WO2021060133A1 - 吸収性物品 - Google Patents
吸収性物品 Download PDFInfo
- Publication number
- WO2021060133A1 WO2021060133A1 PCT/JP2020/035220 JP2020035220W WO2021060133A1 WO 2021060133 A1 WO2021060133 A1 WO 2021060133A1 JP 2020035220 W JP2020035220 W JP 2020035220W WO 2021060133 A1 WO2021060133 A1 WO 2021060133A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- cell
- polymer particles
- absorbent polymer
- woven fabric
- Prior art date
Links
Images


















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/535—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad, e.g. core absorbent layers being of different sizes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A61F13/53708—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer the layer having a promotional function on liquid propagation in at least one direction
- A61F13/53713—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer the layer having a promotional function on liquid propagation in at least one direction the layer having a promotional function on liquid propagation in the vertical direction
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15203—Properties of the article, e.g. stiffness or absorbency
- A61F2013/15284—Properties of the article, e.g. stiffness or absorbency characterized by quantifiable properties
- A61F2013/15463—Absorbency
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
- A61F2013/530708—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials characterized by the absorbency properties
Definitions
- the cell absorption sheet depends on the highly absorbent polymer particles for its absorption performance, it is suitable for absorbing a large amount of non-viscous liquid such as urine, but its absorption rate is slow, so that the cell absorbs the cell.
- the non-viscous liquid that has passed through the sheet may move on the liquid-impermeable sheet and exude from the periphery of the absorber to the skin side, and may adhere to or leak to the skin.
- the intermediate sheet 40 in addition to using a non-woven fabric, a resin film having a large number of through holes can also be used.
- the non-woven fabric the same material as the top sheet 30 can be used, but those having higher hydrophilicity than the top sheet 30 and those having a higher fiber density have the characteristics of liquid transfer from the top sheet 30 to the intermediate sheet 40. It is preferable because it is excellent.
- an air-through non-woven fabric can be preferably used. It is preferable to use a composite fiber having a core-sheath structure for the air-through non-woven fabric.
- the resin used for the core may be polypropylene (PP), but polyester (PET) having high rigidity is preferable.
- the locking portion of the fastening tape 13 on the ventral side portion F is made of a non-woven fabric
- the exterior non-woven fabric 12 of the illustrated example is made of a non-woven fabric and the locking portion 13A of the fastening tape 13 is a hook material.
- the target sheet 12T may be provided between the exterior non-woven fabric 12 and the liquid impermeable sheet 11.
- the absorber 70 is a portion that absorbs and holds the liquid content of excrement, and is the main absorption layer 72 and the back side of the main absorption layer 72. It has a lower auxiliary layer 73 adjacent to the. Further, as shown in the illustrated example, it is preferable to have the upper auxiliary layer 71 on the main absorption layer 72, but the upper auxiliary layer 71 can be omitted.
- FIG. 16 shows the layered structure of the absorber 70 of FIG. 15 in an easy-to-understand manner. The absorber 70 can be adhered to at least one of the front and back members via an adhesive 50h such as a hot melt adhesive.
- the adhesion amount (base weight) of the first highly absorbent polymer particles 43 may be constant or may change in each of the first portion P1 and the second portion P2. For example, the amount of adhesion of the first highly absorbent polymer particles 43 may increase continuously (or may be stepwise) toward the second portion P2 within the first portion P1. Further, the amount of adhesion of the first highly absorbent polymer particles 43 may be continuously (or may be stepwise) decreased toward the first portion P1 in the second portion P2. It is preferable that at least a part of the first portion P1 does not have the first highly absorbent polymer particles 43, but the first highly absorbent polymer particles 43 may be present throughout the first portion P1.
- the main absorption layer 72 is a portion surrounded by a joint portion 54 of the upper sheet 51 and the lower sheet 52 having liquid permeability, and the upper sheet 51 and the lower sheet 52 are not joined.
- a cell absorbing sheet 50 having a large number of cells 55 (small chambers) and powder particles containing the second highly absorbent polymer particles 53 contained in the cells 55 can be used. Since the absorption performance of the cell absorption sheet 50 depends on the second highly absorbent polymer particles 53, the absorption rate is inevitably slow and the absorbency of the viscous liquid N is low. Therefore, the above-mentioned upper auxiliary layer 71 is particularly significant when such a cell absorbing sheet 50 is used as the main absorbing layer 72.
- the recess 50c can be formed by embossing the target sheet. Further, by this embossing, a convex portion 50p that bulges outward is formed in the portion of the target sheet located at each cell 55. That is, when the concave portion 50c is formed in the upper sheet 51 by embossing, a convex portion 50p that bulges upward is formed in the portion of the upper sheet 51 located at each cell 55.
- the depth 50d of the recess 50c is not particularly limited, but is preferably 1.0 to 7.0 mm, particularly about 1.0 to 5.0 mm.
- the recess 50c may be formed in a portion of the upper sheet 51 that constitutes each cell 55, but such a recess 50c is formed in the upper sheet 51.
- a convex portion 50p is formed on the upper surface of the upper sheet 51, making it difficult to adhere to the highly water-absorbent non-woven fabric 42 of the upper auxiliary layer 71 (prone to gaps), and the first highly absorbent polymer particles from the high water-absorbent non-woven fabric 42. Delivery of the viscous liquid N to 43 may be hindered. Therefore, as shown in FIGS.
- a middle sheet 80 made of a non-woven fabric is interposed between the upper sheet 51 and the lower sheet 52, but FIG. 14 (b). ), It is not necessary to provide the middle sheet 80.
- the middle sheet 80 is provided, the upper sheet 51, the middle sheet 80, and the lower sheet 52 are joined at the joint portion 54. Further, the middle sheet 80 is compressed in the thickness direction at the portion located at the joint portion 54, and swells into the recess 50c at the portion located inside the cell 55 (in other words, the fiber density becomes farther from the joint portion 54). Decrease) is preferable.
- the fineness, basis weight and thickness of the non-woven fabric are preferably about 2.0 to 7.0 dtex, about 18 to 50 g / m 2, and about 0.10 to 0.60 mm, respectively.
- the opening diameter thereof is preferably smaller than the outer shape of the second highly absorbent polymer particles 53 in order to prevent the second highly absorbent polymer particles 53 from falling off.
- a hydrophilic agent can be contained.
- the lower sheet 52 is a relatively sparse non-woven fabric having a fineness of 1.5 to 6.0 dtex, a basis weight of 25 to 50 g / m 2 , and a thickness of 0.1 to 1.0 mm
- the lower sheet 52 has a second high absorbency in the cell 55.
- the polymer particles 53 are on the lower sheet 52 or reach the lower sheet 52, they are easily held between the fibers of the lower sheet 52 and are less likely to move in the cell 55, which is preferable.
- the basis weight of the middle sheet 80 may be appropriately determined for the same reason, but it is preferably about 25 to 40 g / m 2 in the above thickness range.
- the constituent fibers are crimped fibers.
- the constituent fibers of the non-woven fabric of the middle sheet 80 are hydrophilic fibers (including fibers made hydrophilic by the hydrophilic agent), the water retention property is high, and when the non-woven fabric is a hydrophobic fiber, the diffusibility is improved.
- the fiber bonding method of the non-woven fabric is not particularly limited, but an air-through non-woven fabric in which the fibers are bonded by hot air heating is used as the middle sheet in order to sufficiently bond the fibers to ensure elasticity while increasing the porosity (widening the fiber gap). 80 is preferable.
- the separation distance 80s can be appropriately determined, but is preferably 30% or less of the depth 50d of the recess 50c. As described above, when a gap is generated in the cell 55, the convex portion 50p (recessed portion 50c) may be crushed according to the gap in the product state.
- the second highly absorbent polymer particles 53 are not fixed to the upper sheet 51, the lower sheet 52, and the middle sheet 80 so that they can move freely. However, some or almost all (eg, 95% or more) of the second highly absorbent polymer particles 53 can also be adhered or adhered to at least one of the upper sheet 51, the lower sheet 52 and the middle sheet 80.
- FIG. 14B shows an example in which a part of the second highly absorbent polymer particles 53 is adhered to the upper sheet 51 with an adhesive 53h such as a hot melt adhesive. Further, the second highly absorbent polymer particles 53 may be agglomerated to some extent.
- the second highly absorbent polymer particles 53 are freely movable in the cell 55, having a hollow portion in the cell 55 causes the second highly absorbent polymer particles 53 to move in the cell 55 during use.
- the surface of the middle sheet 80 facing the recess 50c is brought into contact with the inner surface of the recess 50c, that is, the high porosity is high over almost the entire cell 55 including the recess 50c. Filling the fibers of the middle sheet 80 is one preferred form.
- the second highly absorbent polymer particles 53 are most abundant on the upper surface of the middle sheet 80, and downward from there.
- the jerky touch (uncomfortable feeling) of the second highly absorbent polymer particles 53 becomes difficult to be transmitted to the hand due to the intervention of the middle sheet 80. Therefore, it is preferable.
- the middle sheet 80 is a bulky non-woven fabric having a high porosity
- the second highly absorbent polymer particles 53 can enter the fiber gaps of the middle sheet 80 before and during the absorption of the excrement liquid. Therefore, the absorption rate is further improved.
- the distribution of the second highly absorbent polymer particles 53 in the cell 55 is not limited to this. Therefore, as shown in FIG. 13 (b), the second highly absorbent polymer particles 53 may be present in the largest amount on the upper surface of the lower sheet 52, and may be distributed so as to decrease upward from there. .. Further, as shown in FIG. 14A, the amount of the second highly absorbent polymer particles 53 present on the upper surface of the middle sheet 80 and the upper surface of the lower sheet 52 is larger than that in the portion between them. It may be. Further, although not shown, the distribution may be such that the second highly absorbent polymer particles 53 are most abundant in the middle in the thickness direction of the middle sheet 80, and are decreasing from there toward the upper side and the lower side. This form can be formed by forming the middle sheet 80 into a two-layer non-woven fabric and sandwiching the second highly absorbent polymer particles 53 between the layers.
- the texture of the second highly absorbent polymer particle 53 is less than 150 g / m 2, it is difficult to secure the absorption amount, and when it exceeds 250 g / m 2 , the second high absorption is obtained when the user touches the outer surface of the product.
- the jerky tactile sensation (uncomfortable feeling) of the sex polymer particles 53 is easily transmitted to the hand.
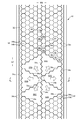
- the planar shape of the cell 55 can be appropriately determined, and as shown in FIG. 8 and the like, it can be a hexagon, a rhombus, a square, a rectangle, a circle, an ellipse, etc. It is desirable to have a rectangular shape, and it is desirable to arrange them without gaps as shown in the illustrated example.
- a plurality of types of cells 55 having different shapes and dimensions, which are not shown, may be arranged in combination.
- the planar arrangement of the cells 55 (that is, the same applies to the gathering portion of the second highly absorbent polymer particles 53) can be appropriately determined, but a regularly repeated planar arrangement is preferable, and the diagonal arrangement as shown in FIG. 12 (a) is preferable.
- Lattice, hexagonal lattice as shown in FIG. 12 (b) (these are also called staggered), square lattice as shown in FIG. 12 (c), rectangular lattice as shown in FIG. 12 (d).
- a parallel body lattice as shown in FIG. 12 (e) (as shown in the figure, two groups of parallel diagonal rows are provided so as to intersect each other), etc. (These are in the expansion / contraction direction).
- groups of cells 55 (the arrangement of group units may be regular or irregular, and may be patterns, letters, etc.) Can be repeated regularly.
- each cell 55 can be appropriately determined.
- the dimension 55L in the front-rear direction LD (equal to the dimension in the front-rear direction of the convex portion 50p) can be about 6 to 30 mm
- the dimension 55W in the width direction WD (equal to the dimension in the front-rear direction).
- the area of each cell 55 can be about 31 to 1650 mm 2.
- the joint portion 54 for joining the upper sheet 51 and the lower sheet 52 is preferably joined by welding the upper sheet 51 and the lower sheet 52 as in ultrasonic welding or heat sealing, but via a hot melt adhesive. It may be joined.
- the joint portion 54 of the upper sheet 51 and the lower sheet 52 is arranged so as to surround each cell 55, and is intermittent as shown in the illustrated example as long as it is a boundary between adjacent cells. ), It can also be formed in a continuous linear shape.
- the second highly absorbent polymer particles 53 may be absent or, if any, less than in the cell 55 between the joints 54 in the direction surrounding the cell 55. preferable.
- the fibers of the middle sheet will pass between the adjacent joints and extend between a large number of cells. Therefore, since the liquid diffusion passage is formed between the adjacent joints, the absorption rate can be improved by improving the liquid diffusibility between the cells.
- the joint portion 54 is a weak joint portion 54b that can be peeled off by the expansion force of the second highly absorbent polymer particles 53 in the adjacent cell 55, it is also in the adjacent cell 55. It may be a strong joint portion 54a that basically does not peel off due to the expansion force of the second highly absorbent polymer particles 53. In order to cope with the expansion of the second highly absorbent polymer particles 53 having an individual cell 55 volume or more, it is preferable that a part or all of the joint portion 54 is a weak joint portion 54b.
- the strong bonding portion 54a is a portion that basically does not peel off even if the cells 55 on both sides thereof absorb and expand, the diffusibility is improved by continuing in a specific direction, or the second highly absorbent polymer is used. It has the effects of preventing the flow of the gelled product of the particles 53 and reducing the contact area on the surface side. Therefore, by combining this with the weakly joined portion, the cell absorbing sheet 50 having various features can be constructed as described later.
- the joint portion 54 located on the outermost side in the width direction WD has a strong joint portion 54a because if it is peeled off, the second highly absorbent polymer particles 53 or a gelled product thereof may leak to the side of the cell absorbing sheet 50. Is desirable. From the same viewpoint, the upper sheet 51 and the lower sheet 52 are extended to some extent outside the WD in the width direction from the cell 55 forming region, and the edge joint portion 54c is provided for reinforcement in this extending portion. preferable.
- the dimensions of the joint portion 54 that joins the upper sheet 51 and the lower sheet 52 can be appropriately determined.
- the width (the dimension in the direction orthogonal to the direction surrounding the cell 55 and equal to the distance between the cells 55) 54W is 1. It can be about 0 to 1.8 mm.
- the dimension 54L of the joint portion 54 in the direction surrounding the cell 55 is about 0.6 to 1.5 mm, and the point spacing 54D is 0. It is preferably about 8. to 3.0 mm.
- the width 54W is about 1.3 to 1.8 mm
- the size 54L of the joint portion 54 is about 1.0 to 1.5 mm
- the point spacing 54D is 0.8 to 2.0 mm. It is preferable to set the degree.
- the width 54W is about 1.0 to 1.3 mm
- the size 54L of the joint portion 54 is about 0.6 to 1.0 mm
- the point spacing 54D is about 1.5 to 3.0 mm. It is preferable to set the degree.
- the volume of the second highly absorbent polymer particles 53 in the cell 55 at the time of saturated absorption is sufficiently larger than the volume of the cell 55 adjacent to the weakly joined portion 54b.
- the type and amount of the second highly absorbent polymer particles 53 arranged in each cell 55 can be determined.
- the second height included in the mergeable cell 55 is larger than the volume of the cell 55 that can be merged by peeling off the weak joint portion 54b.
- the type and amount of the second highly absorbent polymer particles 53 arranged in each cell 55 can be determined so that the volume of the absorbent polymer particles 53 at the time of saturated absorption becomes small.
- the width of the joint portion 54 when the joint portion 54 is formed in a continuous linear shape and the width 54 W when the joint portion 54 is formed in a dotted line shape are constant in the direction surrounding the cell 55 and can be changed. .. Further, the shape of each joint 54 when the joint 54 is formed in a dotted line shape can be appropriately determined, and all of them may be the same, or different shapes may be used depending on the part. In particular, when the shape of each cell 55 is polygonal, it is preferable to provide a joint portion 54 at at least one of the intermediate position of each side and each vertex position.
- the strong joint portion 54a it is preferable to provide it at each vertex position, but in the case of the weak joint portion 54b, it is easier for the weak joint portion 54b to peel off if it is not provided at each vertex position, and the cells 55 are united. Is preferable because it proceeds smoothly.
- the diffusibility improving portion 57 made of 55 s is provided in the intermediate region of the cell absorbing sheet 50 in the width direction WD.
- the low-expansion cell 55s of the diffusibility improving portion 57 has a smaller amount of the second highly absorbent polymer particles 53 contained per unit area than the cells 55 adjacent to both sides of the diffusible improving portion 57, and has the diffusibility.
- the joint portion 54 between the cell 55 adjacent to both sides of the improvement portion 57 is a weak joint portion 54b. In this case, as shown in FIG.
- a wide groove having the diffusible improving portion 57 as the bottom is formed due to the difference in the amount of expansion between the diffusible improving portion 57 and the peripheral portion thereof.
- the groove promotes liquid diffusion.
- the weakness between the low expansion cells 55s of the diffusibility improving portion 57 and the cells 55 on both sides thereof is weak. It continues until the joint portion 54b comes off, and even after the weak joint portion 54b comes off, the strong joint portion 54a does not come off.
- the width of the groove is narrowed, the groove having the strong joint portion 54a as the bottom remains and the diffusibility is maintained.
- the width of the groove is wide at the initial stage of absorption when diffusion of a large amount of excrement is important, and after that, the low expansion cell 55s of the diffusibility improving portion 57 is also the surrounding cell 55 so as not to cause problems such as gel blocking.
- a groove remains due to the strong joint portion 54a, and the diffusivity improving action is maintained.
- the inclusion amount of the second highly absorbent polymer particles 53 in the low expansion cell 55s is preferably 1/3 or less of the adjacent cells 55 in terms of weight ratio, and it is particularly preferable that the second highly absorbent polymer particles 53 are not included at all.
- the diffusibility improving portion 57 may be provided over the entire length of the cell absorbing sheet 50, and as shown in FIG. 11, the intermediate portion of the front-rear direction LD (particularly including the crotch portion, and before and after the crotch portion). It may be provided only in the range covering both sides). Further, as shown in FIGS. 8 and 11, the diffusibility improving unit 57 may be provided at one place in the center of the WD in the width direction, or may be provided at a plurality of places at intervals in the WD in the width direction, although not shown. it can.
- the gelled product of the second highly absorbent polymer particles 53 expanded during absorption can be largely moved in the front-rear LD in the united cell 55. Therefore, the gelled product may collect in a low place such as a crotch portion and deteriorate the wearing feeling. Therefore, as shown in FIG. 8, the lateral strong joint line 59 (see FIG. 7), in which the strong joint portion 54a is a portion continuously or intermittently (continuous linear or dotted line) in the width direction WD or the diagonal direction, is formed. , It is a preferable form that a plurality of LDs in the front-rear direction are provided at intervals.
- the strong bonding portion 54a which basically does not peel off during absorption, can prevent the gelled product of the second highly absorbent polymer particles 53 from moving in the anteroposterior direction LD, and prevent the shape of the cell absorbing sheet 50 from collapsing. Can be done.
- the vertical strong joining line 58 which is a portion where the strong joining portion 54a continues to the front-rear direction LD over the entire length of the cell absorbing sheet 50, is on the outermost side of the cell 55 in the width direction WD. It is provided on both sides of the width direction WD along the edge, and is also provided in the middle of these width direction WDs, and the lateral strong joint line 59 extends between the vertical strong joint lines 58 adjacent to the width direction WD.
- the gel of the second highly absorbent polymer particles 53 expanded at the time of absorption.
- the compound does not move out of the maximum expansion section 55G, and the shape of the cell absorbing sheet 50 can be effectively prevented from being deformed during absorption.
- the vertical strong joint line 58 which is a portion where the strong joint portion 54a continues in the front-rear direction LD, improves the liquid diffusivity in the vertical direction
- the strong joint portion 54a is a portion which continues in the width direction WD or the diagonal direction.
- the wire 59 improves the liquid diffusivity in the lateral direction.
- the urine is excreted at the position of reference numeral Z, the urine is diffused to the surroundings as shown in FIG.
- the polymer particles 53 absorb.
- the weakly joined portion 54b around the cell 55 cannot withstand the expansion pressure and peels off. And merge with the adjacent cell 55. This coalescence continues as long as the absorption and expansion of the second highly absorbent polymer particles 53 can peel off the weakly bonded portion 54b, and can proceed to the cell 55 having the strongly bonded portion 54a around it.
- the size, shape, and arrangement of the maximum expansion section 55G (that is, the arrangement of the strong joint portion 54a) can be appropriately determined, but if the maximum expansion section 55G is made too small, there is no point in providing the strong joint portion 54a, and the number of cells 55 At most, when the cells are elongated, the shape of the cells 55 after being combined becomes a shape that does not easily swell.
- an empty cell 56 having a smaller amount of inclusion per unit area of the second highly absorbent polymer particles 53 than other cells can be provided.
- cells 55 containing the second highly absorbent polymer particles 53 that is, cells 55 excluding the low expansion cells 55s and the empty cells 56 described later
- the region with the diagonal line pattern in FIG. 8 assumes the spraying region 53A of the second highly absorbent polymer particles 53 at the time of manufacture, so that the peripheral cell 55 has a portion without the diagonal line pattern.
- the second high-absorbent polymer particles 53 are movable in the cell 55, the position of the second high-absorbent polymer particles 53 in the cell 55 is not fixed in the product, and the position of the second high-absorbent polymer particles 53 is not fixed in the cell 55.
- the second highly absorbent polymer particles 53 can be distributed throughout the cell 55 in the same manner as the one.
- the amount of the second highly absorbent polymer particles 53 contained in the empty cell 56 is preferably 1/2 or less of that of the other cells in terms of weight ratio, and it is particularly preferable not to include the particles at all.
- the cutting apparatus may be used.
- the life of the blade may be shortened. Therefore, it is desirable that at least the cell 55 at the position where the front and rear ends of the cell absorbing sheet 50 pass is an empty cell 56.
- the portion concerned has less expansion even after absorption, and therefore the cell absorption sheet 50 has legs even after absorption. The shape fits around.
- the second highly absorbent polymer particles 53 are included in the cell 55, but the second highly absorbent polymer particles 53 and the powder particles other than the highly absorbent polymer particles such as deodorant particles are included. You can also let them.
- the first high-absorbent polymer particles 43 and the second high-absorbent polymer particles 53 can be used without particular limitation, but those having a water absorption amount of 40 g / g or more are preferable. Further, it is preferable that the first high-absorbent polymer particles 43 and the second high-absorbent polymer particles 53 are produced by a crushing method because gel blocking is unlikely to occur. Examples of the first highly absorbent polymer particles 43 and the second highly absorbent polymer particles 53 include starch-based, cellulosic-based and synthetic polymer-based ones, and are starch-acrylic acid (salt) graft copolymers and starch-acrylonitrile.
- a copolymer of a saponified product, a crosslinked product of sodium carboxymethyl cellulose, an acrylic acid (salt) polymer, or the like can be used.
- the shapes of the first high-absorbent polymer particles 43 and the second high-absorbent polymer particles 53 are preferably in the form of powders and granules, which are usually used, but other shapes can also be used.
- the first highly absorbent polymer particles 43 and the second highly absorbent polymer particles 53 those having a water absorption rate of 70 seconds or less, particularly 40 seconds or less, are preferably used. If the water absorption rate is too slow, so-called reversion, in which the liquid supplied into the absorber 70 returns to the outside of the absorber 70, is likely to occur.
- first high-absorbent polymer particles 43 and the second high-absorbent polymer particles 53 those having a gel strength of 1000 Pa or more are preferably used. As a result, the sticky feeling after liquid absorption can be effectively suppressed.
- the lower auxiliary layer 73 is adjacent to the back side of the main absorption layer 72, and has a high water absorption of 50 mm or more, a water retention under load of 0.1 g or more, and a water retention under no load of 0.5 g or more. It is preferably a non-woven fabric.
- the non-viscous liquid U supplied to the cell absorbing sheet 50 is absorbed by the highly absorbent polymer particles in the cell absorbing sheet 50, but since the absorption rate of the highly absorbent polymer particles is slow, a part of the highly absorbent polymer is absorbed. It passes through the cell absorption sheet 50 without being absorbed by the particles.
- the joint portion 54 having no highly absorbent polymer particles extends continuously toward the periphery of the cell absorbing sheet 50 and has a convex portion 50p on the back surface of the cell absorbing sheet 50.
- the gap between the back surface and the facing surface of the cell absorbing sheet 50 also extends continuously toward the periphery of the cell absorbing sheet 50. Therefore, if the water retention is low on the back side of the cell absorbing sheet 50, the non-viscous liquid U that has permeated the cell absorbing sheet 50 moves on the liquid impermeable sheet 11 and exudes from the periphery of the absorber 70 to the skin side. It may adhere to the skin or leak.
- the non-viscous liquid U that has permeated the cell absorption sheet 50 is absorbed by the lower auxiliary layer 73, retained in the lower auxiliary layer 73, diffused, and then the cell. It can be sucked up by the highly absorbent polymer particles in the absorption sheet 50.
- the Krem water absorption of the highly water-absorbent non-woven fabric forming the lower auxiliary layer 73 is 70 mm or more.
- the upper limit of the Krem water absorption of the highly water-absorbent non-woven fabric forming the lower auxiliary layer 73 is not particularly limited, but is preferably about 150 mm, particularly preferably 100 mm.
- the amount of water retained under load of the highly water-absorbent non-woven fabric forming the lower auxiliary layer 73 is particularly preferably 0.13 g or more.
- the upper limit of the amount of water retained under load of the highly water-absorbent nonwoven fabric forming the lower auxiliary layer 73 is not particularly limited, but is preferably about 0.3 g, and particularly preferably 0.26 g.
- the amount of water retained under no load of the highly water-absorbent non-woven fabric forming the lower auxiliary layer 73 is particularly preferably 0.70 g or more.
- the upper limit of the amount of water retained under load of the highly water-absorbent nonwoven fabric forming the lower auxiliary layer 73 is not particularly limited, but is preferably about 1.40 g, particularly preferably 1.20 g.
- the highly water-absorbent non-woven fabric forming the lower auxiliary layer 73 is not limited by the material and the manufacturing method, and the same highly water-absorbent non-woven fabric as the upper auxiliary layer 71 can be preferably used.
- the lower auxiliary layer 73 since the purpose of the lower auxiliary layer 73 is to temporarily store the non-viscous liquid U such as urine, it is preferable that the lower auxiliary layer 73 has a larger amount of water retention than the upper auxiliary layer 71.
- the highly water-absorbent non-woven fabric forming the lower auxiliary layer 73 preferably has a water retention amount under load that is 2 to 4 times that of the high water-absorbent non-woven fabric 42 of the upper auxiliary layer 71.
- the texture of the highly water-absorbent non-woven fabric forming the lower auxiliary layer 73 should be 1.2 to 1.8 times the texture of the highly water-absorbent non-woven fabric 42 of the upper auxiliary layer 71, or the height forming the lower auxiliary layer 73.
- the water-absorbent non-woven fabric a plurality of high-water-absorbent non-woven fabrics equivalent to the upper auxiliary layer 71 can be stacked and arranged.
- the lower auxiliary layer 73 can be determined as appropriate.
- the lower auxiliary layer 73 may be arranged so as to cover the entire back surface of the cell absorbing sheet 50, or a part of the back surface of the cell absorbing sheet 50, for example, the front end portion and the rear end portion. It may be arranged so as to cover only the central portion or a plurality of of these.
- the lower auxiliary layer 73 may have a portion protruding from the peripheral edge of the cell absorbing sheet 50, and a part or all of the peripheral edge of the lower auxiliary layer 73 is separated from the peripheral edge of the cell absorbing sheet 50 toward the center side. You may be doing it. Normally, it is desirable that the lower auxiliary layer 73 occupies 90% or more of the area of the cell absorbing sheet 50.
- the lower auxiliary layer 73 does not have to be fixed only in contact with the back surface of the main absorption layer 72, but may be fixed. For example, after applying an adhesive 73h such as a hot melt adhesive to the front surface of the lower auxiliary layer 73 or the back surface of the main absorption layer 72 in an intermittent pattern, both can be bonded together.
- an adhesive 73h such as a hot melt adhesive
- the cell absorbing sheet 50 in order to secure the volume when the highly absorbent polymer particles inside are absorbed and expanded, at least one of the upper sheet 51 and the lower sheet 52 has a portion located in each cell 55 on the outside in the thickness direction. It is preferable to have an extruded recess 50c. However, as shown in FIG. 13 (c), when such a concave portion 50c is provided in the upper sheet 51, a convex portion 50p is formed on the upper surface of the upper sheet 51 and is in close contact with the highly water-absorbent non-woven fabric 42 of the upper auxiliary layer 71.
- the upper sheet 51 has a flat upper surface that has not been subjected to shaping processing, and has a lower surface. It is preferable that the portion of the sheet 52 located in each cell 55 is extruded downward to form a pair of concave portions 50c and convex portions 50p on the upper surface and the lower surface of the lower sheet 52.
- the upper surface of the upper sheet 51 and the highly absorbent polymer particles of the upper auxiliary layer 71 arranged therein can be formed. It becomes easy to adhere to the highly water-absorbent non-woven fabric 42 of the upper auxiliary layer 71, and the transfer of the viscous liquid N from the high water-absorbent non-woven fabric 42 to the highly absorbent polymer particles of the upper auxiliary layer 71 is less likely to be hindered.
- the convex portion 50p may feel like a foreign substance when the back surface of the product is touched by hand, and the touch may be deteriorated.
- the lower auxiliary layer 73 is arranged on the back side of the lower sheet 52, and the number of sheets on the back side of the lower sheet 52 is larger than usual. There is also an advantage that the presence of the convex portion 50p is difficult to be transmitted to the hand.
- a pair of concave portions 50c and convex portions 50p are formed on the upper surface and the lower surface of the upper sheet 51.
- the lower surface of the lower sheet 52 and the highly water-absorbent non-woven fabric forming the lower auxiliary layer 73 are in close contact with each other while ensuring the expansion volume of the second highly absorbent polymer particles 53 of the main absorption layer 72 by the recess 50c of the upper sheet 51.
- This facilitates the process, and the suction of the liquid from the highly absorbent non-woven fabric forming the lower auxiliary layer 73 to the highly absorbent polymer particles of the main absorbing layer 72 is less likely to be hindered.
- the convex portion 50p is not formed on the lower surface of the lower sheet 52, the deterioration of the feel of the back surface of the product due to the convex portion 50p does not occur.
- the absorber 70 can be wrapped by the packaging sheet 45.
- one wrapping sheet 45 can be wrapped in a tubular shape so as to surround the front and back surfaces and both side surfaces of the absorber 70, and can be wrapped by being sandwiched between the two wrapping sheets 45 from both the front and back surfaces.
- tissue paper particularly crepe paper, non-woven fabric, non-woven fabric of polylami, a sheet having small holes, or the like can be used. However, it is desirable that the sheet does not allow the highly absorbent polymer particles to escape.
- a non-woven fabric is used for the packaging sheet 45
- a hydrophilic SMS non-woven fabric (SMS, SMSMS, etc.) is particularly preferable, and polypropylene, polyethylene / polypropylene composite material, or the like can be used as the material thereof.
- the basis weight of the non-woven fabric used for the packaging sheet 45 is preferably 5 to 40 g / m 2 , especially 10 to 30 g / m 2 .
- the packaging sheet 45 is wound from the back surface of the absorber 70 to both sides of the upper surface of the absorber 70 via both sides of the WD in the width direction of the absorber 70, and the width of the upper surface of the absorber 70. It is preferable that the region 45S not covered by the packaging sheet 45 is provided in the middle portion of the direction WD, and the upper auxiliary layer 71 is provided so as to include the entire region 45S.
- the absorber 70 is generally coated with a packaging sheet 45 in order to prevent leakage of highly absorbent polymer particles during production, before use, or after absorption, and has the above-mentioned upper auxiliary layer 71.
- the absorber 70 it is desirable that the upper auxiliary layer 71 promptly comes into contact with the viscous liquid N. Therefore, as shown in FIG. 16B, it is desirable to limit the covering range of the packaging sheet 45 and expose the upper auxiliary layer 71 to the upper surface of the absorber 70. Even with such a structure, the portion of the absorber 70 that is not covered by the packaging sheet 45 is covered with the highly water-absorbent non-woven fabric 42 of the upper auxiliary layer 71, and the upper auxiliary layer 71 has a high degree of Krem water absorption (that is, is dense). Since the highly absorbent non-woven fabric 42 is the basis, the effect of preventing leakage of the highly absorbent polymer particles is exhibited, which is almost the same as that of covering the entire absorber 70 with the packaging sheet 45.
- the "MD direction” and the “CD direction” mean the flow direction (MD direction) in the manufacturing equipment and the lateral direction (CD direction) orthogonal to the flow direction, and one of them is the front-rear direction of the product. The other is in the width direction of the product.
- the MD direction of the non-woven fabric is the direction of fiber orientation of the non-woven fabric.
- the fiber orientation is the direction along which the fibers of the non-woven fabric follow. For example, the measurement method based on the fiber orientation test method based on the zero-distance tensile strength of the TAPPI standard method T481 or the fiber orientation based on the tensile strength ratio in the anteroposterior direction and the width direction. It can be discriminated by a simple measuring method for determining the orientation direction.
- the "front-back direction” means the direction indicated by the symbol LD in the figure (vertical direction), and the “width direction” means the direction indicated by the WD in the figure (horizontal direction), and the front-back direction and the width direction. Are orthogonal.
- Front surface means the surface of the member that is closer to the wearer's skin when worn
- back surface means the surface of the member that is farther from the wearer's skin when worn.
- Unfolded state means a state in which the unfolded state is flat without shrinkage or slack.
- Elongation rate means the value when the natural length is 100%. For example, an elongation rate of 200% is synonymous with an elongation ratio of 2 times.
- Articleificial urine includes urea: 2 wt%, sodium chloride: 0.8 wt%, calcium chloride dihydrate: 0.03 wt%, magnesium sulfate heptahydrate: 0.08 wt%, and ion-exchanged water: 97. It is a mixture of 09 wt% and is used at a temperature of 37 ° C. unless otherwise specified.
- Gel strength is measured as follows. To 49.0 g of artificial urine, 1.0 g of a highly absorbent polymer is added and stirred with a stirrer. The produced gel is left in a constant temperature and humidity chamber at 40 ° C. ⁇ 60% RH for 3 hours, then returned to room temperature, and the gel strength is measured with a card meter (Curdmeter-MAX ME-500 manufactured by I.techno Engineering).
- Method is measured as follows. After pre-drying the sample or test piece, leave it in a test room or device under standard conditions (test location: temperature 23 ⁇ 1 ° C., relative humidity 50 ⁇ 2%) to bring it to a constant weight. Pre-drying refers to making a sample or test piece constant in an environment at a temperature of 100 ° C. It is not necessary to pre-dry the fibers having an official moisture content of 0.0%. A sample having a size of 100 mm ⁇ 100 mm is cut out from the test piece in a constant weight state using a sampling template (100 mm ⁇ 100 mm). The weight of the sample is measured and multiplied by 100 to calculate the weight per square meter, which is used as the basis weight.
- the "thickness” is automatically measured using an automatic thickness measuring device (KES-G5 handy compression tester) under the conditions of a load of 0.098 N / cm 2 and a pressurized area of 2 cm 2.
- KS-G5 handy compression tester automatic thickness measuring device
- Water absorption rate is defined as “time to end point” when JIS K7224-1996 "Water absorption rate test method for highly water-absorbent resin” was performed using 2 g of highly absorbent polymer and 50 g of physiological saline. To do.
- Krem water absorption means the Krem water absorption measured by "paper and paperboard-water absorption test method-Krem method” specified in JIS P 8141: 2004.
- Water retention means what is measured by the following method. Prepare a test piece of 10 cm in the MD direction x 10 cm in the CD direction (area 100 cm 2 ), and measure the weight before absorption. Next, after immersing the test piece in artificial urine for 5 seconds, lightly pinch one of the corners with the thumb and index finger (pick as lightly as possible without squeezing water), and the opposite corners are below. Hang it so that it faces the surface, leave it for 30 seconds, and drop the drops. After that, when measuring the "water retention amount under load", the test piece is placed on a stack of eight filter papers (length 150 mm x width 150 mm), and the length 100 mm x so that the load is applied to the entire upper surface of the test piece.
- a square columnar weight (weight 3 kg) having a bottom surface of 100 mm in width is placed, the weight is removed after 5 minutes, and the weight of the test piece after absorption is measured.
- the weight of the test piece after absorption is measured.
- place the test piece on a stack of eight filter papers do not put anything on it, and measure the weight of the test piece after absorption after 5 minutes. To do.
- the values obtained by converting the difference between the weight after absorption and the weight before absorption per 10 cm 2 area are defined as “water retention under load” and "water retention under no load”.
- the dimensions of each part mean the dimensions in the unfolded state, not in the natural length state.
- test or measurement shall be performed in a test room or device under standard conditions (test location: temperature 23 ⁇ 1 ° C, relative humidity 50 ⁇ 2%). ..
- the present invention can be used for all absorbent articles such as pants-type disposable diapers, pad-type disposable diapers, and sanitary napkins, in addition to tape-type disposable diapers as in the above example.
- LD front-rear direction, N ... viscous liquid, U ... non-viscous liquid, WD ... width direction, 11 ... liquid-impermeable sheet, 12 ... exterior non-woven fabric, 12T ... target sheet, 13 ... fastening tape, 13A ... locking part, 13B ... Tape body, 13C ... Tape mounting, 30 ... Top sheet, 40 ... Intermediate sheet, 42 ... Highly water-absorbent non-woven fabric, 42a ... Pulp layer, 42b ... Support layer, 43 ... First highly absorbent polymer particles, 45 ... Packaging sheet, 50 ... cell absorbent sheet, 50c ... concave, 50d ... depth, 50p ... convex, 51 ... upper sheet, 52 ...
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
【課題】セル吸収シートの周囲への液移動を抑制する。 【解決手段】上記課題は、吸収体70と、この吸収体70の表側に配置された液透過性トップシート30と、吸収体70の裏側に配置された液不透過性シート11とを備え、吸収体70は、主吸収層72と、この主吸収層72の裏側に隣接する下補助層73とを有しており、主吸収層72は、液透過性を有する上シート51及び下シート52と、上シート51及び下シート52の接合部54により周りを囲まれた、上シート51及び下シート52が非接合の部分であるセル55と、このセル55内に収容された高吸収性ポリマー粒子を含む粉粒体とを有するセル吸収シート50であり、下補助層73は、クレム吸水度が50mm以上、荷重下保水量が0.1g以上、かつ無荷重下保水量が0.5g以上の高吸水不織布である、吸収性物品ことにより解決される。
Description
本発明は、吸収性能を改善した吸収性物品に関するものである。
吸収性物品は、吸収体と、吸収体の表側を覆う液透過性トップシートと、吸収体の裏側を覆う液不透過性シートとを備えており、尿や経血等の排泄液はトップシートを透過して吸収体により吸収され保持されるようになっている。吸収体としては、粉砕パルプ等の親水性短繊維に高吸収性ポリマー粒子(SAP)を混合し綿状に積繊したものが広く採用されているが、十分な吸収可能量を確保しつつ、さらなる薄型化、軽量化、ローコスト化等の要請にこたえるものとして、液透過性を有する上シート及び下シートの接合部により周りを囲まれ、かつ上シート及び下シートが接合されていない多数のセル(小室)と、このセル内に含まれた高吸収性ポリマー粒子を含む粉粒体とを有する吸収シート(以下、セル吸収シートともいう)が各種提案されている(例えば下記特許文献1~6参照)。
しかしながら、セル吸収シートは、吸収性能が高吸収性ポリマー粒子に依存するものであるため、吸収量としては尿等の非粘性液の大量吸収に向いている反面、吸収速度が遅いため、セル吸収シートを透過した非粘性液が液不透過性シート上を移動し、吸収体の周囲から肌側に染み出して、肌に付着したり、漏れたりするおそれがあった。
そこで、本発明の主たる課題は、セル吸収シートの周囲への液移動を抑制することにある。
上記課題を解決した吸収性物品は以下のとおりである。
<第1の態様>
吸収体と、この吸収体の表側に配置された液透過性トップシートと、前記吸収体の裏側に配置された液不透過性シートとを備え、
前記吸収体は、主吸収層と、この主吸収層の裏側に隣接する下補助層とを有しており、
前記主吸収層は、液透過性を有する上シート及び下シートと、前記上シート及び前記下シートの接合部により周りを囲まれた、前記上シート及び前記下シートが非接合の部分であるセルと、このセル内に収容された高吸収性ポリマー粒子を含む粉粒体とを有するセル吸収シートであり、
前記下補助層は、クレム吸水度が50mm以上、荷重下保水量が0.1g以上、かつ無荷重下保水量が0.5g以上の高吸水不織布である、
ことを特徴とする、吸収性物品。
<第1の態様>
吸収体と、この吸収体の表側に配置された液透過性トップシートと、前記吸収体の裏側に配置された液不透過性シートとを備え、
前記吸収体は、主吸収層と、この主吸収層の裏側に隣接する下補助層とを有しており、
前記主吸収層は、液透過性を有する上シート及び下シートと、前記上シート及び前記下シートの接合部により周りを囲まれた、前記上シート及び前記下シートが非接合の部分であるセルと、このセル内に収容された高吸収性ポリマー粒子を含む粉粒体とを有するセル吸収シートであり、
前記下補助層は、クレム吸水度が50mm以上、荷重下保水量が0.1g以上、かつ無荷重下保水量が0.5g以上の高吸水不織布である、
ことを特徴とする、吸収性物品。
(作用効果)
本吸収性物品では、セル吸収シートに供給された非粘性液は、セル吸収シート内の高吸収性ポリマー粒子により吸収される。ここで、高吸収性ポリマー粒子により吸収されずにセル吸収シートを透過した非粘性液は下補助層に吸収され、下補助層内に保水され、拡散された後、セル吸収シート内の高吸収性ポリマー粒子により吸い上げることができる。よって、セル吸収シートを透過した非粘性液が液不透過性シート上を移動し、吸収体の周囲から肌側に染み出して、肌に付着したり、漏れたりするおそれを低減することができる。
本吸収性物品では、セル吸収シートに供給された非粘性液は、セル吸収シート内の高吸収性ポリマー粒子により吸収される。ここで、高吸収性ポリマー粒子により吸収されずにセル吸収シートを透過した非粘性液は下補助層に吸収され、下補助層内に保水され、拡散された後、セル吸収シート内の高吸収性ポリマー粒子により吸い上げることができる。よって、セル吸収シートを透過した非粘性液が液不透過性シート上を移動し、吸収体の周囲から肌側に染み出して、肌に付着したり、漏れたりするおそれを低減することができる。
<第2の態様>
前記下補助層の前記高吸水不織布は、パルプ繊維又はレーヨン繊維を50%以上含む、目付け25~50g/m2の湿式不織布である、
第1の態様の吸収性物品。
前記下補助層の前記高吸水不織布は、パルプ繊維又はレーヨン繊維を50%以上含む、目付け25~50g/m2の湿式不織布である、
第1の態様の吸収性物品。
(作用効果)
このような湿式不織布を用いると、微小な繊維間隙による毛細管現象により、非粘性液を迅速に吸収・拡散することができるため好ましい。また、このような湿式不織布はクレム吸水度が高いだけでなく、非常に薄く、柔軟であるため、吸収体全体としての柔軟性の低下及び厚みの増加を抑えることができる。
このような湿式不織布を用いると、微小な繊維間隙による毛細管現象により、非粘性液を迅速に吸収・拡散することができるため好ましい。また、このような湿式不織布はクレム吸水度が高いだけでなく、非常に薄く、柔軟であるため、吸収体全体としての柔軟性の低下及び厚みの増加を抑えることができる。
<第3の態様>
前記湿式不織布は、合成樹脂の長繊維を含む支持層と、最も表側に位置し、パルプ繊維のみからなるパルプ層とを有するものである、
第2の態様の吸収性物品。
前記湿式不織布は、合成樹脂の長繊維を含む支持層と、最も表側に位置し、パルプ繊維のみからなるパルプ層とを有するものである、
第2の態様の吸収性物品。
(作用効果)
このような湿式不織布は、パルプ層により下補助層の主吸収層側の保水性を高くしつつ、支持層の存在により強度を高くすることができるため好ましい。
このような湿式不織布は、パルプ層により下補助層の主吸収層側の保水性を高くしつつ、支持層の存在により強度を高くすることができるため好ましい。
<第4の態様>
前記吸収体は、前記主吸収層上に、上補助層を有しており、
前記上補助層は、表面が前記吸収体の最上面に露出する、クレム吸水度が100mm以上の高吸水不織布と、この高吸水不織布の裏面に隣接する高吸収性ポリマー粒子とを有するものである、
第1~3のいずれか1つの態様の吸収性物品。
前記吸収体は、前記主吸収層上に、上補助層を有しており、
前記上補助層は、表面が前記吸収体の最上面に露出する、クレム吸水度が100mm以上の高吸水不織布と、この高吸水不織布の裏面に隣接する高吸収性ポリマー粒子とを有するものである、
第1~3のいずれか1つの態様の吸収性物品。
(作用効果)
吸収対象が泥状便や水様便、軟便における液分のような粘性液の場合、吸収速度が遅いと、おむつ表面にある程度長く残存するため、吸収性物品の表面上を流れて移動し、周囲から漏れやすくなる。この点、セル吸収シートは、吸収性能が高吸収性ポリマー粒子に依存するものであるため、吸収速度が遅く、粘性液の吸収には不向きである。これを解決するために、本態様の吸収性物品では、吸収体の最上面に粘性液の吸収に特化した上補助層を設けたものである。すなわち、この上補助層は、表面が前記吸収体の最上面に露出する、クレム吸水度が100mm以上の高吸水不織布と、この高吸水不織布の裏面に隣接する第1高吸収性ポリマー粒子とを有するため、粘性液であっても、高吸水不織布が迅速に吸収及び拡散しつつ、その裏面に隣接する高吸収性ポリマー粒子に受渡し、その高吸収性ポリマー粒子により吸収保持することができる。
吸収対象が泥状便や水様便、軟便における液分のような粘性液の場合、吸収速度が遅いと、おむつ表面にある程度長く残存するため、吸収性物品の表面上を流れて移動し、周囲から漏れやすくなる。この点、セル吸収シートは、吸収性能が高吸収性ポリマー粒子に依存するものであるため、吸収速度が遅く、粘性液の吸収には不向きである。これを解決するために、本態様の吸収性物品では、吸収体の最上面に粘性液の吸収に特化した上補助層を設けたものである。すなわち、この上補助層は、表面が前記吸収体の最上面に露出する、クレム吸水度が100mm以上の高吸水不織布と、この高吸水不織布の裏面に隣接する第1高吸収性ポリマー粒子とを有するため、粘性液であっても、高吸水不織布が迅速に吸収及び拡散しつつ、その裏面に隣接する高吸収性ポリマー粒子に受渡し、その高吸収性ポリマー粒子により吸収保持することができる。
<第5の態様>
前記上シートは、賦形加工が施されていない平坦な上面を有し、
前記下シートの各セルに位置する部分が下側に押し出されて、前記下シートの上面及び下面に一対の凹部及び凸部が形成されている、
第4の態様の吸収性物品。
前記上シートは、賦形加工が施されていない平坦な上面を有し、
前記下シートの各セルに位置する部分が下側に押し出されて、前記下シートの上面及び下面に一対の凹部及び凸部が形成されている、
第4の態様の吸収性物品。
(作用効果)
セル吸収シートでは、内部の高吸収性ポリマー粒子が吸収膨張したときの容積を確保するため、上シート及び下シートの少なくとも一方は、各セルに位置する部分が厚み方向の外側に押し出された凹部を有していると好ましい。しかし、上シートにこのような凹部を設けると、上シートの上面に凸部が形成され、上補助層の高吸水不織布と密着しにくくなり(隙間が生じやすくなり)、高吸水不織布から上補助層の高吸収性ポリマー粒子への粘性液の受渡しが低下するおそれがある。これに対して、本態様の場合、下シートの凹部により主吸収層の高吸収性ポリマー粒子の膨張容積を確保しつつ、上シートの上面及びそこに配置された上補助層の高吸収性ポリマー粒子が上補助層の高吸水不織布と密着しやすくなり、高吸水不織布から上補助層の高吸収性ポリマー粒子への粘性液の受渡しが阻害されにくいものとなる。
なお、下シートの下面に凸部が形成されると、製品裏面を手で触ったときに、この凸部が異物のように感じられる等、手触りが悪化するおそれがある。しかし、本態様の吸収性物品では、下シートの裏側に前述の下補助層が配置され、下シートの裏側のシート数が通常よりも多いため、製品裏面を手で触ったときに凸部の存在が手に伝わりにくいという利点もある。
セル吸収シートでは、内部の高吸収性ポリマー粒子が吸収膨張したときの容積を確保するため、上シート及び下シートの少なくとも一方は、各セルに位置する部分が厚み方向の外側に押し出された凹部を有していると好ましい。しかし、上シートにこのような凹部を設けると、上シートの上面に凸部が形成され、上補助層の高吸水不織布と密着しにくくなり(隙間が生じやすくなり)、高吸水不織布から上補助層の高吸収性ポリマー粒子への粘性液の受渡しが低下するおそれがある。これに対して、本態様の場合、下シートの凹部により主吸収層の高吸収性ポリマー粒子の膨張容積を確保しつつ、上シートの上面及びそこに配置された上補助層の高吸収性ポリマー粒子が上補助層の高吸水不織布と密着しやすくなり、高吸水不織布から上補助層の高吸収性ポリマー粒子への粘性液の受渡しが阻害されにくいものとなる。
なお、下シートの下面に凸部が形成されると、製品裏面を手で触ったときに、この凸部が異物のように感じられる等、手触りが悪化するおそれがある。しかし、本態様の吸収性物品では、下シートの裏側に前述の下補助層が配置され、下シートの裏側のシート数が通常よりも多いため、製品裏面を手で触ったときに凸部の存在が手に伝わりにくいという利点もある。
<第6の態様>
前記下シートは、賦形加工が施されていない平坦な下面を有し、
前記上シートの各セルに位置する部分が上側に押し出されて、前記上シートの上面及び下面に一対の凹部及び凸部が形成されている、
第1~4のいずれか1つの態様の吸収性物品。
前記下シートは、賦形加工が施されていない平坦な下面を有し、
前記上シートの各セルに位置する部分が上側に押し出されて、前記上シートの上面及び下面に一対の凹部及び凸部が形成されている、
第1~4のいずれか1つの態様の吸収性物品。
(作用効果)
セル吸収シートでは、内部の高吸収性ポリマー粒子が吸収膨張したときの容積を確保するため、上シート及び下シートの少なくとも一方は、各セルに位置する部分が厚み方向の外側に押し出された凹部を有していると好ましい。しかし、下シートにこのような凹部を設けると、下シートの下面に凸部が形成され、下補助層をなす高吸水不織布と密着しにくくなり(隙間が生じやすくなり)、高吸水不織布から主吸収層の高吸収性ポリマー粒子への液の吸い上げが低下するおそれがある。これに対して、本態様の場合、上シートの凹部により主吸収層の高吸収性ポリマー粒子の膨張容積を確保しつつ、下シートの下面と下補助層をなす高吸水不織布とが密着しやすくなり、下補助層をなす高吸水不織布から主吸収層の高吸収性ポリマー粒子への液の吸い上げが阻害されにくいものとなる。
また、下シートの下面に凸部が形成されると、製品裏面を手で触ったときに、この凸部が異物のように感じられる等、手触りが悪化するおそれがある。しかし、本態様の吸収性物品では、下シートの下面に凸部が形成されていないため、このような問題が発生しないものとなる。
セル吸収シートでは、内部の高吸収性ポリマー粒子が吸収膨張したときの容積を確保するため、上シート及び下シートの少なくとも一方は、各セルに位置する部分が厚み方向の外側に押し出された凹部を有していると好ましい。しかし、下シートにこのような凹部を設けると、下シートの下面に凸部が形成され、下補助層をなす高吸水不織布と密着しにくくなり(隙間が生じやすくなり)、高吸水不織布から主吸収層の高吸収性ポリマー粒子への液の吸い上げが低下するおそれがある。これに対して、本態様の場合、上シートの凹部により主吸収層の高吸収性ポリマー粒子の膨張容積を確保しつつ、下シートの下面と下補助層をなす高吸水不織布とが密着しやすくなり、下補助層をなす高吸水不織布から主吸収層の高吸収性ポリマー粒子への液の吸い上げが阻害されにくいものとなる。
また、下シートの下面に凸部が形成されると、製品裏面を手で触ったときに、この凸部が異物のように感じられる等、手触りが悪化するおそれがある。しかし、本態様の吸収性物品では、下シートの下面に凸部が形成されていないため、このような問題が発生しないものとなる。
本発明によれば、セル吸収シートの周囲への液移動を抑制できる、等の利点がもたらされる。
以下、吸収性物品の一例として、テープタイプ使い捨ておむつについて添付図面を参照しつつ説明する。図1~図6はテープタイプ使い捨ておむつの一例を示しており、図中の符号Xはファスニングテープを除いたおむつの全幅を示しており、符号Lはおむつの全長を示している。なお、厚み方向に隣接する各構成部材は、以下に述べる固定又は接合部分以外も、必要に応じて公知のおむつと同様に固定又は接合される。断面図における点模様部分は、この固定又は接合手段としてのホットメルト接着剤等の接着剤を示している。ホットメルト接着剤は、スロット塗布、連続線状又は点線状のビード塗布、スパイラル状、Z状、波状等のスプレー塗布、又はパターンコート(凸版方式でのホットメルト接着剤の転写)等、公知の手法により塗布することができる。これに代えて又はこれとともに、弾性部材の固定部分では、ホットメルト接着剤を弾性部材の外周面に塗布し、弾性部材を隣接部材に固定することができる。ホットメルト接着剤としては、例えばEVA系、粘着ゴム系(エラストマー系)、オレフィン系、ポリエステル・ポリアミド系などの種類のものが存在するが、特に限定無く使用できる。各構成部材を接合する固定又は接合手段としてはヒートシールや超音波シール等の素材溶着による手段を用いることもできる。厚み方向の液の透過性が要求される部分では、厚み方向に隣接する構成部材は間欠的なパターンで固定又は接合される。例えば、ホットメルト接着剤によりこのような間欠的な固定又は接合を行う場合、スパイラル状、Z状、波状等の間欠パターン塗布を好適に用いることができ、一つのノズルによる塗布幅以上の範囲に塗布する場合には、幅方向に間隔を空けて又は空けずにスパイラル状、Z状、波状等の間欠パターン塗布を行うことができる。
このテープタイプ使い捨ておむつは、液透過性を有するトップシートと、裏側に位置する液不透過性シートとの間に吸収体70が介在された基本構造を有している。また、このテープタイプ使い捨ておむつは、吸収体70の前側及び後側にそれぞれ延出する部分であって、かつ吸収体70を有しない部分であるエンドフラップEFを有するとともに、吸収体70の側縁よりも側方に延出する一対のサイドフラップSFを有している。サイドフラップSFの両側縁は、脚周りに沿うように括れた形状となっているが、直線状となっていてもよい。背側部分BにおけるサイドフラップSFにはファスニングテープ13がそれぞれ設けられており、おむつの装着に際しては、背側部分BのサイドフラップSFを腹側部分FのサイドフラップSFの外側に重ねた状態で、ファスニングテープ13を腹側部分F外面の適所に係止する。
また、このテープタイプ使い捨ておむつでは、ファスニングテープ13以外の外面全体が外装不織布12により形成されている。特に、吸収体70を含む領域においては、外装不織布12の内面側に液不透過性シート11がホットメルト接着剤等の接着剤により固定され、さらにこの液不透過性シート11の内面側に吸収体70、中間シート40、及びトップシート30がこの順に積層されている。トップシート30及び液不透過性シート11は図示例では長方形であり、吸収体70よりも前後方向LD及び幅方向WDにおいて若干大きい寸法を有しており、トップシート30における吸収体70の側縁よりはみ出る周縁部と、液不透過性シート11における吸収体70の側縁よりはみ出る周縁部とがホットメルト接着剤などにより接合されている。また液不透過性シート11は、トップシート30よりも若干幅広に形成されている。
さらに、このテープタイプ使い捨ておむつの両側には、装着者の肌側に立ち上がる起き上がりギャザー60が設けられており、この起き上がりギャザー60を形成するギャザーシート62が、トップシート30の両側部上から各サイドフラップSFの内面までの範囲に固着されている。
以下、各部の詳細について順に説明する。なお、以下の説明における不織布としては、部位や目的に応じて公知の不織布を適宜使用することができる。不織布の構成繊維としては、例えばポリエチレン又はポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維(単成分繊維の他、芯鞘等の複合繊維も含む)の他、レーヨンやキュプラ等の再生繊維、綿等の天然繊維等、特に限定なく選択することができ、これらを混合して用いることもできる。不織布の柔軟性を高めるために、構成繊維を捲縮繊維とするのは好ましい。また、不織布の構成繊維は、親水性繊維(親水化剤により親水性となった繊維を含む)であっても、疎水性繊維若しくは撥水性繊維(撥水剤により撥水性となった繊維を含む)であってもよい。また、不織布は一般に繊維の長さや、シート形成方法、繊維結合方法、積層構造により、短繊維不織布、長繊維不織布、スパンボンド不織布、メルトブローン不織布、スパンレース不織布、サーマルボンド(エアスルー)不織布、ニードルパンチ不織布、ポイントボンド不織布、積層不織布(スパンボンド層間にメルトブローン層を挟んだSMS不織布、SMMS不織布等)等に分類されるが、これらのどの不織布も用いることができる。
(外装不織布)
外装不織布12は製品外面を構成するものであり、製品外面を布のような外観及び肌触りとするためのものである。外装不織布の繊維目付けは10~50g/m2、特に15~30g/m2のものが望ましい。外装不織布12は省略することもでき、その場合には液不透過性シート11を外装不織布12と同形状として、製品外面を構成することができる。
外装不織布12は製品外面を構成するものであり、製品外面を布のような外観及び肌触りとするためのものである。外装不織布の繊維目付けは10~50g/m2、特に15~30g/m2のものが望ましい。外装不織布12は省略することもでき、その場合には液不透過性シート11を外装不織布12と同形状として、製品外面を構成することができる。
(液不透過性シート)
液不透過性シート11の素材は、特に限定されるものではないが、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂や、ポリエチレンシート等に不織布を積層したラミネート不織布、防水フィルムを介在させて実質的に液不透過性を確保した不織布(この場合は、防水フィルムと不織布とで液不透過性シートが構成される。)などを例示することができる。もちろん、この他にも、近年、ムレ防止の観点から好まれて使用されている液不透過性かつ透湿性を有する素材も例示することができる。この液不透過性かつ透湿性を有する素材のシートとしては、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂中に無機充填剤を混練して、シートを成形した後、一軸又は二軸方向に延伸して得られた微多孔性シートを例示することができる。さらに、マイクロデニール繊維を用いた不織布、熱や圧力をかけることで繊維の空隙を小さくすることによる防漏性強化、高吸水性樹脂又は疎水性樹脂や撥水剤の塗工といった方法により、防水フィルムを用いずに液不透過性としたシートも、液不透過性シート11として用いることができる。
液不透過性シート11の素材は、特に限定されるものではないが、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂や、ポリエチレンシート等に不織布を積層したラミネート不織布、防水フィルムを介在させて実質的に液不透過性を確保した不織布(この場合は、防水フィルムと不織布とで液不透過性シートが構成される。)などを例示することができる。もちろん、この他にも、近年、ムレ防止の観点から好まれて使用されている液不透過性かつ透湿性を有する素材も例示することができる。この液不透過性かつ透湿性を有する素材のシートとしては、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂中に無機充填剤を混練して、シートを成形した後、一軸又は二軸方向に延伸して得られた微多孔性シートを例示することができる。さらに、マイクロデニール繊維を用いた不織布、熱や圧力をかけることで繊維の空隙を小さくすることによる防漏性強化、高吸水性樹脂又は疎水性樹脂や撥水剤の塗工といった方法により、防水フィルムを用いずに液不透過性としたシートも、液不透過性シート11として用いることができる。
(トップシート)
トップシート30は、液を透過する性質を有するものであり、例えば、有孔又は無孔の不織布や、多孔性プラスチックシートなどを例示することができる。トップシート30の両側部は、吸収体70の裏側に折り返しても良く、また図示例のように、折り返さずに吸収体70の側縁より側方にはみ出させても良い。
トップシート30は、液を透過する性質を有するものであり、例えば、有孔又は無孔の不織布や、多孔性プラスチックシートなどを例示することができる。トップシート30の両側部は、吸収体70の裏側に折り返しても良く、また図示例のように、折り返さずに吸収体70の側縁より側方にはみ出させても良い。
トップシート30は、裏側の部材に対する位置ずれを防止する等の目的で、ヒートシール、超音波シールのような素材溶着による接合手段や、ホットメルト接着剤により裏側に隣接する部材に固定することが望ましい。図示例では、トップシート30はその裏面に塗布されたホットメルト接着剤により中間シート40の表面及び包装シート45のうち吸収体70の表側に位置する部分の表面に固定されている。
(中間シート)
中間シート40は、トップシート30を透過した排泄液を吸収体70側へ速やかに移動させるため、及び逆戻りを防ぐために、トップシート30の裏面に接合されているものである。中間シート40及びトップシート30間の接合は、ホットメルト接着剤を用いる他、ヒートエンボスや超音波溶着を用いることもできる。
中間シート40は、トップシート30を透過した排泄液を吸収体70側へ速やかに移動させるため、及び逆戻りを防ぐために、トップシート30の裏面に接合されているものである。中間シート40及びトップシート30間の接合は、ホットメルト接着剤を用いる他、ヒートエンボスや超音波溶着を用いることもできる。
中間シート40としては、不織布を用いる他、多数の透過孔を有する樹脂フィルムを用いることもできる。不織布としては、トップシート30と同様の素材を用いることができるが、トップシート30より親水性が高いものや、繊維密度が高いものが、トップシート30から中間シート40への液の移動特性に優れるため好ましい。例えば、中間シート40としては、エアスルー不織布を好適に用いることができる。エアスルー不織布には芯鞘構造の複合繊維を用いるのが好ましく、この場合芯に用いる樹脂はポリプロピレン(PP)でも良いが剛性の高いポリエステル(PET)が好ましい。目付けは17~80g/m2が好ましく、25~60g/m2がより好ましい。不織布の原料繊維の太さは2.0~10dtexであるのが好ましい。不織布を嵩高にするために、原料繊維の全部又は一部の混合繊維として、芯が中央にない偏芯の繊維や中空の繊維、偏芯且つ中空の繊維を用いるのも好ましい。
図示例の中間シート40は、吸収体70の幅より短く中央に配置されているが、全幅にわたって設けてもよい。中間シート40の前後方向LDの寸法は、おむつの全長と同一でもよいし、吸収体70の寸法と同一でもよいし、液を受け入れる領域を中心にした短い長さ範囲内であってもよい。
(起き上がりギャザー)
トップシート30上における排泄物の横方向移動を阻止し、横漏れを防止するために、幅方向WDにおける製品の両側の内面から突出(起立)する起き上がりギャザー60を設けるのは好ましい。
トップシート30上における排泄物の横方向移動を阻止し、横漏れを防止するために、幅方向WDにおける製品の両側の内面から突出(起立)する起き上がりギャザー60を設けるのは好ましい。
この起き上がりギャザー60は、ギャザーシート62と、このギャザーシート62に前後方向LDに沿って伸長状態で固定された細長状のギャザー弾性部材63とにより構成されている。このギャザーシート62としては撥水性不織布を用いることができ、また弾性部材63としては糸ゴム等を用いることができる。弾性部材は、図1及び図3に示すように各側で複数本設ける他、各側に1本設けることができる。
ギャザーシート62の内面は、トップシート30の側部上に幅方向WDの固着始端を有し、この固着始端から幅方向WDの外側の部分は、液不透過性シート11の側部及び当該部分に位置する外装不織布12の側部にホットメルト接着剤などにより固着されている。
脚周りにおいては、起き上がりギャザー60の固着始端より幅方向WDの内側は、製品前後方向LDの両端部ではトップシート30上に固定されているものの、その間の部分は非固定の自由部分であり、この自由部分が弾性部材63の収縮力により起立するようになる。おむつの、装着時には、おむつが舟形に体に装着されるので、そして弾性部材63の収縮力が作用するので、弾性部材63の収縮力により起き上がりギャザー60が起立して脚周りに密着する。その結果、脚周りからのいわゆる横漏れが防止される。
図示例と異なり、ギャザーシート62の幅方向WDの内側の部分における前後方向LDの両端部を、幅方向WDの外側の部分から内側に延在する基端側部分と、この基端側部分の幅方向WDの中央側の端縁から身体側に折り返され、幅方向WDの外側に延在する先端側部分とを有する二つ折り状態で固定し、その間の部分を非固定の自由部分とすることもできる。
(平面ギャザー)
各サイドフラップSFには、図1~図3に示すように、ギャザーシート62の固着部分のうち固着始端近傍の幅方向WDの外側において、ギャザーシート62と液不透過性シート11との間に、糸ゴム等の細長状の弾性部材からなる脚周り弾性部材64が前後方向LDに沿って伸長された状態で固定されており、これにより各サイドフラップSFの脚周り部分が平面ギャザーとして構成されている。脚周り弾性部材64はサイドフラップSFにおける液不透過性シート11と外装不織布12との間に配置することもできる。脚周り弾性部材64は、図示例のように各側で複数本設ける他、各側に1本のみ設けることもできる。
各サイドフラップSFには、図1~図3に示すように、ギャザーシート62の固着部分のうち固着始端近傍の幅方向WDの外側において、ギャザーシート62と液不透過性シート11との間に、糸ゴム等の細長状の弾性部材からなる脚周り弾性部材64が前後方向LDに沿って伸長された状態で固定されており、これにより各サイドフラップSFの脚周り部分が平面ギャザーとして構成されている。脚周り弾性部材64はサイドフラップSFにおける液不透過性シート11と外装不織布12との間に配置することもできる。脚周り弾性部材64は、図示例のように各側で複数本設ける他、各側に1本のみ設けることもできる。
(ファスニングテープ)
図1、図2及び図6に示されるように、ファスニングテープ13は、おむつの側部に固定されたテープ取付部13C、及びこのテープ取付部13Cから突出するテープ本体部13Bをなすシート基材と、このシート基材におけるテープ本体部13Bの幅方向WDの中間部に設けられた、腹側に対する係止部13Aとを有し、この係止部13Aより先端側の部分が摘み部とされたものである。ファスニングテープ13のテープ取付部13Cは、サイドフラップSFにおける内側層をなすギャザーシート62及び外側層をなす外装不織布12間に挟まれ、かつホットメルト接着剤によりそれらのシートに接着されている。また、係止部13Aはシート基材に接着剤により固定されている。
図1、図2及び図6に示されるように、ファスニングテープ13は、おむつの側部に固定されたテープ取付部13C、及びこのテープ取付部13Cから突出するテープ本体部13Bをなすシート基材と、このシート基材におけるテープ本体部13Bの幅方向WDの中間部に設けられた、腹側に対する係止部13Aとを有し、この係止部13Aより先端側の部分が摘み部とされたものである。ファスニングテープ13のテープ取付部13Cは、サイドフラップSFにおける内側層をなすギャザーシート62及び外側層をなす外装不織布12間に挟まれ、かつホットメルト接着剤によりそれらのシートに接着されている。また、係止部13Aはシート基材に接着剤により固定されている。
係止部13Aとしては、メカニカルファスナー(面ファスナー)のフック材(雄材)が好適である。フック材は、その外面側に多数の係合突起を有する。係合突起の形状としては、レ字状、J字状、マッシュルーム状、T字状、ダブルJ字状(J字状のものを背合わせに結合した形状のもの)等が存在するが、いずれの形状であっても良い。もちろん、ファスニングテープ13の係止部として粘着材層を設けることもできる。
また、テープ取付部13Cからテープ本体部13Bまでを形成するシート基材としては、スパンボンド不織布、エアスルー不織布、スパンレース不織布等の各種不織布の他、プラスチックフィルム、ポリラミ不織布、紙やこれらの複合素材を用いることができる。
(ターゲットシート)
腹側部分Fにおけるファスニングテープ13の係止箇所には、係止を容易にするためのターゲット有するターゲットシート12Tを設けるのが好ましい。ターゲットシート12Tは、係止部13Aがフック材の場合、フック材の係合突起が絡まるようなループ糸がプラスチックフィルムや不織布からなるシート基材の表面に多数設けられたものを用いることができ、また係止部13Aが粘着材層の場合、ターゲットシート12Tは粘着性に富むような表面が平滑なプラスチックフィルムからなるシート基材の表面に剥離処理を施したものを用いることができる。また、腹側部分Fにおけるファスニングテープ13の係止箇所が不織布からなる場合、例えば図示例の外装不織布12が不織布からなる場合であって、ファスニングテープ13の係止部13Aがフック材の場合には、ターゲットシート12Tを省略し、フック材を外装不織布12の不織布に絡ませて係止することもできる。この場合、ターゲットシート12Tを外装不織布12と液不透過性シート11との間に設けてもよい。
腹側部分Fにおけるファスニングテープ13の係止箇所には、係止を容易にするためのターゲット有するターゲットシート12Tを設けるのが好ましい。ターゲットシート12Tは、係止部13Aがフック材の場合、フック材の係合突起が絡まるようなループ糸がプラスチックフィルムや不織布からなるシート基材の表面に多数設けられたものを用いることができ、また係止部13Aが粘着材層の場合、ターゲットシート12Tは粘着性に富むような表面が平滑なプラスチックフィルムからなるシート基材の表面に剥離処理を施したものを用いることができる。また、腹側部分Fにおけるファスニングテープ13の係止箇所が不織布からなる場合、例えば図示例の外装不織布12が不織布からなる場合であって、ファスニングテープ13の係止部13Aがフック材の場合には、ターゲットシート12Tを省略し、フック材を外装不織布12の不織布に絡ませて係止することもできる。この場合、ターゲットシート12Tを外装不織布12と液不透過性シート11との間に設けてもよい。
(吸収体)
吸収体70は、図1、図3、図5、図15及び図16に示すように、排泄物の液分を吸収保持する部分であり、主吸収層72と、この主吸収層72の裏側に隣接する下補助層73とを有している。また、図示例のように、主吸収層72上に、上補助層71を有していると好ましいが、上補助層71は省略することも可能である。図16は、図15の吸収体70の層構造を分離して分かりやすく示したものである。吸収体70は、その表裏少なくとも一方側の部材に対してホットメルト接着剤等の接着剤50hを介して接着することができる。
吸収体70は、図1、図3、図5、図15及び図16に示すように、排泄物の液分を吸収保持する部分であり、主吸収層72と、この主吸収層72の裏側に隣接する下補助層73とを有している。また、図示例のように、主吸収層72上に、上補助層71を有していると好ましいが、上補助層71は省略することも可能である。図16は、図15の吸収体70の層構造を分離して分かりやすく示したものである。吸収体70は、その表裏少なくとも一方側の部材に対してホットメルト接着剤等の接着剤50hを介して接着することができる。
(上補助層)
上補助層71は、表面が吸収体70の最上面に露出する、クレム吸水度が100mm以上の高吸水不織布42を有するものである。この高吸水不織布42は、粘性液であっても迅速に吸収及び拡散することができる。よって、吸収体70による粘性液の吸収性を顕著に向上させることができる。高吸水不織布42は、クレム吸水度が130mm以上であると、特に好ましい。また、高吸水不織布42のクレム吸水度の上限は特に限定されるものではないが、180mm程度が好ましく、160mmであると特に好ましい。
上補助層71は、表面が吸収体70の最上面に露出する、クレム吸水度が100mm以上の高吸水不織布42を有するものである。この高吸水不織布42は、粘性液であっても迅速に吸収及び拡散することができる。よって、吸収体70による粘性液の吸収性を顕著に向上させることができる。高吸水不織布42は、クレム吸水度が130mm以上であると、特に好ましい。また、高吸水不織布42のクレム吸水度の上限は特に限定されるものではないが、180mm程度が好ましく、160mmであると特に好ましい。
上補助層71の高吸水不織布42の荷重下保水量は0gより大きく0.15g以下であると好ましく、0gより大きく0.12g以下であると特に好ましい。上補助層71の高吸水不織布42の無荷重下保水量は0gより大きく0.7g以下であると好ましく、0gより大きく0.3g以下であると特に好ましい。
高吸水不織布42は、素材及び製法により限定されるものではないが、パルプ繊維又はレーヨン繊維を50%以上含む、目付け25~50g/m2の湿式不織布(湿式スパンレース不織布)であると好ましい。パルプ繊維又はレーヨン繊維以外の繊維は、ポリエチレン又はポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維(単成分繊維の他、芯鞘等の複合繊維も含む)を用いることができる。このような湿式不織布を用いると、微小な繊維間隙による毛細管現象により、粘性液を迅速に吸収・拡散することができるため好ましい。特に、このような湿式不織布はクレム吸水度が高いだけでなく、非常に薄く、柔軟であるため、吸収体70全体としての柔軟性の低下及び厚みの増加を抑えることができる。高吸水不織布42の厚みは限定されるものではないが、上記目付けの場合、0.13~0.48mm程度であることが好ましい。
また、上補助層71の高吸水不織布42としては、図18に示すように、合成樹脂の長繊維を含む支持層42bと、最も表側に位置し、パルプ繊維のみからなるパルプ層42aとを有する二層、又は三層以上の不織布が特に好適である。このような高吸水不織布42は、パルプ層42aによりクレム吸水度を高くしつつ、支持層42bの存在により強度を高くすることができるため、吸収体70の最上部に設けた場合に耐久性に優れるようになる。
上補助層71は、高吸水不織布42の裏面に隣接する第1高吸収性ポリマー粒子43を有すると、図17(a)に矢印で示すように、高吸水不織布42により吸収及び拡散した粘性液Nを、徐々に高吸水不織布42の裏側に隣接する高吸収性ポリマー粒子で吸収保持することができる。これにより、粘性液Nの吸収性を顕著に向上させることができる。特に、上補助層71の高吸水不織布42が前述の湿式不織布であると、裏面に隣接する第1高吸収性ポリマー粒子43への粘性液Nの受渡しが円滑となるため好ましい。
上補助層71の高吸水不織布42の寸法、配置は適宜定めることができる。例えば図示例のように、高吸水不織布42は主吸収層72の表面の全体を覆うように配置されていてもよいし、主吸収層72の表面の一部、例えば前端部、後端部、中央部又はこれらのうちの複数個所のみを覆うように配置されていてもよい。また、高吸水不織布42は、主吸収層72の周縁からはみ出す部分を有していてもよいし、高吸水不織布42の周縁の一部又は全部が主吸収層72の周縁よりも中央側に離間していてもよい。通常の場合、上補助層71の高吸水不織布42は、主吸収層72の面積の90%以上を覆っていると望ましい。
第1高吸収性ポリマー粒子43を有する領域の寸法、配置は適宜定めることができる。例えば図示例のように、第1高吸収性ポリマー粒子43は、高吸水不織布42と主吸収層72とが重なる領域の全体に配置されていてもよいし、高吸水不織布42と主吸収層72とが重なる領域の一部、例えば前端部、後端部、中央部又はこれらのうちの複数個所のみに配置されていてもよい。通常の場合、第1高吸収性ポリマー粒子43を有する領域は、主吸収層72の面積の83%以上を占めていると望ましい。
第1高吸収性ポリマー粒子43は、高吸水不織布42に固定されていなくてもよいが、固定されているとより好ましい。第1高吸収性ポリマー粒子43は、例えば高吸水不織布42の裏面に間欠パターンで塗布されたホットメルト接着剤等の接着剤42hにより高吸水不織布42に接着することができる。
第1高吸収性ポリマー粒子43は、主吸収層72の表面に接するだけで固定しなくてもよいが、固定してもよい。例えば、主吸収層72の表面にホットメルト接着剤等の接着剤43hを間欠パターンで塗布した後、その塗布部分の上に第1高吸収性ポリマー粒子43を散布し、さらにその上に接着剤42hを介して又は介さずに高吸水不織布42を配置することができる。
第1高吸収性ポリマー粒子43の目付けは適宜定めることができるが、泥状便や水様便、軟便における液分のように一度に必要とされる吸収量が少ない粘性液を想定すると、50~150g/m2であると好ましく、50~100g/m2であると特に好ましい。第1高吸収性ポリマー粒子43の目付けが50g/m2未満では、少量の粘性液であっても十分な吸収が困難となるおそれがある。また、第1高吸収性ポリマー粒子43の目付けが150g/m2を超えると、尿などの多量の非粘性液を吸収するとき、第1高吸収性ポリマー粒子43が十分に吸収し、膨張した後にゲルブロッキングが生じ、主吸収層72に対する非粘性液の供給が阻害されるおそれが高くなる。これに対して、上記範囲内であると、第1高吸収性ポリマー粒子43が十分に吸収し、膨張した後でも、ゲルブロッキングが生じない部分が残り、主吸収層72に対する非粘性液の供給が確保されるため好ましい。
主吸収層72に対する非粘性液Uの供給確保という観点からは、第1高吸収性ポリマー粒子43の量が、図15~図17に示すように、幅方向WD(幅方向WD、前後方向LD及び斜め方向の少なくとも一方であればよい)に増減を繰り返すように設けられていると好ましい。これにより、図17(a)に示すように上シート51の上面に固定された第1高吸収性ポリマー粒子43を粘性液Nの吸収に有効に利用できるものでありながら、図17(b)に示すように非粘性液Uの吸収に際して第1高吸収性ポリマー粒子43が十分に吸収膨張した後においても、第1高吸収性ポリマー粒子43の量が少ない部分(図示例のように無い部分を含む)で特にゲルブロッキングが生じにくくなり、主吸収層72に対する非粘性液Uの供給が特に阻害されにくくなる。
その一つの好ましい例は、主吸収層72の上シート51の上面に、第1高吸収性ポリマー粒子43の目付けが150g/m2未満(より好ましくは100g/m2未満)の第1部分P1と、第1高吸収性ポリマー粒子43の目付けが150g/m2超(より好ましくは100g/m2超)の第2部分P2とが、交互に繰り返すように設けられているものである。この場合における、第1高吸収性ポリマー粒子43の目付けが150g/m2未満(より好ましくは100g/m2未満)とは、ゼロ、すなわち第1高吸収性ポリマー粒子43が固定されていない場合を含む。また、第1部分P1及び第2部分P2の第1高吸収性ポリマー粒子43の各目付けは、第1部分P1及び第2部分P2の総目付けが50~150g/m2(より好ましくは50~100g/m2)の範囲内となるように決定されることはいうまでもない。この場合、図17(b)に矢印で示すように、非粘性液Uの吸収に際して第1高吸収性ポリマー粒子43が十分に吸収膨張した後においても、第1部分P1でゲルブロッキングが生じにくいため、主吸収層72に対する非粘性液Uの供給が特に阻害されにくくなる。しかも、第1高吸収性ポリマー粒子43の目付けが多い第2部分P2も有しているため、粘性液Nの吸収量を十分に確保することもできる。
第1部分P1及び第2部分P2の配置形状は適宜定めることができるが、図19に各種の配置例を示すように、第1部分P1及び第2部分P2のいずれか一方が、縦縞状、横縞状、格子状に設けられていると好ましい。特に、製造容易性等の観点から、第1部分P1には第1高吸収性ポリマー粒子43を設けないことが好ましい。この場合、第2部分P2を縦縞状にしたり、第2部分P2を前後方向LD及び幅方向WDにそれぞれ間隔を空けて行列状に配列したりするのは、製造容易性の観点から好ましい。
第1部分P1及び第2部分P2の寸法は適宜定めることができるが、例えば図19(a)(c)(d)に示す例のように、第1部分P1及び第2部分P2が幅方向WDに交互に繰り返す配置の場合、第1部分P1の幅方向WDの寸法W1は5~10mmであり、第2部分P2の幅方向WDの寸法W2は5~10mmであると好ましい。
第1高吸収性ポリマー粒子43の付着量(目付け)は、第1部分P1及び第2部分P2のそれぞれにおいて一定であってもよいし、変化していてもよい。例えば、第1部分P1内で第2部分P2に向かうにつれて、第1高吸収性ポリマー粒子43の付着量が連続的(または段階的でもよい)に増加していてもよい。また、第2部分P2内で第1部分P1に向かうにつれて、第1高吸収性ポリマー粒子43の付着量が連続的(または段階的でもよい)に減少していてもよい。第1部分P1の少なくとも一部に第1高吸収性ポリマー粒子43を有しない部分が存在すると好ましいが、第1部分P1の全体にわたり第1高吸収性ポリマー粒子43が存在していてもよい。
(主吸収層)
主吸収層72としては、図示例のように、液透過性を有する上シート51及び下シート52の接合部54により周りを囲まれ、かつ上シート51及び下シート52が接合されていない部分である多数のセル55(小室)と、このセル55内に含まれた第2高吸収性ポリマー粒子53を含む粉粒体とを有するセル吸収シート50を用いることができる。セル吸収シート50の吸収性能は、第2高吸収性ポリマー粒子53に依存するものであるため、必然的に吸収速度が遅く、粘性液Nの吸収性が低いものとなる。よって、前述の上補助層71は、このようなセル吸収シート50を主吸収層72とする場合に特に意義を有するものである。
主吸収層72としては、図示例のように、液透過性を有する上シート51及び下シート52の接合部54により周りを囲まれ、かつ上シート51及び下シート52が接合されていない部分である多数のセル55(小室)と、このセル55内に含まれた第2高吸収性ポリマー粒子53を含む粉粒体とを有するセル吸収シート50を用いることができる。セル吸収シート50の吸収性能は、第2高吸収性ポリマー粒子53に依存するものであるため、必然的に吸収速度が遅く、粘性液Nの吸収性が低いものとなる。よって、前述の上補助層71は、このようなセル吸収シート50を主吸収層72とする場合に特に意義を有するものである。
セル吸収シート50についてさらに詳しく説明する。図7及び図15に拡大して示すように、このセル吸収シート50は、上シート51と、その裏側に配された下シート52と、上シート51及び下シート52の接合部54により周りを囲まれ、かつ上シート51及び下シート52が非接合の部分であるセル(小室)55と、このセル55内に含まれた、第2高吸収性ポリマー粒子53とを有する。セル55は接合部54の分の間隔を空けて多数配列される。このように、接合部54により周囲全体を囲まれた多数のセル55に第2高吸収性ポリマー粒子53を分配保持させることにより、セル吸収シート50における第2高吸収性ポリマー粒子53の偏在を防止できる。
製造時の第2高吸収性ポリマー粒子53の配置を容易にするため、及び吸収膨張後の容積確保のために、セル55における上シート51及び下シート52の少なくとも一方が、展開状態でセル55の外側に窪む凹部50cとなっていると好ましいが、凹部50cを有せず、単に上シート51及び下シート52の間に第2高吸収性ポリマー粒子53が挟まっているだけでもよい。
凹部50cは、対象シートにエンボス加工を施すことにより形成できるものである。また、このエンボス加工により、対象シートにおける各セル55に位置する部分には、外側に膨らむ凸部50pが形成されることとなる。つまり、エンボス加工により上シート51に凹部50cを形成すると、上シート51における各セル55に位置する部分には、上側に膨らむ凸部50pが形成される。凹部50cの深さ50dは特に限定されないが、1.0~7.0mm、特に1.0~5.0mm程度とすることが好ましい。
凸部50pの寸法は適宜定めることができるが、このような観点から、上シート51の凸部50pの前後方向LDの寸法55Lは6~30mmであり、上シート51の凸部50pの幅方向WDの寸法55Wは7~50mmであり、接合部54の幅54Wは1.0~1.8mmであり、上シート51の谷部の深さ50d(凸部50pの高さ)は1.0~7.0mmであると好ましい。
凹部50cは、図13(c)及び図14(c)に示すように、上シート51における各セル55を構成する部分に形成されていてもよいが、上シート51にこのような凹部50cを設けると、上シート51の上面に凸部50pが形成され、上補助層71の高吸水不織布42と密着しにくくなり(隙間が生じやすくなり)、高吸水不織布42から第1高吸収性ポリマー粒子43への粘性液Nの受渡しが阻害されるおそれがある。したがって、図13(a)(b)及び図14(a)(b)に示すように、上シート51には凹部50cを形成せずに(つまり賦形加工が施されていない平坦な上面を有し)、下シート52における各セル55を構成する部分に凹部50cを形成すると、下シート52の凹部50cにより第2高吸収性ポリマー粒子53の膨張容積を確保しつつ、上シート51の上面及びそこに配置された第1高吸収性ポリマー粒子43が上補助層71の高吸水不織布42と密着しやすくなり、高吸水不織布42から第1高吸収性ポリマー粒子43への粘性液Nの受渡しが阻害されにくいものとなる。
他方、図7(b)及び図13(a)等に示すように、上シート51及び下シート52の間には、不織布からなる中シート80が介在されていると好ましいが、図14(b)に示すように中シート80を設けなくてもよい。中シート80を設ける場合、接合部54では上シート51、中シート80及び下シート52の三層が接合される。また、中シート80は、接合部54に位置する部分では厚み方向に圧縮されるとともに、セル55内に位置する部分では凹部50c内まで膨らんでいる(換言すると繊維密度が接合部54から遠ざかるほど低下する)と好ましい。これにより、製品の包装状態で加わる圧力や装着時に加わる圧力により凹部50cが(したがって凸部も)潰れにくく、また潰れたとしても、中シート80の弾力性により少なくとも中シート80が入り込んでいた部分又はそれに近い容積まで形状復元が促進される。そして、排泄液の吸収時には、高吸収性ポリマーが中シート80の繊維間隙を拡大し、その間に入り込みながら、あるいは中シート80を容易に圧縮しながら、あるいはその両方により膨張することができるため、中シート80の存在は第2高吸収性ポリマー粒子53の膨張を阻害しにくい。さらに、凹部50c内に広がる中シート80の繊維が個々の第2高吸収性ポリマー粒子53への通液路を確保するため、第2高吸収性ポリマー粒子53が膨張を開始した後も拡散性の低下が抑制され、ゲルブロッキングが生じにくい。したがって、これらの相乗作用により、本セル吸収シート50を備えた使い捨ておむつの吸収速度(特に吸収初期)が改善される。
上シート51は、トップシート30と同様に液透過性素材であれば特に限定されるものではない。上シート51は吸収速度に対して影響するものであるため、親水性繊維、特に綿・パルプ等の天然繊維を原料とする乾式不織布、中でもパルプ70重量%以上(100重量%未満の場合における残量は適宜の合成繊維とすることができる)のエアレイドパルプ不織布は上シート51に特に好適なものの一つである。不織布の繊維結合法は特に限定されないが、第2高吸収性ポリマー粒子53の離脱を防止するため、スパンボンド法、メルトブローン法、ニ一ドルパンチ法のように繊維密度が高くなる結合法が好ましい。また、不織布の繊度、目付け及び厚みはそれぞれ2.0~7.0dtex程度、18~50g/m2程度、0.10~0.60mm程度であると好ましい。多孔性プラスチックシートを用いる場合、その開孔径は、第2高吸収性ポリマー粒子53の脱落を防止するため、第2高吸収性ポリマー粒子53の外形より小さくするのが好ましい。また、上シート51の素材が疎水性の場合には、親水剤を含有させることもできる。
下シート52としては、上シート51と同様の素材とすることもできるが、液不透過性素材を採用することもできる。下シート52に用いうる液不透過性素材としては、液不透過性シート11の項で述べた素材の中から適宜選択して用いることができる。図示しないが、上シート51及び下シート52は、一枚の素材が二つに折り重ねられた一方の層及び他方の層とすることもできる。
下シート52は、繊度1.5~6.0dtex、目付け25~50g/m2、厚み0.1~1.0mmの比較的に疎らな不織布であると、セル55内の第2高吸収性ポリマー粒子53が下シート52上にあるとき、又は下シート52上に到達したとき、下シート52の繊維間に保持されやすくなり、セル55内を移動しにくくなるため好ましい。
中シート80としては不織布であれば特に限定されないが、不織布の構成繊維の繊度は1.6~7.0dtex程度が好ましく、5.6~6.6dtexであるとより好ましい。また、中シート80の不織布の空隙率は80~98%であると好ましく、90~95%であるとより好ましい。中シート80の繊度及び空隙率がこの範囲であると、中シート80の弾力性を可能な限り確保しつつ、第2高吸収性ポリマー粒子53が排泄液の吸収前及び排泄液の吸収時に中シート80の繊維間隙に容易に入り込むことが可能なものとなる。よって、吸収時には凹部50c内に広がる中シート80の繊維が個々の第2高吸収性ポリマー粒子53への通液路を確保するため、第2高吸収性ポリマー粒子53が膨張を開始した後も拡散性の低下が抑制され、ゲルブロッキングが生じにくいものとなる。中シート80の厚みは、凹部50cの深さ50dや凹部50c内への入り込みの程度等を考慮して適宜定めればよいが、厚みが凹部50cの深さ50dの10%~90%であると好ましく、70%~90%であるとより好ましい。中シート80の目付けも同様の理由で適宜定めればよいが、上記厚み範囲では25~40g/m2程度とすることが好ましい。中シート80の不織布の空隙率を高く(繊維間隙を広く)するためには、構成繊維を捲縮繊維とすることが好ましい。また、中シート80の不織布の構成繊維が親水性繊維(親水化剤により親水性となった繊維を含む)であると保水性が高くなり、疎水性繊維であると拡散性が向上する。不織布の繊維結合法は特に限定されないが、空隙率を高く(繊維間隙を広く)しつつ、十分に繊維を結合して弾力性を確保するため、熱風加熱により繊維を結合したエアスルー不織布が中シート80には好ましい。
中シート80における凹部50cと対向する面は凹部50c内に入り込んでいる限り、図13(a)(c)及び図14(a)(c)にそれぞれ示すように、凹部50cの内面に接していると好ましいが、図13(b)に示すように離間していてもよい。中シート80における凹部50cと対向する面と凹部50cの内面とを離間させる場合、その離間距離80sは適宜定めることができるが凹部50cの深さ50dの30%以下とすることが好ましい。このように、セル55内に隙間が生じる場合、製品状態で凸部50p(凹部50c)はその隙間に応じて潰れていてもよい。
中シート80は、図13(a)~(c)及び図14(a)にそれぞれ示すように、セル55内及び接合部54の両方において、上シート51及び下シート52の少なくとも一方に対してホットメルト接着剤80hにより接着されていてもよいし、図14(c)に示すように、上シート51及び下シート52の両方に接着されていなくてもよい。
第2高吸収性ポリマー粒子53はそのほぼ全部(例えば95%以上)を上シート51、下シート52及び中シート80に対して非固定とし、自由に移動可能とすることが好ましい。しかし、第2高吸収性ポリマー粒子53の一部又はほぼ全部(例えば95%以上)を、上シート51、下シート52及び中シート80の少なくとも一つに接着又は粘着させることもできる。図14(b)は第2高吸収性ポリマー粒子53の一部をホットメルト接着剤等の接着剤53hにより上シート51に接着した例を示している。また、第2高吸収性ポリマー粒子53はある程度塊状化していても良い。特に、セル55内で第2高吸収性ポリマー粒子53が自由に移動可能である場合、セル55内に中空部分を有すると、使用時に第2高吸収性ポリマー粒子53がセル55内で移動することにより、音がしたり、第2高吸収性ポリマー粒子53がセル55内で偏在することによる吸収阻害が発生するおそれがある。よって、これを解決するために、前述のように中シート80における凹部50cと対向する面を凹部50cの内面に接触させる、つまり換言すると凹部50cを含むセル55内のほぼ全体にわたり高空隙率の中シート80の繊維を充満させるのは一つの好ましい形態である。これにより、第2高吸収性ポリマー粒子53は中シート80の繊維により捕捉されるか、又は上シート51若しくは下シート52に押し付けられるか、又はその両方となるため、自由な移動が起こりにくくなる。よって、第2高吸収性ポリマー粒子53の膨張阻害を防止しつつも、第2高吸収性ポリマー粒子53の移動による音の発生や、第2高吸収性ポリマー粒子53がセル55内で偏在することによる吸収阻害を防止することができる。
図13(a)(c)、図14(c)にそれぞれ示す例のように、第2高吸収性ポリマー粒子53が中シート80の上面上に最も多く存在しており、そこから下側に向かって減少していると、使用者がおむつの外面を手で触ったときに中シート80の介在により第2高吸収性ポリマー粒子53のじゃりじゃりとした触感(違和感)が手に伝わりにくくなるため好ましい。特に、中シート80が空隙率の高いかさ高な不織布の場合、第2高吸収性ポリマー粒子53は排泄液の吸収前及び排泄液の吸収時に中シート80の繊維間隙に入り込むことが可能であるため、吸収速度がより一層向上する。すなわち、吸収初期においては、第2高吸収性ポリマー粒子53が多く分布する中シート80上面での吸収が進行するが、その速度には限りがある。よって、この吸収初期には、排泄液は、第2高吸収性ポリマー粒子53が少ない中シート80内にも多く入り込み、中シート80内の第2高吸収性ポリマー粒子53により吸収されるか、第2高吸収性ポリマー粒子53により吸収されるまで一時的に貯留されるか、又は周囲のセル55に拡散する。周囲に拡散した排泄液は、そこに存在する中シート80内の第2高吸収性ポリマー粒子53により吸収されるか、その上方に多く存在する第2高吸収性ポリマー粒子53によって吸い上げられることとなる。そして、各第2高吸収性ポリマー粒子53が排泄液を吸収していく過程で、高吸収性ポリマーが繊維間隙を拡大し、その間に入り込みながら、あるいは中シート80を圧縮しながら膨張することとなる。このような吸収メカニズムにより、排泄液は速やかにセル吸収シート50の広範囲に拡散し、かつセル吸収シート50の内部に受け入れられた状態となるため、吸収速度の向上はもちろん、逆戻り防止性にも優れたものとなる。また、このような吸収メカニズムを良好に発揮させるためには、凹部50cは、少なくとも上シート51における各セル55を構成する部分に形成されていると好ましい。
セル55内における第2高吸収性ポリマー粒子53の分布の程度は適宜定めることができるが、通常の場合、中シート80の上面上に存在する第2高吸収性ポリマー粒子53の重量割合は全量の50%以上であると好ましく、中シート80内に保持された(つまり下シート52上でない)高吸収性ポリマーの重量割合は全量の45%以上であると好ましい。
もちろん、セル55内における第2高吸収性ポリマー粒子53の分布はこれに限定されるものではない。したがって、図13(b)に示すように第2高吸収性ポリマー粒子53が下シート52の上面上に最も多く存在しており、そこから上側に向かって減少している分布とすることもできる。また、図14(a)に示すように、中シート80の上面上及び下シート52の上面上に存在する第2高吸収性ポリマー粒子53の量が、それらの間の部分よりも多い分布となっていてもよい。さらに、図示しないが、第2高吸収性ポリマー粒子53が中シート80の厚み方向中間に最も多く存在しており、そこから上側及び下側に向かって減少している分布とすることもできる。この形態は、中シート80を二層の不織布とし、層間に第2高吸収性ポリマー粒子53を挟むことにより形成することができる。
第2高吸収性ポリマー粒子53の目付けは適宜定めることができる。本例の吸収体70では、上補助層71に第1高吸収性ポリマー粒子43を含有するため、主吸収層72における第2高吸収性ポリマー粒子53の目付けを少なく抑えることができるものの、上補助層71だけで尿のような比較的に多量の排泄液の吸収を賄うことは適切ではない。したがって一概には言えないが、第2高吸収性ポリマー粒子53の目付けは、第1高吸収性ポリマー粒子43の目付けよりも多くすることが好ましく、例えば150~250g/m2とすることができる。一般に、第2高吸収性ポリマー粒子53の目付けが150g/m2未満では吸収量を確保し難く、250g/m2を超えると使用者が製品の外面を手で触ったときに第2高吸収性ポリマー粒子53のじゃりじゃりとした触感(違和感)が手に伝わりやすくなる。
セル55の平面形状は適宜定めることができ、図8等に示すように、六角形、菱形、正方形、長方形、円形、楕円形等とすることができるが、より密な配置とするために多角形とすることが望ましく、図示例のように隙間なく配列することが望ましい。セル55は、同一形状及び同一寸法の物を配列する他、図示しないが形状及び寸法の少なくとも一方が異なる複数種のセル55を組み合わせて配列することもできる。
セル55(つまり第2高吸収性ポリマー粒子53の集合部も同様)の平面配列は適宜定めることができるが、規則的に繰り返される平面配列が好ましく、図12(a)に示すような斜方格子状や、図12(b)に示すような六角格子状(これらは千鳥状ともいわれる)、図12(c)に示すような正方格子状、図12(d)に示すような矩形格子状、図12(e)に示すような平行体格子(図示のように、多数の平行な斜め方向の列の群が互いに交差するように2群設けられる形態)状等(これらが伸縮方向に対して90度未満の角度で傾斜したものを含む)のように規則的に繰り返されるものの他、セル55の群(群単位の配列は規則的でも不規則でも良く、模様や文字状等でも良い)が規則的に繰り返されるものとすることもできる。
各セル55の寸法は適宜定めることができ、例えば前後方向LDの寸法55L(凸部50pの前後方向の寸法に等しい)は6~30mm程度とすることができ、また幅方向WDの寸法55W(凸部50pの幅方向の寸法に等しい)は7~50mm程度とすることができる。各セル55の面積は31~1650mm2程度とすることができる。
上シート51及び下シート52を接合する接合部54は、超音波溶着やヒートシールのように上シート51及び下シート52の溶着により接合されていることが望ましいが、ホットメルト接着剤を介して接合されていても良い。
上シート51及び下シート52の接合部54は、各セル55を取り囲むように配置され、隣接するセル間の境界となる限り、図示例のように点線状(各セル55を取り囲む方向に断続的)に形成する他、連続線状に形成することもできる。接合部54を断続的に形成する場合、セル55を取り囲む方向における接合部54の間には、第2高吸収性ポリマー粒子53が存在しないか又は存在するとしてもセル55内よりも少ないことが好ましい。特に、接合部が点線状(断続的)に設けられていると、中シートの繊維群が隣り合う接合部の間を通り多数のセル間にわたり延びることとなる。よって、隣り合う接合部の間には液拡散通路が形成されるため、セル間にわたる液拡散性の向上により、吸収速度の向上が図られる。
図10にも示すように、接合部54は、隣接するセル55内の第2高吸収性ポリマー粒子53の膨張力により剥離可能な弱接合部54bであっても、また、隣接するセル55内の第2高吸収性ポリマー粒子53の膨張力により基本的に剥離しない強接合部54aであってもよい。個々のセル55容積以上の第2高吸収性ポリマー粒子53の膨張にも対応するためには、接合部54の一部又は全部は弱接合部54bであることが好ましい。弱接合部54bを有することにより、弱接合部54bを挟んで隣接するセル55同士は、当該セル55内の第2高吸収性ポリマー粒子53の吸収膨張圧により剥離して合体して一つの大きなセル55となることが可能となる。
一方、強接合部54aはその両側のセル55が吸収膨張しても基本的に剥離しない部分であるため、それが特定の方向に続くことにより拡散性を向上させたり、第2高吸収性ポリマー粒子53のゲル化物の流動を防止したり、表面側の接触面積を低減したりする等の効果を有する。よって、これを弱接合部と組み合わせることにより、後述するように様々な特徴を有するセル吸収シート50を構築することができる。なお、幅方向WDの最も外側に位置する接合部54は、これが剥離するとセル吸収シート50の側方に第2高吸収性ポリマー粒子53又はそのゲル化物が漏れ出るおそれがあるため強接合部54aとすることが望ましい。同様の観点から、上シート51及び下シート52はセル55形成領域よりも幅方向WDの外側にある程度延在させ、この延在部分に補強のために縁部接合部54cを施しておくのが好ましい。
接合強度の差異は、接合部54の面積を変化させることにより形成するのが簡単でよいが、これに限定されず、例えば接合部54をホットメルト接着剤により形成する場合にはホットメルト接着剤の種類を部位により異ならしめるといった手法を採用することもできる。特に、上シート51及び下シート52を溶着することにより接合部54を形成する場合、弱接合部54bは、接合部54を点線状にして点間隔54Dを広くすることのみでも形成できるが、接合部54は隣接するセル55同士の境界となる部分であるため、点間隔54Dが広くなりすぎると隣接するセル55同士の境界に隙間が多くなり、第2高吸収性ポリマー粒子53が移動しやすくなる。よって、接合部54の幅54Wの広狭と、点間隔54Dの広狭とを組み合わせて点線状の弱接合部54bを形成すると、その弱接合部54b部分は隙間が少ない割には剥離しやすいものとなる。
上シート51及び下シート52を接合する接合部54の寸法は適宜定めることができ、例えば幅(セル55を取り囲む方向と直交する方向の寸法であり、セル55の間隔に等しい)54Wは1.0~1.8mm程度とすることができる。また、点線状(セル55を取り囲む方向に断続的)に接合部54を形成する場合、セル55を取り囲む方向における接合部54の寸法54Lは0.6~1.5mm程度、点間隔54Dは0.8~3.0mm程度とすることが好ましい。特に、強接合部54aの場合には、幅54Wは1.3~1.8mm程度、接合部54の寸法54Lは1.0~1.5mm程度、点間隔54Dは0.8~2.0mm程度とすることが好ましい。また、弱接合部54bの場合には、幅54Wは1.0~1.3mm程度、接合部54の寸法54Lは0.6~1.0mm程度、点間隔54Dは1.5~3.0mm程度とすることが好ましい。
弱接合部54bを剥離可能とするために、弱接合部54bに隣接するセル55の容積よりも当該セル55内の第2高吸収性ポリマー粒子53の飽和吸収時の体積が十分に大きくなるように、各セル55内に配置される第2高吸収性ポリマー粒子53の種類及び量を定めることができる。また、強接合部54aを基本的に剥離しないものとするために、弱接合部54bの剥離により合体可能なセル55の合体後の容積よりも、当該合体可能なセル55に含まれる第2高吸収性ポリマー粒子53の飽和吸収時の体積が小さくなるように、各セル55内に配置される第2高吸収性ポリマー粒子53の種類及び量を定めることができる。
接合部54を連続線状に形成する場合における接合部54の幅、並びに接合部54を点線状に形成する場合における幅54Wは、セル55を取り囲む方向に一定とする他、変化させることもできる。また、接合部54を点線状に形成する場合における各接合部54の形状は適宜定めることができ、すべて同一とする他、部位に応じて異なる形状とすることもできる。特に各セル55の形状を多角形とする場合には、各辺の中間位置及び各頂点位置の少なくとも一方には接合部54を設けるのが好ましい。また、強接合部54aの場合は各頂点位置にも設けることが好ましいが、弱接合部54bの場合は各頂点位置には設けない方が弱接合部54bが剥離しやすくなり、セル55の合体が円滑に進行するため好ましい。
図8及び図11に示すように、セル吸収シート50の幅方向WDの中間の領域に、強接合部54aが前後方向LDに続く縦強接合線58、及びその両脇に隣接する低膨張セル55sからなる拡散性向上部57が設けられていると好ましい。この拡散性向上部57の低膨張セル55sは、拡散性向上部57の両脇に隣接するセル55よりも第2高吸収性ポリマー粒子53の単位面積当たりの内包量が少なく、かつ当該拡散性向上部57の両脇に隣接するセル55との間の接合部54が弱接合部54bとなっているものである。この場合、図10に示すように、排泄液の吸収当初、拡散性向上部57とその周囲部分との膨張量の差により、拡散性向上部57を底部とする幅の広い溝が形成され、その溝により液拡散が促進される。この状態は、拡散性向上部57の周囲のセル55における第2高吸収性ポリマー粒子53の膨張力により、拡散性向上部57の低膨張セル55sとその両脇のセル55との間の弱接合部54bが外れるまで続き、当該弱接合部54bが外れた後も強接合部54aは外れないため、溝の幅は狭くなるものの強接合部54aを底部とする溝が残り拡散性は維持される。つまり、多量の排泄液の拡散が重要となる吸収初期には溝の幅が広く、その後は、ゲルブロッキング等の問題が生じないように拡散性向上部57の低膨張セル55sも周囲のセル55と合体するものの、強接合部54aにより溝が残り、拡散性向上作用が維持される。
低膨張セル55sにおける第2高吸収性ポリマー粒子53の内包量は、重量比で隣接するセル55の1/3以下であることが好ましく、全く内包しないと特に好ましい。
なお、図11では、強接合部54aが太い点線で表現され、他の弱接合部54bは細い点線で表現されており、第2高吸収性ポリマー粒子53を含有するセル55(つまり低膨張セル55s及び後述の空セル56を除くセル55)には図11では斜線模様が付されている。
拡散性向上部57は、図8に示すように、セル吸収シート50の全長にわたり設けられていてもよく、図11に示すように、前後方向LDの中間部分(特に股間部を含み、その前後両側にわたる範囲)にのみ設けられていてもよい。また、拡散性向上部57は、図8及び図11に示すように、幅方向WD中央の一か所に設ける他、図示しないが、幅方向WDに間隔を空けて複数か所に設けることもできる。
セル吸収シート50の前後方向LD全体にわたりセル55同士が合体可能であると、吸収時に膨張した第2高吸収性ポリマー粒子53のゲル化物が、合体したセル55内を前後方向LDに大きく移動可能となり、当該ゲル化物が股間部等の低所に集合して装着感を悪化させるおそれがある。よって、図8に示すように、強接合部54aが幅方向WD又は斜め方向に連続的又は断続的(連続線状又は点線状)に続く部分である横強接合線59(図7参照)が、前後方向LDに間隔を空けて複数設けられているのは好ましい形態である。これにより、吸収時に基本的に剥離しない強接合部54aによって第2高吸収性ポリマー粒子53のゲル化物の前後方向LD移動を阻止することができ、セル吸収シート50の形状の崩れを防止することができる。もちろん、図11に示すように、このような横強接合線59を有しない形態とすることもできる。
特に、図8に示す形態のように、強接合部54aがセル吸収シート50全長にわたって前後方向LDに続く部分である縦強接合線58が、幅方向WDの最も外側に位置するセル55の側縁に沿って幅方向WDの両側にそれぞれ設けられるとともに、これらの幅方向WDの中間にも設けられており、かつ横強接合線59が、幅方向WDに隣り合う縦強接合線58間にわたるように幅方向WD又は斜め方向に続く部分であると、強接合部54aにより囲まれる最拡大区画55G以上にはセル55が合体しないため、吸収時に膨張した第2高吸収性ポリマー粒子53のゲル化物は最拡大区画55G外には移動せず、吸収時におけるセル吸収シート50の形状崩れを効果的に防止できる。また、強接合部54aが前後方向LDに続く部分である縦強接合線58により縦方向の液拡散性が向上し、強接合部54aが幅方向WD又は斜め方向に続く部分である横強接合線59により横方向の液拡散性が向上する。例えば図8に示す形態において、符号Zの位置に尿が排泄されたと仮定すると、そこを中心に図9に示すように尿が周囲に拡散しつつ、その尿を各位置の第2高吸収性ポリマー粒子53が吸収していく。このとき、図9及び図10に示すように、内部の第2高吸収性ポリマー粒子53の膨張圧が高まったセル55については、その周囲の弱接合部54bが膨張圧に抗しきれずに剥離し、隣接するセル55と合体する。この合体は、第2高吸収性ポリマー粒子53の吸収膨張が弱接合部54bを剥離しうる限り続き、周囲に強接合部54aを有するセル55まで進行可能となる。
最拡大区画55Gの大きさや形状、配置(つまり強接合部54aの配置)は適宜定めることができるが、最拡大区画55Gを小さくし過ぎると強接合部54aを設ける意義がなくなり、またセル55数が多くても細長く形成したときにはセル55の合体後の形状が膨らみにくい形状となる。
図8~図10に示す形態では、縦強接合線58が、セル吸収シート50の幅方向WD中央部及び両側部にそれぞれ設けられており、横強接合線59は、前記中央の縦強接合線58及び両側部の縦強接合線58の間のそれぞれで、左右に繰り返し折れ曲がりつつ前後方向に延びるジグザグ状をなしている。この結果、中央の縦強接合線58の位置に頂点を有するほぼ三角形状の最拡大区画55Gと、両側部の縦強接合線58の位置に頂点を有するほぼ三角形状の最拡大区画55Gとが、前後方向に交互に繰り返し形成されている。横強接合線59がこのようにジグザグ状に形成されていると、少ない横強接合線59の本数で効率的に横方向の液拡散を促進でき、かつ最拡大区画55Gは膨らみやすいほぼ三角形となり、セル55合体数に対するセル容積増加量にも優れるため好ましい。
低膨張セル55sを設けずに縦強接合線58のみとすることもできる。この場合、排泄液の吸収時に強接合部54aは外れないため、強接合部54aを底部とする溝が残ることによる拡散性の向上は図られる。
他方、図8等に示すように、第2高吸収性ポリマー粒子53の単位面積当たりの内包量が他のセルよりも少ない空セル56を設けることもできる。図11では、第2高吸収性ポリマー粒子53を含有するセル55(つまり低膨張セル55s及び後述の空セル56を除くセル55)には斜線模様が付されている。このうち、図8における斜線模様を付した領域は、製造時の第2高吸収性ポリマー粒子53の散布領域53Aを想定しているため、周縁のセル55には斜線模様のない部分があるが、セル55内で第2高吸収性ポリマー粒子53が移動可能である場合には製品ではセル55内における第2高吸収性ポリマー粒子53の存在位置が固定されるものではなく、他の図のものと同様にセル55内の全体に第2高吸収性ポリマー粒子53が分布しうるものである。空セル56における第2高吸収性ポリマー粒子53の内包量は、重量比で他のセルの1/2以下であることが好ましく、全く内包しないと特に好ましい。例えば、セル吸収シート50の前端及び後端は、製造の際に個々のセル吸収シート50へ切断することにより形成されるため、この位置に第2高吸収性ポリマー粒子53を含有すると切断装置の刃の寿命が短くなるおそれがある。よって、少なくともセル吸収シート50の前後端が通過する位置のセル55は空セル56であることが望ましい。また、セル吸収シート50の前後方向LDの中間における両側部のセル55を空セル56とすることにより、当該部分は吸収後も膨張が少ないものとなり、したがって吸収後においてもセル吸収シート50が脚周りにフィットする形状となる。
上記例は、セル55内に第2高吸収性ポリマー粒子53のみ内包させているが、第2高吸収性ポリマー粒子53とともに消臭剤粒子等、高吸収性ポリマー粒子以外の粉粒体を内包させることもできる。
(高吸収性ポリマー粒子)
第1高吸収性ポリマー粒子43及び第2高吸収性ポリマー粒子53としては、この種の吸収性物品に使用されるものをそのまま使用できる。第1高吸収性ポリマー粒子43及び第2高吸収性ポリマー粒子53の粒径は特に限定されないが、例えば、500μm超の粒子の割合が30重量%以下で、500μm以下かつ180μm超の粒子の割合が60重量%以上で、106μm超かつ180μm以下の粒子の割合が10重量%以下で、かつ106μm以下の粒子の割合が10重量%以下であると好ましい。なお、これらの粒径の測定は、以下のように行う。すなわち、500μm、180μm、106μmの標準ふるい(JIS Z8801-1:2006)、及び受皿を上からこの順に並べて配置し、最上段の500μmのふるいに、高吸収性ポリマー粒子の試料を10g投入し、ふるい分け(5分間の振とう)を行った後、各ふるい上に残る粒子の重量を計測する。このふるい分けの結果、500μm、180μm、106μmの各ふるい上に残った試料、及び受皿上に残った試料の投入量に対する重量割合を、それぞれ500μm超の粒子の割合、500μm以下かつ180μm超の粒子の割合、106μm超かつ180μm以下の粒子の割合、106μm以下の粒子の割合とする。
第1高吸収性ポリマー粒子43及び第2高吸収性ポリマー粒子53としては、この種の吸収性物品に使用されるものをそのまま使用できる。第1高吸収性ポリマー粒子43及び第2高吸収性ポリマー粒子53の粒径は特に限定されないが、例えば、500μm超の粒子の割合が30重量%以下で、500μm以下かつ180μm超の粒子の割合が60重量%以上で、106μm超かつ180μm以下の粒子の割合が10重量%以下で、かつ106μm以下の粒子の割合が10重量%以下であると好ましい。なお、これらの粒径の測定は、以下のように行う。すなわち、500μm、180μm、106μmの標準ふるい(JIS Z8801-1:2006)、及び受皿を上からこの順に並べて配置し、最上段の500μmのふるいに、高吸収性ポリマー粒子の試料を10g投入し、ふるい分け(5分間の振とう)を行った後、各ふるい上に残る粒子の重量を計測する。このふるい分けの結果、500μm、180μm、106μmの各ふるい上に残った試料、及び受皿上に残った試料の投入量に対する重量割合を、それぞれ500μm超の粒子の割合、500μm以下かつ180μm超の粒子の割合、106μm超かつ180μm以下の粒子の割合、106μm以下の粒子の割合とする。
第1高吸収性ポリマー粒子43及び第2高吸収性ポリマー粒子53としては、特に限定無く用いることができるが、吸水量が40g/g以上のものが好適である。また、第1高吸収性ポリマー粒子43及び第2高吸収性ポリマー粒子53は破砕法により製造されたものであると、ゲルブロッキングが生じにくいため好ましい。第1高吸収性ポリマー粒子43及び第2高吸収性ポリマー粒子53としては、でんぷん系、セルロース系や合成ポリマー系などのものがあり、でんぷん-アクリル酸(塩)グラフト共重合体、でんぷん-アクリロニトリル共重合体のケン化物、ナトリウムカルボキシメチルセルロースの架橋物やアクリル酸(塩)重合体などのものを用いることができる。第1高吸収性ポリマー粒子43及び第2高吸収性ポリマー粒子53の形状としては、通常用いられる粉粒体状のものが好適であるが、他の形状のものも用いることができる。
第1高吸収性ポリマー粒子43及び第2高吸収性ポリマー粒子53としては、吸水速度が70秒以下、特に40秒以下のものが好適に用いられる。吸水速度が遅すぎると、吸収体70内に供給された液が吸収体70外に戻り出てしまういわゆる逆戻りを発生しやすくなる。
また、第1高吸収性ポリマー粒子43及び第2高吸収性ポリマー粒子53としては、ゲル強度が1000Pa以上のものが好適に用いられる。これにより、液吸収後のべとつき感を効果的に抑制できる。
(下補助層)
下補助層73は、主吸収層72の裏側に隣接するものであり、クレム吸水度が50mm以上、荷重下保水量が0.1g以上、かつ無荷重下保水量が0.5g以上の高吸水不織布であると好ましい。セル吸収シート50に供給された非粘性液Uは、セル吸収シート50内の高吸収性ポリマー粒子により吸収されるが、高吸収性ポリマー粒子の吸収速度は遅いため、一部は高吸収性ポリマー粒子により吸収されずにセル吸収シート50を透過する。ここで、セル吸収シート50は高吸収性ポリマー粒子を有しない接合部54が、セル吸収シート50の周囲に向かって連続的に延びており、セル吸収シート50の裏面に凸部50pがある場合にはセル吸収シート50の裏面と対向面との間の隙間もセル吸収シート50の周囲に向かって連続的に延びている。このため、セル吸収シート50の裏側に保水性が低いと、セル吸収シート50を透過した非粘性液Uが液不透過性シート11上を移動し、吸収体70の周囲から肌側に染み出して、肌に付着したり、漏れたりするおそれがある。これに対して、上述の下補助層73があると、セル吸収シート50を透過した非粘性液Uは下補助層73に吸収され、下補助層73内に保水され、拡散された後、セル吸収シート50内の高吸収性ポリマー粒子により吸い上げることができる。
下補助層73は、主吸収層72の裏側に隣接するものであり、クレム吸水度が50mm以上、荷重下保水量が0.1g以上、かつ無荷重下保水量が0.5g以上の高吸水不織布であると好ましい。セル吸収シート50に供給された非粘性液Uは、セル吸収シート50内の高吸収性ポリマー粒子により吸収されるが、高吸収性ポリマー粒子の吸収速度は遅いため、一部は高吸収性ポリマー粒子により吸収されずにセル吸収シート50を透過する。ここで、セル吸収シート50は高吸収性ポリマー粒子を有しない接合部54が、セル吸収シート50の周囲に向かって連続的に延びており、セル吸収シート50の裏面に凸部50pがある場合にはセル吸収シート50の裏面と対向面との間の隙間もセル吸収シート50の周囲に向かって連続的に延びている。このため、セル吸収シート50の裏側に保水性が低いと、セル吸収シート50を透過した非粘性液Uが液不透過性シート11上を移動し、吸収体70の周囲から肌側に染み出して、肌に付着したり、漏れたりするおそれがある。これに対して、上述の下補助層73があると、セル吸収シート50を透過した非粘性液Uは下補助層73に吸収され、下補助層73内に保水され、拡散された後、セル吸収シート50内の高吸収性ポリマー粒子により吸い上げることができる。
下補助層73をなす高吸水不織布のクレム吸水度は70mm以上であると、特に好ましい。また、下補助層73をなす高吸水不織布のクレム吸水度の上限は特に限定されるものではないが、150mm程度が好ましく、100mmであると特に好ましい。下補助層73をなす高吸水不織布の荷重下保水量は0.13g以上であると、特に好ましい。また、下補助層73をなす高吸水不織布の荷重下保水量の上限は特に限定されるものではないが、0.3g程度が好ましく、0.26gであると特に好ましい。下補助層73をなす高吸水不織布の無荷重下保水量は0.70g以上であると、特に好ましい。また、下補助層73をなす高吸水不織布の荷重下保水量の上限は特に限定されるものではないが、1.40g程度が好ましく、1.20gであると特に好ましい。
下補助層73をなす高吸水不織布は、素材及び製法により限定されるものではなく、上補助層71と同様の高吸水不織布を好適に用いることができる。特に、下補助層73は尿などの非粘性液Uの一時的貯留が目的であるため、上補助層71よりも保水量が多いものが好ましい。例えば、下補助層73をなす高吸水不織布は、荷重下保水量が上補助層71の高吸水不織布42の2~4倍のものが好ましい。より具体的には、下補助層73をなす高吸水不織布の目付けは、上補助層71の高吸水不織布42の目付けの1.2~1.8倍とするか、下補助層73をなす高吸水不織布として、上補助層71と同等の高吸水不織布を複数枚重ねて配置することができる。
下補助層73の寸法、配置は適宜定めることができる。例えば図示例のように、下補助層73はセル吸収シート50の裏面の全体を覆うように配置されていてもよいし、セル吸収シート50の裏面の一部、例えば前端部、後端部、中央部又はこれらのうちの複数個所のみを覆うように配置されていてもよい。また、下補助層73は、セル吸収シート50の周縁からはみ出す部分を有していてもよいし、下補助層73の周縁の一部又は全部がセル吸収シート50の周縁よりも中央側に離間していてもよい。通常の場合、下補助層73は、セル吸収シート50の面積の90%以上を占めていると望ましい。
下補助層73は、主吸収層72の裏面に接するだけで固定しなくてもよいが、固定してもよい。例えば、下補助層73の表面又は主吸収層72の裏面にホットメルト接着剤等の接着剤73hを間欠パターンで塗布した後、両者を貼り合わせることができる。
セル吸収シート50では、内部の高吸収性ポリマー粒子が吸収膨張したときの容積を確保するため、上シート51及び下シート52の少なくとも一方は、各セル55に位置する部分が厚み方向の外側に押し出された凹部50cを有していると好ましい。しかし、図13(c)に示すように、上シート51にこのような凹部50cを設けると、上シート51の上面に凸部50pが形成され、上補助層71の高吸水不織布42と密着しにくくなり(隙間が生じやすくなり)、高吸水不織布42から上補助層71の高吸収性ポリマー粒子への粘性液Nの受渡しが阻害されるおそれがある。このような観点からは、図13(a)(b)及び図14(a)(b)に示すように、上シート51は、賦形加工が施されていない平坦な上面を有し、下シート52の各セル55に位置する部分が下側に押し出されて、下シート52の上面及び下面に一対の凹部50c及び凸部50pが形成されていると好ましい。これにより、下シート52の凹部50cにより主吸収層72の高吸収性ポリマー粒子の膨張容積を確保しつつ、上シート51の上面及びそこに配置された上補助層71の高吸収性ポリマー粒子が上補助層71の高吸水不織布42と密着しやすくなり、高吸水不織布42から上補助層71の高吸収性ポリマー粒子への粘性液Nの受渡しが阻害されにくいものとなる。なお、下シート52の下面に凸部50pが形成されると、製品裏面を手で触ったときに、この凸部50pが異物のように感じられる等、手触りが悪化するおそれがある。しかし、本態様の吸収性物品では、下シート52の裏側に前述の下補助層73が配置され、下シート52の裏側のシート数が通常よりも多いため、製品裏面を手で触ったときに凸部50pの存在が手に伝わりにくいという利点もある。
一方、下シート52にこのような凹部50cを設けると、下シート52の下面に凸部50pが形成され、下補助層73をなす高吸水不織布と密着しにくくなり(隙間が生じやすくなり)、高吸水不織布から主吸収層72の第2高吸収性ポリマー粒子53への液の吸い上げ性が低下するおそれがある。このような観点からは、図13(c)に示すように、下シート52は、賦形加工が施されていない平坦な下面を有し、上シート51の各セル55に位置する部分が上側に押し出されて、上シート51の上面及び下面に一対の凹部50c及び凸部50pが形成されていると好ましい。これにより、上シート51の凹部50cにより主吸収層72の第2高吸収性ポリマー粒子53の膨張容積を確保しつつ、下シート52の下面と下補助層73をなす高吸水不織布とが密着しやすくなり、下補助層73をなす高吸水不織布から主吸収層72の高吸収性ポリマー粒子への液の吸い上げが阻害されにくいものとなる。また、この場合、下シート52の下面に凸部50pが形成されていないため、凸部50pに起因する製品裏面の手触りの悪化が発生しない。
(包装シート)
図3及び図16(a)に示すように、吸収体70は包装シート45により包装することができる。この場合、一枚の包装シート45を吸収体70の表裏面及び両側面を取り囲むように筒状に巻き付ける他、2枚の包装シート45で表裏両側から挟むようにして包装することができる。包装シート45としては、ティッシュペーパ、特にクレープ紙、不織布、ポリラミ不織布、小孔が開いたシート等を用いることができる。ただし、高吸収性ポリマー粒子が抜け出ないシートであるのが望ましい。包装シート45に不織布を使用する場合、親水性のSMS不織布(SMS、SSMMS等)が特に好適であり、その材質はポリプロピレン、ポリエチレン/ポリプロピレン複合材などを使用できる。包装シート45に用いる不織布の目付けは、5~40g/m2、特に10~30g/m2のものが望ましい。
図3及び図16(a)に示すように、吸収体70は包装シート45により包装することができる。この場合、一枚の包装シート45を吸収体70の表裏面及び両側面を取り囲むように筒状に巻き付ける他、2枚の包装シート45で表裏両側から挟むようにして包装することができる。包装シート45としては、ティッシュペーパ、特にクレープ紙、不織布、ポリラミ不織布、小孔が開いたシート等を用いることができる。ただし、高吸収性ポリマー粒子が抜け出ないシートであるのが望ましい。包装シート45に不織布を使用する場合、親水性のSMS不織布(SMS、SSMMS等)が特に好適であり、その材質はポリプロピレン、ポリエチレン/ポリプロピレン複合材などを使用できる。包装シート45に用いる不織布の目付けは、5~40g/m2、特に10~30g/m2のものが望ましい。
図16(b)に示すように、吸収体70の裏面から、吸収体70の幅方向WD両側を経て吸収体70の上面の両側部まで包装シート45を巻付け、吸収体70の上面の幅方向WD中間部に包装シート45により覆われていない領域45Sを設けるとともに、この領域45Sの全体を含むように、上補助層71が設けられていると好ましい。吸収体70は、製造時、使用前、又は吸収後の高吸収性ポリマー粒子の漏出を防止するために、包装シート45で被覆することが一般的であるが、前述の上補助層71を有する吸収体70の場合、上補助層71が速やかに粘性液Nに接触することが望ましい。したがって、図16(b)に示すように、包装シート45の被覆範囲を制限し、上補助層71は吸収体70の上面に露出させることが望ましい。このような構造としても、吸収体70における包装シート45により覆われていない部分は、上補助層71の高吸水不織布42で覆われており、上補助層71はクレム吸水度が高い(つまり緻密な)高吸水不織布42を基本とするから、吸収体70全体を包装シート45で覆うものとほぼ同様の、高吸収性ポリマー粒子の漏出防止効果を発揮するものとなる。
<明細書中の用語の説明>
明細書中で以下の用語が使用される場合、明細書中に特に記載がない限り、以下の意味を有するものである。
明細書中で以下の用語が使用される場合、明細書中に特に記載がない限り、以下の意味を有するものである。
「MD方向」及び「CD方向」とは、製造設備における流れ方向(MD方向)及びこれと直交する横方向(CD方向)を意味し、いずれか一方が製品の前後方向となるものであり、他方が製品の幅方向となるものである。不織布のMD方向は、不織布の繊維配向の方向である。繊維配向とは、不織布の繊維が沿う方向であり、例えば、TAPPI標準法T481の零距離引張強さによる繊維配向性試験法に準じた測定方法や、前後方向及び幅方向の引張強度比から繊維配向方向を決定する簡易的測定方法により判別することができる。
・「前後方向」とは図中に符号LDで示す方向(縦方向)を意味し、「幅方向」とは図中にWDで示す方向(左右方向)を意味し、前後方向と幅方向とは直交するものである。
・「表側」とは着用した際に着用者の肌に近い方を意味し、「裏側」とは着用した際に着用者の肌から遠い方を意味する。
・「表面」とは部材の、着用した際に着用者の肌に近い方の面を意味し、「裏面」とは着用した際に着用者の肌から遠い方の面を意味する。
「展開状態」とは、収縮や弛み無く平坦に展開した状態を意味する。
「伸長率」は、自然長を100%としたときの値を意味する。例えば、伸長率が200%とは、伸長倍率が2倍であることと同義である。
「人工尿」は、尿素:2wt%、塩化ナトリウム:0.8wt%、塩化カルシウム二水和物:0.03wt%、硫酸マグネシウム七水和物:0.08wt%、及びイオン交換水:97.09wt%を混合したものであり、特に記載の無い限り、温度37度で使用される。
「ゲル強度」は次のようにして測定されるものである。人工尿49.0gに、高吸収性ポリマーを1.0g加え、スターラーで攪拌させる。生成したゲルを40℃×60%RHの恒温恒湿槽内に3時間放置したあと常温にもどし、カードメーター(I.techno Engineering社製:Curdmeter-MAX ME-500)でゲル強度を測定する。
「目付け」は次のようにして測定されるものである。試料又は試験片を予備乾燥した後、標準状態(試験場所は、温度23±1℃、相対湿度50±2%)の試験室又は装置内に放置し、恒量になった状態にする。予備乾燥は、試料又は試験片を温度100℃の環境で恒量にすることをいう。なお、公定水分率が0.0%の繊維については、予備乾燥を行わなくてもよい。恒量になった状態の試験片から、試料採取用の型板(100mm×100mm)を使用し、100mm×100mmの寸法の試料を切り取る。試料の重量を測定し、100倍して1平米あたりの重さを算出し、目付けとする。
「厚み」は、自動厚み測定器(KES-G5 ハンディー圧縮試験機)を用い、荷重:0.098N/cm2、及び加圧面積:2cm2の条件下で自動測定する。
「空隙率」とは、以下の方法により計測するものである。すなわち、中シートにおける接合部以外の部分を矩形に切取り、試料とする。試料の長さ、幅、厚み、重量を測定する。不織布の原料密度を用いて、試料と同じ体積で空隙率が0%の場合の仮想重量を算出する。試料重量及び仮想重量を以下の式に代入し、空隙率を求める。
空隙率 = 〔 (仮想重量 - 試料重量) / 仮想重量 〕 × 100
空隙率 = 〔 (仮想重量 - 試料重量) / 仮想重量 〕 × 100
「吸水量」は、JIS K7223-1996「高吸水性樹脂の吸水量試験方法」によって測定する。
「吸水速度」は、2gの高吸収性ポリマー及び50gの生理食塩水を使用して、JIS K7224‐1996「高吸水性樹脂の吸水速度試験法」を行ったときの「終点までの時間」とする。
「クレム吸水度」は、JIS P 8141:2004に規定される「紙及び板紙-吸水度試験方法-クレム法」により測定されるクレム吸水度を意味する。
「保水量」は、以下の方法により測定されるものを意味する。MD方向10cm×CD方向10cm(面積100cm2)の試験片を用意し、吸収前重量を測定する。次に、試験片を人工尿に5秒間浸漬した後、いずれか1つの角部を親指と人差し指で軽く摘んで(可能な限り水を絞り出さないように軽く摘まむ)対向する角部が下に向くように吊し上げ、30秒間放置し、しずくを落とす。その後、「荷重下保水量」を測定する場合、ろ紙(縦150mm×横150mm)を8枚重ねて敷いた上に試験片を載せ、その試験片の上面全体に荷重が加わるように縦100mm×横100mmの底面を有する四角柱状の錘(重量3kg)を載せ、5分経過した時点で錘を取り除き、試験片の吸収後重量を測定する。「無荷重下保水量」を測定する場合、ろ紙を8枚重ねて敷いた上に試験片を載せ、その上に何も載せずに、5分経過した時点で試験片の吸収後重量を測定する。これらの測定結果に基づき、吸収後重量と吸収前重量との差を面積10cm2あたりに換算した値を「荷重下保水量」及び「無荷重下保水量」とする。
各部の寸法は、特に記載がない限り、自然長状態ではなく展開状態における寸法を意味する。
試験や測定における環境条件についての記載がない場合、その試験や測定は、標準状態(試験場所は、温度23±1℃、相対湿度50±2%)の試験室又は装置内で行うものとする。
本発明は、上記例のようなテープタイプ使い捨ておむつの他、パンツタイプ使い捨ておむつ、パッドタイプ使い捨ておむつ、生理用ナプキン等の吸収性物品全般に利用できるものである。
LD…前後方向、N…粘性液、U…非粘性液、WD…幅方向、11…液不透過性シート、12…外装不織布、12T…ターゲットシート、13…ファスニングテープ、13A…係止部、13B…テープ本体部、13C…テープ取付部、30…トップシート、40…中間シート、42…高吸水不織布、42a…パルプ層、42b…支持層、43…第1高吸収性ポリマー粒子、45…包装シート、50…セル吸収シート、50c…凹部、50d…深さ、50p…凸部、51…上シート、52…下シート、53…第2高吸収性ポリマー粒子、54…接合部、54a…強接合部、54b…弱接合部、54c…縁部接合部、55…セル、55G…最拡大区画、55s…低膨張セル、56…空セル、57…拡散性向上部、58…縦強接合線、59…横強接合線、60…起き上がりギャザー、62…ギャザーシート、70…吸収体、71…上補助層、72…主吸収層、73…下補助層、80…中シート、P1…第1部分、P2…第2部分。
Claims (6)
- 吸収体と、この吸収体の表側に配置された液透過性トップシートと、前記吸収体の裏側に配置された液不透過性シートとを備え、
前記吸収体は、主吸収層と、この主吸収層の裏側に隣接する下補助層とを有しており、
前記主吸収層は、液透過性を有する上シート及び下シートと、前記上シート及び前記下シートの接合部により周りを囲まれた、前記上シート及び前記下シートが非接合の部分であるセルと、このセル内に収容された高吸収性ポリマー粒子を含む粉粒体とを有するセル吸収シートであり、
前記下補助層は、クレム吸水度が50mm以上、荷重下保水量が0.1g以上、かつ無荷重下保水量が0.5g以上の高吸水不織布である、
ことを特徴とする、吸収性物品。 - 前記下補助層の前記高吸水不織布は、パルプ繊維又はレーヨン繊維を50%以上含む、目付け25~50g/m2の湿式不織布である、
請求項1記載の吸収性物品。 - 前記湿式不織布は、合成樹脂の長繊維を含む支持層と、最も表側に位置し、パルプ繊維のみからなるパルプ層とを有するものである、
請求項2記載の吸収性物品。 - 前記吸収体は、前記主吸収層上に、上補助層を有しており、
前記上補助層は、表面が前記吸収体の最上面に露出する、クレム吸水度が100mm以上の高吸水不織布と、この高吸水不織布の裏面に隣接する高吸収性ポリマー粒子とを有するものである、
請求項1~3のいずれか1項に記載の吸収性物品。 - 前記上シートは、賦形加工が施されていない平坦な上面を有し、
前記下シートの各セルに位置する部分が下側に押し出されて、前記下シートの上面及び下面に一対の凹部及び凸部が形成されている、
請求項4記載の吸収性物品。 - 前記下シートは、賦形加工が施されていない平坦な下面を有し、
前記上シートの各セルに位置する部分が上側に押し出されて、前記上シートの上面及び下面に一対の凹部及び凸部が形成されている、
請求項1~4のいずれか1項に記載の吸収性物品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080055941.9A CN114206289B (zh) | 2019-09-27 | 2020-09-17 | 吸收性物品 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-176973 | 2019-09-27 | ||
| JP2019176973A JP7159144B2 (ja) | 2019-09-27 | 2019-09-27 | 吸収性物品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021060133A1 true WO2021060133A1 (ja) | 2021-04-01 |
Family
ID=75166953
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/035220 WO2021060133A1 (ja) | 2019-09-27 | 2020-09-17 | 吸収性物品 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7159144B2 (ja) |
| CN (1) | CN114206289B (ja) |
| TW (1) | TW202112330A (ja) |
| WO (1) | WO2021060133A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023000879A (ja) * | 2021-06-18 | 2023-01-04 | 花王株式会社 | 吸収性シート及び吸収性物品 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09562A (ja) * | 1995-06-16 | 1997-01-07 | New Oji Paper Co Ltd | 吸収性物品 |
| JP2015213643A (ja) * | 2014-05-12 | 2015-12-03 | ユニ・チャーム株式会社 | 吸収体用の不織布シートを含む吸収性物品、及び当該吸収性物品に用いられる不織布シートの製造方法 |
| JP2015226582A (ja) * | 2014-05-30 | 2015-12-17 | 日本製紙クレシア株式会社 | 吸収性物品 |
| JP2019063127A (ja) * | 2017-09-29 | 2019-04-25 | 大王製紙株式会社 | 吸収性物品 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4502586B2 (ja) * | 2003-03-12 | 2010-07-14 | 株式会社リブドゥコーポレーション | 使い捨て吸収性物品 |
| JP3908191B2 (ja) * | 2003-03-31 | 2007-04-25 | 大王製紙株式会社 | 吸収制御機能を有する体液吸収性物品 |
| JP4993480B2 (ja) * | 2007-03-27 | 2012-08-08 | 花王株式会社 | 吸収体 |
| JP5001099B2 (ja) * | 2007-09-10 | 2012-08-15 | 花王株式会社 | 吸収性物品 |
| CN101873843B (zh) * | 2007-12-25 | 2013-01-09 | 花王株式会社 | 吸收性物品 |
| WO2010113919A1 (ja) * | 2009-03-31 | 2010-10-07 | 大王製紙株式会社 | 吸収性物品 |
| JP2012010972A (ja) * | 2010-06-30 | 2012-01-19 | Unicharm Corp | 薄型吸収性物品 |
| PL2532332T5 (pl) * | 2011-06-10 | 2018-07-31 | The Procter And Gamble Company | Pieluszka jednorazowego użytku o zredukowanym połączeniu pomiędzy wkładem chłonnym a warstwą spodnią |
| JP5972777B2 (ja) * | 2012-12-17 | 2016-08-17 | 花王株式会社 | 吸収体及び吸収性物品 |
| EP2949302B1 (en) * | 2014-05-27 | 2018-04-18 | The Procter and Gamble Company | Absorbent core with curved channel-forming areas |
| EP3191048A1 (en) * | 2014-09-12 | 2017-07-19 | The Procter and Gamble Company | Absorbent article comprising a topsheet/acquisition layer laminate |
| JP6186468B1 (ja) * | 2016-03-30 | 2017-08-23 | 大王製紙株式会社 | 吸収性物品 |
| CN105919732A (zh) * | 2016-05-25 | 2016-09-07 | 杭州千芝雅卫生用品有限公司 | 3d压花婴儿纸尿裤及尿液吸收芯体制作方法 |
| JP2017221274A (ja) * | 2016-06-13 | 2017-12-21 | 花王株式会社 | 吸収体 |
| JP6382384B1 (ja) * | 2017-03-29 | 2018-08-29 | 大王製紙株式会社 | 吸収性物品 |
| CN109953853B (zh) * | 2017-12-26 | 2021-10-22 | 大王制纸株式会社 | 吸收性物品 |
| KR102106147B1 (ko) * | 2018-02-08 | 2020-05-04 | 주식회사 휴비스 | 고흡수성 박막 코어층 |
-
2019
- 2019-09-27 JP JP2019176973A patent/JP7159144B2/ja active Active
-
2020
- 2020-09-17 WO PCT/JP2020/035220 patent/WO2021060133A1/ja active Application Filing
- 2020-09-17 CN CN202080055941.9A patent/CN114206289B/zh active Active
- 2020-09-23 TW TW109132862A patent/TW202112330A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09562A (ja) * | 1995-06-16 | 1997-01-07 | New Oji Paper Co Ltd | 吸収性物品 |
| JP2015213643A (ja) * | 2014-05-12 | 2015-12-03 | ユニ・チャーム株式会社 | 吸収体用の不織布シートを含む吸収性物品、及び当該吸収性物品に用いられる不織布シートの製造方法 |
| JP2015226582A (ja) * | 2014-05-30 | 2015-12-17 | 日本製紙クレシア株式会社 | 吸収性物品 |
| JP2019063127A (ja) * | 2017-09-29 | 2019-04-25 | 大王製紙株式会社 | 吸収性物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7159144B2 (ja) | 2022-10-24 |
| CN114206289A (zh) | 2022-03-18 |
| JP2021052900A (ja) | 2021-04-08 |
| TW202112330A (zh) | 2021-04-01 |
| CN114206289B (zh) | 2023-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7094304B2 (ja) | 吸収性物品 | |
| WO2021060133A1 (ja) | 吸収性物品 | |
| WO2021060131A1 (ja) | 吸収性物品 | |
| WO2021060132A1 (ja) | 吸収性物品 | |
| WO2021060130A1 (ja) | 吸収性物品 | |
| WO2021059959A1 (ja) | 吸収性物品 | |
| WO2021060134A1 (ja) | 吸収性物品 | |
| WO2021193002A1 (ja) | 吸収性物品 | |
| JP2021052898A5 (ja) | ||
| JP7499661B2 (ja) | 吸収性物品 | |
| JP2021052897A5 (ja) | ||
| JP2021052901A5 (ja) | ||
| JP2021153716A5 (ja) | ||
| JP2022049273A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20868160 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20868160 Country of ref document: EP Kind code of ref document: A1 |