JP7589757B2 - 積層部材 - Google Patents
積層部材 Download PDFInfo
- Publication number
- JP7589757B2 JP7589757B2 JP2022576695A JP2022576695A JP7589757B2 JP 7589757 B2 JP7589757 B2 JP 7589757B2 JP 2022576695 A JP2022576695 A JP 2022576695A JP 2022576695 A JP2022576695 A JP 2022576695A JP 7589757 B2 JP7589757 B2 JP 7589757B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- mol
- sic
- less
- laminated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B18/00—Layered products essentially comprising ceramics, e.g. refractory products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/005—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/045—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/06—Glass compositions containing silica with more than 90% silica by weight, e.g. quartz
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/083—Glass compositions containing silica with 40% to 90% silica, by weight containing aluminium oxide or an iron compound
- C03C3/085—Glass compositions containing silica with 40% to 90% silica, by weight containing aluminium oxide or an iron compound containing an oxide of a divalent metal
- C03C3/087—Glass compositions containing silica with 40% to 90% silica, by weight containing aluminium oxide or an iron compound containing an oxide of a divalent metal containing calcium oxide, e.g. common sheet or container glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/089—Glass compositions containing silica with 40% to 90% silica, by weight containing boron
- C03C3/091—Glass compositions containing silica with 40% to 90% silica, by weight containing boron containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/089—Glass compositions containing silica with 40% to 90% silica, by weight containing boron
- C03C3/091—Glass compositions containing silica with 40% to 90% silica, by weight containing boron containing aluminium
- C03C3/093—Glass compositions containing silica with 40% to 90% silica, by weight containing boron containing aluminium containing zinc or zirconium
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/097—Glass compositions containing silica with 40% to 90% silica, by weight containing phosphorus, niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/565—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/565—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide
- C04B35/573—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide obtained by reaction sintering or recrystallisation
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62645—Thermal treatment of powders or mixtures thereof other than sintering
- C04B35/6265—Thermal treatment of powders or mixtures thereof other than sintering involving reduction or oxidation
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63424—Polyacrylates; Polymethacrylates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/636—Polysaccharides or derivatives thereof
- C04B35/6365—Cellulose or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/638—Removal thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/04—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with articles made from glass
- C04B37/047—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with articles made from glass by means of an interlayer consisting of an organic adhesive, e.g. phenol resin or pitch
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/302—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/428—Silicon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6021—Extrusion moulding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6581—Total pressure below 1 atmosphere, e.g. vacuum
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
- C04B2235/725—Metal content
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/365—Silicon carbide
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Glass Compositions (AREA)
- Laminated Bodies (AREA)
- Joining Of Glass To Other Materials (AREA)
Description
[1]波長850nmにおける直線透過率が80%以上であるガラス部材と、
上記ガラス部材上に樹脂を含む接合層と、
上記接合層上にSi-SiC部材と、を有する積層部材であって、
上記ガラス部材が、酸化物基準のモル百分率表示で、55.0~85.0モル%のSiO2と、1.5~22.0モル%のAl2O3と、2.0~14.0モル%のB2O3と、0~5.0モル%のP2O5と、を含み、
上記SiO2、上記Al2O3、上記B2O3および上記P2O5の含有量の合計が、酸化物基準のモル百分率表示で、70.0~97.0%であり、
上記Si-SiC部材の20~200℃における平均線膨張係数αが、2.85~4.00ppm/℃であり、
上記ガラス部材の20~200℃における平均線膨張係数βが、1.50~5.00ppm/℃であり、
上記Si-SiC部材の20~200℃における平均線膨張係数αから上記ガラス部材の20~200℃における平均線膨張係数βを引いた値の絶対値|α-β|が2.00ppm/℃以下である、積層部材。
[2]上記ガラス部材が、酸化物基準のモル百分率表示で、60.0~78.0モル%のSiO2と、8.0~18.0モル%のAl2O3と、2.0~11.0モル%のB2O3と、0~3.0モル%のP2O5と、を含み、
上記SiO2、上記Al2O3、上記B2O3および上記P2O5の含有量の合計が、酸化物基準のモル百分率表示で、80.0~90.0%である、[1]に記載の積層部材。
[3]上記ガラス部材中のROおよびZnOの含有量の合計が、酸化物基準のモル百分率表示で、2.0~25.0%であり、
上記ガラス部材中のR2Oの含有量の合計が、酸化物基準のモル百分率表示で、0~15.0%である、[1]または[2]に記載の積層部材。
[4]上記ガラス部材の平均線膨張係数βが、2.00~3.50ppm/℃であり、ヤング率が、40~120GPaであり、溶解温度が、1000~2000℃である、[1]~[3]のいずれか1に記載の積層部材。
[5]上記ガラス部材に含まれる上記B2O3の含有量が、8.5モル%以下である、[1]~[4]のいずれか1に記載の積層部材。
[6]上記ガラス部材が、酸化物基準のモル百分率表示で、0~13.0モル%のNa2Oを含む、[1]~[5]のいずれか1に記載の積層部材。
[7]上記ガラス部材が、酸化物基準のモル百分率表示で、0.0001~0.0115モル%のFe2O3を含む、[1]~[6]のいずれか1に記載の積層部材。
[8]上記ガラス部材の波長850nmにおける直線透過率が90%以上である、[1]~[7]のいずれか1に記載の積層部材。
[9]上記ガラス部材の厚さが2~40mmであり、
上記Si-SiC部材の厚さが0.5~15mmである、[1]~[8]のいずれか1に記載の積層部材。
[10]上記Si-SiC部材の20℃における熱伝導率が130~300W/m・Kである、[1]~[9]のいずれか1に記載の積層部材。
[11]上記ガラス部材の20~200℃における平均線膨張係数βが、上記Si-SiC部材の20~200℃における平均線膨張係数αよりも小さい、[1]~[10]のいずれか1に記載の積層部材。
[12]上記Si-SiC部材のヤング率が300~420GPaである、[1]~[11]のいずれか1に記載の積層部材。
[13]上記Si-SiC部材の金属Si含有比率が8~60質量%である、[1]~[12]のいずれか1に記載の積層部材。
[14]上記樹脂の耐熱温度が120~420℃である、[1]~[13]のいずれか1に記載の積層部材。
[15]上記接合層の20~200℃における平均線膨張係数γが2~200ppm/℃である、[1]~[14]のいずれか1に記載の積層部材。
[16]密度が2.40~2.85g/cm3である、[1]~[15]のいずれか1に記載の積層部材。
[17]反り量が0.25mm以下である、[1]~[16]のいずれか1に記載の積層部材。
[18]上記Si-SiC部材の上に設けられる第2の接合層と、
上記第2の接合層を介して上記Si-SiC部材と接合される第2のSi-SiC部材と、をさらに有する、[1]~[17]のいずれか1に記載の積層部材。
[19]ガラス部材と、上記ガラス部材上に樹脂を含む接合層と、上記接合層上にSi-SiC部材、からなる積層部材において、上記ガラス部材に用いられるガラス組成物であって、
上記ガラス組成物は、波長850nmにおける直線透過率が80%以上であり、
上記ガラス組成物は、酸化物基準のモル百分率表示で、55.0~85.0モル%のSiO2と、1.5~22.0モル%のAl2O3と、2.0~14.0モル%のB2O3と、0~5.0モル%のP2O5と、を含み、
上記ガラス組成物は、上記SiO2、上記Al2O3、上記B2O3および上記P2O5の含有量の合計が、酸化物基準のモル百分率表示で、70.0~97.0%であり、
上記ガラス組成物は、20~200℃における平均線膨張係数βが、1.50~5.00ppm/℃であり、
上記ガラス組成物は、20~200℃における平均線膨張係数αが2.85~4.00ppm/℃であるSi-SiC部材を有する積層部材に用いられるものであり、上記Si-SiC部材の20~200℃における平均線膨張係数αから上記ガラス部材の20~200℃における平均線膨張係数βを引いた値の絶対値|α-β|が2.00ppm/℃以下となるように用いられる、ガラス組成物。
[20]酸化物基準のモル百分率表示で、55.0~85.0モル%のSiO2と、1.5~22.0モル%のAl2O3と、2.0~14.0モル%のB2O3と、0~5.0モル%のP2O5と、を含み、
上記SiO2、上記Al2O3、上記B2O3および上記P2O5の含有量の合計が、酸化物基準のモル百分率表示で、70.0~97.0%であり、
20~200℃における平均線膨張係数βが、1.50~5.00ppm/℃であり、
波長850nmにおける直線透過率が80%以上である、ガラス組成物。
「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
本開示の積層部材は、波長850nmにおける直線透過率が80%以上であるガラス部材と、上記ガラス部材上に樹脂を含む接合層と、上記接合層上にSi-SiC部材と、を有し、上記ガラス部材が、酸化物基準のモル百分率表示で、55.0~85.0モル%のSiO2と、1.5~22.0モル%のAl2O3と、2.0~14.0モル%のB2O3と、0~5.0モル%のP2O5と、を含み、上記SiO2、上記Al2O3、上記B2O3および上記P2O5の含有量の合計が、酸化物基準のモル百分率表示で、70.0~97.0%であり、上記Si-SiC部材の20~200℃における平均線膨張係数αが2.85~4.00ppm/℃であり、上記ガラス部材の20~200℃における平均線膨張係数βが、1.50~5.00ppm/℃であり、上記Si-SiC部材の20~200℃における平均線膨張係数αから上記ガラス部材の20~200℃における平均線膨張係数βを引いた値の絶対値|α-β|が2.00ppm/℃以下であることを特徴とする。
本発明の一態様において、Si-SiC部材とは、炭化ケイ素(SiC)とケイ素(Si)(金属Si)とを含む複合材料で構成された焼結部材を意味する。
ガラス部材101としては、例えば、ソーダライムガラス、ホウケイ酸ガラス、アルミノケイ酸ガラス、無アルカリガラスが挙げられる。また、ガラス部材101は、化学強化されたガラス(化学強化ガラス)、風冷等により物理強化されたガラス(物理強化ガラス)、結晶化処理を施したガラス(結晶化ガラス)であってもよい。
Na2Oの含有量は、0.01モル%以上がより好ましい。
Na2Oの含有量は、10.0モル%以下がより好ましく、5.0モル%以下がさらに好ましく、3.0モル%以下が特に好ましい。
Na2Oの含有量が13.0モル%以下であれば、ガラスの線膨張係数を小さくして、温度変化の際に発生する応力を小さくできる。
ZnOの含有量は、0モル%以上が好ましく、0.01モル%以上がより好ましく、0.1モル%以上がさらに好ましく、0.5モル%以上が特に好ましい。
他の成分の含有量の合計は、10.0モル%以下が好ましい。
ガラス部材101の直線透過率の上限は、100%である。
接合層103は、ガラス部材101とSi-SiC部材105とを接合する部材である。
樹脂は、1種単独で用いても2種以上を併用してもよい。
接合層103の直線透過率の上限は、100%である。
積層部材100の反り量は、0.25mm以下が好ましく、0.20mm以下がより好ましく、0.10mm以下がさらに好ましく、0.05mm以下が特に好ましい。
積層部材100の製造方法の一例としては、ガラス部材101とSi-SiC部材105との間に接合層103を配置して、ガラス部材101とSi-SiC部材105とを接合層103を介して貼り合わせる方法が挙げられる。
本発明の積層部材の一例であって、上述の積層部材100とは異なる他の態様の積層部材(以下、「他の態様の積層部材」ともいう。)について説明する。
第2のSi-SiC部材は、上記Si-SiC部材105と同様に構成されるので、説明を省略する。
積層部材は、流路に水を流して冷却できる。
本開示のガラス組成物の一態様は、ガラス部材と、上記ガラス部材上に樹脂を含む接合層と、上記接合層上にSi-SiC部材、からなる積層部材において、上記ガラス部材に用いられるガラス組成物であって、上記ガラス組成物は、波長850nmにおける直線透過率が80%以上であり、上記ガラス組成物は、酸化物基準のモル百分率表示で、55.0~85.0モル%のSiO2と、1.5~22.0モル%のAl2O3と、2.0~14.0モル%のB2O3と、0~5.0モル%のP2O5と、を含み、上記ガラス組成物は、上記SiO2、上記Al2O3、上記B2O3および上記P2O5の含有量の合計が、酸化物基準のモル百分率表示で、70.0~97.0%であり、上記ガラス組成物は、20~200℃における平均線膨張係数βが、1.50~5.00ppm/℃であり、上記ガラス組成物は、20~200℃における平均線膨張係数αが2.85~4.00ppm/℃であるSi-SiC部材を有する積層部材に用いられるものであり、上記Si-SiC部材の20~200℃における平均線膨張係数αから上記ガラス部材の20~200℃における平均線膨張係数βを引いた値の絶対値|α-β|が2.00ppm/℃以下となるように用いられることを特徴とする。
また、上記ガラス組成物を用いて得られるガラス部材を有する積層部材において、当該積層部材を構成する接合層およびSi-SiC部材についても、当該積層部材のガラス部材に関する上記説明が当てはまる。
作製したガラスを表1、表2に示す。


表1、表2の(i-A)~(v)および(vii)~(xxix)のガラスは、表1、表2に示される酸化物基準のモル百分率表示の各ガラス組成となるように、次のように作製した。なお、表1、表2中の空欄は、該当する成分を含有しないことを意味する。
まず、酸化物、水酸化物、炭酸塩、硫酸塩、ハロゲン化物または硝酸塩等、一般に使用されているガラス原料を適宜選択し、ガラスとして10000gになるように秤量した。次に、混合した原料を白金るつぼに入れ、1500~1700℃の抵抗加熱式電気炉に投入して12時間程度溶融し、脱泡、均質化した。得られた溶融ガラスを型材に流し込み、ガラス転移点+50℃の温度において1時間保持した後、0.5℃/分の速度で室温まで冷却し、ガラスブロックを得た。
得られたガラス部材について、以下の測定を行った。測定結果を表1、表2に示す。
なお、表1の(xi)のガラスは分相により白濁しており、直線透過率が80%未満になることが明らかであるので、直線透過率を測定しなかった。
なお、表1の(iv)のガラスおよび(v)のガラスの溶解温度(T2)は、実測できなかったため、外挿により算出した。(vi)のガラスは、粘度が高すぎるため回転粘度計では測定ができなかった。
作製したSi-SiC部材を表3に示す。

Si-SiC部材(a-1)~(a-3)は、次のように作製した。
α-SiC粉末A1を325メッシュの篩で分級して、α-SiC粉末A2(最大粒子径44μm、平均粒子径8μm)を得た。α-SiC粉末A2を、混酸(フッ酸:硝酸=2:1(質量比))および純水で洗浄して、α-SiC粉末A3(鉄の含有量2.1質量ppm)を得た。α-SiC粉末A3と、純水と、アクリル樹脂エマルジョン(結合剤)と、を混合して、泥漿(固形分濃度約75質量%)を得た。
次いで、焼結体A1を別の電気炉に移し、真空中1500℃の条件下で、焼結体A1に高純度シリコンを溶融含浸して、すべての気孔が高純度シリコンで充たされたSi-SiC部材を得た。Si-SiC部材中に含まれる鉄の含有量は、2.2ppmであった。
混錬機(宮崎鉄工株式会社製、型番:MP100)に、SiC粉末(太平洋ランダム株式会社製、型番:GMF-12S(平均粒径0.7μm))48.2質量%と、シリコン粉末(山石金属株式会社製、型番:No.700(平均粒径2.5μm))25.0質量%と、バインダーとしてメトローズ(信越化学株式会社製、型番SM8000)5.5質量%と、純水21.5質量%と、を投入して、6時間混錬し坏土を得た。
得られた脱脂体を、カーボン焼成炉で10-3Paの真空雰囲気下1700℃の条件で2時間焼成して焼結体を得た。
得られた焼結体に、アルゴン雰囲気下1500℃の条件でSiを含侵させ、Si-SiC部材を得た。得られたSi-SiC部材を、縦30cm、横30cm、表3に示す厚みになるように加工して、Si-SiC部材(d)を得た。
得られたSi-SiC部材(a-1)~(f)について、以下の測定を行った。測定結果を表3に示す。
表4に示す各樹脂(樹脂フィルム、塗布タイプの接着剤)について、以下の測定を行った。測定結果を表4に示す。
表4中、フッ素樹脂は、AGC株式会社製、製品名EA-2000(樹脂フィルム)を使用し、エポキシ樹脂は、株式会社スリーボンド社製、製品名TB2237J(塗布タイプの接着剤)を使用し、ポリイミド樹脂は、河村産業株式会社製、製品名KPI―MX300F(樹脂フィルム)を使用した。
なお、エポキシ樹脂は塗布タイプの接着剤であるため、シート状に成型した状態で以下の測定を行った。

なお、樹脂フィルムや塗布タイプの接着剤の平均線膨張係数γと、樹脂フィルムや塗布タイプの接着剤を用いて得られた後述の接合層の平均線膨張係数γとは、同じ値であった。
作製した積層部材を表5~表7に示す。


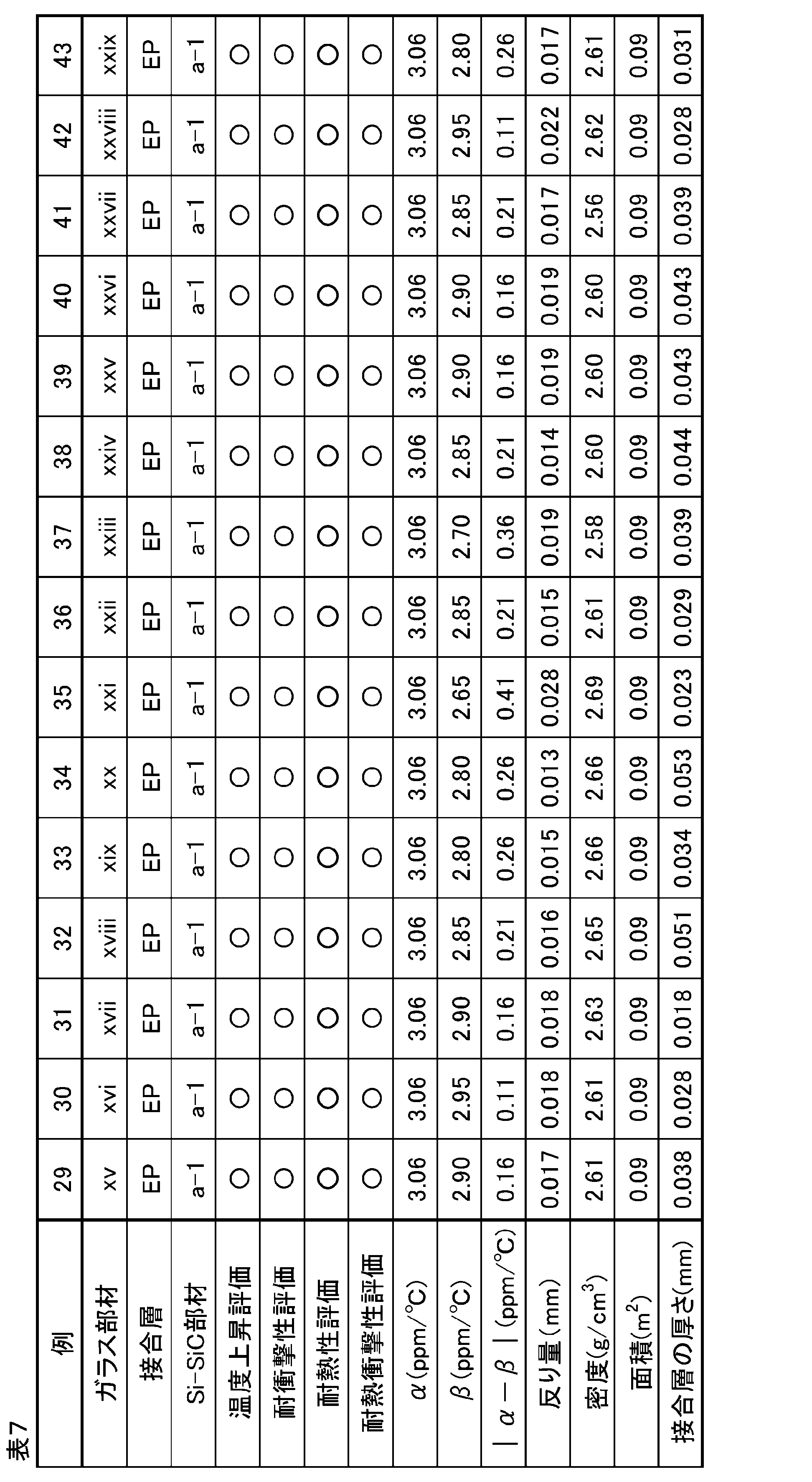
各部材が表5~表7に記載の組み合わせになるように、例1~14、18~43のサンプル(積層部材)を以下のようにして作製した。また、例15~17のサンプルを準備した。
例1~5、7、9~13、20~24、26~43は実施例であり、例6、8、14~19、25は比較例である。
次に、表4に示す樹脂フィルムを、ガラス部材とSi-SiC部材との間に挟み込み、樹脂フィルムの軟化点+20度の温度に加熱し、2MPaの圧力をかけて5分間プレスすることで、ガラス部材とSi-SiC部材とを接合層を介して接合した。あるいは、表4に示す塗布タイプの接着剤をガラス部材に兵神社製ディスペンサーND型を用いて厚さ0.080mmで塗布し、さらにその上にSi-SiC部材を積層し、1.0MPaの圧力で加圧して120℃で4時間加熱し硬化させることで、ガラス部材とSi-SiC部材とを接合層を介して接合した。このようにして、例1~14、18~43のサンプル(積層部材)を得た。
各例のサンプルについて、以下の評価を行った。評価結果を上記表5~表7に示す。
各例のサンプルに、2kWの赤外線ランプ9個を用いて赤外線(850nm)を2分照射し、温度上昇の評価をした。
評価基準は、サンプルの最表面の温度が200℃を超える場合は〇、サンプルの最表面の温度が200℃を超えない場合は×とした。
積層部材である例1~14、18~43のサンプルは、ガラス部材側から赤外線を照射し、Si-SiC部材側の最表面温度で評価した。例15~17のサンプルは、赤外線照射側と反対側の最表面温度で評価した。
各例のサンプルに、533gの鋼球を落下させ、耐衝撃性の評価をした。耐衝撃性評価は、各例についてサンプル数3つ(n=3)で行った。サンプルの外周部には、厚さ3mm、幅15mm、硬さA50のゴム板製の支持枠を設け、上下から挟み込み固定した。鋼球はサンプルの中心から距離25mm以内の範囲に入るように落下させた。
評価基準は、落球高さ20cmで、サンプル数3つのうち2つ以上が割れた場合は×、サンプル数3つのうち1つが割れた場合は△、サンプル3つが割れなかった場合は〇として、△以上を合格とした。
積層部材である例1~14、18~43のサンプルは、Si-SiC部材側から鋼球を落下させた。なお、例17、25のサンプルについては、耐衝撃性を評価しなかった。
各例のサンプルを230℃の温度で24時間加熱し、外観変化の目視評価をした。評価基準は、外観上の変化(変色、泡、異物の発生、接合層の滲みだしなど)が無かった場合は〇、外観上の変化が有った場合は×とした。なお、例25のサンプルについては、耐熱性を評価しなかった。
各例のサンプルの反り量は、三鷹光機株式会社製の非接触三次元形状測定装置「NH-5Ns」を用いて、ISO25178-605に準拠してサンプル表面の三次元性状を測定し、サンプル表面の最大傾斜式平面度を求めることで測定した。
具体的には、精密定盤の上にサンプルを置き、レーザオートフォーカス顕微鏡を用いてサンプル上面の各点の高さを測定し、サンプル上面を平行な2つの平面で挟んだときにできる隙間の値、つまり、最大傾斜式平面度を反り量として求めた。
各例のサンプルの質量を、株式会社ディジ・テック社製のデジタルメジャーで測定した体積で除して求めた。
各例のサンプルの最上面の面積(積層部材の場合はSi-SiC部材の露出している主表面、単部材の場合は一方の主表面)を、株式会社ディジ・テック社製のデジタルメジャーで測定した寸法から求めた。
例1~14、18~43のサンプルの接合層(樹脂)の厚さを、SEM断面観察により算出した。
例1~14、18~43のサンプルと同じ組み合わせで、幅15mm、長さ100mmの積層部材を作製し、Si-SiC部材側を、ホットプレートを用いて加熱することでガラスとの間に温度差を与え、耐熱衝撃性の評価をした。具体的には、220℃にセットしたホットプレートを用いてSi-SiC部材表面を加熱し、ガラス部材側は冷却水を流し10℃に冷却した冷却板を用いて冷却し、温度差を与えた状態で1時間保持した。
評価基準は、目視にて接着層にクラックや白濁が見られた場合は×、変化が見られない場合は〇とした。なお、例15~17および例25のサンプルについては、耐熱衝撃性を評価しなかった。
例8の積層部材は、Si-SiC部材の20~200℃における平均線膨張係数αが2.85ppm/℃未満と低く、耐衝撃性および耐熱衝撃性が低かった。
例14の積層部材は、温度上昇速度が速く、耐衝撃性および耐熱衝撃性が高いものの、反り量が大きかった。
例15~例17のサンプルは、温度上昇速度または耐衝撃性が低かった。
例18、19の積層部材は、Si-SiC部材の20~200℃における平均線膨張係数αが2.85ppm/℃未満と低く、耐熱衝撃性が低かった。
例23の積層部材は、耐衝撃性が低く、反り量が大きかった。
例25の積層部材は、温度上昇速度が低かった。
101 ガラス部材
103 接合層
105 Si-SiC部材
Claims (18)
- 波長850nmにおける直線透過率が80%以上であるガラス部材と、
前記ガラス部材上に樹脂を含む接合層と、
前記接合層上にSi-SiC部材と、を有する積層部材であって、
前記ガラス部材が、酸化物基準のモル百分率表示で、55.0~85.0モル%のSiO2と、1.5~22.0モル%のAl2O3と、2.0~14.0モル%のB2O3と、0~5.0モル%のP2O5と、を含み、
前記SiO2、前記Al2O3、前記B2O3および前記P2O5の含有量の合計が、酸化物基準のモル百分率表示で、70.0~97.0%であり、
前記Si-SiC部材の20~200℃における平均線膨張係数αが、2.85~4.00ppm/℃であり、
前記ガラス部材の20~200℃における平均線膨張係数βが、1.50~5.00ppm/℃であり、
前記Si-SiC部材の20~200℃における平均線膨張係数αから前記ガラス部材の20~200℃における平均線膨張係数βを引いた値の絶対値|α-β|が2.00ppm/℃以下である、積層部材。 - 前記ガラス部材が、酸化物基準のモル百分率表示で、60.0~78.0モル%のSiO2と、8.0~18.0モル%のAl2O3と、2.0~11.0モル%のB2O3と、0~3.0モル%のP2O5と、を含み、
前記SiO2、前記Al2O3、前記B2O3および前記P2O5の含有量の合計が、酸化物基準のモル百分率表示で、80.0~90.0%である、請求項1に記載の積層部材。 - 前記ガラス部材中のROおよびZnOの含有量の合計が、酸化物基準のモル百分率表示で、2.0~25.0%であり、
前記ガラス部材中のR2Oの含有量の合計が、酸化物基準のモル百分率表示で、0~15.0%である、請求項1または2に記載の積層部材。 - 前記ガラス部材の平均線膨張係数βが、2.00~3.50ppm/℃であり、ヤング率が、40~120GPaであり、溶解温度が、1000~2000℃である、請求項1~3のいずれか1項に記載の積層部材。
- 前記ガラス部材に含まれる前記B2O3の含有量が、8.5モル%以下である、請求項1~4のいずれか1項に記載の積層部材。
- 前記ガラス部材が、酸化物基準のモル百分率表示で、0~13.0モル%のNa2Oを含む、請求項1~5のいずれか1項に記載の積層部材。
- 前記ガラス部材が、酸化物基準のモル百分率表示で、0.0001~0.0115モル%のFe2O3を含む、請求項1~6のいずれか1項に記載の積層部材。
- 前記ガラス部材の波長850nmにおける直線透過率が90%以上である、請求項1~7のいずれか1項に記載の積層部材。
- 前記ガラス部材の厚さが2~40mmであり、
前記Si-SiC部材の厚さが0.5~15mmである、請求項1~8のいずれか1項に記載の積層部材。 - 前記Si-SiC部材の20℃における熱伝導率が130~300W/m・Kである、請求項1~9のいずれか1項に記載の積層部材。
- 前記ガラス部材の20~200℃における平均線膨張係数βが、前記Si-SiC部材の20~200℃における平均線膨張係数αよりも小さい、請求項1~10のいずれか1項に記載の積層部材。
- 前記Si-SiC部材のヤング率が300~420GPaである、請求項1~11のいずれか1項に記載の積層部材。
- 前記Si-SiC部材の金属Si含有比率が8~60質量%である、請求項1~12のいずれか1項に記載の積層部材。
- 前記樹脂の耐熱温度が120~420℃である、請求項1~13のいずれか1項に記載の積層部材。
- 前記接合層の20~200℃における平均線膨張係数γが2~200ppm/℃である、請求項1~14のいずれか1項に記載の積層部材。
- 密度が2.40~2.85g/cm3である、請求項1~15のいずれか1項に記載の積層部材。
- 反り量が0.25mm以下である、請求項1~16のいずれか1項に記載の積層部材。
- 前記Si-SiC部材の上に設けられる第2の接合層と、
前記第2の接合層を介して前記Si-SiC部材と接合される第2のSi-SiC部材と、をさらに有する、請求項1~17のいずれか1項に記載の積層部材。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021007287 | 2021-01-20 | ||
| JP2021007287 | 2021-01-20 | ||
| PCT/JP2022/001654 WO2022158457A1 (ja) | 2021-01-20 | 2022-01-18 | 積層部材およびガラス組成物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2022158457A1 JPWO2022158457A1 (ja) | 2022-07-28 |
| JP7589757B2 true JP7589757B2 (ja) | 2024-11-26 |
Family
ID=82549420
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022576695A Active JP7589757B2 (ja) | 2021-01-20 | 2022-01-18 | 積層部材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12410105B2 (ja) |
| JP (1) | JP7589757B2 (ja) |
| KR (1) | KR20230135064A (ja) |
| CN (1) | CN116745251A (ja) |
| WO (1) | WO2022158457A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114127032B (zh) * | 2019-07-25 | 2023-04-28 | Agc株式会社 | 层叠构件 |
| KR20230023643A (ko) | 2020-06-10 | 2023-02-17 | 에이지씨 가부시키가이샤 | 유리 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008199006A (ja) | 2007-01-24 | 2008-08-28 | Asml Holding Nv | ウェーハチャックおよびウェーハチャックを形成する方法 |
| WO2015087812A1 (ja) | 2013-12-11 | 2015-06-18 | 旭硝子株式会社 | 発光ダイオードパッケージ用カバーガラス、封着構造体および発光装置 |
| JP2018203571A (ja) | 2017-06-05 | 2018-12-27 | Agc株式会社 | ガラス |
| WO2021251247A1 (ja) | 2020-06-10 | 2021-12-16 | Agc株式会社 | 積層部材 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6169116A (ja) * | 1984-09-13 | 1986-04-09 | Toshiba Ceramics Co Ltd | シリコンウエハ−の連続cvdコ−テイング用サセプター |
| US5200241A (en) * | 1989-05-18 | 1993-04-06 | General Electric Company | Metal-ceramic structure with intermediate high temperature reaction barrier layer |
| DE4429825C1 (de) * | 1994-08-23 | 1995-11-09 | Heraeus Quarzglas | Beschichtetes Bauteil aus Quarzglas |
| JP3435410B2 (ja) | 1996-05-09 | 2003-08-11 | 東京エレクトロン株式会社 | 低温試験装置及び低温試験方法 |
| JP4120897B2 (ja) | 1997-09-25 | 2008-07-16 | 日本電気硝子株式会社 | 赤外線透過ガラスセラミックス |
| JP3960933B2 (ja) * | 2003-03-18 | 2007-08-15 | 日本碍子株式会社 | 高熱伝導性放熱材及びその製造方法 |
| US7083694B2 (en) * | 2003-04-23 | 2006-08-01 | Integrated Materials, Inc. | Adhesive of a silicon and silica composite particularly useful for joining silicon parts |
| JP2005086711A (ja) | 2003-09-10 | 2005-03-31 | Ngk Spark Plug Co Ltd | 支持台一体型誘電体共振器の製造方法 |
| JP5935304B2 (ja) | 2010-12-27 | 2016-06-15 | 日本電気硝子株式会社 | 結晶化ガラス |
| JP2013197425A (ja) * | 2012-03-22 | 2013-09-30 | Okamoto Machine Tool Works Ltd | 炭化珪素基板の平坦化研削加工方法 |
| CN105965990B (zh) * | 2012-05-29 | 2018-06-01 | 旭硝子株式会社 | 玻璃层叠体和电子器件的制造方法 |
| JP6162428B2 (ja) | 2013-02-27 | 2017-07-12 | 日本特殊陶業株式会社 | 支持装置 |
| US11072144B2 (en) | 2013-11-26 | 2021-07-27 | Daikin Industries, Ltd. | Laminate |
| JPWO2016088778A1 (ja) * | 2014-12-02 | 2017-09-14 | 旭硝子株式会社 | ガラス板およびそれを用いた加熱器 |
| RU2591209C1 (ru) * | 2015-04-06 | 2016-07-20 | Государственное научное учреждение "Институт порошковой металлургии" | Способ изготовления облегченных оптических зеркал |
| CN116199432A (zh) * | 2015-05-28 | 2023-06-02 | Agc株式会社 | 玻璃基板及层叠基板 |
| KR102602900B1 (ko) | 2015-12-28 | 2023-11-16 | 에이지씨 가부시키가이샤 | 유리 기판, 적층 기판, 적층체, 및 반도체 패키지의 제조 방법 |
| JP6670153B2 (ja) * | 2016-03-31 | 2020-03-18 | 日本碍子株式会社 | 蓄熱部材 |
| CN109983350B (zh) | 2016-11-29 | 2022-02-22 | 东京毅力科创株式会社 | 载置台和电子器件测试装置 |
| US11221358B2 (en) | 2017-03-21 | 2022-01-11 | Tokyo Electron Limited | Placement stand and electronic device inspecting apparatus |
| WO2019181707A1 (ja) * | 2018-03-20 | 2019-09-26 | Agc株式会社 | ガラス基板、液晶アンテナ及び高周波デバイス |
| CN114127032B (zh) * | 2019-07-25 | 2023-04-28 | Agc株式会社 | 层叠构件 |
| CN114126859B (zh) * | 2019-07-25 | 2023-10-20 | Agc株式会社 | 层叠构件 |
| KR20230023643A (ko) | 2020-06-10 | 2023-02-17 | 에이지씨 가부시키가이샤 | 유리 |
-
2022
- 2022-01-18 CN CN202280010574.XA patent/CN116745251A/zh active Pending
- 2022-01-18 WO PCT/JP2022/001654 patent/WO2022158457A1/ja not_active Ceased
- 2022-01-18 KR KR1020237024361A patent/KR20230135064A/ko active Pending
- 2022-01-18 JP JP2022576695A patent/JP7589757B2/ja active Active
-
2023
- 2023-07-18 US US18/353,977 patent/US12410105B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008199006A (ja) | 2007-01-24 | 2008-08-28 | Asml Holding Nv | ウェーハチャックおよびウェーハチャックを形成する方法 |
| WO2015087812A1 (ja) | 2013-12-11 | 2015-06-18 | 旭硝子株式会社 | 発光ダイオードパッケージ用カバーガラス、封着構造体および発光装置 |
| JP2018203571A (ja) | 2017-06-05 | 2018-12-27 | Agc株式会社 | ガラス |
| WO2021251247A1 (ja) | 2020-06-10 | 2021-12-16 | Agc株式会社 | 積層部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20230135064A (ko) | 2023-09-22 |
| US12410105B2 (en) | 2025-09-09 |
| TW202237395A (zh) | 2022-10-01 |
| US20230357091A1 (en) | 2023-11-09 |
| WO2022158457A1 (ja) | 2022-07-28 |
| JPWO2022158457A1 (ja) | 2022-07-28 |
| CN116745251A (zh) | 2023-09-12 |
| TW202231471A (zh) | 2022-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7537434B2 (ja) | 積層部材 | |
| US12434456B2 (en) | Laminated member | |
| JP7287524B2 (ja) | 無アルカリガラス基板、積層基板、およびガラス基板の製造方法 | |
| US12410105B2 (en) | Lamination member and glass composition | |
| JP7540440B2 (ja) | 積層部材 | |
| US12570571B2 (en) | Glass | |
| JP4790300B2 (ja) | ガラス | |
| TWI922540B (zh) | 積層構件 | |
| TWI917537B (zh) | 積層構件及玻璃組合物 | |
| TWI915315B (zh) | 積層構件 | |
| JP5169440B2 (ja) | 電極付きガラス基板の製造方法 | |
| TW202608682A (zh) | 積層構件 | |
| WO2015199035A1 (ja) | 放射線遮蔽ガラス及びそれを用いた合わせガラス | |
| JP2006210328A (ja) | プラズマディスプレイパネルの前面基板作製用ガラスセット | |
| WO2024219379A1 (ja) | ガラス | |
| TW202506588A (zh) | 玻璃 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240920 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241015 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241028 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7589757 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |