WO2022230724A1 - 防振工具ホルダおよびその製造方法 - Google Patents
防振工具ホルダおよびその製造方法 Download PDFInfo
- Publication number
- WO2022230724A1 WO2022230724A1 PCT/JP2022/018191 JP2022018191W WO2022230724A1 WO 2022230724 A1 WO2022230724 A1 WO 2022230724A1 JP 2022018191 W JP2022018191 W JP 2022018191W WO 2022230724 A1 WO2022230724 A1 WO 2022230724A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- vibration
- base material
- tool holder
- axis
- metal
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 45
- 238000000034 method Methods 0.000 title claims description 28
- 239000000463 material Substances 0.000 claims abstract description 227
- 229910052751 metal Inorganic materials 0.000 claims abstract description 65
- 239000002184 metal Substances 0.000 claims abstract description 65
- 229910000765 intermetallic Inorganic materials 0.000 claims abstract description 32
- 239000000758 substrate Substances 0.000 claims abstract description 19
- 150000001875 compounds Chemical class 0.000 claims abstract description 8
- 238000013016 damping Methods 0.000 claims description 91
- 238000002844 melting Methods 0.000 claims description 25
- 230000008018 melting Effects 0.000 claims description 24
- 229910000831 Steel Inorganic materials 0.000 claims description 19
- 239000010959 steel Substances 0.000 claims description 19
- 239000000654 additive Substances 0.000 claims description 17
- 230000000996 additive effect Effects 0.000 claims description 17
- VNTLIPZTSJSULJ-UHFFFAOYSA-N chromium molybdenum Chemical compound [Cr].[Mo] VNTLIPZTSJSULJ-UHFFFAOYSA-N 0.000 claims description 10
- OGSYQYXYGXIQFH-UHFFFAOYSA-N chromium molybdenum nickel Chemical compound [Cr].[Ni].[Mo] OGSYQYXYGXIQFH-UHFFFAOYSA-N 0.000 claims description 9
- 229910000975 Carbon steel Inorganic materials 0.000 claims description 7
- 239000010962 carbon steel Substances 0.000 claims description 7
- 238000005266 casting Methods 0.000 claims description 7
- 239000010935 stainless steel Substances 0.000 claims description 6
- 229910001220 stainless steel Inorganic materials 0.000 claims description 6
- 229910000838 Al alloy Inorganic materials 0.000 claims description 5
- 238000002955 isolation Methods 0.000 claims description 5
- 229910001315 Tool steel Inorganic materials 0.000 claims description 4
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 3
- 229910000861 Mg alloy Inorganic materials 0.000 claims description 2
- 229910045601 alloy Inorganic materials 0.000 claims description 2
- 239000000956 alloy Substances 0.000 claims description 2
- 150000001247 metal acetylides Chemical class 0.000 claims description 2
- 150000002739 metals Chemical class 0.000 abstract 1
- 239000002994 raw material Substances 0.000 description 32
- 239000000843 powder Substances 0.000 description 16
- 238000001816 cooling Methods 0.000 description 12
- 230000004048 modification Effects 0.000 description 11
- 238000012986 modification Methods 0.000 description 11
- 230000002093 peripheral effect Effects 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 238000007493 shaping process Methods 0.000 description 6
- 239000006096 absorbing agent Substances 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 238000003754 machining Methods 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000003801 milling Methods 0.000 description 3
- 239000011651 chromium Substances 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 235000011089 carbon dioxide Nutrition 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
Images




















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C9/00—Details or accessories so far as specially adapted to milling machines or cutter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/12—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for securing to a spindle in general
Abstract
防振工具ホルダ(10)は、軸線(C)を有し、加工機の主軸により軸線周りに回転される防振工具ホルダである。防振工具ホルダ(10)は、主軸に取り付けられるシャンク部(1)と工具を把持するアーバー部(2)とを含む基材(11)と、基材(11)のシャンク部(1)およびアーバー部(2)の少なくともいずれかの内部に配置されている少なくとも1つの振動減衰体(12)とを備える。基材(11)を構成する材料は、第1金属を含む。少なくとも1つの振動減衰体(12)を構成する材料は、第1金属とは異なる第2金属を含む。基材(11)と少なくとも1つの振動減衰体(12)との界面に、第1金属と第2金属との化合物を含む金属間化合物層が形成されている。
Description
本発明は、防振工具ホルダおよびその製造方法に関する。
従来、マシニングセンタ等の加工機の主軸に着脱可能に取り付けられ、工具を把持する防振工具ホルダが知られている。
特許第6079682号公報(特許文献1)には、びびり振動を抑制するための動吸収器が内蔵された防振工具ホルダが開示されている。動吸収器は、振動体と、振動体を取り囲む筒状の振動減衰体と、振動対の一端を支持する支持体と、支持体の軸周りの回転を規制する規制部材とを有する。
しかしながら、特許文献1に記載の防振工具ホルダでは、動吸収器を構成する各部材が、互いに別体として、さらには工具本体を構成する他の部材とは別体として構成されている。そのため、特許文献1に記載の防振工具ホルダでは、動吸収器とその他の部材(例えば基材)との接続関係が複雑であり、動吸収器を備えることに伴う剛性低下を抑制することは、困難である。
本開示の主たる目的は、振動減衰体を備えながらも、振動減衰体を備えることにともなう剛性低下が抑制されている防振工具ホルダを提供することにある。
本開示に係る防振工具ホルダは、軸線を有し、加工機の主軸により軸線周りに回転される防振工具ホルダである。本開示に係る防振工具ホルダは、主軸に取り付けられるシャンク部と工具を把持するアーバー部とを含む基材と、基材のシャンク部およびアーバー部の少なくともいずれかの内部に配置されている少なくとも1つの振動減衰体とを備える。基材を構成する材料は、第1金属を含む。少なくとも1つの振動減衰体を構成する材料は、第1金属とは異なる第2金属を含む。基材と少なくとも1つの振動減衰体との界面に、第1金属と第2金属との化合物を含む金属間化合物層が形成されている。
本開示に係る防振工具ホルダの製造方法は、加工機の主軸により軸線周りに回転される防振工具ホルダの製造方法である。本開示に係る防振工具ホルダの製造方法は、基材と、基材の内部に配置されている少なくとも1つの振動減衰体とを備える防振工具ホルダを金属積層造形法により形成する工程を備える。上記形成する工程は、金属積層造形法により基材を構成する材料を溶融しかつ固化する第1工程と、金属積層造形法により少なくとも1つの振動減衰体を構成する材料を溶融しかつ固化する第2工程とを含む。
本開示によれば、振動減衰体を備えながらも、振動減衰体を備えることにともなう剛性低下が抑制されている防振工具ホルダを提供できる。
以下、図面を参照して、本開示の実施の形態について説明する。なお、以下の図面において同一または相当する部分には同一の参照番号を付しその説明は繰返さない。
実施の形態1.
図1~図4に示される実施の形態1に係る防振工具ホルダ10は、フライスカッタまたはエンドミルなどの加工機の主軸に取り付けられ、かつ工具を把持する工具ホルダである。防振工具ホルダ10は、軸線C(図1~図4参照)を有しており、主軸によって軸線C周りに回転される。防振工具ホルダの軸線Cは、主軸の軸線および工具の軸線の各々と平行である。防振工具ホルダの軸線Cの延在方向から視て、防振工具ホルダの軸線Cは、例えば主軸の軸線および工具の軸線の各々と重なるように配置される。言い換えると、防振工具ホルダの軸線Cは、例えば主軸の軸線および工具の軸線の各々と同軸上に配置される。
図1~図4に示される実施の形態1に係る防振工具ホルダ10は、フライスカッタまたはエンドミルなどの加工機の主軸に取り付けられ、かつ工具を把持する工具ホルダである。防振工具ホルダ10は、軸線C(図1~図4参照)を有しており、主軸によって軸線C周りに回転される。防振工具ホルダの軸線Cは、主軸の軸線および工具の軸線の各々と平行である。防振工具ホルダの軸線Cの延在方向から視て、防振工具ホルダの軸線Cは、例えば主軸の軸線および工具の軸線の各々と重なるように配置される。言い換えると、防振工具ホルダの軸線Cは、例えば主軸の軸線および工具の軸線の各々と同軸上に配置される。
図1~図3に示されるように、実施の形態1に係る防振工具ホルダ10は、基材11を主に備える。基材11は、単一の部材として構成されている。基材11は、加工機の主軸に取り付けられるシャンク部1と、工具を把持するアーバー部2とを含む。言い換えると、基材11の一部が加工機の主軸に取り付けられるシャンク部1を成しており、基材11の他の一部が工具を把持するアーバー部2を成している。アーバー部2は、軸線Cの延在方向においてシャンク部1と並んで配置されている。
シャンク部1は、主軸に対して着脱可能である。シャンク部1は、例えば、傾斜部1Aと、フランジ部1Bとを含む。傾斜部1Aは、軸線Cの延在方向にアーバー部2から離れるにつれて、軸線Cに対する周方向の長さ(沿面距離)が短くなるように傾斜している傾斜面を有している。傾斜面は、加工機の主軸と接するように設けられている。フランジ部1Bは、軸線Cの延在方向において傾斜部1Aとアーバー部2との間に配置されており、軸線Cに対する径方向において傾斜部1Aよりも外側に突出している。シャンク部1が主軸に取り付けられた状態において、傾斜部1Aは少なくとも軸線Cに対する径方向において主軸と並んで配置され、フランジ部1Bは少なくとも軸線の延在方向において主軸と並んで配置される。
基材11は、工具の一部を収容する収容部3を有している。収容部3は、軸線Cの延在方向において、基材11の一端に開口している。収容部3は、収容部3に収容されている工具の上記軸線が防振工具ホルダ10の軸線Cと同軸上に配置されるように、設けられている。アーバー部2は、軸線Cに対する径方向において収容部3を囲むように筒状に設けられている。アーバー部2は、例えば軸線Cを中心とする円筒状に設けられている。
基材11は、シャンク部1において主軸と接触する接触面を有している。主軸と接触する当該接触面は、基材11により構成されている。基材11は、アーバー部2において工具と接触する接触面を有している。工具と接触する当該接触面は、基材11により構成されている。異なる観点から言えば、複数の振動減衰体12の各々は、主軸または工具と接触する接触面に表出していない。
基材11には、例えば、軸線の延在方向において収容部3と連なるように設けられた貫通孔4がさらに形成されている。
図2および図3に示されるように、防振工具ホルダ10は、複数の振動減衰体12をさらに備える。複数の振動減衰体12の各々は、基材11の内部に配置されている。複数の振動減衰体12は、例えばシャンク部1の内部に配置されている振動減衰体12と、アーバー部2の内部に配置されている振動減衰体12とを含む。複数の振動減衰体12の各々は、互いに別部材として構成されている。複数の振動減衰体12の各々は、基材11とは別部材として構成されている。複数の振動減衰体12の各々は、基材11の内部に埋め込まれている。
複数の振動減衰体12は、例えば、第1振動減衰体5、第2振動減衰体6、第3振動減衰体7、第4振動減衰体8、および第5振動減衰体9を含む。第1振動減衰体5、第2振動減衰体6、および第3振動減衰体7は、アーバー部2の内部に配置されている。第4振動減衰体8および第5振動減衰体9は、シャンク部1の内部に配置されている。
軸線Cに垂直な断面において、複数の振動減衰体12の各々は、軸線Cを囲むように配置されている。図4に示されるように、第2振動減衰体6は、軸線Cを囲むように配置されている。第2振動減衰体6は、環状部材である。
第2振動減衰体6と同様に、第1振動減衰体5、第3振動減衰体7、第4振動減衰体8、および第5振動減衰体9の各々も、環状部材である。複数の振動減衰体12の各々は、複数の振動減衰体12の各々の中心軸線が防振工具ホルダ10の軸線Cと重なるように、配置されている。
第1振動減衰体5および第2振動減衰体6は、軸線Cの延在方向において互いに間隔を空けて並んで配置されている。第2振動減衰体6は、軸線Cの延在方向において、第1振動減衰体5に対してシャンク部1側に配置されている。第1振動減衰体5の全部、および軸線Cの延在方向における第2振動減衰体6の一部は、軸線Cに対する径方向において、収容部3と間隔を空けて、かつ収容部3よりも外側に配置されている。第1振動減衰体5の全部、および軸線Cの延在方向における第2振動減衰体6の一部は、収容部3を囲んでいる。
軸線Cの延在方向における第2振動減衰体6の残部は、軸線Cに対する径方向において第3振動減衰体7と間隔を空けて、かつ第3振動減衰体7よりも外側に配置されている。軸線Cの延在方向における第2振動減衰体6の残部は、第3振動減衰体7を囲んでいる。
第3振動減衰体7は、軸線Cの延在方向において、収容部3と間隔を空けて、かつ収容部3に対してシャンク部1側に配置されている。第3振動減衰体7は、軸線Cに対する径方向において、貫通孔4と間隔を空けて、かつ貫通孔4よりも外側に配置されている。
第4振動減衰体8は、傾斜部1Aの内部に配置されている。第4振動減衰体8は、傾斜部1Aの傾斜面に沿うように配置されている。第4振動減衰体8は、軸線Cの延在方向において、収容部3および第2振動減衰体6の各々と間隔を空けて配置されている。
第5振動減衰体9は、フランジ部1Bの内部に配置されている。第5振動減衰体9は、軸線Cの延在方向において、第2振動減衰体6と第4振動減衰体8との間に配置されている。第5振動減衰体9は、軸線Cに対する径方向において、第4振動減衰体8よりも外側に配置されている。
基材11を構成する材料は、第1金属を含む。第1金属は、基材11を構成する材料に含まれる任意の金属元素から成る。基材11を構成する材料の剛性は、複数の振動減衰体12の各々を構成する材料の剛性よりも高い。
基材11を構成する材料は、例えば、炭素鋼、クロムモリブデン鋼、ニッケルクロムモリブデン鋼、ステンレス鋼、および超硬合金からなる第1群から選択される少なくとも1つを含む。クロムモリブデン鋼およびニッケルクロムモリブデン鋼は、JIS規格(JIS G 4053:2016)に定められた任意のクロムモリブデン鋼およびニッケルクロムモリブデン鋼であればよい。クロムモリブデン鋼の一例は、SCM435である。第1金属は、例えば鉄(Fe)またはクロム(Cr)である。
複数の振動減衰体12の各々を構成する材料は、第1金属とは異なる第2金属を含む。第2金属は、複数の振動減衰体12の各々を構成する材料に含まれる任意の金属元素から成る。複数の振動減衰体12の各々を構成する材料は、例えば、マグネシウム合金、アルミニウム合金、および超硬合金からなる第2群から選択される少なくとも1つを含む。第2金属は、例えばマグネシウム(Mg)またはアルミニウム(Al)である。
図5に示されるように、基材11と複数の振動減衰体12の各々との界面には、金属間化合物層13が形成されている。金属間化合物層13は、第1金属と第2金属との化合物を含む。言い換えると、複数の振動減衰体12の各々は、基材11と金属結合している。金属間化合物層13は、基材11と複数の振動減衰体12の各々との界面の全体に形成されている。言い換えると、金属間化合物層13は、複数の振動減衰体12の各々の全表面に形成されている。金属間化合物層13の厚みは、複数の振動減衰体12の各々の最小幅(例えば第2金属では軸線Cに対する径方向の幅)と比べて薄い。金属間化合物層13の厚みは、例えば1μm以上1mm以下である。
<防振工具ホルダの製造方法>
図6に示されるように、防振工具ホルダ10の製造方法は、基材11と複数の振動減衰体12の各々とを備える防振工具ホルダ10を金属積層造形法により形成する工程(S1)と、防振工具ホルダ10に形状出し加工を行う工程(S2)とを備える。
図6に示されるように、防振工具ホルダ10の製造方法は、基材11と複数の振動減衰体12の各々とを備える防振工具ホルダ10を金属積層造形法により形成する工程(S1)と、防振工具ホルダ10に形状出し加工を行う工程(S2)とを備える。
金属積層造形法は、金属材料を用いた積層造形法である。積層造形法は、例えば、指向性エネルギー堆積法(Directed Energy Deposition:DED)、または粉末床溶融結合法(Powder Bed Fusion:PBF)である。
工程(S1)では、まず、防振工具ホルダ10の形状を示す形状データを軸線Cの延在方向に積層された複数の層に分割することにより、複数の層の各々の形状データが準備される。なお、防振工具ホルダ10の形状を示す形状データは、軸線Cの延在方向とは異なる方向に積層された複数の層に分割されてもよい。次に、複数の層の各々の形状データに基づき、複数の層状造形物が連続して形成される。複数の層状造形物の各々は、基材11を構成する材料の造形物、および複数の振動減衰体12の各々を構成する材料の造形物の少なくともいずれかを含む。これにより、複数の層状造形物が一体的に積層してなる防振工具ホルダ10が形成される。
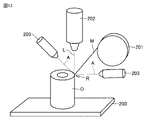
図7は、金属積層造形法としてDED法が採用された場合の、工程(S1)を説明するための図である。DED法では、ベースプレート200、ベースプレート200上において造形用の原料Mを造形すべき領域Rに供給する供給部201、および領域Rに高エネルギーの電子ビームまたはレーザLを照射するための光源202を備える積層造形装置が用いられる。
供給部201および光源202は、ベースプレート200に対して相対的な位置が変更可能である。供給部201は、基材11を造形するための原料を供給する第1供給部と、複数の振動減衰体12の各々を造形するための原料を供給する第2供給部とを含む。供給部201は、例えばワイヤ状の各原料を領域Rに供給するように設けられている。なお、供給部201は、粉末状の各原料を領域Rに供給するように設けられていてもよい。
工程(S1)では、各層の形状データに基づいて、基材11を造形すべき領域Rに、供給部201が基材11を造形するための原料Mを供給しながら、光源202が当該領域RにレーザLを照射する。レーザLのエネルギーは、基材11を造形するための原料Mを溶融し得るように設定される。さらに、領域Rが同一層内を連続的に移動するように、供給部201および光源202がベースプレート200に対して相対的に走査される。複数の振動減衰体12の各々を造形すべき領域には、供給部201が複数の振動減衰体12の各々を造形するための原料を供給しながら、光源202が当該領域にレーザLを照射する。レーザLのエネルギーは、複数の振動減衰体12の各々を造形するための原料を溶融し得るように設定される。これにより、各領域に供給された各原料が溶融した後固化することにより、各層状造形物が得られる。その後、供給部201および光源202が、ベースプレート200に対し上記一層分の層状造形物の厚さ分だけ相対的に移動する。その後、再び上記走査が繰り返される。当該層状造形物の直下に先に造形された別の層状造形物が存在する場合には、領域Rに供給された原料および領域Rの直下に位置する層状造形物の一部が溶融した後固化する。これにより、複数の層状造形物が立体的に積層してなる立体造形物Oが得られる。
上述したDED法により、各層状造形物において、あるいは積層方向に隣り合う複数の層状造形物間において、基材11と複数の振動減衰体12の各々との界面に、金属間化合物層13が形成される。
図8~図10は、金属積層造形法としてPBF法が採用された場合の、工程(S1)を説明するための図である。図8~図10に示されるように、PBF法では、ベースプレート300、ベースプレート300上に造形用の原料Mを層状に敷き詰めて粉末床PBを形成るための供給部301、粉末床PBのうち造形すべき領域に高エネルギーの電子ビームまたはレーザLを照射するための光源302、および供給部301に対してベースプレート300を相対的に移動させるための駆動部303を備える積層造形装置が用いられる。
供給部301は、粉末ホッパ301A、造形ステージ301B、およびスキーズ301Cを含む。造形ステージ301Bは、上下方向に沿って延びる筒状部分と、筒状部分の上端部から外側に延びるフランジ部分とを有している。ベースプレート300および駆動部303は、筒状部分の内側を上下方向に移動するように設けられている。粉末ホッパ301Aは、粉末状の原料Mをベースプレート300および造形ステージ301B上に供給する。粉末ホッパ301Aは、基材11を造形するための原料を供給する第1粉末ホッパと、複数の振動減衰体12の各々を造形するための原料を供給する第2粉末ホッパとを含む。
スキーズ301Cは、粉末ホッパ301Aによりベースプレート300および造形ステージ301B上に供給された粉末状の原料を平坦化する。供給部301により、粉末床PBがベースプレート300上に形成される。
工程(S1)では、各層の形状データに基づいて、基材11を造形するための原料からなる粉末床PBのうち、基材11を造形すべき領域に、光源302がレーザLを照射する。さらに、領域が同一層内を連続的に移動するように、光源302がベースプレート300に対して相対的に走査される。これにより、基材11の一層分の層状造形物が形成される。次に、当該一層分の層状造形物の厚みの分だけ、ベースプレート300が造形ステージ301Bに対して相対的に上方に移動する。これにより、基材11の一層分の層状造形物、および振動減衰体12が形成されるべき領域が、基材11を造形するための原料からなる粉末床PBの上面上に配置される。
次に、供給部301により、基材11を造形するための原料からなる粉末床PBの上面上に、振動減衰体12を造形するための原料からなる粉末床が形成される。次に、振動減衰体12の各々を造形するための原料からなる粉末床のうち、振動減衰体12を造形すべき領域に、光源302がレーザLを照射する。さらに、当該領域が同一層内を連続的に移動するように、光源302がベースプレート300に対して相対的に走査される。これにより、各振動減衰体12の一層分の層状造形物が、基材11の上記層状造形物と単一の層状造形物を構成するように、形成される。その後、図10に示されるように、ベースプレート300が、造形ステージ301Bに対し上記一層分の層状造形物の厚さ分だけ相対的に下方に移動する。その後、再び上記走査が繰り返される。
上述したPBF法により、各層状造形物において、あるいは積層方向に隣り合う複数の層状造形物間において、基材11と複数の振動減衰体12の各々との界面に、金属間化合物層13が形成される。
上記工程(S1)の後、防振工具ホルダ10に形状出し加工を行う工程(S2)が実施される。なお、形状出し加工工程(S2)は、必要に応じて実施されればよく、実施されなくてもよい。
<防振工具ホルダの効果>
防振工具ホルダ10では、基材11と複数の振動減衰体12の各々との界面に、金属間化合物層13が形成されている。つまり、複数の振動減衰体12の各々が、基材11と金属結合している。防振工具ホルダ10では、複数の振動減衰体12の各々が基材11と金属結合しているため、振動減衰体が基材と金属結合していない防振工具ホルダ(以下、比較例の防振工具ホルダとよぶ)と比べて、複数の振動減衰体12を備えることにともなう剛性低下が抑制されている。さらに、防振工具ホルダ10では、複数の振動減衰体12により、加工時のびびり振動が減衰され得るため、加工精度の低下が抑制されている。
防振工具ホルダ10では、基材11と複数の振動減衰体12の各々との界面に、金属間化合物層13が形成されている。つまり、複数の振動減衰体12の各々が、基材11と金属結合している。防振工具ホルダ10では、複数の振動減衰体12の各々が基材11と金属結合しているため、振動減衰体が基材と金属結合していない防振工具ホルダ(以下、比較例の防振工具ホルダとよぶ)と比べて、複数の振動減衰体12を備えることにともなう剛性低下が抑制されている。さらに、防振工具ホルダ10では、複数の振動減衰体12により、加工時のびびり振動が減衰され得るため、加工精度の低下が抑制されている。
また、防振工具ホルダ10では、上記比較例の防振工具ホルダと比べて、重量を増大することなく、上記のように剛性が向上される。そのため、防振工具ホルダ10では、比較例の防振工具ホルダと比べて、剛性を低下することなく、軽量化が実現され得る。
さらに、防振工具ホルダ10と上記比較例の防振工具ホルダとが同等の条件で使用された場合、防振工具ホルダ10では、比較例の防振工具ホルダと比べて、複数の振動減衰体12の各々の損耗が抑制され得る。比較例の防振工具ホルダでは、びびり振動が生じたときに、基材および振動減衰体の各々が互いに異なる部材として異なるモードで振動するため、振動減衰体が損耗しやすい。これに対し、防振工具ホルダ10では、びびり振動が生じたときに、基材11および複数の振動減衰体12の各々が一体的に振動し得るため、比較例の防振工具ホルダと比べて、振動減衰体が損耗しにくい。
なお、複数の振動減衰体12の少なくとも一部が基材11の表面に表出している場合、当該一部が使用に伴い損耗するおそれがある。これに対し、防振工具ホルダ10では、複数の振動減衰体12の各々が基材11の内部に埋め込まれており、金属間化合物層13が、複数の振動減衰体12の各々の全表面に形成されている。そのため、防振工具ホルダ10では、複数の振動減衰体12の少なくとも一部が基材11の表面に表出している場合と比べて、複数の振動減衰体12の各々が損耗しにくい。
防振工具ホルダ10では、基材11が単一部材として構成されている。そのため、防振工具ホルダ10の剛性は、基材11が複数の部材の組み物として構成されている防振工具ホルダの剛性と比べて、高い。
基材11を構成する材料は、炭素鋼、クロムモリブデン鋼、ニッケルクロムモリブデン鋼、および超硬合金からなる第1群から選択される少なくとも1つを含む。このような防振工具ホルダ10では、比較的高い剛性が実現される。
図11に示されるように、防振工具ホルダ10は、工具20を把持する。防振工具ホルダ10は、加工機の主軸30に取り付けられる。防振工具ホルダ10の軸線Cは、工具20の軸線および主軸30の軸線と同軸上に配置される。
複数の振動減衰体12の各々は、軸線Cを囲むように配置されている。特に、第1振動減衰体5および第2振動減衰体6は、収容部3および工具20と、軸線Cに対する径方向に並ぶように配置されている。第1振動減衰体5および第2振動減衰体6は、軸線Cに対する径方向への工具20のびびり振動を効果的に減衰できる。第1振動減衰体5および第2振動減衰体6を備える防振工具ホルダ10は、軸線Cに対する径方向への振動が支配的となるフライスカッタまたはエンドミル等の工具を把持する工具ホルダに好適である。
第3振動減衰体7は、収容部3および工具20と、軸線Cの延在方向に並ぶように配置されている。第3振動減衰体7は、軸線Cの延在方向への工具20のびびり振動を効果的に減衰できる。第3振動減衰体7を備える防振工具ホルダ10は、軸線Cの延在方向への振動が支配的となるドリル等の工具を把持する工具ホルダに好適である。また、第3振動減衰体7を備える防振工具ホルダ10は、ねじれ角が比較的大きいフライスカッタまたはエンドミルなどの工具を把持する工具ホルダにも好適である。
第4振動減衰体8は、基材11のうち、主軸30と接し、かつ軸線Cに対する径方向に主軸30と並んで配置される傾斜部1A(第1部分)の内部に配置されている。第4振動減衰体8は、軸線Cに対する径方向への工具20のびびり振動が主軸30に伝わることを、効果的に抑制する。
第5振動減衰体9は、基材11のうち、主軸30と接し、かつ軸線Cの延在方向に主軸30と並んで配置されるフランジ部1B(第2部分)の内部に配置されている。第5振動減衰体9は、軸線Cの延在方向への工具20のびびり振動が主軸30に伝わることを、効果的に抑制する。
基材11は、シャンク部1において主軸と接触する接触面と、アーバー部2において工具と接触する接触面とを有している。複数の振動減衰体12の各々が主軸または工具と接触する接触面に表出している場合と比べて、複数の振動減衰体12の各々の損耗が抑制されている。
実施の形態2.
実施の形態2に係る防振工具ホルダは、実施の形態1に係る防振工具ホルダ10と基本的に同様の構成を備えるが、図12に示されるように、基材11が複数の第1基材11Aと第2基材11Bとを含む点で、防振工具ホルダ10とは異なる。以下では、防振工具ホルダ10とは異なる点を主に説明する。
実施の形態2に係る防振工具ホルダは、実施の形態1に係る防振工具ホルダ10と基本的に同様の構成を備えるが、図12に示されるように、基材11が複数の第1基材11Aと第2基材11Bとを含む点で、防振工具ホルダ10とは異なる。以下では、防振工具ホルダ10とは異なる点を主に説明する。
複数の第1基材11Aの各々は、複数の振動減衰体12の各々を囲むように配置されている。異なる観点から言えば、複数の第1基材11Aの各々は、複数の振動減衰体12のうち対応する1つの振動減衰体12を囲むように設けられている。第1基材11Aを構成する材料の熱膨張係数は、第2基材11Bを構成する材料の熱膨張係数よりも大きく、複数の振動減衰体12の各々を構成する材料の熱膨張係数よりも小さい。
第1基材11Aを構成する材料は、例えば、銅合金、およびアルミニウム合金の少なくともいずれかを含む。上記第1金属は、第1基材11Aを構成する材料に含まれる金属である。第1基材11Aを構成する材料は、第1金属とは異なる第3金属をさらに含む。
複数の振動減衰体12の各々と、対応する複数の第1基材11Aの各々との界面には、金属間化合物層13が形成されている。金属間化合物層13は、第1基材11Aを構成する材料に含まれる第1金属と複数の振動減衰体12の各々を構成する材料に含まれる第2金属との化合物を含む。
第2基材11Bを構成する材料は、炭素鋼、クロムモリブデン鋼、ニッケルクロムモリブデン鋼、および超硬合金からなる第1群から選択される少なくとも1つを含む。第2基材11Bを構成する材料は、第1金属または第3金属とは異なる第4金属を含む。
複数の第1基材11Aの各々と第2基材11Bとの界面には、例えば、金属間化合物層14が形成されている。金属間化合物層14は、第1基材11Aを構成する材料に含まれる第1金属または第3金属と、第2基材11Bを構成する材料に含まれる第4金属との化合物を含む。金属間化合物層14は、例えば第1基材11Aの全表面に形成されている。
実施の形態2に係る防振工具ホルダの製造方法は、各振動減衰体12の一層分の層状造形物が、第1基材11Aおよび第2基材11Bの各々の一層分の層状造形物と連続して形成される点で、防振工具ホルダ10の製造方法とは異なる。上述したDED法またはPBF法により、各層状造形物において、あるいは積層方向に隣り合う複数の層状造形物間において、金属間化合物層13および金属間化合物層14が形成される。
実施の形態2に係る防振工具ホルダでは、複数の振動減衰体12の各々と第2基材11Bとの間に第1基材11Aが配置されており、第1基材11Aを構成する材料の熱膨張係数は、第2基材11Bを構成する材料の熱膨張係数よりも大きく、複数の振動減衰体12の各々を構成する材料の熱膨張係数よりも小さい。そのため、実施の形態2に係る防振工具ホルダの残留応力は、防振工具ホルダ10の残留応力と比べて、低減され得る。
具体的には、実施の形態2に係る防振工具ホルダにおいて、第1基材11Aを構成する材料の熱膨張係数と複数の振動減衰体12の各々を構成する材料の熱膨張係数との差は、防振工具ホルダ10において基材11を構成する材料と複数の振動減衰体12の各々を構成する材料の熱膨張係数との差と比べて、小さくなる。そのため、上記製造方法の積層造形工程で溶融された各原料が固化する過程において、第1基材11Aの収縮率と振動減衰体12の収縮率との差は、防振工具ホルダ10の基材11の収縮率と振動減衰体12の収縮率との差と比べて、小さくなる。その結果、実施の形態2に係る防振工具ホルダでは、防振工具ホルダ10と比べて、残留応力に起因した強度の低下が抑制されている。
実施の形態3.
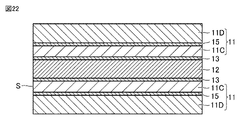
実施の形態3に係る防振工具ホルダは、実施の形態1に係る防振工具ホルダ10と基本的に同様の構成を備えるが、図22に示されるように、基材11が第3基材11Cと第4基材11Dとを含む点で、防振工具ホルダ10とは異なる。以下では、防振工具ホルダ10とは異なる点を主に説明する。
実施の形態3に係る防振工具ホルダは、実施の形態1に係る防振工具ホルダ10と基本的に同様の構成を備えるが、図22に示されるように、基材11が第3基材11Cと第4基材11Dとを含む点で、防振工具ホルダ10とは異なる。以下では、防振工具ホルダ10とは異なる点を主に説明する。
図22に示されるように、第3基材11Cは、基材11の表面に表出している面Sを有している。第3基材11Cの表出面Sは、実施の形態3に係る防振工具ホルダが加工機の主軸に取り付けられてかつ工具を把持した状態において、主軸または工具と接触する面に含まれる。第3基材11Cの表面のうち表出面Sのみが、基材11の表面に表出している。第3基材11Cの表面の残部は、基材11の表面に表出していない。第3基材11Cは、例えば複数の振動減衰体12の各々を囲むように配置されている。
第3基材11Cを構成する材料の硬さは、第4基材11Dを構成する材料の硬さよりも硬い。ここで、硬さとは、ビッカース硬さを意味する。
第3基材11Cを構成する材料は、例えば、ステンレス鋼、合金工具鋼、高速度工具鋼、および超硬合金からなる第3群の少なくともいずれかを含む。第3基材11Cを構成する材料は、第1金属とは異なる第5金属を含む。
第4基材11Dを構成する材料は、炭素鋼、クロムモリブデン鋼、ニッケルクロムモリブデン鋼、および超硬合金からなる第1群から選択される少なくとも1つを含む。第4基材11Dを構成する材料は、第5金属とは異なる第6金属を含む。
第3基材11Cと複数の振動減衰体12の各々との界面には、金属間化合物層13が形成されている。第3基材11Cと第4基材11Dとの界面には、金属間化合物層15が形成されている。金属間化合物層13は、第5金属と複数の振動減衰体12に含まれる第2金属との化合物を含む。金属間化合物層15は、第5金属と第6金属との化合物を含む。
実施の形態3に係る防振工具ホルダでは、複数の第3基材11Cが防振工具ホルダの基材11の表面に表出している表出面Sを有しており、かつ第3基材11Cを構成する材料の硬さが第4基材11Dを構成する材料の硬さよりも硬い。そのため、実施の形態3に係る防振工具ホルダでは、防振工具ホルダ10と比べて、基材11の損耗が抑制されている。
<変形例>
図13に示されるように、実施の形態1~3に係る防振工具ホルダの製造方法において、少なくとも基材11の層状造形物を造形する際にレーザLが照射されている領域Rの周辺領域が冷却されてもよい。例えば、実施の形態2に係る防振工具ホルダの製造方法において、少なくとも第2基材11Bの層状造形物を造形する際にレーザLが照射されている領域の周辺領域が冷却されてもよい。異なる観点から言えば、相対的に融点が高い原料を溶融する際に、当該原料を溶融するためにレーザLが照射されている領域の周辺領域が、当該原料の融点未満に冷却されてもよい。
図13に示されるように、実施の形態1~3に係る防振工具ホルダの製造方法において、少なくとも基材11の層状造形物を造形する際にレーザLが照射されている領域Rの周辺領域が冷却されてもよい。例えば、実施の形態2に係る防振工具ホルダの製造方法において、少なくとも第2基材11Bの層状造形物を造形する際にレーザLが照射されている領域の周辺領域が冷却されてもよい。異なる観点から言えば、相対的に融点が高い原料を溶融する際に、当該原料を溶融するためにレーザLが照射されている領域の周辺領域が、当該原料の融点未満に冷却されてもよい。
冷却対象である上記周辺領域は、レーザLが照射されている領域Rと同じ層内の造形物であって、相対的に融点が低い原料が溶融された後固化することにより形成された層状造形物を含む。上記周辺領域は、例えば、レーザLが照射されている領域Rの直下の層状造形物であって、相対的に融点が低い原料が溶融された後固化することにより形成された層状造形物をさらに含む。
上記冷却は、少なくとも1つの冷却部203によって行われる。冷却部203は、例えば低温の熱媒体A(例えば気体または液体)を噴射するように設けられている。低温の熱媒体は、例えば二酸化炭素(ドライアイス)または窒素(液体窒素)であるが、これに制限されない。
上記冷却は、複数の冷却部203によって行われてもよい。複数の冷却部203の各々は、上記領域Rを取り囲む周辺領域に、低温の熱媒体(例えば気体または液体)を噴射するように設けられている。複数の冷却部203は、例えば、側面視において、領域R、供給部201から領域Rに供給される原料M、および光源202から領域Rに照射されるレーザL間に形成される扇状の領域を挟むように配置される。
相対的に融点が低い原料を溶融する際に、当該原料を溶融するためにレーザLが照射されている領域の周辺領域が、当該原料の融点未満に冷却されてもよい。
上記冷却が行われない場合、レーザLが照射されている領域の直下に位置しかつ相対的に融点が低い原料が溶融された後固化することにより形成された層状造形物が再度溶融し固化することにより、上記積層造形工程により得られる防振工具ホルダの形状および寸法が、防振工具ホルダの設計上の形状および寸法とは大きく異なってしまうおそれがある。
これに対し、上記冷却が行われることにより、レーザLが照射されている領域の直下に位置しかつ相対的に融点が低い原料が溶融された後固化することにより形成された層状造形物が、再度溶融することを抑制できる。
なお、図13は、上記冷却がDED法に適用された例を示しているが、上記冷却はPBF法にも適用可能である。この場合も、冷却対象である上記周辺領域は、レーザLが照射されている領域Rと同じ層内の造形物であって、相対的に融点が低い原料が溶融された後固化することにより形成された層状造形物を含む。
実施の形態1~3に係る防振工具ホルダでは、少なくとも1つの振動減衰体12が、基材11のうちシャンク部1およびアーバー部2の少なくともいずれかの内部に配置されていればよい。少なくとも1つの振動減衰体12の配置は、例えば加工時に生じるびびり振動のモードに応じて適宜変更され得る。少なくとも1つの振動減衰体12は、例えば少なくともアーバー部2の内部に配置されている。
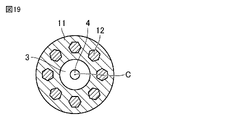
実施の形態1~3に係る防振工具ホルダにおいて、軸線Cに直交する断面における複数の振動減衰体12の各々の形状は、図4に示される形状に限られない。軸線Cに直交する断面における複数の振動減衰体12の各々の形状は、図14~図19に示される形状のいずれかであってもよい。複数の振動減衰体12の各々は、互いに異なる断面形状を有していてもよい。
図14~図19に示されるように、実施の形態1~3に係る防振工具ホルダは、軸線Cに対する周方向に互いに間隔を空けて配置された複数の振動減衰体12を備えていてもよい。異なる観点から言えば、実施の形態1および実施の形態2に係る防振工具ホルダにおいて、第1振動減衰体5、第2振動減衰体6、第3振動減衰体7、第4振動減衰体8、および第5振動減衰体9の少なくともいずれかは、軸線Cに対する周方向において複数部分に分割されていてもよい。
図14に示されるように、複数(例えば3つ)の振動減衰体12が、軸線Cに対する周方向に互いに間隔を空けて配置されていてもよい。軸線Cに対する周方向に互いに間隔を空けて配置された複数の振動減衰体12の各々は、例えば軸線Cに対して回転対称に設けられている。周方向に隣り合う2つの振動減衰体12間の距離(間隔)は、例えば当該2つの振動減衰体12の各々の周方向の長さよりも短い。
図15に示されるように、軸線Cを中心とする第1の円上に互いに間隔を空けて配置された第1群の振動減衰体12Aと、軸線Cを中心しかつ第1の円よりも外側に描かれる第2の円上に互いに間隔を空けて配置された第2群の振動減衰体12Bとが、配置されていてもよい。異なる観点から言えば、第1振動減衰体5、第2振動減衰体6、第3振動減衰体7、第4振動減衰体8、および第5振動減衰体9の少なくともいずれかは、第1群の振動減衰体12Aと第2群の振動減衰体12Bとにより構成されていてもよい。
第1群の振動減衰体12Aの各々は、例えば互いに同等の形状および寸法を有している。第2群の振動減衰体12Bの各々は、例えば互いに同等の形状および寸法を有している。第1群の振動減衰体12Aの各々、および第2群の振動減衰体12Bの各々は、例えば軸線Cに対して回転対称に設けられている。
第1群の振動減衰体12Aのうち周方向に隣り合う2つの振動減衰体12A間の距離は、例えば当該2つの振動減衰体12Aの各々の周方向の長さよりも短い。第2群の振動減衰体12Bのうち周方向に隣り合う2つの振動減衰体12B間の距離は、例えば当該2つの振動減衰体12Bの各々の周方向の長さよりも短い。周方向に隣り合う2つの振動減衰体12B間の距離は、例えば周方向に隣り合う2つの振動減衰体12A間の距離よりも長い。各振動減衰体12Bの周方向の長さは、例えば各振動減衰体12Aの周方向の長さよりも長い。
第1群の振動減衰体12Aは、例えば複数組の振動減衰体12Aを有する。各組の振動減衰体12Aは、軸線Cを挟んで対向するように配置された2つの振動減衰体12Aを有する。第2群の振動減衰体12Bは、例えば複数組の振動減衰体12Bを有する。各組の振動減衰体12Bは、軸線Cを挟んで対向するように配置された2つの振動減衰体12Bを有する。
各振動減衰体12Bは、例えば、軸線Cに対する径方向において周方向に隣り合う2つの振動減衰体12Aの各々と重なるように配置されている両端部分と、上記径方向において当該2つの振動減衰体12A間に位置する基材11の一部と重なるように配置されている中央部分とを有している。第1群の振動減衰体12Aおよび第2群の振動減衰体12Bは、第1群の振動減衰体12Aおよび第2群の振動減衰体12Bの少なくともいずれかが軸線Cを通る任意の断面に表出するように、設けられている。
図16に示されるように、軸線Cに対する周方向に互いに間隔を空けて配置された複数の振動減衰体12の各々の上記周方向の長さは、当該複数の振動減衰体12の各々の軸線Cに対する径方向の長さよりも短くてもよい。軸線Cに対する周方向に互いに間隔を空けて配置された複数の振動減衰体12の各々の上記周方向の長さは、周方向に隣り合う2つの振動減衰体12間の距離よりも短くてもよい。
図17に示されるように、軸線Cに対する周方向に互いに間隔を空けて配置された複数の振動減衰体12の各々の断面形状は、円形状であってもよい。
図18に示されるように、軸線Cに対する周方向に互いに間隔を空けて配置された複数の振動減衰体12の各々の断面形状は、四角形状であってもよく、正方形状または長方形状であってもよい。
図19に示されるように、軸線Cに対する周方向に互いに間隔を空けて配置された複数の振動減衰体12の各々の断面形状は、六角形状であってもよい。
図20に示されるように、実施の形態1~3に係る防振工具ホルダにおいて、少なくとも1つの振動減衰体12は基材11の外周面に現れている表出部12Cを有していてもよい。複数の振動減衰体12の各々が、表出部12Cを有していてもよい。このような防振工具ホルダは、上述した積層造形法により製造され得るが、鋳造によっても製造され得る。当該変形例に係る防振工具ホルダの製造方法は、基材11と少なくとも1つの振動減衰体12とを含む防振工具ホルダを鋳造により形成する工程を備える。
図21に示されるように、防振工具ホルダを鋳造により形成する工程は、金型および中子を用いて少なくとも1つの中空部を有する基材11を鋳造する工程(S3)と、中子が除去された後、基材11を鋳型として少なくとも1つの中空部内に1つの振動減衰体12を形成する工程(S4)とを含む。振動減衰体12を構成する材料の融点は、基材11を構成する材料よりも融点よりも低い。このようにしても、本変形例に係る防振工具ホルダは製造され得る。
実施の形態3に係る防振工具ホルダでは、金属間化合物層13が第4基材11Dと複数の振動減衰体12の各々との界面に形成されていてもよい。例えば、実施の形態3に係る防振工具ホルダは、複数の振動減衰体12のうちの一部の振動減衰体12と第3機材11Cとの界面に形成されている金属混合物層13と、複数の振動減衰体12のうちの残部の振動減衰体12と第4機材11Dとの界面に形成されている金属混合物層13とを備えていてもよい。
図23に示されるように、実施の形態2に係る防振工具ホルダの第2基材11Bが、実施の形態3に係る防振工具ホルダの第3基材11C及び第4基材11Dを備えていてもよい。この場合、振動減衰体12、金属間化合物層13、第1基材11A、金属間化合物層14、第3基材11C、金属間化合物層15、及び第4基材11Dが、順に積層している。このような防振工具ホルダでは、実施の形態2に係る防振工具ホルダと同様の効果が実現されるとともに、実施の形態3に係る防振工具ホルダと同様の効果が実現され得る。
以上のように本開示の実施の形態について説明を行なったが、上述の実施の形態を様々に変形することも可能である。また、本開示の範囲は上述の実施の形態に限定されるものではない。本開示の範囲は、請求の範囲によって示され、請求の範囲と均等の意味および範囲内でのすべての変更を含むことが意図される。
1 シャンク部、1A 傾斜部、1B フランジ部、2 アーバー部、3 収容部、4 貫通孔、5 第1振動減衰体、6 第2振動減衰体、7 第3振動減衰体、8 第4振動減衰体、9 第5振動減衰体、10 工具ホルダ、11 基材、11A 第1基材、11B 第2基材、11C 第3基材、11D 第4基材、12,12A,12B 振動減衰体、12C 表出部、13,14 金属間化合物層、20 工具、30 主軸、200,300 ベースプレート、201,301 供給部、202,302 光源、203 冷却部、301A 粉末ホッパ、301B 造形ステージ、301C スキーズ、303 駆動部。
Claims (20)
- 軸線を有し、加工機の主軸により前記軸線周りに回転される防振工具ホルダであって、
前記主軸に取り付けられるシャンク部と工具を把持するアーバー部とを含む基材と、
前記基材の前記シャンク部および前記アーバー部の少なくともいずれかの内部に配置されている少なくとも1つの振動減衰体とを備え、
前記基材を構成する材料は、第1金属を含み、
前記少なくとも1つの振動減衰体を構成する材料は、前記第1金属とは異なる第2金属を含み、
前記基材と前記少なくとも1つの振動減衰体との界面に、前記第1金属と前記第2金属との化合物を含む金属間化合物層が形成されている、防振工具ホルダ。 - 前記少なくとも1つの振動減衰体は、前記基材の内部に埋め込まれており、
前記金属間化合物層が、前記少なくとも1つの振動減衰体の全表面に形成されている、請求項1に記載の防振工具ホルダ。 - 前記基材は,単一部材として構成されている、請求項1または2に記載の防振工具ホルダ。
- 前記基材を構成する材料は、炭素鋼、クロムモリブデン鋼、ニッケルクロムモリブデン鋼、ステンレス鋼、および超硬合金からなる第1群から選択される少なくとも1つを含む、請求項3に記載の防振工具ホルダ。
- 前記基材は、前記少なくとも1つの振動減衰体を囲むように配置されている第1基材と、前記第1基材を囲むように配置されている第2基材とを含み、
前記金属間化合物層は、前記第1基材と前記少なくとも1つの振動減衰体との界面に形成されている、請求項1または2に記載の防振工具ホルダ。 - 前記第1基材を構成する材料の熱膨張係数は、前記第2基材を構成する材料の熱膨張係数よりも大きく、前記少なくとも1つの振動減衰体を構成する材料の熱膨張係数よりも小さい、請求項5に記載の防振工具ホルダ。
- 前記第1基材を構成する材料は、銅合金、およびアルミニウム合金の少なくともいずれかを含み、
前記第1金属は、銅合金、およびアルミニウム合金の少なくともいずれかに含まれる金属であり、
前記第2基材を構成する材料は、炭素鋼、クロムモリブデン鋼、ニッケルクロムモリブデン鋼、ステンレス鋼、および超硬合金からなる第1群から選択される少なくとも1つを含む、請求項6に記載の防振工具ホルダ。 - 前記基材は、前記基材の表面に表出する表出面を有する第3基材と、前記第3基材の前記表出面以外の面を囲むように配置されている第4基材とを含み、
前記金属間化合物層は、前記第3基材又は前記第4基材と前記少なくとも1つの振動減衰体との界面に形成されており、
前記第3基材を構成する材料の硬さは、前記第4基材を構成する材料の硬さよりも硬い、請求項1~4のいずれか1項に記載の防振工具ホルダ。 - 前記第2基材は、前記基材の表面に表出する表出面を有する第3基材と、前記第3基材の前記表出面以外の面を囲むように配置されている第4基材とを含み、
前記第3基材を構成する材料の硬さは、前記第4基材を構成する材料の硬さよりも硬い、請求項5~7のいずれか1項に記載の防振工具ホルダ。 - 前記第3基材を構成する材料は、ステンレス鋼、合金工具鋼、高速度工具鋼、および超硬合金からなる第3群から選択される少なくとも1つを含み、
前記第4基材を構成する材料は、炭素鋼、クロムモリブデン鋼、ニッケルクロムモリブデン鋼、ステンレス鋼、および超硬合金からなる第1群から選択される少なくとも1つを含む、請求項8又は9に記載の防振工具ホルダ。 - 前記少なくとも1つの振動減衰体を構成する材料は、マグネシウム合金、アルミニウム合金、および超硬合金からなる第2群から選択される少なくとも1つを含み、
前記第2金属は、前記第2群から選択される少なくとも1つに含まれる金属である、請求項1~10のいずれか1項に記載の防振工具ホルダ。 - 前記基材は、前記工具の一部が収容される収容部を含み、
前記少なくとも1つの振動減衰体は、前記収容部と前記軸線に対する径方向に並ぶように、配置されている、請求項1~11のいずれか1項に記載の防振工具ホルダ。 - 前記基材は、前記工具の一部が収容される収容部を含み、
前記少なくとも1つの振動減衰体は、前記収容部と前記軸線の延在方向に並ぶように、配置されている、請求項1~12のいずれか1項に記載の防振工具ホルダ。 - 前記基材は、前記工具と接触する接触面を有し、
前記接触面は、前記基材により構成されている、請求項12または13に記載の防振工具ホルダ。 - 前記基材の前記シャンク部は、前記主軸と接し、かつ前記軸線に対する径方向に前記主軸と並んで配置される第1部分と、前記主軸と接し、かつ前記軸線の延在方向に前記主軸と並んで配置される第2部分とを有し、
前記少なくとも1つの振動減衰体は、前記第1部分および前記第2部分の少なくともいずれかに配置されている、請求項1~14のいずれか1項に記載の防振工具ホルダ。 - 前記軸線に垂直な断面において、前記少なくとも1つの振動減衰体は、前記軸線を囲むように配置されている、請求項1~15のいずれか1項に記載の防振工具ホルダ。
- 前記少なくとも1つの振動減衰体は、複数の振動減衰体であり、
前記軸線に垂直な断面において、前記複数の振動減衰体は、前記軸線に対する周方向に互いに間隔を空けて配置されている、請求項1~15のいずれか1項に記載の防振工具ホルダ。 - 加工機の主軸により軸線周りに回転される防振工具ホルダの製造方法であって、
基材と、前記基材の内部に配置されている少なくとも1つの振動減衰体とを備える前記防振工具ホルダを金属積層造形法により形成する工程を備え、
前記形成する工程は、前記金属積層造形法により前記基材を構成する材料を溶融しかつ固化する第1工程と、前記金属積層造形法により前記少なくとも1つの振動減衰体を構成する材料を溶融しかつ固化する第2工程とを含む、防振工具ホルダの製造方法。 - 前記形成する工程では、前記少なくとも1つの振動減衰体と、前記少なくとも1つの振動減衰体を囲むように配置されている第1基材と、前記第1基材を囲むように配置されている第2基材とを備える前記防振工具ホルダが、前記金属積層造形法により形成され、
前記第1工程は、前記金属積層造形法により前記第1基材を構成する材料を溶融しかつ固化する第3工程と、前記金属積層造形法により前記第2基材を構成する材料を溶融しかつ固化する第4工程とを含む、請求項18に記載の防振工具ホルダの製造方法。 - 加工機の主軸により軸線周りに回転される防振工具ホルダの製造方法であって、
基材と、前記基材の内部に配置されている少なくとも1つの振動減衰体とを含む前記防振工具ホルダを鋳造により形成する工程を備え、
前記形成する工程は、金型および中子を用いて少なくとも1つの中空部を有する前記基材を鋳造する工程と、前記基材を鋳型として前記少なくとも1つの中空部に前記少なくとも1つの振動減衰体を形成する工程とを含む、防振工具ホルダの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023517460A JPWO2022230724A1 (ja) | 2021-04-28 | 2022-04-19 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-076386 | 2021-04-28 | ||
| JP2021076386 | 2021-04-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022230724A1 true WO2022230724A1 (ja) | 2022-11-03 |
Family
ID=83846870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/018191 WO2022230724A1 (ja) | 2021-04-28 | 2022-04-19 | 防振工具ホルダおよびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2022230724A1 (ja) |
| WO (1) | WO2022230724A1 (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2426359A (en) * | 1944-06-24 | 1947-08-26 | Lankheet Sander | Boring bar |
| JPS384497Y1 (ja) * | 1956-05-26 | 1963-03-20 | ||
| JPS5038878A (ja) * | 1973-07-16 | 1975-04-10 | ||
| JPH0164301U (ja) * | 1987-10-21 | 1989-04-25 | ||
| JP2004202649A (ja) * | 2002-12-26 | 2004-07-22 | Sumitomo Electric Ind Ltd | 切削工具 |
| JP2005508757A (ja) * | 2001-11-13 | 2005-04-07 | カミート アーベー | 工具及びその製造方法 |
| WO2019239397A1 (en) * | 2018-06-12 | 2019-12-19 | Iscar Ltd. | Tool holder having integrally formed anti-vibration component and cutting tool provided with tool holder |
| DE102020115678A1 (de) * | 2019-07-17 | 2021-01-21 | Kennametal Inc. | Schneidwerkzeughalter mit verbesserter dämpfungswirkung |
-
2022
- 2022-04-19 JP JP2023517460A patent/JPWO2022230724A1/ja active Pending
- 2022-04-19 WO PCT/JP2022/018191 patent/WO2022230724A1/ja active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2426359A (en) * | 1944-06-24 | 1947-08-26 | Lankheet Sander | Boring bar |
| JPS384497Y1 (ja) * | 1956-05-26 | 1963-03-20 | ||
| JPS5038878A (ja) * | 1973-07-16 | 1975-04-10 | ||
| JPH0164301U (ja) * | 1987-10-21 | 1989-04-25 | ||
| JP2005508757A (ja) * | 2001-11-13 | 2005-04-07 | カミート アーベー | 工具及びその製造方法 |
| JP2004202649A (ja) * | 2002-12-26 | 2004-07-22 | Sumitomo Electric Ind Ltd | 切削工具 |
| WO2019239397A1 (en) * | 2018-06-12 | 2019-12-19 | Iscar Ltd. | Tool holder having integrally formed anti-vibration component and cutting tool provided with tool holder |
| DE102020115678A1 (de) * | 2019-07-17 | 2021-01-21 | Kennametal Inc. | Schneidwerkzeughalter mit verbesserter dämpfungswirkung |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022230724A1 (ja) | 2022-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5878604B1 (ja) | 複合材の製造方法 | |
| JP5940712B1 (ja) | 加工機械 | |
| US7131797B2 (en) | Tool holder | |
| CN102672422B (zh) | 一种齿轮箱体的制作方法 | |
| Park | Development and analysis of ultrasonic assisted friction stir welding process | |
| US10695838B2 (en) | Tool body, a tool and a method for manufacturing a tool body | |
| CN102039494A (zh) | 用于焊接由耐高温的超合金制成的工件的方法和装置 | |
| US11104063B2 (en) | Method of processing a surface for additive manufacturing, component and apparatus | |
| JP2018075704A (ja) | 工具担持ワークスピンドルを備えた数値制御工作機械にて工具本体を製作するために硬い金属からなるワークピースを加工する方法 | |
| CN101987412A (zh) | 封闭构件中的开口的方法 | |
| US20110255932A1 (en) | Damping insert for tool holder | |
| WO2022230724A1 (ja) | 防振工具ホルダおよびその製造方法 | |
| CN104428093A (zh) | 用于轴钻孔的校准头 | |
| Ito et al. | Theory and practice in machining systems | |
| JP7040504B2 (ja) | 切削用工具 | |
| US20160377140A1 (en) | Boring bars and methods of making the same | |
| JP2016106036A (ja) | 工作機械 | |
| Balbaa et al. | A novel post-processing approach towards improving hole accuracy and surface integrity in laser powder bed fusion of IN625 | |
| US10654120B2 (en) | Method, brazed article, and brazing assembly | |
| Khan et al. | Repurposing welding waste stubs and wires as substrate in directed energy deposition processes | |
| CN116689779B (zh) | 梯度齿轮的制造方法及应用其的生产设备 | |
| JP4265290B2 (ja) | ボーリングカッタ | |
| JP6745868B2 (ja) | 工具ホルダ | |
| Erickson et al. | Design and manufacture of titanium formula SAE uprights using laser-powder-deposition | |
| JPWO2022230724A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22795637 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023517460 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22795637 Country of ref document: EP Kind code of ref document: A1 |