WO2022085707A1 - 電着塗装品の製造方法、プリプレグおよびエポキシ樹脂組成物 - Google Patents
電着塗装品の製造方法、プリプレグおよびエポキシ樹脂組成物 Download PDFInfo
- Publication number
- WO2022085707A1 WO2022085707A1 PCT/JP2021/038701 JP2021038701W WO2022085707A1 WO 2022085707 A1 WO2022085707 A1 WO 2022085707A1 JP 2021038701 W JP2021038701 W JP 2021038701W WO 2022085707 A1 WO2022085707 A1 WO 2022085707A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- epoxy resin
- resin composition
- blended
- prepreg
- curing agent
- Prior art date
Links
- 239000003822 epoxy resin Substances 0.000 title claims abstract description 284
- 229920000647 polyepoxide Polymers 0.000 title claims abstract description 284
- 239000000203 mixture Substances 0.000 title claims abstract description 186
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 70
- 238000004070 electrodeposition Methods 0.000 title claims abstract description 42
- 229920005989 resin Polymers 0.000 claims abstract description 53
- 239000011347 resin Substances 0.000 claims abstract description 53
- AHIPJALLQVEEQF-UHFFFAOYSA-N 4-(oxiran-2-ylmethoxy)-n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C1OC1COC(C=C1)=CC=C1N(CC1OC1)CC1CO1 AHIPJALLQVEEQF-UHFFFAOYSA-N 0.000 claims abstract description 32
- 239000004918 carbon fiber reinforced polymer Substances 0.000 claims abstract description 29
- 238000000576 coating method Methods 0.000 claims abstract description 26
- 229920000049 Carbon (fiber) Polymers 0.000 claims abstract description 25
- 239000004917 carbon fiber Substances 0.000 claims abstract description 25
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims abstract description 23
- 239000011248 coating agent Substances 0.000 claims abstract description 21
- 238000003860 storage Methods 0.000 claims abstract description 20
- 238000000034 method Methods 0.000 claims abstract description 19
- 230000008719 thickening Effects 0.000 claims abstract description 18
- 230000009477 glass transition Effects 0.000 claims abstract description 13
- 238000000465 moulding Methods 0.000 claims abstract description 8
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 claims description 91
- 239000003795 chemical substances by application Substances 0.000 claims description 62
- 229930185605 Bisphenol Natural products 0.000 claims description 47
- 239000003677 Sheet moulding compound Substances 0.000 claims description 20
- 239000012779 reinforcing material Substances 0.000 claims description 20
- 150000002460 imidazoles Chemical class 0.000 claims description 17
- FAUAZXVRLVIARB-UHFFFAOYSA-N 4-[[4-[bis(oxiran-2-ylmethyl)amino]phenyl]methyl]-n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C1OC1CN(C=1C=CC(CC=2C=CC(=CC=2)N(CC2OC2)CC2OC2)=CC=1)CC1CO1 FAUAZXVRLVIARB-UHFFFAOYSA-N 0.000 claims description 15
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 claims description 13
- 239000002562 thickening agent Substances 0.000 claims description 12
- 239000004593 Epoxy Substances 0.000 claims description 10
- 150000001412 amines Chemical class 0.000 claims description 8
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 claims description 5
- 238000005470 impregnation Methods 0.000 claims description 4
- 239000002966 varnish Substances 0.000 claims description 4
- 238000002156 mixing Methods 0.000 abstract description 11
- 239000004848 polyfunctional curative Substances 0.000 abstract description 2
- 230000002787 reinforcement Effects 0.000 abstract description 2
- 239000004841 bisphenol A epoxy resin Substances 0.000 abstract 1
- 239000004615 ingredient Substances 0.000 abstract 1
- 239000000835 fiber Substances 0.000 description 29
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 15
- 239000003063 flame retardant Substances 0.000 description 12
- 150000001875 compounds Chemical class 0.000 description 9
- -1 1- (4,6-diamino-s-triazine-2-yl) ethyl-2-undecyl Isocyanuric acid adducts Chemical class 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 239000011521 glass Substances 0.000 description 7
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 6
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical class NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 6
- 229910052757 nitrogen Inorganic materials 0.000 description 5
- 229920001228 polyisocyanate Polymers 0.000 description 5
- 239000005056 polyisocyanate Substances 0.000 description 5
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 4
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 239000004594 Masterbatch (MB) Substances 0.000 description 3
- 150000007973 cyanuric acids Chemical class 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 229910052698 phosphorus Inorganic materials 0.000 description 3
- 239000011574 phosphorus Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- RUEBPOOTFCZRBC-UHFFFAOYSA-N (5-methyl-2-phenyl-1h-imidazol-4-yl)methanol Chemical compound OCC1=C(C)NC(C=2C=CC=CC=2)=N1 RUEBPOOTFCZRBC-UHFFFAOYSA-N 0.000 description 2
- LCFVJGUPQDGYKZ-UHFFFAOYSA-N Bisphenol A diglycidyl ether Chemical compound C=1C=C(OCC2OC2)C=CC=1C(C)(C)C(C=C1)=CC=C1OCC1CO1 LCFVJGUPQDGYKZ-UHFFFAOYSA-N 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- UUQQGGWZVKUCBD-UHFFFAOYSA-N [4-(hydroxymethyl)-2-phenyl-1h-imidazol-5-yl]methanol Chemical compound N1C(CO)=C(CO)N=C1C1=CC=CC=C1 UUQQGGWZVKUCBD-UHFFFAOYSA-N 0.000 description 2
- YRKCREAYFQTBPV-UHFFFAOYSA-N acetylacetone Chemical compound CC(=O)CC(C)=O YRKCREAYFQTBPV-UHFFFAOYSA-N 0.000 description 2
- 239000004566 building material Substances 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 125000003700 epoxy group Chemical group 0.000 description 2
- 150000004693 imidazolium salts Chemical class 0.000 description 2
- 125000002883 imidazolyl group Chemical group 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229920005862 polyol Polymers 0.000 description 2
- 150000003077 polyols Chemical class 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 150000003512 tertiary amines Chemical class 0.000 description 2
- ZMAMKNPVAMKIIC-UHFFFAOYSA-N (5-benzyl-2-phenyl-1h-imidazol-4-yl)methanol Chemical compound OCC=1N=C(C=2C=CC=CC=2)NC=1CC1=CC=CC=C1 ZMAMKNPVAMKIIC-UHFFFAOYSA-N 0.000 description 1
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical group C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 1
- FYADHXFMURLYQI-UHFFFAOYSA-N 1,2,4-triazine Chemical class C1=CN=NC=N1 FYADHXFMURLYQI-UHFFFAOYSA-N 0.000 description 1
- HYYJOCXNESGFSB-UHFFFAOYSA-N 1-(oxiran-2-yl)-n-(oxiran-2-ylmethyl)methanamine Chemical compound C1OC1CNCC1CO1 HYYJOCXNESGFSB-UHFFFAOYSA-N 0.000 description 1
- LXBGSDVWAMZHDD-UHFFFAOYSA-N 2-methyl-1h-imidazole Chemical compound CC1=NC=CN1 LXBGSDVWAMZHDD-UHFFFAOYSA-N 0.000 description 1
- ZCUJYXPAKHMBAZ-UHFFFAOYSA-N 2-phenyl-1h-imidazole Chemical compound C1=CNC(C=2C=CC=CC=2)=N1 ZCUJYXPAKHMBAZ-UHFFFAOYSA-N 0.000 description 1
- WDGCBNTXZHJTHJ-UHFFFAOYSA-N 2h-1,3-oxazol-2-id-4-one Chemical group O=C1CO[C-]=N1 WDGCBNTXZHJTHJ-UHFFFAOYSA-N 0.000 description 1
- RNLHGQLZWXBQNY-UHFFFAOYSA-N 3-(aminomethyl)-3,5,5-trimethylcyclohexan-1-amine Chemical compound CC1(C)CC(N)CC(C)(CN)C1 RNLHGQLZWXBQNY-UHFFFAOYSA-N 0.000 description 1
- VAGOJLCWTUPBKD-UHFFFAOYSA-N 3-(oxiran-2-ylmethoxy)-n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C1OC1COC(C=1)=CC=CC=1N(CC1OC1)CC1CO1 VAGOJLCWTUPBKD-UHFFFAOYSA-N 0.000 description 1
- KDQTUCKOAOGTLT-UHFFFAOYSA-N 3-[3-(dimethylcarbamoylamino)-4-methylphenyl]-1,1-dimethylurea Chemical compound CN(C)C(=O)NC1=CC=C(C)C(NC(=O)N(C)C)=C1 KDQTUCKOAOGTLT-UHFFFAOYSA-N 0.000 description 1
- SXFJDZNJHVPHPH-UHFFFAOYSA-N 3-methylpentane-1,5-diol Chemical compound OCCC(C)CCO SXFJDZNJHVPHPH-UHFFFAOYSA-N 0.000 description 1
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 1
- DZIHTWJGPDVSGE-UHFFFAOYSA-N 4-[(4-aminocyclohexyl)methyl]cyclohexan-1-amine Chemical compound C1CC(N)CCC1CC1CCC(N)CC1 DZIHTWJGPDVSGE-UHFFFAOYSA-N 0.000 description 1
- TYOXIFXYEIILLY-UHFFFAOYSA-N 5-methyl-2-phenyl-1h-imidazole Chemical compound N1C(C)=CN=C1C1=CC=CC=C1 TYOXIFXYEIILLY-UHFFFAOYSA-N 0.000 description 1
- QKCRGKWVRITBFH-UHFFFAOYSA-N 6-[2-(2-ethyl-4-methylimidazol-1-yl)ethyl]-1,3,5-triazine-2,4-diamine Chemical compound CCC1=NC(C)=CN1CCC1=NC(N)=NC(N)=N1 QKCRGKWVRITBFH-UHFFFAOYSA-N 0.000 description 1
- MWSKJDNQKGCKPA-UHFFFAOYSA-N 6-methyl-3a,4,5,7a-tetrahydro-2-benzofuran-1,3-dione Chemical compound C1CC(C)=CC2C(=O)OC(=O)C12 MWSKJDNQKGCKPA-UHFFFAOYSA-N 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- PUNIDMUCDALJAS-UHFFFAOYSA-N C(C1=CC=C(C=C1)N(C(=O)NC)C)C1=CC=C(C=C1)N(C(=O)NC)C Chemical compound C(C1=CC=C(C=C1)N(C(=O)NC)C)C1=CC=C(C=C1)N(C(=O)NC)C PUNIDMUCDALJAS-UHFFFAOYSA-N 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- KLDXJTOLSGUMSJ-JGWLITMVSA-N Isosorbide Chemical compound O[C@@H]1CO[C@@H]2[C@@H](O)CO[C@@H]21 KLDXJTOLSGUMSJ-JGWLITMVSA-N 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 1
- ABLZXFCXXLZCGV-UHFFFAOYSA-N Phosphorous acid Chemical class OP(O)=O ABLZXFCXXLZCGV-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- ORLQHILJRHBSAY-UHFFFAOYSA-N [1-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1(CO)CCCCC1 ORLQHILJRHBSAY-UHFFFAOYSA-N 0.000 description 1
- QLBRROYTTDFLDX-UHFFFAOYSA-N [3-(aminomethyl)cyclohexyl]methanamine Chemical compound NCC1CCCC(CN)C1 QLBRROYTTDFLDX-UHFFFAOYSA-N 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 239000004844 aliphatic epoxy resin Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 150000004982 aromatic amines Chemical class 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 239000011231 conductive filler Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- PDXRQENMIVHKPI-UHFFFAOYSA-N cyclohexane-1,1-diol Chemical compound OC1(O)CCCCC1 PDXRQENMIVHKPI-UHFFFAOYSA-N 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- KTWOOEGAPBSYNW-UHFFFAOYSA-N ferrocene Chemical compound [Fe+2].C=1C=C[CH-]C=1.C=1C=C[CH-]C=1 KTWOOEGAPBSYNW-UHFFFAOYSA-N 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 125000001072 heteroaryl group Chemical group 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000012796 inorganic flame retardant Substances 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 229960002479 isosorbide Drugs 0.000 description 1
- 239000004849 latent hardener Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 229910000000 metal hydroxide Inorganic materials 0.000 description 1
- 150000004692 metal hydroxides Chemical class 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- KNRCVAANTQNTPT-UHFFFAOYSA-N methyl-5-norbornene-2,3-dicarboxylic anhydride Chemical compound O=C1OC(=O)C2C1C1(C)C=CC2C1 KNRCVAANTQNTPT-UHFFFAOYSA-N 0.000 description 1
- VYKXQOYUCMREIS-UHFFFAOYSA-N methylhexahydrophthalic anhydride Chemical compound C1CCCC2C(=O)OC(=O)C21C VYKXQOYUCMREIS-UHFFFAOYSA-N 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 230000003534 oscillatory effect Effects 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 235000021317 phosphate Nutrition 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 150000003014 phosphoric acid esters Chemical class 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000002990 reinforced plastic Substances 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical class CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- 150000003672 ureas Chemical class 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/68—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used
- C08G59/686—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used containing nitrogen
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
- B29C70/504—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC] using rollers or pressure bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
- B29C70/504—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC] using rollers or pressure bands
- B29C70/508—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC] using rollers or pressure bands and first forming a mat composed of short fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/22—Di-epoxy compounds
- C08G59/226—Mixtures of di-epoxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/32—Epoxy compounds containing three or more epoxy groups
- C08G59/3227—Compounds containing acyclic nitrogen atoms
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/32—Epoxy compounds containing three or more epoxy groups
- C08G59/38—Epoxy compounds containing three or more epoxy groups together with di-epoxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/42—Polycarboxylic acids; Anhydrides, halides or low molecular weight esters thereof
- C08G59/4215—Polycarboxylic acids; Anhydrides, halides or low molecular weight esters thereof cycloaliphatic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/10—Reinforcing macromolecular compounds with loose or coherent fibrous material characterised by the additives used in the polymer mixture
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/249—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs characterised by the additives used in the prepolymer mixture
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2463/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/54—Electroplating of non-metallic surfaces
- C25D5/56—Electroplating of non-metallic surfaces of plastics
Definitions
- the present invention relates to a method for producing an electrodeposition coated product, a prepreg, and an epoxy resin composition.
- Carbon fiber reinforced plastic is a lightweight and mechanically-friendly material suitable for parts of automobiles, motorcycles, bicycles, ships, railroad vehicles, manned aircraft, unmanned aerial vehicles and other transportation equipment. It is becoming more and more important.
- One of the methods for manufacturing a structure made of carbon fiber reinforced plastic is a method using a prepreg such as SMC (Sheet Molding Compound) (Patent Document 1).
- the prepreg is an intermediate material for molding, which is preliminarily impregnated with a carbon fiber reinforcing material with a resin.
- Electroplated coated products obtained by electrodeposition coating of carbon fiber reinforced plastic obtained by curing SMC are known (Patent Documents 2 and 3).
- the temperature of the work becomes the highest in the drying process, and the temperature of the work reaches a maximum of about 200 ° C. in the same process. Therefore, if a carbon fiber reinforced plastic in which the decrease in rigidity when heated to 200 ° C. is suppressed can be realized, it is considered that it can be suitably used as a material for electrodeposition coating products.
- the present invention has been made through studies conducted by the present inventors based on such an idea, and provides a method for manufacturing an electrodeposition coated product suitable for producing an electrodeposited coated product made of carbon fiber reinforced plastic.
- a prepreg composed of an epoxy resin composition containing a bisphenol type epoxy resin, [4- (glycidyloxy) phenyl] diglycidylamine and a curing agent component, and a carbon fiber reinforcing material is cured.
- a method for manufacturing an electrodeposition coated product which comprises a molding step of obtaining a carbon fiber reinforced plastic molded product and an electrodeposition coating step of applying an electrodeposition coating to the carbon fiber reinforced plastic molded product.
- the epoxy resin composition is composed of a bisphenol type epoxy resin, [4- (glycidyloxy) phenyl] diglycidylamine, and a curing agent component, and a carbon fiber reinforcing material.
- the glass transition temperature G'-Tg is higher than 100 ° C. and less than 200 ° C.
- the dynamic storage elastic modulus G'at 200 ° C. is a value at 100 ° C.
- a prepreg is provided that provides a cured resin, preferably 8% or more, more preferably 10% or more, still more preferably 12% or more.
- a bisphenol type epoxy resin, [4- (glycidyloxy) phenyl] diglycidylamine, 4,4'-methylenebis (N, N-diglycidylaniline), and a curing agent component are used.
- a prepreg comprising an epoxy resin composition containing the above and a carbon fiber reinforcing material is provided.
- the glass transition temperature G The value of ′ -Tg is higher than 100 ° C.
- an epoxy resin composition that provides the above-mentioned cured resin.
- a bisphenol type epoxy resin, [4- (glycidyloxy) phenyl] diglycidylamine, 4,4'-methylenebis (N, N-diglycidylaniline), and a curing agent component are used.
- An epoxy resin composition containing the above is provided.
- a method for manufacturing an electrodeposition coated product suitable for producing an electrodeposited coated product made of carbon fiber reinforced plastic suitable for producing an electrodeposited coated product made of carbon fiber reinforced plastic.
- a prepreg that provides a carbon fiber reinforced plastic that can be preferably used in the manufacture of electrodeposited coatings.
- an epoxy resin composition that can be preferably used in the production of such prepregs.
- FIG. 1 is a flow chart of an electrodeposited coated product manufacturing method according to an embodiment.
- FIG. 2 is a graph showing the temperature dependence of the dynamic storage elastic modulus G'of a cured resin prepared from each of the three types of epoxy resin compositions.
- FIG. 3 is a schematic view showing a sheet molding compound manufacturing apparatus.
- One embodiment of the present invention includes a curing step of curing a prepreg to obtain a carbon fiber reinforced plastic molded product and electrodeposition coating on the carbon fiber reinforced plastic molded product, which is shown in FIG.
- the present invention relates to an electrodeposition coating process and a method for manufacturing an electrodeposition coated product.
- the temperature is preferably 180 ° C. or lower, more preferably 160 ° C. or lower, and further preferably 150 ° C. or lower.
- the prepreg is cured.
- the curing temperature is the temperature of the mold.
- a normal electrodeposition coating technique is used to perform electrodeposition coating on the carbon fiber reinforced plastic molded product obtained in the curing process.
- the technique disclosed in Patent Document 3 described above is also included in the electrodeposition coating technique that can be adopted in the electrodeposition coating process.
- the electrodeposition coating process includes an electrodeposition process, a water washing process, and a drying process as sub-processes. In the drying process, the object to be coated is exposed to a high temperature of about 200 ° C. at the maximum. Therefore, in the electrodeposition-coated product manufacturing method according to the embodiment, the rigidity of the carbon fiber reinforced plastic molded product, which is the object to be coated, is improved at 200 ° C. More specifically, the prepreg, which is a material thereof, is improved so that the rigidity of the carbon fiber reinforced plastic molded product at 200 ° C. is improved.
- the prepreg used in the electrodeposition coated product manufacturing method according to the prepreg embodiment is manufactured by sequentially executing the following first and second steps, or the first to third steps.
- First step An epoxy resin composition is prepared by mixing a plurality of components including an epoxy resin component and a curing agent component.
- the epoxy resin composition prepared in the first step is impregnated with a fiber reinforcing material to form a complex.
- hird step The epoxy resin composition in the complex formed in the second step is thickened.
- the viscosity of the epoxy resin composition prepared in the first step at 25 ° C. (hereinafter also referred to as “initial viscosity”) measured after placing it in a sealed container and allowing it to stand at 25 ° C. for 30 minutes is preferably 30 Pa ⁇ . It is s or less, more preferably 15 Pa ⁇ s or less, still more preferably 10 Pa ⁇ s or less, and may be 5 Pa ⁇ s or less.
- the initial viscosity of the epoxy resin composition is determined by using a rheometer such as HAAKE (registered trademark) MARS (registered trademark) 40 manufactured by Thermo Fisher Scientific Co., Ltd., in vibration mode (oscillatory mode), angular velocity of 10 rad / s, and plate. It is measured under the conditions of a diameter of 25 mm and a gap (distance between plates) of 0.5 mm.
- HAAKE registered trademark
- MARS registered trademark 40 manufactured by Thermo Fisher Scientific Co., Ltd.
- the epoxy resin composition prepared in the first step contains at least a bisphenol type epoxy resin and [4- (glycidyloxy) phenyl] diglycidylamine as epoxy resin components.
- the epoxy resin component is a component composed of a compound having an epoxy group, and may be a prepolymer or a monomer.
- Preferred bisphenol type epoxy resins are bisphenol A type epoxy resin and bisphenol F type epoxy resin, and particularly bisphenol A type epoxy resin.
- the bisphenol A type epoxy resin and the bisphenol F type epoxy resin may be used alone or together with other bisphenol type epoxy resins.
- a bisphenol A type epoxy resin and a bisphenol F type epoxy resin can also be used in combination.
- BADGE bisphenol A diglycidyl ether
- n referred to in the formula (a) is about 0.1 to 0.2.
- Diglycidylamine is an epoxy compound represented by the following formula (b).
- jER630 (jER is a registered trademark) manufactured by Mitsubishi Chemical Corporation, which is a [4- (glycidyloxy) phenyl] diglycidylamine product having a viscosity at 25 ° C. of 0.5 to 1 Pa ⁇ s, is used as a commercially available bisphenol type epoxy.
- an epoxy resin composition having an initial viscosity within the above-mentioned preferable range can be easily prepared.
- the blending amount of the bisphenol type epoxy resin and [4- (glycidyloxy) phenyl] diglycidylamine in the epoxy resin composition prepared in the first step is the glass transition temperature G'when the epoxy resin composition is cured.
- -Tg is higher than 100 ° C. and lower than 200 ° C.
- the value of the dynamic storage elastic modulus G'at 200 ° C. is preferably 8% or more, more preferably 10% or more, still more preferably 12% or more. It is adjusted so that a cured resin is formed.
- the dynamic storage elastic modulus G' is a torsion mode, a heating rate of 5 ° C./min, a frequency of 1 Hz, and a strain of 0.1 using a dynamic viscoelasticity measuring device such as ARES-G2 manufactured by TA Instruments. %, A storage shear modulus measured under the condition of a temperature of 25 to 250 ° C.
- the glass transition temperature G'-Tg is the temperature at the intersection of the approximate straight line of the flat region of the graph in which the log G'is plotted against the temperature and the approximate straight line of the region where the log G'in the graph drops sharply.
- a test piece having a length of 50 mm and a width of 12.5 mm cut out from a resin plate having a thickness of 2 mm can be used.
- the epoxy resin composition immediately after preparation is evacuated and then injected into a gap having a thickness of 2 mm formed between two 4 mm thick glass plates by using a spacer.
- the epoxy resin composition sandwiched between the two glass plates was placed in a hot air circulation type constant temperature bath preheated to 70 ° C, so that the surface temperature of the glass plates became 70 ° C to 140 ° C at a rate of 10 ° C / min. Raise the temperature inside the tank.
- the epoxy resin composition is cured by heating the inside of the tank for another 30 minutes so that the surface temperature is maintained at 140 ° C.
- the glass plate is removed to obtain a resin plate having a thickness of 2 mm.
- the total amount of the bisphenol type epoxy resin blended in the epoxy resin composition prepared in the first step is preferably 50% by weight or more of the total epoxy resin component blended in the epoxy resin composition.
- bisphenol A type epoxy resin may be used in an amount of 50% by weight or more of the total epoxy resin component contained in the epoxy resin composition. Since the bisphenol type epoxy resin is cheaper than other epoxy resins, increasing the blending amount also contributes to the cost reduction of the prepreg.
- the purpose of adding [4- (glycidyloxy) phenyl] diglycidylamine to the epoxy resin composition prepared in the first step is to improve the rigidity of the cured resin obtained from the epoxy resin composition when heated to nearly 200 ° C. To do.
- a dynamic storage elastic modulus G' is found in a cured product of an epoxy resin composition containing a bisphenol type epoxy resin and [4- (glycidyloxy) phenyl] diglycidylamine.
- the ratio of the value at 200 ° C to the value at 100 ° C tended to increase depending on the blending amount of [4- (glycidyloxy) phenyl] diglycidylamine.
- Such a tendency is due to at least three other glycidylamines, specifically 4,4'-methylenebis (N, N-diglycidylaniline), [3- (glycidyloxy) phenyl] diglycidylamine and N, No observation was made with N, N', N'-tetraglycidyl-m-xylylenediamine.
- the total blending amount of the bisphenol type epoxy resin is 80% by weight or less of the total epoxy resin component blended in the epoxy resin composition. It is preferably 75% or less, and more preferably 75% or less.
- the blending amount of [4- (glycidyloxy) phenyl] diglycidylamine is preferably 20% by weight or more, more preferably 25% by weight or more, and more preferably 30% by weight or more of the total epoxy resin component to be blended in the epoxy resin composition. By weight% or more is more preferable, and it may be 35% by weight or more or 40% by weight or more.
- the epoxy resin composition may contain an epoxy resin component other than the bisphenol type epoxy resin and [4- (glycidyloxy) phenyl] diglycidylamine within the range in which the effect of the invention is produced.
- an epoxy resin component is 4,4'-methylenebis (N, N-diglycidylaniline).
- epoxy resin components other than the bisphenol type epoxy resin and [4- (glycidyloxy) phenyl] diglycidylamine that can be blended in the epoxy resin composition include naphthalene type epoxy resin, biphenyl type epoxy resin, and novolak type. It includes, but is not limited to, an epoxy resin, an epoxy resin having an oxazolidone ring structure, an alicyclic epoxy resin, and an aliphatic epoxy resin.
- a preferred curing agent component that can be incorporated into the epoxy resin composition prepared in the first step is a latent curing agent.
- the latent curing agent is a curing agent that initiates curing of the epoxy resin by using heat as a trigger. It is a solid having low solubility in the epoxy resin at room temperature, and is melted by heating or dissolved in the epoxy resin for the first time. Exhibits sufficient function as a curing agent.
- the use of a latent curing agent is advantageous in suppressing an increase in the initial viscosity of the epoxy resin composition and in improving the storage stability of the finished prepreg.
- imidazoles are compounds having an imidazole ring, and the imidazoles include imidazolium salts, imidazole complexes, and the like, as well as substituted imidazoles in which the hydrogen atom of imidazole is substituted with a substituent.
- substituted imidazole acting as a latent curing agent are, but are not limited to, 2,4-diamino-6- [2'-methylimidazolyl- (1')]-ethyl-s-triazine, 2-.
- Phenyl-4-methylimidazole 2-phenyl-4-methyl-5-hydroxymethylimidazole, 2-phenyl-4-benzyl-5-hydroxymethylimidazole, 2-phenyl-4,5-dihydroxymethylimidazole, 2-palatoryl -4-Methyl-5-hydroxymethylimidazole, 2-palatoryl-4,5-dihydroxymethylimidazole, 2-methtoluyl-4-methyl-5-hydroxymethylimidazole, 2-metatoryl-4,5-dihydroxymethylimidazole and 1 Included are substituted imidazoles having an aromatic ring in the molecule, such as -cyanoethyl-2-phenylimidazole, which may be a heteroaromatic ring.
- imidazolium salts such as 1-cyanoethyl-2-ethyl-4-methylimidazolium trimellitate, 1-cyanoethyl-2-undecylimidazolium trimellitate and 1-cyanoethyl-2-phenylimidazolium trimellitate.
- Isocyanuric acid adducts of various substituted imidazoles such as 2-phenylimidazole, 2-methylimidazole, 2-phenyl-4,5-dihydroxymethylimidazole and 2-phenyl-4-methyl-5-hydroxymethylimidazole, among others.
- Isocyanuric acid adducts of substituted imidazoles having a triazine ring such as imidazole and 2,4-diamino-6- [2- (2-ethyl-4-methyl-1-imidazolyl) ethyl] -s-triazine are particularly preferred. It is included in the example of an imidazole-based latent curing agent.
- Amine Adduct is also a good example of a latent hardener.
- the amine adduct is obtained by reacting a substituted imidazole or a tertiary amine with an epoxy resin or an isocyanate to increase the molecular weight, and has relatively low solubility in an epoxy resin.
- the latent curing agent including imidazoles any one type may be used alone, or two or more types may be used in combination.
- a urea derivative such as 4,4'-methylenebis (phenyldimethylurea) or 2,4-bis (3,3-dimethylureido) toluene is preferably used in combination as a curing accelerator. be able to.
- the curing agent component that can be blended in the epoxy resin composition prepared in the first step is not limited to the latent curing agent.
- the epoxy resin composition prepared in the first step includes non-latent curing agents such as carboxylic acid anhydrides, aromatic amines and phenolic resins in addition to or in place of the latent curing agents. You may mix the hardener of.
- methyltetrahydrophthalic anhydride, methylhexahydrophthalic anhydride and methyl-5-norbornen-2,3-dicarboxylic acid anhydride (methyl-3,6-endomethylene-1,2,3, Since 6-tetrahydrophthalic anhydride) has a viscosity of less than 0.5 Pa ⁇ s at 25 ° C., it can be added to the epoxy resin composition prepared in the first step for the purpose of lowering the initial viscosity.
- a carboxylic acid anhydride reacts with an epoxy compound at a low temperature by the catalytic action of a tertiary amine, which may be a glycidyl amine, to form a bond.
- the carboxylic acid anhydride acts as a thickener when a relatively small amount is blended with respect to the epoxy resin composition, for example, an amount of less than 20 parts by weight with respect to 100 parts by weight of the epoxy resin component. Thickening with a carboxylic acid anhydride occurs when the carboxylic acid anhydride forms a bond with an epoxy compound. Therefore, the carboxylic acid anhydride in the epoxy resin composition is consumed together with the thickening.
- the amine compound also acts as a thickener by blending the epoxy resin composition with an amount such that the amount of active hydrogen per epoxy group is 0.1 to 0.5 equivalent.
- amine compounds that can be preferably used as thickeners include, but are not limited to, isophorone diamine, bis (4-aminocyclohexyl) methane, and 1,3-bis (aminomethyl) cyclohexane. Thickening with an amine compound occurs when the amine compound forms a bond with the epoxy compound. Therefore, along with the thickening, the amine compound added as a thickener in the epoxy resin composition is consumed.
- Polyisocyanates which may be diisocyanates such as bis (4-isocyanatophenyl) methane and toluene diisocyanates, are good examples of thickeners. Ethylene glycol, polyethylene glycol, isosorbide, neopentyl glycol, cyclohexanediol, cyclohexanedimethanol, 1,4-butanediol, 1,5-pentanediol, 3-methyl-1,5-pentanediol and 1,6-hexanediol When a polyol, which may be a diol such as the above, is used together with polyisocyanate, the thickening of the epoxy resin composition tends to be promoted. Thickening with polyisocyanates occurs when the polyisocyanates form bonds with epoxy compounds or polyols blended with them. Therefore, with the thickening, the polyisocyanate in the epoxy resin composition is consumed.
- the epoxy resin composition prepared in the first step may contain an arbitrary component in addition to the epoxy resin component and the curing agent component.
- Optional components include, but are not limited to, thickeners, internal mold release agents, low shrinkage agents, colorants, flame retardants, antioxidants, rubbers, elastomers or thermoplastic resins. Examples thereof include modifiers, conductive fillers, and inorganic fillers.
- Non-halogenated flame retardants include, but are not limited to, inorganic phosphorus flame retardants such as red phosphorus, and organic phosphorus flame retardants such as phosphate esters, organic phosphates, phosphonates, and phosphinates. , Nitrogen flame retardants such as triazine compounds, cyanuric acid compounds and isocyanuric acid compounds, silicone flame retardants, inorganic flame retardants such as metal hydroxides and metal oxides, organic metals such as ferrocene and acetylacetone metal complexes. Examples include salt-based flame retardants.
- the epoxy resin composition is not a varnish.
- the epoxy resin composition is a varnish, it is necessary to further provide a step of removing the solvent from the epoxy resin composition after impregnating the fiber reinforcing material in the second step.
- the fiber reinforcing material prepared in advance is impregnated with the epoxy resin composition prepared in the first step to form a composite composed of the fiber reinforcing material and the epoxy resin composition.
- the fiber reinforcing material preferably contains carbon fibers, and may be, for example, a carbon fiber mat, a carbon fiber woven fabric, a carbon fiber non-woven fabric, a carbon fiber non-crimp fabric, or the like.
- the fiber reinforcement is deposited by sprinkling chopped carbon fiber tow with a predetermined length, eg, in the range of 5 mm to 10 cm, preferably 1 to 6 cm, onto the carrier film. It is a carbon fiber mat.
- the predetermined length can be 0.5 inch (about 1.3 cm), 1 inch (about 2.5 cm), 1.5 inch (about 3.8 cm) or 2 inch (about 5.1 cm). ..
- the epoxy resin composition prepared in the first step may be heated to reduce the viscosity.
- the heating is such that the temperature of the epoxy resin composition does not exceed 80 ° C., preferably 70 ° C., more preferably 50 ° C., and even more preferably 40 ° C. To be done.
- the epoxy resin composition in the complex formed in the second step is thickened.
- This step is preferably performed by keeping the complex at a predetermined thickening temperature.
- the thickening temperature is usually chosen between room temperature and about 80 ° C.
- the holding time can be set by putting only the epoxy resin composition in a closed container and examining the change in viscosity when the epoxy resin composition is allowed to stand at a thickening temperature.
- the viscosity of the epoxy resin composition after thickening at 25 ° C. is at least 500 Pa ⁇ s, preferably 1000 Pa ⁇ s or more, and is usually 100,000 Pa ⁇ s or less, preferably 50,000 Pa ⁇ s or less, more preferably 20000 Pa ⁇ s. It may be 10000 Pa ⁇ s or less, 8000 Pa ⁇ s or less, 6000 Pa ⁇ s or less, and the like.
- the sheet molding compound manufacturing apparatus shown in FIG. 3 can be used for the production of the sheet molding compound.
- the continuous fiber bundle 10 which is a raw material of the fiber reinforcing material is drawn out from the fiber package P and sent to the rotary cutter 1.
- the continuous fiber bundle 10 is a carbon fiber bundle composed of, for example, 1000 to 100,000 carbon fiber filaments, preferably 3000 to 50,000 carbon fiber filaments per bundle, and may be partially split.
- the continuous fiber bundle 10 is cut by the rotary cutter 1 to become a chopped fiber bundle 20.
- the fiber length of the chopped fiber bundle 20 is, for example, in the range of 5 mm to 100 mm, and may be 1 cm or more and less than 2 cm, 2 cm or more and less than 3 cm, 3 cm or more and less than 4 cm, 4 cm or more and less than 6 cm.
- the chopped fiber bundle 20 falls on the surface of the first carrier film 51 running below the rotary cutter 1 to form the fiber mat 30.
- the first resin paste layer 41L made of the first resin paste 41 is applied to the surface of the first carrier film 51 by the first coating machine 2a provided with a doctor blade.
- the first resin paste 41 is an epoxy resin composition prepared in the first step.
- the first carrier film 51 is a synthetic resin film having resistance to the components of the first resin paste 41.
- the material of the first carrier film 51 can be appropriately selected from polyolefins such as polyethylene and polypropylene, polyvinylidene chloride, vinyl chloride resin, polyamide and the like.
- the first carrier film 51 may be a multilayer film.
- the first resin paste 41 When the viscosity of the first resin paste 41 is 0.1 Pa ⁇ s or more, further 0.5 Pa ⁇ s or more, and 30 Pa ⁇ s or less, further 15 Pa ⁇ s or less at 25 ° C., the first resin paste The first resin paste layer 41L can be easily formed on the first carrier film 51 with a uniform thickness in a room having a temperature of 17 ° C. or higher and 28 ° C. or lower without heating the 41.
- the basis weight of the fiber mat 30, the thickness of the first resin paste layer 41L, and the thickness of the second resin paste layer 42L described later are set in consideration of the fiber content and basis weight of the sheet molding compound to be manufactured. ..
- the fiber content of the sheet molding compound in which the fiber reinforcing material is made of carbon fiber can be, for example, 40 wt% or more and less than 45 wt%, 45 wt% or more and less than 55 wt%, 55 wt% or more and less than 65 wt, 65 wt% or more and less than 80 wt%.
- the texture of the sheet molding compound is, for example, 500 g / m 2 or more and 1000 g / m 2 or less, 1000 g / m 2 or more and 1500 g / m 2 or less, 1500 g / m 2 or more and 2500 g / m 2 or less, 2500 g / m 2 or more and 3500 g / m.
- the sheet molding compound has a large basis weight and is usually thick, for example, 1 to 4 mm.
- the first carrier film 51 and the second carrier film 52 are bonded to each other with the fiber mat 30 sandwiched between them to form the laminated body 60.
- a second resin paste layer 42L made of a second resin paste 42 is applied to one surface of the second carrier film 52 by a second coating machine 2b provided with a doctor blade.
- the second resin paste 42 is an epoxy resin composition prepared in the first step.
- the laminate 60 is formed so that the surface of the first carrier film 51 coated with the first resin paste layer 41L and the surface of the second carrier film 52 coated with the second resin paste layer 42L face each other. ..
- the second carrier film 52 is a synthetic resin film having resistance to the components of the second resin paste 42, and the material and structure thereof may be the same as that of the first carrier film 51.
- the laminate 60 is pressurized by the impregnating machine 3.
- the laminate 60 that has passed through the impregnation machine 3 is wound around the bobbin.
- the steps up to this point are performed using the sheet molding compound manufacturing apparatus shown in FIG.
- the sheet molding compound is completed by holding the laminate 60 on the bobbin at a predetermined temperature for a certain period of time and thickening the epoxy resin composition permeated into the fiber mat 30.
- the viscosity of the epoxy resin composition after thickening at 25 ° C.
- the prepreg manufactured by the manufacturing method described above can not only be preferably used in the above-mentioned electrodeposition-coated product manufacturing method according to the embodiment.
- various carbon fiber reinforced plastic products including those that are not electrodeposition coated by manufacturing the prepreg as a material, it is possible to improve the rigidity when exposed to a temperature higher than the glass transition temperature G'-Tg. can.
- Epoxy resin composition One embodiment of the present invention relates to an epoxy resin composition. 2. In the method for producing a prepreg described in the above, the epoxy resin composition prepared in the first step is included in the embodiment of the present invention.
- compositions 1 to 9 The formulations of the prepared 9 types of epoxy resin compositions (compositions 1 to 9) are shown in Table 2 below.
- compositions 1 to 9 shown in Table 2 were prepared, the latent curing agents 2MZA-PW and PN-23J were dispersed in jER827 or jER828, respectively, to form a masterbatch, and then mixed with other components. ..
- the weight ratio of the latent curing agent to jER827 in the masterbatch was 2: 1 (latent curing agent: epoxy resin).
- the weight ratio of the latent curing agent to jER828 in the masterbatch was 1: 1.
- compositions 1-9 a mixture of components other than HN-2200 was prepared, and then HN-2200 was added to the mixture.
- Table 2 shows the initial viscosity and the viscosity after thickening measured for each of the compositions 1 to 9, and the glass transition temperature obtained from the dynamic viscoelastic modulus measurement of the cured resin obtained by curing each of the compositions 1 to 9.
- G'-Tg and the dynamic storage elastic modulus G'at 100 ° C. and 200 ° C. are also shown.
- the initial viscosity is the viscosity at 25 ° C. measured after the epoxy resin composition is placed in a sealed container immediately after preparation and allowed to stand at 25 ° C. for 30 minutes.
- the viscosity after thickening is the viscosity at 25 ° C. measured after the epoxy resin composition is placed in a sealed container immediately after preparation and allowed to stand at 25 ° C. for 7 days.
- a test piece having a length of 50 mm and a width of 12.5 mm cut out from a resin plate having a thickness of 2 mm was used.
- the epoxy resin composition immediately after preparation was evacuated and then injected into a gap having a thickness of 2 mm formed between two 4 mm thick glass plates by using a spacer.
- the epoxy resin composition sandwiched between the two glass plates was placed in a hot air circulation type constant temperature bath preheated to 70 ° C, so that the surface temperature of the glass plates became 70 ° C to 140 ° C at a rate of 10 ° C / min. The temperature inside the tank was raised.
- the epoxy resin composition was cured by heating the inside of the tank so that the surface temperature was maintained at 140 ° C. for another 30 minutes to obtain a resin plate having a thickness of 2 mm.
- Dynamic viscoelasticity measurement is performed using TA Instruments ARES-G2 in a torsion mode under the conditions of a heating rate of 5 ° C / min, a frequency of 1 Hz, a strain of 0.1%, and a temperature of 25 to 250 ° C. rice field.
- B / A shown in Table 2 is the ratio of the value B at 200 ° C. to the value A at 100 ° C. of the dynamic storage elastic modulus G'. It can be said that the larger the ratio, the smaller the decrease in rigidity when heated to near 200 ° C.
- compositions 1 to 9 contain bisphenol A type epoxy resin (jER827 or jER828) and glycidylamine (jER630, jER604, MY0600, TETRAD-X) as epoxy resin components, respectively.
- the cured resin obtained from Composition 2 and Composition 3 containing jER630 ([4- (glycidyloxy) phenyl] diglycidylamine) as glycidylamine is the blending weight of glycidylamine with respect to the bisphenol A type epoxy resin.
- the B / A was clearly higher than that of the cured resins obtained from the compositions 4 and 5 having the same ratio and not containing jER630.
- FIG. 2 shows a graph showing the temperature dependence of the dynamic storage elastic modulus G'of the cured resin prepared from the composition 2, the composition 4, and the composition 5, respectively.
- Embodiments of the present invention include, but are not limited to, the following.
- a prepreg composed of an epoxy resin composition containing a bisphenol type epoxy resin, [4- (glycidyloxy) phenyl] diglycidylamine and a curing agent component, and a carbon fiber reinforcing material is cured to form carbon fibers.
- a method for manufacturing an electrodeposited coated product comprising a molding step of obtaining a reinforced plastic molded product and an electrodeposition coating step of applying electrodeposition coating to the carbon fiber reinforced plastic molded product.
- the prepreg is cured at a temperature of preferably 180 ° C.
- the glass transition temperature G'-Tg is higher than 100 ° C. and less than 200 ° C.
- the dynamic storage elastic modulus G' is a value at 200 ° C.
- the production method according to the first or second embodiment which gives a cured resin having a value at 100 ° C. of preferably 8% or more, more preferably 10% or more, still more preferably 12% or more.
- the total amount of the bisphenol type epoxy resin blended in the epoxy resin composition is preferably 80% by weight or less of the total epoxy resin component blended in the epoxy resin composition, more preferably 75. % Or less, the production method according to any one of embodiments 1 to 6.
- the amount of [4- (glycidyloxy) phenyl] diglycidylamine blended in the epoxy resin composition is preferably 20% by weight or more of the entire epoxy resin component blended in the epoxy resin composition.
- Embodiment 13 The production method according to any one of Embodiments 1 to 12, wherein the epoxy resin composition is blended with a carboxylic acid anhydride having a viscosity of less than 0.5 Pa ⁇ s at 25 ° C.
- Embodiment 14 The production method according to any one of embodiments 1 to 13, wherein the prepreg is a sheet molding compound.
- Emodiment 15 An electrodeposition-coated product manufactured by using the manufacturing method according to any one of embodiments 1 to 14.
- the epoxy resin composition comprises an epoxy resin composition containing a bisphenol type epoxy resin, [4- (glycidyloxy) phenyl] diglycidylamine, and a curing agent component, and a carbon fiber reinforcing material.
- the glass transition temperature G'-Tg is higher than 100 ° C. and less than 200 ° C.
- the dynamic storage elastic modulus G'at 200 ° C. is preferably 8% or more of the value at 100 ° C.
- a prepreg that provides a cured resin, more preferably 10% or more, still more preferably 12% or more.
- the total amount of the bisphenol type epoxy resin blended in the epoxy resin composition is preferably 80% by weight or less of the total epoxy resin component blended in the epoxy resin composition, more preferably 75. % Or less, the prepreg according to any one of embodiments 16 to 21.
- the amount of [4- (glycidyloxy) phenyl] diglycidylamine blended in the epoxy resin composition is preferably 20% by weight or more of the entire epoxy resin component blended in the epoxy resin composition.
- Electrodeposition-coated product A method for manufacturing an electrodeposition-coated product, which comprises applying electrodeposition coating to the carbon fiber reinforced plastic molded product according to the thirtieth embodiment.
- the glass transition temperature G'-Tg is from 100 ° C.
- a cured resin having a high dynamic storage modulus G'of less than 200 ° C. and a dynamic storage elastic modulus G'at 200 ° C. is preferably 8% or more, more preferably 10% or more, still more preferably 12% or more of the value at 100 ° C.
- Epoxy resin composition Epoxy resin composition.
- the epoxy resin composition according to Embodiment 32 further containing 4,4'-methylenebis (N, N-diglycidylaniline).
- Epoxy resin composition containing a bisphenol type epoxy resin, [4- (glycidyloxy) phenyl] diglycidylamine, 4,4'-methylenebis (N, N-diglycidylaniline), and a curing agent component. thing.
- Emodiment 35 The viscosity at 25 ° C.
- Emodiment 36 An epoxy resin composition according to embodiment 35, which is not a varnish.
- Emodiment 37 The epoxy resin composition according to any one of embodiments 32 to 36, wherein the total amount of the blended bisphenol type epoxy resin is preferably 50% by weight or more of the total blended epoxy resin components.
- Emodiment 38 The epoxy resin composition according to any one of embodiments 32 to 37, wherein the bisphenol type epoxy resin contains a bisphenol A type epoxy resin.
- Embodiment 39 The epoxy resin composition according to Embodiment 38, wherein the total amount of the blended bisphenol A type epoxy resin is preferably 50% by weight or more of the total blended epoxy resin components.
- the total amount of the blended bisphenol type epoxy resin is preferably 80% by weight or less, more preferably 75% or less of the total blended epoxy resin components.
- the amount of [4- (glycidyloxy) phenyl] diglycidylamine blended is preferably 20% by weight or more, more preferably 25% by weight or more, still more preferably 25% by weight or more of the entire blended epoxy resin component.
- the epoxy resin composition according to any one of embodiments 32 to 40 which is 30% by weight or more, and may be 35% by weight or more or 40% by weight or more.
- the epoxy resin composition according to any one of embodiments 32 to 41 wherein the curing agent component contains a latent curing agent.
- the latent curing agent contains one or more curing agents selected from dicyandiamide, imidazoles, and amine adduct.
- Epoxy 45 The epoxy resin composition according to any one of embodiments 32 to 44, which contains a carboxylic acid anhydride having a viscosity of less than 0.5 Pa ⁇ s at 25 ° C.
- Embodiment 46 A method for producing a prepreg, which comprises impregnating a carbon fiber reinforcing material with the epoxy resin composition according to any one of embodiments 32 to 45.
- Embodiment 47 The production method according to the 46th embodiment, which comprises thickening the epoxy resin composition after the impregnation.
- Emodiment 48 The manufacturing method according to embodiment 47, wherein the prepreg is a sheet molding compound.
- the electrodeposition-coated product manufacturing method according to the embodiment is included in automobiles, motorcycles, bicycles, ships, railroad vehicles, manned aircraft, unmanned aerial vehicles and other transportation equipment, sporting goods, leisure goods, home appliances, agricultural machinery, building materials and the like. Can be used in the manufacture of various electrodeposition coated products.
- the prepreg according to the embodiment includes various carbons contained in automobiles, motorcycles, bicycles, ships, railroad vehicles, manned aircraft, unmanned aerial vehicles and other transportation equipment, sporting goods, leisure goods, home appliances, agricultural machinery, building materials, and the like. It can be used in the manufacture of fiber reinforced plastic parts.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Reinforced Plastic Materials (AREA)
- Epoxy Resins (AREA)
Abstract
本発明は、炭素繊維強化プラスチックからなる電着塗装品の製造に適した電着塗装品の製造方法を提供する。本発明の電着塗装品の製造方法は、ビスフェノールA型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合されたエポキシ樹脂組成物の増粘物と炭素繊維補強材とからなるプリプレグを硬化させて炭素繊維強化プラスチック成形品を得る成形工程と、炭素繊維強化プラスチック成形品に電着塗装を施す電着塗装工程と、を有する。エポキシ樹脂組成物は、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の8%以上である硬化樹脂を与える。
Description
本発明は、電着塗装品の製造方法、プリプレグおよびエポキシ樹脂組成物に関する。
炭素繊維強化プラスチック(CFRP)は、自動車、自動二輪車、自転車、船舶、鉄道車両、有人航空機、無人航空機その他の輸送用機器の部品に適した、軽量かつ力学特性に優れた材料であり、近年その重要度はますます高くなっている。
炭素繊維強化プラスチックからなる構造体の製造方法のひとつに、SMC(シートモールディングコンパウンド)のようなプリプレグを用いる方法がある(特許文献1)。プリプレグは、炭素繊維補強材(carbon fiber reinforcement)を予め樹脂で含浸させてなる成形用中間材料である。
SMCを硬化させて得た炭素繊維強化プラスチックを電着塗装してなる電着塗装品が公知である(特許文献2、特許文献3)。
炭素繊維強化プラスチックからなる構造体の製造方法のひとつに、SMC(シートモールディングコンパウンド)のようなプリプレグを用いる方法がある(特許文献1)。プリプレグは、炭素繊維補強材(carbon fiber reinforcement)を予め樹脂で含浸させてなる成形用中間材料である。
SMCを硬化させて得た炭素繊維強化プラスチックを電着塗装してなる電着塗装品が公知である(特許文献2、特許文献3)。
電着塗装においてワークが最も高温となるのは乾燥工程であり、同工程においてワークの温度は最高で約200℃に達する。
従って、200℃に加熱したときの剛性低下が抑制された炭素繊維強化プラスチックが実現できれば、電着塗装品の材料として好適に使用できると考えられる。
本発明は、かかる考えに基づいて本発明者等が行った検討を通してなされたものであり、炭素繊維強化プラスチックからなる電着塗装品の製造に適した電着塗装品製造方法を提供すること、電着塗装品の製造に好ましく用い得る炭素繊維強化プラスチックを与えるプリプレグを提供すること、および、かかるプリプレグの製造に好ましく用いるエポキシ樹脂組成物を提供することを、主たる目的とする。
従って、200℃に加熱したときの剛性低下が抑制された炭素繊維強化プラスチックが実現できれば、電着塗装品の材料として好適に使用できると考えられる。
本発明は、かかる考えに基づいて本発明者等が行った検討を通してなされたものであり、炭素繊維強化プラスチックからなる電着塗装品の製造に適した電着塗装品製造方法を提供すること、電着塗装品の製造に好ましく用い得る炭素繊維強化プラスチックを与えるプリプレグを提供すること、および、かかるプリプレグの製造に好ましく用いるエポキシ樹脂組成物を提供することを、主たる目的とする。
本発明の一態様によれば、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合されたエポキシ樹脂組成物と炭素繊維補強材とからなるプリプレグを硬化させて炭素繊維強化プラスチック成形品を得る成形工程と、前記炭素繊維強化プラスチック成形品に電着塗装を施す電着塗装工程と、を有する電着塗装品の製造方法が提供される。
本発明の他の一態様によれば、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合されたエポキシ樹脂組成物と炭素繊維補強材とからなり、前記エポキシ樹脂組成物は、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の好ましくは8%以上、より好ましくは10%以上、更に好ましくは12%以上である硬化樹脂を与える、プリプレグが提供される。
本発明の更に他の一態様によれば、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと4,4’-メチレンビス(N,N-ジグリシジルアニリン)と硬化剤成分とが配合されたエポキシ樹脂組成物と、炭素繊維補強材と、からなるプリプレグが提供される。
本発明の更に他の一態様によれば、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合され、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の好ましくは8%以上、より好ましくは10%以上、更に好ましくは12%以上である硬化樹脂を与える、エポキシ樹脂組成物が提供される。
本発明の更に他の一態様によれば、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと4,4’-メチレンビス(N,N-ジグリシジルアニリン)と硬化剤成分とが配合されたエポキシ樹脂組成物が提供される。
本発明の他の一態様によれば、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合されたエポキシ樹脂組成物と炭素繊維補強材とからなり、前記エポキシ樹脂組成物は、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の好ましくは8%以上、より好ましくは10%以上、更に好ましくは12%以上である硬化樹脂を与える、プリプレグが提供される。
本発明の更に他の一態様によれば、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと4,4’-メチレンビス(N,N-ジグリシジルアニリン)と硬化剤成分とが配合されたエポキシ樹脂組成物と、炭素繊維補強材と、からなるプリプレグが提供される。
本発明の更に他の一態様によれば、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合され、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の好ましくは8%以上、より好ましくは10%以上、更に好ましくは12%以上である硬化樹脂を与える、エポキシ樹脂組成物が提供される。
本発明の更に他の一態様によれば、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと4,4’-メチレンビス(N,N-ジグリシジルアニリン)と硬化剤成分とが配合されたエポキシ樹脂組成物が提供される。
一実施形態によれば、炭素繊維強化プラスチックからなる電着塗装品の製造に適した電着塗装品製造方法が提供される。
他の一実施形態によれば、電着塗装品の製造に好ましく用い得る炭素繊維強化プラスチックを与えるプリプレグが提供される。
更に他の一実施形態によれば、かかるプリプレグの製造に好ましく用い得るエポキシ樹脂組成物が提供される。
他の一実施形態によれば、電着塗装品の製造に好ましく用い得る炭素繊維強化プラスチックを与えるプリプレグが提供される。
更に他の一実施形態によれば、かかるプリプレグの製造に好ましく用い得るエポキシ樹脂組成物が提供される。
1.電着塗装品の製造方法
本発明の一実施形態は、図1にフローを示す、プリプレグを硬化させて炭素繊維強化プラスチック成形品を得る硬化工程と、前記炭素繊維強化プラスチック成形品に電着塗装を施す電着塗装工程と、を有する電着塗装品製造方法に関する。
本発明の一実施形態は、図1にフローを示す、プリプレグを硬化させて炭素繊維強化プラスチック成形品を得る硬化工程と、前記炭素繊維強化プラスチック成形品に電着塗装を施す電着塗装工程と、を有する電着塗装品製造方法に関する。
例えば自動車部品用の電着塗装品を製造する場合には特に製造効率が重視されることから、硬化工程においては、好ましくは180℃以下、より好ましくは160℃以下、更に好ましくは150℃以下という硬化温度で、プリプレグの硬化が行われる。
圧縮成形の場合、硬化温度は金型の温度である。
圧縮成形の場合、硬化温度は金型の温度である。
電着塗装工程では通常の電着塗装技法を用いて、硬化工程で得られた炭素繊維強化プラスチック成形品に電着塗装が行われる。前述の特許文献3で開示された技法も、電着塗装工程で採用し得る電着塗装技法に含まれる。
電着塗装工程にはサブ工程として電着工程、水洗工程、乾燥工程が含まれるところ、乾燥工程において被塗装物は最高で約200℃の高温に晒される。そこで、実施形態に係る電着塗装品製造方法では、被塗装物である炭素繊維強化プラスチック成形品の200℃における剛性の向上が図られている。より詳しくいえば、該炭素繊維強化プラスチック成形品の200℃における剛性が改善されるように、その材料であるプリプレグの改善が図られている。
電着塗装工程にはサブ工程として電着工程、水洗工程、乾燥工程が含まれるところ、乾燥工程において被塗装物は最高で約200℃の高温に晒される。そこで、実施形態に係る電着塗装品製造方法では、被塗装物である炭素繊維強化プラスチック成形品の200℃における剛性の向上が図られている。より詳しくいえば、該炭素繊維強化プラスチック成形品の200℃における剛性が改善されるように、その材料であるプリプレグの改善が図られている。
2.プリプレグ
実施形態に係る電着塗装品製造方法で使用されるプリプレグは、次の第一ステップおよび第二ステップ、または、第一ステップから第三ステップを、順次実行することにより製造される。
(第一ステップ)エポキシ樹脂成分と硬化剤成分を含む複数の成分を混合してエポキシ樹脂組成物を調製する。
(第二ステップ)第一ステップで調製したエポキシ樹脂組成物で繊維補強材を含浸させて複合体を形成する。
(第三ステップ)第二ステップで形成した複合体中のエポキシ樹脂組成物を増粘させる。
実施形態に係る電着塗装品製造方法で使用されるプリプレグは、次の第一ステップおよび第二ステップ、または、第一ステップから第三ステップを、順次実行することにより製造される。
(第一ステップ)エポキシ樹脂成分と硬化剤成分を含む複数の成分を混合してエポキシ樹脂組成物を調製する。
(第二ステップ)第一ステップで調製したエポキシ樹脂組成物で繊維補強材を含浸させて複合体を形成する。
(第三ステップ)第二ステップで形成した複合体中のエポキシ樹脂組成物を増粘させる。
第一ステップで調製するエポキシ樹脂組成物の、密封容器に入れて25℃で調製から30分間静置した後に測定する25℃での粘度(以下「初期粘度」ともいう)は、好ましくは30Pa・s以下、より好ましくは15Pa・s以下、更に好ましくは10Pa・s以下であり、5Pa・s以下であってもよい。
第一ステップで調製するエポキシ樹脂組成物の初期粘度が低い程、作業に適した気温17℃以上28℃以下の室内で、このエポキシ樹脂組成物を加温することなく第二ステップを効率よく実行することができる。
第一ステップで調製するエポキシ樹脂組成物の初期粘度が低い程、作業に適した気温17℃以上28℃以下の室内で、このエポキシ樹脂組成物を加温することなく第二ステップを効率よく実行することができる。
エポキシ樹脂組成物の初期粘度は、例えばサーモフィッシャーサイエンティフィック社製のHAAKE(登録商標) MARS(登録商標) 40のようなレオメータを用いて、振動モード(oscillatory mode)、角速度10rad/s、プレート直径25mm、ギャップ(プレート間距離)0.5mmという条件で測定される。
第一ステップで調製するエポキシ樹脂組成物には、エポキシ樹脂成分として少なくともビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンが配合される。エポキシ樹脂成分は、エポキシ基を有する化合物からなる成分であり、プレポリマーであってもよいしモノマーであってもよい。
好ましいビスフェノール型エポキシ樹脂はビスフェノールA型エポキシ樹脂とビスフェノールF型エポキシ樹脂であり、特にビスフェノールA型エポキシ樹脂である。ビスフェノールA型エポキシ樹脂とビスフェノールF型エポキシ樹脂は、それぞれ単独で用いてもよいし、他のビスフェノール型エポキシ樹脂と共に用いてもよい。ビスフェノールA型エポキシ樹脂とビスフェノールF型エポキシ樹脂を併用することもできる。
ビスフェノールA型エポキシ樹脂は、下記式(a)においてn=0である化合物すなわちビスフェノールAジグリシジルエーテル(BADGE)を必須として含有し、通常は更に、下記式(a)においてnが1以上である化合物を含有するプレポリマーである。
好ましいビスフェノール型エポキシ樹脂はビスフェノールA型エポキシ樹脂とビスフェノールF型エポキシ樹脂であり、特にビスフェノールA型エポキシ樹脂である。ビスフェノールA型エポキシ樹脂とビスフェノールF型エポキシ樹脂は、それぞれ単独で用いてもよいし、他のビスフェノール型エポキシ樹脂と共に用いてもよい。ビスフェノールA型エポキシ樹脂とビスフェノールF型エポキシ樹脂を併用することもできる。
ビスフェノールA型エポキシ樹脂は、下記式(a)においてn=0である化合物すなわちビスフェノールAジグリシジルエーテル(BADGE)を必須として含有し、通常は更に、下記式(a)においてnが1以上である化合物を含有するプレポリマーである。

[4-(グリシジルオキシ)フェニル]ジグリシジルアミンは、下記式(b)で表されるエポキシ化合物である。
当業者にはよく知られているように、市販のビスフェノール型エポキシ樹脂の中には、25℃における粘度が5Pa・s以下である品種がいくつもある。
第一ステップで調製するエポキシ樹脂組成物におけるビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの配合量は、該エポキシ樹脂組成物を硬化させたときに、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の好ましくは8%以上、より好ましくは10%以上、更に好ましくは12%以上である硬化樹脂(cured resin)が形成されるように調整される。
動的貯蔵弾性率G´は、例えばTAインスツルメント社製ARES-G2のような動的粘弾性測定装置を用いて、ねじりモード、昇温速度5℃/分、周波数1Hz、歪0.1%、温度25~250℃という条件で測定される貯蔵せん断弾性率である。ガラス転移温度G´-Tgは、logG´を温度に対しプロットしたグラフの平坦領域の近似直線と、該グラフのlogG´が急激に低下する領域の近似直線との、交点の温度である。
動的貯蔵弾性率G´は、例えばTAインスツルメント社製ARES-G2のような動的粘弾性測定装置を用いて、ねじりモード、昇温速度5℃/分、周波数1Hz、歪0.1%、温度25~250℃という条件で測定される貯蔵せん断弾性率である。ガラス転移温度G´-Tgは、logG´を温度に対しプロットしたグラフの平坦領域の近似直線と、該グラフのlogG´が急激に低下する領域の近似直線との、交点の温度である。
動的貯蔵弾性率G´の測定には、厚さ2mmの樹脂板から切り出した長さ50mm、幅12.5mmの試験片を用いることができる。樹脂板を作製するには、まず、調製直後のエポキシ樹脂組成物を真空脱泡したうえで、スペーサーを用いることによって2枚の4mm厚ガラス板の間に形成された厚さ2mmの隙間に注入する。次いで、この2枚のガラス板で挟んだエポキシ樹脂組成物を70℃に予熱した熱風循環式恒温槽に入れ、ガラス板の表面温度が10℃/分のレートで70℃から140℃となるように槽内温度を上昇させる。続いて、更に30分間、該表面温度が140℃に保たれるように槽内を加熱することで、エポキシ樹脂組成物を硬化させる。最後にガラス板を除去し、厚さ2mmの樹脂板を得る。
第一ステップで調製するエポキシ樹脂組成物にビスフェノール型エポキシ樹脂、とりわけビスフェノールA型エポキシ樹脂を配合する目的のひとつは、硬化収縮の抑制である。
マトリックス樹脂の硬化収縮が大きい程、プリプレグを硬化させたときに割れ、反り等の不具合が生じ易い傾向がある。
従って、第一ステップで調製するエポキシ樹脂組成物に配合されるビスフェノール型エポキシ樹脂の合計量は、好ましくは、該エポキシ樹脂組成物に配合されるエポキシ樹脂成分全体の50重量%以上である。
好適例において、エポキシ樹脂組成物に配合されるエポキシ樹脂成分全体の50重量%以上がビスフェノールA型エポキシ樹脂であってもよい。
ビスフェノール型エポキシ樹脂は、他のエポキシ樹脂に比べて安価であることから、その配合量を多くすることはプリプレグの低コスト化にも寄与する。
マトリックス樹脂の硬化収縮が大きい程、プリプレグを硬化させたときに割れ、反り等の不具合が生じ易い傾向がある。
従って、第一ステップで調製するエポキシ樹脂組成物に配合されるビスフェノール型エポキシ樹脂の合計量は、好ましくは、該エポキシ樹脂組成物に配合されるエポキシ樹脂成分全体の50重量%以上である。
好適例において、エポキシ樹脂組成物に配合されるエポキシ樹脂成分全体の50重量%以上がビスフェノールA型エポキシ樹脂であってもよい。
ビスフェノール型エポキシ樹脂は、他のエポキシ樹脂に比べて安価であることから、その配合量を多くすることはプリプレグの低コスト化にも寄与する。
第一ステップで調製するエポキシ樹脂組成物に[4-(グリシジルオキシ)フェニル]ジグリシジルアミンを配合する目的は、エポキシ樹脂組成物から得られる硬化樹脂を200℃近くまで加熱したときの剛性を改善するためである。
本発明者等が見出したところによれば、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンを配合したエポキシ樹脂組成物の硬化物においては、動的貯蔵弾性率G´の100℃における値に対する200℃における値の比率が、[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの配合量に応じて高くなる傾向があった。このような傾向は、少なくとも他の3種のグリシジルアミン、具体的には4,4’-メチレンビス(N,N-ジグリシジルアニリン)、[3-(グリシジルオキシ)フェニル]ジグリシジルアミンおよびN,N,N’,N’-テトラグリシジル-m-キシリレンジアミンでは、観察されなかった。
本発明者等が見出したところによれば、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンを配合したエポキシ樹脂組成物の硬化物においては、動的貯蔵弾性率G´の100℃における値に対する200℃における値の比率が、[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの配合量に応じて高くなる傾向があった。このような傾向は、少なくとも他の3種のグリシジルアミン、具体的には4,4’-メチレンビス(N,N-ジグリシジルアニリン)、[3-(グリシジルオキシ)フェニル]ジグリシジルアミンおよびN,N,N’,N’-テトラグリシジル-m-キシリレンジアミンでは、観察されなかった。
エポキシ樹脂組成物から得られる硬化樹脂の200℃における剛性の改善の程度を高める観点から、ビスフェノール型エポキシ樹脂の総配合量は、エポキシ樹脂組成物に配合されるエポキシ樹脂成分全体の80重量%以下であることが好ましく、75%以下であることがより好ましい。同じ観点から、[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの配合量は、エポキシ樹脂組成物に配合されるエポキシ樹脂成分全体の20重量%以上が好ましく、25重量%以上がより好ましく、30重量%以上が更に好ましく、35重量%以上や40重量%以上であってもよい。
エポキシ樹脂組成物には、発明の効果が生じる範囲内で、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミン以外のエポキシ樹脂成分が配合され得る。
そのようなエポキシ樹脂成分の好適例のひとつは、4,4’-メチレンビス(N,N-ジグリシジルアニリン)である。ビスフェノール型エポキシ樹脂の一部を4,4’-メチレンビス(N,N-ジグリシジルアニリン)で置き換えることで、エポキシ樹脂組成物から得られる硬化樹脂の200℃における剛性の改善の程度が高くなり得る。
そのようなエポキシ樹脂成分の好適例のひとつは、4,4’-メチレンビス(N,N-ジグリシジルアニリン)である。ビスフェノール型エポキシ樹脂の一部を4,4’-メチレンビス(N,N-ジグリシジルアニリン)で置き換えることで、エポキシ樹脂組成物から得られる硬化樹脂の200℃における剛性の改善の程度が高くなり得る。
エポキシ樹脂組成物に配合し得る、ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミン以外のエポキシ樹脂成分の他の例には、ナフタレン型エポキシ樹脂、ビフェニル型エポキシ樹脂、ノボラック型エポキシ樹脂、オキサゾリドン環構造を有するエポキシ樹脂、脂環式エポキシ樹脂、脂肪族エポキシ樹脂が含まれるが、これらに限定されるものではない。
第一ステップで調製するエポキシ樹脂組成物に配合し得る好ましい硬化剤成分は潜在性硬化剤である。潜在性硬化剤は、熱をトリガーとしてエポキシ樹脂の硬化を開始させる硬化剤であり、常温ではエポキシ樹脂に対する溶解性が低い固体であって、加熱することにより融解またはエポキシ樹脂に溶解したときに初めて硬化剤として十分な機能を発揮する。
潜在性硬化剤を用いることは、エポキシ樹脂組成物の初期粘度の上昇を抑えるうえで、また、完成したプリプレグの貯蔵安定性を高めるうえで有利である。
潜在性硬化剤を用いることは、エポキシ樹脂組成物の初期粘度の上昇を抑えるうえで、また、完成したプリプレグの貯蔵安定性を高めるうえで有利である。
各種のイミダゾール類、ジシアンジアミドおよび三フッ化ホウ素-アミン錯体は、潜在性硬化剤の典型例である。
イミダゾール類とはイミダゾール環を有する化合物であり、イミダゾールの水素原子が置換基で置換された置換イミダゾールの他、イミダゾリウム塩、イミダゾール錯体などもイミダゾール類に含まれる。
潜在性硬化剤として働く置換イミダゾールの好適例には、限定するものではないが、2,4-ジアミノ-6-[2’-メチルイミダゾリル-(1’)]-エチル-s-トリアジン、2-フェニル-4-メチルイミダゾール、2-フェニル-4-メチル-5-ヒドロキシメチルイミダゾール、2-フェニル-4-ベンジル-5-ヒドロキシメチルイミダゾール、2-フェニル-4,5-ジヒドロキシメチルイミダゾール、2-パラトルイル-4-メチル-5-ヒドロキシメチルイミダゾール、2-パラトルイル-4,5-ジヒドロキシメチルイミダゾール、2-メタトルイル-4-メチル-5-ヒドロキシメチルイミダゾール、2-メタトルイル-4,5-ジヒドロキシメチルイミダゾールおよび1-シアノエチル-2-フェニルイミダゾールのような、分子中にヘテロ芳香族環であってもよい芳香族環を有する置換イミダゾールが含まれる。
イミダゾール類とはイミダゾール環を有する化合物であり、イミダゾールの水素原子が置換基で置換された置換イミダゾールの他、イミダゾリウム塩、イミダゾール錯体などもイミダゾール類に含まれる。
潜在性硬化剤として働く置換イミダゾールの好適例には、限定するものではないが、2,4-ジアミノ-6-[2’-メチルイミダゾリル-(1’)]-エチル-s-トリアジン、2-フェニル-4-メチルイミダゾール、2-フェニル-4-メチル-5-ヒドロキシメチルイミダゾール、2-フェニル-4-ベンジル-5-ヒドロキシメチルイミダゾール、2-フェニル-4,5-ジヒドロキシメチルイミダゾール、2-パラトルイル-4-メチル-5-ヒドロキシメチルイミダゾール、2-パラトルイル-4,5-ジヒドロキシメチルイミダゾール、2-メタトルイル-4-メチル-5-ヒドロキシメチルイミダゾール、2-メタトルイル-4,5-ジヒドロキシメチルイミダゾールおよび1-シアノエチル-2-フェニルイミダゾールのような、分子中にヘテロ芳香族環であってもよい芳香族環を有する置換イミダゾールが含まれる。
1-シアノエチル-2-エチル-4-メチルイミダゾリウムトリメリテイト、1-シアノエチル-2-ウンデシルイミダゾリウムトリメリテイトおよび1-シアノエチル-2-フェニルイミダゾリウムトリメリテイトのようなイミダゾリウム塩も、イミダゾール系潜在性硬化剤の好適例である。
2-フェニルイミダゾール、2-メチルイミダゾール、2-フェニル-4,5-ジヒドロキシメチルイミダゾールおよび2-フェニル-4-メチル-5-ヒドロキシメチルイミダゾールのような各種の置換イミダゾールのイソシアヌル酸付加物、とりわけ、2,4-ジアミノ-6-(2’-メチルイミダゾリル-(1’))-エチル-s-トリアジン、1-(4,6-ジアミノ-s-トリアジン-2-イル)エチル-2-ウンデシルイミダゾールおよび2,4-ジアミノ-6-[2-(2-エチル-4-メチル-1-イミダゾリル)エチル]-s-トリアジンのようなトリアジン環を有する置換イミダゾールのイソシアヌル酸付加物は、特に好ましいイミダゾール系潜在性硬化剤の例に含まれる。
2-フェニルイミダゾール、2-メチルイミダゾール、2-フェニル-4,5-ジヒドロキシメチルイミダゾールおよび2-フェニル-4-メチル-5-ヒドロキシメチルイミダゾールのような各種の置換イミダゾールのイソシアヌル酸付加物、とりわけ、2,4-ジアミノ-6-(2’-メチルイミダゾリル-(1’))-エチル-s-トリアジン、1-(4,6-ジアミノ-s-トリアジン-2-イル)エチル-2-ウンデシルイミダゾールおよび2,4-ジアミノ-6-[2-(2-エチル-4-メチル-1-イミダゾリル)エチル]-s-トリアジンのようなトリアジン環を有する置換イミダゾールのイソシアヌル酸付加物は、特に好ましいイミダゾール系潜在性硬化剤の例に含まれる。
アミンアダクトも潜在性硬化剤の好適例のひとつである。アミンアダクトは、置換イミダゾールや3級アミンをエポキシ樹脂やイソシアネートと反応させて高分子量化したもので、エポキシ樹脂への溶解性が比較的低い。
イミダゾール類を含め、潜在性硬化剤は、いずれか1種を単独で用いてもよいし、2種以上を併用してもよい。
潜在性硬化剤としてジシアンジアミドを用いるときは、4,4’-メチレンビス(フェニルジメチルウレア)や2,4-ビス(3,3-ジメチルウレイド)トルエンのような尿素誘導体を硬化促進剤として好ましく併用することができる。
イミダゾール類を含め、潜在性硬化剤は、いずれか1種を単独で用いてもよいし、2種以上を併用してもよい。
潜在性硬化剤としてジシアンジアミドを用いるときは、4,4’-メチレンビス(フェニルジメチルウレア)や2,4-ビス(3,3-ジメチルウレイド)トルエンのような尿素誘導体を硬化促進剤として好ましく併用することができる。
第一ステップで調製するエポキシ樹脂組成物に配合し得る硬化剤成分は、潜在性硬化剤に限定されるものではない。
第一ステップで調製するエポキシ樹脂組成物には、潜在性硬化剤に加えて、あるいは潜在性硬化剤に代えて、カルボン酸無水物、芳香族アミンおよびフェノール樹脂のような、潜在性硬化剤以外の硬化剤を配合してもよい。
第一ステップで調製するエポキシ樹脂組成物には、潜在性硬化剤に加えて、あるいは潜在性硬化剤に代えて、カルボン酸無水物、芳香族アミンおよびフェノール樹脂のような、潜在性硬化剤以外の硬化剤を配合してもよい。
カルボン酸無水物の中でも、メチルテトラヒドロ無水フタル酸、メチルヘキサヒドロ無水フタル酸およびメチル-5-ノルボルネン-2,3-ジカルボン酸無水物(メチル-3,6-エンドメチレン-1,2,3,6-テトラヒドロ無水フタル酸)は、いずれも25℃における粘度が0.5Pa・s未満であることから、初期粘度を下げる目的で、第一ステップで調製するエポキシ樹脂組成物に配合し得る。
カルボン酸無水物は、グリシジルアミンであってもよい3級アミンの触媒作用によって、低温でエポキシ化合物と反応し、結合を形成することが知られている。カルボン酸無水物は、エポキシ樹脂組成物に対し比較的少量、例えばエポキシ樹脂成分100重量部に対し20重量部未満の量を配合したとき、増粘剤として作用する。
カルボン酸無水物による増粘は、カルボン酸無水物がエポキシ化合物と結合を形成することにより生じる。従って、増粘と共にエポキシ樹脂組成物中のカルボン酸無水物は消費される。
カルボン酸無水物は、グリシジルアミンであってもよい3級アミンの触媒作用によって、低温でエポキシ化合物と反応し、結合を形成することが知られている。カルボン酸無水物は、エポキシ樹脂組成物に対し比較的少量、例えばエポキシ樹脂成分100重量部に対し20重量部未満の量を配合したとき、増粘剤として作用する。
カルボン酸無水物による増粘は、カルボン酸無水物がエポキシ化合物と結合を形成することにより生じる。従って、増粘と共にエポキシ樹脂組成物中のカルボン酸無水物は消費される。
アミン化合物も、エポキシ基当たり活性水素が0.1~0.5当量となる程度の量をエポキシ樹脂組成物に配合することにより、増粘剤として作用する。増粘剤として好ましく使用し得るアミン化合物の例には、限定するものではないが、イソホロンジアミン、ビス(4-アミノシクロヘキシル)メタン、1,3-ビス(アミノメチル)シクロヘキサンが含まれる。
アミン化合物による増粘は、アミン化合物がエポキシ化合物と結合を形成することにより生じる。従って、増粘と共に、エポキシ樹脂組成物中に増粘剤として添加されたアミン化合物は消費される。
アミン化合物による増粘は、アミン化合物がエポキシ化合物と結合を形成することにより生じる。従って、増粘と共に、エポキシ樹脂組成物中に増粘剤として添加されたアミン化合物は消費される。
ビス(4-イソシアナトフェニル)メタンやトルエンジイソシアネートのようなジイソシアネートであってもよいポリイソシアネートは、増粘剤の好適例である。エチレングリコール、ポリエチレングリコール、イソソルビド、ネオペンチルグリコール、シクロヘキサンジオール、シクロヘキサンジメタノール、1,4-ブタンジオール、1,5-ペンタンジオール、3-メチル-1,5-ペンタンジオールおよび1,6-ヘキサンジオールのようなジオールであってもよいポリオールをポリイソシアネートと共に用いたとき、エポキシ樹脂組成物の増粘が促進される傾向がある。
ポリイソシアネートによる増粘は、ポリイソシアネートがエポキシ化合物または共に配合されるポリオールと結合を形成することにより生じる。従って、増粘と共に、エポキシ樹脂組成物中のポリイソシアネートは消費される。
ポリイソシアネートによる増粘は、ポリイソシアネートがエポキシ化合物または共に配合されるポリオールと結合を形成することにより生じる。従って、増粘と共に、エポキシ樹脂組成物中のポリイソシアネートは消費される。
第一ステップで調製されるエポキシ樹脂組成物には、エポキシ樹脂成分と硬化剤成分に加えて、任意成分が配合され得る。任意成分としては、限定するものではないが、増粘剤や、内部離型剤や、低収縮剤や、着色剤や、難燃剤や、酸化防止剤や、ゴム、エラストマーまたは熱可塑性樹脂からなる改質剤や、導電性フィラーや、無機フィラーが例示される。
難燃剤の好適例は非ハロゲン系難燃剤である。非ハロゲン化難燃剤としては、限定するものではないが、赤リンのような無機リン系難燃剤、リン酸エステルや有機リン酸塩やホスホン酸塩やホスフィン酸塩のような有機リン系難燃剤、トリアジン化合物やシアヌル酸化合物やイソシアヌル酸化合物のような窒素系難燃剤、シリコーン系難燃剤、金属水酸化物や金属酸化物のような無機系難燃剤、フェロセンやアセチルアセトン金属錯体のような有機金属塩系難燃剤などが例示される。これらから選ばれる2種以上の難燃剤を併用してもよく、例えば、有機リン系難燃剤と窒素系難燃剤を併用することができる。
生産性の観点から、エポキシ樹脂組成物はワニスでないことが好ましい。エポキシ樹脂組成物がワニスである場合には、第二ステップで繊維補強材を含浸させた後に、エポキシ樹脂組成物から溶剤を除去するステップを更に設ける必要がある。
生産性の観点から、エポキシ樹脂組成物はワニスでないことが好ましい。エポキシ樹脂組成物がワニスである場合には、第二ステップで繊維補強材を含浸させた後に、エポキシ樹脂組成物から溶剤を除去するステップを更に設ける必要がある。
第二ステップでは、予め準備した繊維補強材を、第一ステップで調製したエポキシ樹脂組成物で含浸させることにより、繊維補強材とエポキシ樹脂組成物とからなる複合体を形成する。
繊維補強材は炭素繊維を含有することが好ましく、例えば、炭素繊維マット、炭素繊維織物、炭素繊維不織布、炭素繊維ノンクリンプファブリック等であり得る。
製造すべきプリプレグがシートモールディングコンパウンドであるとき、繊維補強材は、例えば5mm~10cm、好ましくは1~6cmの範囲内の所定長を有するチョップド炭素繊維トウをキャリアフィルム上にばらまくことにより堆積される炭素繊維マットである。典型例において、前記所定長は0.5インチ(約1.3cm)、1インチ(約2.5cm)、1.5インチ(約3.8cm)または2インチ(約5.1cm)であり得る。
繊維補強材は炭素繊維を含有することが好ましく、例えば、炭素繊維マット、炭素繊維織物、炭素繊維不織布、炭素繊維ノンクリンプファブリック等であり得る。
製造すべきプリプレグがシートモールディングコンパウンドであるとき、繊維補強材は、例えば5mm~10cm、好ましくは1~6cmの範囲内の所定長を有するチョップド炭素繊維トウをキャリアフィルム上にばらまくことにより堆積される炭素繊維マットである。典型例において、前記所定長は0.5インチ(約1.3cm)、1インチ(約2.5cm)、1.5インチ(約3.8cm)または2インチ(約5.1cm)であり得る。
一例では、第二ステップにおいて、繊維補強材の含浸を短時間で確実に行うために、第一ステップで調製したエポキシ樹脂組成物を加温して、粘度を下げて用いてもよい。かかる加温は、エポキシ樹脂組成物の温度が80℃を超えないように、好ましくは70℃を超えないように、より好ましくは50℃を超えないように、更に好ましくは40℃を超えないように、行われる。
必要に応じて実行される第三ステップでは、第二ステップで形成した複合体中のエポキシ樹脂組成物を増粘させる。このステップは、好ましくは、複合体を所定の増粘温度に保持することにより行われる。
増粘温度は、通常、室温~約80℃の間で選ばれる。保持時間は、エポキシ樹脂組成物のみを密閉容器に入れて、増粘温度で静置したときの粘度変化を調べることにより設定することができる。増粘後のエポキシ樹脂組成物の25℃における粘度は、少なくとも500Pa・s、好ましくは1000Pa・s以上であり、また、通常100000Pa・s以下、好ましくは50000Pa・s以下、より好ましくは20000Pa・s以下であって、10000Pa・s以下、8000Pa・s以下、6000Pa・s以下などでもよい。
増粘温度は、通常、室温~約80℃の間で選ばれる。保持時間は、エポキシ樹脂組成物のみを密閉容器に入れて、増粘温度で静置したときの粘度変化を調べることにより設定することができる。増粘後のエポキシ樹脂組成物の25℃における粘度は、少なくとも500Pa・s、好ましくは1000Pa・s以上であり、また、通常100000Pa・s以下、好ましくは50000Pa・s以下、より好ましくは20000Pa・s以下であって、10000Pa・s以下、8000Pa・s以下、6000Pa・s以下などでもよい。
製造すべきプリプレグがシートモールディングコンパウンドである場合について特に説明すると、次の通りである。
シートモールディングコンパウンドの製造には、例えば、図3に示すシートモールディングコンパウンド製造装置が使用され得る。
図3を参照すると、繊維補強材の原料である連続繊維束10が繊維パッケージPから引き出され、ロータリーカッター1に送られる。
連続繊維束10は、束当たり例えば1000~100000本、好ましくは3000~50000本の炭素繊維フィラメントからなる炭素繊維束であり、部分的にスプリットされていてもよい。
連続繊維束10はロータリーカッター1により切断されてチョップド繊維束20となる。
チョップド繊維束20の繊維長は、例えば5mm~100mmの範囲内であり、1cm以上2cm未満、2cm以上3cm未満、3cm以上4cm未満、4cm以上6cm未満などであり得る。
シートモールディングコンパウンドの製造には、例えば、図3に示すシートモールディングコンパウンド製造装置が使用され得る。
図3を参照すると、繊維補強材の原料である連続繊維束10が繊維パッケージPから引き出され、ロータリーカッター1に送られる。
連続繊維束10は、束当たり例えば1000~100000本、好ましくは3000~50000本の炭素繊維フィラメントからなる炭素繊維束であり、部分的にスプリットされていてもよい。
連続繊維束10はロータリーカッター1により切断されてチョップド繊維束20となる。
チョップド繊維束20の繊維長は、例えば5mm~100mmの範囲内であり、1cm以上2cm未満、2cm以上3cm未満、3cm以上4cm未満、4cm以上6cm未満などであり得る。
チョップド繊維束20は、ロータリーカッター1の下方を走行する第一キャリアフィルム51の表面上に落下し、繊維マット30を形成する。
繊維マット30を堆積させる前に、ドクターブレードを備える第一塗工機2aによって、第一キャリアフィルム51の表面に第一樹脂ペースト41からなる第一樹脂ペースト層41Lが塗布される。第一樹脂ペースト41は、第一ステップで調製されるエポキシ樹脂組成物である。
第一キャリアフィルム51は、第一樹脂ペースト41の成分に対し耐性を有する合成樹脂フィルムである。
第一キャリアフィルム51の材料は、ポリエチレンやポリプロピレンのようなポリオレフィン、ポリ塩化ビニリデン、塩化ビニル樹脂、ポリアミド等から適宜選択することができる。
第一キャリアフィルム51は多層フィルムであってもよい。
繊維マット30を堆積させる前に、ドクターブレードを備える第一塗工機2aによって、第一キャリアフィルム51の表面に第一樹脂ペースト41からなる第一樹脂ペースト層41Lが塗布される。第一樹脂ペースト41は、第一ステップで調製されるエポキシ樹脂組成物である。
第一キャリアフィルム51は、第一樹脂ペースト41の成分に対し耐性を有する合成樹脂フィルムである。
第一キャリアフィルム51の材料は、ポリエチレンやポリプロピレンのようなポリオレフィン、ポリ塩化ビニリデン、塩化ビニル樹脂、ポリアミド等から適宜選択することができる。
第一キャリアフィルム51は多層フィルムであってもよい。
第一樹脂ペースト41の粘度が25℃において0.1Pa・s以上、更には0.5Pa・s以上であり、かつ、30Pa・s以下、更には15Pa・s以下であるとき、第一樹脂ペースト41を加温することなく、気温17℃以上28℃以下の室内で、容易に、第一キャリアフィルム51上に第一樹脂ペースト層41Lを均一な厚さで形成することができる。
繊維マット30の目付と、第一樹脂ペースト層41Lの厚さ、および後述する第二樹脂ペースト層42Lの厚さは、製造すべきシートモールディングコンパウンドの繊維含有量および目付を考慮して設定される。
繊維補強材が炭素繊維からなるシートモールディングコンパウンドの繊維含有量は、例えば、40wt%以上45wt%未満、45wt%以上55wt%未満、55wt%以上65wt未満、65wt%以上80wt%未満などであり得る。
シートモールディングコンパウンドの目付は、例えば、500g/m2以上1000g/m2以下、1000g/m2以上1500g/m2以下、1500g/m2以上2500g/m2以下、2500g/m2以上3500g/m2以下、3500g/m2以上5000g/m2以下などであり得る。
UDプリプレグと比べるとシートモールディングコンパウンドは目付が大きく、厚みも例えば1~4mmと大きいのが普通である。
繊維マット30の目付と、第一樹脂ペースト層41Lの厚さ、および後述する第二樹脂ペースト層42Lの厚さは、製造すべきシートモールディングコンパウンドの繊維含有量および目付を考慮して設定される。
繊維補強材が炭素繊維からなるシートモールディングコンパウンドの繊維含有量は、例えば、40wt%以上45wt%未満、45wt%以上55wt%未満、55wt%以上65wt未満、65wt%以上80wt%未満などであり得る。
シートモールディングコンパウンドの目付は、例えば、500g/m2以上1000g/m2以下、1000g/m2以上1500g/m2以下、1500g/m2以上2500g/m2以下、2500g/m2以上3500g/m2以下、3500g/m2以上5000g/m2以下などであり得る。
UDプリプレグと比べるとシートモールディングコンパウンドは目付が大きく、厚みも例えば1~4mmと大きいのが普通である。
繊維マット30の形成に続いて、第一キャリアフィルム51と第二キャリアフィルム52が、間に繊維マット30を挟んで貼り合わされることにより、積層体60が形成される。
貼り合わせの前に、ドクターブレードを備える第二塗工機2bによって、第二キャリアフィルム52の一方の表面に、第二樹脂ペースト42からなる第二樹脂ペースト層42Lが塗布される。第二樹脂ペースト42は、第一ステップで調製されるエポキシ樹脂組成物である。
積層体60は、第一キャリアフィルム51の第一樹脂ペースト層41Lが塗布された面と、第二キャリアフィルム52の第二樹脂ペースト層42Lが塗布された面とが、向かい合うように形成される。
第二キャリアフィルム52は、第二樹脂ペースト42の成分に対し耐性を有する合成樹脂フィルムであり、その材料と構造は第一キャリアフィルム51と同じであってもよい。
貼り合わせの前に、ドクターブレードを備える第二塗工機2bによって、第二キャリアフィルム52の一方の表面に、第二樹脂ペースト42からなる第二樹脂ペースト層42Lが塗布される。第二樹脂ペースト42は、第一ステップで調製されるエポキシ樹脂組成物である。
積層体60は、第一キャリアフィルム51の第一樹脂ペースト層41Lが塗布された面と、第二キャリアフィルム52の第二樹脂ペースト層42Lが塗布された面とが、向かい合うように形成される。
第二キャリアフィルム52は、第二樹脂ペースト42の成分に対し耐性を有する合成樹脂フィルムであり、その材料と構造は第一キャリアフィルム51と同じであってもよい。
繊維マット30を第一樹脂ペースト41および第二樹脂ペースト42で含浸させるために、積層体60は含浸機3で加圧される。
含浸機3を通過した積層体60はボビンに巻き取られる。
ここまでの工程が、図3に示すシートモールディングコンパウンド製造装置を用いて実行される。
ボビン上の積層体60を所定温度で一定時間保持し、繊維マット30に浸透したエポキシ樹脂組成物を増粘させることにより、シートモールディングコンパウンドが完成する。
増粘後のエポキシ樹脂組成物の25℃における粘度は、1000Pa・s以上2000Pa・s未満、2000Pa・s以上3000Pa・s未満、3000Pa・s以上4000Pa・s未満、4000Pa・s以上5000Pa・s未満、5000Pa・s以上6000Pa・s未満、6000Pa・s以上8000Pa・s未満、8000Pa・s以上10000Pa・s未満、10000Pa・sPa・s以上15000Pa・s未満、15000Pa・s以上20000Pa・s未満、20000Pa・s以上50000Pa・s未満、50000Pa・s以上100000Pa・s未満などであり得る。
含浸機3を通過した積層体60はボビンに巻き取られる。
ここまでの工程が、図3に示すシートモールディングコンパウンド製造装置を用いて実行される。
ボビン上の積層体60を所定温度で一定時間保持し、繊維マット30に浸透したエポキシ樹脂組成物を増粘させることにより、シートモールディングコンパウンドが完成する。
増粘後のエポキシ樹脂組成物の25℃における粘度は、1000Pa・s以上2000Pa・s未満、2000Pa・s以上3000Pa・s未満、3000Pa・s以上4000Pa・s未満、4000Pa・s以上5000Pa・s未満、5000Pa・s以上6000Pa・s未満、6000Pa・s以上8000Pa・s未満、8000Pa・s以上10000Pa・s未満、10000Pa・sPa・s以上15000Pa・s未満、15000Pa・s以上20000Pa・s未満、20000Pa・s以上50000Pa・s未満、50000Pa・s以上100000Pa・s未満などであり得る。
以上に説明した製造方法により製造されるプリプレグは、実施形態に係る前述の電着塗装品製造方法において好ましく使用し得るだけではない。電着塗装されないものを含む各種の炭素繊維強化プラスチック製品において、該プリプレグを材料に用いて製造することで、ガラス転移温度G´-Tgよりも高温に晒されたときの剛性を改善することができる。
3.エポキシ樹脂組成物
本発明の一実施形態はエポキシ樹脂組成物に関する。
前記2.に記したプリプレグの製造方法において、第一ステップで調製されるエポキシ樹脂組成物は、本発明の実施形態に含まれる。
本発明の一実施形態はエポキシ樹脂組成物に関する。
前記2.に記したプリプレグの製造方法において、第一ステップで調製されるエポキシ樹脂組成物は、本発明の実施形態に含まれる。
4.実験結果
下記表1に示す材料を用いて9種類のエポキシ樹脂組成物を調製し、各エポキシ樹脂組成物を硬化させて得た硬化樹脂の動的粘弾性測定を行った。
下記表1に示す材料を用いて9種類のエポキシ樹脂組成物を調製し、各エポキシ樹脂組成物を硬化させて得た硬化樹脂の動的粘弾性測定を行った。
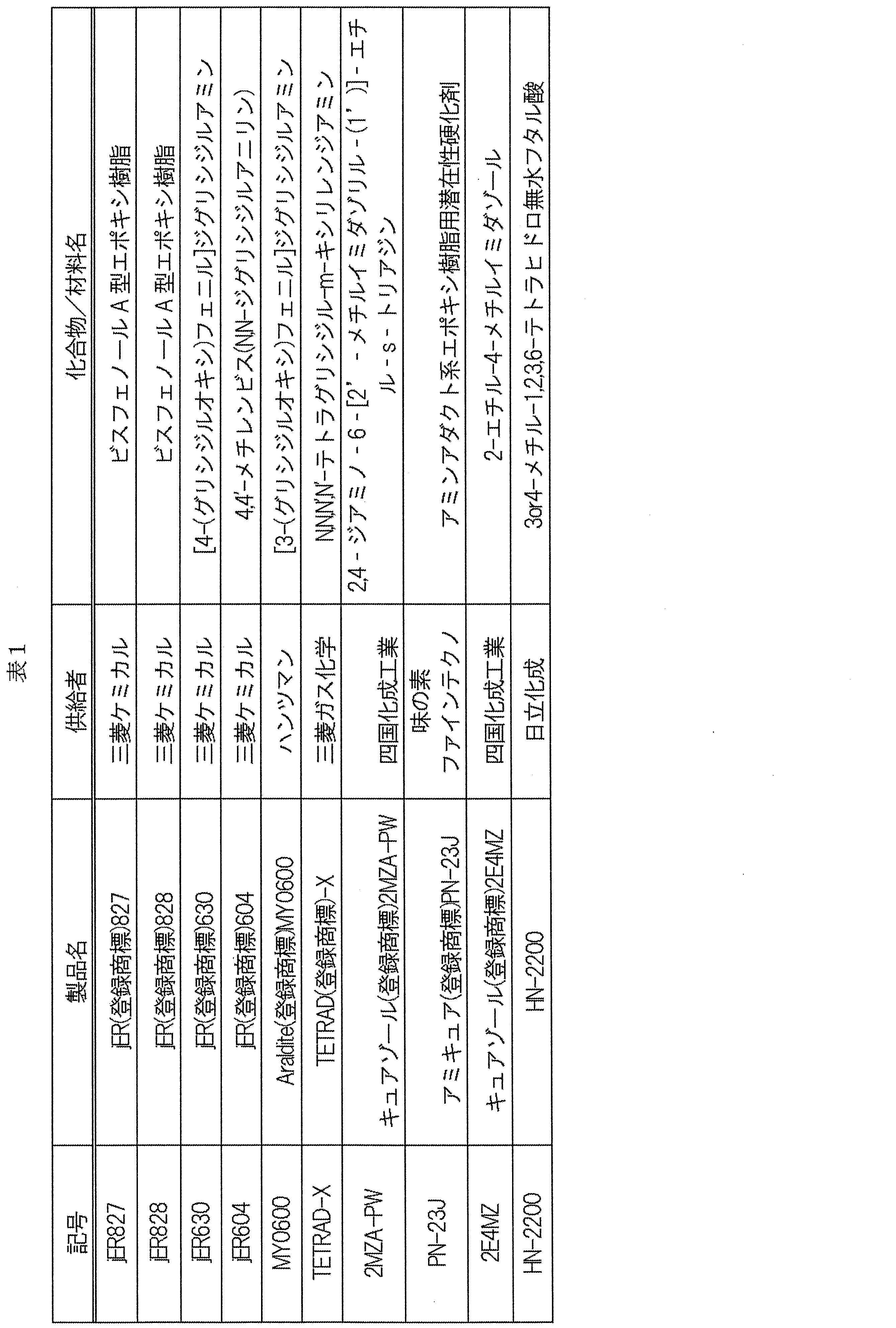
調製した9種類のエポキシ樹脂組成物(組成物1~9)の配合を下記表2に示す。
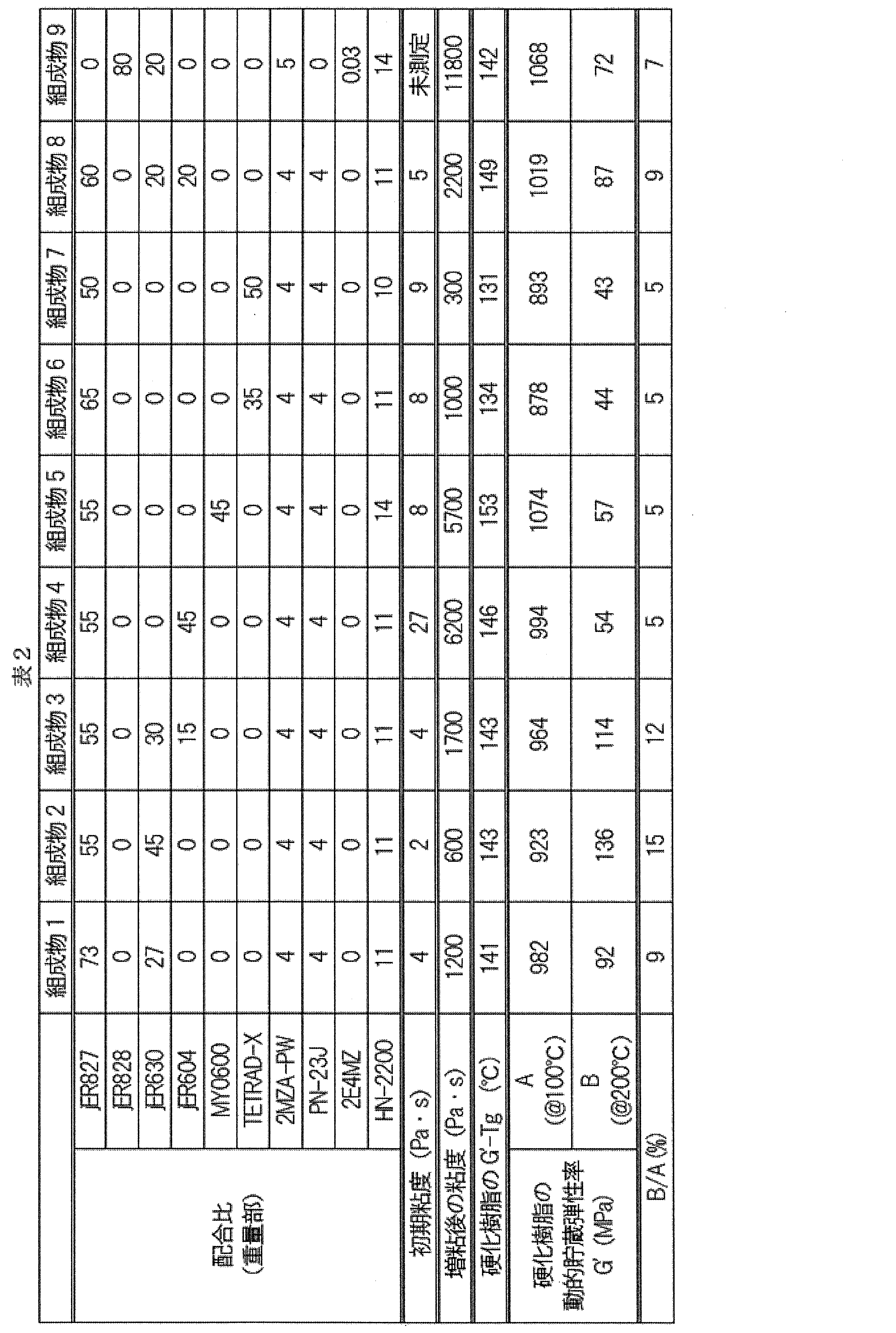
表2に示す組成物1~9を調製するとき、潜在性硬化剤である2MZA-PWとPN-23Jは、それぞれjER827またはjER828に分散させてマスターバッチとしたうえで、他の成分と混合した。組成物1~8では、マスターバッチにおける潜在性硬化剤とjER827との重量比は2:1(潜在性硬化剤:エポキシ樹脂)とした。組成物9では、マスターバッチにおける潜在性硬化剤とjER828との重量比は1:1とした。
組成物1~9を調製するとき、HN-2200以外の成分の混合物を調製した後、その混合物にHN-2200を添加した。
組成物1~9を調製するとき、HN-2200以外の成分の混合物を調製した後、その混合物にHN-2200を添加した。
表2には、組成物1~9それぞれについて測定した初期粘度および増粘後粘度と、組成物1~9それぞれを硬化させて得た硬化樹脂の、動的粘弾性測定から得たガラス転移温度G´-Tgおよび100℃および200℃における動的貯蔵弾性率G´を合わせて示している。
初期粘度は、エポキシ樹脂組成物を調製後直ぐに密封容器に入れ、25℃で30分間静置した後に測定した25℃での粘度である。
増粘後粘度は、エポキシ樹脂組成物を調製後直ぐに密封容器に入れ、25℃で7日間静置した後に測定した25℃での粘度である。
初期粘度は、エポキシ樹脂組成物を調製後直ぐに密封容器に入れ、25℃で30分間静置した後に測定した25℃での粘度である。
増粘後粘度は、エポキシ樹脂組成物を調製後直ぐに密封容器に入れ、25℃で7日間静置した後に測定した25℃での粘度である。
動的粘弾性測定では、厚さ2mmの樹脂板から切り出した長さ50mm、幅12.5mmの試験片を用いた。樹脂板の作製にあたっては、まず、調製直後のエポキシ樹脂組成物を真空脱泡したうえで、スペーサーを用いることによって2枚の4mm厚ガラス板の間に形成された厚さ2mmの隙間に注入した。次いで、この2枚のガラス板で挟んだエポキシ樹脂組成物を70℃に予熱した熱風循環式恒温槽に入れ、ガラス板の表面温度が10℃/分のレートで70℃から140℃となるように槽内温度を上昇させた。続いて、更に30分間、該表面温度が140℃に保たれるように槽内を加熱することでエポキシ樹脂組成物を硬化させ、厚さ2mmの樹脂板を得た。
動的粘弾性測定はTAインスツルメント社製ARES-G2を使用して、ねじりモードで、昇温速度5℃/分、周波数1Hz、歪0.1%、温度25~250℃という条件で行った。
表2に示すB/Aは、動的貯蔵弾性率G´の100℃における値Aに対する、200℃における値Bの比率である。この比率が大きい樹脂ほど、200℃近くに加熱したときの剛性率低下が小さいといえる。
動的粘弾性測定はTAインスツルメント社製ARES-G2を使用して、ねじりモードで、昇温速度5℃/分、周波数1Hz、歪0.1%、温度25~250℃という条件で行った。
表2に示すB/Aは、動的貯蔵弾性率G´の100℃における値Aに対する、200℃における値Bの比率である。この比率が大きい樹脂ほど、200℃近くに加熱したときの剛性率低下が小さいといえる。
組成物1~9には、それぞれ、エポキシ樹脂成分としてビスフェノールA型エポキシ樹脂(jER827またはjER828)とグリシジルアミン(jER630、jER604、MY0600、TETRAD-X)が配合されている。このうち、グリシジルアミンとしてjER630([4-(グリシジルオキシ)フェニル]ジグリシジルアミン)が配合された組成物2および組成物3から得た硬化樹脂は、ビスフェノールA型エポキシ樹脂に対するグリシジルアミンの配合重量比が同じでjER630を配合しなかった組成物4および5から得た硬化樹脂に比べ、B/Aが明らかに大きかった。
組成物1~3から得た硬化樹脂の間では、jER630の配合量が多いほど、B/Aが大きい傾向があった。
組成物4~7から得た硬化樹脂の間では、使用したグリシジルアミンの種類や配合量に関係なくB/Aは同等であった。
組成物2、組成物4、組成物5からそれぞれ作製した硬化樹脂の、動的貯蔵弾性率G´の温度依存性を表すグラフを図2に示す。
組成物1~3から得た硬化樹脂の間では、jER630の配合量が多いほど、B/Aが大きい傾向があった。
組成物4~7から得た硬化樹脂の間では、使用したグリシジルアミンの種類や配合量に関係なくB/Aは同等であった。
組成物2、組成物4、組成物5からそれぞれ作製した硬化樹脂の、動的貯蔵弾性率G´の温度依存性を表すグラフを図2に示す。
5.実施形態のまとめ
本発明の実施形態は以下を含むが、これらに限定されるものではない。
[実施形態1]ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合されたエポキシ樹脂組成物と炭素繊維補強材とからなるプリプレグを硬化させて炭素繊維強化プラスチック成形品を得る成形工程と、前記炭素繊維強化プラスチック成形品に電着塗装を施す電着塗装工程と、を有する電着塗装品の製造方法。
[実施形態2]前記成形工程において、前記プリプレグは好ましくは180℃以下、より好ましくは160℃以下、更に好ましくは150℃以下の温度で硬化される、実施形態1に係る製造方法。
[実施形態3]前記エポキシ樹脂組成物は、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の好ましくは8%以上、より好ましくは10%以上、更に好ましくは12%以上である硬化樹脂を与える、実施形態1または2に係る製造方法。
[実施形態4]前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態1~3のいずれかに係る製造方法。
[実施形態5]前記ビスフェノール型エポキシ樹脂がビスフェノールA型エポキシ樹脂を含む、実施形態1~4のいずれかに係る製造方法。
[実施形態6]前記エポキシ樹脂組成物に配合されたビスフェノールA型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態5に係る製造方法。
[実施形態7]前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは80重量%以下であり、より好ましくは75%以下である、実施形態1~6のいずれかに係る製造方法。
[実施形態8]前記エポキシ樹脂組成物に配合された[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは20重量%以上、より好ましくは25重量%以上、更に好ましくは30重量%以上であり、35重量%以上や40重量%以上であってもよい、実施形態1~7のいずれかに係る製造方法。
[実施形態9]前記エポキシ樹脂組成物に、更に、4,4’-メチレンビス(N,N-ジグリシジルアニリン)が配合された、実施形態1~8のいずれかに係る製造方法。
[実施形態10]前記硬化剤成分が潜在性硬化剤を含む、実施形態1~9のいずれかに係る製造方法。
[実施形態11]前記潜在性硬化剤が、ジシアンジアミド、イミダゾール類およびアミンアダクトから選ばれる1種以上の硬化剤を含む、実施形態10に係る製造方法。
[実施形態12]前記エポキシ樹脂組成物に増粘剤成分が配合された、実施形態1~11のいずれかに係る製造方法。
[実施形態13]前記エポキシ樹脂組成物に、25℃において0.5Pa・s未満の粘度を有するカルボン酸無水物が配合された、実施形態1~12のいずれかに係る製造方法。
[実施形態14]前記プリプレグがシートモールディングコンパウンドである、実施形態1~13のいずれかに係る製造方法。
[実施形態15]実施形態1~14のいずれかに係る製造方法を用いて製造された電着塗装品。
[実施形態16]ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合されたエポキシ樹脂組成物と炭素繊維補強材とからなり、前記エポキシ樹脂組成物は、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の好ましくは8%以上、より好ましくは10%以上、更に好ましくは12%以上である硬化樹脂を与える、プリプレグ。
[実施形態17]前記エポキシ樹脂組成物に、更に、4,4’-メチレンビス(N,N-ジグリシジルアニリン)が配合された、実施形態16に係るプリプレグ。
[実施形態18]ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと4,4’-メチレンビス(N,N-ジグリシジルアニリン)と硬化剤成分とが配合されたエポキシ樹脂組成物と、炭素繊維補強材と、からなるプリプレグ。
[実施形態19]前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態16~18のいずれかに係るプリプレグ。
[実施形態20]前記ビスフェノール型エポキシ樹脂がビスフェノールA型エポキシ樹脂を含む、実施形態16~19のいずれかに係るプリプレグ。
[実施形態21]前記エポキシ樹脂組成物に配合されたビスフェノールA型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態20に係るプリプレグ。
[実施形態22]前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは80重量%以下であり、より好ましくは75%以下である、実施形態16~21のいずれかに係るプリプレグ。
[実施形態23]前記エポキシ樹脂組成物に配合された[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは20重量%以上、より好ましく25重量%以上、更に好ましくは30重量%以上であり、35重量%以上や40重量%以上であってもよい、実施形態16~22のいずれかに係るプリプレグ。
[実施形態24]前記硬化剤成分が潜在性硬化剤を含む、実施形態16~23のいずれかに係るプリプレグ。
[実施形態25]前記潜在性硬化剤が、ジシアンジアミド、イミダゾール類およびアミンアダクトから選ばれる1種以上の硬化剤を含む、[実施形態24]に係るプリプレグ。
[実施形態26]前記エポキシ樹脂組成物に増粘剤成分が配合された、実施形態16~25のいずれかに係るプリプレグ。
[実施形態27]前記エポキシ樹脂組成物に、25℃において0.5Pa・s未満の粘度を有するカルボン酸無水物が配合された、実施形態16~26のいずれかに係るプリプレグ。
[実施形態28]シートモールディングコンパウンドである、実施形態16~27のいずれかに係るプリプレグ。
[実施形態29]実施形態16~28のいずれかに係るプリプレグを硬化させることを含む、炭素繊維強化プラスチック成形品の製造方法。
[実施形態30]実施形態16~29のいずれかに係るプリプレグの硬化物からなる炭素繊維強化プラスチック成形品。
[実施形態31]実施形態30に係る炭素繊維強化プラスチック成形品に電着塗装を施す、電着塗装品の製造方法。
[実施形態32]ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合され、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の好ましくは8%以上、より好ましくは10%以上、更に好ましくは12%以上である硬化樹脂を与える、エポキシ樹脂組成物。
[実施形態33]更に、4,4’-メチレンビス(N,N-ジグリシジルアニリン)が配合された、実施形態32に係るエポキシ樹脂組成物。
[実施形態34]ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと4,4’-メチレンビス(N,N-ジグリシジルアニリン)と硬化剤成分とが配合されたエポキシ樹脂組成物。
[実施形態35]25℃における粘度が好ましくは30Pa・s以下、より好ましくは15Pa・s以下、更に好ましくは10Pa・s以下であり、5Pa・s以下であってもよい、実施形態32~34のいずれかに係るエポキシ樹脂組成物。
[実施形態36]ワニスではない、実施形態35に係るエポキシ樹脂組成物。
[実施形態37]配合されたビスフェノール型エポキシ樹脂の合計量が、配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態32~36のいずれかに係るエポキシ樹脂組成物。
[実施形態38]前記ビスフェノール型エポキシ樹脂がビスフェノールA型エポキシ樹脂を含む、実施形態32~37のいずれかに係るエポキシ樹脂組成物。
[実施形態39]配合されたビスフェノールA型エポキシ樹脂の合計量が、配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態38に係るエポキシ樹脂組成物。
[実施形態40]配合されたビスフェノール型エポキシ樹脂の合計量が、配合されたエポキシ樹脂成分全体の好ましくは80重量%以下であり、より好ましくは75%以下である、実施形態32~39のいずれかに係るエポキシ樹脂組成物。
[実施形態41]配合された[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの量が、配合されたエポキシ樹脂成分全体の好ましくは20重量%以上、より好ましくは25重量%以上、更に好ましくは30重量%以上であり、35重量%以上や40重量%以上であってもよい、実施形態32~40のいずれかに係るエポキシ樹脂組成物。
[実施形態42]前記硬化剤成分が潜在性硬化剤を含む、実施形態32~41のいずれかに係るエポキシ樹脂組成物。
[実施形態43]前記潜在性硬化剤が、ジシアンジアミド、イミダゾール類およびアミンアダクトから選ばれる1種以上の硬化剤を含む、実施形態42に係るエポキシ樹脂組成物。
[実施形態44]増粘剤成分が配合された、実施形態32~43のいずれかに係るエポキシ樹脂組成物。
[実施形態45]25℃において0.5Pa・s未満の粘度を有するカルボン酸無水物が配合された、実施形態32~44のいずれかに係るエポキシ樹脂組成物。
[実施形態46]実施形態32~45のいずれかに係るエポキシ樹脂組成物で炭素繊維補強材を含浸させることを含む、プリプレグの製造方法。
[実施形態47]前記含浸後に前記エポキシ樹脂組成物を増粘させることを含む、実施形態46に係る製造方法。
[実施形態48]前記プリプレグがシートモールディングコンパウンドである、実施形態47に係る製造方法。
本発明の実施形態は以下を含むが、これらに限定されるものではない。
[実施形態1]ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合されたエポキシ樹脂組成物と炭素繊維補強材とからなるプリプレグを硬化させて炭素繊維強化プラスチック成形品を得る成形工程と、前記炭素繊維強化プラスチック成形品に電着塗装を施す電着塗装工程と、を有する電着塗装品の製造方法。
[実施形態2]前記成形工程において、前記プリプレグは好ましくは180℃以下、より好ましくは160℃以下、更に好ましくは150℃以下の温度で硬化される、実施形態1に係る製造方法。
[実施形態3]前記エポキシ樹脂組成物は、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の好ましくは8%以上、より好ましくは10%以上、更に好ましくは12%以上である硬化樹脂を与える、実施形態1または2に係る製造方法。
[実施形態4]前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態1~3のいずれかに係る製造方法。
[実施形態5]前記ビスフェノール型エポキシ樹脂がビスフェノールA型エポキシ樹脂を含む、実施形態1~4のいずれかに係る製造方法。
[実施形態6]前記エポキシ樹脂組成物に配合されたビスフェノールA型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態5に係る製造方法。
[実施形態7]前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは80重量%以下であり、より好ましくは75%以下である、実施形態1~6のいずれかに係る製造方法。
[実施形態8]前記エポキシ樹脂組成物に配合された[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは20重量%以上、より好ましくは25重量%以上、更に好ましくは30重量%以上であり、35重量%以上や40重量%以上であってもよい、実施形態1~7のいずれかに係る製造方法。
[実施形態9]前記エポキシ樹脂組成物に、更に、4,4’-メチレンビス(N,N-ジグリシジルアニリン)が配合された、実施形態1~8のいずれかに係る製造方法。
[実施形態10]前記硬化剤成分が潜在性硬化剤を含む、実施形態1~9のいずれかに係る製造方法。
[実施形態11]前記潜在性硬化剤が、ジシアンジアミド、イミダゾール類およびアミンアダクトから選ばれる1種以上の硬化剤を含む、実施形態10に係る製造方法。
[実施形態12]前記エポキシ樹脂組成物に増粘剤成分が配合された、実施形態1~11のいずれかに係る製造方法。
[実施形態13]前記エポキシ樹脂組成物に、25℃において0.5Pa・s未満の粘度を有するカルボン酸無水物が配合された、実施形態1~12のいずれかに係る製造方法。
[実施形態14]前記プリプレグがシートモールディングコンパウンドである、実施形態1~13のいずれかに係る製造方法。
[実施形態15]実施形態1~14のいずれかに係る製造方法を用いて製造された電着塗装品。
[実施形態16]ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合されたエポキシ樹脂組成物と炭素繊維補強材とからなり、前記エポキシ樹脂組成物は、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の好ましくは8%以上、より好ましくは10%以上、更に好ましくは12%以上である硬化樹脂を与える、プリプレグ。
[実施形態17]前記エポキシ樹脂組成物に、更に、4,4’-メチレンビス(N,N-ジグリシジルアニリン)が配合された、実施形態16に係るプリプレグ。
[実施形態18]ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと4,4’-メチレンビス(N,N-ジグリシジルアニリン)と硬化剤成分とが配合されたエポキシ樹脂組成物と、炭素繊維補強材と、からなるプリプレグ。
[実施形態19]前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態16~18のいずれかに係るプリプレグ。
[実施形態20]前記ビスフェノール型エポキシ樹脂がビスフェノールA型エポキシ樹脂を含む、実施形態16~19のいずれかに係るプリプレグ。
[実施形態21]前記エポキシ樹脂組成物に配合されたビスフェノールA型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態20に係るプリプレグ。
[実施形態22]前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは80重量%以下であり、より好ましくは75%以下である、実施形態16~21のいずれかに係るプリプレグ。
[実施形態23]前記エポキシ樹脂組成物に配合された[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の好ましくは20重量%以上、より好ましく25重量%以上、更に好ましくは30重量%以上であり、35重量%以上や40重量%以上であってもよい、実施形態16~22のいずれかに係るプリプレグ。
[実施形態24]前記硬化剤成分が潜在性硬化剤を含む、実施形態16~23のいずれかに係るプリプレグ。
[実施形態25]前記潜在性硬化剤が、ジシアンジアミド、イミダゾール類およびアミンアダクトから選ばれる1種以上の硬化剤を含む、[実施形態24]に係るプリプレグ。
[実施形態26]前記エポキシ樹脂組成物に増粘剤成分が配合された、実施形態16~25のいずれかに係るプリプレグ。
[実施形態27]前記エポキシ樹脂組成物に、25℃において0.5Pa・s未満の粘度を有するカルボン酸無水物が配合された、実施形態16~26のいずれかに係るプリプレグ。
[実施形態28]シートモールディングコンパウンドである、実施形態16~27のいずれかに係るプリプレグ。
[実施形態29]実施形態16~28のいずれかに係るプリプレグを硬化させることを含む、炭素繊維強化プラスチック成形品の製造方法。
[実施形態30]実施形態16~29のいずれかに係るプリプレグの硬化物からなる炭素繊維強化プラスチック成形品。
[実施形態31]実施形態30に係る炭素繊維強化プラスチック成形品に電着塗装を施す、電着塗装品の製造方法。
[実施形態32]ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合され、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の好ましくは8%以上、より好ましくは10%以上、更に好ましくは12%以上である硬化樹脂を与える、エポキシ樹脂組成物。
[実施形態33]更に、4,4’-メチレンビス(N,N-ジグリシジルアニリン)が配合された、実施形態32に係るエポキシ樹脂組成物。
[実施形態34]ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと4,4’-メチレンビス(N,N-ジグリシジルアニリン)と硬化剤成分とが配合されたエポキシ樹脂組成物。
[実施形態35]25℃における粘度が好ましくは30Pa・s以下、より好ましくは15Pa・s以下、更に好ましくは10Pa・s以下であり、5Pa・s以下であってもよい、実施形態32~34のいずれかに係るエポキシ樹脂組成物。
[実施形態36]ワニスではない、実施形態35に係るエポキシ樹脂組成物。
[実施形態37]配合されたビスフェノール型エポキシ樹脂の合計量が、配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態32~36のいずれかに係るエポキシ樹脂組成物。
[実施形態38]前記ビスフェノール型エポキシ樹脂がビスフェノールA型エポキシ樹脂を含む、実施形態32~37のいずれかに係るエポキシ樹脂組成物。
[実施形態39]配合されたビスフェノールA型エポキシ樹脂の合計量が、配合されたエポキシ樹脂成分全体の好ましくは50重量%以上である、実施形態38に係るエポキシ樹脂組成物。
[実施形態40]配合されたビスフェノール型エポキシ樹脂の合計量が、配合されたエポキシ樹脂成分全体の好ましくは80重量%以下であり、より好ましくは75%以下である、実施形態32~39のいずれかに係るエポキシ樹脂組成物。
[実施形態41]配合された[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの量が、配合されたエポキシ樹脂成分全体の好ましくは20重量%以上、より好ましくは25重量%以上、更に好ましくは30重量%以上であり、35重量%以上や40重量%以上であってもよい、実施形態32~40のいずれかに係るエポキシ樹脂組成物。
[実施形態42]前記硬化剤成分が潜在性硬化剤を含む、実施形態32~41のいずれかに係るエポキシ樹脂組成物。
[実施形態43]前記潜在性硬化剤が、ジシアンジアミド、イミダゾール類およびアミンアダクトから選ばれる1種以上の硬化剤を含む、実施形態42に係るエポキシ樹脂組成物。
[実施形態44]増粘剤成分が配合された、実施形態32~43のいずれかに係るエポキシ樹脂組成物。
[実施形態45]25℃において0.5Pa・s未満の粘度を有するカルボン酸無水物が配合された、実施形態32~44のいずれかに係るエポキシ樹脂組成物。
[実施形態46]実施形態32~45のいずれかに係るエポキシ樹脂組成物で炭素繊維補強材を含浸させることを含む、プリプレグの製造方法。
[実施形態47]前記含浸後に前記エポキシ樹脂組成物を増粘させることを含む、実施形態46に係る製造方法。
[実施形態48]前記プリプレグがシートモールディングコンパウンドである、実施形態47に係る製造方法。
以上、本発明を具体的な実施形態に即して説明したが、各実施形態は例として提示されたものであり、本発明の範囲を限定するものではない。本明細書に記載された各実施形態は、発明の効果が奏される範囲内で様々に変形することができ、かつ、実施可能な範囲内で、他の実施形態により説明された特徴と組み合わせることができる。
実施形態に係る電着塗装品製造方法は、自動車、自動二輪車、自転車、船舶、鉄道車両、有人航空機、無人航空機その他の輸送用機器、スポーツ用品、レジャー用品、家電製品、農機具、建材などに含まれる、様々な電着塗装品の製造に使用することができる。
実施形態に係るプリプレグは、自動車、自動二輪車、自転車、船舶、鉄道車両、有人航空機、無人航空機その他の輸送用機器、スポーツ用品、レジャー用品、家電製品、農機具、建材などに含まれる、様々な炭素繊維強化プラスチック部品の製造に使用することができる。
実施形態に係るプリプレグは、自動車、自動二輪車、自転車、船舶、鉄道車両、有人航空機、無人航空機その他の輸送用機器、スポーツ用品、レジャー用品、家電製品、農機具、建材などに含まれる、様々な炭素繊維強化プラスチック部品の製造に使用することができる。
1 ロータリーカッター
2a 第一塗工機
2b 第二塗工機
3 含浸機
10 連続繊維束
20 チョップド繊維束
30 繊維マット
41 第一樹脂ペースト
41L 第一樹脂ペースト層
42 第二樹脂ペースト
42L 第二樹脂ペースト層
51 第一キャリアフィルム
52 第二キャリアフィルム
60 積層体
2a 第一塗工機
2b 第二塗工機
3 含浸機
10 連続繊維束
20 チョップド繊維束
30 繊維マット
41 第一樹脂ペースト
41L 第一樹脂ペースト層
42 第二樹脂ペースト
42L 第二樹脂ペースト層
51 第一キャリアフィルム
52 第二キャリアフィルム
60 積層体
Claims (48)
- ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合されたエポキシ樹脂組成物と炭素繊維補強材とからなるプリプレグを硬化させて炭素繊維強化プラスチック成形品を得る成形工程と、前記炭素繊維強化プラスチック成形品に電着塗装を施す電着塗装工程と、を有する電着塗装品の製造方法。
- 前記成形工程において、前記プリプレグは180℃以下の温度で硬化される、請求項1に記載の製造方法。
- 前記エポキシ樹脂組成物は、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の8%以上である硬化樹脂を与える、請求項1または2に記載の製造方法。
- 前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の50重量%以上である、請求項1~3のいずれか一項に記載の製造方法。
- 前記ビスフェノール型エポキシ樹脂がビスフェノールA型エポキシ樹脂を含む、請求項1~4のいずれか一項に記載の製造方法。
- 前記エポキシ樹脂組成物に配合されたビスフェノールA型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の50重量%以上である、請求項5に記載の製造方法。
- 前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の80重量%以下である、請求項1~6のいずれか一項に記載の製造方法。
- 前記エポキシ樹脂組成物に配合された[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の20重量%以上である、請求項1~7のいずれか一項に記載の製造方法。
- 前記エポキシ樹脂組成物に、更に、4,4’-メチレンビス(N,N-ジグリシジルアニリン)が配合された、請求項1~8のいずれか一項に記載の製造方法。
- 前記硬化剤成分が潜在性硬化剤を含む、請求項1~9のいずれか一項に記載の製造方法。
- 前記潜在性硬化剤が、ジシアンジアミド、イミダゾール類およびアミンアダクトから選ばれる1種以上の硬化剤を含む、請求項10に記載の製造方法。
- 前記エポキシ樹脂組成物に増粘剤成分が配合された、請求項1~11のいずれか一項に記載の製造方法。
- 前記エポキシ樹脂組成物に、25℃において0.5Pa・s未満の粘度を有するカルボン酸無水物が配合された、請求項1~12のいずれか一項に記載の製造方法。
- 前記プリプレグがシートモールディングコンパウンドである、請求項1~13のいずれか一項に記載の製造方法。
- 請求項1~14のいずれか一項に記載の製造方法を用いて製造された電着塗装品。
- ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合されたエポキシ樹脂組成物と炭素繊維補強材とからなり、前記エポキシ樹脂組成物は、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の8%以上である硬化樹脂を与える、プリプレグ。
- 前記エポキシ樹脂組成物に、更に、4,4’-メチレンビス(N,N-ジグリシジルアニリン)が配合された、請求項16に記載のプリプレグ。
- ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと4,4’-メチレンビス(N,N-ジグリシジルアニリン)と硬化剤成分とが配合されたエポキシ樹脂組成物と、炭素繊維補強材と、からなるプリプレグ。
- 前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の50重量%以上である、請求項16~18のいずれか一項に記載のプリプレグ。
- 前記ビスフェノール型エポキシ樹脂がビスフェノールA型エポキシ樹脂を含む、請求項16~19のいずれか一項に記載のプリプレグ。
- 前記エポキシ樹脂組成物に配合されたビスフェノールA型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の50重量%以上である、請求項20に記載のプリプレグ。
- 前記エポキシ樹脂組成物に配合されたビスフェノール型エポキシ樹脂の合計量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の80重量%以下である、請求項16~21のいずれか一項に記載のプリプレグ。
- 前記エポキシ樹脂組成物に配合された[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの量が、前記エポキシ樹脂組成物に配合されたエポキシ樹脂成分全体の20重量%以上である、請求項16~22のいずれか一項に記載のプリプレグ。
- 前記硬化剤成分が潜在性硬化剤を含む、請求項16~23のいずれか一項に記載のプリプレグ。
- 前記潜在性硬化剤が、ジシアンジアミド、イミダゾール類およびアミンアダクトから選ばれる1種以上の硬化剤を含む、請求項24に記載のプリプレグ。
- 前記エポキシ樹脂組成物に増粘剤成分が配合された、請求項16~25のいずれか一項に記載のプリプレグ。
- 前記エポキシ樹脂組成物に、25℃において0.5Pa・s未満の粘度を有するカルボン酸無水物が配合された、請求項16~26のいずれか一項に記載のプリプレグ。
- シートモールディングコンパウンドである、請求項16~27のいずれか一項に記載のプリプレグ。
- 請求項16~28のいずれか一項に記載のプリプレグを硬化させることを含む、炭素繊維強化プラスチック成形品の製造方法。
- 請求項16~29のいずれか一項に記載のプリプレグの硬化物からなる炭素繊維強化プラスチック成形品。
- 請求項30に記載の炭素繊維強化プラスチック成形品に電着塗装を施す、電着塗装品の製造方法。
- ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと硬化剤成分とが配合され、140℃で硬化させたとき、ガラス転移温度G´-Tgが100℃より高く200℃未満であるとともに動的貯蔵弾性率G´の200℃における値が100℃における値の8%以上である硬化樹脂を与える、エポキシ樹脂組成物。
- 更に、4,4’-メチレンビス(N,N-ジグリシジルアニリン)が配合された、請求項32に記載のエポキシ樹脂組成物。
- ビスフェノール型エポキシ樹脂と[4-(グリシジルオキシ)フェニル]ジグリシジルアミンと4,4’-メチレンビス(N,N-ジグリシジルアニリン)と硬化剤成分とが配合されたエポキシ樹脂組成物。
- 25℃における粘度が30Pa・s以下である、請求項32~34のいずれか一項に記載のエポキシ樹脂組成物。
- ワニスではない、請求項35に記載のエポキシ樹脂組成物。
- 配合されたビスフェノール型エポキシ樹脂の合計量が、配合されたエポキシ樹脂成分全体の50重量%以上である、請求項32~36のいずれか一項に記載のエポキシ樹脂組成物。
- 前記ビスフェノール型エポキシ樹脂がビスフェノールA型エポキシ樹脂を含む、請求項32~37のいずれか一項に記載のエポキシ樹脂組成物。
- 配合されたビスフェノールA型エポキシ樹脂の合計量が、配合されたエポキシ樹脂成分全体の50重量%以上である、請求項38に記載のエポキシ樹脂組成物。
- 配合されたビスフェノール型エポキシ樹脂の合計量が、配合されたエポキシ樹脂成分全体の80重量%以下である、請求項32~39のいずれか一項に記載のエポキシ樹脂組成物。
- 配合された[4-(グリシジルオキシ)フェニル]ジグリシジルアミンの量が、配合されたエポキシ樹脂成分全体の20重量%以上である、請求項32~40のいずれか一項に記載のエポキシ樹脂組成物。
- 前記硬化剤成分が潜在性硬化剤を含む、請求項32~41のいずれか一項に記載のエポキシ樹脂組成物。
- 前記潜在性硬化剤が、ジシアンジアミド、イミダゾール類およびアミンアダクトから選ばれる1種以上の硬化剤を含む、請求項42のいずれかに記載のエポキシ樹脂組成物。
- 増粘剤成分が配合された、請求項32~43のいずれか一項に記載のエポキシ樹脂組成物。
- 25℃において0.5Pa・s未満の粘度を有するカルボン酸無水物が配合された、請求項32~44のいずれか一項に記載のエポキシ樹脂組成物。
- 請求項32~45のいずれか一項に記載のエポキシ樹脂組成物で炭素繊維補強材を含浸させることを含む、プリプレグの製造方法。
- 前記含浸後に前記エポキシ樹脂組成物を増粘させることを含む、請求項46に記載の製造方法。
- 前記プリプレグがシートモールディングコンパウンドである、請求項47に記載の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180072120.0A CN116348518A (zh) | 2020-10-22 | 2021-10-20 | 电沉积涂装品的制造方法、预浸料和环氧树脂组合物 |
| EP21882848.1A EP4234603A4 (en) | 2020-10-22 | 2021-10-20 | METHOD FOR PRODUCING AN ELECTRODECOATED ARTICLE, PREPREG AND EPOXY RESIN COMPOSITION |
| JP2022557572A JP7571793B2 (ja) | 2020-10-22 | 2021-10-20 | シートモールディングコンパウンド及びその製造方法、炭素繊維強化プラスチック成形品及びその製造方法、並びに電着塗装品の製造方法 |
| US18/135,290 US20230312910A1 (en) | 2020-10-22 | 2023-04-17 | Method for producing electrodeposition-coated article, prepreg, and epoxy resin composition |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-177598 | 2020-10-22 | ||
| JP2020177598 | 2020-10-22 | ||
| JP2021-096121 | 2021-06-08 | ||
| JP2021096121 | 2021-06-08 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/135,290 Continuation US20230312910A1 (en) | 2020-10-22 | 2023-04-17 | Method for producing electrodeposition-coated article, prepreg, and epoxy resin composition |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022085707A1 true WO2022085707A1 (ja) | 2022-04-28 |
Family
ID=81290584
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/038701 WO2022085707A1 (ja) | 2020-10-22 | 2021-10-20 | 電着塗装品の製造方法、プリプレグおよびエポキシ樹脂組成物 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230312910A1 (ja) |
| EP (1) | EP4234603A4 (ja) |
| CN (1) | CN116348518A (ja) |
| WO (1) | WO2022085707A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220168997A1 (en) * | 2020-12-01 | 2022-06-02 | U.S. Army Combat Capabilities Development Command, Army Research Laboratory | Transition metal oxide-based, infrared shielded, composite material |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009013306A (ja) | 2007-07-05 | 2009-01-22 | Honda Motor Co Ltd | 炭素繊維強化シート状成形材料及びその製造方法 |
| JP2010070771A (ja) * | 2002-11-28 | 2010-04-02 | Mitsubishi Rayon Co Ltd | エポキシ樹脂組成物の製造方法 |
| WO2016104416A1 (ja) | 2014-12-26 | 2016-06-30 | 東レ株式会社 | 炭素繊維強化プラスチック成形品の製造方法 |
| WO2018190329A1 (ja) | 2017-04-12 | 2018-10-18 | 三菱ケミカル株式会社 | シートモールディングコンパウンド、および繊維強化複合材料 |
| JP2019157057A (ja) * | 2018-03-16 | 2019-09-19 | 三菱ケミカル株式会社 | 硬化性樹脂組成物、並びにこれを用いたプリプレグ、フィルム及び繊維強化プラスチック |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6292345B2 (ja) * | 2016-02-29 | 2018-03-14 | 三菱ケミカル株式会社 | 成形材料および繊維強化複合材料 |
| JP6828745B2 (ja) * | 2017-05-24 | 2021-02-10 | 三菱ケミカル株式会社 | シートモールディングコンパウンド、繊維強化複合材料および繊維強化複合材料の製造方法 |
| JP7213620B2 (ja) * | 2018-03-22 | 2023-01-27 | 帝人株式会社 | エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料及びこれらの製造方法 |
-
2021
- 2021-10-20 EP EP21882848.1A patent/EP4234603A4/en active Pending
- 2021-10-20 WO PCT/JP2021/038701 patent/WO2022085707A1/ja unknown
- 2021-10-20 CN CN202180072120.0A patent/CN116348518A/zh active Pending
-
2023
- 2023-04-17 US US18/135,290 patent/US20230312910A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010070771A (ja) * | 2002-11-28 | 2010-04-02 | Mitsubishi Rayon Co Ltd | エポキシ樹脂組成物の製造方法 |
| JP2009013306A (ja) | 2007-07-05 | 2009-01-22 | Honda Motor Co Ltd | 炭素繊維強化シート状成形材料及びその製造方法 |
| WO2016104416A1 (ja) | 2014-12-26 | 2016-06-30 | 東レ株式会社 | 炭素繊維強化プラスチック成形品の製造方法 |
| WO2018190329A1 (ja) | 2017-04-12 | 2018-10-18 | 三菱ケミカル株式会社 | シートモールディングコンパウンド、および繊維強化複合材料 |
| JP2019157057A (ja) * | 2018-03-16 | 2019-09-19 | 三菱ケミカル株式会社 | 硬化性樹脂組成物、並びにこれを用いたプリプレグ、フィルム及び繊維強化プラスチック |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4234603A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230312910A1 (en) | 2023-10-05 |
| JPWO2022085707A1 (ja) | 2022-04-28 |
| CN116348518A (zh) | 2023-06-27 |
| EP4234603A1 (en) | 2023-08-30 |
| EP4234603A4 (en) | 2024-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3178863B1 (de) | Epoxidharz-zusammensetzungen zur herstellung von lagerstabilen composites | |
| CN102939314B (zh) | 环状碳酸酯在环氧树脂组合物中的用途 | |
| JP5319673B2 (ja) | エポキシ樹脂組成物及びそれを用いたプリプレグ | |
| KR101923528B1 (ko) | 에폭시 수지용 신규 경화제 | |
| US10400077B2 (en) | Reinforcing fiber fabric substrate, preform, and fiber-reinforced composite material | |
| EP3072918B1 (en) | Production method for fibre-reinforced composite material, prepreg, particle-containing resin composition, and fibre-reinforced composite material | |
| US20090130379A1 (en) | Epoxy resin composition for fiber-reinforced composite material | |
| JP2019167429A (ja) | エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料及びこれらの製造方法 | |
| US20100068497A1 (en) | Adhesion promoting layer for composite assemblies | |
| JPWO2019098028A1 (ja) | 熱硬化性樹脂組成物、プリプレグ、ならびに繊維強化複合材料およびその製造方法 | |
| JPH0428011B2 (ja) | ||
| WO2019026724A1 (ja) | シートモールディングコンパウンド、プリプレグおよび繊維強化複合材料 | |
| EP3237476A1 (de) | Oxazolidinon- und isocyanurat-vernetzte matrix für faserverstärktes material | |
| JP6439901B1 (ja) | 繊維強化複合材料用エポキシ樹脂組成物、および繊維強化複合材料 | |
| US5512372A (en) | Epoxy resin composition and applications, in particular in composite structures, using imidazole/polyamine mixture | |
| JP2022084774A (ja) | 炭素繊維プリプレグ及び樹脂組成物 | |
| WO2022085707A1 (ja) | 電着塗装品の製造方法、プリプレグおよびエポキシ樹脂組成物 | |
| JP2021147550A (ja) | 成形材料および繊維強化複合材料 | |
| JP7571793B2 (ja) | シートモールディングコンパウンド及びその製造方法、炭素繊維強化プラスチック成形品及びその製造方法、並びに電着塗装品の製造方法 | |
| JP2022180857A (ja) | エポキシ樹脂組成物、および、プリプレグの製造方法 | |
| WO2022045329A1 (ja) | 成形材料および繊維強化複合材料 | |
| JP6447791B1 (ja) | シートモールディングコンパウンド、プリプレグおよび繊維強化複合材料 | |
| WO2017222339A1 (ko) | 섬유강화 복합재료용 에폭시 수지 조성물 및 이를 이용한 프리프레그 | |
| WO2021112111A1 (ja) | エポキシ樹脂組成物、繊維強化複合材料用成形材料および繊維強化複合材料 | |
| JP2022147485A (ja) | エポキシ樹脂組成物、並びにこれを用いたプリプレグ及び繊維強化プラスチック |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21882848 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022557572 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021882848 Country of ref document: EP Effective date: 20230522 |