WO2021084649A1 - インクジェットヘッド及びインクジェットヘッドの製造方法 - Google Patents
インクジェットヘッド及びインクジェットヘッドの製造方法 Download PDFInfo
- Publication number
- WO2021084649A1 WO2021084649A1 PCT/JP2019/042575 JP2019042575W WO2021084649A1 WO 2021084649 A1 WO2021084649 A1 WO 2021084649A1 JP 2019042575 W JP2019042575 W JP 2019042575W WO 2021084649 A1 WO2021084649 A1 WO 2021084649A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- alcohol
- epoxy resin
- inkjet head
- adhesive
- curing agent
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 229920000647 polyepoxide Polymers 0.000 claims abstract description 103
- 239000003822 epoxy resin Substances 0.000 claims abstract description 100
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 claims abstract description 78
- 239000000853 adhesive Substances 0.000 claims abstract description 75
- 230000001070 adhesive effect Effects 0.000 claims abstract description 75
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 74
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 claims abstract description 72
- 239000003094 microcapsule Substances 0.000 claims abstract description 48
- 238000009835 boiling Methods 0.000 claims description 38
- 238000000034 method Methods 0.000 claims description 20
- 239000000470 constituent Substances 0.000 claims description 7
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 claims description 7
- 230000007774 longterm Effects 0.000 abstract description 11
- 238000001723 curing Methods 0.000 description 77
- 239000000976 ink Substances 0.000 description 44
- 239000000463 material Substances 0.000 description 21
- 239000008188 pellet Substances 0.000 description 20
- 239000003960 organic solvent Substances 0.000 description 19
- 239000002904 solvent Substances 0.000 description 16
- 238000005304 joining Methods 0.000 description 14
- 229920003986 novolac Polymers 0.000 description 13
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 12
- 230000000052 comparative effect Effects 0.000 description 12
- VZSRBBMJRBPUNF-UHFFFAOYSA-N 2-(2,3-dihydro-1H-inden-2-ylamino)-N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]pyrimidine-5-carboxamide Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C(=O)NCCC(N1CC2=C(CC1)NN=N2)=O VZSRBBMJRBPUNF-UHFFFAOYSA-N 0.000 description 10
- 239000002184 metal Substances 0.000 description 10
- 229910052751 metal Inorganic materials 0.000 description 10
- WVDDGKGOMKODPV-UHFFFAOYSA-N Benzyl alcohol Chemical compound OCC1=CC=CC=C1 WVDDGKGOMKODPV-UHFFFAOYSA-N 0.000 description 9
- 150000001875 compounds Chemical class 0.000 description 9
- AFCARXCZXQIEQB-UHFFFAOYSA-N N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CCNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 AFCARXCZXQIEQB-UHFFFAOYSA-N 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 238000011156 evaluation Methods 0.000 description 7
- 239000012948 isocyanate Substances 0.000 description 7
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 6
- 230000005856 abnormality Effects 0.000 description 6
- -1 alicyclic amine Chemical class 0.000 description 6
- 125000003118 aryl group Chemical group 0.000 description 6
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 6
- 150000002513 isocyanates Chemical class 0.000 description 6
- NIPNSKYNPDTRPC-UHFFFAOYSA-N N-[2-oxo-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 NIPNSKYNPDTRPC-UHFFFAOYSA-N 0.000 description 5
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 5
- 238000004040 coloring Methods 0.000 description 5
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 5
- 239000002245 particle Substances 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- 238000006116 polymerization reaction Methods 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 230000008646 thermal stress Effects 0.000 description 5
- 230000008719 thickening Effects 0.000 description 5
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 5
- WRMNZCZEMHIOCP-UHFFFAOYSA-N 2-phenylethanol Chemical compound OCCC1=CC=CC=C1 WRMNZCZEMHIOCP-UHFFFAOYSA-N 0.000 description 4
- MSHFRERJPWKJFX-UHFFFAOYSA-N 4-Methoxybenzyl alcohol Chemical compound COC1=CC=C(CO)C=C1 MSHFRERJPWKJFX-UHFFFAOYSA-N 0.000 description 4
- 239000004593 Epoxy Substances 0.000 description 4
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 4
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 4
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 4
- AMQJEAYHLZJPGS-UHFFFAOYSA-N N-Pentanol Chemical compound CCCCCO AMQJEAYHLZJPGS-UHFFFAOYSA-N 0.000 description 4
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 4
- 239000006087 Silane Coupling Agent Substances 0.000 description 4
- 125000002723 alicyclic group Chemical group 0.000 description 4
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 4
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 4
- ZSIAUFGUXNUGDI-UHFFFAOYSA-N hexan-1-ol Chemical compound CCCCCCO ZSIAUFGUXNUGDI-UHFFFAOYSA-N 0.000 description 4
- ZWRUINPWMLAQRD-UHFFFAOYSA-N nonan-1-ol Chemical compound CCCCCCCCCO ZWRUINPWMLAQRD-UHFFFAOYSA-N 0.000 description 4
- 239000003505 polymerization initiator Substances 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- 230000008961 swelling Effects 0.000 description 4
- 238000012719 thermal polymerization Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- LXBGSDVWAMZHDD-UHFFFAOYSA-N 2-methyl-1h-imidazole Chemical compound CC1=NC=CN1 LXBGSDVWAMZHDD-UHFFFAOYSA-N 0.000 description 3
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 3
- 229930185605 Bisphenol Natural products 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 125000003158 alcohol group Chemical group 0.000 description 3
- 235000019445 benzyl alcohol Nutrition 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 239000000975 dye Substances 0.000 description 3
- 125000003700 epoxy group Chemical group 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 239000004843 novolac epoxy resin Substances 0.000 description 3
- 239000005416 organic matter Substances 0.000 description 3
- 238000005192 partition Methods 0.000 description 3
- 239000000049 pigment Substances 0.000 description 3
- 229920000233 poly(alkylene oxides) Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 230000035882 stress Effects 0.000 description 3
- OEGPRYNGFWGMMV-UHFFFAOYSA-N (3,4-dimethoxyphenyl)methanol Chemical compound COC1=CC=C(CO)C=C1OC OEGPRYNGFWGMMV-UHFFFAOYSA-N 0.000 description 2
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 2
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 2
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical class C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 2
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 2
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 2
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Natural products CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000010539 anionic addition polymerization reaction Methods 0.000 description 2
- RDOXTESZEPMUJZ-UHFFFAOYSA-N anisole Chemical compound COC1=CC=CC=C1 RDOXTESZEPMUJZ-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 229930003836 cresol Natural products 0.000 description 2
- HGCIXCUEYOPUTN-UHFFFAOYSA-N cyclohexene Chemical compound C1CCC=CC1 HGCIXCUEYOPUTN-UHFFFAOYSA-N 0.000 description 2
- LPIQUOYDBNQMRZ-UHFFFAOYSA-N cyclopentene Chemical compound C1CC=CC1 LPIQUOYDBNQMRZ-UHFFFAOYSA-N 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- LZCLXQDLBQLTDK-UHFFFAOYSA-N ethyl 2-hydroxypropanoate Chemical compound CCOC(=O)C(C)O LZCLXQDLBQLTDK-UHFFFAOYSA-N 0.000 description 2
- FKRCODPIKNYEAC-UHFFFAOYSA-N ethyl propionate Chemical compound CCOC(=O)CC FKRCODPIKNYEAC-UHFFFAOYSA-N 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- TZMQHOJDDMFGQX-UHFFFAOYSA-N hexane-1,1,1-triol Chemical compound CCCCCC(O)(O)O TZMQHOJDDMFGQX-UHFFFAOYSA-N 0.000 description 2
- 238000013035 low temperature curing Methods 0.000 description 2
- 238000013507 mapping Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 238000004544 sputter deposition Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000005011 time of flight secondary ion mass spectroscopy Methods 0.000 description 2
- 238000002042 time-of-flight secondary ion mass spectrometry Methods 0.000 description 2
- 238000007740 vapor deposition Methods 0.000 description 2
- ZTXDHEQQZVFGPK-UHFFFAOYSA-N 1,2,4-tris(oxiran-2-ylmethyl)-1,2,4-triazolidine-3,5-dione Chemical compound C1OC1CN1C(=O)N(CC2OC2)C(=O)N1CC1CO1 ZTXDHEQQZVFGPK-UHFFFAOYSA-N 0.000 description 1
- LZDKZFUFMNSQCJ-UHFFFAOYSA-N 1,2-diethoxyethane Chemical compound CCOCCOCC LZDKZFUFMNSQCJ-UHFFFAOYSA-N 0.000 description 1
- GIWQSPITLQVMSG-UHFFFAOYSA-N 1,2-dimethylimidazole Chemical compound CC1=NC=CN1C GIWQSPITLQVMSG-UHFFFAOYSA-N 0.000 description 1
- OUPZKGBUJRBPGC-UHFFFAOYSA-N 1,3,5-tris(oxiran-2-ylmethyl)-1,3,5-triazinane-2,4,6-trione Chemical compound O=C1N(CC2OC2)C(=O)N(CC2OC2)C(=O)N1CC1CO1 OUPZKGBUJRBPGC-UHFFFAOYSA-N 0.000 description 1
- VGHSXKTVMPXHNG-UHFFFAOYSA-N 1,3-diisocyanatobenzene Chemical compound O=C=NC1=CC=CC(N=C=O)=C1 VGHSXKTVMPXHNG-UHFFFAOYSA-N 0.000 description 1
- IKYNWXNXXHWHLL-UHFFFAOYSA-N 1,3-diisocyanatopropane Chemical compound O=C=NCCCN=C=O IKYNWXNXXHWHLL-UHFFFAOYSA-N 0.000 description 1
- ALQLPWJFHRMHIU-UHFFFAOYSA-N 1,4-diisocyanatobenzene Chemical compound O=C=NC1=CC=C(N=C=O)C=C1 ALQLPWJFHRMHIU-UHFFFAOYSA-N 0.000 description 1
- SIZPGZFVROGOIR-UHFFFAOYSA-N 1,4-diisocyanatonaphthalene Chemical compound C1=CC=C2C(N=C=O)=CC=C(N=C=O)C2=C1 SIZPGZFVROGOIR-UHFFFAOYSA-N 0.000 description 1
- ASWPBPHMBJLXOE-UHFFFAOYSA-N 1-(2-ethyl-4-methylimidazol-1-yl)-3-phenoxypropan-2-ol Chemical compound CCC1=NC(C)=CN1CC(O)COC1=CC=CC=C1 ASWPBPHMBJLXOE-UHFFFAOYSA-N 0.000 description 1
- RHTXCFRIEYHAHM-UHFFFAOYSA-N 1-(2-methylimidazol-1-yl)-3-phenoxypropan-2-ol Chemical compound CC1=NC=CN1CC(O)COC1=CC=CC=C1 RHTXCFRIEYHAHM-UHFFFAOYSA-N 0.000 description 1
- HMUNWXXNJPVALC-UHFFFAOYSA-N 1-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]piperazin-1-yl]-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)N1CCN(CC1)C(CN1CC2=C(CC1)NN=N2)=O HMUNWXXNJPVALC-UHFFFAOYSA-N 0.000 description 1
- FBHPRUXJQNWTEW-UHFFFAOYSA-N 1-benzyl-2-methylimidazole Chemical compound CC1=NC=CN1CC1=CC=CC=C1 FBHPRUXJQNWTEW-UHFFFAOYSA-N 0.000 description 1
- IWDFHWZHHOSSGR-UHFFFAOYSA-N 1-ethylimidazole Chemical compound CCN1C=CN=C1 IWDFHWZHHOSSGR-UHFFFAOYSA-N 0.000 description 1
- MCTWTZJPVLRJOU-UHFFFAOYSA-N 1-methyl-1H-imidazole Chemical compound CN1C=CN=C1 MCTWTZJPVLRJOU-UHFFFAOYSA-N 0.000 description 1
- HFZLSTDPRQSZCQ-UHFFFAOYSA-N 1-pyrrolidin-3-ylpyrrolidine Chemical compound C1CCCN1C1CNCC1 HFZLSTDPRQSZCQ-UHFFFAOYSA-N 0.000 description 1
- LDXJRKWFNNFDSA-UHFFFAOYSA-N 2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-1-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]ethanone Chemical compound C1CN(CC2=NNN=C21)CC(=O)N3CCN(CC3)C4=CN=C(N=C4)NCC5=CC(=CC=C5)OC(F)(F)F LDXJRKWFNNFDSA-UHFFFAOYSA-N 0.000 description 1
- FPZWZCWUIYYYBU-UHFFFAOYSA-N 2-(2-ethoxyethoxy)ethyl acetate Chemical compound CCOCCOCCOC(C)=O FPZWZCWUIYYYBU-UHFFFAOYSA-N 0.000 description 1
- WGIMXKDCVCTHGW-UHFFFAOYSA-N 2-(2-hydroxyethoxy)ethyl dodecanoate Chemical compound CCCCCCCCCCCC(=O)OCCOCCO WGIMXKDCVCTHGW-UHFFFAOYSA-N 0.000 description 1
- RWLALWYNXFYRGW-UHFFFAOYSA-N 2-Ethyl-1,3-hexanediol Chemical compound CCCC(O)C(CC)CO RWLALWYNXFYRGW-UHFFFAOYSA-N 0.000 description 1
- LCZVSXRMYJUNFX-UHFFFAOYSA-N 2-[2-(2-hydroxypropoxy)propoxy]propan-1-ol Chemical compound CC(O)COC(C)COC(C)CO LCZVSXRMYJUNFX-UHFFFAOYSA-N 0.000 description 1
- WAEVWDZKMBQDEJ-UHFFFAOYSA-N 2-[2-(2-methoxypropoxy)propoxy]propan-1-ol Chemical compound COC(C)COC(C)COC(C)CO WAEVWDZKMBQDEJ-UHFFFAOYSA-N 0.000 description 1
- JTXMVXSTHSMVQF-UHFFFAOYSA-N 2-acetyloxyethyl acetate Chemical compound CC(=O)OCCOC(C)=O JTXMVXSTHSMVQF-UHFFFAOYSA-N 0.000 description 1
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 1
- SVONRAPFKPVNKG-UHFFFAOYSA-N 2-ethoxyethyl acetate Chemical compound CCOCCOC(C)=O SVONRAPFKPVNKG-UHFFFAOYSA-N 0.000 description 1
- UINDRJHZBAGQFD-UHFFFAOYSA-N 2-ethyl-1-methylimidazole Chemical compound CCC1=NC=CN1C UINDRJHZBAGQFD-UHFFFAOYSA-N 0.000 description 1
- SVNWKKJQEFIURY-UHFFFAOYSA-N 2-methyl-1-(2-methylpropyl)imidazole Chemical compound CC(C)CN1C=CN=C1C SVNWKKJQEFIURY-UHFFFAOYSA-N 0.000 description 1
- YLZOPXRUQYQQID-UHFFFAOYSA-N 3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-1-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]propan-1-one Chemical compound N1N=NC=2CN(CCC=21)CCC(=O)N1CCN(CC1)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F YLZOPXRUQYQQID-UHFFFAOYSA-N 0.000 description 1
- UIDDPPKZYZTEGS-UHFFFAOYSA-N 3-(2-ethyl-4-methylimidazol-1-yl)propanenitrile Chemical compound CCC1=NC(C)=CN1CCC#N UIDDPPKZYZTEGS-UHFFFAOYSA-N 0.000 description 1
- SESYNEDUKZDRJL-UHFFFAOYSA-N 3-(2-methylimidazol-1-yl)propanenitrile Chemical compound CC1=NC=CN1CCC#N SESYNEDUKZDRJL-UHFFFAOYSA-N 0.000 description 1
- QCAHUFWKIQLBNB-UHFFFAOYSA-N 3-(3-methoxypropoxy)propan-1-ol Chemical compound COCCCOCCCO QCAHUFWKIQLBNB-UHFFFAOYSA-N 0.000 description 1
- CXXSQMDHHYTRKY-UHFFFAOYSA-N 4-amino-2,3,5-tris(oxiran-2-ylmethyl)phenol Chemical compound C1=C(O)C(CC2OC2)=C(CC2OC2)C(N)=C1CC1CO1 CXXSQMDHHYTRKY-UHFFFAOYSA-N 0.000 description 1
- KMTDMTZBNYGUNX-UHFFFAOYSA-N 4-methylbenzyl alcohol Chemical compound CC1=CC=C(CO)C=C1 KMTDMTZBNYGUNX-UHFFFAOYSA-N 0.000 description 1
- FVCSARBUZVPSQF-UHFFFAOYSA-N 5-(2,4-dioxooxolan-3-yl)-7-methyl-3a,4,5,7a-tetrahydro-2-benzofuran-1,3-dione Chemical compound C1C(C(OC2=O)=O)C2C(C)=CC1C1C(=O)COC1=O FVCSARBUZVPSQF-UHFFFAOYSA-N 0.000 description 1
- ULKLGIFJWFIQFF-UHFFFAOYSA-N 5K8XI641G3 Chemical compound CCC1=NC=C(C)N1 ULKLGIFJWFIQFF-UHFFFAOYSA-N 0.000 description 1
- ADAHGVUHKDNLEB-UHFFFAOYSA-N Bis(2,3-epoxycyclopentyl)ether Chemical compound C1CC2OC2C1OC1CCC2OC21 ADAHGVUHKDNLEB-UHFFFAOYSA-N 0.000 description 1
- MRABAEUHTLLEML-UHFFFAOYSA-N Butyl lactate Chemical compound CCCCOC(=O)C(C)O MRABAEUHTLLEML-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 238000005033 Fourier transform infrared spectroscopy Methods 0.000 description 1
- KDXKERNSBIXSRK-UHFFFAOYSA-N Lysine Natural products NCCCCC(N)C(O)=O KDXKERNSBIXSRK-UHFFFAOYSA-N 0.000 description 1
- 239000004472 Lysine Substances 0.000 description 1
- LEBHYCAGGULKHL-UHFFFAOYSA-N N=C=O.N=C=O.COC1(OC)CC=CC=C1C1=CC=CC=C1 Chemical compound N=C=O.N=C=O.COC1(OC)CC=CC=C1C1=CC=CC=C1 LEBHYCAGGULKHL-UHFFFAOYSA-N 0.000 description 1
- 206010034972 Photosensitivity reaction Diseases 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 229920000538 Poly[(phenyl isocyanate)-co-formaldehyde] Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004823 Reactive adhesive Substances 0.000 description 1
- 238000002679 ablation Methods 0.000 description 1
- 238000012644 addition polymerization Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 239000004844 aliphatic epoxy resin Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 229940072049 amyl acetate Drugs 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- PGMYKACGEOXYJE-UHFFFAOYSA-N anhydrous amyl acetate Natural products CCCCCOC(C)=O PGMYKACGEOXYJE-UHFFFAOYSA-N 0.000 description 1
- 239000004842 bisphenol F epoxy resin Substances 0.000 description 1
- 239000001191 butyl (2R)-2-hydroxypropanoate Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 125000000753 cycloalkyl group Chemical group 0.000 description 1
- ZWAJLVLEBYIOTI-UHFFFAOYSA-N cyclohexene oxide Chemical compound C1CCCC2OC21 ZWAJLVLEBYIOTI-UHFFFAOYSA-N 0.000 description 1
- FWFSEYBSWVRWGL-UHFFFAOYSA-N cyclohexene oxide Natural products O=C1CCCC=C1 FWFSEYBSWVRWGL-UHFFFAOYSA-N 0.000 description 1
- 125000002433 cyclopentenyl group Chemical group C1(=CCCC1)* 0.000 description 1
- 230000002999 depolarising effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 229940028356 diethylene glycol monobutyl ether Drugs 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- WHGNXNCOTZPEEK-UHFFFAOYSA-N dimethoxy-methyl-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](C)(OC)CCCOCC1CO1 WHGNXNCOTZPEEK-UHFFFAOYSA-N 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 229940116333 ethyl lactate Drugs 0.000 description 1
- 229960005082 etohexadiol Drugs 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 1
- MNWFXJYAOYHMED-UHFFFAOYSA-M heptanoate Chemical compound CCCCCCC([O-])=O MNWFXJYAOYHMED-UHFFFAOYSA-M 0.000 description 1
- VLKZOEOYAKHREP-UHFFFAOYSA-N hexane Substances CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 150000002460 imidazoles Chemical class 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 238000004949 mass spectrometry Methods 0.000 description 1
- UZKWTJUDCOPSNM-UHFFFAOYSA-N methoxybenzene Substances CCCCOC=C UZKWTJUDCOPSNM-UHFFFAOYSA-N 0.000 description 1
- 125000000325 methylidene group Chemical group [H]C([H])=* 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- JCGNDDUYTRNOFT-UHFFFAOYSA-N oxolane-2,4-dione Chemical compound O=C1COC(=O)C1 JCGNDDUYTRNOFT-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- RGSFGYAAUTVSQA-UHFFFAOYSA-N pentamethylene Natural products C1CCCC1 RGSFGYAAUTVSQA-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 150000004965 peroxy acids Chemical class 0.000 description 1
- IGALFTFNPPBUDN-UHFFFAOYSA-N phenyl-[2,3,4,5-tetrakis(oxiran-2-ylmethyl)phenyl]methanediamine Chemical compound C=1C(CC2OC2)=C(CC2OC2)C(CC2OC2)=C(CC2OC2)C=1C(N)(N)C1=CC=CC=C1 IGALFTFNPPBUDN-UHFFFAOYSA-N 0.000 description 1
- 238000000016 photochemical curing Methods 0.000 description 1
- 230000036211 photosensitivity Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- HNJBEVLQSNELDL-UHFFFAOYSA-N pyrrolidin-2-one Chemical compound O=C1CCCN1 HNJBEVLQSNELDL-UHFFFAOYSA-N 0.000 description 1
- 238000001454 recorded image Methods 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- RUELTTOHQODFPA-UHFFFAOYSA-N toluene 2,6-diisocyanate Chemical compound CC1=C(N=C=O)C=CC=C1N=C=O RUELTTOHQODFPA-UHFFFAOYSA-N 0.000 description 1
- 239000013638 trimer Substances 0.000 description 1
- DQZNLOXENNXVAD-UHFFFAOYSA-N trimethoxy-[2-(7-oxabicyclo[4.1.0]heptan-4-yl)ethyl]silane Chemical compound C1C(CC[Si](OC)(OC)OC)CCC2OC21 DQZNLOXENNXVAD-UHFFFAOYSA-N 0.000 description 1
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
- B41J2/1609—Production of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14209—Structure of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/1433—Structure of nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/162—Manufacturing of the nozzle plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
- B41J2/1634—Manufacturing processes machining laser machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1642—Manufacturing processes thin film formation thin film formation by CVD [chemical vapor deposition]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1643—Manufacturing processes thin film formation thin film formation by plating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1646—Manufacturing processes thin film formation thin film formation by sputtering
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/182—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing using pre-adducts of epoxy compounds with curing agents
- C08G59/184—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing using pre-adducts of epoxy compounds with curing agents with amines
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/22—Di-epoxy compounds
- C08G59/24—Di-epoxy compounds carbocyclic
- C08G59/245—Di-epoxy compounds carbocyclic aromatic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/68—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used
- C08G59/686—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used containing nitrogen
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14362—Assembling elements of heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14491—Electrical connection
Definitions
- the present invention relates to an inkjet head and a method for manufacturing an inkjet head. More specifically, the present invention contains an epoxy resin as a main agent and an imidazole-based curing agent as a curing agent, so that a time for joining work can be secured before curing, and long-term reliability (use environment).
- the present invention relates to an inkjet head and a method for manufacturing an inkjet head using an adhesive having excellent resistance to temperature fluctuations.
- Inkjet heads that eject ink in the form of minute droplets are widely used as recording heads for inkjet printers that eject ink droplets onto a recording medium to record characters and images.
- a piezoelectric body is placed in a pressurizing chamber, or a voltage is applied to a part of the constituent members of the pressurizing chamber as a piezoelectric body to deform the ink and apply pressure to the ink.
- a method of discharging the ink and a method of arranging an electric resistor in a pressurizing chamber to supply a current to generate heat to vaporize and expand the water content in the ink to apply pressure to the ink to discharge the ink.
- the spacing between adjacent nozzles of inkjet heads has become extremely narrow due to the high density of recorded images.
- dpi means the number of dots per inch
- the distance between adjacent nozzles is 140 ⁇ m.
- the thickness of the pressure chamber partition wall is 70 ⁇ m
- the width of the pressure chamber is 70 ⁇ m.
- the inkjet head is configured by joining each member such as a nozzle plate and a pressure chamber partition wall to each other with a thermosetting adhesive.
- a thermosetting adhesive By using an adhesive, it is possible to increase the density, and the degree of freedom in selecting the material of the constituent members is also increased.
- the adhesive used for the inkjet head needs to have high durability against ink (solvent) after curing.
- an adhesive having a high crosslink density due to curing and high solvent resistance an adhesive containing an epoxy resin and a chain polymerization type curing agent (imidazoles) is known.
- Patent Document 1 describes an inkjet head configured by using an adhesive containing novolak or bisphenol F epoxy resin, alicyclic amine, and alcohol. This adhesive can be cured at low temperature and has high adhesive strength and solvent resistance.
- Patent Document 2 describes an inkjet head configured by using an adhesive containing a novolak epoxy resin, a photocuring agent, and a microencapsulated curing agent. With this adhesive, it is possible to achieve both productivity due to photocurability and solvent resistance of adhesive strength.
- the adhesive containing an epoxy resin and an imidazole-based curing agent is cured by chain polymerization, has a high crosslink density, and has high solvent resistance and elastic modulus after curing, but is hard and brittle, and members of materials having different linear expansion rates are used.
- the bonded inkjet head is subjected to thermal stress and has poor long-term reliability (resistance to temperature fluctuations in the usage environment).
- the thickening rate (viscosity increase rate) can be suppressed, the time for joining work can be secured, and the throughput for assembling the inkjet head can be increased.
- a temperature of 100 ° C. or higher is required to dissolve or destroy the microcapsules (hereinafter, simply referred to as "dissolution"), so that low-temperature curing cannot be performed and the curing temperature becomes high.
- the higher curing temperature impairs long-term reliability due to damage to the components and higher thermal stress in the inkjet head during assembly.
- each member is deformed after the adhesive is cured due to the difference in linear expansion rate between the members, and when the stress due to this deformation exceeds the adhesive force, Peeling occurs at the joint.
- the temperature is even lower. Hardening is required.
- the subject of the present invention is an inkjet head and an inkjet head using an adhesive that contains an epoxy resin as a main agent and an imidazole-based curing agent as a curing agent, can secure a time for joining work before curing, and has excellent long-term reliability.
- the purpose is to provide a manufacturing method.
- An inkjet head in which components are adhered with an epoxy resin as a main agent, an imidazole-based curing agent microencapsulated as a curing agent, and an adhesive containing at least an alcohol that dissolves the microcapsules at a low temperature.
- the inkjet head according to 1 wherein the residue of the microcapsules dissolved by the alcohol is dispersed in the cured epoxy resin.
- 3. The inkjet head according to 1 or 2 above, wherein the alcohol is a high boiling point alcohol. 4.
- Method. 7. The method for producing an inkjet head according to the above 6, wherein the residue of the microcapsules dissolved in the alcohol is dispersed in the epoxy resin to cure the epoxy resin. 8. The method for producing an inkjet head according to the above 6 or 7, wherein a high boiling point alcohol is used as the alcohol. 9. 8. The method for producing an inkjet head according to 8, wherein the boiling point of the high boiling alcohol is 150 ° C. or higher. 10. The method for producing an inkjet head according to any one of 6 to 9, wherein an alcohol having a benzene ring is used as the alcohol.
- an inkjet head and an inkjet head are manufactured using an adhesive containing an epoxy resin as a main agent and an imidazole-based curing agent as a curing agent, which can secure time for joining work before curing and has excellent long-term reliability.
- a method can be provided.
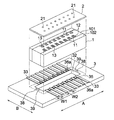
- FIG. 1 Perspective view of the head chip of the inkjet head of the embodiment Top view showing the upper surface of the head tip shown in FIG.
- the inkjet head and the method for manufacturing the inkjet head of the present embodiment are composed of an epoxy resin as a main agent, an imidazole-based curing agent microencapsulated as a curing agent, and an adhesive containing at least an alcohol that dissolves the microcapsules at a low temperature.
- the members are glued together.
- the constituent members of the inkjet head include, but are not limited to, a head chip, a nozzle plate, a wiring board, a flexible board, a manifold, a filter, a housing, and a cap receiving plate.
- the thickening speed can be suppressed, the time for joining work can be secured, and the assembly throughput can be increased.
- FIG. 1 is a perspective view of the head chip of the inkjet head of the embodiment.
- the surface on the side where ink is ejected from the inkjet head (upper side in FIG. 1) is referred to as "lower surface”, and the surface on the opposite side (lower surface in FIG. 1) is referred to as "upper surface”.
- the ink flow direction is from bottom to top.
- the inkjet head of the embodiment is configured to have a rectangular parallelepiped head chip 1 in which a plurality of pressure chambers 12 are formed.
- the head chip 1 is configured such that a flow path member (partition wall) 11 made of a piezoelectric material and a pressure chamber (ink supply path) 12 are alternately arranged side by side.
- a flow path member (partition wall) 11 made of a piezoelectric material and a pressure chamber (ink supply path) 12 are alternately arranged side by side.
- both side walls are formed parallel to each other.
- the outlets and inlets of the pressure chambers 12 are arranged on the lower surface and the upper surface of the head tip 1, respectively, and each pressure chamber 12 is a straight type in which the opening area and the opening shape are substantially the same in the length direction from the inlet to the outlet.
- each pressure chamber 12 constitutes two rows of pressure chambers.
- Each pressure chamber row is composed of eight pressure chambers 12 in the present embodiment, but the number of pressure chambers 12 constituting the pressure chamber row is not limited at all. Further, the shape and arrangement of each pressure chamber 12 are not limited in any way, and may include a dummy channel.
- the head tip 1 is formed by joining a piezoelectric body 101 having a plurality of grooves serving as each pressure chamber 12 and a side wall plate 102 closing the plurality of grooves to each other using an adhesive.
- a drive electrode made of the metal layer 13 shown by the diagonal line in FIG. 1 is formed on the inner surface of the groove of the piezoelectric body 101 (inner surface of the pressure chamber 12).
- the metal layer 13 is preferably covered with a transparent insulating layer in order to prevent corrosion by ink.
- the metal layer 13 acts as a driving electrode for the flow path member 11, and is made of, for example, Ni, Co, Cu, Al, Sn, Cr, or the like. It is preferable to use Al or Cu from the viewpoint of electrical resistance, and it is preferable to use Ni from the viewpoint of corrosion, strength, and cost. A laminated structure in which Au is laminated on Al may be used.
- the metal layer 13 is formed by a method using a vacuum device such as a vapor deposition method, a sputtering method, a plating method, or a CVD (chemical vapor deposition method).
- the thickness of the metal layer 13 is preferably in the range of 0.5 to 5 ⁇ m.
- FIG. 2 is a plan view showing the upper surface of the head tip shown in FIG.
- connection electrode 14 (voltage application electrode) drawn from the metal layer 13 of each pressure chamber 12 is formed on the upper surface of the head chip 1.
- the connection electrode 14 can be formed by vapor deposition or sputtering.
- a nozzle plate 2 is bonded to the lower surface of the head tip 1 using an adhesive.
- nozzles 21 are provided at positions corresponding to the outlets of the pressure chambers 12 of the head tip 1.
- the inlet, outlet and nozzle 21 of each pressure chamber 12 are arranged in a straight line.
- the nozzle plate 2 is preferably made of a material capable of ablation by laser light or a material capable of anisotropic etching.
- resin sheets such as polyimide, polyethylene terephthalate, polyamide, and polysulfone, and silicon can be preferably used.
- a polyimide that can withstand a high temperature for imparting an ink-repellent layer to the surface and can perform precise nozzle processing by laser light.
- a wiring board 3 is bonded to the upper surface of the head chip 1 on which the connection electrode 14 is formed by using an adhesive.
- the wiring board 3 is a plate-shaped member for connecting wiring for applying a drive voltage from a drive circuit (not shown) to each metal layer 13 of the head chip 1.
- the wiring board 3 is a non-polarized ceramic material such as PZT, AlN-BN, AlN, a low thermal expansion plastic or glass, a material obtained by depolarizing the same material as the piezoelectric substrate material used for the head chip 1, and the like. Consists of.
- the material of the wiring board 3 is preferably a material in which the difference in thermal expansion coefficient with respect to the unpolarized PZT is within ⁇ 3 ppm in order to suppress the distortion of the head chip 1 due to the difference in linear expansion coefficient.
- the wiring board 3 is not limited to one plate-shaped one, and may be one in which a plurality of thin plate-shaped substrate materials are laminated to obtain a desired thickness.
- the wiring board 3 is formed in a rectangular shape larger than the upper surface of the head chip 1, and is oriented in the pressure chamber row direction (arrangement direction of the pressure chambers 12, A direction in FIG. 1) and in a direction orthogonal to the pressure chamber row direction (direction in FIG. 1). (Direction B in FIG. 1) Both sides of the head chip 1 project outward from the upper surface.
- each wiring electrode 33 is formed in the same number as each connection electrode 14 formed on the upper surface of the head chip 1 at the same pitch (W1 + W2).
- each wiring electrode 33 is electrically connected to each wiring of the FPC or the like.
- Each wiring electrode 33 connected to each wiring such as an FPC functions as an electrode for applying a drive voltage from a drive circuit (not shown) to the metal layer 13 in the pressure chamber 12 via the connection electrode 14.
- An opening 32 penetrating from the lower surface to the upper surface of the wiring board 3 is formed in the substantially central portion of the wiring board 3.
- the opening 32 has a size that allows the inlet side openings of all the pressure chambers 12 facing the upper surface of the head tip 1 to be exposed to the upper surface side.
- Each wiring electrode 33 is formed from the peripheral edge of the opening 32 to the outer edge of the wiring board 3.
- a dummy electrode 36a located between the wiring electrodes 33 and not involved in driving is formed on the lower surface of the wiring board 3.
- the dummy electrode 36a is formed so that the space between the head chip 1 and the wiring board 3 is sealed by an adhesive.
- a positioning pattern 38 for positioning the head chip 1 is formed on the lower surface of the wiring board 3. When the head chip 1 and the wiring board 3 are joined, the positioning pattern 38 is fitted with the positioning pattern 39 (see FIG. 2) formed on the upper surface of the head chip 1 to form the head chip 1 and the wiring board 3. Perform positioning.
- each connection electrode 14 of the head chip 1 and each wiring electrode 33 of the wiring board 3 are aligned and overlapped so as to be electrically connected. Then, the head chip 1 and the wiring board 3 are joined by heating and pressurizing at a predetermined temperature and a predetermined time to cure the adhesive.
- an adhesive is applied to the adhesive surfaces of the two (the lower surface of the head chip 1 and the upper surface of the nozzle plate 2), and the two are aligned and overlapped to each other at a predetermined temperature and a predetermined temperature. It is done by heating and pressurizing over time to cure the adhesive.
- the amount of the adhesive applied to the surface of the member is not particularly limited, but the wet film thickness when applied is preferably 0.5 ⁇ m or more and 1000 ⁇ m or less. It is more preferably 1.0 ⁇ m or more and 25.0 ⁇ m or less. When the wet film thickness is 0.5 ⁇ m or more, the durability of joining between members can be improved. Further, when the wet film thickness is 1000 ⁇ m or less, the adhesive does not become excessive and the adhesive overflow can be prevented.
- Components other than the above-mentioned members of the inkjet head are also joined to other members using an adhesive to form the inkjet head.
- adhesion of the constituent members of the inkjet head in addition to the above-mentioned adhesion between the upper surface of the head chip 1 and the lower surface of the wiring board 3, the adhesion between the lower surface of the head chip 1 and the upper surface of the nozzle plate 2, the lower end portion of the flexible substrate And the lower surface of the wiring board 3, the wiring board 3 and the manifold (not shown), the manifold and the filter (not shown), the housing (not shown) and the cap receiving plate (not shown), and the like.
- the adhesive used in the present embodiment contains at least an epoxy resin as a main agent, a microencapsulated imidazole-based curing agent as a curing agent, and an alcohol that dissolves the microcapsules at a low temperature.
- an epoxy resin as a main agent
- a microencapsulated imidazole-based curing agent as a curing agent
- an alcohol that dissolves the microcapsules at a low temperature.
- the epoxy resin since the imidazole-based curing agent is microencapsulated, the epoxy resin does not cure unless the microcapsules are dissolved, so that the bonding work time can be secured before the epoxy resin is cured. It is a preferable characteristic of an inkjet head that a large number of members are positioned and bonded to each other so that time can be spent on joining work before curing the epoxy resin.
- this adhesive contains an alcohol that dissolves the microcapsules at a low temperature
- a high temperature such as 100 ° C. or higher in order to dissolve the microcapsules, for example, less than 100 ° C.
- each member does not deform after the adhesive is cured due to the difference in linear expansion coefficient between the members, so that the heat cycle resistance is high and the joint is formed. No peeling occurs.
- Epoxy resin As the epoxy resin applicable to the adhesive in the present embodiment, either a monomer of a compound having an epoxy group or an oligomer thereof can be used. Specific examples thereof include conventionally known aromatic epoxy resins, alicyclic epoxy resins, and aliphatic epoxy resins.
- the epoxy resin means a monomer or an oligomer thereof.
- the epoxy resin preferably contains an aromatic epoxy resin in an amount of 70 to 99% by mass or more in the epoxy resin from the viewpoint of durability against ink.
- the epoxy resin used for the adhesive of the present embodiment may be one kind or a mixture of many kinds.
- a preferred aromatic epoxy resin is a di or polyglycidyl ether produced by the reaction of epichlorohydrin with a polyhydric phenol having at least one aromatic nucleus or an alkylene oxide adduct thereof.
- the aromatic epoxy resin contains a novolak type epoxy resin and, for example, di or polyglycidyl ether of bisphenol A or its polyalkylene oxide adduct, di or of hydrogenated bisphenol A or its polyalkylene oxide adduct. It can contain polyglycidyl ether and at least one of a bisphenol F type epoxy resin, a novolak or an epoxy resin derived from bisphenols.
- bisphenols include bisphenol A type epoxy resin, bisphenol F type epoxy resin, and the like.
- examples of the polyalkylene oxide include polyethylene oxide and polypropylene oxide. Of these, it is preferable to use bisphenol F type epoxy resin as the main agent.
- Novolak type epoxy resin Specific examples of the novolak type epoxy include phenol novolac type epoxy resin, cresol novolak type epoxy resin and the like.
- the novolak type epoxy resin is a compound having a plurality of glycidyl groups in one molecule produced by the reaction between the hydroxyl group of the novolak resin and epichlorohydrin.
- the number of epoxy groups in one molecule has a distribution, and the average value thereof varies depending on the synthesis conditions, but the average number of epoxy groups in one molecule is preferably 3 or more.
- jER152 phenol novolac epoxy resin, manufactured by Japan Epoxy Resin Co., Ltd.
- jER154 phenol novolac epoxy resin, manufactured by Japan Epoxy Resin Co., Ltd.
- EPICLON N-660 cresol novolac epoxy resin, manufactured by Japan Epoxy Resin Co., Ltd.
- DIC Co., Ltd. Etc.
- the polyfunctional epoxy resin is a trifunctional or higher functional epoxy resin excluding novolak epoxy.
- Specific examples of the polyfunctional epoxy resin include triglycidyl-p-aminophenol (92.3) (referred to as TGAP), tetraglycidyl diaminodiphenylmethane (105.5), triglycidyl isocyanurate (99), triglycidyl urazole (89.7), and the like.
- examples thereof include triglycidylaminocresol (97), tetraglycidyl-1,3-diaminomethylcyclohexane (91.5), and the like. Above all, it is preferable to use TGAP.
- the alicyclic epoxy resin is a cyclohexene oxide or cyclopentene obtained by epoxidizing a compound having a cycloalkane ring such as at least one cyclohexene or cyclopentene ring with an appropriate oxidizing agent such as hydrogen peroxide or peracid.
- Oxide-containing compounds can be mentioned. Specific examples thereof include (3,4-epoxycyclohexyl) methyl-3', 4'-epoxycyclohexylcarboxylate, and bis- (2,3-epoxycyclopentyl) ether.
- an imidazole-based curing agent which is a thermal anionic polymerization initiator for heavy addition or thermal polymerization of an epoxy monomer is used.
- imidazole-based curing agent examples include 1-methylimidazole, 1-benzyl-2-methylimidazole, 1,2-dimethylimidazole, 1-isobutyl-2-methylimidazole, 1-methyl-2-ethylimidazole.
- the curing agent is microencapsulated and added to the adhesive.
- the imidazole-based curing agent microcapsules include HXA-3932 (microencapsulating the imidazole-based thermal polymerization initiator with MMA, average particle size 2 ⁇ m, manufactured by Asahi Kasei Chemicals Co., Ltd.), HX-3741 (imidazole-based thermal polymerization).
- Microencapsulate initiator with MMA, average particle size 5 ⁇ m, manufactured by Asahi Kasei Chemicals Co., Ltd., HX-3722 (microencapsulate imidazole-based thermal polymerization initiator with MMA, average particle size 2 ⁇ m, manufactured by Asahi Kasei Chemicals Co., Ltd.) ) Etc. are commercially available.
- microcapsules of these imidazole-based curing agents are preferably added in an amount of 1 to 100 parts by mass, more preferably 10 to 80 parts by mass, based on 100 parts by mass of the epoxy resin.
- microcapsules are dissolved when the epoxy resin is cured, but it is preferable that the microcapsules are not completely dissolved and a part of the microcapsules is dissolved to have a residue (shell).
- the residue after the microcapsules are dissolved is diffused into the epoxy resin and acts as a soft segment after the epoxy resin is cured to improve heat cycle resistance.
- the presence or absence of the residue of the microcapsules in the epoxy resin and the diffusion status can be confirmed by an electron microscope.
- organic matter mapping analysis by FT-IR organic matter can be identified and the existing region can be identified by mapping and analyzing organic matter in a minute region
- TOF-SIMS time-of-flight secondary ion mass spectrometry
- microcapsules and methods for producing microcapsules for example, as described in JP-A-9-3164 ([0005] to [0006]), but in the present invention, the main agent is used. From the viewpoint of dispersing in epoxy resin, shell microcapsules using epoxy resin and isocyanate are preferable.
- the isocyanate serving as a precursor of the microcapsules may be, for example, a compound having two or more isocyanate groups in the molecule as polyvalent isocyanates, and specifically, m-phenylenedi isocyanate, p-phenylenedi isocyanate, 2 , 4-tolylene diisocyanate, 2,6-tolylene diisocyanate, naphthalene-1,4-diisocyanate, diphenylmethane-4,4-diisocyanate, 3,3-dimethoxy-4,4-biphenyldiisocyanate, 3,3-dimethyldiphenylmethane -4,4-diisocyanate, xylylene-1,4-diisocyanate, 4,4-diphenylpropanediisocyanate, trimethylene diisocyanate, hexamethylene diisocyanate, propylene-1,2-diisocyanate, butylene-1,2-
- an adduct of tolylene diisocyanate and trimethylol propane an adduct of xylylene diisocyanate and trimethylol propane, triphenyldi It is preferable to use an isocyanate prepolymer represented by polymethylene polyphenyl isocyanates such as methylene triisocyanate.
- the adhesive may contain a silane coupling agent in order to improve the durability of the adhesive force.
- Preferred compounds of the silane coupling agent include ⁇ - (3,4-epoxycyclohexyl) ethyltrimethoxysilane, ⁇ -glycidoxypropyltrimethoxysilane, ⁇ -glycidoxypropylmethyldimethoxysilane, ⁇ -glycid. Examples thereof include xypropylmethyldiethoxysilane.
- the amount of the silane coupling agent added is preferably 0.5 to 5 parts by mass with respect to 100 parts by mass of the epoxy resin. If it is 0.5 parts by mass or more, the durability of the adhesive force is excellent, and if it is 5 parts by mass or less, the viscosity increase is small when stored at room temperature, and the pot life can be extended.
- alcohols include 4-methoxybenzyl alcohol (boiling point 259 ° C.), 2-phenylethanol (boiling point 219 ° C.), nonyl alcohol (boiling point 214 ° C.), benzyl alcohol (boiling point 205 ° C.), and octyl as high boiling point alcohols.
- Examples of alcohol (boiling point 194 ° C.), hexanol (boiling point 157 ° C.), and low boiling point alcohol include pentanol (boiling point 137 ° C.) and isopropanol (boiling point 82.4 ° C.).
- Benzyl alcohol is particularly preferable.
- Alcohol is preferably 0.1 parts by mass or more and 10 parts by mass or less with respect to 100 parts by mass of the epoxy resin as the main agent. This is because if it is less than 0.1 parts by mass, the solvent resistance becomes poor, and if it exceeds 10 parts by mass, the solvent resistance becomes poor or the heat cycle resistance becomes poor.
- the microcapsules are dissolved at a low temperature (for example, 100 ° C. or lower), so that the epoxy resin can be cured at a low temperature.
- Alcohol also acts as a mediator to uniformly disperse the dissolved microcapsule residue, allowing the microcapsule residue to be used as a soft segment.
- Epoxy resin cured with an imidazole-based curing agent has good solvent resistance, but has a hard and brittle property.
- toughness is imparted to the entire epoxy resin and the hard and brittle property is alleviated.
- the epoxy resin is cured at a low temperature and in a short time, and while maintaining good solvent resistance, it acquires strong properties against thermal stress and greatly improves the long-term reliability of the inkjet head. Can be done.
- the long-term reliability is resistance to temperature fluctuations in the usage environment, and can be confirmed by assembling composite materials having different linear expansions and performing a heat cycle (reliability) test.
- the alcohol is preferably a high boiling point alcohol.
- the boiling point of the high boiling alcohol is preferably 150 ° C. or higher.
- the boiling point alcohol is 150 ° C. or higher, for example, the epoxy resin can be prevented from volatilizing at the curing temperature. As a result, the alcohol remains until the curing of the epoxy resin is completed, so that the microcapsules can be dissolved well. Further, the alcohol remaining until the curing of the epoxy resin is completed makes it possible to disperse the residue of the microcapsules more uniformly.
- the alcohol is an alcohol having a benzene ring.
- An alcohol having a benzene ring can more preferably prevent volatilization of the epoxy resin at the curing temperature and remains until the curing of the epoxy resin is completed, so that microcapsules made of, for example, urethane can be satisfactorily dissolved. Further, the alcohol remaining until the curing of the epoxy resin is completed makes it possible to disperse the residue of the microcapsules more uniformly.
- the alcohol having a benzene ring has a chemical structure similar to that of an epoxy resin (for example, bisphenol type epoxy), it has good compatibility with the epoxy resin, does not adversely affect the physical properties of the epoxy resin, and has a high epoxy resin. Good interposition in the molecular structure.
- an epoxy resin for example, bisphenol type epoxy
- the ink applicable when forming an image using the inkjet printer provided with the inkjet head of the present embodiment is not particularly limited, and examples thereof include water-based ink, non-water-based ink, wax ink, and active-curable ink. it can.
- Such inks include dye inks in which the coloring material is a dye, pigment inks in which the coloring material is insoluble in the solvent constituting the ink and forms a dispersion system containing fine pigment particles, or high-colored inks in which the coloring material is colored.
- a dispersion ink or the like made of a dispersion of a molecular polymer is used.
- an ink having an organic solvent content of 50% or more and 100% or less of the total solvent, and further having a solubility in a resin component is preferable to apply an organic solvent having a high solubility parameter (SP value) of 16.0 or more and 21.0 or less to image formation using an ink containing 30% by mass or more and 100% or less of the total organic solvent.
- SP value solubility parameter
- Ink is composed of coloring materials such as dyes and pigments and organic solvents (solvents) that dissolve them, and the types are not particularly limited.
- Organic solvent It is preferable to use an organic solvent having high solubility in the resin for the ink, but it is necessary that the strength of the inkjet head is maintained even if an organic solvent having high resin solubility is used. It is preferable that this inkjet printer is compatible with an ink in which 50% or more and 100% or less of the total solvent is composed of an organic solvent.
- the SP value (solubility parameter of the organic solvent) is a value represented by the square root of the molecular aggregation energy and is calculated by the Bicerano method.
- the "Bicerano method” is described in Prediction of Polymer Properties (Plastics Engineering, 65) Jozef Bicerano (Author). The unit is (MPa) 1/2 and refers to the value at 25 ° C.
- Examples of the organic solvent having the SP value specified in the present embodiment are also described in "Polymer Handbook", 3rd edition (John Wily & Sons), 1989, VII / 526-539, co-edited by J. Brandup and EHImmergu. Dipole efficiency is calculated by AM1 of MOPAC.
- Color material As the ink in the present embodiment, for example, a coloring material that forms yellow, magenta, cyan, black, blue, green, and red inks is preferably used.
- the ink in the present embodiment may contain various additives.
- Example 1-1 [Preparation of microcapsule type curing agent] 100 parts by mass of bisphenol F type epoxy resin and 100 parts by mass of 2-methylimidazole are reacted at 80 ° C. for 3 hours in 200 parts by mass of a mixed solvent of methanol and toluene, and then the solvent at 180 ° C. under reduced pressure. Was distilled off under reduced pressure to obtain a solid compound.
- the head chip 1, the wiring substrate 3, the head chip 1, and the nozzle plate 2, which are constituent members of the inkjet head shown in FIG. 1, are joined by using the above adhesive, and the adhesive is cured at a curing temperature of 60 ° C. It was adhered to prepare an inkjet head.
- Example 1-2 Inkjet heads and pellets were produced in the same manner as in Example 1-1 except that the curing temperature of the adhesive was 80 ° C.
- Example 1-3 Inkjet heads and pellets were produced in the same manner as in Example 1-1 except that the curing temperature of the adhesive was 100 ° C.
- Example 2 Inkjet heads and pellets were prepared in the same manner as in Example 1-2 except that the alcohol was replaced with hexanol (boiling point 157 ° C.) as the high boiling point alcohol (2).
- Example 3 Inkjet heads and pellets were prepared in the same manner as in Example 1-2, except that the alcohol was replaced with pentanol (boiling point 137 ° C.) as the low boiling point alcohol (1).
- Example 4 Inkjet heads and pellets were prepared in the same manner as in Example 1-2 except that the alcohol was replaced with isopropanol (boiling point 82.4 ° C.) as the low boiling point alcohol (2).
- Example 1-2 Inkjet heads and pellets were prepared in the same manner as in Example 1-2 except that alcohol was not added.
- Example 1-3 Inkjet heads and pellets were prepared in the same manner as in Example 1-3 except that alcohol was not added.
- Example 2-1 Inkjet heads and pellets were prepared in the same manner as in Example 1-1 except that the curing agent was not microencapsulated.
- Example 2-2 Inkjet heads and pellets were prepared in the same manner as in Example 1-2 except that the curing agent was not microencapsulated.
- Example 2-3 Inkjet heads and pellets were prepared in the same manner as in Example 1-3 except that the curing agent was not microencapsulated.
- Example 3-1 Inkjet heads and pellets were prepared in the same manner as in Example 1-1 except that no alcohol was added and the curing agent was not microencapsulated.
- Example 3-2 Inkjet heads and pellets were prepared in the same manner as in Example 1-2 except that no alcohol was added and the curing agent was not microencapsulated.
- Example 3-3 Inkjet heads and pellets were prepared in the same manner as in Example 1-3 except that no alcohol was added and the curing agent was not microencapsulated.
- Example 1-1 contains a microencapsulated curing agent and an alcohol that dissolves the microcapsules at a low temperature, sufficient curing can be performed even at a low temperature of 60 ° C. as compared with the adhesive of Comparative Example 1-1. As a result, the thermal stress in the inkjet head during assembly does not increase, and the components are not damaged by high temperature, so that long-term reliability can be ensured.
- the adhesives of Examples 1-1, 1-2, 1-3, 2, 3, and 4 contain a microencapsulated curing agent and an alcohol that dissolves the microcapsules at a low temperature, the adhesive can be cured at a low temperature of 100 ° C. or lower. Even if members of various materials are joined, each member does not deform after the adhesive is cured due to the difference in linear expansion rate between the members, the heat cycle resistance is high, and the joint may be peeled off. I was able to confirm that there was no such thing.
- the alcohol is preferably a high boiling point alcohol, and the difference between the boiling point of the alcohol and the curing temperature is 120. It was confirmed that the temperature is preferably higher than ° C. This is because the high boiling point alcohol intervenes in the polymer structure of the epoxy resin to soften the cured epoxy resin, relieve the stress of the adhesive part between the members, and heat cycle resistance (reliability) and ink. It is considered that the stability of discharge was improved.
- Example 1-1 contains a microencapsulated curing agent and an alcohol that dissolves the microcapsules at a low temperature
- Comparative Examples 1-1, 2-1 and 3 It was confirmed that, unlike -1, sufficient curing was possible even at a low temperature of 60 ° C., and the viscosity increase rate of the epoxy resin was slowed down so that the bonding work time could be secured before the epoxy resin was cured. It is a preferable characteristic of an inkjet head that a large number of members are positioned and bonded to each other so that time can be spent on joining work before curing the epoxy resin.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
主剤としてエポキシ樹脂、硬化剤としてイミダゾール系硬化剤を含み、硬化前に接合作業の時間が確保でき、長期信頼性に優れた接着剤を用いたインクジェットヘッド及びインクジェットヘッドの製造方法を提供するため、主剤としてエポキシ樹脂、硬化剤としてマイクロカプセル化されたイミダゾール系硬化剤、及び、前記マイクロカプセルを低温で溶解するアルコールを少なくとも含む接着剤によって構成部材が接着され、好ましくは、前記アルコールにより溶解された前記マイクロカプセルの残存物が、硬化した前記エポキシ樹脂中に分散されている。
Description
本発明は、インクジェットヘッド及びインクジェットヘッドの製造方法に関し、より詳しくは、主剤としてエポキシ樹脂、硬化剤としてイミダゾール系硬化剤を含み、硬化前に接合作業の時間が確保でき、長期信頼性(使用環境における温度変動耐性)に優れた接着剤を用いたインクジェットヘッド及びインクジェットヘッドの製造方法に関する。
インクを微小な液滴の状態で吐出するインクジェットヘッドは、記録媒体上にインク滴を吐出して文字や画像を記録するインクジェットプリンタの記録ヘッドとして広く普及している。
インクジェットヘッドの代表的なインク吐出方式としては、加圧室に圧電体を配置して、または、加圧室の構成部材の一部を圧電体として電圧を印加し、変形させてインクに圧力を加えて吐出させる方式や、加圧室に電気抵抗体を配置して電流を供給し、熱を発生させてインク中の水分を気化膨張させてインクに圧力を加えて吐出させる方式などがある。
近年、インクジェットヘッドは、記録画像の高密度化のために、隣接するノズル間隔が極めて狭くなっている。例えば、180dpi(ここで「dpi」とは、1インチあたりのドット数をいう。)で画像記録を行う場合、隣接するノズル間隔は、140μmとなる。この場合に、圧力室隔壁の厚さが70μmであるとすると、圧力室の幅は70μmになる。
インクジェットヘッドは、構成するノズルプレートや圧力室隔壁などの各部材同士を熱硬化型の接着剤によって接合させて構成される。接着剤を用いることにより、高密度化が可能となり、また、構成部材の材料選択の自由度も高くなる。インクジェットヘッドに用いる接着剤は、硬化後に、インク(溶剤)に対する高い耐久性を有する必要がある。硬化により架橋密度が高くなって耐溶剤性が高い接着剤として、エポキシ樹脂と、連鎖重合系の硬化剤(イミダゾール類)とを含む接着剤が知られている。
特許文献1には、ノボラック又はビスフェノールFエポキシ樹脂、脂環式アミン、アルコールを含む接着剤を用いて構成したインクジェットヘッドが記載されている。この接着剤は、低温硬化が可能で、接着力の耐溶剤性が高い。
特許文献2には、ノボラックエポキシ樹脂、光硬化剤、マイクロカプセル化された硬化剤を含む接着剤を用いて構成したインクジェットヘッドが記載されている。この接着剤により、光硬化性による生産性と、接着力の耐溶剤性とを両立させることができる。
ところで、主剤としてエポキシ樹脂、硬化剤としてイミダゾール系硬化剤を含む接着剤では、主剤及び硬化剤を混合したときに常温でも反応が開始し、増粘及び硬化が始まってしまう。このような反応性が高い接着剤では、室温下で重合反応が進んで粘度が上昇するので、接着剤を使用する接合作業の時間が確保できない。
また、エポキシ樹脂及びイミダゾール系硬化剤を含む接着剤は、連鎖重合により硬化し架橋密度が高くなり硬化後の耐溶剤性及び弾性率が高いが、硬脆く、線膨張率が異なる材料の部材が接合されるインクジェットヘッドでは、熱応力がかかり、長期信頼性(使用環境における温度変動耐性)に乏しい。
イミダゾール系硬化剤をマイクロカプセル化すると、増粘速度(粘度上昇速度)を抑えることができ、接合作業の時間が確保でき、インクジェットヘッドの組立のスループットを高められる。しかしながら、マイクロカプセルを溶解乃至破壊(以下、単に「溶解」という。)するのに100℃以上の温度が必要となり、低温硬化ができず硬化温度が高くなる。硬化温度が高くなることで、構成部材の損傷や、組立中のインクジェットヘッドにおける熱応力が高くなるために、長期信頼性が損なわれる。多種類の材料の部材を接合させて構成されるインクジェットヘッドにおいては、部材間の線膨張率の違いにより、接着剤硬化後に各部材の変形が生じ、この変形による応力が接着力を上回ると、接合部に剥離が生ずる。
マイクロカプセルの設計によっては、ある温度を超えてのエポキシ樹脂への溶解性を上げて、その温度での硬化が可能となるが、インクジェットヘッドを構成する異種材料の接合のためには、さらなる低温での硬化が求められる。
そこで本発明の課題は、主剤としてエポキシ樹脂、硬化剤としてイミダゾール系硬化剤を含み、硬化前に接合作業の時間が確保でき、長期信頼性に優れた接着剤を用いたインクジェットヘッド及びインクジェットヘッドの製造方法を提供することにある。
さらに本発明の他の課題は、以下の記載によって明らかとなる。
本発明の上記課題は、以下の各発明によって解決される。
1.
主剤としてエポキシ樹脂、硬化剤としてマイクロカプセル化されたイミダゾール系硬化剤、及び、前記マイクロカプセルを低温で溶解するアルコールを少なくとも含む接着剤によって構成部材が接着されているインクジェットヘッド。
2.
前記アルコールにより溶解された前記マイクロカプセルの残存物が、硬化した前記エポキシ樹脂中に分散されている前記1記載のインクジェットヘッド。
3.
前記アルコールは、高沸点アルコールである前記1又は2記載のインクジェットヘッド。
4.
前記高沸点アルコールの沸点は、150℃以上である前記3記載のインクジェットヘッド。
5.
前記アルコールは、ベンゼン環を有するアルコールである前記1~4の何れかに記載のインクジェットヘッド。
6.
主剤としてエポキシ樹脂、硬化剤としてマイクロカプセル化されたイミダゾール系硬化剤、及び、前記マイクロカプセルを低温で溶解するアルコールを少なくとも含む接着剤を用いて、構成部材を接着して製造するインクジェットヘッドの製造方法。
7.
前記アルコールにより溶解させた前記マイクロカプセルの残存物を、前記エポキシ樹脂中に分散させて該エポキシ樹脂を硬化させる前記6記載のインクジェットヘッドの製造方法。
8.
前記アルコールとして、高沸点アルコールを用いる前記6又は7記載のインクジェットヘッドの製造方法。
9.
前記高沸点アルコールの沸点は、150℃以上である前記8記載のインクジェットヘッドの製造方法。
10.
前記アルコールとして、ベンゼン環を有するアルコールを用いる前記6~9の何れかに記載のインクジェットヘッドの製造方法。
主剤としてエポキシ樹脂、硬化剤としてマイクロカプセル化されたイミダゾール系硬化剤、及び、前記マイクロカプセルを低温で溶解するアルコールを少なくとも含む接着剤によって構成部材が接着されているインクジェットヘッド。
2.
前記アルコールにより溶解された前記マイクロカプセルの残存物が、硬化した前記エポキシ樹脂中に分散されている前記1記載のインクジェットヘッド。
3.
前記アルコールは、高沸点アルコールである前記1又は2記載のインクジェットヘッド。
4.
前記高沸点アルコールの沸点は、150℃以上である前記3記載のインクジェットヘッド。
5.
前記アルコールは、ベンゼン環を有するアルコールである前記1~4の何れかに記載のインクジェットヘッド。
6.
主剤としてエポキシ樹脂、硬化剤としてマイクロカプセル化されたイミダゾール系硬化剤、及び、前記マイクロカプセルを低温で溶解するアルコールを少なくとも含む接着剤を用いて、構成部材を接着して製造するインクジェットヘッドの製造方法。
7.
前記アルコールにより溶解させた前記マイクロカプセルの残存物を、前記エポキシ樹脂中に分散させて該エポキシ樹脂を硬化させる前記6記載のインクジェットヘッドの製造方法。
8.
前記アルコールとして、高沸点アルコールを用いる前記6又は7記載のインクジェットヘッドの製造方法。
9.
前記高沸点アルコールの沸点は、150℃以上である前記8記載のインクジェットヘッドの製造方法。
10.
前記アルコールとして、ベンゼン環を有するアルコールを用いる前記6~9の何れかに記載のインクジェットヘッドの製造方法。
本発明によれば、主剤としてエポキシ樹脂、硬化剤としてイミダゾール系硬化剤を含み、硬化前に接合作業の時間が確保でき、長期信頼性に優れた接着剤を用いたインクジェットヘッド及びインクジェットヘッドの製造方法を提供することができる。
以下、図面を参照しながら本発明を実施するための形態について説明する。以下に述べる各実施形態には、本発明を実施するために技術的に好ましい種々の限定が付されているが、本発明の範囲は、以下の実施形態及び図示例に限定されるものではない。
本実施形態のインクジェットヘッド及びインクジェットヘッドの製造方法では、主剤としてエポキシ樹脂、硬化剤としてマイクロカプセル化されたイミダゾール系硬化剤、及び、マイクロカプセルを低温で溶解するアルコールを少なくとも含む接着剤によって、構成部材が接着されている。インクジェットヘッドの構成部材としては、ヘッドチップ、ノズルプレート、配線基板、フレキシブル基板、マニホールド、フィルタ、筐体、キャップ受板などが挙げられるが、これらに限定されない。
アルコールは、エポキシ樹脂に良く混合し、イミダゾール系硬化剤を包むマイクロカプセルの溶解をアシストし、低温で硬化反応を開始させることが可能となる。また、増粘速度を抑えることができ、接合作業の時間が確保でき、組立のスループットを高められる。
〔インクジェットヘッド〕
図1は、実施形態のインクジェットヘッドのヘッドチップの斜視図である。
本実施形態においては、インクジェットヘッドからインクが吐出される側の面(図1中の上方)を「下面」といい、その反対側の面(図1中の下方)を「上面」という。図1においては、インクの流れ方向は、下から上である。
図1は、実施形態のインクジェットヘッドのヘッドチップの斜視図である。
本実施形態においては、インクジェットヘッドからインクが吐出される側の面(図1中の上方)を「下面」といい、その反対側の面(図1中の下方)を「上面」という。図1においては、インクの流れ方向は、下から上である。
実施形態のインクジェットヘッドは、図1に示すように、複数の圧力室12が形成された直方体状のヘッドチップ1を有して構成される。ヘッドチップ1は、例えば、圧電体からなる流路部材(隔壁)11と圧力室(インク供給路)12とが交互に並設されて構成されている。圧力室12の形状は、両側壁が互いに平行に形成されている。ヘッドチップ1の下面及び上面にそれぞれ各圧力室12の出口及び入口が配置され、各圧力室12は、入口から出口に亘る長さ方向で開口面積及び開口形状がほぼ変わらないストレートタイプである。
ヘッドチップ1において、各圧力室12は、2列の圧力室列を構成している。各圧力室列は、本実施形態ではそれぞれが8個の圧力室12からなるが、圧力室列を構成する圧力室12の数は何ら限定されない。また、各圧力室12の形状や配置も、何ら限定されず、ダミーチャネルを含むものであってもよい。
ヘッドチップ1は、各圧力室12となる複数の溝を有する圧電体101と、複数の溝を閉蓋する側壁板102とが、接着剤を用いて互いに接合されて形成されている。圧電体101の溝の内面(圧力室12の内面)には、図1において斜線で示す金属層13からなる駆動電極が形成されている。金属層13は、インクによる腐食を防止するため、透明な絶縁層により被覆されていることが好ましい。
金属層13は、流路部材11の駆動電極として作用するものであり、例えば、Ni、Co、Cu、Al、Sn、Cr等からなる。電気抵抗の面からはAlやCuを用いることが好ましく、腐食や強度、コストの面からは、Niを用いることが好ましい。Alの上にAuを積層した積層構造としてもよい。金属層13は、蒸着法、スパッタリング法、めっき法、CVD(化学気相反応法)等の真空装置を用いた方法等によって形成される。金属層13の厚みは0.5~5μmの範囲が好ましい。
図2は、図1に示したヘッドチップの上面を示す平面図である。
図2に示すように、ヘッドチップ1の上面には、各圧力室12の金属層13から引き出された接続電極14(電圧印加用電極)が形成されている。接続電極14の形成は、蒸着又はスパッタリングによって行うことができる。
ヘッドチップ1の下面には、図1に示すように、ノズルプレート2が接着剤を用いて接合されている。ノズルプレート2は、ヘッドチップ1の各圧力室12の出口に対応する位置に、それぞれノズル21が開設されている。各圧力室12の入口、出口及びノズル21は、直線状に配置される。
ノズルプレート2は、レーザ光によるアブレーションが可能な材料や異方性エッチングが可能な材料からなることが好ましい。例えば、ポリイミド、ポリエチレンテレフタレート、ポリアミド、ポリサルフォン等の樹脂シートやシリコンを好ましく用いることができる。特に、撥インク層を表面に付与するための高温に耐えられ、レーザ光による精密なノズル加工が可能なポリイミドを用いることが好ましい。
接続電極14が形成されたヘッドチップ1の上面には、配線基板3が接着剤を用いて接合されている。配線基板3は、ヘッドチップ1の各金属層13に、図示しない駆動回路からの駆動電圧を印加する配線を接続するための板状の部材である。配線基板3は、非分極のPZTやAlN-BN、AlN等のセラミックス材料、低熱膨張のプラスチックやガラス、ヘッドチップ1に使用されている圧電体の基板材料と同一の材料を脱分極した材料等からなる。配線基板3の材料は、線膨張率の差に起因するヘッドチップ1の歪みを抑えるため、未分極のPZTに対して熱膨張係数の差が±3ppm以内である材料とすることが好ましい。
配線基板3は、1枚の板状のものに限られず、薄板状の基板材料を複数枚積層させて所望の厚みとしたものであってもよい。
配線基板3は、ヘッドチップ1の上面よりも大きな矩形状に形成されており、圧力室列方向(圧力室12の並び方向、図1中のA方向)及び圧力室列方向と直交する方向(図1中のB方向)それぞれの両側にヘッドチップ1の上面よりも外方に張り出している。
配線基板3のヘッドチップ1との接合面となる下面には、外方に張り出した部分に亘って、各金属層13を図示しないFPC等に接続させるための複数の配線電極(電圧印加用電極)33が形成されている。各配線電極33は、ヘッドチップ1の上面に形成された各接続電極14と同数が同ピッチ(W1+W2)で形成されている。各配線電極33は、FPC等が接合されると、FPC等の各配線と電気的に接続する。FPC等の各配線に接続された各配線電極33は、図示しない駆動回路からの駆動電圧を、接続電極14を介して圧力室12内の金属層13に印加するための電極として機能する。
配線基板3のほぼ中央部には、配線基板3の下面から上面に貫通した開口部32が形成されている。この開口部32は、ヘッドチップ1の上面に臨む全ての圧力室12の入口側開口部を上面側に露出させられる大きさとなっている。この開口部32の周縁から、配線基板3の外縁部に亘って、各配線電極33が形成されている。
配線基板3の下面には、各配線電極33の間に位置して、駆動に関与しないダミー電極36aが形成されている。ダミー電極36aは、ヘッドチップ1と配線基板3との間が接着剤により密閉されるようにするために形成されている。また、配線基板3の下面には、ヘッドチップ1を位置決めするための位置決め用パターン38が形成されている。位置決め用パターン38は、ヘッドチップ1と配線基板3との接合時には、ヘッドチップ1の上面に形成された位置決め用パターン39(図2参照)と嵌合し、ヘッドチップ1と配線基板3との位置決めを行う。
ヘッドチップ1と配線基板3とを接合させるには、まず、両者の接着面(ヘッドチップ1の上面及び配線基板3の下面)にそれぞれ接着剤を塗布する。次に、ヘッドチップ1の各接続電極14と配線基板3の各配線電極33とが電気的に接続するように位置合わせして重ね合わせる。そして、所定温度及び所定時間で加熱及び加圧し、接着剤を硬化させることによって、ヘッドチップ1と配線基板3とが接合される。
ヘッドチップ1とノズルプレート2との接合も、両者の接着面(ヘッドチップ1の下面及びノズルプレート2の上面)にそれぞれ接着剤を塗布し、両者を位置合わせして重ね合わせ、所定温度及び所定時間で加熱及び加圧し、接着剤を硬化させることによってなされる。
接着剤の部材表面への付与量に特に制限はないが、付与したときの湿潤膜厚は、0.5μm以上、1000μm以下であることが好ましい。1.0μm以上、25.0μm以下であることがより好ましい。湿潤膜厚が0.5μm以上であれば、部材間の接合の耐久性を向上することができる。また、湿潤膜厚が1000μm以下であれば、接着剤が過剰になることなく、接着剤溢れ等を防止することができる。
インクジェットヘッドの上述した部材以外のマニホールド等の構成部材も、接着剤を用いて他の部材に接合されて、インクジェットヘッドを構成する。インクジェットヘッドの構成部材の接着としては、上述したヘッドチップ1の上面と配線基板3の下面との接着、ヘッドチップ1の下面とノズルプレート2の上面との接着の他に、フレキシブル基板の下端部と配線基板3の下面との接着、配線基板3と図示しないマニホールドとの接着、マニホールドと図示しないフィルタとの接着、図示しない筐体と図示しないキャップ受板との接着などがある。
〔接着剤〕
本実施形態において用いる接着剤は、主剤としてエポキシ樹脂、硬化剤としてマイクロカプセル化されたイミダゾール系硬化剤、及び、マイクロカプセルを低温で溶解するアルコールを少なくとも含む。この接着剤においては、エポキシ樹脂と、連鎖重合系の硬化剤であるイミダゾール系硬化剤とを含むことにより、インクに対する高い接着力の耐久性、耐薬品性、すなわち、有機溶媒耐久性(硬化性)が確保できる。インクに対する耐久性が高いことは、インクジェットヘッドとして好ましい特性である。
本実施形態において用いる接着剤は、主剤としてエポキシ樹脂、硬化剤としてマイクロカプセル化されたイミダゾール系硬化剤、及び、マイクロカプセルを低温で溶解するアルコールを少なくとも含む。この接着剤においては、エポキシ樹脂と、連鎖重合系の硬化剤であるイミダゾール系硬化剤とを含むことにより、インクに対する高い接着力の耐久性、耐薬品性、すなわち、有機溶媒耐久性(硬化性)が確保できる。インクに対する耐久性が高いことは、インクジェットヘッドとして好ましい特性である。
また、この接着剤においては、イミダゾール系硬化剤がマイクロカプセル化されていることにより、マイクロカプセルが溶解しなければエポキシ樹脂が硬化しないので、エポキシ樹脂の硬化前に接合作業の時間が確保できる。エポキシ樹脂の硬化前の接合作業に時間を費やせることは、多数の部材を位置決めして接着して構成するインクジェットヘッドとして好ましい特性である。
さらに、この接着剤においては、マイクロカプセルを低温で溶解するアルコールを含むので、マイクロカプセルを溶解するために100℃以上というような高温での硬化が不要とすることができ、例えば、100℃未満での低温硬化を行うことができる。このような低温硬化を行うことにより、組立中のインクジェットヘッドにおける熱応力が高くならず、また、構成部材が高温による損傷を被ることもないので、長期信頼性を確保できる。
このインクジェットヘッドにおいては、多種類の材料の部材を接合させても、部材間の線膨張率の違いによる接着剤硬化後の各部材の変形が生じないので、ヒートサイクル耐性が高く、接合部に剥離が生ずることもない。
〔エポキシ樹脂〕
本実施形態における接着剤に適用可能なエポキシ樹脂としては、エポキシ基を有する化合物のモノマー及びそのオリゴマーのいずれも使用できる。具体的には、従来公知の芳香族エポキシ樹脂、脂環式エポキシ樹脂及び脂肪族エポキシ樹脂が挙げられる。なお、以下エポキシ樹脂とは、モノマーまたはそのオリゴマーを意味する。本実施形態においてエポキシ樹脂は、芳香族エポキシ樹脂をエポキシ樹脂中、70~99質量%以上含有することが、インクに対する耐久性の点から好ましい。本実施形態の接着剤に用いるエポキシ樹脂は、一種類でもよいし、多種類を混合して用いてもよい。
本実施形態における接着剤に適用可能なエポキシ樹脂としては、エポキシ基を有する化合物のモノマー及びそのオリゴマーのいずれも使用できる。具体的には、従来公知の芳香族エポキシ樹脂、脂環式エポキシ樹脂及び脂肪族エポキシ樹脂が挙げられる。なお、以下エポキシ樹脂とは、モノマーまたはそのオリゴマーを意味する。本実施形態においてエポキシ樹脂は、芳香族エポキシ樹脂をエポキシ樹脂中、70~99質量%以上含有することが、インクに対する耐久性の点から好ましい。本実施形態の接着剤に用いるエポキシ樹脂は、一種類でもよいし、多種類を混合して用いてもよい。
〔芳香族エポキシ樹脂〕
前記芳香族エポキシ樹脂として好ましいものは、少なくとも1個の芳香族核を有する多価フェノールあるいはそのアルキレンオキサイド付加体とエピクロルヒドリンとの反応によって製造されるジまたはポリグリシジルエーテルである。芳香族エポキシ樹脂は、ノボラック型エポキシ樹脂を含有し、他に例えば、ビスフェノールAまたはそのポリアルキレンオキサイド付加体の、ジまたはポリグリシジルエーテル、水素添加ビスフェノールAまたはそのポリアルキレンオキサイド付加体の、ジまたはポリグリシジルエーテル、ならびにビスフェノールF型エポキシ樹脂、ノボラック又はビスフェノール類より誘導されたエポキシ樹脂の少なくとも1種を含有することができる。ビスフェノール類の具体例としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、等が挙げられる。ここでポリアルキレンオキサイドとしては、ポリエチレンオキサイド及びポリプロピレンオキサイド等が挙げられる。なかでも、ビスフェノールF型エポキシ樹脂を主剤とすることが好ましい。
前記芳香族エポキシ樹脂として好ましいものは、少なくとも1個の芳香族核を有する多価フェノールあるいはそのアルキレンオキサイド付加体とエピクロルヒドリンとの反応によって製造されるジまたはポリグリシジルエーテルである。芳香族エポキシ樹脂は、ノボラック型エポキシ樹脂を含有し、他に例えば、ビスフェノールAまたはそのポリアルキレンオキサイド付加体の、ジまたはポリグリシジルエーテル、水素添加ビスフェノールAまたはそのポリアルキレンオキサイド付加体の、ジまたはポリグリシジルエーテル、ならびにビスフェノールF型エポキシ樹脂、ノボラック又はビスフェノール類より誘導されたエポキシ樹脂の少なくとも1種を含有することができる。ビスフェノール類の具体例としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、等が挙げられる。ここでポリアルキレンオキサイドとしては、ポリエチレンオキサイド及びポリプロピレンオキサイド等が挙げられる。なかでも、ビスフェノールF型エポキシ樹脂を主剤とすることが好ましい。
〔ノボラック型エポキシ樹脂〕
ノボラック型エポキシの具体例としては、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂等が挙げられる。ノボラック型エポキシ樹脂は、ノボラック樹脂の水酸基とエピクロリヒドリンとの反応により生成した1分子中に複数のグリシジル基を有する化合物である。1分子中のエポキシ基の数は分布を持っており、その平均値は合成条件により異なるが、1分子中のエポキシ基数の平均は3以上が好ましい。
市販品としては、jER152(フェノールノボラックエポキシ樹脂、ジャパンエポキシレジン(株)製)、jER154(フェノールノボラックエポキシ樹脂、ジャパンエポキシレジン(株)製)、EPICLON N-660(クレゾールノボラックエポキシ樹脂、DIC(株)製)等が挙げられる。
ノボラック型エポキシの具体例としては、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂等が挙げられる。ノボラック型エポキシ樹脂は、ノボラック樹脂の水酸基とエピクロリヒドリンとの反応により生成した1分子中に複数のグリシジル基を有する化合物である。1分子中のエポキシ基の数は分布を持っており、その平均値は合成条件により異なるが、1分子中のエポキシ基数の平均は3以上が好ましい。
市販品としては、jER152(フェノールノボラックエポキシ樹脂、ジャパンエポキシレジン(株)製)、jER154(フェノールノボラックエポキシ樹脂、ジャパンエポキシレジン(株)製)、EPICLON N-660(クレゾールノボラックエポキシ樹脂、DIC(株)製)等が挙げられる。
〔多官能エポキシ樹脂〕
多官能エポキシ樹脂は、ノボラックエポキシを除く3官能以上のエポキシ樹脂である。多官能エポキシ樹脂の具体例としては、トリグリシジル-p-アミノフェノール(92.3)(TGAPと言う)、テトラグリシジルジアミノジフェニルメタン(105.5)、トリグリシジルイソシアヌレート(99)、トリグリシジルウラゾール(89.7)、トリグリシジルアミノクレゾール(97)、テトラグリシジル-1,3-ジアミノメチルシクロヘキサン(91.5)、等が挙げられる。中でもTGAPを使用することが好ましい。
多官能エポキシ樹脂は、ノボラックエポキシを除く3官能以上のエポキシ樹脂である。多官能エポキシ樹脂の具体例としては、トリグリシジル-p-アミノフェノール(92.3)(TGAPと言う)、テトラグリシジルジアミノジフェニルメタン(105.5)、トリグリシジルイソシアヌレート(99)、トリグリシジルウラゾール(89.7)、トリグリシジルアミノクレゾール(97)、テトラグリシジル-1,3-ジアミノメチルシクロヘキサン(91.5)、等が挙げられる。中でもTGAPを使用することが好ましい。
〔脂環式エポキシ樹脂〕
ノボラック型エポキシ樹脂を含有するエポキシ樹脂に、さらに脂環式エポキシ樹脂を含有させると、高い光感度が得られる。脂環式エポキシ樹脂としては、少なくとも1個のシクロヘキセンまたはシクロペンテン環等のシクロアルカン環を有する化合物を、過酸化水素、過酸等の適当な酸化剤でエポキシ化することによって得られるシクロヘキセンオキサイドまたはシクロペンテンオキサイド含有化合物が挙げられる。具体的には(3,4-エポキシシクロヘキシル)メチル-3′,4′-エポキシシクロヘキシルカルボキシレート、ビス-(2,3-エポキシシクロペンチル)エーテル等が挙げられる。
ノボラック型エポキシ樹脂を含有するエポキシ樹脂に、さらに脂環式エポキシ樹脂を含有させると、高い光感度が得られる。脂環式エポキシ樹脂としては、少なくとも1個のシクロヘキセンまたはシクロペンテン環等のシクロアルカン環を有する化合物を、過酸化水素、過酸等の適当な酸化剤でエポキシ化することによって得られるシクロヘキセンオキサイドまたはシクロペンテンオキサイド含有化合物が挙げられる。具体的には(3,4-エポキシシクロヘキシル)メチル-3′,4′-エポキシシクロヘキシルカルボキシレート、ビス-(2,3-エポキシシクロペンチル)エーテル等が挙げられる。
〔硬化剤〕
本実施形態における硬化剤としては、エポキシモノマーを重付加または熱重合させるための熱アニオン重合開始剤であるイミダゾール系硬化剤を用いる。
本実施形態における硬化剤としては、エポキシモノマーを重付加または熱重合させるための熱アニオン重合開始剤であるイミダゾール系硬化剤を用いる。
イミダゾール系硬化剤としては、具体的には1-メチルイミダゾール、1-ベンジル-2-メチルイミダゾール、1,2-ジメチルイミダゾール、1-イソブチル-2-メチルイミダゾール、1-メチル-2-エチルイミダゾール、1-エチルイミダゾール、1-シアノエチル-2-エチル-4-メチルイミダゾール、1-シアノエチル-2-メチルイミダゾール、1-(2-ヒドロキシ-3-フェノキシプロピル)-2-エチル-4-メチルイミダゾール、1-(2-ヒドロキシ-3-フェノキシプロピル)-2-メチルイミダゾール、2-メチルイミダゾール、2-エチル-4-メチルイミダゾール等が挙げられる。
〔マイクロカプセル〕
硬化剤は、マイクロカプセル化して、接着剤に添加する。イミダゾール系硬化剤のマイクロカプセルとしては、例えば、HXA-3932(イミダゾール系熱重合開始剤をMMAでマイクロカプセル化、平均粒径2μm、旭化成ケミカルズ(株)製)、HX-3741(イミダゾール系熱重合開始剤をMMAでマイクロカプセル化、平均粒径5μm、旭化成ケミカルズ(株)製)、HX-3722(イミダゾール系熱重合開始剤をMMAでマイクロカプセル化、平均粒径2μm、旭化成ケミカルズ(株)製)等が市販されている。
硬化剤は、マイクロカプセル化して、接着剤に添加する。イミダゾール系硬化剤のマイクロカプセルとしては、例えば、HXA-3932(イミダゾール系熱重合開始剤をMMAでマイクロカプセル化、平均粒径2μm、旭化成ケミカルズ(株)製)、HX-3741(イミダゾール系熱重合開始剤をMMAでマイクロカプセル化、平均粒径5μm、旭化成ケミカルズ(株)製)、HX-3722(イミダゾール系熱重合開始剤をMMAでマイクロカプセル化、平均粒径2μm、旭化成ケミカルズ(株)製)等が市販されている。
これらのイミダゾール系硬化剤のマイクロカプセルは、エポキシ樹脂100質量部に対して1~100質量部添加することが好ましく、より好ましくは10~80質量部添加することである。
マイクロカプセルは、エポキシ樹脂を硬化させるときに溶解されるが、完全に溶解せずに、一部が溶解されて残存物(殻)があることが好ましい。マイクロカプセルが溶解された後の残存物は、エポキシ樹脂中に拡散され、エポキシ樹脂の硬化後において、ソフトセグメントとしての役割を果たし、ヒートサイクル耐性を向上させる。なお、エポキシ樹脂中のマイクロカプセルの残存物は、電子顕微鏡により、存否及び拡散状況を確認することができる。また、FT-IRによる有機物マッピング分析(有機物を微小領域でマッピング分析することにより、有機物の同定と存在領域の特定が可能)や、TOF-SIMS(飛行時間型二次イオン質量分析法)によるイメージング(μm~cmオーダーまで様々な大きさの試料について質量イメージング分析が可能)等によっても確認することができる。
なお、マイクロカプセルの種類やマイクロカプセルの製造方法には、例えば、特開平9-3164(〔0005〕~〔0006〕)に記載されているように、各種あるが、本発明では、主剤となるエポキシ樹脂に分散させる観点から、エポキシ樹脂とイソシアネートを用いたシェルのマイクロカプセルが好ましい。マイクロカプセルの前駆体となるイソシアネートは、例えば、多価イソシアネート類として、分子内に2個以上のイソシアネート基を有する化合物であればよく、具体的にはm-フェニレンジイソシアネート、p-フェニレンジイソシアネート、2,4-トリレンジイソシアネート、2,6-トリレンジイソシアネート、ナフタレン-1,4-ジイソシアネート、ジフェニルメタン-4,4-ジイソシアネート、3,3-ジメトキシ-4,4-ビフェニルジイソシアネート、3,3-ジメチルジフェニルメタン-4,4-ジイソシアネート、キシリレン-1,4-ジイソシアネート、4,4-ジフェニルプロパンジイソシアネート、トリメチレンジイソシアネート、ヘキサメチレンジイソシアネート、プロピレン-1,2-ジイソシアネート、ブチレン-1,2-ジイソシアネート、シクロヘキシレン-1,2-ジイソシアネート、シクロヘキシレン-1,4-ジイソシアネートなどのジイソシアネート類、p-フェニレンジイソチオシアネート、キシリレン-1,4-ジイソチオシアネート、エチリジンジイソチオシアネートなどのトリイソシアネート類、4,4-ジメチルジフェニルメタン-2,2,5,5-テトライソシアネートなどのテトライソシアネート類、ヘキサメチレンジイソシアネートとヘキサントリオールとの付加物、2,4-トリレンジイソシアネートとプレンツカテコールとの付加物、トリレンジイソシアネートとヘキサントリオールとの付加物、トリレンジイソシアネートとトリメチロールプロパンの付加物、キシリレンジイソシアネートとトリメチロールプロパンの付加物、ヘキサメチレンジイソシアネートとトリメチロールプロパンの付加物、トリフェニルジメチレントリイソシアネート、テトラフェニルトリメチレンテトライソシアネート、ペンタフェニルテトラメチレンペンタイソシアネート、リジンイソシアネート、ヘキサメチレンジイソシアネートなどの脂肪族多価イソシアネートの三量体のようなイソシアネートプレポリマーなどが挙げられ、これらは一種もしくは二種以上併用して用いることができる。
上記多価イソシアネート類の中でもマイクロカプセルを調製する際の造膜性や機械的強度の点から、トリレンジイソシアネートとトリメチロールプロパンの付加物、キシリレンジイソシアネートとトリメチロールプロパンの付加物、トリフェニルジメチレントリイソシアネートなどのポリメチレンポリフェニルイソシアネート類に代表されるイソシアネートプレポリマーを用いることが好ましい。
〔シランカップリング剤〕
接着剤には、接着力の耐久性を向上させるために、シランカップリング剤を含有させてもよい。
接着剤には、接着力の耐久性を向上させるために、シランカップリング剤を含有させてもよい。
シランカップリング剤の好ましい化合物例としては、β-(3,4-エポキシシクロヘキシル)エチルトリメトキシシラン、γ-グリシドキシプロピルトリメトキシシラン、γ-グリシドキシプロピルメチルジメトキシシラン、γ-グリシドキシプロピルメチルジエトキシシラン等が挙げられる。
シランカップリング剤の添加量はエポキシ樹脂100質量部に対し0.5~5質量部が好ましい。0.5質量部以上であれば、接着力の耐久性に優れ、5質量部以下であれば、室温保存で粘度上昇が小さく、可使時間を長く出来る。
〔アルコール〕
アルコールの具体例としては、高沸点アルコールとして、4-メトキシベンジルアルコール(沸点259℃)、2-フェニルエタノール(沸点219℃)、ノニルアルコール(沸点214℃)、ベンジルアルコール(沸点205℃)、オクチルアルコール(沸点194℃)、ヘキサノール(沸点157℃)、低沸点アルコールとして、ペンタノール(沸点137℃)イソプロパノール(沸点82.4℃)等が挙げられる。特にベンジルアルコールが好ましい。
アルコールの具体例としては、高沸点アルコールとして、4-メトキシベンジルアルコール(沸点259℃)、2-フェニルエタノール(沸点219℃)、ノニルアルコール(沸点214℃)、ベンジルアルコール(沸点205℃)、オクチルアルコール(沸点194℃)、ヘキサノール(沸点157℃)、低沸点アルコールとして、ペンタノール(沸点137℃)イソプロパノール(沸点82.4℃)等が挙げられる。特にベンジルアルコールが好ましい。
他にも、4-メチルベンジルアルコール、2-フェニルエタノール、3,4-ジメトキシベンジルアルコール、4-メトキシベンジルアルコール、ノニルアルコール、ピペロニアルコール、等が挙げられる。
アルコールは、主剤のエポキシ樹脂100質量部に対して0.1質量部以上10質量部以下とすることが好ましい。0.1質量部未満の場合には、耐溶剤性が不良となり、10質量部を超えた場合には、耐溶剤性が不良又はヒートサイクル耐性が不良となるためである。
アルコールを含むことにより、マイクロカプセルが低温(例えば、100℃以下)で溶解されるので、エポキシ樹脂を低温で硬化させることが可能となる。また、アルコールは、溶解された後のマイクロカプセルの残存物を均一分散させる媒介材として作用し、マイクロカプセルの残存物をソフトセグメントとして利用できるようにしている。
イミダゾール系硬化剤により硬化されたエポキシ樹脂は、耐溶剤性が良好であるが、硬脆い性質がある。ソフトセグメントとなるマイクロカプセルの残存物がエポキシ樹脂中に均一に分散することにより、エポキシ樹脂全体に靭性が付与され、硬脆い性質が緩和される。その結果、エポキシ樹脂は、低温、かつ、短時間で硬化され、良好な耐溶剤性を維持しつつ、熱応力に対して強い性質を獲得し、インクジェットヘッドの長期信頼性を大幅に改善することができる。なお、長期信頼性は、使用環境における温度変動耐性であり、線膨張の異なる複合材料の組立を行い、ヒートサイクル(信頼性)試験を行うことで確認できる。
アルコールは、高沸点アルコールであることが好ましい。また、高沸点アルコールの沸点は、150℃以上であることが好ましい。高沸点アルコールを高分子構造内に介在させることにより、硬化後のエポキシ樹脂を柔軟化させ、部材間接着部の応力を緩和し、ヒートサイクル耐性及びインク吐出の安定性をより向上させることができる。
高沸点アルコールで、例えば、沸点が150℃以上であれば、エポキシ樹脂の硬化温度での揮発を防止できる。これにより、エポキシ樹脂の硬化完了までアルコールが残るので、マイクロカプセルを良好に溶解できる。さらに、エポキシ樹脂の硬化完了まで残ったアルコールにより、マイクロカプセルの残存物をより均一に分散させることが可能となる。
また、アルコールは、ベンゼン環を有するアルコールであることも好ましい。ベンゼン環を有するアルコールであれば、エポキシ樹脂の硬化温度での揮発をより好ましく防止でき、エポキシ樹脂の硬化完了まで残るので、例えばウレタン等からなるマイクロカプセルを良好に溶解できる。さらに、エポキシ樹脂の硬化完了まで残ったアルコールにより、マイクロカプセルの残存物をより均一に分散させることが可能となる。
また、ベンゼン環を有するアルコールは、エポキシ樹脂(例えば、ビスフェノール型エポキシ)に似た化学構造を有するので、エポキシ樹脂との相溶性が良好で、エポキシ樹脂の物性に悪影響がなく、エポキシ樹脂の高分子構造内への介在性がよい。
〔インク〕
本実施形態のインクジェットヘッドを備えたインクジェットプリンタを用いて画像形成する際に適用可能なインクとしては、特に制限はなく、水性インク、非水性インク、ワックスインク、活性硬化型インク等を挙げることができる。このようなインクとしては、色材が染料である染料インク、あるいは色材がインクを構成する溶媒に不溶で、微細な顔料粒子を含む分散系を形成する顔料インク、あるいは色材が着色した高分子ポリマーの分散体からなる分散インク等が用いられる。
本実施形態のインクジェットヘッドを備えたインクジェットプリンタを用いて画像形成する際に適用可能なインクとしては、特に制限はなく、水性インク、非水性インク、ワックスインク、活性硬化型インク等を挙げることができる。このようなインクとしては、色材が染料である染料インク、あるいは色材がインクを構成する溶媒に不溶で、微細な顔料粒子を含む分散系を形成する顔料インク、あるいは色材が着色した高分子ポリマーの分散体からなる分散インク等が用いられる。
これらインクの中でも、本実施形態のインクジェットヘッドの優れた特性をいかんなく発揮できる観点から、有機溶剤の含有率が全溶媒の50%以上100%以下であるインク、更には樹脂成分に対する溶解能の高い溶解度パラメーター(SP値)が16.0以上、21.0以下の有機溶媒を、全有機溶媒の30質量%以上100%以下含有するインクを用いた画像形成に適用することが好ましい。
インクは、染料,顔料などの色材やそれを溶解させる有機溶媒(溶剤)などから構成されているもので、その種類は特には限定されない。
(有機溶媒)
インクには、樹脂に対して溶解性の高い有機溶媒を用いることが好ましいが、樹脂溶解性の高い有機溶媒を用いても、インクジェットヘッドとして強度が保たれることが必要である。このインクジェットプリンタは、全溶媒の50%以上、100%以下が有機溶媒で構成されているインクに適合することが好ましい。
インクには、樹脂に対して溶解性の高い有機溶媒を用いることが好ましいが、樹脂溶解性の高い有機溶媒を用いても、インクジェットヘッドとして強度が保たれることが必要である。このインクジェットプリンタは、全溶媒の50%以上、100%以下が有機溶媒で構成されているインクに適合することが好ましい。
有機溶媒の具体例としては、N,N-ジメチルホルムアミド(SP値=12.1,双極子能率=3.86),N-メチル-2-ピロリジノン(SP値=11.3,双極子能率=4.09),乳酸エチル(SP値=10.0,双極子能率=2.14),シクロヘキサノン(SP値=9.9,双極子能率=3.01),2-ピロリジノン(SP値=14.7,双極子能率=3.83)などが挙げられる。SP(Solubility Parameter)値((cal/cm)1/2)が9.5~15.0でかつ双極子能率が2.0~5.0である溶媒を全溶媒に対し3重量%以上含有しているものであることが印刷画像の定着性の点から好ましく、本実施形態によれば、このようなインクに対して耐久性が劣化しないという特徴を有する。
SP値(有機溶媒の溶解度パラメータ)とは、分子凝集エネルギーの平方根で表される値で、Bicerano法により算出したものである。「Bicerano法」はPrediction of Polymer Properties (Plastics Engineering, 65)Jozef Bicerano(著)に記載されている。単位は(MPa)1/2であり、25℃における値を指す。本実施形態で規定するSP値を有する有機溶媒としては、例えば、J.Brandup,E.H.Immergu共編「Polymer Handbook」第3版(John Wily&Sons)1989年、VII/526~539頁にも記載されている。双極子能率は、MOPACのAM1により算出したものである。
以下に、SP値が16.0(MPa)1/2以上、21.0(MPa)1/2以下の有機溶媒の一例を示すが、これら例示化合物に限定されることはない。なお、括弧内の数値は、SP値((MPa)1/2)を表す。
アミルアセテート(16.0)、エチレングリコールジエチルエーテル(17.0)、エチルプロピオネート(17.2)、ジエチレングリコールモノエチルエーテルアセテート(17.4)、メチル-2-ペンタンジオールモノエチルエーテル(17.4)、エチレングリコールジメチルエーテル(17.6)、ジエチレングリコールモノラウレート(17.8)、エチレングリコールモノエチルエーテルアセテート(17.8)、トリプロピレングリコールメチルエーテル(17.8)、ブチルプロピオネート(18.0)、エチルアセテート(18.6)、エチレングリコールメチルエチルアセテート(18.8)、トリプロピレングリコール(18.8)、ジプロピレングリコールモノメチルエーテル(19.0)、エチル-2-ヘキサンジオール-1,3(オクチレングリコール)(19.2)、ブチルラクテート(19.2)、ジエチレングリコールモノブチルエーテル(19.4)、エチレングリコールモノブチルエーテル(19.4)、シクロヘキサノン(20.3)、エチルラクテート(20.5)、アニソール(19.4)等。
(色材)
本実施形態におけるインクには、例えば、イエロー、マゼンタ、シアン、ブラック、ブルー、グリーン、レッドのインクを形成する色材が好ましく用いられる。
本実施形態におけるインクには、例えば、イエロー、マゼンタ、シアン、ブラック、ブルー、グリーン、レッドのインクを形成する色材が好ましく用いられる。
(その他のインク添加剤)
本実施形態におけるインクには、上記有機溶媒の他に、各種添加剤を含有させることができる。
本実施形態におけるインクには、上記有機溶媒の他に、各種添加剤を含有させることができる。
以下に実施例を挙げて本発明を具体的に説明するが、本発明はこれらに限定されるものではない。
(実施例1-1)
〔マイクロカプセル型硬化剤の作製〕
ビスフェノールF型エポキシ樹脂100質量部と、2-メチルイミダゾール100質量部を、200質量部のメタノールとトルエンの1/1混合溶媒中で、80度3時間反応させた後、減圧下180℃で溶媒を減圧留去し、固体状の化合物を得た。
〔マイクロカプセル型硬化剤の作製〕
ビスフェノールF型エポキシ樹脂100質量部と、2-メチルイミダゾール100質量部を、200質量部のメタノールとトルエンの1/1混合溶媒中で、80度3時間反応させた後、減圧下180℃で溶媒を減圧留去し、固体状の化合物を得た。
得られた化合物100質量部を溶融し、これに1質量部の2-メチルイミダゾールを混合し、室温に冷却後粉砕して平均粒径2μmの固体硬化剤を得た。
得られた固体硬化剤を100質量部、水を2質量部、ジフェニルメタンジイソシアネート(MDI)5質量部を、200質量部のビスフェノールF型エポキシ樹脂に添加し、常温で3時間攪拌した後、45℃で24時間反応を行い、マイクロカプセル型硬化剤を得た。
〔接着剤の作製〕
以下の組成を混合して接着剤を作製した。
主剤:
jER807(ビスフェノールF型エポキシ樹脂;ジャパンエポキシレジン製):75質量部
jER152(ノボラック型エポキシ樹脂;ジャパンエポキシレジン製):25質量部
硬化剤:
マイクロカプセル(マイクロカプセル型熱アニオン重合開始剤):50質量部
アルコール:
高沸点アルコール(1)として、ベンジルアルコール(沸点205℃):3質量部
以下の組成を混合して接着剤を作製した。
主剤:
jER807(ビスフェノールF型エポキシ樹脂;ジャパンエポキシレジン製):75質量部
jER152(ノボラック型エポキシ樹脂;ジャパンエポキシレジン製):25質量部
硬化剤:
マイクロカプセル(マイクロカプセル型熱アニオン重合開始剤):50質量部
アルコール:
高沸点アルコール(1)として、ベンジルアルコール(沸点205℃):3質量部
〔インクジェットヘッドの作製〕
図1に示すインクジェットヘッドの構成部材であるヘッドチップ1及び配線基板3、ヘッドチップ1及びノズルプレート2を、上記の接着剤を用いて接合させ、硬化温度60℃にて接着剤を硬化させて接着させ、インクジェットヘッドを作製した。
図1に示すインクジェットヘッドの構成部材であるヘッドチップ1及び配線基板3、ヘッドチップ1及びノズルプレート2を、上記の接着剤を用いて接合させ、硬化温度60℃にて接着剤を硬化させて接着させ、インクジェットヘッドを作製した。
〔ペレットの作製〕
上記の接着剤を、硬化温度60℃にて硬化してペレットを作製した。
上記の接着剤を、硬化温度60℃にて硬化してペレットを作製した。
(実施例1-2)
接着剤の硬化温度を80℃とした以外は、実施例1-1と同様として、インクジェットヘッド及びペレットを作製した。
接着剤の硬化温度を80℃とした以外は、実施例1-1と同様として、インクジェットヘッド及びペレットを作製した。
(実施例1-3)
接着剤の硬化温度を100℃とした以外は、実施例1-1と同様として、インクジェットヘッド及びペレットを作製した。
接着剤の硬化温度を100℃とした以外は、実施例1-1と同様として、インクジェットヘッド及びペレットを作製した。
(実施例2)
アルコールを、高沸点アルコール(2)として、ヘキサノール(沸点157℃)に代えたこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
アルコールを、高沸点アルコール(2)として、ヘキサノール(沸点157℃)に代えたこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
(実施例3)
アルコールを、低沸点アルコール(1)として、ペンタノール(沸点137℃)に代えたこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
アルコールを、低沸点アルコール(1)として、ペンタノール(沸点137℃)に代えたこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
(実施例4)
アルコールを、低沸点アルコール(2)として、イソプロパノール(沸点82.4℃)に代えたこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
アルコールを、低沸点アルコール(2)として、イソプロパノール(沸点82.4℃)に代えたこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
(比較例1-1)
アルコールを添加しないこと以外は、実施例1-1と同様として、インクジェットヘッド及びペレットを作製した。
アルコールを添加しないこと以外は、実施例1-1と同様として、インクジェットヘッド及びペレットを作製した。
(比較例1-2)
アルコールを添加しないこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
アルコールを添加しないこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
(比較例1-3)
アルコールを添加しないこと以外は、実施例1-3と同様として、インクジェットヘッド及びペレットを作製した。
アルコールを添加しないこと以外は、実施例1-3と同様として、インクジェットヘッド及びペレットを作製した。
(比較例2-1)
硬化剤をマイクロカプセル化しないこと以外は、実施例1-1と同様として、インクジェットヘッド及びペレットを作製した。
硬化剤をマイクロカプセル化しないこと以外は、実施例1-1と同様として、インクジェットヘッド及びペレットを作製した。
(比較例2-2)
硬化剤をマイクロカプセル化しないこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
硬化剤をマイクロカプセル化しないこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
(比較例2-3)
硬化剤をマイクロカプセル化しないこと以外は、実施例1-3と同様として、インクジェットヘッド及びペレットを作製した。
硬化剤をマイクロカプセル化しないこと以外は、実施例1-3と同様として、インクジェットヘッド及びペレットを作製した。
(比較例3-1)
アルコールを添加せず、硬化剤をマイクロカプセル化しないこと以外は、実施例1-1と同様として、インクジェットヘッド及びペレットを作製した。
アルコールを添加せず、硬化剤をマイクロカプセル化しないこと以外は、実施例1-1と同様として、インクジェットヘッド及びペレットを作製した。
(比較例3-2)
アルコールを添加せず、硬化剤をマイクロカプセル化しないこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
アルコールを添加せず、硬化剤をマイクロカプセル化しないこと以外は、実施例1-2と同様として、インクジェットヘッド及びペレットを作製した。
(比較例3-3)
アルコールを添加せず、硬化剤をマイクロカプセル化しないこと以外は、実施例1-3と同様として、インクジェットヘッド及びペレットを作製した。
アルコールを添加せず、硬化剤をマイクロカプセル化しないこと以外は、実施例1-3と同様として、インクジェットヘッド及びペレットを作製した。
以上の各接着剤から作製したペレットについて、下記有機溶媒耐久性(硬化性)試験を行った。また、以上のように各接着剤を用いて作製したインクジェットヘッドについて、下記ヒートサイクル(信頼性)試験を行った。さらに、各接着剤から作製したペレットについて、下記スループット(増粘速度)測定を行った。
(1)有機溶媒耐久性(硬化性)試験
各接着剤のペレットを、NMP(N-メチルピロリドン)からなるインク溶媒に浸漬し、膨潤率を測定した。評価基準は以下の通りである。
◎(最良):膨潤率が2%以下
○(良好):膨潤率が4%以下
△(可) :膨潤率が4%を超えた
硬化せず :エポキシ樹脂が硬化しなかった
評価結果を表1に示す。
各接着剤のペレットを、NMP(N-メチルピロリドン)からなるインク溶媒に浸漬し、膨潤率を測定した。評価基準は以下の通りである。
◎(最良):膨潤率が2%以下
○(良好):膨潤率が4%以下
△(可) :膨潤率が4%を超えた
硬化せず :エポキシ樹脂が硬化しなかった
評価結果を表1に示す。
(2)ヒートサイクル(信頼性)試験
各インクジェットヘッドについて、〔-20℃、3時間〕→〔80℃、3時間〕を1サイクルとして、ヒートサイクル試験を行った。評価基準は、以下の通りである。なお、実施例1-1、1-2、1-3、2、3、4については、硬化したエポキシ樹脂中にマイクロカプセルの残存物が存在し拡散していることを、電子顕微鏡により確認した。
◎(最良):60サイクル後に異常がない
○(良好):40サイクル後に異常はないが60サイクル後に異常を生じた
△(合格):20サイクル後に異常はないが40サイクル後に異常を生じた
×(不合格):20サイクル後に異常を生じた
評価結果を表1に示す。
各インクジェットヘッドについて、〔-20℃、3時間〕→〔80℃、3時間〕を1サイクルとして、ヒートサイクル試験を行った。評価基準は、以下の通りである。なお、実施例1-1、1-2、1-3、2、3、4については、硬化したエポキシ樹脂中にマイクロカプセルの残存物が存在し拡散していることを、電子顕微鏡により確認した。
◎(最良):60サイクル後に異常がない
○(良好):40サイクル後に異常はないが60サイクル後に異常を生じた
△(合格):20サイクル後に異常はないが40サイクル後に異常を生じた
×(不合格):20サイクル後に異常を生じた
評価結果を表1に示す。
(3)スループット(増粘速度)測定
各接着剤のペレットの粘度が2倍になるまでの時間を測定した。評価基準は以下の通りである。
○(良好):24時間以上
×(不可):24時間未満
評価結果を表1に示す。
各接着剤のペレットの粘度が2倍になるまでの時間を測定した。評価基準は以下の通りである。
○(良好):24時間以上
×(不可):24時間未満
評価結果を表1に示す。

〔評価〕
(1)有機溶媒耐久性(硬化性)試験
各実施例及び各比較例の接着剤は、エポキシ樹脂と、連鎖重合系の硬化剤であるイミダゾール系硬化剤とを含むことにより、硬化温度を80℃以上にすれば、いずれの接着剤も有機溶媒耐久性については「△(可)」~「◎(最良)」であることが確認された。有機溶媒を含むインクに対する耐久性が高いことは、インクジェットヘッドとして好ましい特性である。
(1)有機溶媒耐久性(硬化性)試験
各実施例及び各比較例の接着剤は、エポキシ樹脂と、連鎖重合系の硬化剤であるイミダゾール系硬化剤とを含むことにより、硬化温度を80℃以上にすれば、いずれの接着剤も有機溶媒耐久性については「△(可)」~「◎(最良)」であることが確認された。有機溶媒を含むインクに対する耐久性が高いことは、インクジェットヘッドとして好ましい特性である。
実施例1-1の接着剤は、マイクロカプセル化した硬化剤及びマイクロカプセルを低温で溶解するアルコールを含むので、比較例1-1の接着剤と比べて、60℃の低温でも十分な硬化ができ、組立中のインクジェットヘッドにおける熱応力が高くならず、また、構成部材が高温による損傷を被ることもないので、長期信頼性を確保できた。
(2)ヒートサイクル(信頼性)試験
実施例1-1、1-2、1-3、2、3、4は、「△(合格)」~「◎(最良)」であった。
実施例1-1、1-2、1-3、2、3、4は、「△(合格)」~「◎(最良)」であった。
実施例1-1、1-2、1-3、2、3、4の接着剤は、マイクロカプセル化した硬化剤及びマイクロカプセルを低温で溶解するアルコールを含むので、100℃以下の低温硬化ができ、多種類の材料の部材を接合させても、部材間の線膨張率の違いによる接着剤硬化後の各部材の変形が生じず、ヒートサイクル耐性が高く、接合部に剥離が生ずることがないことが確認できた。
また、マイクロカプセルの残存物がソフトセグメントとしてエポキシ樹脂中に均一に分散していることにより、エポキシ樹脂全体に靭性が付与され、インクジェットヘッドの長期信頼性が大幅に改善されたことが確認された。
さらに、実施例1-1、1-2、1-3、2と、実施例3、4とを比較すると、アルコールは高沸点アルコールが好ましく、また、アルコールの沸点と硬化温度との差が120℃以上であることが好ましいことが確認された。これは、高沸点アルコールが、エポキシ樹脂の高分子構造内に介在することにより、硬化後のエポキシ樹脂を柔軟化させ、部材間接着部の応力を緩和させ、ヒートサイクル耐性(信頼性)及びインク吐出の安定性を向上させたと考えられる。
(3)スループット(増粘速度)測定
実施例1-1の接着剤は、マイクロカプセル化した硬化剤及びマイクロカプセルを低温で溶解するアルコールを含むので、比較例1-1、2-1、3-1と異なり、60℃の低温でも十分な硬化ができ、かつ、エポキシ樹脂の粘度上昇速度を遅くして、エポキシ樹脂の硬化前に接合作業の時間が確保できたことが確認された。エポキシ樹脂の硬化前の接合作業に時間を費やせることは、多数の部材を位置決めして接着して構成するインクジェットヘッドとして好ましい特性である。
実施例1-1の接着剤は、マイクロカプセル化した硬化剤及びマイクロカプセルを低温で溶解するアルコールを含むので、比較例1-1、2-1、3-1と異なり、60℃の低温でも十分な硬化ができ、かつ、エポキシ樹脂の粘度上昇速度を遅くして、エポキシ樹脂の硬化前に接合作業の時間が確保できたことが確認された。エポキシ樹脂の硬化前の接合作業に時間を費やせることは、多数の部材を位置決めして接着して構成するインクジェットヘッドとして好ましい特性である。
1 ヘッドチップ
11 流路部材
12 圧力室
13 金属層
14 接続電極
2 ノズルプレート
21 ノズル
3 配線基板
32 開口部
33 配線電極
36a ダミー電極
11 流路部材
12 圧力室
13 金属層
14 接続電極
2 ノズルプレート
21 ノズル
3 配線基板
32 開口部
33 配線電極
36a ダミー電極
Claims (10)
- 主剤としてエポキシ樹脂、硬化剤としてマイクロカプセル化されたイミダゾール系硬化剤、及び、前記マイクロカプセルを低温で溶解するアルコールを少なくとも含む接着剤によって構成部材が接着されているインクジェットヘッド。
- 前記アルコールにより溶解された前記マイクロカプセルの残存物が、硬化した前記エポキシ樹脂中に分散されている請求項1記載のインクジェットヘッド。
- 前記アルコールは、高沸点アルコールである請求項1又は2記載のインクジェットヘッド。
- 前記高沸点アルコールの沸点は、150℃以上である請求項3記載のインクジェットヘッド。
- 前記アルコールは、ベンゼン環を有するアルコールである請求項1~4の何れかに記載のインクジェットヘッド。
- 主剤としてエポキシ樹脂、硬化剤としてマイクロカプセル化されたイミダゾール系硬化剤、及び、前記マイクロカプセルを低温で溶解するアルコールを少なくとも含む接着剤を用いて、構成部材を接着して製造するインクジェットヘッドの製造方法。
- 前記アルコールにより溶解させた前記マイクロカプセルの残存物を、前記エポキシ樹脂中に分散させて該エポキシ樹脂を硬化させる請求項6記載のインクジェットヘッドの製造方法。
- 前記アルコールとして、高沸点アルコールを用いる請求項6又は7記載のインクジェットヘッドの製造方法。
- 前記高沸点アルコールの沸点は、150℃以上である請求項8記載のインクジェットヘッドの製造方法。
- 前記アルコールとして、ベンゼン環を有するアルコールを用いる請求項6~9の何れかに記載のインクジェットヘッドの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19950822.7A EP4052913A4 (en) | 2019-10-30 | 2019-10-30 | INK JET HEAD AND MANUFACTURING PROCESS FOR AN INK JET HEAD |
| JP2021553958A JP7276490B2 (ja) | 2019-10-30 | 2019-10-30 | インクジェットヘッド及びインクジェットヘッドの製造方法 |
| PCT/JP2019/042575 WO2021084649A1 (ja) | 2019-10-30 | 2019-10-30 | インクジェットヘッド及びインクジェットヘッドの製造方法 |
| CN201980101917.1A CN114641396B (zh) | 2019-10-30 | 2019-10-30 | 喷墨头以及喷墨头的制造方法 |
| US17/771,315 US11919308B2 (en) | 2019-10-30 | 2019-10-30 | Inkjet head and production method for inkjet head |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/042575 WO2021084649A1 (ja) | 2019-10-30 | 2019-10-30 | インクジェットヘッド及びインクジェットヘッドの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021084649A1 true WO2021084649A1 (ja) | 2021-05-06 |
Family
ID=75714927
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/042575 WO2021084649A1 (ja) | 2019-10-30 | 2019-10-30 | インクジェットヘッド及びインクジェットヘッドの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11919308B2 (ja) |
| EP (1) | EP4052913A4 (ja) |
| JP (1) | JP7276490B2 (ja) |
| CN (1) | CN114641396B (ja) |
| WO (1) | WO2021084649A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024075602A1 (ja) * | 2022-10-07 | 2024-04-11 | 株式会社スリーボンド | エポキシ樹脂組成物 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102175969B1 (ko) | 2018-12-18 | 2020-11-09 | 주식회사 휴비스 | 양면 가열형의 발포시트 성형장치 및 이를 이용한 성형방법 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5754378B2 (ja) | 1975-05-27 | 1982-11-17 | ||
| JPH093164A (ja) | 1995-06-15 | 1997-01-07 | Nitto Denko Corp | マイクロカプセル型硬化剤または硬化促進剤、およびそれを含有してなるエポキシ樹脂組成物 |
| JP2004277458A (ja) * | 2003-03-12 | 2004-10-07 | Nagase Chemtex Corp | 1液型エポキシ樹脂組成物およびそれを用いた1液型エポキシ樹脂系接着剤 |
| JP2007269959A (ja) * | 2006-03-31 | 2007-10-18 | Nippon Handa Kk | 導電性接着剤、電子装置およびその製造方法 |
| US20080090943A1 (en) * | 2006-10-16 | 2008-04-17 | Trillion, Inc. | Epoxy compositions |
| JP2011032387A (ja) * | 2009-08-03 | 2011-02-17 | Toppan Forms Co Ltd | 硬化性組成物 |
| JP2011109005A (ja) * | 2009-11-20 | 2011-06-02 | Sumitomo Electric Ind Ltd | 配線板接続体の製造方法、および配線板 |
| WO2011089939A1 (ja) * | 2010-01-22 | 2011-07-28 | コニカミノルタIj株式会社 | インクジェットヘッドの製造方法 |
| JP5279117B2 (ja) | 2008-05-28 | 2013-09-04 | コニカミノルタ株式会社 | インクジェットヘッド |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000129238A (ja) * | 1998-10-26 | 2000-05-09 | Nitto Denko Corp | シート状接着剤組成物およびそれを用いた電子部品装置ならびにそのリペアー方法 |
| JP4237088B2 (ja) * | 2003-07-24 | 2009-03-11 | 東京応化工業株式会社 | 感光性樹脂組成物および該組成物を用いたパターン形成方法 |
| KR100717028B1 (ko) * | 2005-09-13 | 2007-05-10 | 삼성전자주식회사 | 전도성 에폭시 수지를 구비한 잉크젯 프린터 헤드 |
| JP6525630B2 (ja) * | 2015-02-18 | 2019-06-05 | キヤノン株式会社 | 液体吐出ヘッドおよびその製造方法 |
-
2019
- 2019-10-30 US US17/771,315 patent/US11919308B2/en active Active
- 2019-10-30 CN CN201980101917.1A patent/CN114641396B/zh active Active
- 2019-10-30 JP JP2021553958A patent/JP7276490B2/ja active Active
- 2019-10-30 EP EP19950822.7A patent/EP4052913A4/en active Pending
- 2019-10-30 WO PCT/JP2019/042575 patent/WO2021084649A1/ja unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5754378B2 (ja) | 1975-05-27 | 1982-11-17 | ||
| JPH093164A (ja) | 1995-06-15 | 1997-01-07 | Nitto Denko Corp | マイクロカプセル型硬化剤または硬化促進剤、およびそれを含有してなるエポキシ樹脂組成物 |
| JP2004277458A (ja) * | 2003-03-12 | 2004-10-07 | Nagase Chemtex Corp | 1液型エポキシ樹脂組成物およびそれを用いた1液型エポキシ樹脂系接着剤 |
| JP2007269959A (ja) * | 2006-03-31 | 2007-10-18 | Nippon Handa Kk | 導電性接着剤、電子装置およびその製造方法 |
| US20080090943A1 (en) * | 2006-10-16 | 2008-04-17 | Trillion, Inc. | Epoxy compositions |
| JP5279117B2 (ja) | 2008-05-28 | 2013-09-04 | コニカミノルタ株式会社 | インクジェットヘッド |
| JP2011032387A (ja) * | 2009-08-03 | 2011-02-17 | Toppan Forms Co Ltd | 硬化性組成物 |
| JP2011109005A (ja) * | 2009-11-20 | 2011-06-02 | Sumitomo Electric Ind Ltd | 配線板接続体の製造方法、および配線板 |
| WO2011089939A1 (ja) * | 2010-01-22 | 2011-07-28 | コニカミノルタIj株式会社 | インクジェットヘッドの製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| "Polymer Handbook", vol. 7, 1989, JOHN WILY & SONS, pages: 526 - 539 |
| See also references of EP4052913A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024075602A1 (ja) * | 2022-10-07 | 2024-04-11 | 株式会社スリーボンド | エポキシ樹脂組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7276490B2 (ja) | 2023-05-18 |
| US11919308B2 (en) | 2024-03-05 |
| CN114641396A (zh) | 2022-06-17 |
| EP4052913A1 (en) | 2022-09-07 |
| JPWO2021084649A1 (ja) | 2021-05-06 |
| EP4052913A4 (en) | 2022-10-19 |
| US20220402269A1 (en) | 2022-12-22 |
| CN114641396B (zh) | 2024-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7922860B2 (en) | Manufacturing inkjet head by adhering with epoxy resins and alkyl imidazole | |
| JP7276490B2 (ja) | インクジェットヘッド及びインクジェットヘッドの製造方法 | |
| JP5780917B2 (ja) | インクジェット記録ヘッド用配線保護封止剤、並びに、それを用いたインクジェット記録ヘッド及びその製造方法 | |
| US8163819B2 (en) | Adhesive compositions, micro-fluid ejection devices and methods for attaching micro-fluid ejection heads | |
| JP4987286B2 (ja) | インクジェットヘッド及びインクジェットヘッドの製造方法 | |
| US8439483B2 (en) | Liquid ejection head and method of producing the same | |
| US10029461B2 (en) | Ink discharging apparatus and ink discharging method | |
| US20100315462A1 (en) | Liquid discharge head and method for manufacturing the same | |
| US9004648B2 (en) | Inkjet printheads containing epoxy adhesives and methods for fabrication thereof | |
| WO2014003044A1 (ja) | 熱硬化型樹脂組成物および熱硬化型樹脂フィルム | |
| JP2002302591A (ja) | インクジェットヘッド製造用エポキシ樹脂組成物及びインクジェットヘッドの製造方法 | |
| US7438394B2 (en) | Inkjet head and method for making the same | |
| US20070229575A1 (en) | Flexible Encapsulant Materials For Micro-Fluid Ejection Heads And Methods Relating Thereto | |
| JP5754378B2 (ja) | インクジェットヘッドの製造方法 | |
| US10850512B2 (en) | Ink jet recording head and method of manufacturing same | |
| US20090255438A1 (en) | Thermally curable encapsulant composition for inkjet print cartridge | |
| JP2007191669A (ja) | 接着剤並びにインクジェットヘッド及びその製造方法 | |
| CN105015167B (zh) | 一种用于形成用于水性喷墨的喷墨打印头的方法 | |
| US12059897B2 (en) | Inkjet recording head and method for producing same | |
| JP5928785B2 (ja) | 液晶表示装置用スペーサ形成インク及び、液晶表示装置、その製造方法 | |
| JP5535248B2 (ja) | インクジェットヘッド及びその製造方法 | |
| JPH11181246A (ja) | 含フッ素エポキシ樹脂組成物及びそれを用いた液体噴射記録ヘッド | |
| US20150344750A1 (en) | Use of epoxy film adhesive with high ink compatibility and thermal oxidative stability for printhead interstitial bonding in in high density printheads |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19950822 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021553958 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019950822 Country of ref document: EP Effective date: 20220530 |