WO2021020147A1 - 圧着体およびその製造方法 - Google Patents
圧着体およびその製造方法 Download PDFInfo
- Publication number
- WO2021020147A1 WO2021020147A1 PCT/JP2020/027680 JP2020027680W WO2021020147A1 WO 2021020147 A1 WO2021020147 A1 WO 2021020147A1 JP 2020027680 W JP2020027680 W JP 2020027680W WO 2021020147 A1 WO2021020147 A1 WO 2021020147A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- base material
- pressure
- fibrils
- fibers
- bonded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
- D04H1/4318—Fluorine series
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/552—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving by applying solvents or auxiliary agents
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/558—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in combination with mechanical or physical treatments other than embossing
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/587—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives characterised by the bonding agents used
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M11/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising
- D06M11/73—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising with carbon or compounds thereof
- D06M11/76—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising with carbon or compounds thereof with carbon oxides or carbonates
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/21—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/244—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of halogenated hydrocarbons
- D06M15/256—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of halogenated hydrocarbons containing fluorine
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/21—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/347—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of unsaturated ethers, acetals, hemiacetals, ketones or aldehydes
- D06M15/353—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of unsaturated ethers, acetals, hemiacetals, ketones or aldehydes containing fluorine
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/70—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment combined with mechanical treatment
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/70—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment combined with mechanical treatment
- D06M15/705—Embossing; Calendering; Pressing
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M23/00—Treatment of fibres, threads, yarns, fabrics or fibrous goods made from such materials, characterised by the process
- D06M23/08—Processes in which the treating agent is applied in powder or granular form
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M23/00—Treatment of fibres, threads, yarns, fabrics or fibrous goods made from such materials, characterised by the process
- D06M23/10—Processes in which the treating agent is dissolved or dispersed in organic solvents; Processes for the recovery of organic solvents thereof
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M23/00—Treatment of fibres, threads, yarns, fabrics or fibrous goods made from such materials, characterised by the process
- D06M23/10—Processes in which the treating agent is dissolved or dispersed in organic solvents; Processes for the recovery of organic solvents thereof
- D06M23/105—Processes in which the solvent is in a supercritical state
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M2101/00—Chemical constitution of the fibres, threads, yarns, fabrics or fibrous goods made from such materials, to be treated
- D06M2101/16—Synthetic fibres, other than mineral fibres
- D06M2101/18—Synthetic fibres consisting of macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06M2101/22—Polymers or copolymers of halogenated mono-olefins
Definitions
- One embodiment of the present invention relates to a crimped body or a method for manufacturing the same.
- Fluororesin is a functional polymer that has excellent heat resistance, chemical resistance, weather resistance, and various electrical properties, and has many excellent properties such as a non-adhesive surface and a small coefficient of friction.
- Such a fluororesin-made base material containing at least one selected from a non-woven fabric, a porous film, and a fiber is particularly used in the medical field due to its good chemical resistance and good electrical properties. Is attracting attention in the field of precision electrical equipment. However, since the polymer composed of the fluororesin base material is non-adhesive and the friction coefficient is small, the mechanical strength of the base material as a whole is inferior, and the fibers and the like constituting the base material fall off. There were many.
- Patent Document 1 discloses a PFA porous sheet composed of PFA filament groups containing a large number of tetrafluoroethylene-perfluoroalkyl vinyl ether copolymer (PFA) fine particles.
- PFA tetrafluoroethylene-perfluoroalkyl vinyl ether copolymer
- the conventional fluororesin porous sheet particularly at least one type of pressure-bonded body selected from the conventional non-woven fabric, porous membrane and fiber, has room for improvement in terms of mechanical strength. It was.
- One embodiment of the present invention provides a pressure-bonded body having a desired shape, which is excellent in mechanical strength and is unlikely to cause fraying of fibers or peeling between base materials.
- a configuration example of the present invention is as follows.
- the base material is a base material containing a fluororesin (excluding polytetrafluoroethylene) having a -CF 2 -group content of 85% by mass or more.
- the ratio of the number of fibrils in which polytetraethylene fibrils are bonded between the fibers constituting the base material and the number of fibrils oriented at 45 to 90 ° with respect to the fiber direction constituting the base material with respect to the entire fibrils. Is 50% or more, Crimping body.
- the base material is a tetrafluoroethylene-perfluoroalkyl vinyl ether copolymer (PFA), a tetrafluoroethylene-hexafluoropropylene copolymer (FEP), an ethylene-tetrafluoroethylene copolymer (ETFE), or a tetra.
- PFA tetrafluoroethylene-perfluoroalkyl vinyl ether copolymer
- FEP tetrafluoroethylene-hexafluoropropylene copolymer
- ETFE ethylene-tetrafluoroethylene copolymer
- PCTFE poly (chlorotrifluoroethylene)
- At least one substrate selected from the group consisting of non-woven fabrics, stretched porous membranes and fibers.
- a method for producing a crimped body which comprises step 1 of crimping in the presence of carbon dioxide in a liquid, gas-liquid mixed state or a state close to liquid.
- the step 1 is Step 1a of contacting and applying pressure to at least one substrate selected from the group consisting of non-woven fabrics, stretched porous membranes and fibers, and polytetrafluoroethylene dispersion with liquid or gaseous carbon dioxide, or , At least one selected from the group consisting of non-woven fabrics, stretched porous membranes and fibers is brought into contact with a polytetrafluoroethylene dispersion, and then the dried dried product is brought into contact with liquid or gaseous carbon dioxide. , Step 1b to apply pressure The method for manufacturing a crimped body according to [5].
- the base material is a tetrafluoroethylene-perfluoroalkyl vinyl ether copolymer (PFA), a tetrafluoroethylene-hexafluoropropylene copolymer (FEP), an ethylene-tetrafluoroethylene copolymer (ETFE), or a tetra.
- PFA tetrafluoroethylene-perfluoroalkyl vinyl ether copolymer
- FEP tetrafluoroethylene-hexafluoropropylene copolymer
- ETFE ethylene-tetrafluoroethylene copolymer
- PCTFE poly (chlorotrifluoroethylene)
- a pressure-bonded body having a desired shape which is excellent in mechanical strength and is unlikely to cause fraying of fibers or peeling between base materials.
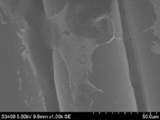
- FIG. 1 is an SEM image between PFA fibers in the pressure-bonded body of Example 2.
- FIG. 2 is an SEM image between PFA fibers in the pressure-bonded body of Comparative Example 2.
- FIG. 3 is an SEM image between PFA fibers in the pressure-bonded body of Example 1.
- FIG. 4 is an SEM image between PFA fibers in the pressure-bonded body of Comparative Example 1.
- FIG. 5 is an SEM image of a cross section of the crimped body of Comparative Example 5.
- FIG. 6 is an external photograph of the crimped body of Example 2.
- FIG. 7 is an external photograph of the crimped body of Comparative Example 2.
- the crimping body according to one embodiment of the present invention (hereinafter, also referred to as “this crimping body”) is selected from the group consisting of a non-woven fabric, a stretched porous membrane and fibers (hereinafter, this fiber is also referred to as “fiber A”).
- a crimping body of at least one kind of base material The base material is a base material containing a fluororesin (excluding polytetrafluoroethylene (PTFE)) having a -CF 2 -group content of 85% by mass or more.
- PTFE polytetrafluoroethylene
- the ratio of the number of fibrils in which polytetraethylene fibrils are bonded between the fibers constituting the base material and the number of fibrils oriented at 45 to 90 ° with respect to the fiber direction constituting the base material with respect to the entire fibrils. Is 50% or more.
- the present crimping body for example, when a non-woven fabric is used as the base material, one non-woven fabric crimping body, one kind or two or more kinds of non-woven fabrics are used, and these non-woven fabrics are crimped to each other.
- a pressure-bonded body obtained by pressure-bonding two or more kinds of non-woven fabrics and at least one kind selected from the group consisting of a stretched porous film and fibers A can be mentioned.
- the pressure-bonded body of the single non-woven fabric include those in which the voids of the non-woven fabric are reduced, but even in this case, according to one embodiment of the present invention, particularly the following method, the non-woven fabric has.
- the example of the pressure-bonded body when the stretched porous film or the fiber A is used as the base material is the same as the case where the non-woven fabric is used.
- a crimped body can be obtained by binding the fibrils of PTFE between the bent fibers A, but usually two or more fibers A are used. Fiber A is used.
- two or more non-woven fabric crimping bodies are preferable from the viewpoints that the effects of the present invention are more exhibited.
- two or more non-woven fabrics can be pressure-bonded while leaving the voids of the non-woven fabric (in a fluffy state).
- the fibrils of PTFE are bonded between the fibers constituting the base material means, for example, that when a non-woven fabric is used as the base material, the fibers constituting the non-woven fabric, the fibers constituting the non-woven fabric and the stretched porous film are used. It means that the fibrils of PTFE are bonded (bridged or connected) to the fibers constituting the non-woven fabric, the fibers constituting the non-woven fabric, and the fibers A. In this case, the PTFE fibrils are usually bonded between adjacent fibers among the fibers constituting the base material. The same applies when a stretched porous membrane or fiber A is used as the base material.
- the ratio of the number of fibrils oriented at 45 to 90 ° with respect to the fiber direction constituting the base material to the entire fibrils is 50% or more
- the ratio of the number of fibrils oriented substantially perpendicular to the fiber direction constituting the base material is 50% or more.
- the 45 ° is synonymous with 135 ° if the direction in which the angle is measured is changed. That is, 45 to 90 ° is synonymous with 90 to 135 °.
- the number of fibrils oriented at 45 to 90 ° with respect to the fiber direction constituting the base material is preferably the number of fibrils oriented at 70 to 90 ° with respect to the fiber direction constituting the base material, and more preferably. Is the number of fibrils oriented at 80 to 90 ° with respect to the fiber direction constituting the base material.
- the ratio of the number of fibrils oriented substantially perpendicular to the fiber direction constituting the base material to the entire fibrils constituting the pressure-bonded body is preferably 75 from the viewpoint that the pressure-bonded body is superior due to the above effect. It is ⁇ 100%, more preferably 85-100%.
- the orientation direction of the fibrils can be determined by confirming the orientation direction of any 40 fibrils with respect to the fiber direction constituting the base material in the SEM image of the cross section of the pressure-bonded body, and the ratio is the ratio of the 40 fibrils. It is a value calculated from the number of fibrils oriented substantially perpendicular to the fiber direction constituting the base material with respect to the fibrils.
- the shape and size of the pressure-bonded body are not particularly limited, and may be appropriately selected depending on the desired application and the like.
- the thickness of the pressure-bonded body is not particularly limited and may be appropriately selected depending on the intended use. However, in the case of a pressure-bonded body of a non-woven fabric or a stretched porous film, it is usually 10 ⁇ m or more, preferably 50 ⁇ m or more, and usually 30 mm or less. It is preferably 25 mm or less.
- This pressure-bonded body can be suitably used for applications in which a non-woven fabric containing a fluororesin, a stretched porous film or a fiber A has been used, and particularly preferably used in the medical field, electrical equipment field, semiconductor field and the like. It can be used, and specifically, it is suitably used as a filter, various separators, clothing and the like.
- the crimping body may contain one or more functional materials required for the intended use, depending on the desired use.
- the functional material include foodstuffs, chemicals (pharmaceutical, agricultural, industrial), pigments, adsorbents, deodorants, air fresheners, insect repellents, electronic device materials, enzymes, and catalysts. ..
- a crimping body utilizing the functions, properties, etc. of the functional material can be obtained.
- a pressure-bonded body whose sustained release property or the like is controlled can be obtained.
- the base material is a base material containing a fluororesin (excluding PTFE) having a -CF 2 -group content of 85% by mass or more, and a base material made of the fluororesin is preferable.
- the content of -CF 2 -groups in the fluororesin can be measured and calculated by solid-state nuclear magnetic resonance (NMR), mass spectrometry (MS spectrum method), or the like.
- the fluororesin is not particularly limited as long as it is a resin having a -CF 2 -group content of 85% by mass or more and a resin other than PTFE in the composition of the resin.
- Tetrafluoroethylene-perfluoroalkyl vinyl ether copolymer (PFA), tetrafluoroethylene-hexafluoropropylene copolymer (FEP), ethylene-tetrafluoroethylene copolymer (ETFE), tetrafluoroethylene-hexafluoropropylene-per Includes fluoroalkyl vinyl ether copolymers (EPE), fluoroethylene-vinyl ether copolymers (FEVE) and poly (chlorotrifluoroethylene) (PCTFE).
- the fluororesin contained in the base material may be of two or more types, but is usually one type.
- PFA and FEP are preferable from the viewpoints of excellent mechanical strength, heat resistance, chemical resistance, weather resistance, electrical insulation, etc., and they are easily plasticized by carbon dioxide in the following method. From this point of view, PFA is more preferable. Since PFA is non-adhesive and has a small friction coefficient, as at least one type of pressure-bonded body selected from PFA non-woven fabric, PFA stretched porous film, and PFA fiber A, conventionally, one having excellent mechanical strength has been used. Although it could not be obtained, according to one embodiment of the present invention, even such a pressure-bonded body containing PFA has excellent mechanical strength and is unlikely to cause fraying of fibers or peeling between base materials. A pressure-bonded body having a desired shape can be easily obtained.
- the non-woven fabric, the stretched porous film and the fiber A are not particularly limited, and conventionally known non-woven fabrics, the stretched porous film and the fiber A can be used.
- the fibers constituting the non-woven fabric and the average fiber diameter of the fibers A are preferably 0.1 ⁇ m or more, more preferably 5 ⁇ m or more, still more preferably 10 ⁇ m or more, preferably 200 ⁇ m or less, more preferably 100 ⁇ m or less, and further. It is preferably 80 ⁇ m or less.
- the average fiber diameter is within the above range, the surface area of the fibers is increased, so that more PTFE fibrils can be formed, the mechanical strength is excellent, and the desired shape is less likely to cause fraying of fibers or peeling between substrates. It is preferable in that a crimped body having the above can be obtained.
- the average fiber diameter 20 fibers were randomly selected from the obtained SEM images by observing the fibers (group) to be measured with a scanning electron microscope (SEM), and the fiber diameter (major axis) of each of these fibers was selected. ) Is measured, and it is an average value calculated based on this measurement result.
- SEM scanning electron microscope
- the fiber diameter variation coefficient of the fibers constituting the non-woven fabric and the fibers A calculated by the following formula is preferably 0.7 or less, more preferably 0.01 or more, and more preferably 0.5 or less. is there.
- the coefficient of variation of the fiber diameter is within the above range, the fiber diameter becomes uniform, the mechanical strength is excellent, and it is possible to easily obtain a pressure-bonded body having a desired shape in which fraying of fibers and peeling between base materials are unlikely to occur. it can.
- Coefficient of variation of fiber diameter standard deviation / average fiber diameter (Note that the "standard deviation" is the standard deviation of the fiber diameters of the 20 fibers).
- the fibers constituting the non-woven fabric and the fiber length of the fiber A are not particularly limited, but are preferably 0.5 mm or more, more preferably 1 mm or more, preferably 100 mm or less, and more preferably 50 mm or less.
- the stretched porous membrane is not particularly limited, and may be a uniaxially stretched porous membrane or a biaxially stretched porous membrane.
- the porosity of the nonwoven fabric or the stretched porous membrane is not particularly limited, but is, for example, 0.1% by volume or more, preferably 1% by volume or more, and for example, 70% by volume or less, preferably 60% by volume or less.
- the basis weight of the non-woven fabric or the stretched porous film is preferably 100 g / m 2 or less, more preferably 1 g / m 2 or more, and more preferably 80 g / m 2 or less.
- the thickness of the non-woven fabric or the stretched porous film is usually 10 ⁇ m or more, preferably 50 ⁇ m or more, and usually 1 mm or less, preferably 500 ⁇ m or less.
- the fibers constituting the base material are bonded to the fibrils of PTFE.
- the PTFE fibrils are preferably formed from PTFE particles (particles contained in the PTFE dispersion) and usually have no nodules (nodes). That is, the fibrils contained in the present pressure-bonded body are different from the fibrils formed by stretching.
- the average fiber diameter of the fibrils it is possible to easily obtain a pressure-bonded body having a desired shape in which the base materials can be firmly bonded, the mechanical strength is excellent, and the fibers are less likely to fray or peel off between the base materials. From the viewpoint of being able to do so, it is preferably 10 nm or more, more preferably 50 nm or more, particularly preferably 80 nm or more, preferably 1 ⁇ m or less, more preferably 800 nm or less, and particularly preferably 500 nm or less.
- the average fiber diameter of fibrils can be calculated in the same manner as the average fiber diameter of the fibers.
- the average fiber length of the fibrils is not particularly limited as long as it can bond between (adjacent) fibers constituting the base material in the obtained pressure-bonded body, but it is usually 1 ⁇ m or more, preferably 10 ⁇ m or more. , Usually 100 ⁇ m or less, preferably 40 ⁇ m or less.
- 20 fibrils were randomly selected from the obtained SEM images by observing the fibrils (group) to be measured with a scanning electron microscope (SEM), and the fiber length of each of these fibrils was measured. However, it is an average value calculated based on this measurement result.
- the content of the fibrils (content of PTFE) with respect to 100% by mass of the base material is such that the base materials can be firmly bonded, the mechanical strength is excellent, and the fibers are frayed and between the base materials. It is preferably 0.2% by mass or more, more preferably 1% by mass or more, and particularly preferably 2% by mass or more, from the viewpoint that a pressure-bonded body having a desired shape in which peeling or the like is unlikely to occur can be easily obtained. It is preferably 12% by mass or less, more preferably 10% by mass or less, and particularly preferably 5% by mass or less.
- the present method In the method for producing a pressure-bonded body according to an embodiment of the present invention (hereinafter, also referred to as "the present method"), at least one base material selected from the group consisting of a non-woven fabric, a stretched porous film, and a fiber A is used. With PTFE particles The step 1 includes crimping in the presence of carbon dioxide in a liquid, gas-liquid mixed state, or a state close to liquid.
- the base material is preferably a base material containing a fluororesin (excluding polytetrafluoroethylene) having a -CF 2 -group content of 85% by mass or more. In this case, the method is used. It can also be said that it is at least one novel processing method selected from a fluororesin non-woven fabric, a stretched porous film, and fiber A, which are difficult to process.
- a pressure-bonded body can be manufactured at a low cost in a short time at a temperature of about 50 ° C. or lower without applying high-temperature heat that melts the resin constituting the base material.
- carbon dioxide basically does not remain in the obtained crimped body, it is excellent in safety, controllability and productivity, a clean crimped body can be easily obtained, it is excellent in mechanical strength, and the fiber. It is possible to easily obtain a pressure-bonded body having a desired shape in which fraying and peeling between base materials are unlikely to occur. In particular, a pressure-bonded body can be obtained while making the best use of the characteristics of the base material (eg, the voids and fiber shape of the non-woven fabric).
- the main crimping body is preferably a crimping body obtained by the present method, and according to the present method, a crimping body in which PTFE fibrils are bonded between fibers constituting a base material can be easily obtained. Can be done.
- the base materials can be firmly bonded, the mechanical strength is excellent, and a pressure-bonded body having a desired shape, which is less likely to cause fraying of fibers or peeling between the base materials, can be easily obtained.
- the ratio of the number of fibrils oriented at 0 to 45 ° with respect to the crimping direction to the whole of the fibrils is preferably 50% or more.
- the fibers constituting the base material are likely to be oriented substantially perpendicular to the pressure-bonding direction, and the PTFE fibrils are easily oriented in the substantially pressure-bonding direction so as to connect the fibers. .. Therefore, "the ratio of the number of fibrils oriented at 0 to 45 ° with respect to the crimping direction to the whole fibrils is 50% or more" means that "the base material to the whole fibrils is used in the crimping body.” The ratio of the number of fibrils oriented at 45 to 90 ° with respect to the direction of the constituent fibers is 50% or more. "
- the phrase "the ratio of the number of fibrils oriented at 0 to 45 ° to the entire crimping direction to the entire fibrils is 50% or more” means that the crimping direction (pressure) with respect to the entire fibrils constituting the crimping body. It means that the ratio of the number of fibrils oriented in a substantially parallel direction to the (hanging direction) is 50% or more. Similar to the above, 45 ° is synonymous with 315 ° if the direction in which the angle is measured is changed. That is, 0 to 45 ° is synonymous with 315 to 360 °.
- the number of fibrils oriented at 0 to 45 ° with respect to the crimping direction is preferably the number of fibrils oriented at 0 to 20 ° with respect to the crimping direction, and more preferably 0 to 10 with respect to the crimping direction.
- the ratio of the number of fibrils oriented in a direction substantially parallel to the crimping direction to the entire fibrils constituting the pressure-bonded body is superior in mechanical strength, and fraying of fibers and peeling between base materials are less likely to occur. It is preferably 75 to 100%, more preferably 85 to 100%, from the viewpoint that a pressure-bonded body having a desired shape can be easily obtained.
- the orientation direction of the fibrils can be determined by confirming the orientation direction of any 40 fibrils with respect to the crimping direction in the SEM image of the cross section of the crimping body, and the ratio is the crimping direction with respect to the 40 fibrils. On the other hand, it is a value calculated from the number of fibrils oriented in substantially parallel directions.
- this method can obtain a pressure-bonded body having a desired shape, which has excellent mechanical strength and is less likely to cause fraying of fibers or peeling between base materials, but is in a liquid, gas-liquid mixed state or
- a pressure-bonded body having a desired shape which has excellent mechanical strength and is less likely to cause fraying of fibers or peeling between base materials, but is in a liquid, gas-liquid mixed state or
- the step 1 is not particularly limited as long as it is a step of crimping the substrate in the presence of the PTFE particles and carbon dioxide in a liquid, gas-liquid mixed state or a state close to liquid, and is desired at the time of this crimping.
- one or more functional materials required for the intended use may be contained. Examples of the functional material include materials similar to those described in the column of the pressure-bonded body. Even if the functional material is inferior in heat resistance, according to this method, a pressure-bonded body that makes the best use of the functions, properties, etc. of the functional material can be obtained.
- the PTFE particles used in step 1 are not particularly limited, and conventionally known PTFE particles can be used. Further, two or more kinds of PTFE particles having different average particle diameters and the like may be used.
- step 1 it is preferable to use PTFE dispersion from the viewpoint that a desired pressure-bonded body can be easily formed. In this case, it is sufficient that the PTFE particles are present when the base material is crimped, and the contact body in which the base material and the PTFE dispersion are in contact may be brought into contact with carbon dioxide to perform crimping in advance. After the base material and the PTFE dispersion are brought into contact with each other, the dried product obtained by drying and carbon dioxide may be brought into contact with each other for pressure bonding.
- the average particle size of the PTFE particles it is easy to obtain a pressure-bonded body having a desired shape, which can bond the base materials more firmly, has excellent mechanical strength, and is less likely to cause fraying of fibers or peeling between the base materials. It is preferably 0.15 to 0.35 ⁇ m from the viewpoint that it can be obtained.
- the average particle size can be measured by a light scattering method.
- the PTFE dispersion is not particularly limited, and a conventionally known dispersion can be used. However, using a dispersion having a concentration of PTFE particles of 10 to 60% by mass facilitates formation of a desired pressure-bonded body. It is preferable from the viewpoint that it can be used.
- the PTFE dispersion may contain conventionally known additives such as stabilizers.
- the amount of the PTFE particles used with respect to 100% by mass of the base material used in step 1 is a desired amount that can firmly bond the base materials, has excellent mechanical strength, and is unlikely to cause fraying of fibers or peeling between the base materials. From the viewpoint that a crimped body having a shape can be easily obtained, it is preferably 0.2% by mass or more, more preferably 1% by mass or more, particularly preferably 2% by mass or more, and preferably 12% by mass or less. , More preferably 10% by mass or less, and particularly preferably 5% by mass or less.
- step 1 the substrate is crimped in the presence of carbon dioxide in a liquid, gas-liquid mixed state or near liquid state.
- carbon dioxide in a liquid, gas-liquid mixed state or near liquid state is brought into contact with the base material, it is considered that the base material is impregnated with carbon dioxide and the base material can be plasticized, and pressure bonding is performed without heating.
- the body can be manufactured.
- carbon dioxide in a subcritical or supercritical state may be used, but the pressing force can be reduced and crimping can be performed without using a device having a heating mechanism or the like. Therefore, carbon dioxide in a liquid or gas-liquid mixed state is preferable.
- carbon dioxide in a gaseous state is a liquid because it is considered that the base material is hardly plasticized or that it takes a considerable amount of time to plasticize, so that the base material can be rapidly plasticized.
- carbon dioxide in a gas-liquid mixed state is preferable.
- carbon dioxide in a state close to liquid specifically refers to carbon dioxide having a density of 0.4 g / mL (about half the density of liquid carbon dioxide) or more.
- the step 1 is preferably performed by introducing liquid or gaseous carbon dioxide into the system. That is, as the step 1, specifically, the following steps 1a or 1b are preferable.
- Step 1a At least one substrate selected from the group consisting of a non-woven fabric, a stretched porous film and a fiber A, and a polytetrafluoroethylene dispersion are brought into contact with liquid or gaseous carbon dioxide to apply pressure.
- Step Step 1b A polytetrafluoroethylene dispersion is brought into contact with at least one substrate selected from the group consisting of a non-woven fabric, a stretched porous film and a fiber A, and then a dried product and a liquid or gas. The process of applying pressure by contacting with carbon dioxide
- the order of the base material, PTFE particles and carbon dioxide to be introduced into the system is not particularly limited.
- a base material is introduced into a system filled with carbon dioxide.
- PTFE particles may be introduced, but it is preferable to introduce carbon dioxide into the base material and the system into which the PTFE particles are introduced.
- the compression step for liquefaction can be omitted as compared with the case where the gaseous carbon dioxide is introduced, so that the pressure-bonded body can be manufactured in a short time.
- the gaseous carbon dioxide when the gaseous carbon dioxide is introduced, the process is simpler than when the liquid carbon dioxide is introduced, the pressurizing pump can be eliminated, and the apparatus can be simplified.
- the carbon dioxide is usually liquefied by pressurizing the introduced carbon dioxide. In this case, it is not necessary to liquefy all the introduced carbon dioxide, but at least a part of it may be liquefied.
- the amount of carbon dioxide introduced is not particularly limited, but when gaseous carbon dioxide is introduced and the crimping is performed at a temperature of 31 ° C. (critical temperature of carbon dioxide) or higher, the density of carbon dioxide at the time of crimping is 0. Introduce carbon dioxide to 4 g / mL or more (about half the density of liquid carbon dioxide).
- the surface pressure at the time of crimping in step 1 may be appropriately selected according to the type and amount of the base material to be used, the desired shape of the crimping body, and the like, but is preferably 4 MPa or more, more preferably 5 MPa or more, and is an upper limit. Is not particularly limited, but is, for example, 50 MPa or less.
- the surface pressure is the sum of the pressure of carbon dioxide introduced into the system and the press pressure.
- the press time for crimping in step 1 may be appropriately selected according to the type and amount of the base material used, the surface pressure and temperature during crimping, and the like, but is preferably 0.2 seconds or longer, more preferably 1. It is seconds or more, preferably 15 minutes or less, and more preferably 5 minutes or less.
- the temperature at the time of crimping in step 1 may be appropriately selected according to the type and amount of the base material to be used, the desired shape of the crimping body, and the like, but according to this method, the desired crimping is performed without applying temperature. Since a body can be obtained, the temperature is usually 0 ° C. or higher, more preferably 20 ° C. or higher, and usually 40 ° C. or lower, more preferably 30 ° C. or lower, from the viewpoint that this effect is more exerted.
- Step 1 may be performed in a closed container whose volume can be reduced, or may be performed using an open press device.
- the closed container has, for example, a part for introducing liquid or gaseous carbon dioxide into the closed space and a part for discharging carbon dioxide, and the volume of the closed container such as a piston can be reduced to press the base material.
- a container having a member can be mentioned.
- a contact body or a dry body in which the base material is brought into contact with the PTFE dispersion is placed between the press members such as a piston, and liquid carbon dioxide is placed therein.
- the press members such as a piston
- liquid carbon dioxide is placed therein.
- the object to be processed can be treated in a spot manner without using a large processing container that covers the entire base material to be processed.
- the base material is sent out and pressed by changing the position. It is also possible to continuously manufacture a crimped body by a method of repeating the above steps or a method of pressing with a roller instead of a piston.
- Example 1 In a sealable container (diameter: ⁇ 20 mm) having a piston, carbon dioxide introduction part and carbon dioxide discharge part, 0.5 g of PFA short fibers with an average fiber diameter of 60 ⁇ m and PTFE dispersion (manufactured by Daikin Industries, Ltd., Polyflon) PTFE-D D-210C, an aqueous dispersion having a solid content of 60% by mass, and 0.03 g (average particle size of PTFE particles: 0.22 ⁇ m) (the amount of PTFE with respect to the mass of PFA was 3.6% by mass) were added.
- PTFE dispersion manufactured by Daikin Industries, Ltd., Polyflon
- Example 2 A crimped body was produced in the same manner as in Example 1 except that the pressure at the time of crimping was changed to a weight of 3000 N (surface pressure: 18 MPa).
- Example 3 In Example 1, a crimped body was produced in the same manner as in Example 1 except that the pressure at the time of crimping was changed to a weight of 5000 N (surface pressure: 22 MPa).
- Example 1 a pressure-bonded body was produced in the same manner as in Example 1 except that carbon dioxide was not introduced.
- Example 2 a pressure-bonded body was produced in the same manner as in Example 2 except that carbon dioxide was not introduced.
- Example 3 A pressure-bonded body was produced in the same manner as in Example 3 except that carbon dioxide was not introduced in Example 3.
- the average fiber diameter of PTFE fibrils was measured.
- the average fiber diameter is an average value calculated from the measurement results obtained by randomly selecting 20 fibrils from the obtained SEM images and measuring the fiber diameter of each of these fibrils. The results are shown in Table 1.
- 40 fibrils were randomly selected from the obtained SEM images, the angles of each of these fibrils with respect to the PFA fiber direction were measured, and the orientation was oriented at 45 to 90 ° with respect to the PFA fiber direction with respect to the 40 fibrils.
- the ratio of the number of fibrils (the ratio of fibrils in the direction substantially perpendicular to the base fiber) was calculated. These results are shown in Table 1.
- the adjacent PFA fibers were bonded to each other by the fibrils of PTFE in a direction substantially perpendicular to the direction of the fibers, and the PFA fibers were integrated with each other.
- PTFE fibrils having a size of about several tens of nm minimum fiber diameter: 40 nm, average fiber diameter: 80 nm
- fibrils having a fiber diameter of about 0.2 to 0.3 ⁇ m were also generated.
- the number of fibrils oriented at 45 to 90 ° and the number of fibrils oriented at 80 to 90 ° with respect to the PFA fiber direction were substantially the same. ..
- the fibrils of PTFE were not bonded so as to connect the PFA fibers, and as shown in FIG. 4, the average particle size derived from the PTFE dispersion was 0.2 ⁇ m. It was confirmed that the primary particles of PTFE were deposited on the PFA fibers and in the gaps between the fibers.
- FIG. 5 shows an image of the cross-sectional structure of the crimped body obtained in Comparative Example 5 observed at a magnification of 500 times using the same SEM as described above.
- the crimped body obtained in Comparative Example 5 was a crimped body (film) in which fibers were heat-sealed to eliminate voids and formed into a film, making it meaningless to use fibers.
- adjacent PFA fibers are integrated with each other by the fibrils of PTFE, so that the resistance value at the time of abutting becomes large, and according to one embodiment of the present invention, the mechanical strength is increased. It was possible to easily obtain a strong pressure-bonded body.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Dispersion Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Laminated Bodies (AREA)
- Treatment Of Fiber Materials (AREA)
- Nonwoven Fabrics (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/629,129 US20220282412A1 (en) | 2019-08-01 | 2020-07-16 | Press-Bonded Body and Method for Producing the Same |
| JP2021536929A JP7560062B2 (ja) | 2019-08-01 | 2020-07-16 | 圧着体およびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019141881 | 2019-08-01 | ||
| JP2019-141881 | 2019-08-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021020147A1 true WO2021020147A1 (ja) | 2021-02-04 |
Family
ID=74229059
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/027680 Ceased WO2021020147A1 (ja) | 2019-08-01 | 2020-07-16 | 圧着体およびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220282412A1 (https=) |
| JP (1) | JP7560062B2 (https=) |
| TW (1) | TW202113187A (https=) |
| WO (1) | WO2021020147A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022210413A1 (ja) * | 2021-03-31 | 2022-10-06 | 株式会社バルカー | 接着体および接着体の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002511907A (ja) * | 1997-05-30 | 2002-04-16 | マイセル・テクノロジーズ | 表面処理 |
| JP2012188774A (ja) * | 2011-03-09 | 2012-10-04 | Mitsubishi Paper Mills Ltd | 不織布及び不織布の製造方法 |
| WO2014021167A1 (ja) * | 2012-07-31 | 2014-02-06 | 日本バルカー工業株式会社 | 親水化シートおよびその製造方法 |
| JP2016513191A (ja) * | 2013-02-28 | 2016-05-12 | シーオーツーネクサス | 高密度化流体を使用する耐久撥水剤の適用およびアクティブ化 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9980498B2 (en) * | 2010-08-11 | 2018-05-29 | Hormel Foods Corporation | Hybrid bacon cooking system |
| CN106928744B (zh) * | 2015-12-30 | 2019-08-27 | 广东生益科技股份有限公司 | 一种含填料的复合材料、片材以及含有它的电路基板 |
-
2020
- 2020-07-16 JP JP2021536929A patent/JP7560062B2/ja active Active
- 2020-07-16 US US17/629,129 patent/US20220282412A1/en not_active Abandoned
- 2020-07-16 WO PCT/JP2020/027680 patent/WO2021020147A1/ja not_active Ceased
- 2020-07-22 TW TW109124774A patent/TW202113187A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002511907A (ja) * | 1997-05-30 | 2002-04-16 | マイセル・テクノロジーズ | 表面処理 |
| JP2012188774A (ja) * | 2011-03-09 | 2012-10-04 | Mitsubishi Paper Mills Ltd | 不織布及び不織布の製造方法 |
| WO2014021167A1 (ja) * | 2012-07-31 | 2014-02-06 | 日本バルカー工業株式会社 | 親水化シートおよびその製造方法 |
| JP2016513191A (ja) * | 2013-02-28 | 2016-05-12 | シーオーツーネクサス | 高密度化流体を使用する耐久撥水剤の適用およびアクティブ化 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022210413A1 (ja) * | 2021-03-31 | 2022-10-06 | 株式会社バルカー | 接着体および接着体の製造方法 |
| JPWO2022210413A1 (https=) * | 2021-03-31 | 2022-10-06 | ||
| JP7679980B2 (ja) | 2021-03-31 | 2025-05-20 | 株式会社バルカー | 接着体および接着体の製造方法 |
| US12565601B2 (en) | 2021-03-31 | 2026-03-03 | Valqua, Ltd. | Bonded object, and method for manufacturing bonded object |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202113187A (zh) | 2021-04-01 |
| US20220282412A1 (en) | 2022-09-08 |
| JPWO2021020147A1 (https=) | 2021-02-04 |
| JP7560062B2 (ja) | 2024-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6138128B2 (ja) | 親水化シートおよびその製造方法 | |
| JP5525196B2 (ja) | 延伸ptfe膜及び製造方法 | |
| CN101580598B (zh) | 聚四氟乙烯多孔膜、其制造方法及过滤材料 | |
| US11028245B2 (en) | Porous air permeable polytetrafluoroethylene composites with improved mechanical and thermal properties | |
| US6127486A (en) | Co-continuous blend of a fluoropolymer and a thermoplastic and method | |
| KR101963986B1 (ko) | 열 전도성 물품의 생산을 위한 프로세스 | |
| CA2960281C (en) | Porous air permeable polytetrafluoroethylene composites with improved mechanical and thermal properties | |
| WO1992021715A1 (en) | Fluid treated polytetrafluoroethylene products and their manufacture | |
| JP5994972B2 (ja) | アラミド−樹脂フィルム積層体及びその製造方法 | |
| CN101518951A (zh) | 制备ptfe膜与无机材料的混合物的方法及与其相关的组合物 | |
| WO2021020147A1 (ja) | 圧着体およびその製造方法 | |
| JP2022502549A (ja) | 寸法安定性を有する未焼結の延伸ポリテトラフルオロエチレン複合膜 | |
| JP5940092B2 (ja) | フッ素樹脂繊維を含んでなるフッ素樹脂系シートおよびその製造方法 | |
| JP7649513B2 (ja) | 接着剤、接着体および圧着体の製造方法 | |
| JP7649512B2 (ja) | 接着剤、接着体および圧着体の製造方法 | |
| JP7256375B2 (ja) | エアフィルタ濾材の製造方法 | |
| JPWO2021020147A5 (https=) | ||
| WO2022210413A1 (ja) | 接着体および接着体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20848387 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021536929 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20848387 Country of ref document: EP Kind code of ref document: A1 |