WO2021187311A1 - 溶接方法および溶接装置 - Google Patents
溶接方法および溶接装置 Download PDFInfo
- Publication number
- WO2021187311A1 WO2021187311A1 PCT/JP2021/009772 JP2021009772W WO2021187311A1 WO 2021187311 A1 WO2021187311 A1 WO 2021187311A1 JP 2021009772 W JP2021009772 W JP 2021009772W WO 2021187311 A1 WO2021187311 A1 WO 2021187311A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sub
- laser
- main
- welding method
- beams
- Prior art date
Links
- 238000003466 welding Methods 0.000 title claims abstract description 136
- 238000000034 method Methods 0.000 title claims abstract description 60
- 230000003287 optical effect Effects 0.000 claims description 44
- 230000001678 irradiating effect Effects 0.000 claims description 8
- 238000010521 absorption reaction Methods 0.000 claims description 3
- 239000000155 melt Substances 0.000 claims description 2
- 238000000465 moulding Methods 0.000 claims 1
- 229910052751 metal Inorganic materials 0.000 description 14
- 239000002184 metal Substances 0.000 description 14
- 238000010586 diagram Methods 0.000 description 12
- 239000007769 metal material Substances 0.000 description 10
- 238000002474 experimental method Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 239000011159 matrix material Substances 0.000 description 8
- 239000013307 optical fiber Substances 0.000 description 8
- 230000000694 effects Effects 0.000 description 6
- 238000009826 distribution Methods 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 238000010408 sweeping Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229910001256 stainless steel alloy Inorganic materials 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 238000005493 welding type Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0648—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/067—Dividing the beam into multiple beams, e.g. multifocusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0604—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams
- B23K26/0608—Shaping the laser beam, e.g. by masks or multi-focusing by a combination of beams in the same heat affected zone [HAZ]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/067—Dividing the beam into multiple beams, e.g. multifocusing
- B23K26/0676—Dividing the beam into multiple beams, e.g. multifocusing into dependently operating sub-beams, e.g. an array of spots with fixed spatial relationship or for performing simultaneously identical operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/073—Shaping the laser spot
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/244—Overlap seam welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
Abstract
Description
[レーザ溶接装置の構成]
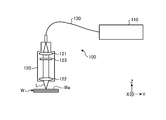
図1は、第1実施形態のレーザ溶接装置100の概略構成を示す図である。レーザ溶接装置100は、レーザ装置110と、光学ヘッド120と、レーザ装置110と光学ヘッド120とを接続する光ファイバ130と、を備えている。レーザ溶接装置100は、溶接装置の一例である。
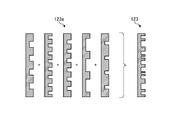
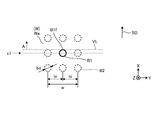
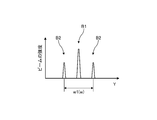
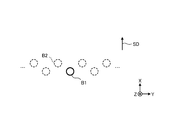
DOE123は、コリメートレンズ121から入力されたレーザ光を、複数のビームに分割する。図3,4は、それぞれ、加工対象Wの表面Wa上に形成されたレーザ光Lのビーム(スポット)の一例を示す図である。なお、図3,4では、簡単のため、主ビームB1が実線で示され、副ビームB2が破線で示されている。また、図3,4中の矢印SDは、ビームの加工対象Wの表面Wa上での掃引方向を示している。図3,4に例示されるように、光学ヘッド120は、DOE123を交換することにより、種々の配置の複数のビームを含むレーザ光を出力することができる。
レーザ溶接装置100を用いた溶接にあっては、まず、加工対象Wが、レーザ光Lが照射される領域にセットされる。そして、DOE123によって分割された主ビームB1および副ビームB2を含むレーザ光Lが加工対象Wに照射されている状態で、レーザ光Lと加工対象Wとが相対的に移動する。これにより、レーザ光Lが表面Wa上に照射されながら当該表面Wa上を掃引方向SDに移動する(掃引する)。レーザ光Lが照射された部分は、溶融し、その後、温度の低下に伴って凝固することにより、加工対象Wが溶接される。なお、本実施形態では、一例として、掃引方向SDは、X方向であるが、掃引方向SDは、Z方向と交差していればよく、X方向には限定されない。
図7は、本実施形態のレーザ溶接装置100による溶接におけるスパッタ数の、参考例としてのDOE123を有しないレーザ溶接装置による溶接におけるスパッタ数に対する比、を示すグラフである。
図9は、第2実施形態のレーザ溶接装置の概略構成を示す図である。レーザ溶接装置200は、加工対象W1にレーザ光Lを照射して加工対象W1の溶接を行う。加工対象W1は、2枚の板状の金属部材W11、W12を重ね合わせて構成されている。レーザ溶接装置200は、レーザ溶接装置100と同様の作用原理によって溶接を実現するものである。したがって、以下では、レーザ溶接装置200の装置構成の説明のみを行う。
図10は、第3実施形態のレーザ溶接装置の概略構成を示す図である。レーザ溶接装置300は、加工対象W2にレーザ光Lを照射して加工対象W2の溶接を行う。加工対象W2は、2枚の板状の金属部材W21、W22を突き合わせるように隣接させて構成されている。レーザ溶接装置300は、レーザ発振器を備えており、レーザ溶接装置100、200と同様の作用原理によって溶接を実現するものである。光学ヘッド320以外の要素(レーザ装置310および光ファイバ330)の構成は、レーザ溶接装置100、200の対応する要素と同様である。したがって、以下では、光学ヘッド320の装置構成の説明のみを行う。
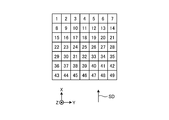
[1](図11)
主ビームB1:25
副ビームB2:18
[2]
主ビームB1:25
副ビームB2:18,32
[3]
主ビームB1:25
副ビームB2:17,19
[4]
主ビームB1:25
副ビームB2:17~19
[5]
主ビームB1:25
副ビームB2:11,17,19
[6]
主ビームB1:24,25
副ビームB2:17,18
[7]
主ビームB1:25
副ビームB2:18,24,26,32
[8]
主ビームB1:25
副ビームB2:17,19,31,33
[9](図3)
主ビームB1:25
副ビームB2:17~19,24,26,31~33
[10]
主ビームB1:25
副ビームB2:1,3,5,7,15,21,29,35,43,45,47,49
[11](図4)
主ビームB1:24,25,31,32
副ビームB2:16~19,23,26,30,33,37~40
[12]
主ビームB1:25
副ビームB2:10~12,16,20,23,27,30,34,38~40
[13]
主ビームB1:25
副ビームB2:9~13,16,20,23,27,30,34,37~41
[14]
主ビームB1:25
副ビームB2:9~13,16~20,23,24,26,27,30~34,37~41
[15](図12)
主ビームB1:25
副ビームB2:3~5,9,13,15,21,22,28,29,35,37,41,45~47
[16]
主ビームB1:25
副ビームB2:10~12,16~20,23,24,26,27,30~34,38~40
[17]
主ビームB1:18,24~26,32
副ビームB2:10~12,16,17,19,20,23,27,30,31,33,34,38~40
[18]
主ビームB1:17~19,24~26,31~33
副ビームB2:10~12,16,20,23,27,30,34,38~40
[19]
主ビームB1:17~19,24,26,31~33
副ビームB2:10~12,16,20,23,25,27,30,34,38~40
[20]
主ビームB1:18,24~26,32
副ビームB2:9~13,16,17,19,20,23,27,30,31,33,34,37~41
[21]
主ビームB1:17~19,24~26,31~33
副ビームB2:9~13,16,20,23,27,30,34,37~41
[22](図12)
主ビームB1:17~19,24,26,31~33
副ビームB2:9~13,16,20,23,25,27,30,34,37~41
110,210,310…レーザ装置(レーザ発振器)
120,220,320…光学ヘッド
121,221,321…コリメートレンズ
122,222,322…集光レンズ
123,223,323…DOE(回折光学素子)
123a…回折格子
130,230,330…光ファイバ
224a,224b,226,324a,324b…ミラー
225a,225b,325a,325b…モータ
A…(掃引方向における前方の)領域
B1…主ビーム(ビーム、主パワー領域)
B1f…前端
B2…副ビーム(ビーム、副パワー領域)
bd…(ビームの)直径
bi…(ビーム間の)最小距離
L…レーザ光
SD…掃引方向
VL…仮想直線
W,W1,W2…加工対象
Wa…表面
W11,W12,W21,W22…金属部材
Wm…溶接部位
w,w1,w2…距離(幅)
x1,y1…位置
X…方向
Y…方向
Z…方向(法線方向)
Claims (23)
- 加工対象に対して相対的に掃引方向に移動するレーザ光を前記加工対象の表面に照射することにより、前記加工対象の前記レーザ光が照射された部分を溶融して溶接を行う、溶接方法であって、
前記レーザ光は、複数のビームを含み、
前記複数のビームは、少なくとも一つの主ビームと、当該主ビームよりもパワーが小さい少なくとも一つの副ビームとを含み、
前記表面上に、前記少なくとも一つの主ビームを含む主パワー領域と、前記少なくとも一つの副ビームを含む副パワー領域と、が形成され、
前記表面上において隣接する前記複数のビームの中心間の最小距離が、75[μm]以下である、溶接方法。 - 前記レーザ光は、シングルモードレーザ光である、請求項1に記載の溶接方法。
- 前記表面上において、前記ビームの直径が100[μm]以下である、請求項1または2に記載の溶接方法。
- 前記表面上において、前記掃引方向と直交する方向に最も離間した前記複数のビームの中心間の距離が、300[μm]以下である、請求項1~3のうちいずれか一つに記載の溶接方法。
- 前記主パワー領域のパワーと前記副パワー領域のパワーとの比が、72:1から1:50までの範囲内にある、請求項1~4のうちいずれか一つに記載の溶接方法。
- 前記少なくとも一つの主ビームに対して、前記掃引方向の前方に、前記少なくとも一つの副ビームが配置される、請求項1~5のうちいずれか一つに記載の溶接方法。
- 前記少なくとも一つの主ビームに対して、前記掃引方向の後方に、前記少なくとも一つの副ビームが配置される、請求項1~6のうちいずれか一つに記載の溶接方法。
- 前記少なくとも一つの主ビームに対して、前記掃引方向と交差する方向にずれて、前記少なくとも一つの副ビームが配置される、請求項1~7のうちいずれか一つに記載の溶接方法。
- 前記少なくとも一つの主ビームに対して、その周囲に、前記少なくとも一つの副ビームとしての複数の副ビームが配置される、請求項1~8のうちいずれか一つに記載の溶接方法。
- 前記複数の副ビームが、円弧状に配置される、請求項9に記載の溶接方法。
- 前記複数の副ビームが、四角形状に配置される、請求項9に記載の溶接方法。
- 前記主パワー領域と、前記副パワー領域とは、前記主パワー領域に含まれる前記少なくとも一つの主ビームによって形成された溶融池と前記副パワー領域に含まれる前記少なくとも一つの副ビームによって形成された溶融池とが部分的に重なるように配置された、請求項1~11のうちいずれか一つに記載の溶接方法。
- 前記主パワー領域に含まれる前記少なくとも一つの主ビームのレーザ光の波長と、前記副パワー領域に含まれる前記少なくとも一つの副ビームのレーザ光の波長とが、同一である、請求項1~12のうちいずれか一つに記載の溶接方法。
- 前記副パワー領域に含まれる前記少なくとも一つの副ビームのレーザ光の波長は、前記主パワー領域に含まれる前記少なくとも一つの主ビームのレーザ光の波長よりも、前記加工対象に対する吸収率が高い波長である、請求項1~13のうちいずれか一つに記載の溶接方法。
- 前記主パワー領域に含まれる前記少なくとも一つの主ビームのレーザ光と、前記副パワー領域に含まれる前記少なくとも一つの副ビームのレーザ光とが、同一の発振器から出射された、請求項1~14のうちいずれか一つに記載の溶接方法。
- 前記主パワー領域に含まれる前記少なくとも一つの主ビームのレーザ光と、前記副パワー領域に含まれる前記少なくとも一つの副ビームのレーザ光とが、異なるレーザ発振器から出射された、請求項1~15のうちいずれか一つに記載の溶接方法。
- 前記レーザ光のM2ビーム品質は、1.3以下である、請求項1~16のうちいずれか一つに記載の溶接方法。
- 前記複数のビームの中心間の距離が、5[μm]以上である、請求項1~17のうちいずれか一つに記載の溶接方法。
- 前記複数のビームの配置が、ビームシェイパによって形成される、請求項1~18のうちいずれか一つに記載の溶接方法。
- 前記ビームシェイパは回折光学素子である、請求項19に記載の溶接方法。
- 前記加工対象は、少なくとも二つの部材が重ねられている、請求項1~20のうちいずれか一つに記載の溶接方法。
- 前記主ビームの直径と前記副ビームの直径が同一である、請求項1~21のうちいずれか一つに記載の溶接方法。
- レーザ発振器と、
前記レーザ発振器から出射された光を成形した複数のビームを含むレーザ光を加工対象の表面に照射することにより、前記加工対象の前記レーザ光が照射された部分を溶融して溶接を行う光学ヘッドと、
を備え、
前記レーザ光が前記加工対象に対して相対的に掃引方向に移動するよう、前記加工対象と前記光学ヘッドの少なくとも一部とは相対移動可能に構成され、
前記複数のビームは、少なくとも一つの主ビームと、当該主ビームよりもパワーが小さい少なくとも一つの副ビームとを含み、
前記表面上に、前記少なくとも一つの主ビームを含む主パワー領域と、前記少なくとも一つの副ビームを含む副パワー領域と、が形成され、
前記表面上において隣接する前記複数のビームの中心間の最小距離が、75[μm]以下である、溶接装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180021196.0A CN115297990A (zh) | 2020-03-16 | 2021-03-11 | 焊接方法以及焊接装置 |
| KR1020227031856A KR20220134657A (ko) | 2020-03-16 | 2021-03-11 | 용접 방법 및 용접 장치 |
| EP21772052.3A EP4122635A4 (en) | 2020-03-16 | 2021-03-11 | WELDING PROCESS AND WELDING EQUIPMENT |
| JP2022508284A JPWO2021187311A1 (ja) | 2020-03-16 | 2021-03-11 | |
| US17/932,041 US20230001508A1 (en) | 2020-03-16 | 2022-09-14 | Welding method and welding apparatus |
| JP2024005489A JP2024038423A (ja) | 2020-03-16 | 2024-01-17 | 溶接方法および溶接装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-045780 | 2020-03-16 | ||
| JP2020045780 | 2020-03-16 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/932,041 Continuation US20230001508A1 (en) | 2020-03-16 | 2022-09-14 | Welding method and welding apparatus |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021187311A1 true WO2021187311A1 (ja) | 2021-09-23 |
Family
ID=77772073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/009772 WO2021187311A1 (ja) | 2020-03-16 | 2021-03-11 | 溶接方法および溶接装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230001508A1 (ja) |
| EP (1) | EP4122635A4 (ja) |
| JP (2) | JPWO2021187311A1 (ja) |
| KR (1) | KR20220134657A (ja) |
| CN (1) | CN115297990A (ja) |
| WO (1) | WO2021187311A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114951995A (zh) * | 2022-05-27 | 2022-08-30 | 深圳泰德激光技术股份有限公司 | 散热铜管焊接方法及散热铜管焊接设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010508149A (ja) * | 2006-10-30 | 2010-03-18 | オルセン,フレミング・オベ・エルホルム | レーザー加工方法及びシステム |
| JP2012050814A (ja) | 2010-08-06 | 2012-03-15 | Takao Co Ltd | 弾球遊技機 |
| WO2019203367A1 (ja) * | 2018-04-20 | 2019-10-24 | 古河電気工業株式会社 | 溶接方法および溶接装置 |
| WO2020050379A1 (ja) * | 2018-09-05 | 2020-03-12 | 古河電気工業株式会社 | 溶接方法および溶接装置 |
| WO2020050320A1 (ja) * | 2018-09-04 | 2020-03-12 | 古河電気工業株式会社 | 溶接方法および溶接装置 |
| WO2020050335A1 (ja) * | 2018-09-04 | 2020-03-12 | 古河電気工業株式会社 | 溶接方法および溶接装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5570396B2 (ja) * | 2010-11-22 | 2014-08-13 | パナソニック株式会社 | 溶接方法および溶接装置 |
| CN110402179A (zh) * | 2017-03-03 | 2019-11-01 | 古河电气工业株式会社 | 焊接方法及焊接装置 |
-
2021
- 2021-03-11 EP EP21772052.3A patent/EP4122635A4/en active Pending
- 2021-03-11 CN CN202180021196.0A patent/CN115297990A/zh active Pending
- 2021-03-11 KR KR1020227031856A patent/KR20220134657A/ko not_active Application Discontinuation
- 2021-03-11 JP JP2022508284A patent/JPWO2021187311A1/ja active Pending
- 2021-03-11 WO PCT/JP2021/009772 patent/WO2021187311A1/ja unknown
-
2022
- 2022-09-14 US US17/932,041 patent/US20230001508A1/en active Pending
-
2024
- 2024-01-17 JP JP2024005489A patent/JP2024038423A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010508149A (ja) * | 2006-10-30 | 2010-03-18 | オルセン,フレミング・オベ・エルホルム | レーザー加工方法及びシステム |
| JP2012050814A (ja) | 2010-08-06 | 2012-03-15 | Takao Co Ltd | 弾球遊技機 |
| WO2019203367A1 (ja) * | 2018-04-20 | 2019-10-24 | 古河電気工業株式会社 | 溶接方法および溶接装置 |
| WO2020050320A1 (ja) * | 2018-09-04 | 2020-03-12 | 古河電気工業株式会社 | 溶接方法および溶接装置 |
| WO2020050335A1 (ja) * | 2018-09-04 | 2020-03-12 | 古河電気工業株式会社 | 溶接方法および溶接装置 |
| WO2020050379A1 (ja) * | 2018-09-05 | 2020-03-12 | 古河電気工業株式会社 | 溶接方法および溶接装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4122635A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114951995A (zh) * | 2022-05-27 | 2022-08-30 | 深圳泰德激光技术股份有限公司 | 散热铜管焊接方法及散热铜管焊接设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20220134657A (ko) | 2022-10-05 |
| EP4122635A1 (en) | 2023-01-25 |
| JP2024038423A (ja) | 2024-03-19 |
| CN115297990A (zh) | 2022-11-04 |
| EP4122635A4 (en) | 2024-04-17 |
| US20230001508A1 (en) | 2023-01-05 |
| JPWO2021187311A1 (ja) | 2021-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7335923B2 (ja) | 溶接方法および溶接装置 | |
| JP7449863B2 (ja) | 溶接方法および溶接装置 | |
| JP7269226B2 (ja) | 溶接方法および溶接装置 | |
| WO2019189927A1 (ja) | 溶接方法および溶接装置 | |
| JP2024038423A (ja) | 溶接方法および溶接装置 | |
| JP7282270B2 (ja) | 金属箔のレーザ切断方法およびレーザ切断装置 | |
| JP7269237B2 (ja) | 溶接方法および溶接装置 | |
| JPWO2020050379A1 (ja) | 溶接方法および溶接装置 | |
| JP2023029489A (ja) | 溶接方法およびレーザ溶接システム | |
| JP7223171B2 (ja) | 金属箔の溶接方法 | |
| CN112969547A (zh) | 尤其用固体激光器无飞溅地焊接的方法 | |
| JP7444681B2 (ja) | 溶接方法および溶接装置 | |
| JP7267502B2 (ja) | 溶接方法および溶接装置 | |
| WO2020246618A1 (ja) | 溶接方法および溶接装置 | |
| JP2021191588A (ja) | レーザ切断方法およびレーザ切断装置 | |
| JP2022056766A (ja) | レーザ溶接方法およびレーザ溶接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21772052 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022508284 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227031856 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021772052 Country of ref document: EP Effective date: 20221017 |