cooling.
- the chemical conversion treatability described here is a property that can satisfy the coatability in both the amount of adhesion and the unevenness in a general pickling process.
- the pickling method is not limited.
- the preferred rolling orientation (texture) and rotated cube orientation are obtained by cold rolling that suppresses the development of the shear texture with a cold reduction (reduction) of 5% or more and less than 25% in the first pass.
- developed cold-rolled steel sheet ( ⁇ 111 ⁇ ⁇ 0-11> orientation, ⁇ 111 ⁇ ⁇ 11-2> orientation, ⁇ 211 ⁇ ⁇ 0-11> orientation, and ⁇ 100 ⁇ ⁇ 011> orientation of the structure
- a cold-rolled steel sheet having an area ratio of 35% or more and 75% or less with respect to the total structure of the bcc phase is manufactured.
- the temperature rising rate (average heating rate) from 500 ° C. to Ac1 is set to 15 ° C./sec or less, so that 30% or more of the cold rolled steel sheet
- the structure cold-rolled at a rolling reduction of is sufficiently recrystallized to develop a recrystallized texture.
- the austenite ( ⁇ ) that subsequently transforms at temperatures above Ac1 nucleates from the grain boundaries of the recrystallized bcc phase or from residual carbides, but has a specific crystallographic orientation relationship to the surrounding bcc phase; .
- the degree of interfacial matching is high, and grain growth accompanied by interfacial migration is delayed, but a portion of the interface preferentially migrates in order to approach an equilibrium state, forming needle-like austenite (needle-like ⁇ ).
- the annealing temperature is two-phase region annealing, and annealing is performed at an annealing temperature T that satisfies (T ⁇ Ac1)/(Ac3 ⁇ Ac1) ⁇ 1.0.
- isothermal holding (first holding) is performed in the temperature range of 400 to 550° C. to transform needle-like ⁇ into upper bainite with less precipitates and solidify. Untransformed austenite (untransformed ⁇ ) with a high dissolved C content is formed.
- the two-stage austempering process on the high temperature side and the low temperature side efficiently distributes carbon without stopping the bainite transformation, and creates acicular austenite in the structure before cooling. Thereby, retained austenite having a high aspect ratio and high processing stability can be formed after the bainite transformation. As a result, it is possible to manufacture a steel sheet that achieves excellent uniform elongation and local elongation at the same time. becomes possible.
- the present invention has been made based on the above findings, and specifically provides the following. [1] % by mass, C: 0.06 to 0.24%, Si: 0.4% or more and less than 1.60%, Mn: 1.5-3.2%, P: 0.02% or less, S: 0.01% or less, sol.
- N contains less than 0.015%, and satisfies the following formula (1), Having a component composition in which the balance is Fe and unavoidable impurities, Area ratio of polygonal ferrite: 20% or more and 85% or less, Area ratio of upper bainite: 9% or more and 45% or less, Volume fraction of retained austenite: 3% or more and 15% or less, Area ratio of fresh martensite: 3% or more and 15% or less, The total area ratio of tempered martensite and lower bainite: 50% or less (including 0%), and the area ratio of the remaining structure: 5% or less, The ratio of the total number of fresh martensite particles and retained austenite particles having an equivalent circle diameter of less than 1.2 ⁇ m to the total number of fresh martensite particles and retained austenite particles is 50% or more, Fresh martensite particles and residual austenite particles having an aspect ratio of 2.5 or more and an equivalent circle diameter of 1.2 ⁇ m or more and a total number of fresh martensite particles and retained austenite
- Si and Mn represent Si content (% by mass) and Mn content (% by mass), respectively.
- Nb 0.2% or less
- Ti 0.2% or less
- V 0.2% or less
- B 0.01% or less
- Cu 0.2% or less
- Ni 0.2% or less
- Cr 0.4% or less
- REM The steel sheet according to [1] or [2] above, containing one or more selected from 0.0050% or less.
- [4] A member using the steel plate according to any one of [1] to [3].
- [5] After performing hot rolling and pickling on the steel slab having the chemical composition according to any one of [1] to [3] above, the resulting hot-rolled steel sheet is subjected to cold rolling.
- a cold rolling process for obtaining a cold rolled steel sheet by applying An annealing step of obtaining a steel plate by subjecting the cold-rolled steel plate to an annealing treatment is Cumulative cold rolling rate: 30 to 85%, By setting the reduction rate of the first pass to 5% or more and less than 25%, ⁇ 111 ⁇ ⁇ 0-11> orientation, ⁇ 111 ⁇ ⁇ 11-2> orientation, ⁇ 211 ⁇ ⁇ 0-11> orientation, and ⁇ 100 ⁇ ⁇ 011>
- the cold rolling process for obtaining the cold-rolled steel sheet in which the total area ratio of the structure having the ⁇ 011> orientation is 35% or more and 75% or less with respect to the entire structure of the bcc phase includes For the cold-rolled steel sheet, the temperature range of 500 ° C.
- Ac1 or lower is set to an average heating rate of 0.5 to 15 ° C./sec, and 840 ° C. or lower, and 0.5 ⁇ (T-Ac1) / (Ac3-Ac1 ) ⁇ 1.0 by heating to the annealing temperature T, After the heating, soaking and holding at the annealing temperature T in a furnace atmosphere with a dew point Td of ⁇ 50° C. or more and ⁇ 30° C. or less results in a needle-like austenitic structure having a number density of 5/1000 ⁇ m 2 or more. get a steel plate, Next, the temperature range of 750 to 550 ° C.
- a method for manufacturing a steel sheet including the annealing treatment of performing a third cooling of cooling after the second holding.
- the steel plate which has the tensile strength of 590 MPa or more, and realizes high ductility, the excellent stretch flanging formability, and favorable chemical convertibility, a member, and its manufacturing method are provided.
- the steel sheet of the present invention is suitable for complex-shaped press-formed products that are used in automobiles, home appliances, etc. through a press-forming process.
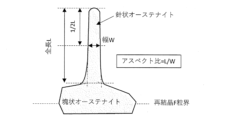
- FIG. 3 is a diagram showing SEM photographs of a structure of acicular austenite (acicular ⁇ ) observed in a structure after final cooling (after third cooling in the annealing step) and a structure water-cooled after being held at temperature T in the present invention. It is a schematic diagram of acicular austenite (needle-like ⁇ ) and is a diagram for explaining the definition of the aspect ratio of acicular ⁇ .
- the steel sheet of the present invention is, in mass%, C: 0.06 to 0.24%, Si: 0.4% or more and less than 1.60%, Mn: 1.5 to 3.2%, P: 0.02 % or less, S: 0.01% or less, sol.Al: less than 1.0%, N: less than 0.015%, and satisfying the following formula (1), the balance being Fe and unavoidable impurities
- the area ratio of polygonal ferrite is 20% or more and 85% or less, the area ratio of upper bainite is 9% or more and 45% or less, and the volume ratio of retained austenite is 3% or more and 15% or less.
- the ratio of the total number of fresh martensite grains and retained austenite grains having a structure of 5% or less and an equivalent circle diameter of less than 1.2 ⁇ m to the total number of fresh martensite grains and retained austenite grains is 50. % or more, and have an aspect ratio of 2.5 or more and an equivalent circle diameter of 1.2 ⁇ m or more.
- the steel sheet contains martensite grains and retained austenite grains in a number ratio of 40% or more.
- Si and Mn represent Si content (% by mass) and Mn content (% by mass), respectively.
- the steel sheet of the present invention will be described below in the order of chemical composition and steel structure.
- the steel sheet of the present invention contains the following components.
- % which is a unit of content of a component, means “% by mass”.
- C 0.06-0.24% C is contained from the viewpoint of setting the hardenability of the steel sheet, the strength of martensite, and the volume fraction of retained ⁇ within desired ranges. If the C content is less than 0.06%, the strength and ductility of the steel sheet cannot be sufficiently ensured, so the C content is made 0.06% or more.
- the C content is preferably 0.08% or more, more preferably 0.10% or more. If the C content exceeds 0.24%, the toughness of the weld deteriorates. Moreover, when the C content exceeds 0.24%, the fresh martensite cannot be made to have a desired area ratio. Therefore, the C content is made 0.24% or less. From the viewpoint of improving ductility and toughness of spot welds, the C content is preferably 0.21% or less. From the viewpoint of further improving the toughness of spot welds, the C content is more preferably 0.20% or less.
- Si 0.4% or more and less than 1.60% Si has the effect of improving the strength of the ferrite structure and stabilizing the residual ⁇ by suppressing the formation of carbides in martensite and bainite to improve ductility.
- the Si content should be 0.4% or more.
- the Si content is preferably 0.5% or more.
- the Si content is more preferably 0.6% or more. If the Si content is 1.60% or more, the chemical conversion treatability is significantly deteriorated. Therefore, the Si content should be less than 1.60%.
- the Si content is 1.30% or less, more preferably 1.20% or less. More preferably, the Si content is less than 1.0%.
- Mn 1.5-3.2% Mn secures a predetermined hardenability, suppresses ferrite transformation, and secures strength by securing a desired area ratio of tempered martensite and/or bainite.
- Mn concentrates in ⁇ during two-phase annealing of ferrite/ ⁇ and lowers the Ms point of untransformed ⁇ , thereby stabilizing retained ⁇ and improving ductility.
- Mn like Si, suppresses the formation of carbides in bainite and improves ductility.
- Mn increases the volume fraction of retained ⁇ to improve ductility. From these points, Mn is an important element in the present invention. In order to obtain these effects, the Mn content should be 1.5% or more.
- the Mn content is preferably 1.7% or more. More preferably, the Mn content is 1.9% or more.
- the Mn content exceeds 3.2%, the bainite transformation is significantly retarded, making it difficult to ensure high ductility.
- the Mn content exceeds 3.2%, it becomes difficult to suppress the formation of massive coarse ⁇ , and the stretch flanging formability deteriorates. Therefore, the Mn content should be 3.2% or less.
- the Mn content is preferably 3.0% or less, more preferably 2.8% or less.
- Si/Mn ⁇ 0.50 Formula (1) The surface oxides of the steel sheet that significantly deteriorate the chemical conversion treatability are Si-based oxides. Therefore, Si/Mn is set to less than 0.50 for the purpose of forming a Mn-containing oxide that is readily soluble in an acid solution. That is, in the present invention, Si/Mn ⁇ 0.50 as the formula (1).
- Si and Mn represent Si content (% by mass) and Mn content (% by mass), respectively.
- chemical conversion treatability can be provided in the dew point range of -50°C or higher and -30°C or lower.
- Si/Mn is 0.40 or less, more preferably 0.35 or less.
- P 0.02% or less
- P is an element that strengthens steel, but if its content is large, it deteriorates spot weldability. Therefore, the P content should be 0.02% or less. From the viewpoint of improving spot weldability, the P content is preferably 0.01% or less. Although P may not be included, the P content is preferably 0.001% or more from the viewpoint of manufacturing cost.
- S 0.01% or less S has the effect of improving scale exfoliation in hot rolling and suppressing nitriding during annealing, but it is an element that deteriorates local elongation in addition to spot weldability.
- the S content is made 0.01% or less.
- the S content is preferably 0.0020% or less, and 0.0010%. % is more preferable.
- the S content is preferably 0.0001% or more from the viewpoint of manufacturing cost.
- sol. Al less than 1.0% Al is contained for the purpose of deoxidizing or stabilizing residual ⁇ as an alternative to Si. sol. Although the lower limit of Al is not specified, it is preferably 0.01% or more for stable deoxidation. On the other hand, sol. If the Al content is 1.0% or more, the strength of the material is extremely reduced, and the chemical conversion treatability is also deteriorated. In addition, when a large amount of aluminum-based oxides are produced during steelmaking, the bendability of the steel is remarkably inferior. Therefore, sol. Al content is less than 1.0%. In order to obtain high strength, sol. The Al content is preferably less than 0.50%, more preferably 0.10% or less.
- N Less than 0.015% N is an element that forms nitrides such as BN, AlN, and TiN in steel, and is an element that lowers the hot ductility of steel and lowers the surface quality. Also, in steel containing B, there is a problem that the effect of B disappears through the formation of BN. When the N content is 0.015% or more, the surface quality deteriorates significantly. Therefore, the N content should be less than 0.015%. Although N may not be included, the N content is preferably 0.0001% or more from the viewpoint of manufacturing cost.
- the balance other than the above is Fe and unavoidable impurities.
- the steel sheet of the present invention preferably has a chemical composition containing the basic components described above, with the balance being Fe and unavoidable impurities.
- seeds can be included as appropriate.
- Nb 0.2% or less
- Nb is preferably added from the viewpoint of refining the microstructure and improving the defect resistance of spot welds.
- Nb can be contained because of the effect of refining the steel structure and increasing the strength, the effect of promoting bainite transformation through grain refinement, the effect of improving bendability, and the effect of improving delayed fracture resistance.
- the Nb content is preferably 0.002% or more, although the lower limit is not particularly specified.
- the Nb content is more preferably 0.004% or more, still more preferably 0.010% or more.
- the precipitation strengthening becomes too strong and the ductility deteriorates.
- it causes an increase in rolling load and deterioration of castability. Therefore, when Nb is contained, the Nb content is made 0.2% or less.
- the Nb content is preferably 0.1% or less, more preferably 0.05% or less, still more preferably 0.03% or less.
- Ti 0.2% or less Ti is preferably added from the viewpoint of refining the microstructure and improving the defect resistance of spot welds.
- N in the steel is fixed as TiN, and it has the effect of improving the hot ductility and the effect of improving the hardenability of B.
- the Ti content is preferably 0.002% or more, although the lower limit is not specified. From the viewpoint of sufficiently fixing N, the Ti content is more preferably 0.008% or more. More preferably, it is 0.010% or more.
- the Ti content exceeds 0.2%, the rolling load increases and the amount of precipitation strengthening increases, resulting in a decrease in ductility.
- the Ti content is preferably 0.1% or less, more preferably 0.05% or less. In order to ensure high ductility, the Ti content is more preferably 0.03% or less.
- V 0.2% or less
- V has the effect of improving the hardenability of steel, the effect of suppressing the formation of carbides in martensite and upper/lower bainite, the effect of refining the structure, and the effect of precipitating carbides to resist delayed fracture. can be contained from the effect of improving the In order to obtain these effects, although the lower limit is not specified, the V content is preferably 0.003% or more. The V content is more preferably 0.005% or more, still more preferably 0.010% or more. On the other hand, if a large amount of V is contained, the castability is remarkably deteriorated.
- the V content is preferably 0.1% or less.
- the V content is more preferably 0.05% or less, still more preferably 0.03% or less.
- B 0.01% or less B has the advantage of easily generating tempered martensite and/or bainite with a predetermined area ratio.
- the residual solid solution B improves the delayed fracture resistance.
- the B content is preferably 0.0002% or more.
- the B content is more preferably 0.0005% or more.
- the B content is more preferably 0.0010% or more.
- the B content shall be 0.01% or less.
- the B content is preferably 0.0050% or less.
- the B content is more preferably 0.0030% or less.
- Cu 0.2% or less Cu improves corrosion resistance in the use environment of automobiles.
- corrosion products of Cu coat the surface of the steel sheet, which has the effect of suppressing penetration of hydrogen into the steel sheet.
- Cu is an element that is mixed when scrap is used as a raw material. By allowing Cu to be mixed, recycled materials can be used as raw materials, and manufacturing costs can be reduced. Therefore, although the lower limit is not specified, it is preferable to contain 0.05% or more of Cu from the viewpoint of improving the delayed fracture resistance.
- Cu content is more preferably 0.10% or more. On the other hand, if the Cu content is too high, surface defects are caused.
- Ni 0.2% or less
- Ni is an element that acts to improve corrosion resistance.
- Ni has the effect of suppressing the occurrence of surface defects that tend to occur when Cu is contained.
- the Ni content is preferably 0.01% or more, although the lower limit is not specified.
- the Ni content is more preferably 0.04% or more, still more preferably 0.06% or more.
- the Ni content is made 0.2% or less.
- Cr 0.4% or less Cr can be contained from the effect of improving the hardenability of steel and the effect of suppressing the formation of carbides in martensite and upper/lower bainite.
- the Cr content is preferably 0.01% or more, although the lower limit is not particularly specified.
- the Cr content is more preferably 0.03% or more, still more preferably 0.06% or more.
- the Cr content is made 0.4% or less.
- Mo 0.15% or less Mo can be contained from the effect of improving the hardenability of steel and the effect of suppressing the formation of carbides in martensite and upper/lower bainite.
- the Mo content is preferably 0.01% or more.
- the Mo content is more preferably 0.03% or more, still more preferably 0.06% or more.
- Mo significantly degrades the chemical conversion treatability of the cold-rolled steel sheet, so when Mo is contained, the Mo content is made 0.15% or less.
- Mg 0.0050% or less Mg fixes O as MgO and contributes to the improvement of delayed fracture resistance. Therefore, the Mg content is preferably 0.0002% or more. The Mg content is more preferably 0.0004% or more, still more preferably 0.0006% or more. On the other hand, if a large amount of Mg is added, the surface quality and bendability are deteriorated. The Mg content is preferably 0.0025% or less, more preferably 0.0010% or less.
- Ca 0.0050% or less Ca fixes S as CaS and contributes to improvement of bendability and delayed fracture resistance. Therefore, the Ca content is preferably 0.0002% or more. The Ca content is more preferably 0.0005% or more, still more preferably 0.0010% or more. On the other hand, if a large amount of Ca is added, the surface quality and bendability are deteriorated. The Ca content is preferably 0.0035% or less, more preferably 0.0020% or less.
- Sn 0.10% or less Sn suppresses oxidation and nitridation of the surface layer of the steel sheet, thereby suppressing a decrease in the content of C and B in the surface layer. In addition, by suppressing the reduction in the content of C and B, the formation of ferrite in the surface layer of the steel sheet is suppressed, the strength is increased, and the fatigue resistance is improved. From this point of view, the Sn content is preferably 0.002% or more. The Sn content is more preferably 0.004% or more, still more preferably 0.006% or more. The Sn content is more preferably 0.008% or more, still more preferably 0.01% or more. On the other hand, when the Sn content exceeds 0.10%, castability deteriorates.
- the Sn content is made 0.10% or less.
- the Sn content is preferably 0.04% or less, more preferably 0.03% or less.
- Sb 0.10% or less Sb suppresses oxidation and nitridation of the surface layer of the steel sheet, thereby suppressing a decrease in the content of C and B in the surface layer. In addition, by suppressing the reduction in the content of C and B, the formation of ferrite in the surface layer of the steel sheet is suppressed, the strength is increased, and the fatigue resistance is improved. From this point of view, the Sb content is preferably 0.002% or more. The Sb content is more preferably 0.004% or more, still more preferably 0.006% or more. On the other hand, if the Sb content exceeds 0.10%, the castability deteriorates, and segregation occurs at prior ⁇ grain boundaries, resulting in deterioration of delayed fracture resistance. Therefore, when Sb is contained, the Sb content is made 0.10% or less. The Sb content is preferably 0.04% or less, more preferably 0.03% or less.
- REM 0.0050% or less REM is an element that suppresses the adverse effects of sulfides on stretch flange formability and improves stretch flange formability by spheroidizing the shape of sulfides.
- the REM content is preferably 0.0005% or more.
- the REM content is more preferably 0.0010% or more, still more preferably 0.0020% or more.
- the REM content exceeds 0.0050%, the effect of improving the stretch flanging formability is saturated.
- REM includes scandium (Sc) with atomic number 21, yttrium (Y) with atomic number 39, and lanthanum (La) with atomic number 57 to lutetium (Lu) with atomic number 71.
- Sc scandium
- Y yttrium
- La lanthanum
- Lu lutetium
- REM concentration in the present invention is the total content of one or more elements selected from the above REMs.
- the optional element contained below the lower limit does not impair the effects of the present invention. Therefore, when the content of the arbitrary element is less than the lower limit, the arbitrary element is included as an unavoidable impurity.
- Area ratio of polygonal ferrite 20% or more and 85% or less
- the area ratio of polygonal ferrite is set to 20% or more.
- Polygonal ferrite is preferably 25% or more, more preferably 30% or more.
- Polygonal ferrite is preferably 35% or more, more preferably 40% or more.
- the area ratio of polygonal ferrite is set to 85% or less.
- Polygonal ferrite is more preferably 82% or less.
- Polygonal ferrite is preferably 80% or less, more preferably 78% or less.
- Upper bainite is bainite with little carbide precipitation, and since C is distributed in the surrounding untransformed ⁇ , it is utilized to form retained ⁇ with high processing stability. be able to.
- the upper bainite has a hardness intermediate between that of ferrite and martensite, and local elongation is improved by forming a structure with intermediate hardness. Therefore, at strength levels where the tensile strength (TS) is 590 MPa or more, 9% or more of upper bainite is required. Therefore, the area ratio of upper bainite is set to 9% or more.
- the area ratio of upper bainite is 12.0% or more, more preferably 15.0% or more.
- the area ratio of upper bainite is set to 45% or less for the purpose of suppressing a decrease in strength, considering that a large amount of ferrite structure is formed.
- Upper bainite is preferably 38% or less, more preferably 30% or less.
- volume fraction of retained austenite (retained ⁇ ) 3% or more and 15% or less
- the volume fraction of residual ⁇ (amount of residual ⁇ ) is preferably 3.0% or more, more preferably 5% or more, and still more preferably 7% or more.
- This amount of retained ⁇ includes both retained ⁇ generated adjacent to upper bainite and retained ⁇ generated adjacent to martensite and lower bainite. If the amount of retained ⁇ is too large, the strength and stretch flanging formability of the steel are lowered. Therefore, the volume fraction of residual ⁇ is set to 15% or less.
- the volume fraction of residual ⁇ is preferably 13% or less.
- "volume ratio" can be regarded as "area ratio”.
- Area ratio of fresh martensite 3% or more and 15% or less
- Fresh martensite is a structure that reduces local elongation, but it is possible to improve strength by forming it within a range that does not deteriorate bendability and hole expansibility. is. From this point of view, the area ratio of fresh martensite has a lower limit of 3% and an upper limit of 15%.
- tempered martensite and lower bainite are formed by a two-stage austempering cold side hold. Carbon distribution to untransformed ⁇ is suppressed in tempered martensite and lower bainite, in which carbides precipitate in the structure, compared to upper bainite, in which carbides are less precipitated.
- tempered martensite and lower bainite bring carbon enrichment to untransformed ⁇ by expanding the T0 composition at low temperature, or furthermore, to reduce the amount of fresh martensite during final cooling, these structures are controlled. It is necessary to obtain a retained ⁇ with high processing stability.
- the total area ratio of tempered martensite and lower bainite is set to 50% or less.
- the sum of these area ratios is 40% or less, more preferably 35% or less.
- the sum of these area ratios is more preferably 30% or less, and even more preferably 25% or less.
- the total area ratio of tempered martensite and lower bainite may be 0%.
- the residual structure is a structure other than polygonal ferrite, upper bainite, retained austenite, fresh martensite, tempered martensite, and lower bainite.
- the formation of a pearlite structure inhibits efficient carbon distribution and suppresses the formation of retained ⁇ , thus reducing ductility.
- pearlite transformation from austenite ( ⁇ ) occurs in a part of the structure depending on the steel composition and the austempering temperature.
- the area ratio of the residual tissue is preferably 5.0% or less.
- the area ratio of the residual tissue may be 0%.
- the fresh martensite grains and the residual ⁇ grains are structures that do not cause stress concentration during local deformation and do not contribute to the formation of voids, and thus do not deteriorate local ductility and hole expansibility. If the total number of fresh martensite grains and residual ⁇ grains having an equivalent circle diameter of less than 1.2 ⁇ m is 50% or more of the total number of fresh martensite grains and residual ⁇ grains, then in the present invention , excellent local elongation and hole expansibility can be obtained.
- the ratio of the total number of fresh martensite grains and retained austenite grains having an equivalent circle diameter of less than 1.2 ⁇ m to the total number of fresh martensite grains and retained austenite grains is 50% or more. . That is, the following formula (A) is satisfied. 100 ⁇ (the total number of fresh martensite grains and residual ⁇ grains having an equivalent circle diameter of less than 1.2 ⁇ m)/(the total number of fresh martensite grains and residual ⁇ grains) ⁇ 50(%) Formula (A) Preferably, the percentage of the left side defined by the above formula (A) is 55% or more.
- upper bainite, tempered martensite, and lower bainite may be formed in the structure by a two-stage austempering process.
- Fresh martensite particles and residual ⁇ particles having an equivalent circle diameter of 1.2 ⁇ m or more which is the total number of fresh martensite particles and residual ⁇ particles having an aspect ratio of 2.5 or more and an equivalent circle diameter of 1.2 ⁇ m or more. number: 40% or more
- the local It can reduce stress concentration during deformation, suppress void formation, and improve local ductility and hole expansibility.
- acicular ⁇ surrounded by a soft ferrite structure formed during the heating process undergoes bainite transformation during the subsequent cooling process, thereby increasing the area ratio.
- particles having an equivalent circle diameter of 1.2 ⁇ m or more and an aspect ratio of 2.5 or more are included in the total number of fresh martensite particles and residual ⁇ particles having an equivalent circle diameter of 1.2 ⁇ m or more. Desired moldability can be obtained by setting the total content to 40% or more. Therefore, in the present invention, the total number of fresh martensite particles having an aspect ratio of 2.5 or more and an equivalent circle diameter of 1.2 ⁇ m or more and retained austenite particles having an equivalent circle diameter of 1.2 ⁇ m or more The proportion of the number of martensite grains and retained austenite grains is set to 40% or more. That is, the following formula (B) is further satisfied in addition to the formula (A) described above.
- the ratio of the left side defined by the following formula (B) is 45% or more. 100 ⁇ (total number of fresh martensite particles having an aspect ratio of 2.5 or more and an equivalent circle diameter of 1.2 ⁇ m or more and residual ⁇ particles)/(fresh martensite having an equivalent circle diameter of 1.2 ⁇ m or more) Number of site particles and residual ⁇ particles) ⁇ 40 Formula (B)
- the structure of the obtained steel sheet is measured by the following method.
- Measurement of area ratio of steel structure Cut out an observation sample from a steel plate so that the cross section perpendicular to the steel plate surface and parallel to the rolling direction is the observation surface, and the plate thickness cross section is corroded with 1% by volume nital, and then subjected to a scanning electron microscope.
- a structure photograph is taken in a region of 3000 ⁇ m 2 or more at a plate thickness of t/4 at a magnification of 2000 times with (SEM). Then, the following items (i) to (iv) are measured respectively. Note that t indicates the plate thickness and w indicates the plate width.
- Polygonal ferrite and upper bainite Polygonal ferrite (recrystallized F) and upper bainite (UB) both show gray in SEM photographs, but can be distinguished by their shapes.
- An example of a SEM photograph is shown in FIG. 1 together with an SEM photograph of a structure that has been water-cooled after being held at temperature T.
- the region indicated by the dashed line in FIG. 1(a) is the needle-like ⁇ structure formed by the annealing process up to the soak holding at the annealing temperature T within the range of the present invention, and the upper bainite (UB) is inside it. is formed around which residual ⁇ or fresh martensite (M) with a high aspect ratio is formed.
- a similar structure is also observed in the massive ⁇ structure formed by the annealing temperature T up to soaking.
- the area ratios of polygonal ferrite and upper bainite were measured by point counting according to ASTM E562-11 (2014). Each of the area ratio of polygonal ferrite and the area ratio of upper bainite is an average value of measured values at five locations.
- Tempered Martensite and/or Lower Bainite Tempered martensite and lower bainite are structures containing carbides that are observed as fine white structures in SEM photographs. It is possible to distinguish between the two by more microscopic observation, but it is difficult to distinguish them by SEM photography. Therefore, in the present invention, tempered martensite and lower bainite are defined as the same structure, and the total area ratio of tempered martensite and lower bainite is measured by the point counting method according to ASTM E562-11 (2014). Let the value which averaged the measured value in five places be the total area ratio of a tempered martensite and a lower bainite.
- the volume ratio of the residual ⁇ After polishing the steel plate to the position of 1/4 of the plate thickness, the surface was further polished by 0.1 mm by chemical polishing, using the K ⁇ ray of Mo with an X-ray diffractometer, and the FCC iron ( ⁇ ) ( 200) plane, (220) plane, (311) plane, and the (200) plane, (211) plane, and (220) plane of BCC iron (ferrite) are measured, and each plane of BCC iron (ferrite) is measured.
- the volume ratio of the residual ⁇ obtained from the intensity ratio of the integrated reflection intensity from each surface of the FCC iron ( ⁇ ) to the integrated reflection intensity from the FCC iron ( ⁇ ) is measured.
- the volume ratio of the residual ⁇ can be the area ratio of the residual ⁇ .
- Equivalent circle diameter and aspect ratio of fresh martensite grains and/or residual ⁇ grains A sample was cut from a steel plate so that the cross section parallel to the rolling direction was the observation surface, and the structure of the thickness cross section was corroded with a repeller corrosive solution. , Take a picture of the structure in a region of 10000 ⁇ m 2 or more at a plate thickness of t/4 part at 1000 times magnification with a laser microscope (LM). Repeller corrosion is color etching. Fresh martensite particles and/or residual ⁇ particles are extracted by showing fresh martensite and/or residual ⁇ in white contrast. Alternatively, the equivalent circle diameter and aspect ratio of the residual ⁇ particles are measured.
- particles having an equivalent circle diameter of less than 1.2 ⁇ m are measured for the number of particles, and the ratio of the total number of particles to the total number of particles is calculated.
- the number of particles having an equivalent circle diameter of 1.2 ⁇ m or more was measured, and the number of particles having an aspect ratio of 2.5 or more was measured.
- a ratio of particles having an aspect ratio of 2.5 or more and an equivalent circle diameter of 1.2 ⁇ m or more to all particles is calculated.
- the temperature used to heat or cool a steel slab (steel material), steel plate, or the like shown below means the surface temperature of the steel slab (steel material), steel plate, or the like.
- a steel slab having the chemical composition described above is subjected to hot rolling and pickling, and then the obtained hot-rolled steel sheet is cold-rolled to obtain a cold-rolled steel sheet.
- a cold-rolling process for obtaining a cold-rolled steel sheet whose area ratio is 35% or more and 75% or less with respect to the total structure of the bcc phase in the total structure having the ⁇ 011> orientation, and the annealing step includes cold-rolling
- the temperature range of 500 ° C. or higher and Ac1 or lower is set to an average heating rate of 0.5 to 15 ° C./sec, and 840 ° C.
- First cooling is performed to cool to the temperature Tc1, after the first cooling, first holding is performed to hold the first cooling stop temperature Tc1 for 25 seconds or longer, and after the first holding, at the first cooling stop temperature Tc1 or less, Then, perform second cooling to cool to a second cooling stop temperature Tc2 of 450 ° C. or lower and 300 ° C. or higher, perform a second holding of holding the second cooling stop temperature Tc2 for 20 to 3000 seconds, and cool after the second holding. Annealing treatment with third cooling is included.
- hot rolling in the hot rolling process includes a method of reheating and then rolling a steel slab having the above-described chemical composition, and a method of directly rolling a steel slab after continuous casting without heating. , a method in which a steel slab after continuous casting is subjected to heat treatment for a short time and then rolled.
- Hot rolling may be performed according to a conventional method, for example, the slab heating temperature is 1100 ° C. or higher and 1300 ° C. or lower, the soaking time is 20 to 30 minutes, the finish rolling temperature is the Ar3 transformation point (° C.) or higher, and the Ar3 transformation The point (°C) should be +200°C or less, and the winding temperature should be 400 to 720°C.
- the coiling temperature is preferably 430 to 620° C. from the viewpoint of suppressing plate thickness fluctuations and stably ensuring high strength.
- the smelting method for manufacturing the steel slab (steel material) is not particularly limited, and a known smelting method such as a converter or an electric furnace can be adopted. Secondary refining may also be performed in a vacuum degassing furnace.
- the pickling treatment process is a process of pickling the hot-rolled steel sheet after the hot rolling process.
- Pickling treatment conditions are not particularly limited, and pickling treatment conditions in known production methods may be adopted.
- the rolling reduction (cumulative cold rolling reduction) of cold rolling must be in the range of 30% or more, preferably 40% or more, and more preferably 50% or more.
- the rolling reduction (cumulative cold rolling reduction) is 85% or less.
- the number of passes is not particularly limited, but may be, for example, 5 passes.
- the cumulative cold rolling rate (thickness reduction rate) is (1 ⁇ (thickness after cold rolling (after final pass)/thickness before cold rolling) ⁇ 100.
- Rolling reduction of first pass 5% or more and less than 25%
- the rolling reduction of the first pass is set to 5% or more from the viewpoint of operability.
- the rolling reduction in the first pass is 25% or more, the plate temperature during the cold rolling in the first pass is low, so strain of the shear component is imparted to the cold-rolled material, and the desired texture develops. No acicular ⁇ is formed. Therefore, the rolling reduction of the first pass is set to 5% or more and less than 25%.
- the rolling reduction (thickness reduction rate) of the first pass refers to (1 ⁇ (thickness after first pass cold rolling)/(thickness before cold rolling)) ⁇ 100.
- the rolling temperature (sheet temperature) in the first pass is preferably 20°C or higher and 40°C or lower.
- the rolling temperature of the first pass is determined by measuring a portion of the steel plate surface to which lubricating oil has not adhered after the first pass with a radiation thermometer. If the rolling temperature in the first pass is less than 20°C or if the rolling temperature in the first pass exceeds 40°C, the desired texture described above may not develop and acicular ⁇ may not be formed. Therefore, the rolling temperature in the first pass is preferably 20°C or higher and 40°C or lower.
- the total texture of the bcc phase is 35% or more and 75% or less in terms of area ratio.
- the needle-like ⁇ has a specific crystal orientation relationship (Near Kurdjumov-Sachs relationship ).
- ⁇ 111 ⁇ ⁇ 0-11> orientation, ⁇ 111 ⁇ ⁇ 11-2> orientation, ⁇ 211 ⁇ ⁇ 0-11> orientation, and ⁇ 100 ⁇ ⁇ 011> orientation to form the desired amount of acicular ⁇ is required to be 35% or more in terms of area ratio with respect to the entire bcc phase structure. Preferably, it is 40% or more.
- the sum of the textures with ⁇ 111 ⁇ ⁇ 0-11> orientation, ⁇ 111 ⁇ ⁇ 11-2> orientation, ⁇ 211 ⁇ ⁇ 0-11> orientation, and ⁇ 100 ⁇ ⁇ 011> orientation is If the area ratio exceeds 75% with respect to the entire structure, material anisotropy occurs in the steel sheet. Therefore, the total area ratio of the structure having the above specified orientation is set to 75% or less with respect to the total structure of the bcc phase. It is preferably 70% or less, more preferably 65% or less.
- the hot-rolled steel sheet having the chemical composition described above is subjected to cold rolling treatment at a cold rolling reduction of 30 to 85%, and the rolling reduction in the first pass is 5% or more and less than 25%.
- the ratio of the area ratio of the bcc phase to the entire structure of the total area ratio of the structure having the above specified orientation can be adjusted to a desired range.
- a measurement sample whose cross section parallel to the rolling direction is a measurement surface is cut out from the cold-rolled steel sheet after the cold rolling process, and after mechanically or electrolytically polishing the measurement surface, SEM-EBSD (measurement conditions: WD: 20 mm, acceleration voltage: 20 kV).
- ⁇ ND plane ⁇ ⁇ RD direction> orientation of rolling is ⁇ 111 ⁇ ⁇ 0-11> orientation, ⁇ 111 ⁇ ⁇ 11-2> orientation, ⁇ 211 ⁇ ⁇ 0-11> orientation, and ⁇ 100 ⁇ ⁇ 011> orientation
- the texture of the cold-rolled steel sheet is evaluated by quantifying the texture area ratio of the bcc phase and calculating the ratio with the area ratio of the bcc phase in all orientations.
- the temperature range of 500 ° C. or higher and Ac1 or lower is set to an average heating rate (HR1) of 0.5 to 15 ° C./sec for the cold-rolled steel sheet after the cold rolling step, and 840 °C or less and 0.5 ⁇ (T-Ac1)/(Ac3-Ac1) ⁇ 1.0, and the dew point Td is -50°C or higher and -30°C or lower
- HR1 average heating rate
- First cooling is performed at a rate of 6.0° C./sec or more to a first cooling stop temperature Tc1 of 550° C. or less and 400° C. or more, and after the first cooling, the first cooling stop temperature Tc1 is maintained for 25 seconds or more.
- a first holding is performed, and after the first holding, a second cooling is performed to cool to a second cooling stop temperature Tc2 that is not higher than the first cooling stop temperature Tc1 and is not higher than 450°C and not higher than 300°C, and the second cooling stop temperature Tc2 is performed.
- Annealing treatment in which a second holding is performed at 20 to 3000 seconds, and a third cooling is performed after the second holding.
- Average heating rate in the temperature range of 500 ° C. or higher and Ac1 or lower 0.5 to 15 ° C./sec or less
- the cold-rolled plate having the structure after the cold rolling process described above is heated at an appropriate heating rate. After that, by heating to the temperature T or maintaining at the temperature T, needle-like ⁇ is formed. Therefore, the average heating rate is set to 15° C./sec or less in the temperature range of Ac1 or less where ⁇ transformation does not occur at 500° C. or more.
- the average heating rate is preferably 10° C./sec or less.
- the average heating rate is set to 0.5° C./sec or more from the viewpoint of operation.
- the average heating rate is preferably 1.0° C./sec or higher, more preferably 1.5° C./sec or higher.
- the average heating rate (° C./s) is calculated from ((Ac1 (° C.) ⁇ 500° C.)/(heating time from 500° C. to Ac1 (° C.) (sec)).
- Heating to an annealing temperature T that is 840 ° C. or less and 0.5 ⁇ (T - Ac1) / (Ac3 - Ac1) ⁇ 1.0 After the heating, in a furnace with a dew point Td of -50 ° C. or higher and -30 ° C. or lower Soaking and Holding at Annealing Temperature T in an Atmosphere
- Td a dew point of -50 ° C. or higher and -30 ° C. or lower
- the annealing temperature T when (T ⁇ Ac1)/(Ac3 ⁇ Ac1) is less than 0.5, the reverse transformation to ⁇ does not occur sufficiently, needle-like ⁇ is not formed, and recrystallized ferrite grain boundaries Only equiaxed ⁇ is formed along . From the above, the annealing temperature T is set to 0.5 ⁇ (T ⁇ Ac1)/(Ac3 ⁇ Ac1) ⁇ 1.0.
- the temperature T is set to 840° C. or less. If the dew point Td is less than ⁇ 50° C., the formation of Si oxide, which adversely affects the chemical conversion treatability, is promoted, so that good chemical conversion treatability cannot be obtained. If the dew point Td exceeds ⁇ 30° C., an internal oxide layer in which an oxide is selectively formed at grain boundaries in the structure is generated, which adversely affects corrosion resistance and the like. Therefore, the dew point Td is set to ⁇ 50° C. or higher and ⁇ 30° C. or lower. The dew point Td is preferably -48°C or higher, more preferably -46°C or higher. Also, the dew point Td is preferably ⁇ 32° C. or lower, more preferably ⁇ 34° C. or lower.
- the soaking time at the annealing temperature T is not particularly limited, it is preferably 25 to 350 seconds, more preferably 50 to 300 seconds, from the viewpoint of element distribution during the two-phase annealing.
- Ac1 (°C) may be calculated by the following formula based on empirical rules.
- Ac1 (°C) 723 + 22 x [Si%] - 18 x [Mn%] + 17 x [Cr%] + 4.5 [Mo%] + 16 x [V%]
- Ac3 (°C) may be calculated by the following formula based on empirical rules.
- Ac3 (° C.) 910 ⁇ 203 ⁇ [C%] 1/2 +44.7 ⁇ [Si%] ⁇ 30 ⁇ [Mn%]+700 ⁇ [P%]+400 ⁇ [sol.
- Al%] ⁇ 20 ⁇ [Cu%]+31.5 ⁇ [Mo%]+104 ⁇ [V%]+400 ⁇ [Ti%] [X%] in the above formula is the content (% by mass) of component element X in the steel sheet, and is set to "0" when not contained.
- Needle-like ⁇ structure formed by the above soaking and holding treatment has a number density of 5/1000 ⁇ m 2 or more
- needle-like ⁇ is utilized to provide desired formability.
- a large amount of acicular austenite (needle-like ⁇ ) is formed, a large amount of retained ⁇ having a high aspect ratio tends to be formed.
- the number density of the needle-like ⁇ structure formed by heating up to the annealing temperature T and holding the soaking is 5/1000 ⁇ m 2 or more. Become. There is no upper limit due to the nature of acicular ⁇ , and the number of acicular ⁇ particles is preferably as large as possible.
- the cold-rolled steel sheet having the chemical composition and structure described above is heated to the annealing temperature T at an average heating rate of 0.5 to 15 ° C./sec or less in the temperature range of 500 ° C. or higher and Ac1 or lower.
- the number density of the acicular ⁇ structure can be adjusted within a desired range.
- the needle-like ⁇ formed in the treatment up to the soaking at the annealing temperature T contributes to the formation of the residual ⁇ that has a high aspect ratio and high processing stability in the subsequent cooling process. is the important point, and the number density of this acicular ⁇ structure is measured.
- FIG. 1(b) is a photograph of a structure that was water-cooled after being held at a temperature T within the range of the present invention in the annealing process, and needle-like ⁇ , block-like ⁇ , and a ferrite structure are formed.
- FIG. 2 shows a schematic diagram of a method for measuring the aspect ratio of acicular ⁇ .
- austenite surrounded by recrystallized ferrite having the same orientation and having an aspect ratio of 3.0 or more is defined as acicular ⁇ .
- the tip of the acicular austenite may be in contact with other austenite grains, but in that case, it is sufficient to confirm that the adjacent ferrite grains have the same orientation by electron beam backscatter diffraction (EBSD).
- EBSD electron beam backscatter diffraction
- First cooling The average cooling rate in the temperature range of 750 to 550 ° C. is set to 6.0 ° C./sec or more, and cooling to the first cooling stop temperature Tc1 of 550 ° C. or less and 400 ° C. or more
- First holding After the first cooling, the second Hold for 25 seconds or longer at one cooling stop temperature Tc1
- ferrite transformation and pearlite transformation predominantly occur in the temperature range of 750 to 550°C. If ferrite transformation or pearlite transformation occurs excessively, needle-like ⁇ undergoes ferrite transformation. Therefore, the temperature range of 750 to 550° C. is set to an average cooling rate of 6.0° C./sec or more to suppress ferrite transformation.
- the average cooling rate is preferably 8.0° C./sec or higher, more preferably 10.0° C./sec or higher.
- the average cooling rate (° C./sec) is calculated from (750° C. (cooling start temperature) ⁇ 550° C. (cooling stop temperature))/(cooling time from cooling start temperature to cooling stop temperature (sec)). be.
- the first cooling stop temperature Tc1 in the first cooling corresponds to the temperature on the high temperature side of the two-stage austempering, and is set to 550° C. or lower and 400° C. or higher, which is the temperature range in which upper bainite transformation with little carbide precipitation occurs.
- 550° C. or lower and 400° C. or higher which is the temperature range in which upper bainite transformation with little carbide precipitation occurs.
- the first cooling stop temperature Tc1 is higher than 550°C, ferrite transformation or pearlite transformation occurs, local carbon distribution does not occur, and residual ⁇ with high processing stability is not formed.
- the first cooling stop temperature Tc1 is less than 400°C, lower bainite transformation accompanied by carbide precipitation occurs. Also, part of the structure transforms into martensite depending on the chemical composition and annealing conditions, and becomes tempered martensite by subsequent holding.
- the first cooling stop temperature Tc1 is set to 550° C. or lower and 400° C. or higher.
- the first cooling stop temperature Tc1 is preferably 420° C. or higher, more preferably 450° C. or higher.
- the first cooling stop temperature Tc1 is preferably 530° C. or lower, more preferably 510° C. or lower.
- the temperature modulation at the first cooling stop temperature Tc1 is allowed as long as it is within the above range of 550° C. or lower and 400° C. or higher, and is held for 25 seconds or longer. Thereby, the upper bainite can be sufficiently transformed.
- the retention time in the first retention is preferably 30 seconds or longer, more preferably 35 seconds or longer.
- the holding time in the first holding is preferably 60 seconds or less, more preferably 55 seconds or less.
- Second cooling cooling to a second cooling stop temperature Tc2 that is not higher than the first cooling stop temperature Tc1 and is not higher than 450 ° C. or higher and not lower than 300 ° C.
- Second holding held at the second cooling stop temperature Tc2 for 20 to 3000 seconds
- the second cooling stop temperature Tc2 corresponds to the temperature on the low temperature side of the two-stage austempering.
- the bainite transformation stops, and untransformed ⁇ undergoes excessive martensite transformation during the final cooling.
- the second cooling stop temperature Tc2 is less than 300° C., the untransformed ⁇ undergoes martensite transformation and is maintained, thereby promoting the formation of carbides. As a result, the formation of residual ⁇ , which has a high solid-solution C content and high processing stability, is inhibited. Therefore, the second cooling stop temperature Tc2 is set to Tc1 or lower and 450° C. or lower and 300° C. or higher.
- the second cooling stop temperature Tc2 is preferably 320°C or higher, more preferably 340°C or higher. Also, the second cooling stop temperature Tc2 is preferably 430° C. or lower, more preferably 410° C. or lower. Further, as the second hold after the second cooling, the temperature modulation at the second cooling stop temperature Tc2 is allowed if it is equal to or lower than the first cooling stop temperature Tc1 and is within the range of 450° C. or lower and 300° C. or higher, A holding time of 20 seconds or longer promotes the formation of residual ⁇ with high processing stability. On the other hand, the holding time in the second holding is 3000 seconds or less from the viewpoint of operation. The retention time in the second retention is preferably 100 seconds or longer, more preferably 200 seconds or longer. Also, the holding time in the second holding is preferably 2500 seconds or less, more preferably 2000 seconds or less.
- temper rolling with an elongation rate of 0.05 to 0.5% can be applied.
- the steel sheet of the present invention obtained by the method of manufacturing the steel sheet of the present invention preferably has a thickness of 0.5 mm or more. Also, the plate thickness is preferably 2.0 mm or less.
- the member of the present invention is obtained by subjecting the steel plate of the present invention to at least one of forming and joining. Further, the method for manufacturing a member of the present invention includes a step of subjecting the steel plate of the present invention to at least one of forming and joining to form a member.
- the steel sheet of the present invention has a tensile strength of 590 MPa or more, high ductility, excellent stretch flanging formability, and good chemical conversion treatability. Therefore, members obtained using the steel sheet of the present invention also have high strength, and have superior high ductility, excellent stretch flanging formability, and good chemical conversion treatability compared to conventional high-strength members. Moreover, if the member of the present invention is used, the weight can be reduced. Therefore, the member of the present invention can be suitably used for, for example, vehicle body frame parts. Components of the present invention also include welded joints.
- General processing methods such as press processing can be used without restrictions for molding.
- general welding such as spot welding and arc welding, riveting, caulking, and the like can be used without limitation.
- a steel slab having a thickness of 250 mm having the chemical composition shown in Table 1 is hot rolled (slab heating temperature: 1250 ° C., soaking time: 30 minutes, finish rolling temperature: Ar3 + 50 ° C., coiling temperature: 550 ° C.)
- the resulting hot-rolled steel sheets were cold-rolled under the conditions shown in Table 2 to produce cold-rolled steel sheets.
- the cold-rolled steel sheets were annealed in a continuous annealing line under the conditions shown in Table 2 and then temper-rolled at an elongation of 0.2 to 0.4% to produce steel sheets for evaluation.
- the steel sheets obtained were evaluated by the following methods.
- Polygonal ferrite and upper bainite Polygonal ferrite (recrystallized F) and upper bainite (UB) both show gray in SEM photographs, but can be distinguished by their shapes.
- An example of a SEM photograph is shown in FIG. 1 together with an SEM photograph of a structure that has been water-cooled after being held at temperature T.
- the region indicated by the dashed line in FIG. 1(a) is the needle-like ⁇ structure formed by the annealing process up to the soak holding at the annealing temperature T within the range of the present invention, and the upper bainite (UB) is inside it. is formed around which residual ⁇ or fresh martensite (M) with a high aspect ratio is formed.
- a similar structure is also observed in the massive ⁇ structure formed by the annealing temperature T up to soaking.
- the area ratios of polygonal ferrite and upper bainite were measured by point counting according to ASTM E562-11 (2014). Each of the area ratio of polygonal ferrite and the area ratio of upper bainite was taken as an average value of measured values at five locations.
- Tempered Martensite and/or Lower Bainite Tempered martensite and lower bainite are structures containing carbides that are observed as fine white structures in SEM photographs. It is possible to distinguish between the two by more microscopic observation, but it is difficult to distinguish them by SEM photography. Therefore, in the present invention, tempered martensite and lower bainite are defined as the same structure, and the total area ratio of tempered martensite and lower bainite was measured by the point counting method according to ASTM E562-11 (2014). A value obtained by averaging the measured values at five locations was taken as the total area ratio of tempered martensite and lower bainite.
- FIG. 1(b) is a photograph of a structure that was water-cooled after being held at a temperature T within the range of the present invention in the annealing process, and needle-like ⁇ , block-like ⁇ , and a ferrite structure are formed.
- FIG. 2 shows a schematic diagram of a method for measuring the aspect ratio of acicular ⁇ .
- austenite surrounded by recrystallized ferrite having the same orientation and having an aspect ratio of 3.0 or more is defined as acicular ⁇ .
- the tip of the acicular austenite may be in contact with other austenite grains, but in that case, it is sufficient to confirm that the adjacent ferrite grains have the same orientation by electron beam backscatter diffraction (EBSD).
- EBSD electron beam backscatter diffraction
- ⁇ ND plane ⁇ ⁇ RD direction> orientation of rolling is ⁇ 111 ⁇ ⁇ 0-11> orientation, ⁇ 111 ⁇ ⁇ 11-2> orientation, ⁇ 211 ⁇ ⁇ 0-11> orientation, and ⁇ 100 ⁇ ⁇ 011> orientation
- the texture of the cold-rolled steel sheet was evaluated by quantifying the texture area ratio of the bcc phase and calculating the ratio with the area ratio of the bcc phase in all orientations.
- Tensile test A JIS No. 5 tensile test piece having a tensile direction perpendicular to the rolling direction was produced from the obtained steel plate. Each test piece was subjected to a tensile test in accordance with JIS Z 2241 (2011). The crosshead speed of the tensile test was 10 mm/min. In addition, the measurement was performed twice, and the measured value was obtained by averaging the measured value, which was defined as the tensile strength (TS) of each steel plate.
- TS tensile strength
- Hole expanding test A test piece of 100 mm ⁇ 100 mm was collected, and a hole expanding test based on JFST 1001 (Iron Federation Standard) was performed three times at each sampling position, and the average value of three times (total value of three times ( %)/3) was defined as the hole expansion ratio ⁇ (%).
- the treatment agents are, in order, degreasing agent FC-E2011, surface conditioning agent PL-X, and chemical conversion treatment liquid Palbond PB-L3065 manufactured by Nihon Parkerizing Co., Ltd. was used.
- Magnification SEM observation in an area of 10000 ⁇ m 2 or more at 2000 times to observe the surface chemical conversion structure. was evaluated as ⁇ . Table 3 shows the results.
- the steel sheet of the present invention has a tensile strength of 590 MPa or more, high ductility and excellent stretch flanging formability, and excellent chemical conversion treatability.
- the steel sheets of the present invention are used in the members obtained by molding, the members obtained by bonding, and the members obtained by further molding and bonding using the steel sheets of the present invention. It has high strength, high ductility, excellent stretch flanging formability, and good chemical conversion treatability. It was found to have good chemical conversion treatability.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
(A1)引張強度が590MPa以上780MPa未満の場合に穴広げ率λが60%以上である。
(A2)引張強度が780MPa以上の場合に穴広げ率λが35%以上である。
加えて高温側と低温側との二段階のオーステンパー処理により、ベイナイト変態を停留させることなく効率的に炭素分配を行い、また、冷却前の組織に針状オーステナイトを作りこむ。これにより、ベイナイト変態後にアスペクト比が高く、加工安定性の高い残留オーステナイトを形成させることができる。その結果、優れた均一伸びと局部伸びとを同時に達成する鋼板を製造することができ、張り出し成形と伸びフランジ成形が共存するようなプレス成形時においても割れが生じず、複雑成形品への適用が可能となる。
[1]質量%で、
C:0.06~0.24%、
Si:0.4%以上1.60%未満、
Mn:1.5~3.2%、
P:0.02%以下、
S:0.01%以下、
sol.Al:1.0%未満、
N:0.015%未満を含有し、
且つ以下の式(1)を満たし、
残部がFeおよび不可避的不純物からなる成分組成を有し、
ポリゴナルフェライトの面積率:20%以上85%以下であり、
上部ベイナイトの面積率:9%以上45%以下であり、
残留オーステナイトの体積率:3%以上15%以下であり、
フレッシュマルテンサイトの面積率:3%以上15%以下であり、
焼戻しマルテンサイトと下部ベイナイトの面積率の合計:50%以下(0%も含む)であり、且つ
残部組織の面積率:5%以下である組織を有し、
円相当径:1.2μm未満であるフレッシュマルテンサイト粒子および残留オーステナイト粒子の合計の個数のフレッシュマルテンサイト粒子および残留オーステナイト粒子の全粒子の個数に対する割合が50%以上であり、
且つアスペクト比が2.5以上であって円相当径:1.2μm以上であるフレッシュマルテンサイト粒子および残留オーステナイト粒子の合計の個数の円相当径:1.2μm以上であるフレッシュマルテンサイト粒子および残留オーステナイト粒子の個数に対する割合が40%以上である、鋼板。
Si/Mn<0.50・・・式(1)
ここで、式(1)中、Si、Mnは夫々、Si含有量(質量%)、Mn含有量(質量%)を示す。
[2]前記成分組成として、さらに、質量%で、
Nb:0.2%以下、
Ti:0.2%以下、
V:0.2%以下、
B:0.01%以下、
Cu:0.2%以下、
Ni:0.2%以下、
Cr:0.4%以下、
Mo:0.15%以下のうちから選ばれる1種または2種以上を含有する、前記[1]に記載の鋼板。
[3]前記成分組成として、さらに、質量%で、
Mg:0.0050%以下、
Ca:0.0050%以下、
Sn:0.10%以下、
Sb:0.10%以下、
REM:0.0050%以下のうちから選ばれる1種または2種以上を含有する、前記[1]または[2]に記載の鋼板。
[4]前記[1]~[3]のいずれかに記載の鋼板を用いてなる部材。
[5]前記[1]~[3]のいずれかに記載の成分組成を有する鋼スラブに対して熱間圧延および酸洗を施した後、得られた熱延鋼板に対して冷間圧延処理を施すことで冷延鋼板を得る冷間圧延工程と、
前記冷延鋼板に対して焼鈍処理を施すことで鋼板を得る焼鈍工程と、を含み、
前記冷間圧延工程は、
累積冷間圧延率:30~85%とし、
1パス目の圧下率を5%以上25%未満とすることで、{111}<0-11>方位、{111}<11-2>方位、{211}<0-11>方位、および{100}<011>方位を有する組織の合計が、bcc相の全組織に対して、面積率で35%以上75%以下である前記冷延鋼板を得る前記冷間圧延処理を含み、
前記焼鈍工程は、
前記冷延鋼板に対して、500℃以上Ac1以下の温度範囲を0.5~15℃/secの平均加熱速度とし、840℃以下、かつ0.5≦(T-Ac1)/(Ac3-Ac1)<1.0となる焼鈍温度Tまで加熱を行い、
該加熱後、露点Tdが-50℃以上-30℃以下である炉内雰囲気において前記焼鈍温度Tで均熱保持を行うことで、針状オーステナイト組織が数密度で5個/1000μm2以上である鋼板を得て、
次いで、750~550℃の温度範囲を平均冷却速度:6.0℃/sec以上とし、550℃以下400℃以上の第一冷却停止温度Tc1まで冷却する第一冷却を施し、
該第一冷却後、前記第一冷却停止温度Tc1において25秒以上保持する第一保持を施し、
該第一保持後、前記第一冷却停止温度Tc1以下で、かつ450℃以下300℃以上の第二冷却停止温度Tc2まで冷却する第二冷却を施し、
前記第二冷却停止温度Tc2で20~3000秒保持する第二保持を施し、
該第二保持後、冷却する第三冷却を施す前記焼鈍処理を含む、鋼板の製造方法。
[6]前記[1]~[3]のいずれかに記載の鋼板に、成形加工、接合加工の少なくとも一方を施して部材とする工程を含む、部材の製造方法。
本発明の鋼板は、自動車、家電等においてプレス成形工程を経て使用される複雑形状のプレス成形品用に好適である。
Si/Mn<0.50・・・式(1)
ここで、式(1)中、Si、Mnは夫々、Si含有量(質量%)、Mn含有量(質量%)を示す。
以下では、成分組成、鋼組織の順で本発明の鋼板を説明する。
Cは、鋼板の焼き入れ性と、マルテンサイトの強度と、残留γの体積率とを所望の範囲にする観点から含有する。C含有量が0.06%未満では鋼板の強度、鋼板の延性が十分に確保できないので、C含有量は0.06%以上とする。C含有量は、好ましくは0.08%以上であり、より好ましくは0.10%以上である。C含有量が0.24%を超えると溶接部の靭性が劣化する。また、C含有量が0.24%を超えると、フレッシュマルテンサイトを所望の面積率にすることができなくなる。そのため、C含有量は0.24%以下とする。延性やスポット溶接部の靭性向上の観点から、C含有量は0.21%以下とすることが好ましい。スポット溶接部の靭性をさらに改善する観点から、C含有量は0.20%以下にすることがより好ましい。
Siは、フェライト組織の高強度化を実現するという観点と、マルテンサイトやベイナイト中の炭化物生成抑制により残留γを安定化させて延性を向上させる効果を得るという観点から含有する。これらの観点から、Si含有量は0.4%以上にする。延性向上の観点から、Si含有量は0.5%以上とすることが好ましい。Si含有量は、より好ましくは0.6%以上である。Si含有量が1.60%以上となると、化成処理性が著しく劣化する。そのため、Si含有量は1.60%未満とする。好ましくは、Si含有量は1.30%以下であり、より好ましくは1.20%以下である。さらに好ましくは、Si含有量は1.0%未満である。
Mnは、所定の焼入れ性を確保しフェライト変態を抑制し、所望の面積率の焼戻しマルテンサイトおよび/またはベイナイトを確保して強度を確保する。また、Mnは、フェライト/γの2相域焼鈍時にγ中に濃化して未変態γのMs点を低下させることで残留γを安定化させ延性を改善する。また、Mnは、Siと同様にベイナイト中の炭化物の生成を抑制して延性を向上させる。また、Mnは、残留γの体積率を増加させて延性を向上させる。これらの点から、Mnは本発明において重要な元素である。これらの効果を得るために、Mn含有量は1.5%以上とする。焼入れ性を向上させる観点から、Mn含有量は1.7%以上とすることが好ましい。Mn含有量は、1.9%以上とすることがより好ましい。一方、Mn含有量が3.2%を超えるとベイナイト変態が著しく遅延するため、高い延性を確保することが困難になる。また、Mn含有量が3.2%を超えると、塊状の粗大γの生成を抑制することが難しくなり、伸びフランジ成形性も劣化する。したがって、Mn含有量は3.2%以下とする。ベイナイト変態を促進して高い延性を確保する観点からMn含有量は3.0%以下とすることが好ましく、2.8%以下とすることがより好ましい。
化成処理性を著しく劣化させる鋼板の表面酸化物はSi系酸化物である。そのため、酸液に対して易溶性を示すMn含有酸化物を形成させる目的でSi/Mnを0.50未満とする。すなわち、本発明では、式(1)として、Si/Mn<0.50とする。ここで、式(1)中、Si、Mnは夫々、Si含有量(質量%)、Mn含有量(質量%)を示す。この範囲であれば、-50℃以上-30℃以下の露点範囲において化成処理性を具備することができる。好ましくは、Si/Mnは、0.40以下であり、より好ましくは0.35以下である。
Pは鋼を強化する元素であるが、その含有量が多いとスポット溶接性を劣化させる。したがって、P含有量は0.02%以下とする。スポット溶接性を改善する観点から、P含有量は0.01%以下とすることが好ましい。なお、Pを含まなくてもよいが、P含有量は製造コストの観点から0.001%以上とすることが好ましい。
Sは、熱延でのスケール剥離性を改善する効果、焼鈍時の窒化を抑制する効果があるが、スポット溶接性に加え、局部伸びを劣化させる元素である。これらの劣化を抑制するために、S含有量は0.01%以下とする。本発明では、C、Si、Mnの含有量が高いのでスポット溶接性が悪化しやすく、スポット溶接性を改善する観点から、S含有量は0.0020%以下とすることが好ましく、0.0010%未満とすることがより好ましい。なお、Sを含まなくてもよいが、S含有量は製造コストの観点から0.0001%以上とすることが好ましい。
Alは脱酸の目的で、あるいはSiの代替として残留γを安定化する目的で含有する。sol.Alの下限は特に規定しないが、安定して脱酸を行うために、0.01%以上とすることが好ましい。一方、sol.Al含有量が1.0%以上となると、素材の強度が極端に低下し、化成処理性も劣化する。また、製鋼の際にアルミ系酸化物が多量に生成することで、曲げ性が著しく劣位になる。そのため、sol.Al含有量は1.0%未満とする。高い強度を得るために、sol.Al含有量は0.50%未満とすることが好ましく、0.10%以下とすることがより好ましい。
Nは鋼中でBN、AlN、TiN等の窒化物を形成する元素であり、鋼の熱間延性を低下させ、表面品質を低下させる元素である。また、Bを含有する鋼では、BNの形成を通じてBの効果を消失させる弊害がある。N含有量が0.015%以上になると表面品質が著しく劣化する。したがって、N含有量は0.015%未満とする。なお、Nを含まなくてもよいが、N含有量は製造コストの点から0.0001%以上とすることが好ましい。
(A)質量%で、Nb:0.2%以下、Ti:0.2%以下、V:0.2%以下、B:0.01%以下、Cu:0.2%以下、Ni:0.2%以下、Cr:0.4%以下、Mo:0.15%以下のうちから選ばれる1種または2種以上
(B)質量%で、Mg:0.0050%以下、Ca:0.0050%以下、Sn:0.10%以下、Sb:0.10%以下、REM:0.0050%以下のうちから選ばれる1種または2種以上
Nbは、ミクロ組織を微細化してスポット溶接部の耐欠陥特性を向上させる観点から添加するのが好ましい。また、Nbは鋼組織を微細化し高強度化する効果、細粒化を通じてベイナイト変態を促進する効果、曲げ性を改善する効果、耐遅れ破壊特性を向上させる効果から含有することができる。これらの効果を得るために、下限はとくに規定しないが、Nb含有量は0.002%以上であることが好ましい。Nb含有量は、より好ましくは0.004%以上であり、さらに好ましくは0.010%以上である。ただし、Nbを多量に含有すると析出強化が強くなりすぎ延性が低下する。また、圧延荷重の増大、鋳造性の劣化を招く。そのため、Nbを含有する場合、Nb含有量は0.2%以下とする。Nb含有量は、好ましくは、0.1%以下であり、より好ましくは0.05%以下であり、さらに好ましくは0.03%以下である。
Tiは、ミクロ組織を微細化してスポット溶接部の耐欠陥特性を向上させる観点から添加するのが好ましい。また、鋼中のNをTiNとして固定し、熱間延性を向上させる効果やBの焼入れ性向上効果を生じさせる作用がある。これらの効果を得るために、下限はとくに規定しないが、Ti含有量を0.002%以上にすることが好ましい。Nを十分固定する観点から、Ti含有量は0.008%以上であることがさらに好ましい。より好ましくは0.010%以上である。一方、Ti含有量が0.2%を超えると圧延負荷の増大、析出強化量の増加による延性の低下を招くので、Tiを含有する場合、Ti含有量は0.2%以下にする。Ti含有量は、好ましくは0.1%以下であり、より好ましくは0.05%以下である。高い延性を確保するために、Ti含有量は0.03%以下とすることがさらに好ましい。
Vは、鋼の焼入れ性を向上させる効果、マルテンサイトや上部/下部ベイナイト中の炭化物生成を抑制する効果、組織を微細化する効果、炭化物を析出させ耐遅れ破壊特性を改善する効果から含有することができる。これらの効果を得るために、下限はとくに規定しないが、V含有量は0.003%以上とすることが好ましい。V含有量は、より好ましくは0.005%以上であり、さらに好ましくは0.010%以上である。一方、Vを多量に含有すると鋳造性が著しく劣化するので、Vを含有する場合には、V含有量は0.2%以下とする。V含有量は、好ましくは0.1%以下である。V含有量は、より好ましくは0.05%以下、さらに好ましくは0.03%以下である。
Bは、所定の面積率の焼き戻しマルテンサイトおよび/またはベイナイトを生成させやすい利点を有する。また、固溶Bの残存により耐遅れ破壊特性は向上する。このようなBの効果を得るために、B含有量を0.0002%以上にすることが好ましい。また、B含有量は0.0005%以上であることがより好ましい。B含有量は、さらに好ましくは0.0010%以上である。一方、B含有量が0.01%を超えると、その効果が飽和するだけでなく、熱間延性の著しい低下をもたらし表面欠陥を生じさせる。したがって、Bを含有する場合、B含有量は0.01%以下とする。B含有量は、好ましくは0.0050%以下である。B含有量は、より好ましくは0.0030%以下である。
Cuは、自動車の使用環境での耐食性を向上させる。また、Cuの腐食生成物が鋼板表面を被覆して鋼板への水素侵入を抑制する効果がある。Cuは、スクラップを原料として活用するときに混入する元素であり、Cuの混入を許容することでリサイクル資材を原料資材として活用でき、製造コストを低減することができる。そのため、下限はとくに規定しないが、さらに耐遅れ破壊特性向上の観点からは、Cuは0.05%以上含有させることが好ましい。Cu含有量は、より好ましくは0.10%以上である。一方、Cu含有量が多くなりすぎると表面欠陥の発生を招来するので、Cuを含有する場合、Cu含有量は0.2%以下とする。
Niも、Cuと同様、耐食性を向上する作用のある元素である。また、Niは、Cuを含有させる場合に生じやすい、表面欠陥の発生を抑制する作用がある。このような効果を得るために、下限はとくに規定しないが、Ni含有量は0.01%以上とすることが好ましい。Ni含有量は、より好ましくは0.04%以上であり、さらに好ましくは0.06%以上である。一方、Ni含有量が多くなりすぎると、加熱炉内でのスケール生成が不均一になり、却って表面欠陥を発生させる原因になる。また、コスト増も招く。そのため、Niを含有する場合、Ni含有量は0.2%以下とする。
Crは鋼の焼入れ性を向上させる効果、マルテンサイトや上部/下部ベイナイト中の炭化物生成を抑制する効果から含有することができる。このような効果を得るために、下限はとくに規定しないが、Cr含有量は0.01%以上とすることが好ましい。Cr含有量は、より好ましくは0.03%以上であり、さらに好ましくは0.06%以上である。一方、Crを過剰に含有すると耐孔食性が劣化するので、Crを含有する場合、Cr含有量は0.4%以下とする。
Moは、鋼の焼入れ性を向上させる効果、マルテンサイトや上部/下部ベイナイト中の炭化物生成を抑制する効果から含有することができる。このような効果を得るために、Mo含有量は0.01%以上とすることが好ましい。Mo含有量は、より好ましくは0.03%以上であり、さらに好ましくは0.06%以上である。一方、Moは冷延鋼板の化成処理性を著しく劣化させるので、Moを含有する場合、Mo含有量は0.15%以下とする。
MgはMgOとしてOを固定し、耐遅れ破壊特性の改善に寄与する。このため、Mg含有量は0.0002%以上とすることが好ましい。Mg含有量は、より好ましくは0.0004%以上であり、さらに好ましくは0.0006%以上である。一方、Mgを多量に添加すると表面品質や曲げ性が劣化するので、Mgを含有する場合、Mg含有量は0.0050%以下とする。Mg含有量は、好ましくは0.0025%以下であり、より好ましくは0.0010%以下である。
Caは、SをCaSとして固定し、曲げ性の改善や耐遅れ破壊特性の改善に寄与する。このため、Ca含有量は0.0002%以上とすることが好ましい。Ca含有量は、より好ましくは0.0005%以上であり、さらに好ましくは0.0010%以上である。一方、Caは多量に添加すると表面品質や曲げ性を劣化させるので、Caを含有する場合、Ca含有量は0.0050%以下とする。Ca含有量は、好ましくは0.0035%以下であり、より好ましくは0.0020%以下である。
Snは、鋼板表層部の酸化や窒化を抑制し、それによるCやBの表層における含有量の低減を抑制する。また、CやBの含有量の上記低減が抑制されることで、鋼板表層部のフェライト生成を抑制し、高強度化するとともに、耐疲労特性が改善する。このような観点から、Sn含有量は0.002%以上とすることが好ましい。Sn含有量は、より好ましくは0.004%以上であり、さらに好ましくは0.006%以上である。Sn含有量は、より好ましくは0.008%以上であり、さらに好ましくは0.01%以上である。
一方、Sn含有量が0.10%を超えると、鋳造性が劣化する。また、旧γ粒界にSnが偏析して、耐遅れ破壊特性が劣化する。そのため、Snを含有する場合、Sn含有量は0.10%以下とする。Sn含有量は、好ましくは0.04%以下であり、より好ましくは0.03%以下である。
Sbは、鋼板表層部の酸化や窒化を抑制し、それによるCやBの表層における含有量の低減を抑制する。また、CやBの含有量の上記低減が抑制されることで、鋼板表層部のフェライト生成を抑制し、高強度化するとともに、耐疲労特性が改善する。このような観点から、Sb含有量は0.002%以上とすることが好ましい。Sb含有量は、より好ましくは0.004%以上であり、さらに好ましくは0.006%以上である。一方、Sb含有量が0.10%を超えると、鋳造性が劣化し、また、旧γ粒界に偏析して、耐遅れ破壊特性が劣化する。そのため、Sbを含有する場合、Sb含有量は0.10%以下とする。Sb含有量は、好ましくは0.04%以下であり、より好ましくは0.03%以下である。
REMは、硫化物の形状を球状化することで、伸びフランジ成形性に及ぼす硫化物の悪影響を抑制し、伸びフランジ成形性を改善する元素である。これらの効果を得るために、REM含有量を0.0005%以上にすることが好ましい。REM含有量は、より好ましくは0.0010%以上であり、さらに好ましくは0.0020%以上である。
一方、REM含有量が0.0050%を超えると、伸びフランジ成形性の改善効果が飽和するため、REMを含有する場合、REM含有量は0.0050%以下とする。
なお、本発明でいうREMとは、原子番号21番のスカンジウム(Sc)と原子番号39番のイットリウム(Y)及び、原子番号57番のランタン(La)から71番のルテチウム(Lu)までのランタノイドの元素のことを指す。本発明におけるREM濃度とは、上述のREMから選択された1種または2種以上の元素の総含有量である。
高い延性を確保するために、ポリゴナルフェライトは面積率で20%以上とする。ポリゴナルフェライトは、好ましくは25%以上であり、より好ましくは30%以上である。ポリゴナルフェライトは、は、好ましくは35%以上であり、より好ましくは40%以上である。
一方、所定の強度を得るために、ポリゴナルフェライトは面積率で85%以下とする。ポリゴナルフェライトは、より好ましくは82%以下である。ポリゴナルフェライトは、好ましくは80%以下であり、より好ましくは78%以下である。
上部ベイナイトは炭化物析出の少ないベイナイトであり、周囲の未変態γ中にCを分配するため、加工安定性の高い残留γを形成させるために活用することができる。加えて、上部ベイナイトはフェライトとマルテンサイトの中間的な硬度を有し、これら中間的な硬度の組織を形成させることで、局部伸びは向上する。従って、引張強度(TS)が590MPa以上である強度レベルにおいては、9%以上の上部ベイナイトが必要となる。そのため、上部ベイナイトは、面積率で9%以上とする。好ましくは、上部ベイナイトの面積率は、12.0%以上であり、より好ましくは15.0%以上である。一方、二相域温度で均熱保持を行う本発明においては、フェライト組織が多く形成することを鑑みて、強度低下を抑制する目的で、上部ベイナイトの面積率は45%以下とする。上部ベイナイトは、好ましくは38%以下であり、より好ましくは30%以下である。
高い延性を確保するために、鋼組織全体に対して残留γは体積率で3%以上とする。残留γの体積率(残留γ量)は、好ましくは3.0%以上であり、より好ましくは5%以上であり、さらに好ましくは7%以上である。この残留γ量には、上部ベイナイトに隣接して生成する残留γとマルテンサイトや下部ベイナイトに隣接して生成する残留γの両方を含む。残留γ量が増加しすぎると強度低下や著しい伸びフランジ成形性の低下を招く。したがって、残留γの体積率は15%以下とする。残留γの体積率は、好ましくは13%以下である。また、「体積率」は「面積率」とみなすことができる。
フレッシュマルテンサイトは局部伸びを低減する組織であるが、曲げ性や穴広げ性を劣化させない範囲で形成させることで、強度を向上させることが可能である。この観点から、フレッシュマルテンサイトの面積率は下限を3%とし、上限を15%とする。
本発明において、焼戻しマルテンサイトと下部ベイナイトは、二段階のオーステンパーの低温側での保持により形成される。
炭化物の析出の少ない上部ベイナイトに比べると、組織中に炭化物を析出する焼戻しマルテンサイトや下部ベイナイトでは、未変態γへの炭素分配が抑制される。しかしながら、焼戻しマルテンサイトや下部ベイナイトは、低温におけるT0組成の拡大による未変態γへの炭素濃化をもたらすため、あるいはさらに最終冷却時のフレッシュマルテンサイト量を低減させるため、これらの組織を制御し、加工安定性の高い残留γを得る必要がある。
鋼成分組成やオーステンパー温度によっては、上記の二段階のオーステンパーの低温側での保持は、Ms点以下での保持となるため、一部の未変態γはマルテンサイト変態を起こし、その後の保持により焼き戻される。焼戻しマルテンサイトおよび下部ベイナイトの面積率の合計が50%を上回ると、炭化物析出が促進され、必要な残留γ量が得られず、また強度が過剰に高くなることから、所望の延性が得られない。そのため、本発明では、焼戻しマルテンサイトおよび下部ベイナイトの面積率の合計を50%以下とする。好ましくは、これらの面積率の合計は、40%以下であり、より好ましくは35%以下である。これらの面積率の合計は、さらに好ましくは30%以下であり、さらにより好ましくは25%以下である。
一方、ポリゴナルフェライト、上部ベイナイト、残留γ、およびフレッシュマルテンサイトの面積率を所望の範囲内に制御できれば、焼戻しマルテンサイトおよび下部ベイナイトの面積率の合計は0%であってもよい。
残部組織はポリゴナルフェライト、上部ベイナイト、残留オーステナイト、フレッシュマルテンサイト、焼戻しマルテンサイト、下部ベイナイト以外の組織であり、例えば、ーライトが挙げられる。パーライト組織が形成されると、効率的な炭素分配が阻害され、残留γの形成が抑制されるため、延性が低下する。また、二段階のオーステンパー処理を施す焼鈍工程においても、鋼成分組成やオーステンパー温度によっては、一部の組織でオーステナイト(γ)からパーライト変態が生じる。本発明では、残部組織の面積率が5%以下であれば、材質への影響は無視できるため、残部組織の面積率は、上限を5%とする。残部組織の面積率は、好ましくは5.0%以下である。残部組織の面積率は0%であってもよい。
円相当径が1.2μm未満であるフレッシュマルテンサイト粒子および残留γ粒子は、局部変形時に応力集中が起こりにくく、ボイドの形成に寄与しないため、局部延性および穴広げ性を劣化させない組織である。
円相当径が1.2μm未満であるフレッシュマルテンサイト粒子および残留γ粒子の合計の個数が、フレッシュマルテンサイト粒子および残留γ粒子の全粒子の個数に対して50%以上であれば、本発明では、優れた局部伸びおよび穴広げ性を得られる。
よって、本発明では、円相当径:1.2μm未満であるフレッシュマルテンサイト粒子および残留γ粒子の合計の個数のフレッシュマルテンサイト粒子および残留オーステナイト粒子の全粒子の個数に対する割合を50%以上とする。すなわち、以下の式(A)を満たすようにする。
100×(円相当径:1.2μm未満であるフレッシュマルテンサイト粒子および残留γ粒子の合計の個数)/(フレッシュマルテンサイト粒子および残留γ粒子の全粒子の個数)≧50(%) ・・・式(A)
好ましくは、上記の式(A)で規定する左辺の割合は55%以上である。
なお、上記の組織を得るためには、二段階のオーステンパープロセスにより、上部ベイナイト、焼戻しマルテンサイト、下部ベイナイトを組織中に形成させればよい。
円相当径が1.2μm以上であるフレッシュマルテンサイト粒子および/または残留γ粒子において、フレッシュマルテンサイト粒子および/または残留γ粒子のアスペクト比を高くすることで、局部変形時の応力集中を低減し、ボイド形成を抑制して局部延性および穴広げ性を向上させることができる。
このようなフレッシュマルテンサイト粒子および/または残留γ粒子については、加熱過程において形成される軟質なフェライト組織に囲まれた針状γを、その後の冷却過程においてベイナイト変態させることで面積率を増加することができる。本発明では、円相当径が1.2μm以上であり、且つアスペクト比が2.5以上である粒子が、円相当径が1.2μm以上であるフレッシュマルテンサイト粒子および残留γ粒子の総数に対して40%以上であることで、所望の成形性を具備することができる。
よって、本発明では、アスペクト比が2.5以上であって円相当径:1.2μm以上であるフレッシュマルテンサイト粒子および残留オーステナイト粒子の合計の個数の円相当径:1.2μm以上であるフレッシュマルテンサイト粒子および残留オーステナイト粒子の個数に対する割合を40%以上とする。すなわち、前述した式(A)と共に、さらに以下の式(B)を満たすようにする。好ましくは、以下の式(B)で規定する左辺の割合は45%以上である。
100×(アスペクト比が2.5以上であって円相当径:1.2μm以上であるフレッシュマルテンサイト粒子および残留γ粒子の合計の個数)/(円相当径:1.2μm以上であるフレッシュマルテンサイト粒子および残留γ粒子の個数)≧40 ・・・式(B)
鋼板から、鋼板表面に垂直であり、圧延方向に平行な断面が観察面となるよう観察試料を切り出し、板厚断面を1体積%ナイタールで腐食現出し、走査電子顕微鏡(SEM)で2000倍に拡大して板厚t/4部で3000μm2以上の領域で組織写真を撮影する。そして、以下の項目(i)~(iv)をそれぞれ測定する。なお、tは板厚、wは板幅を示す。
ポリゴナルフェライト(再結晶F)と上部ベイナイト(UB)はいずれもSEM写真で灰色を示すが、形状により識別することが可能である。SEM写真の一例を温度Tで保持後に水冷した組織のSEM写真と合わせて図1に示す。図1(a)に破線で示す領域が、焼鈍工程で本発明範囲内の焼鈍温度Tでの均熱保持までの処理により形成された針状γ組織であり、その内部に上部ベイナイト(UB)が生成しており、その周囲にアスペクト比の高い残留γあるいはフレッシュマルテンサイト(M)が形成されている。同様の組織は焼鈍温度Tでの均熱保持までの処理で形成された塊状γ組織中にも観察される。ポリゴナルフェライトと上部ベイナイトの面積率は、ASTM E562-11(2014)に準拠して点算法により測定した。ポリゴナルフェライトの面積率と上部ベイナイトの面積率の夫々は、5箇所での測定値の平均値とする。
フレッシュマルテンサイトと残留γはいずれも、SEM写真で白色を示し、区別することができない。そこで、残留γは、後述する方法で別途測定した。また、フレッシュマルテンサイトと残留γの合計面積率をSEM写真からASTM E562-11(2014)に準拠して点算法により測定し、当該合計面積率から後述する方法で測定した残留γの面積率を引くことでフレッシュマルテンサイトの面積率を測定する。フレッシュマルテンサイトと残留γの合計面積率は点算法により測定し、5か所での測定値を平均した値から後述する方法で測定した残留γの体積率を引いた値を、フレッシュマルテンサイトの面積率とする。
焼戻しマルテンサイトと下部ベイナイトとはSEM写真で白色の微細な組織で観察される炭化物を含む組織である。より微視的な観察では両者を区別することは可能であるが、SEM写真では判別が難しい。したがって、本発明では焼戻しマルテンサイトと下部ベイナイトとを同一の組織として定義し、焼戻しマルテンサイトと下部ベイナイトの合計の面積率をASTM E562-11(2014)に準拠して点算法により測定する。5箇所での測定値を平均した値を、焼戻しマルテンサイトと下部ベイナイトの合計の面積率とする。
前記の方法で測定したポリゴナルフェライトと、上部ベイナイトと、フレッシュマルテンサイトと、残留γと、焼戻しマルテンサイトと、下部ベイナイトとの面積率を100%より引くことで残部組織の面積率と定義する。
鋼板を板厚1/4位置まで研磨後、化学研磨により更に0.1mm研磨した面について、X線回折装置でMoのKα線を用い、FCC鉄(γ)の(200)面、(220)面、(311)面と、BCC鉄(フェライト)の(200)面、(211)面、(220)面の積分反射強度を測定し、BCC鉄(フェライト)各面からの積分反射強度に対するFCC鉄(γ)各面からの積分反射強度の強度比から求めた残留γの体積率を測定する。本発明では、当該残留γの体積率は、残留γの面積率とすることができる。
鋼板から、圧延方向に平行な断面が観察面となるよう観察試料を切り出し、板厚断面の組織をレペラー腐食液で腐食現出し、レーザー顕微鏡(LM)で1000倍に拡大して板厚t/4部で10000μm2以上の領域で組織写真を撮影する。
レペラー腐食はカラーエッチングであり、フレッシュマルテンサイトおよび/または残留γを白色のコントラストで示すことで、フレッシュマルテンサイト粒子および/または残留γ粒子を抽出し、画像解析することでフレッシュマルテンサイト粒子および/または残留γ粒子の円相当径およびアスペクト比を測定する。
得られた全粒子の内、円相当径が1.2μm未満である粒子を対象として、粒子数を測定し、全粒子の粒子数に対する割合を算出する。
また、得られた全粒子の内、円相当径が1.2μm以上である粒子を対象として、このうちアスペクト比が2.5以上の粒子数を測定し、円相当径が1.2μm以上である全粒子に対するアスペクト比が2.5以上であり、且つ円相当径が1.2μm以上である粒子の割合を算出する。
本発明において、熱間圧延工程における熱間圧延としては、前述した成分組成を有する鋼スラブを再加熱後圧延する方法、連続鋳造後の鋼スラブを加熱することなく直接圧延する方法、連続鋳造後の鋼スラブに短時間加熱処理を施して圧延する方法などがある。熱間圧延は常法に従って実施すればよく、例えば、スラブ加熱温度を1100℃以上1300℃以下とし、均熱時間を20~30分とし、仕上げ圧延温度をAr3変態点(℃)以上、Ar3変態点(℃)+200℃以下、巻取り温度を400~720℃とすればよい。巻取り温度は板厚変動を抑制して、高い強度を安定して確保する観点から430~620℃とすることが好ましい。
酸洗処理工程とは、熱間圧延工程後の熱延鋼板に酸洗処理を施す工程である。酸洗処理条件は特に限定されず、公知の製造方法における酸洗処理条件を採用すれば良い。
累積冷間圧延率:30~85%
冷間圧延処理における圧下率(累積冷間圧延率)が30%未満になると、再結晶が十分に促進されず、本発明で言及する針状γの形成が十分に行われない。また、焼鈍工程後の組織が不均一となる。したがって、冷間圧延の圧下率(累積冷間圧延率)は30%以上の範囲で行う必要があり、好ましくは、40%以上であり、より好ましくは50%以上である。一方、冷間圧延負荷の観点、あるいはさらに材質の観点から、圧下率(累積冷間圧延率)は85%以下である。
冷間圧延工程では、パス数は特に限定されないが、例えば、5パスとしてよい。累積冷間圧延率(板厚減少率)は、(1-(冷間圧延後(最終パス後)の板厚/冷間圧延前の板厚)×100のことを指す。
1パス目の圧下率は、操業性の観点から5%以上とする。一方、1パス目の圧下率が25%以上になると、1パス目の冷間圧延時の板温が低いため、冷間圧延材にせん断成分のひずみが付与され、所望の集合組織が発達せず、針状γが形成しない。そのため、1パス目の圧下率は5%以上25%未満とする。
なお、1パス目の圧下率(板厚減少率)は、(1-(1パス目の冷間圧延後の板厚)/(冷間圧延前の板厚))×100のことを指す。
針状γは、その核生成サイトの周囲にあるフェライトと特定の結晶方位関係(Near Kurdjumov-Sachs関係)を有する。
冷間圧延後の冷延鋼板の組織において、{111}<0-11>方位、{111}<11-2>方位、{211}<0-11>方位、および{100}<011>方位といった規定方位を有する組織の合計がbcc相の全組織に対して、面積率で一定量以上であることで、上記の規定方位を有する逆変態γが、周囲のフェライト粒の間に形成されやすく、その結果、針状γが多く形成される。所望量の針状γを形成させるために、{111}<0-11>方位、{111}<11-2>方位、{211}<0-11>方位、および{100}<011>方位を有する組織の合計が、bcc相の全組織に対して、面積率で35%以上であることが必要となる。好ましくは、40%以上である。一方、{111}<0-11>方位、{111}<11-2>方位、{211}<0-11>方位、および{100}<011>方位を有する組織の合計が、bcc相の全組織に対して、面積率で75%より多くなると鋼板の材質異方性が生じる。そのため、上記の規定方位を有する組織の合計は、bcc相の全組織に対して、面積率で75%以下とする。好ましくは70%以下であり、より好ましくは65%以下である。
冷間圧延工程後の冷延鋼板から、圧延方向に平行な断面が測定面となる測定試料を切り出し、測定面を機械研磨あるいは電解研磨した後、SEM-EBSD法(測定条件:WD:20mm、加速電圧:20kV)により80000μm2以上の領域を測定する。圧延の{ND面}<RD方向>方位が{111}<0-11>方位、{111}<11-2>方位、{211}<0-11>方位、および{100}<011>方位となるbcc相の組織面積率を定量化し、すべての方位のbcc相の面積率との比を算出することで冷延鋼板の集合組織を評価する。
本発明の焼鈍工程は、上記冷間圧延工程後の冷延鋼板に対して、500℃以上Ac1以下の温度範囲を0.5~15℃/secの平均加熱速度(HR1)とし、840℃以下、かつ0.5≦(T-Ac1)/(Ac3-Ac1)<1.0となる焼鈍温度Tまで加熱を行い、該加熱後、露点Tdが-50℃以上-30℃以下である炉内雰囲気において上記焼鈍温度Tで均熱保持を行うことで、針状オーステナイト組織が数密度で5個/1000μm2以上である鋼板を得て、次いで、750~550℃の温度範囲を平均冷却速度:6.0℃/sec以上で550℃以下400℃以上の第一冷却停止温度Tc1まで冷却する第一冷却を施し、該第一冷却後、第一冷却停止温度Tc1において25秒以上保持する第一保持を施し、該第一保持後、第一冷却停止温度Tc1以下で、かつ450℃以下300℃以上の第二冷却停止温度Tc2まで冷却する第二冷却を施し、第二冷却停止温度Tc2で20~3000秒保持する第二保持を施し、該第二保持後、冷却する第三冷却を施す焼鈍処理を含む。
本発明では、前述した冷間圧延工程後の組織を有する冷間圧延板を適切な昇温速度で加熱することで再結晶を十分に促進し、その後、温度Tまでの加熱、あるいは温度Tでの保持により針状γを形成させる。そのため、500℃以上でγ変態が生じないAc1以下の温度範囲において、15℃/sec以下の平均加熱速度とする。平均加熱速度は、好ましくは10℃/sec以下である。
また、操業上の観点から平均加熱速度は0.5℃/sec以上とする。平均加熱速度は、好ましくは1.0℃/sec以上であり、より好ましくは1.5℃/sec以上である。
ここで、平均加熱速度(℃/s)は、((Ac1(℃)-500℃)/(500℃からAc1(℃)までの加熱時間(sec))から算出される。
該加熱後、露点Tdが-50℃以上-30℃以下である炉内雰囲気において焼鈍温度Tで均熱保持
本発明では、後述する焼鈍温度Tまでの加熱、あるいはさらに焼鈍温度Tでの保持により、後述するような針状γを形成させることができる。この点、Ac3(℃)以上のγ単相域まで加熱すると針状γが隣接するγと合体し、γの形態は等軸となる。そのため、本発明では、二相域焼鈍を施す必要がある。
また、焼鈍温度Tに関して、(T-Ac1)/(Ac3-Ac1)が0.5を下回ると、γへの逆変態が十分に起こらず、針状γが形成されず、再結晶フェライト粒界に沿って等軸のγのみが形成される。以上より、焼鈍温度Tに関し、0.5≦(T-Ac1)/(Ac3-Ac1)<1.0とする。
また、温度Tが840℃よりも高いと良好な化成処理性が得られない。そのため、温度Tは、840℃以下とする。
また、露点Tdが-50℃未満であると、化成処理性に悪影響するSi酸化物の形成が促進されるため、良好な化成処理性が得られない。また、露点Tdは、-30℃超であると、組織中の粒界に選択的に酸化物が形成された内部酸化層が生じるため、耐食性等に悪影響が生じる。そのため、露点Tdは-50℃以上-30℃以下とする。露点Tdは、好ましくは-48℃以上であり、より好ましくは-46℃以上である。また、露点Tdは、好ましくは-32℃以下であり、より好ましくは-34℃以下である。
Ac1(℃)=723+22×[Si%]-18×[Mn%]+17×[Cr%]+4.5[Mo%]+16×[V%]
Ac3(℃)は、経験則に基づく、次式により算出すればよい。
Ac3(℃)=910-203×[C%]1/2+44.7×[Si%]-30×[Mn%]+700×[P%]+400×[sol.Al%]-20×[Cu%]+31.5×[Mo%]+104×[V%]+400×[Ti%]
なお、上記式中の[X%]は、鋼板の成分元素Xの含有量(質量%)であり、含有しないときは“0”とする。
本発明では、所望の成形性を具備させるために針状γを活用する。針状オーステナイト(針状γ)が多く形成されるとアスペクト比の高い残留γを多量に形成されやすい。本発明で、所望の成形性を具備させるためには、焼鈍温度Tまでの昇温、均熱保持により形成される針状γ組織が数密度で5個/1000μm2以上であることが必要となる。針状γの性質上、上限はなく、針状γの粒子数は多いことが好ましい。
高温で形成される組織を評価する際、水冷することで組織を凍結して形成された組織を評価することは一般的である。本発明では、焼鈍工程において、焼鈍温度Tでの均熱保持までの処理で形成される針状γが、その後の冷却過程でアスペクト比が高く、加工安定性の高い残留γの形成に寄与することが重要な点であり、この針状γ組織の数密度を測定する。鋼板から、圧延方向に平行な断面が観察面となるよう観察試料を切り出し、板厚断面を1体積%ナイタールで腐食現出し、走査電子顕微鏡(SEM)で2000倍に拡大して板厚t/4部で3000μm2以上の領域で組織写真を撮影する。図1(b)に示すSEM写真は、焼鈍工程において本発明範囲内の温度Tで保持した後に水冷した組織の写真であり、針状γと塊状γ、フェライト組織が形成されている。図2に、針状γのアスペクト比の測定方法の模式図を示す。ここで、同一の方位を有する再結晶フェライトにより囲まれたアスペクト比が3.0以上のオーステナイトを針状γと定義する。なお、針状オーステナイトの先端は他のオーステナイト粒と接していても構わないが、その場合、電子線後方散乱回折法(EBSD)により、隣接するフェライト粒が同一方位であることを確認すればよい。この定義に従い、焼鈍工程において、焼鈍温度Tでの均熱保持までの処理が施された鋼板における針状γの数を5視野で行い、針状γの数を観察した全面積で割ることで針状γの数密度(個/1000μm2)を測定する。
第一保持:第一冷却後、第一冷却停止温度Tc1において25秒以上保持
第一冷却において、750~550℃の温度範囲では、フェライト変態およびパーライト変態が支配的に生じる。フェライト変態あるいはパーライト変態が過度に生じると、針状γがフェライト変態するため、750~550℃の温度範囲を平均冷却速度:6.0℃/sec以上として、フェライト変態を抑制する。平均冷却速度は、好ましくは8.0℃/sec以上であり、より好ましくは10.0℃/sec以上である。
ここで、平均冷却速度(℃/sec)は、(750℃(冷却開始温度)-550℃(冷却停止温度))/(冷却開始温度から冷却停止温度までの冷却時間(sec))から算出される。
また、第一冷却後の第一保持として、第一冷却停止温度Tc1における温度変調は、上記の550℃以下400℃以上の範囲内であれば許容され、25秒以上保持する。これにより、上部ベイナイトを十分に変態させることができる。第一保持での保持時間は、好ましくは30秒以上であり、より好ましくは35秒以上である。また、第一保持での保持時間は、好ましくは60秒以下であり、より好ましくは55秒以下である。
第二保持:第二冷却停止温度Tc2で20~3000秒保持
第二冷却において、第二冷却停止温度Tc2は、二段階のオーステンパーの低温側の温度に該当する。第二冷却停止温度Tc2において鋼板を保持することで、第一冷却停止温度Tc1での保持後、最終冷却時にマルテンサイト変態する固溶C量が少なく、熱的安定性の低い未変態γをベイナイト変態させる。これにより、残留γを形成させることができる。第二冷却停止温度Tc2が、第一冷却停止温度Tc1以下で、450℃超えの温度であると、ベイナイト変態が停留するため、未変態γが最終冷却時に過度にマルテンサイト変態する。一方、第二冷却停止温度Tc2が、300℃未満であると、未変態γがマルテンサイト変態し、保持されることで炭化物形成が助長される。これにより、固溶C量が高く、加工安定性の高い残留γの形成が阻害される。そのため、第二冷却停止温度Tc2はTc1以下で、かつ450℃以下300℃以上とする。第二冷却停止温度Tc2は、好ましくは320℃以上であり、より好ましくは340℃以上である。また、第二冷却停止温度Tc2は、好ましくは430℃以下であり、より好ましくは410℃以下である。
また、第二冷却後の第二保持として、第二却停止温度Tc2における温度変調は、上記の第一冷却停止温度Tc1以下で、かつ450℃以下300℃以上の範囲内であれば許容され、保持時間は20秒以上で加工安定性の高い残留γの形成が促進される。一方、第二保持における保持時間は、操業上の観点から3000秒以下とする。第二保持での保持時間は、好ましくは100秒以上であり、より好ましくは200秒以上である。また、第二保持での保持時間は、好ましくは2500秒以下であり、より好ましくは2000秒以下である。
上記の第二保持後は、室温(10~30℃)まで冷却し、本発明の鋼板を得る。
次に、当該冷延鋼板を、連続焼鈍ラインにて表2に示す条件で焼鈍した後、伸長率0.2~0.4%の調質圧延を施し、評価に供する鋼板を製造した。
また、第二冷却停止温度Tc2で保持する第二保持後は、第三冷却として室温(20℃)まで冷却した。


鋼板から、鋼板表面に垂直であり、圧延方向に平行な断面が観察面となるよう観察試料を切り出し、板厚断面を1体積%ナイタールで腐食現出し、走査電子顕微鏡(SEM)で2000倍に拡大して板厚t/4部で3000μm2以上の領域で組織写真を撮影した。以下の項目(i)~(iv)をそれぞれ測定した。結果を表3に示す。なお、tは板厚、wは板幅を示す。
ポリゴナルフェライト(再結晶F)と上部ベイナイト(UB)はいずれもSEM写真で灰色を示すが、形状により識別することが可能である。SEM写真の一例を温度Tで保持後に水冷した組織のSEM写真と合わせて図1に示す。図1(a)に破線で示す領域が、焼鈍工程で本発明範囲内の焼鈍温度Tでの均熱保持までの処理により形成された針状γ組織であり、その内部に上部ベイナイト(UB)が生成しており、その周囲にアスペクト比の高い残留γあるいはフレッシュマルテンサイト(M)が形成されている。同様の組織は焼鈍温度Tでの均熱保持までの処理で形成された塊状γ組織中にも観察される。ポリゴナルフェライトと上部ベイナイトの面積率は、ASTM E562-11(2014)に準拠して点算法により測定した。ポリゴナルフェライトの面積率と上部ベイナイトの面積率の夫々は、5箇所での測定値の平均値とした。
フレッシュマルテンサイトと残留γはいずれも、SEM写真で白色を示し、区別することができない。そこで、残留γは、後述する方法で別途測定した。また、フレッシュマルテンサイトと残留γの合計面積率をSEM写真からASTM E562-11(2014)に準拠して点算法により測定し、当該合計面積率から後述する方法で測定した残留γの面積率を引くことでフレッシュマルテンサイトの面積率を測定した。フレッシュマルテンサイトと残留γの合計面積率は点算法により測定し、5か所での測定値を平均した値から後述する方法で測定した残留γの体積率を引いた値を、フレッシュマルテンサイトの面積率とした。
焼戻しマルテンサイトと下部ベイナイトとはSEM写真で白色の微細な組織で観察される炭化物を含む組織である。より微視的な観察では両者を区別することは可能であるが、SEM写真では判別が難しい。したがって、本発明では焼戻しマルテンサイトと下部ベイナイトとを同一の組織として定義し、焼戻しマルテンサイトと下部ベイナイトの合計の面積率をASTM E562-11(2014)に準拠して点算法により測定した。5箇所での測定値を平均した値を、焼戻しマルテンサイトと下部ベイナイトの合計の面積率とした。
前記の方法で測定したポリゴナルフェライトと、上部ベイナイトと、フレッシュマルテンサイトと、残留γと、焼戻しマルテンサイトと、下部ベイナイトとの面積率を100%より引くことで残部組織の面積率と定義した。
鋼板を板厚1/4位置まで研磨後、化学研磨により更に0.1mm研磨した面について、X線回折装置でMoのKα線を用い、FCC鉄(γ)の(200)面、(220)面、(311)面と、BCC鉄(フェライト)の(200)面、(211)面、(220)面の積分反射強度を測定し、BCC鉄(フェライト)各面からの積分反射強度に対するFCC鉄(γ)各面からの積分反射強度の強度比から求めた残留γの体積率を測定した。本発明では、当該残留γの体積率は、残留γの面積率とすることができる。
高温で形成される組織を評価する際、水冷することで組織を凍結して形成された組織を評価することは一般的である。本発明では、焼鈍工程において、焼鈍温度Tでの均熱保持までの処理で形成される針状γが、その後の冷却過程でアスペクト比が高く、加工安定性の高い残留γの形成に寄与することが重要な点であり、この針状γ組織の数密度を測定した。鋼板から、圧延方向に平行な断面が観察面となるよう観察試料を切り出し、板厚断面を1体積%ナイタールで腐食現出し、走査電子顕微鏡(SEM)で2000倍に拡大して板厚t/4部で3000μm2以上の領域で組織写真を撮影した。図1(b)に示すSEM写真は、焼鈍工程において本発明範囲内の温度Tで保持した後に水冷した組織の写真であり、針状γと塊状γ、フェライト組織が形成されている。図2に、針状γのアスペクト比の測定方法の模式図を示す。ここで、同一の方位を有する再結晶フェライトにより囲まれたアスペクト比が3.0以上のオーステナイトを針状γと定義する。なお、針状オーステナイトの先端は他のオーステナイト粒と接していても構わないが、その場合、電子線後方散乱回折法(EBSD)により、隣接するフェライト粒が同一方位であることを確認すればよい。この定義に従い、焼鈍工程において、焼鈍温度Tでの均熱保持までの処理が施された鋼板における針状γの数を5視野で行い、針状γの数を観察した全面積で割ることで針状γの数密度(個/1000μm2)を測定した。結果を表3に示す。
鋼板から、圧延方向に平行な断面が観察面となるよう観察試料を切り出し、板厚断面の組織をレペラー腐食液で腐食現出し、レーザー顕微鏡(LM)で1000倍に拡大して板厚t/4部で10000μm2以上の領域で組織写真を撮影した。
レペラー腐食はカラーエッチングであり、フレッシュマルテンサイトおよび/または残留γを白色のコントラストで示すことで、フレッシュマルテンサイト粒子および/または残留γ粒子を抽出し、画像解析することでフレッシュマルテンサイト粒子および/または残留γ粒子の円相当径およびアスペクト比を測定した。
得られた全粒子の内、円相当径が1.2μm未満である粒子を対象として、粒子数を測定し、全粒子の粒子数に対する割合を算出した。
また、得られた全粒子の内、円相当径が1.2μm以上である粒子を対象として、このうちアスペクト比が2.5以上の粒子数を測定し、円相当径が1.2μm以上である全粒子に対するアスペクト比が2.5以上であり、且つ円相当径が1.2μm以上である粒子の割合を算出する。結果を表3に示す。
冷間圧延工程後の冷延鋼板から、圧延方向に平行な断面が測定面となる測定試料を切り出し、測定面を機械研磨あるいは電解研磨した後、SEM-EBSD法(測定条件:WD:20mm、加速電圧:20kV)により80000μm2以上の領域を測定した。圧延の{ND面}<RD方向>方位が{111}<0-11>方位、{111}<11-2>方位、{211}<0-11>方位、および{100}<011>方位となるbcc相の組織面積率を定量化し、すべての方位のbcc相の面積率との比を算出することで冷延鋼板の集合組織を評価した。
得られた鋼板から圧延方向に対して垂直方向に引張方向をもつJIS5号引張試験片を作製した。各試験片に対して、JIS Z 2241(2011)の規定に準拠した引張試験を行った。引張試験のクロスヘッドスピードは10mm/minとした。なお、測定は2回実施し、平均することで測定値を求め、各鋼板の引張強度(TS)とした。
100mm×100mmの試験片を採取し、JFST 1001(鉄連規格)に準拠した穴広げ試験を各採取位置にて3回行い、3回の平均値(3回の合計値(%)/3)を穴広げ率λ(%)とした。
本発明では、引張強度(TS)が590MPa以上である鋼板を高強度であると評価した。
引張強度(TS)×全伸び(T.El)≧22000MPa・%以上である場合、延性Elに優れていると評価し、穴広げ率λ(%)が下記(A1)又は(A2)を満たす場合、伸びフランジ成形性λに優れていると評価した。
(A1)引張強度が590MPa以上780MPa未満の場合に穴広げ率λが60%以上
(A2)引張強度が780MPa以上の場合に穴広げ率λが35%以上
焼鈍後の鋼板に対して、20~35A/dm2の電流密度で2秒間の硫酸電解酸洗を施し、脱脂、表面調整を行い、その後にリン酸亜鉛化成処理液を用いて化成処理を行った。脱脂工程:処理温度40℃、処理時間120秒、スプレー脱脂、表面調整工程:pH9.5、処理温度室温、処理時間20秒、化成処理工程:化成処理液の温度35℃、処理時間120秒で化成処理とした。なお、脱脂工程、表面調整工程、化成処理工程夫々における、処理剤として、順に、日本パーカライジング社製の脱脂剤:FC-E2011、表面調整剤:PL-X、及び化成処理液:パルボンドPB-L3065を用いた。倍率:2000倍にて10000μm2以上の領域でSEM観察することで表面化成組織を観察し、化成被膜組織が全面で観察されたものを〇、目視で一部でも化成被膜組織が形成されていないものを×として評価した。その結果を表3に示す。

Claims (6)
- 質量%で、
C:0.06~0.24%、
Si:0.4%以上1.60%未満、
Mn:1.5~3.2%、
P:0.02%以下、
S:0.01%以下、
sol.Al:1.0%未満、
N:0.015%未満を含有し、
且つ以下の式(1)を満たし、
残部がFeおよび不可避的不純物からなる成分組成を有し、
ポリゴナルフェライトの面積率:20%以上85%以下であり、
上部ベイナイトの面積率:9%以上45%以下であり、
残留オーステナイトの体積率:3%以上15%以下であり、
フレッシュマルテンサイトの面積率:3%以上15%以下であり、
焼戻しマルテンサイトと下部ベイナイトの面積率の合計:50%以下(0%も含む)であり、且つ
残部組織の面積率:5%以下である組織を有し、
円相当径:1.2μm未満であるフレッシュマルテンサイト粒子および残留オーステナイト粒子の合計の個数のフレッシュマルテンサイト粒子および残留オーステナイト粒子の全粒子の個数に対する割合が50%以上であり、
且つアスペクト比が2.5以上であって円相当径:1.2μm以上であるフレッシュマルテンサイト粒子および残留オーステナイト粒子の合計の個数の円相当径:1.2μm以上であるフレッシュマルテンサイト粒子および残留オーステナイト粒子の個数に対する割合が40%以上である、鋼板。
Si/Mn<0.50・・・式(1)
ここで、式(1)中、Si、Mnは夫々、Si含有量(質量%)、Mn含有量(質量%)を示す。 - 前記成分組成として、さらに、質量%で、
Nb:0.2%以下、
Ti:0.2%以下、
V:0.2%以下、
B:0.01%以下、
Cu:0.2%以下、
Ni:0.2%以下、
Cr:0.4%以下、
Mo:0.15%以下のうちから選ばれる1種または2種以上を含有する、請求項1に記載の鋼板。 - 前記成分組成として、さらに、質量%で、
Mg:0.0050%以下、
Ca:0.0050%以下、
Sn:0.10%以下、
Sb:0.10%以下、
REM:0.0050%以下のうちから選ばれる1種または2種以上を含有する、請求項1または2に記載の鋼板。 - 請求項1~3のいずれかに記載の鋼板を用いてなる部材。
- 請求項1~3のいずれかに記載の成分組成を有する鋼スラブに対して熱間圧延および酸洗を施した後、得られた熱延鋼板に対して冷間圧延処理を施すことで冷延鋼板を得る冷間圧延工程と、
前記冷延鋼板に対して焼鈍処理を施すことで鋼板を得る焼鈍工程と、を含み、
前記冷間圧延工程は、
累積冷間圧延率:30~85%とし、
1パス目の圧下率を5%以上25%未満とすることで、{111}<0-11>方位、{111}<11-2>方位、{211}<0-11>方位、および{100}<011>方位を有する組織の合計が、bcc相の全組織に対して、面積率で35%以上75%以下である前記冷延鋼板を得る前記冷間圧延処理を含み、
前記焼鈍工程は、
前記冷延鋼板に対して、500℃以上Ac1以下の温度範囲を0.5~15℃/secの平均加熱速度とし、840℃以下、かつ0.5≦(T-Ac1)/(Ac3-Ac1)<1.0となる焼鈍温度Tまで加熱を行い、
該加熱後、露点Tdが-50℃以上-30℃以下である炉内雰囲気において前記焼鈍温度Tで均熱保持を行うことで、針状オーステナイト組織が数密度で5個/1000μm2以上である鋼板を得て、
次いで、750~550℃の温度範囲を平均冷却速度:6.0℃/sec以上とし、550℃以下400℃以上の第一冷却停止温度Tc1まで冷却する第一冷却を施し、
該第一冷却後、前記第一冷却停止温度Tc1において25秒以上保持する第一保持を施し、
該第一保持後、前記第一冷却停止温度Tc1以下で、かつ450℃以下300℃以上の第二冷却停止温度Tc2まで冷却する第二冷却を施し、
前記第二冷却停止温度Tc2で20~3000秒保持する第二保持を施し、
該第二保持後、冷却する第三冷却を施す前記焼鈍処理を含む、鋼板の製造方法。 - 請求項1~3のいずれかに記載の鋼板に、成形加工、接合加工の少なくとも一方を施して部材とする工程を含む、部材の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2024003585A MX2024003585A (es) | 2021-09-30 | 2022-09-09 | Lamina de acero, miembro, y metodos para fabricarlos. |
| JP2022575217A JP7294548B1 (ja) | 2021-09-30 | 2022-09-09 | 鋼板、部材およびそれらの製造方法 |
| KR1020247008876A KR20240051975A (ko) | 2021-09-30 | 2022-09-09 | 강판, 부재 및 그들의 제조 방법 |
| CN202280064097.5A CN118139997A (zh) | 2021-09-30 | 2022-09-09 | 钢板、构件和它们的制造方法 |
| EP22875780.3A EP4372118A4 (en) | 2021-09-30 | 2022-09-09 | STEEL SHEET, ELEMENT AND METHOD FOR MANUFACTURING STEEL SHEET AND ELEMENT |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-160628 | 2021-09-30 | ||
| JP2021160628 | 2021-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023053908A1 true WO2023053908A1 (ja) | 2023-04-06 |
Family
ID=85782393
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/033945 WO2023053908A1 (ja) | 2021-09-30 | 2022-09-09 | 鋼板、部材およびそれらの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4372118A4 (ja) |
| JP (1) | JP7294548B1 (ja) |
| KR (1) | KR20240051975A (ja) |
| CN (1) | CN118139997A (ja) |
| MX (1) | MX2024003585A (ja) |
| WO (1) | WO2023053908A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024203777A1 (ja) * | 2023-03-31 | 2024-10-03 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2024203779A1 (ja) * | 2023-03-31 | 2024-10-03 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2024203778A1 (ja) * | 2023-03-31 | 2024-10-03 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0635619B2 (ja) | 1986-02-05 | 1994-05-11 | 新日本製鐵株式会社 | 延性の良い高強度鋼板の製造方法 |
| WO2009099251A1 (ja) * | 2008-02-08 | 2009-08-13 | Jfe Steel Corporation | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP4411221B2 (ja) | 2004-01-28 | 2010-02-10 | 株式会社神戸製鋼所 | 伸び及び伸びフランジ性に優れた低降伏比高強度冷延鋼板およびめっき鋼板並びにその製造方法 |
| JP6041079B1 (ja) | 2015-07-08 | 2016-12-07 | Jfeスチール株式会社 | 冷延鋼帯の製造方法及び製造設備 |
| JP2019502819A (ja) * | 2015-12-15 | 2019-01-31 | ポスコPosco | 化成処理性及び穴拡げ性に優れた超高強度鋼板及びその製造方法 |
| WO2021079756A1 (ja) * | 2019-10-23 | 2021-04-29 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6041079U (ja) | 1983-08-29 | 1985-03-23 | ソニー株式会社 | プリント回路基板 |
| JPH0635619A (ja) | 1992-07-15 | 1994-02-10 | Nippon Telegr & Teleph Corp <Ntt> | 情報多重読取り装置 |
-
2022
- 2022-09-09 MX MX2024003585A patent/MX2024003585A/es unknown
- 2022-09-09 WO PCT/JP2022/033945 patent/WO2023053908A1/ja active Application Filing
- 2022-09-09 CN CN202280064097.5A patent/CN118139997A/zh active Pending
- 2022-09-09 KR KR1020247008876A patent/KR20240051975A/ko unknown
- 2022-09-09 JP JP2022575217A patent/JP7294548B1/ja active Active
- 2022-09-09 EP EP22875780.3A patent/EP4372118A4/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0635619B2 (ja) | 1986-02-05 | 1994-05-11 | 新日本製鐵株式会社 | 延性の良い高強度鋼板の製造方法 |
| JP4411221B2 (ja) | 2004-01-28 | 2010-02-10 | 株式会社神戸製鋼所 | 伸び及び伸びフランジ性に優れた低降伏比高強度冷延鋼板およびめっき鋼板並びにその製造方法 |
| WO2009099251A1 (ja) * | 2008-02-08 | 2009-08-13 | Jfe Steel Corporation | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP6041079B1 (ja) | 2015-07-08 | 2016-12-07 | Jfeスチール株式会社 | 冷延鋼帯の製造方法及び製造設備 |
| JP2019502819A (ja) * | 2015-12-15 | 2019-01-31 | ポスコPosco | 化成処理性及び穴拡げ性に優れた超高強度鋼板及びその製造方法 |
| WO2021079756A1 (ja) * | 2019-10-23 | 2021-04-29 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024203777A1 (ja) * | 2023-03-31 | 2024-10-03 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2024203779A1 (ja) * | 2023-03-31 | 2024-10-03 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2024203778A1 (ja) * | 2023-03-31 | 2024-10-03 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN118139997A (zh) | 2024-06-04 |
| EP4372118A4 (en) | 2024-11-06 |
| MX2024003585A (es) | 2024-04-05 |
| KR20240051975A (ko) | 2024-04-22 |
| JP7294548B1 (ja) | 2023-06-20 |
| JPWO2023053908A1 (ja) | 2023-04-06 |
| EP4372118A1 (en) | 2024-05-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102242067B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| JP7294548B1 (ja) | 鋼板、部材およびそれらの製造方法 | |
| JP7332062B1 (ja) | 鋼板、部材およびそれらの製造方法 | |
| JP6813136B1 (ja) | 高強度亜鉛めっき鋼板およびその製造方法 | |
| WO2019188640A1 (ja) | 高強度鋼板およびその製造方法 | |
| JP2014019928A (ja) | 高強度冷延鋼板および高強度冷延鋼板の製造方法 | |
| WO2017168957A1 (ja) | 薄鋼板およびめっき鋼板、並びに、熱延鋼板の製造方法、冷延フルハード鋼板の製造方法、薄鋼板の製造方法およびめっき鋼板の製造方法 | |
| JP6696208B2 (ja) | 高強度鋼板の製造方法 | |
| WO2017168958A1 (ja) | 薄鋼板およびめっき鋼板、並びに、熱延鋼板の製造方法、冷延フルハード鋼板の製造方法、薄鋼板の製造方法およびめっき鋼板の製造方法 | |
| JPWO2019188643A1 (ja) | 高強度鋼板およびその製造方法 | |
| WO2021079756A1 (ja) | 高強度鋼板およびその製造方法 | |
| WO2022172540A1 (ja) | 高強度鋼板およびその製造方法 | |
| WO2020026594A1 (ja) | 高強度熱延めっき鋼板 | |
| JP6809647B1 (ja) | 高強度鋼板およびその製造方法 | |
| WO2021079753A1 (ja) | 高強度鋼板およびその製造方法 | |
| JP2005029867A (ja) | 耐時効性に優れた高強度高延性亜鉛めっき鋼板およびその製造方法 | |
| JP6930682B1 (ja) | 高強度鋼板およびその製造方法 | |
| KR102245332B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| WO2021079754A1 (ja) | 高強度鋼板およびその製造方法 | |
| KR20190063413A (ko) | 고강도 강대의 제조 방법 | |
| WO2024203778A1 (ja) | 鋼板、部材およびそれらの製造方法 | |
| WO2024203777A1 (ja) | 鋼板、部材およびそれらの製造方法 | |
| WO2024203779A1 (ja) | 鋼板、部材およびそれらの製造方法 | |
| JP7078202B1 (ja) | 高強度鋼板およびその製造方法 | |
| JP7107464B1 (ja) | 高強度鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022575217 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22875780 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022875780 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2022875780 Country of ref document: EP Effective date: 20240212 |
|
| ENP | Entry into the national phase |
Ref document number: 20247008876 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18692920 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280064097.5 Country of ref document: CN Ref document number: 2401001854 Country of ref document: TH |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |