WO2021251247A1 - 積層部材 - Google Patents
積層部材 Download PDFInfo
- Publication number
- WO2021251247A1 WO2021251247A1 PCT/JP2021/021106 JP2021021106W WO2021251247A1 WO 2021251247 A1 WO2021251247 A1 WO 2021251247A1 JP 2021021106 W JP2021021106 W JP 2021021106W WO 2021251247 A1 WO2021251247 A1 WO 2021251247A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sic
- glass
- mol
- laminated
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/005—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B18/00—Layered products essentially comprising ceramics, e.g. refractory products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/20—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of continuous webs only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/089—Glass compositions containing silica with 40% to 90% silica, by weight containing boron
- C03C3/091—Glass compositions containing silica with 40% to 90% silica, by weight containing boron containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/097—Glass compositions containing silica with 40% to 90% silica, by weight containing phosphorus, niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/565—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/009—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone characterised by the material treated
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/50—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials
- C04B41/5093—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials with elements other than metals or carbon
- C04B41/5096—Silicon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/85—Coating or impregnation with inorganic materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24C—DOMESTIC STOVES OR RANGES ; DETAILS OF DOMESTIC STOVES OR RANGES, OF GENERAL APPLICATION
- F24C15/00—Details
- F24C15/10—Tops, e.g. hot plates; Rings
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/10—Induction heating apparatus, other than furnaces, for specific applications
- H05B6/12—Cooking devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/302—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/308—Heat stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/08—Dimensions, e.g. volume
- B32B2309/10—Dimensions, e.g. volume linear, e.g. length, distance, width
- B32B2309/105—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2315/00—Other materials containing non-metallic inorganic compounds not provided for in groups B32B2311/00 - B32B2313/04
- B32B2315/02—Ceramics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2315/00—Other materials containing non-metallic inorganic compounds not provided for in groups B32B2311/00 - B32B2313/04
- B32B2315/08—Glass
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/00965—Uses not provided for elsewhere in C04B2111/00 for household applications, e.g. use of materials as cooking ware
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3826—Silicon carbides
- C04B2235/383—Alpha silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6586—Processes characterised by the flow of gas
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
Definitions
- the present invention relates to a laminated member.
- a work table, a cooking device, etc. are connected by a worktop.
- the worktop material include stainless steel, artificial marble, and ceramics.
- the cooker is installed in the opening provided in the worktop.
- the cooking device is provided with a top plate on which a heated body (pot or the like) is placed.
- a heated body pot or the like
- Examples of the material of the top plate include crystallized glass (see Patent Document 1) and ceramics.
- the heating member used for the top plate is required to have excellent temperature rise resistance and impact resistance.
- the present inventors evaluated a laminated member having a glass member, a bonding layer which is a resin, and a Si—SiC member as the heating member. We found that there was room for improvement.
- the present inventors have obtained a laminated member having a glass member having a predetermined linear transmittance, a bonding layer containing a resin, and a SiC-SiC member, which is the SiC-SiC member.
- a glass member having a predetermined linear transmittance a bonding layer containing a resin
- SiC-SiC member which is the SiC-SiC member.
- the laminated member according to [1], wherein the average linear expansion coefficient ⁇ of the glass member at 20 to 200 ° C. is 1.50 to 5.00 ppm / ° C.
- the glass member has 55.0 to 85.0 mol% SiO 2 and 1.5 to 14.5 mol% Al 2 O 3 and 3.0 in an oxide-based molar percentage display. Includes ⁇ 14.0 mol% B 2 O 3 and 0 ⁇ 3.5 mol% P 2 O 5.
- the total content of the SiO 2 , the Al 2 O 3 , the B 2 O 3, and the P 2 O 5 in the glass member is 70.0 to 97.0% in terms of oxide-based molar percentage.
- the meanings of the terms in the present invention are as follows.
- the numerical range represented by using “-” means a range including the numerical values before and after "-" as the lower limit value and the upper limit value.
- the laminated member of the present disclosure includes a glass member having a linear transmittance of 80% or more at a wavelength of 850 nm, a bonding layer containing a resin on the glass member, and a SiC-SiC member on the bonding layer.
- the average linear expansion coefficient ⁇ of the Si—SiC member at 20 to 200 ° C. is 2.85 to 4.00 ppm / ° C.
- the laminated member of the present disclosure is excellent in temperature rise resistance, impact resistance and heat impact resistance. The details of this reason have not been clarified yet, but it is presumed that it is due to the following reasons.
- the bonding layer containing the resin functions as a cushioning material and the impact resistance is improved.
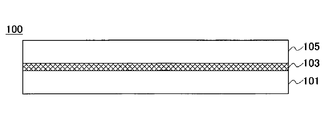
- FIG. 1 is a cross-sectional view schematically showing a laminated member according to one aspect of the present invention.
- the laminated member 100 has a glass member 101, a bonding layer 103 arranged on the glass member 101, and a SiC—SiC member 105 arranged on the bonding layer 103.
- the laminated member 100 has a laminated structure in which a glass member 101, a bonding layer 103, and a SiC-SiC member 105 are laminated in this order.
- the Si—SiC member means a sintered member composed of a composite material containing silicon carbide (SiC) and silicon (Si) (metal Si).
- the Si-SiC member 105 is preferably a ceramic containing 40 to 92% by mass of SiC and 8 to 60% by mass of Si with respect to the total mass of the SiC-SiC member, preferably 50 to 87% by mass of SiC. It is more preferable that the ceramic contains 13 to 50% by mass of Si, and more preferably the ceramic contains 55 to 82% by mass of SiC and 18 to 45% by mass of Si. Ceramics containing% by mass of SiC and 23 to 40% by mass are particularly preferable, and ceramics containing 65 to 72% by mass of SiC and 28 to 35% by mass of Si are most preferable. ..
- the SiC-SiC member 105 has an excellent balance between thermal characteristics and mechanical characteristics.
- the composition of the Si—SiC member 105 is not particularly limited as long as it contains SiC and Si, and may contain a component derived from a sintering aid, a trace amount of impurities (Fe, etc.) and the like.
- the sintering aid is not particularly limited, for example BeO, B 4 C, BN, Al, and AlN and the like.
- the thickness of the Si—SiC member 105 is preferably 0.5 to 15 mm.
- the thickness of the Si—SiC member 105 is more preferably 1.5 mm or more, further preferably 2.0 mm or more, and particularly preferably 2.5 mm or more.
- the thickness of the Si—SiC member 105 is more preferably 10.0 mm or less, further preferably 7.5 mm or less, and particularly preferably 5.5 mm or less.
- the Si-SiC member 105 can be made thinner by being supported by the glass member 101. Since the Si—SiC member 105 can be made thin, it is possible to quickly raise and lower the temperature.
- the thickness of the Si-SiC member 105 can be measured with, for example, a caliper or a digital measure.
- the average linear expansion coefficient ⁇ of the Si—SiC member 105 at 20 to 200 ° C. is 2.85 to 4.00 ppm / ° C.
- the average linear expansion coefficient ⁇ of the Si—SiC member 105 at 20 to 200 ° C. is also simply referred to as an average linear expansion coefficient ⁇ .
- the average coefficient of linear expansion ⁇ is preferably 2.90 ppm / ° C. or higher, more preferably 2.95 ppm / ° C. or higher, and particularly preferably 3.00 ppm / ° C. or higher.
- the average coefficient of linear expansion ⁇ is preferably 3.40 ppm / ° C. or lower, more preferably 3.20 ppm / ° C. or lower, and particularly preferably 3.10 ppm / ° C. or lower.
- the average linear expansion coefficient ⁇ of the Si—SiC member 105 is within the above range, it is easy to match the average linear expansion coefficient ⁇ between the Si—SiC member 105 and the glass member 101. Further, since the thermal conductivity and strength of the Si—SiC member 105 can be increased, the impact resistance can be improved while increasing the temperature rise rate.
- the coefficient of linear expansion ⁇ can be measured by a thermomechanical analyzer (TMA) or a thermomechanical analyzer (TMA) whose temperature range is 20 ° C to 200 ° C.
- the thermal conductivity of the Si—SiC member 105 at 20 ° C. is preferably 130 to 300 W / m ⁇ K.
- the thermal conductivity of the Si—SiC member 105 at 20 ° C. is more preferably 190 W / m ⁇ K or more, further preferably 210 W / m ⁇ K or more, and particularly preferably 225 W / m ⁇ K or more.
- the thermal conductivity of the Si—SiC member 105 at 20 ° C. is more preferably 270 W / m ⁇ K or less, further preferably 260 W / m ⁇ K or less, and particularly preferably 250 W / m ⁇ K or less.
- the thermal conductivity of the Si—SiC member 105 is within the above range, the heat soaking property is improved as a heating member. Further, if the thermal conductivity of the SiC-SiC member 105 is within the above range, it is possible to prevent a decrease in yield due to variations in the thermal conductivity during the manufacture of the SiC-SiC member 105, and the quality of the SiC-SiC member 105 can be prevented. Is easy to stabilize.
- Thermal conductivity can be measured by the laser flash method.
- the Young's modulus of the Si—SiC member 105 is preferably 300 to 420 GPa.
- the Young's modulus of the Si—SiC member 105 is more preferably 320 GPa or more, further preferably 350 GPa or more, and particularly preferably 370 GPa or more.
- the Young's modulus of the Si—SiC member 105 is more preferably 410 GPa or less, further preferably 400 GPa or less, and particularly preferably 390 GPa or less.
- the Si—SiC member 105 is preferable because the Young's modulus satisfies the above range and the thermal impact resistance is improved. Further, since the Si—SiC member 105 has a lower Young's modulus than other silicon carbide ceramics, it has high thermal shock resistance and is preferable.
- Young's modulus can be measured at 20 ° C. by the elastic modulus test method (ultrasonic pulse method: dynamic elastic modulus) described in Japanese Industrial Standards (JIS R1602: 1995).
- the bending strength of the Si—SiC member 105 is preferably 130 to 300 MPa.
- the bending strength of the Si—SiC member 105 is more preferably 200 MPa or more, further preferably 220 MPa or more, and particularly preferably 230 MPa or more.
- the bending strength of the Si—SiC member 105 is more preferably 260 MPa or less, further preferably 250 MPa or less, and particularly preferably 240 MPa or less.
- the bending strength can be measured at 20 ° C. by the bending strength test method (4-point bending strength) described in Japanese Industrial Standards (JIS R1601: 2008).
- the Vickers hardness (Hv) of the Si—SiC member 105 is preferably 20 to 27 GPa.
- the Vickers hardness is more preferably 21 GPa or more, further preferably 22 GPa or more, and particularly preferably 23 GPa or more.
- the Vickers hardness is more preferably 26 GPa or less, further preferably 25 GPa or less, and particularly preferably 24 GPa or less.
- the scratch resistance of the Si-SiC member 105 and the laminated member 100 is improved.
- Vickers hardness can be measured at 20 ° C by the Vickers hardness tester system.
- the glass composition of the glass member 101 is not particularly limited.
- the glass member 101 include soda lime glass, borosilicate glass, aluminosilicate glass, and non-alkali glass.
- the glass member 101 may be chemically strengthened glass (chemically strengthened glass), physically strengthened glass by air cooling or the like (physically strengthened glass), or crystallized glass (crystallized glass). ..
- the preferable glass composition of the glass member 101 will be described.
- the glass composition (content of the target component of the glass member) in the present specification is shown by an oxide-based molar percentage display (mol%).
- the glass member 101 contains SiO 2.
- SiO 2 is the main component of glass.
- the content of SiO 2 is preferably 55.0 mol% or more, more preferably 57.0 mol% or more, further preferably 60.0 mol% or more, still more preferably 62.0 mol%, from the viewpoint of enhancing the weather resistance of the glass.
- the above is particularly preferable.
- the content of SiO 2 is preferably 85.0 mol% or less, more preferably 83.0 mol% or less, still more preferably 80.0 mol% or less, from the viewpoint of lowering the melting temperature of the glass and improving the manufacturability. , 78.0 mol% or less is particularly preferable.
- the glass member 101 may or may not contain Al 2 O 3 , but it is contained because it is useful for increasing the weather resistance of the glass and lowering the coefficient of linear expansion. preferable.
- the content of Al 2 O 3 is preferably 1.5 mol% or more, more preferably 3.0 mol% or more, further preferably 5.0 mol% or more, and further preferably 5.0 mol% or more, from the viewpoint of increasing the Young's modulus of the glass. 0 mol% or more is particularly preferable.
- the content of Al 2 O 3 is preferably 14.5 mol% or less from the viewpoint of increasing the acid resistance of the glass. Further, 14.0 mol% or less is more preferable, and 13 It is more preferably 5.5 mol% or less, and particularly preferably 13.0 mol% or less.
- the glass member 101 may or may not contain B 2 O 3 , but is preferably contained because it is useful for adjusting the linear expansion coefficient of the glass.
- the content of B 2 O 3 is preferably 3.0 mol% or more, more preferably 4.0 mol% or more, still more preferably 4.5 mol% or more, from the viewpoint of suppressing the coefficient of linear expansion of the glass. 9.0 mol% or more is particularly preferable.
- the content of B 2 O 3 is preferably 14.0 mol% or less from the viewpoint of improving the weather resistance of the glass. Further, from the viewpoint that the Young's modulus of the glass can be increased, 11.5 mol% or less is preferable, 10.0 mol% or less is more preferable, 8.5 mol% or less is further preferable, and 7.5 mol% or less is particularly preferable. ..
- the glass member 101 may or may not contain RO.
- RO means at least one of MgO, CaO, SrO, and BaO.
- the RO content represents the total amount of MgO, CaO, SrO, and BaO.
- the RO content is preferably 2.0 mol% or more, more preferably 3.0 mol% or more, and 4.0, from the viewpoint of lowering the melting temperature of the glass to increase the solubility and controlling the linear expansion coefficient. More preferably mol% or more, and particularly preferably 5.0 mol% or more.
- the RO content is preferably 25.0 mol% or less, more preferably 20.0 mol% or less, and 16. It is more preferably 0 mol% or less, and particularly preferably 15.0 mol% or less.
- MgO may be contained in order to lower the melting temperature of the glass, increase the solubility, and control the coefficient of linear expansion.
- the content of MgO is preferably 1.0 mol% or more, more preferably 2.0 mol% or more, further preferably 2.5 mol% or more, and particularly preferably 3.0 mol% or more.
- the MgO content is preferably 15.0 mol% or less, more preferably 12.0 mol% or less, from the viewpoint of lowering the devitrification temperature of the glass to improve manufacturability and controlling the linear expansion coefficient. It is more preferably 0 mol% or less, and particularly preferably 9.0 mol% or less.
- CaO may be contained in order to lower the melting temperature of the glass, increase the solubility, and control the coefficient of linear expansion.
- the CaO content is preferably 0.5 mol% or more, more preferably 1.0 mol% or more.
- the CaO content is preferably 10.0 mol% or less, more preferably 8.0 mol% or less.
- SrO may be contained in order to lower the melting temperature of the glass to increase the solubility and control the coefficient of linear expansion.
- the content of SrO is preferably 0 mol% or more, more preferably 0.01 mol% or more, still more preferably 0.1 mol% or more.
- the content of SrO is preferably 5.0 mol% or less, more preferably 3.0 mol% or less, still more preferably 2.0 mol% or less.
- BaO may be contained in order to lower the melting temperature of the glass to increase productivity and control the coefficient of linear expansion.
- the BaO content is preferably 0 mol% or more, more preferably 0.01 mol% or more.
- the BaO content is preferably 3.0 mol% or less, more preferably 2.0 mol% or less.
- BaO may be mixed as a raw material such as limestone, dromite, strontium carbonate, or an impurity derived from the manufacturing process even if it is not intentionally contained.
- Glass member 101 may contain R 2 O, it may not be contained.
- R 2 O means at least one of Li 2 O, Na 2 O, and K 2 O.
- the content of R 2 O represents the total amount of Li 2 O, Na 2 O, and K 2 O.
- R 2 O facilitates melting of the glass raw material, the linear expansion coefficient, which is a useful component for adjusting the melting temperature.
- the content of R 2 O in order to satisfactorily exhibit the above effect, preferably at least 0 mol%, more preferably not less than 0.01 mol%.
- the content of R 2 O is to reduce the linear expansion coefficient of the glass, from the viewpoint of reducing the stress generated during the temperature change is preferably 15.0 mol% or less, more preferably 10.0 mol% or less , 6.0 mol% or less is more preferable, and 5.0 mol% or less is particularly preferable.
- the total amount of R 2 O, that is, Na 2 O and K 2 O is preferably 0 mol% or more, more preferably 0.01 mol% or more.
- the total amount of R 2 O is preferably 13.0 mol% or less, preferably 10.0 mol% or less, from the viewpoint of reducing the linear expansion coefficient. More preferably, 5.0 mol% or less is further preferable, and 3.0 mol% or less is particularly preferable.
- Li 2 O is a component useful for promoting melting of the glass raw material and adjusting the coefficient of linear expansion, melting temperature and the like.
- the content of Li 2 O is preferably 0 mol% or more, more preferably 0.01 mol% or more.
- the Li 2 O content is preferably 10.0 mol% or less, more preferably 7.0 mol% or less, from the viewpoint of reducing the coefficient of linear expansion of the glass and reducing the stress generated when the temperature changes. , 5.0 mol% or less is more preferable.
- Na 2 O is a useful component for promoting melting of the glass raw material and adjusting the coefficient of linear expansion, melting temperature and the like.
- the Na 2 O content is preferably 0 to 13.0 mol%.
- the Na 2 O content is more preferably 0.01 mol% or more.
- the content of Na 2 O is more preferably 10.0 mol% or less, further preferably 5.0 mol% or less, and particularly preferably 3.0 mol% or less.
- the coefficient of linear expansion of the glass can be reduced to reduce the stress generated when the temperature changes.
- K 2 O is to promote melting of glass raw materials, the linear expansion coefficient, which is a useful component for adjusting the melting temperature.
- the K 2 O content is preferably not less than 0 mol%, more preferably not less than 0.01 mol%.
- the content of K 2 O is preferably 3.0 mol% or less, preferably 1.0 mol% or less, from the viewpoint of reducing the coefficient of linear expansion of the glass and reducing the stress generated when exposed to high temperature. More preferably, 0.1 mol% or less is further preferable.
- the glass member 101 may or may not contain ZrO 2. When ZrO 2 is contained, the chemical resistance of the glass can be improved.
- the content of ZrO 2 is preferably 0 mol% or more, more preferably 0.01 mol% or more, still more preferably 0.1 mol% or more, from the viewpoint that the above effects can be satisfactorily exhibited.
- the content of ZrO 2 is preferably 5.0 mol% or less, more preferably 3.0 mol% or less, and further preferably 2.0 mol% or less, from the viewpoint of lowering the devitrification temperature of the glass and increasing the productivity. preferable.
- the glass member 101 may or may not contain P 2 O 5. When P 2 O 5 is contained, crystallization of the glass can be suppressed and the glass can be stabilized.
- the content of P 2 O 5 is preferably 0 mol% or more. Further, from the viewpoint that the above effects can be satisfactorily exhibited, 0.05 mol% or more is more preferable, and 0.1 mol% or more is further preferable.
- the content of P 2 O 5 is 3.5 mol% from the viewpoint that the glass can be stabilized without raising the melting temperature of the glass too high and the phase separation of the glass can be suppressed to improve the transparency.
- the following is preferable, 3.0 mol% or less is more preferable, and 2.0 mol% or less is further preferable.
- the glass member 101 may or may not contain Fe 2 O 3.
- Fe 2 O 3 When Fe 2 O 3 is contained, the clarity of the glass can be improved and the temperature of the bottom substrate of the melting furnace can be controlled without impairing the color of the glass. Further, the linear transmittance of the glass member 101 at a wavelength of 850 nm can be easily adjusted within the range described later, and a stable product can be obtained.
- the content of Fe 2 O 3 is preferably 0.0001 mol% or more, more preferably 0.0005 mol% or more, still more preferably 0.0010 mol% or more, from the viewpoint that the above effects can be satisfactorily exhibited.
- the content of Fe 2 O 3 is preferably 0.0115 mol% or less, more preferably 0.0100 mol% or less, further preferably 0.0080 mol% or less, and 0. 0050 mol% or less is particularly preferable.
- the glass member 101 may or may not contain ZnO.
- the ZnO content is preferably 0 mol% or more, more preferably 0.01 mol% or more, further preferably 0.1 mol% or more, and particularly preferably 0.5 mol% or more.
- the ZnO content is preferably 15.0 mol% or less, more preferably 12.0 mol% or less, still more preferably 10.0 mol% or less, from the viewpoint of lowering the devitrification temperature of the glass and increasing productivity. , 8.0 mol% or less is particularly preferable.
- the glass member 101 may contain components other than the above (for example, TiO 2 , Y 2 O 3 , Gd 2 O 3, etc.) as long as the effects of the present invention are not impaired.
- the total content of the other components is preferably 10.0 mol% or less.
- the glass member 101 may appropriately contain sulfate, chloride, fluoride, halide, hydroxide, SnO 2 , Sb 2 O 3 , As 2 O 3, and the like as a clarifying agent when the glass is melted. good.
- coloring components such as Ni, Co, Cr, Mn, V, Se, Au, Ag, and Cd.
- coloring components such as Fe, Ni, Co, Cr, Mn, V, Se, Au, Ag, and Cd may be contained in the range of 0.0001 mol% or more. ..
- At least one selected from the group consisting of sulfates, chlorides, fluorides, halides, hydroxides, SnO 2 , Sb 2 O 3 and As 2 O 3 is contained. If so, the total content of these groups is preferably 0.01 mol% or more, more preferably 0.02 mol% or more, still more preferably 0.05 mol% or more from the viewpoint of clarity.
- the total content of these groups is preferably 5.0 mol% or less, more preferably 2.0 mol% or less, still more preferably 1.0 mol% or less, because it does not affect the glass properties.
- SiO 2 , Al 2 O 3 , B 2 O 3 and P 2 O 5 are network forming components (network formers) of glass.
- the total content of SiO 2 , Al 2 O 3 , B 2 O 3 and P 2 O 5 in the glass member 101 is 70.0 mol% or more from the viewpoint of improving the stability and chemical durability of the glass structure. Is more preferable, 75.0 mol% or more is more preferable, 78.0 mol% or more is further preferable, and 80.0 mol% or more is particularly preferable.
- the total content of SiO 2 , Al 2 O 3 , B 2 O 3 and P 2 O 5 is preferably 97.0 mol% or less from the viewpoint of suppressing an increase in the melting temperature of the glass and improving the clarity. , 95.0 mol% or less is more preferable, 93.0 mol% or less is further preferable, and 90.0 mol% or less is particularly preferable.
- Preferred embodiments of the glass composition of the glass member 101 include 55.0 to 85.0 mol% SiO 2 , 1.5 to 14.5 mol% Al 2 O 3 , and 3.0 to 14.0 mol. % B 2 O 3 , 0 to 3.5 mol% P 2 O 5 , and 70.0 to 97.0% SiO 2 + Al 2 O 3 + B 2 O 3 + P 2 O 5 .
- the total content of SiO 2 , Al 2 O 3 , B 2 O 3 and P 2 O 5 in the glass member 101 is 70.0 to 97.0% in terms of oxide-based molar percentage. Can be mentioned. As a result, the glass characteristics are more excellent.
- the thickness of the glass member 101 is not particularly limited as long as it can support the Si—SiC member 105. Specifically, the thickness of the glass member 101 is preferably 2 to 40 mm.
- the thickness of the glass member 101 is more preferably 3 mm or more, further preferably 5 mm or more, particularly preferably 10 mm or more, and most preferably 15 mm or more.
- the thickness of the glass member 101 is more preferably 35 mm or less, further preferably 30 mm or less, and particularly preferably 25 mm or less.
- the thickness of the glass member 101 is within the above range, sufficient strength can be maintained as a support member.
- the thickness of the glass member 101 can be measured with, for example, a caliper or a digital measure.
- the average linear expansion coefficient ⁇ of the glass member 101 at 20 to 200 ° C. is preferably 1.50 to 5.00 ppm / ° C.
- the average linear expansion coefficient ⁇ of the glass member 101 at 20 to 200 ° C. is also simply referred to as an average linear expansion coefficient ⁇ .
- the average coefficient of linear expansion ⁇ is more preferably 2.00 ppm / ° C. or higher, further preferably 2.50 ppm / ° C. or higher, and particularly preferably 2.60 ppm / ° C. or higher.
- the average coefficient of linear expansion ⁇ is more preferably 4.50 ppm / ° C. or lower, further preferably 4.00 ppm / ° C. or lower, and particularly preferably 3.50 ppm / ° C. or lower.
- the average linear expansion coefficient ⁇ of the glass member 101 is within the above range, the average linear expansion coefficient ⁇ of the glass member 101 and the Si—SiC member 105 can be easily matched.
- the coefficient of linear expansion ⁇ can be measured by a thermomechanical analyzer (TMA) or a thermomechanical analyzer (TMA) whose temperature range is 20 ° C to 200 ° C.
- of the value obtained by subtracting the average linear expansion coefficient ⁇ of the glass member 101 from the average linear expansion coefficient ⁇ of the Si—SiC member 105 is preferably 2.00 ppm / ° C. or less.
- is more preferably 1.00 ppm / ° C. or lower, further preferably 0.50 ppm / ° C. or lower, and particularly preferably 0.30 ppm / ° C. or lower.
- the linear transmittance of the glass member 101 at a wavelength of 850 nm is 80% or more, preferably 85% or more, more preferably 90% or more, still more preferably 92% or more.
- the amount of infrared rays transmitted can be sufficient for heating and utilization.
- the upper limit of the linear transmittance of the glass member 101 is 100%.
- the linear transmittance is the transmittance of light that is linearly transmitted through the glass member 101 in the thickness direction, with the incident angle of the incident light being 0 °, and can be measured at 20 ° C by a spectrophotometer.
- a method of setting the linear transmittance of the glass member 101 to the above range a method of adjusting the content of Fe 2 O 3 in the glass member 101 to the above range, or a method of suppressing surface reflection of the glass member 101 is reflected.
- Examples thereof include a method of forming a protective film.
- a method for forming the antireflection film a generally known method such as wet coating by spray coating, spin coating, flow coating or the like, or dry coating by sputtering or vapor deposition can be used.
- the Young's modulus of the glass member 101 is preferably 40 to 120 GPa.
- the Young's modulus of the glass member 101 is more preferably 45 GPa or more, further preferably 50 GPa or more, and particularly preferably 65 GPa or more.
- the Young's modulus of the glass member 101 is more preferably 100 GPa or less, further preferably 95 GPa or less, and particularly preferably 90 GPa or less.
- the Young's modulus of the glass member 101 is within the above range, sufficient strength as a support member can be maintained and the amount of warpage can be reduced.
- the Young's modulus of the glass member 101 can be measured at 20 ° C. by the ultrasonic pulse method described in Japanese Industrial Standards (JIS R1602: 1995).
- the melting temperature of the glass member 101 is preferably 1000 to 2000 ° C.
- the melting temperature of the glass member 101 is more preferably 1300 ° C. or higher, further preferably 1400 ° C. or higher, and particularly preferably 1500 ° C. or higher.
- the melting temperature of the glass member 101 is more preferably 1900 ° C or lower, further preferably 1800 ° C or lower, and particularly preferably 1700 ° C or lower.
- the melting temperature of the glass member 101 is within the above range, the clarity of the glass and the solubility of the raw material are excellent, and the defects in the glass can be suppressed.
- the devitrification temperature of the glass member 101 is preferably 800 to 1600 ° C.
- the devitrification temperature of the glass member 101 is more preferably 900 ° C. or higher, further preferably 1000 ° C. or higher, and particularly preferably 1100 ° C. or higher.
- the devitrification temperature of the glass member 101 is more preferably 1500 ° C. or lower, further preferably 1400 ° C. or lower, and particularly preferably 1350 ° C. or lower.
- the devitrification temperature of the glass member 101 is within the above range, the defects that occur during the manufacture of glass are reduced.
- the devitrification temperature of the glass member 101 is such that crushed glass particles are placed in a platinum dish and heat-treated in an electric furnace controlled to a constant temperature for 17 hours, and the glass surface and the inside are observed by an optical microscope after the heat treatment. This is the maximum value of the temperature at which crystals do not precipitate.
- the joining layer 103 is a member that joins the glass member 101 and the SiC—SiC member 105.
- Examples of the resin contained in the bonding layer 103 include epoxy resin, silicone resin, fluororesin, and polyimide resin. Epoxy resin, silicone resin, and fluororesin are preferable because they have more excellent heat resistance. The resin may be used alone or in combination of two or more.
- the resin content is preferably 40 to 100% by mass, more preferably 50 to 90% by mass, still more preferably 60 to 80% by mass, based on the total mass of the bonding layer 103.
- the adhesion between the glass member 101 and the Si—SiC member 105 via the bonding layer 103 is more excellent, and the difference in expansion coefficient from the Si—SiC member can be reduced.
- the bonding layer 103 may or may not contain a component other than the resin (hereinafter, also referred to as “other component”). Specific examples of other components include plasticizers and fillers.
- the content of the other components is preferably 10 to 50% by mass, more preferably 20 to 40% by mass, and 25 to 35% by mass with respect to the total mass of the bonding layer 103. % Is more preferable.
- the content of other components is 40% by mass or less, the adhesion between the glass member 101 and the Si—SiC member 105 via the bonding layer 103 is more excellent.
- the bonding layer 103 can be produced using, for example, a heating press device.
- a resin film constituting the bonding layer 103 is sandwiched between the glass member 101 and the Si—SiC member 105 (this configuration is referred to as a temporary laminate).
- the temporary laminate is heated to a temperature equal to or higher than the softening point of the resin film, and the temporary laminate is pressed by applying pressure to join the glass member 101 and the SiC-SiC member 105. It is preferable to press the temporary laminate in a vacuum atmosphere in order to prevent bubbles from being entrained during joining.
- the contact surface of the glass member 101 with the resin film (bonding layer 103) and the contact surface of the SiC-SiC member 105 with the resin film (bonding layer 103) are appropriately roughened by blasting or the like. You may leave it.
- the thickness of the bonding layer 103 is preferably 0.001 to 0.300 mm.
- the thickness of the bonding layer 103 may be 0.005 mm or more, 0.008 mm or more, or 0.010 mm or more.
- the thickness of the bonding layer 103 may be 0.150 mm or less, 0.050 mm or less, or 0.030 mm or less.
- the thickness of the bonding layer 103 can be calculated using digital data taken by SEM cross-section observation and image processing software.
- the linear transmittance of the bonding layer 103 at a wavelength of 850 nm is preferably 88% or more, more preferably 91% or more, further preferably 93% or more, and particularly preferably 95% or more.
- the upper limit of the linear transmittance of the bonding layer 103 is 100%.
- the linear transmittance is the transmittance of light that is linearly transmitted through the bonding layer 103 in the thickness direction, with the incident angle of the incident light being 0 °, and can be measured at 20 ° C by a spectrophotometer.
- the heat resistant temperature of the resin contained in the bonding layer 103 is preferably 120 to 420 ° C. Further, 120 to 300 ° C. is more preferable from the viewpoint of stress relaxation during high temperature use.
- the heat resistant temperature of the resin contained in the bonding layer 103 is more preferably 140 ° C. or higher, particularly preferably 160 ° C. or higher, and most preferably 180 ° C. or higher.
- the heat resistant temperature of the resin contained in the bonding layer 103 may be 280 ° C. or lower, 260 ° C. or lower, or 240 ° C. or lower.
- the heat resistant temperature of the resin contained in the bonding layer 103 is set to a temperature at which the mass of the object to be measured is reduced by 1% by mass by thermogravimetric analysis (TGA) in an atmospheric atmosphere.
- TGA thermogravimetric analysis
- the average linear expansion coefficient ⁇ of the bonding layer 103 at 20 to 200 ° C. is preferably 2 to 200 ppm / ° C.
- the average linear expansion coefficient ⁇ of the bonding layer 103 at 20 to 200 ° C. is also simply referred to as an average linear expansion coefficient ⁇ .
- the average coefficient of linear expansion ⁇ is more preferably 4 ppm / ° C. or higher, further preferably 7 ppm / ° C. or higher, and particularly preferably 10 ppm / ° C. or higher.
- the average linear expansion coefficient ⁇ is more preferably 100 ppm / ° C. or lower, further preferably 50 ppm / ° C. or lower, particularly preferably 30 ppm / ° C. or lower, and most preferably 20 ppm / ° C. or lower.
- the average linear expansion coefficient ⁇ of the bonding layer 103 is within the above range, the adhesion is excellent and the difference in expansion coefficient from the Si—SiC member can be reduced, so that the heat-resistant impact resistance of the laminated member 100 is excellent.
- the coefficient of linear expansion ⁇ can be measured by a thermomechanical analyzer (TMA) or a thermomechanical analyzer (TMA) whose temperature range is 20 ° C to 200 ° C.
- the Young's modulus of the resin film is preferably 0.05 GPa or more in terms of improving the adhesion between the SiC-SiC member 105 and the glass member 101 and maintaining the shape of the entire member. , 0.10 GPa or more is more preferable, and 0.15 GPa or more is further preferable.
- the Young's modulus of the resin film is preferably 3.5 GPa or less, preferably 3.0 GPa or less, in terms of reducing the stress generated from the difference in expansion coefficient from the Si—SiC member. More preferably, 2.0 GPa or less is further preferable, 1.0 GPa or less is particularly preferable, and 0.5 GPa or less is most preferable.
- the stress generated from the difference in expansion coefficient from the Si-SiC member increases as the Young's modulus of the resin layer increases, and decreases as the Young's modulus decreases.
- Young's modulus can be measured at 25 ° C. by the elastic modulus test method described in Japanese Industrial Standards (JIS K7171).
- the amount of warpage of the laminated member 100 is preferably 0.25 mm or less, more preferably 0.20 mm or less, further preferably 0.10 mm or less, and particularly preferably 0.05 mm or less.
- the amount of warpage of the laminated member 100 is not more than the above value, stress concentration can be prevented at a specific place when stress is generated, so that the impact resistance can be further improved. Further, when the laminated member 100 is installed for a kitchen, it is possible to prevent the periphery of the laminated member 100 from being distorted due to the warp of the laminated member 100 and being reflected on the laminated member 100 to deteriorate the design. Further, when the heated body is placed on the laminated member 100, it is possible to prevent the heated body from wobbling.
- the lower limit of the amount of warpage of the laminated member 100 is 0 mm.
- the amount of warpage of the laminated member 100 can be measured by a non-contact three-dimensional shape measuring device.
- the thickness of the glass member 101, the bonding layer 103 and the SiC-SiC member 105, the type and content of the components constituting each member (layer), and the like are described above. There is a way to do it.
- the density of the laminated member 100 is preferably 2.40 to 2.85 g / cm 3.
- the density of the laminated member 100 is more preferably 2.45 g / cm 3 or more, more preferably 2.50 g / cm 3 or more, 2.55 g / cm 3 or more is particularly preferable.
- the density of the laminated member 100 is more preferably 2.80 g / cm 3 or less, more preferably 2.75 g / cm 3 or less, 2.70 g / cm 3 or less is particularly preferred.
- the density is within the above range, the workability when incorporating the laminated member into the housing as a heating member is improved.
- the density is a value obtained by dividing the total mass of the laminated member 100 by the total volume of the laminated member 100.
- the total mass of the laminated member 100 can be measured by a mass measuring device.
- the total volume of the laminated member 100 can be measured by a digital measure.
- the thickness of the glass member 101, the bonding layer 103 and the SiC-SiC member 105, the type and content of the components constituting each member (layer), and the like are described above. There is a way to do it.
- the area of the uppermost surface of the laminated member 100 on the Si—SiC member 105 side (the main surface of the laminated member 100 on the Si—SiC member 105 side) is preferably 0.01 to 10 m 2.
- the top surface area of the laminated member 100 is more preferably 0.07 m 2 or more, more preferably 0.15 m 2 or more, particularly preferably 0.30 m 2 or more, 0.60 m 2 or more is most preferred.
- the area of the top surface of the laminated member 100 is more preferably 8m 2 or less, more preferably 4m 2 or less, particularly preferably 2m 2 or less, 1 m 2 or less is most preferred.
- the area of the uppermost surface of the laminated member 100 is within the above range, the workability when incorporating it into the housing as a heating member is improved.
- the area of the uppermost surface is calculated by measuring the dimensions of the laminated member 100 with a digital measure.
- the bonding layer 103 is arranged between the glass member 101 and the SiC-SiC member 105, and the glass member 101 and the SiC-SiC member 105 are attached via the bonding layer 103. There is a method of matching.
- a method in which a glass member 101, a bonding layer 103, and a SiC-SiC member 105 are laminated in this order and then bonded at a temperature of 150 to 380 ° C. can be mentioned.
- laminated member of the present invention which is different from the above-mentioned laminated member 100, will be described with respect to a laminated member of another aspect (hereinafter, also referred to as “laminated member of another aspect”).
- the laminated member of another aspect is a second SiC-SiC bonded to the SiC-SiC member 105 via a second bonding layer provided on the SiC-SiC member 105 and a second bonding layer. Further has a member. Since the second SiC-SiC member is configured in the same manner as the above-mentioned SiC-SiC member 105, the description thereof will be omitted.
- Si-SiC member 105 and the second SiC-SiC member are laminated, it becomes easy to manufacture a laminated member having a complicated shape. For example, when providing a space for inserting a sensor for temperature measurement in a laminated member, one of the SiC-SiC member 105 and the second SiC-SiC member is grooved in advance, and the other is bonded together. This makes it easy to provide a space in the laminated member.
- the method of joining the Si-SiC member 105 and the second Si-SiC member by the second joining layer is not particularly limited, but for example, joining using a resin such as an epoxy resin or a fluororesin, tin, indium, or the like. Examples thereof include joining using a molten metal and joining using a glass frit. Assuming that the laminated member is used as a heating member, joining using a metal is preferable from the viewpoint of heat resistance and thermal conductivity.
- glass frit has high heat resistance but low thermal conductivity, and resin has low heat resistance and thermal conductivity, so bonding using metal is preferable.
- the metal include indium, tin, tin-based alloys, and lead-based alloys. Of these, tin metals and tin-based alloys are preferable from the viewpoints of thermal conductivity, heat resistance and environmental load.
- the Si—SiC member 105 and the second SiC—SiC member are heated to a desired temperature, for example 250 ° C. to 270 ° C.
- a desired temperature for example 250 ° C. to 270 ° C.
- the metal melted at a temperature near a desired temperature for example, 250 ° C to 270 ° C
- the joint surfaces may be overlapped with each other.
- the laminated member of another aspect is a third Si bonded to the second Si—SiC member via the third bonding layer provided on the second Si—SiC member and the third bonding layer.
- -A SiC member may be further provided.
- the third bonding layer is configured in the same manner as the second bonding layer.
- the third Si—SiC member is configured in the same manner as the Si—SiC member 105.
- the laminated member of another aspect does not have the third bonding layer and the third ceramic member in terms of thickness.
- the laminated member of the present invention may have a structure capable of rapidly cooling the laminated member.
- the laminated member 100 may be provided with a flow path in at least one of the space between the glass member 101 and the bonding layer 103 and the space between the Si—SiC member 105 and the bonding layer 103.
- the laminated member 100 may be processed so that at least one of the glass member 101 and the SiC-SiC member 105 becomes a flow path.
- the laminated member of another aspect is between the glass member 101 and the bonding layer 103, between the SiC-SiC member 105 and the bonding layer 103, between the SiC-SiC member 105 and the second bonding layer, and. , At least one of between the second Si—SiC member and the second bonding layer may be provided with a flow path.
- the laminated member of another aspect may be processed so that at least one of the glass member 101, the SiC-SiC member 105, and the second SiC-SiC member becomes a flow path. The laminated member can be cooled by flowing water through the flow path.
- the laminated member of the present invention may be provided with an antireflection film that enhances transmittance and irradiation efficiency.
- the laminated member 100 may be provided with an antireflection film on the main surface of the glass member 101 on the side opposite to the bonding layer 103 side and / or on the main surface of the glass member 101 on the bonding layer 103 side.
- the laminated member of another aspect may be provided with an antireflection film on the main surface of the Si—SiC member 105 on the bonding layer 103 side or the main surface of the second SiC member on the second bonding layer side. ..
- the irradiation efficiency (heating efficiency) can be improved.
- the laminated member of the present invention may include a temperature sensor.
- the laminated member 100 may have a temperature sensor inside the SiC-SiC member 105.
- the laminated member of another aspect may have a temperature sensor inside the SiC-SiC member 105 or inside the second SiC-SiC member.
- the configuration having the temperature sensor include a configuration in which the temperature sensor is inserted into a hole made in the side surface of the SiC-SiC member 105 or the second SiC-SiC member.
- the temperature sensor is directly under the main surface of the Si—SiC member 105 on the side opposite to the bonding layer 103 side, or on the main surface of the second SiC member 105 on the side opposite to the second bonding layer. Place it directly below.
- the temperature sensor is arranged so as not to be in contact with the bonding layer 103 or the second bonding layer and to prevent the temperature sensor from being exposed.
- the temperature sensor can measure the main surface temperature of the Si—SiC member 105 on the side opposite to the bonding layer 103 side, or the main surface temperature of the second SiC member 105 on the side opposite to the second bonding layer.
- the laminated member of the present invention can be suitably used as a heating member.
- the laminated member of the present invention can be suitably used, for example, as a heating member of a cooking device.
- the laminated member of the present invention may be used as a worktop (top plate) of a kitchen.
- the laminated member of the present invention may have a function as a top plate of a cooking device and a worktop of a kitchen.
- the glasses (ia) to (v) and (vii) to (xi) in Table 1 were prepared as follows so as to have the respective glass compositions of the oxide-based molar percentages shown in Table 1. did. Commonly used glass raw materials such as oxides, hydroxides, carbonates, sulfates, halides or nitrates were appropriately selected and weighed to 10000 g as glass. Next, the mixed raw materials were placed in a platinum crucible, placed in a resistance heating electric furnace at 1500 to 1700 ° C., melted for about 12 hours, defoamed and homogenized. The obtained molten glass was poured into a mold, held at a temperature of + 50 ° C. for 1 hour, and then cooled to room temperature at a rate of 0.5 ° C./min to obtain a glass block.
- Commonly used glass raw materials such as oxides, hydroxides, carbonates, sulfates, halides or nitrates were appropriately selected and weighed to 10000 g as glass
- Each obtained glass block was cut, ground, and polished to obtain a glass member (length 300 mm, width 300 mm).
- the thickness was measured at 20 ° C using a digital measure.
- the average coefficient of linear expansion ⁇ was measured in the temperature range of 20 ° C to 200 ° C using a high-precision thermal expansion meter “DIL402 Expedis” manufactured by Netch Co., Ltd.
- the linear transmittance was measured with a spectrophotometer at 20 ° C. and a wavelength of 850 nm. Since it is clear that the glass of (xi) in Table 1 is cloudy and the linear transmittance is less than 80%, the linear transmittance was not measured.
- Young's modulus was measured at 20 ° C. by the ultrasonic pulse method described in Japanese Industrial Standards (JIS R1602: 1995).
- T2 Melting temperature (T2) is the viscosity using a rotational viscometer was measured, showing a temperature T2 (° C.) at which the 10 2 dPa ⁇ s. Since the melting temperature (T2) of the glass (iv) and the glass (v) in Table 1 could not be actually measured, they were calculated by extrapolation.
- crushed glass particles are placed in a platinum dish and heat-treated in an electric furnace controlled to a constant temperature for 17 hours, and crystals do not precipitate on the glass surface and inside by observation with an optical microscope after the heat treatment.
- the maximum value (° C) of the temperature is the maximum value (° C) of the temperature.
- phase separation was evaluated by observing the glass member with an SEM (scanning electron microscope), and the case where the phase separation was not confirmed was evaluated as " ⁇ ", and the case where the phase separation was confirmed was evaluated as "x".
- Si-SiC member The manufactured Si—SiC member is shown in Table 2.
- the Si—SiC members (a-1) to (a-3) were produced as follows.
- the ⁇ -SiC powder A1 was classified with a 325 mesh sieve to obtain ⁇ -SiC powder A2 (maximum particle diameter 44 ⁇ m, average particle diameter 8 ⁇ m).
- ⁇ -SiC powder A3, pure water, and an acrylic resin emulsion (binder) were mixed to obtain a slurry (solid content concentration of about 75% by mass).
- the slurry was poured into a gypsum mold to obtain a molded product (size: 320 mm ⁇ 320 mm ⁇ 16 mm).
- the obtained molded product was dried at 50 ° C. for 14 days and then fired at 1900 ° C. in an electric furnace having an inert atmosphere of argon to obtain a sintered body.
- the porosity of the sintered body was 18.2%.
- the sintered body A1 was transferred to another electric furnace, and under the condition of 1500 ° C. in vacuum, the sintered body A1 was melt-impregnated with high-purity silicon, and all the pores were filled with high-purity silicon.
- -A SiC member was obtained.
- the iron content in the Si—SiC member was 2.2 ppm.
- the SiC-SiC member was processed so as to have a length of 30 cm, a width of 30 cm, and a thickness shown in Table 2 to obtain SiC-SiC members (a-1) to (a-3).
- the Si-SiC member (b) was produced in the same manner as the Si-SiC member (a-1) except that the solid content concentration of the slurry was changed to about 79% by mass.
- the Si-SiC member (c) was produced in the same manner as the Si-SiC member (a-1) except that the solid content concentration of the slurry was changed to about 61% by mass.
- the Si—SiC member (d) was produced as follows. A kneader (Miyazaki Iron Works Co., Ltd., model number: MP100), SiC powder (Pacific Random Co., Ltd., model number: GMF-12S (average particle size 0.7 ⁇ m)) 48.2 mass% and silicon powder (Yamaishi) Metal Co., Ltd., model number: No. 700 (average particle size 2.5 ⁇ m)) 25.0 mass%, Metrose (Shinetsu Chemical Co., Ltd., model number SM8000) 5.5 mass% as a binder, and pure water 21. 5% by mass was added and kneaded for 6 hours to obtain clay.
- a kneader Miyazaki Iron Works Co., Ltd., model number: MP100
- SiC powder Pacific Random Co., Ltd., model number: GMF-12S (average particle size 0.7 ⁇ m)
- silicon powder Yamaishi) Metal Co., Ltd., model number: No. 700 (average particle size 2.5
- the obtained clay was put into an extrusion molding machine (manufactured by Miyazaki Iron Works Co., Ltd., model number: FM100) and extruded under the conditions of a head pressure of 1.0 MPa and a discharge rate of 1200 g / min to obtain a molded product.
- the obtained molded product was dried at 50 ° C. for 14 days and then heated in an air atmosphere at 450 ° C. for 3 hours to degreas it to obtain a degreased product.
- the obtained degreased body was fired in a carbon firing furnace under a vacuum atmosphere of 10 -3 Pa at 1700 ° C. for 2 hours to obtain a sintered body.
- the obtained sintered body was impregnated with Si under the condition of 1500 ° C.
- Si—SiC member under an argon atmosphere to obtain a Si—SiC member.
- the obtained Si—SiC member was processed to have a length of 30 cm, a width of 30 cm, and a thickness shown in Table 2 to obtain a SiC—SiC member (d).
- the Si-SiC member (e) was produced in the same manner as the Si-SiC member (a-1) except that the solid content concentration of the slurry was changed to about 77% by mass.
- the Si-SiC member (f) was produced in the same manner as the Si-SiC member (a-1) except that the solid content concentration of the slurry was changed to about 58% by mass.
- the amount (composition) of each component of the Si-SiC member was measured by an inductively coupled plasma mass spectrometer ICP-MS (manufactured by Shimadzu Corporation).
- the thickness was measured at 20 ° C. using a caliper (AD-5764A) manufactured by A & D Co., Ltd.
- the average coefficient of linear expansion ⁇ was measured in the temperature range of 20 ° C to 200 ° C using a differential thermal expansion meter (TMA) “TMA4000SA” manufactured by Bruker AXS.
- TMA differential thermal expansion meter
- the thermal conductivity was measured at a temperature of 20 ° C. using a laser flash method thermal property measuring device "MODEL LFA-502" manufactured by Kyoto Electronics Industry Co., Ltd.
- the Young's modulus is the elastic modulus test method (dynamic elastic modulus) described in the Japanese Industrial Standards (JIS R1602: 1995) using the autocom universal testing machine "AC-300KN” manufactured by TSE Co., Ltd. The method was measured at 20 ° C.
- the bending strength is the bending strength test method (4-point bending) described in the Japanese Industrial Standards (JIS R1601: 2008) using the autocom universal testing machine "AC-300KN” manufactured by TSE Co., Ltd. Strength) was measured at 20 ° C.
- the Vickers hardness was measured at 20 ° C. by using a Vickers hardness meter system (manufactured by Nippon Steel & Sumitomo Metal Industries, Ltd.) and pushing in for 15 seconds with a pushing load of 10 kgf.
- the thickness was measured with a digital measure.
- the linear transmittance was measured at 20 ° C. and 850 nm with a spectrophotometer.
- the heat resistant temperature was set to a temperature at which the mass of the resin film was reduced by 1% by mass by thermogravimetric analysis (TGA) in an atmospheric atmosphere.
- TGA thermogravimetric analysis
- the average linear expansion coefficient ⁇ was measured in a temperature range of 20 ° C. to 200 ° C. using a differential thermal expansion meter (TMA) “TMA4000SA” manufactured by Bruker AXS.
- TMA differential thermal expansion meter
- TMA4000SA differential thermal expansion meter
- Young's modulus was measured at 25 ° C. using a universal testing machine (model 5966) manufactured by Instron by the elastic modulus test method described in Japanese Industrial Standards (JIS K7171).
- the resin film shown in Table 3 is sandwiched between the glass member and the SiC-SiC member, heated to a temperature of the softening point of the resin film + 20 degrees, and pressed at a pressure of 2 MPa for 5 minutes. The glass member and the Si—SiC member were joined via a joining layer. In this way, samples (laminated members) of Examples 1 to 14 and 18 to 25 were obtained.
- the sample of each example was irradiated with infrared rays (850 nm) for 2 minutes using nine 2 kW infrared lamps, and the temperature rise was evaluated.
- the evaluation criteria were 0 when the temperature of the outermost surface of the sample exceeded 200 ° C. and ⁇ when the temperature of the outermost surface of the sample did not exceed 200 ° C.
- the samples of Examples 1 to 14 and 18 to 25, which are laminated members, were evaluated by irradiating infrared rays from the glass member side and the outermost surface temperature on the SiC member side.
- the samples of Examples 15 to 17 were evaluated at the outermost surface temperature on the side opposite to the infrared irradiation side.
- Heat resistance evaluation The sample of each example was heated at a temperature of 230 ° C. for 24 hours, and the appearance change was visually evaluated.
- the evaluation criteria were 0 when there was no change in appearance (discoloration, bubbles, generation of foreign matter, exudation of the bonding layer, etc.), and ⁇ when there was a change in appearance.
- the heat resistance of the sample of Example 25 was not evaluated.
- the amount of warpage of the sample in each example is measured by measuring the three-dimensional properties of the sample surface in accordance with ISO25178-605 using the non-contact three-dimensional shape measuring device "NH-5Ns" manufactured by Mitaka Optical Co., Ltd. It was measured by determining the maximum tilted flatness of the surface. Specifically, the sample is placed on a precision surface plate, the height of each point on the upper surface of the sample is measured using a laser autofocus microscope, and the gap created when the upper surface of the sample is sandwiched between two parallel planes. The value, that is, the maximum tilted flatness, was obtained as the amount of warpage.
- the thickness of the bonding layer (resin) of the samples of Examples 1 to 14 and 18 to 25 was calculated by SEM cross-sectional observation.
- thermostable impact resistance evaluation Using the same combination as the samples of Examples 1 to 14 and 18 to 24, a laminated member having a width of 15 mm and a length of 100 mm was produced, and the Si—SiC member side was heated using a hot plate to cause a temperature difference between the glass and the glass. was given, and the thermal shock resistance was evaluated. Specifically, the surface of the SiC-SiC member was heated using a hot plate set at 220 ° C., and the glass member side was cooled by flowing cooling water and using a cooling plate cooled to 10 ° C. to give a temperature difference. It was held in the state for 1 hour. The evaluation criteria were x when cracks and cloudiness were visually observed in the adhesive layer, and 0 when no change was observed. The thermostable impact resistance was not evaluated for the samples of Examples 15 to 17 and Example 25.
- the laminated member of the present invention has a high temperature rise rate, high impact resistance and heat impact resistance, and is suitable as a heating member (Examples 1 to 5, 7, 9 to 14). , 20-24).
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Combustion & Propulsion (AREA)
- Electromagnetism (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Inorganic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Glass Compositions (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020227043127A KR20230022408A (ko) | 2020-06-10 | 2021-06-02 | 적층 부재 |
| CN202180041313.XA CN115666932A (zh) | 2020-06-10 | 2021-06-02 | 层叠部件 |
| JP2022530509A JP7782443B2 (ja) | 2020-06-10 | 2021-06-02 | 積層部材 |
| US18/063,138 US12434456B2 (en) | 2020-06-10 | 2022-12-08 | Laminated member |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-101051 | 2020-06-10 | ||
| JP2020101051 | 2020-06-10 | ||
| JP2020161312 | 2020-09-25 | ||
| JP2020-161312 | 2020-09-25 | ||
| JP2021007287 | 2021-01-20 | ||
| JP2021-007287 | 2021-01-20 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/063,138 Continuation US12434456B2 (en) | 2020-06-10 | 2022-12-08 | Laminated member |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021251247A1 true WO2021251247A1 (ja) | 2021-12-16 |
Family
ID=78846185
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/021106 Ceased WO2021251247A1 (ja) | 2020-06-10 | 2021-06-02 | 積層部材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12434456B2 (https=) |
| JP (1) | JP7782443B2 (https=) |
| KR (1) | KR20230022408A (https=) |
| CN (1) | CN115666932A (https=) |
| WO (1) | WO2021251247A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022158457A1 (ja) * | 2021-01-20 | 2022-07-28 | Agc株式会社 | 積層部材およびガラス組成物 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114127032B (zh) * | 2019-07-25 | 2023-04-28 | Agc株式会社 | 层叠构件 |
| CN114126859B (zh) * | 2019-07-25 | 2023-10-20 | Agc株式会社 | 层叠构件 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0388783A (ja) * | 1989-05-18 | 1991-04-15 | General Electric Co <Ge> | 中間に高温反応遮断層を有する金属・セラミック構造物 |
| JPH0883835A (ja) * | 1994-08-23 | 1996-03-26 | Shinetsu Quartz Prod Co Ltd | 被膜を有する石英ガラス製部材 |
| JP2008199006A (ja) * | 2007-01-24 | 2008-08-28 | Asml Holding Nv | ウェーハチャックおよびウェーハチャックを形成する方法 |
| JP2018203571A (ja) * | 2017-06-05 | 2018-12-27 | Agc株式会社 | ガラス |
| WO2021015059A1 (ja) * | 2019-07-25 | 2021-01-28 | Agc株式会社 | 積層部材 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4120897B2 (ja) | 1997-09-25 | 2008-07-16 | 日本電気硝子株式会社 | 赤外線透過ガラスセラミックス |
| JP3960933B2 (ja) * | 2003-03-18 | 2007-08-15 | 日本碍子株式会社 | 高熱伝導性放熱材及びその製造方法 |
| JP2005086711A (ja) | 2003-09-10 | 2005-03-31 | Ngk Spark Plug Co Ltd | 支持台一体型誘電体共振器の製造方法 |
| JP5935304B2 (ja) | 2010-12-27 | 2016-06-15 | 日本電気硝子株式会社 | 結晶化ガラス |
| JP2013197425A (ja) * | 2012-03-22 | 2013-09-30 | Okamoto Machine Tool Works Ltd | 炭化珪素基板の平坦化研削加工方法 |
| JP6162428B2 (ja) | 2013-02-27 | 2017-07-12 | 日本特殊陶業株式会社 | 支持装置 |
| US11072144B2 (en) | 2013-11-26 | 2021-07-27 | Daikin Industries, Ltd. | Laminate |
| WO2015087812A1 (ja) | 2013-12-11 | 2015-06-18 | 旭硝子株式会社 | 発光ダイオードパッケージ用カバーガラス、封着構造体および発光装置 |
| KR20170110619A (ko) * | 2015-02-06 | 2017-10-11 | 아사히 가라스 가부시키가이샤 | 광 선택 투과형 유리 및 적층 기판 |
| CN116199432A (zh) * | 2015-05-28 | 2023-06-02 | Agc株式会社 | 玻璃基板及层叠基板 |
| KR102602900B1 (ko) * | 2015-12-28 | 2023-11-16 | 에이지씨 가부시키가이샤 | 유리 기판, 적층 기판, 적층체, 및 반도체 패키지의 제조 방법 |
| JP6670153B2 (ja) * | 2016-03-31 | 2020-03-18 | 日本碍子株式会社 | 蓄熱部材 |
-
2021
- 2021-06-02 CN CN202180041313.XA patent/CN115666932A/zh active Pending
- 2021-06-02 KR KR1020227043127A patent/KR20230022408A/ko active Pending
- 2021-06-02 WO PCT/JP2021/021106 patent/WO2021251247A1/ja not_active Ceased
- 2021-06-02 JP JP2022530509A patent/JP7782443B2/ja active Active
-
2022
- 2022-12-08 US US18/063,138 patent/US12434456B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0388783A (ja) * | 1989-05-18 | 1991-04-15 | General Electric Co <Ge> | 中間に高温反応遮断層を有する金属・セラミック構造物 |
| JPH0883835A (ja) * | 1994-08-23 | 1996-03-26 | Shinetsu Quartz Prod Co Ltd | 被膜を有する石英ガラス製部材 |
| JP2008199006A (ja) * | 2007-01-24 | 2008-08-28 | Asml Holding Nv | ウェーハチャックおよびウェーハチャックを形成する方法 |
| JP2018203571A (ja) * | 2017-06-05 | 2018-12-27 | Agc株式会社 | ガラス |
| WO2021015059A1 (ja) * | 2019-07-25 | 2021-01-28 | Agc株式会社 | 積層部材 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022158457A1 (ja) * | 2021-01-20 | 2022-07-28 | Agc株式会社 | 積層部材およびガラス組成物 |
| JPWO2022158457A1 (https=) * | 2021-01-20 | 2022-07-28 | ||
| JP7589757B2 (ja) | 2021-01-20 | 2024-11-26 | Agc株式会社 | 積層部材 |
| US12410105B2 (en) | 2021-01-20 | 2025-09-09 | AGC Inc. | Lamination member and glass composition |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115666932A (zh) | 2023-01-31 |
| US12434456B2 (en) | 2025-10-07 |
| JP7782443B2 (ja) | 2025-12-09 |
| US20230107722A1 (en) | 2023-04-06 |
| KR20230022408A (ko) | 2023-02-15 |
| JPWO2021251247A1 (https=) | 2021-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7537434B2 (ja) | 積層部材 | |
| US12434456B2 (en) | Laminated member | |
| JP6819613B2 (ja) | ガラス基板、積層基板、積層体、および半導体パッケージの製造方法 | |
| JP6879308B2 (ja) | ガラス基板、および積層基板 | |
| US12410105B2 (en) | Lamination member and glass composition | |
| TWI737735B (zh) | 無鹼玻璃基板、積層基板、及玻璃基板之製造方法 | |
| KR102905561B1 (ko) | 적층 부재 | |
| US12570571B2 (en) | Glass | |
| TW201246631A (en) | Reflective frame for light-emitting elements, substrate for light-emitting elements, and light-emitting device | |
| TWI922540B (zh) | 積層構件 | |
| TWI917537B (zh) | 積層構件及玻璃組合物 | |
| TWI915315B (zh) | 積層構件 | |
| TW202608682A (zh) | 積層構件 | |
| TW202506588A (zh) | 玻璃 | |
| JP2010076984A (ja) | 光学ガラス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21822418 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022530509 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21822418 Country of ref document: EP Kind code of ref document: A1 |