WO2021014796A1 - 保存安定性や耐水性に優れるアクリルゴムベール - Google Patents
保存安定性や耐水性に優れるアクリルゴムベール Download PDFInfo
- Publication number
- WO2021014796A1 WO2021014796A1 PCT/JP2020/022319 JP2020022319W WO2021014796A1 WO 2021014796 A1 WO2021014796 A1 WO 2021014796A1 JP 2020022319 W JP2020022319 W JP 2020022319W WO 2021014796 A1 WO2021014796 A1 WO 2021014796A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- acrylic rubber
- weight
- rubber
- acrylic
- water
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2/00—Processes of polymerisation
- C08F2/12—Polymerisation in non-solvents
- C08F2/16—Aqueous medium
- C08F2/22—Emulsion polymerisation
- C08F2/24—Emulsion polymerisation with the aid of emulsifying agents
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, which oxygen atoms are present only as part of the carboxyl radical
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/06—Making preforms by moulding the material
- B29B11/10—Extrusion moulding
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08C—TREATMENT OR CHEMICAL MODIFICATION OF RUBBERS
- C08C1/00—Treatment of rubber latex
- C08C1/14—Coagulation
- C08C1/15—Coagulation characterised by the coagulants used
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2/00—Processes of polymerisation
- C08F2/12—Polymerisation in non-solvents
- C08F2/16—Aqueous medium
- C08F2/22—Emulsion polymerisation
- C08F2/24—Emulsion polymerisation with the aid of emulsifying agents
- C08F2/26—Emulsion polymerisation with the aid of emulsifying agents anionic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2/00—Processes of polymerisation
- C08F2/12—Polymerisation in non-solvents
- C08F2/16—Aqueous medium
- C08F2/22—Emulsion polymerisation
- C08F2/24—Emulsion polymerisation with the aid of emulsifying agents
- C08F2/30—Emulsion polymerisation with the aid of emulsifying agents non-ionic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F20/00—Homopolymers and copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride, ester, amide, imide or nitrile thereof
- C08F20/02—Monocarboxylic acids having less than ten carbon atoms, Derivatives thereof
- C08F20/10—Esters
- C08F20/12—Esters of monohydric alcohols or phenols
- C08F20/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F20/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1802—C2-(meth)acrylate, e.g. ethyl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1804—C4-(meth)acrylate, e.g. butyl (meth)acrylate, isobutyl (meth)acrylate or tert-butyl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F6/00—Post-polymerisation treatments
- C08F6/008—Treatment of solid polymer wetted by water or organic solvents, e.g. coagulum, filter cakes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F6/00—Post-polymerisation treatments
- C08F6/14—Treatment of polymer emulsions
- C08F6/16—Purification
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F6/00—Post-polymerisation treatments
- C08F6/14—Treatment of polymer emulsions
- C08F6/22—Coagulation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/06—Sulfur
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/14—Homopolymers or copolymers of esters of esters containing halogen, nitrogen, sulfur, or oxygen atoms in addition to the carboxy oxygen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/18—Homopolymers or copolymers of nitriles
- C08L33/20—Homopolymers or copolymers of acrylonitrile
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L35/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a carboxyl radical, and containing at least one other carboxyl radical in the molecule, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L35/02—Homopolymers or copolymers of esters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
- C08K2003/0818—Alkali metal
Definitions
- the present invention relates to an acrylic rubber bale and its manufacturing method, a rubber mixture and its manufacturing method, and a rubber crosslinked product. More specifically, an acrylic rubber bale having excellent storage stability and water resistance and its manufacturing method, the acrylic rubber bale.
- the present invention relates to a rubber mixture containing the mixture, a method for producing the same, and a rubber crosslinked product obtained by cross-linking the rubber mixture.
- Acrylic rubber is a polymer containing acrylic acid ester as a main component, and is generally known as rubber having excellent heat resistance, oil resistance, and ozone resistance, and is widely used in automobile-related fields and the like.
- Such acrylic rubber is usually emulsion-polymerized with the monomer components constituting the acrylic rubber, brought into contact with the obtained emulsion polymerization solution and a coagulant, and the obtained hydrous crumb is dried and then veiled and commercialized. To.
- Patent Document 1 Japanese Unexamined Patent Publication No. 2006-3282389 describes a step of obtaining a crumb slurry containing a crumb-like rubber polymer by contacting a polymer latex with a coagulating liquid, and stirring power.
- a method for producing a rubber polymer which comprises a dehydration step of obtaining a polymer and a step of heating and drying a crumb-shaped rubber polymer from which water has been removed, is disclosed, and the dried crumb is introduced into a baler in the form of flakes. It is stated that it is compressed and veiled.
- an unsaturated nitrile-conjugated diene copolymer latex obtained by emulsification polymerization is specifically shown, and ethyl acrylate / n-butyl acrylate copolymer and ethyl acrylate / It has been shown that it can be applied to copolymers composed only of acrylates such as n-butyl acrylate / 2-methoxyethyl acrylate copolymers.
- acrylic rubber composed only of acrylate has a problem that it is inferior in crosslinked rubber characteristics such as heat resistance and compression set resistance.
- Acrylic rubber having a reactive group having excellent heat resistance and compression set resistance are described in Patent Document 2 (International Publication No. 2018/116828) as ethyl acrylate, n-butyl acrylate and fumaric acid.
- Acrylic rubber latex obtained by emulsifying a monomer component composed of mono-n-butyl with sodium lauryl sulfate as an emulsifier, polyethylene glycol monostearate and water, and emulsion polymerization in the presence of a polymerization initiator until the polymerization conversion rate reaches 95%.
- this method has problems such as a large number of semi-coagulated hydrous crumbs generated in the coagulation reaction and a large amount of adhering to the coagulation tank, and problems such as insufficient removal of coagulants and emulsifiers by washing. Even if it was produced, there was a problem that it was inferior in storage stability and water resistance.
- Patent Document 3 International Publication No. 2018/079783 pamphlet
- a monomer component composed of ethyl acrylate, n-butyl acrylate, and mono n-butyl fumarate is contained in pure water, sodium lauryl sulfate, and polyoxy.
- Patent Document 4 Japanese Unexamined Patent Publication No. 1-225512 describes biaxial extrusion drying including a feed barrel, a dehydration barrel, a standard barrel, a vent barrel, and a vacuum barrel.
- NBR nitrile rubber
- a method of continuously extruding into a strip through a plate and a die portion is disclosed, and it is described that an acrylic rubber crumb is used as an applied rubber crumb.
- the patent document does not describe veiling using such an acrylic rubber sheet.
- the present invention has been made in view of such circumstances, and an acrylic rubber bale having excellent storage stability and water resistance and a method for producing the same, a rubber mixture containing the acrylic rubber bale and the method for producing the same, and a crosslinked rubber product thereof.
- the purpose is to provide.
- an acrylic rubber bale made of acrylic rubber having a reactive group, having an ash content of less than a specific value, less air entrainment, and a large specific gravity has storage stability and water resistance. Found to be highly superior.
- the present inventors also have a content and composition ratio of a specific component in ash, a molecular weight distribution focusing on a molecular weight and a high molecular weight region, a complex viscosity at 60 ° C. and 100 ° C., and a gel amount of an insoluble methyl ethyl ketone. It was also found that the storage stability and water resistance of the acrylic rubber veil were further improved by specifying the water content.
- the present inventors also produced such an acrylic rubber veil by contacting an emulsion polymerization solution obtained by emulsion polymerization of a monomer component containing a (meth) acrylic acid ester and a reactive group-containing monomer with a coagulation solution. It has been found that a hydrous crumb can be easily produced by dehydrating and drying it using a specific screw type extruder, extruding it into a sheet, and laminating it.
- the present inventors further include an emulsifier and a coagulant, a contact method and stirring peripheral speed between the emulsion polymerization solution and the coagulation solution in the coagulation step, the temperature of the drying barrel portion of the screw type extruder, the resin pressure of the die portion, and sheet-like drying. It has been found that an acrylic rubber bale having excellent storage stability and water resistance can be produced more efficiently by specifying the rubber cutting temperature and the laminating temperature of the sheet-shaped dry rubber.
- the present inventors have completed the present invention based on these findings.
- Acrylic rubber veils are provided in which the total content of the seed elements is at least 50% by weight as a percentage of the total ash content and the specific gravity is 0.9 or more.
- the specific gravity is preferably in the range of 1 to 1.2.
- the total amount of sodium and sulfur in the ash content is preferably 50% by weight or more as a ratio to the total ash content.
- the total amount of sodium and sulfur in the ash content is 90% by weight or more in proportion to the total ash content.
- the ratio of sodium to sulfur in the ash is preferably in the range of 0.4 to 2.5 by weight.
- the ratio of sodium and sulfur in the ash is in the range of 0.7 to 1 by weight.
- the weight average molecular weight (Mw) of the acrylic rubber is preferably in the range of 100,000 to 5,000,000.
- the ratio (Mz / Mw) of the z average molecular weight (Mz) of the acrylic rubber to the weight average molecular weight (Mw) is preferably 1.3 or more.
- the complex viscosity at 60 ° C. ([ ⁇ ] 60 ° C.) is preferably 15,000 Pa ⁇ s or less, and the complex viscosity at 100 ° C. ([ ⁇ ] 100 ° C.) and 60.
- the ratio ([ ⁇ ] 100 ° C./[ ⁇ ] 60 ° C.) to the complex viscosity at ° C. ([ ⁇ ] 60 ° C.) is preferably 0.5 or more.
- the ratio of the complex viscosity at 100 ° C. ([ ⁇ ] 100 ° C.) to the complex viscosity at 60 ° C. ([ ⁇ ] 60 ° C.) ([ ⁇ ] 100 ° C./[ ⁇ ] 60 ° C. ) Is more preferably 0.83 or more.
- the gel amount of the insoluble methyl ethyl ketone is preferably 50% by weight or less.
- the water content is preferably less than 1% by weight.
- a monomer component containing a (meth) acrylic acid ester and a reactive group-containing monomer is emulsified with water and an emulsifier, and emulsion polymerization is carried out in the presence of a polymerization catalyst to obtain an emulsion polymerization solution.
- the dehydration barrel dehydrates to a water content of 1 to 40% by weight, and then the drying barrel dries to less than 1% by weight.
- a method for producing an acrylic rubber bale which comprises a dehydration / drying / molding step of extruding a sheet-shaped dry rubber from a die and a bale-forming step of laminating and bale the extruded sheet-shaped dry rubber.
- the emulsifier is a sulfate ester salt and the coagulant is a sodium salt.
- the emulsion polymerization solution it is preferable to add the emulsion polymerization solution to the coagulation solution in which the contact between the emulsion polymerization solution and the coagulation solution is agitated.
- the peripheral speed of the agitated coagulant is 0.5 m / s or more.
- the temperature of the hydrous crumb supplied to the screw type extruder is preferably in the range of 50 to 90 ° C.
- the degree of decompression of the dry barrel portion of the screw type extruder is preferably in the range of 1 to 50 kPa.
- the set temperature of the drying barrel portion of the screw type extruder is 100 to 250 ° C.
- the resin pressure of the die portion of the screw type extruder is preferably in the range of 0.1 to 10 MPa.
- the sheet-shaped dry rubber is laminated after the sheet-shaped dry rubber is cut.
- the sheet-shaped dry rubber is cut at a sheet-shaped dry rubber temperature of 60 ° C. or lower.
- the sheet-shaped dry rubber is laminated at a sheet-shaped dry rubber temperature of 30 ° C. or higher.
- a rubber mixture obtained by mixing a filler and a cross-linking agent with the acrylic rubber veil.
- a method for producing a rubber mixture which comprises mixing a filler and a cross-linking agent with the acrylic rubber veil with a mixer.
- a method for producing a rubber mixture in which the acrylic rubber veil and the filler are mixed and then the cross-linking agent is mixed.
- a rubber crosslinked product obtained by cross-linking the rubber mixture is further provided.
- an acrylic rubber bale having excellent storage stability and water resistance and a method for producing the same, a rubber mixture containing the acrylic rubber veil and a method for producing the same, and a crosslinked rubber product obtained by cross-linking the acrylic rubber veil are provided. Rubber.
- the acrylic rubber veil of the present invention is made of acrylic rubber having a reactive group, has an ash content of 0.2% by weight or less, and is at least one element selected from sodium, sulfur, calcium, magnesium and phosphorus in the ash content.
- the total content of ash is at least 50% by weight as a ratio to the total ash content, and the specific gravity is 0.9 or more.
- the acrylic rubber veil of the present invention is made of acrylic rubber having a reactive group.
- the reactive group in the acrylic rubber is appropriately selected depending on the intended use, but preferably at least one functional group selected from a carboxyl group, an epoxy group and a halogen group, more preferably a carboxyl group, an epoxy group and the like. It is at least one functional group selected from the group consisting of chlorine atoms.
- a reactive group may be imparted to the acrylic rubber by a post-reaction, but a copolymer of a reactive group-containing monomer is preferable.
- the acrylic rubber constituting the acrylic rubber veil of the present invention preferably contains (meth) acrylic acid ester, and the amount of (meth) acrylic acid ester in the acrylic rubber is not particularly limited, but is usually 50% by weight. As mentioned above, it is preferably 70% by weight or more, and more preferably 80% by weight or more.
- the (meth) acrylic acid ester preferably contains at least one (meth) acrylic acid ester selected from (meth) acrylic acid alkyl esters and (meth) acrylic acid alkoxyalkyl esters.
- "(meth) acrylic acid ester" is a general term for esters of acrylic acid and / or methacrylic acid.
- acrylic rubber having a preferable reactive group include at least one (meth) acrylic acid ester selected from (meth) acrylic acid alkyl ester and (meth) acrylic acid alkoxyalkyl ester, and a reactive group-containing single amount.
- acrylic acid ester selected from (meth) acrylic acid alkyl ester and (meth) acrylic acid alkoxyalkyl ester
- reactive group-containing single amount examples include those consisting of the body and other monomers copolymerizable as needed.
- the (meth) acrylic acid alkyl ester is not limited, but usually has a (meth) acrylic acid alkyl ester having an alkyl group having 1 to 12 carbon atoms, preferably a (meth) acrylic acid having an alkyl group having 1 to 8 carbon atoms.
- (meth) acrylic acid alkyl ester examples include methyl (meth) acrylic acid, ethyl (meth) acrylic acid, n-propyl (meth) acrylic acid, isopropyl (meth) acrylic acid, and n- (meth) acrylic acid.
- the (meth) alkoxyalkyl ester is not limited, but usually has a (meth) alkoxyalkyl ester having 2 to 12 alkoxyalkyl groups, preferably a (meth) acrylic acid having 2 to 8 alkoxyalkyl groups.
- (meth) acrylic acid alkoxyalkyl ester examples include methoxymethyl (meth) acrylate, methoxyethyl (meth) acrylate, methoxypropyl (meth) acrylate, methoxybutyl (meth) acrylate, and (meth). Examples thereof include ethoxymethyl acrylate, ethoxyethyl (meth) acrylate, propoxyethyl (meth) acrylate, and butoxyethyl (meth) acrylate.
- methoxyethyl (meth) acrylate, ethoxyethyl (meth) acrylate and the like are preferable, and methoxyethyl acrylate and ethoxyethyl acrylate are more preferable.
- At least one (meth) acrylic acid ester selected from these (meth) acrylic acid alkyl esters and (meth) acrylic acid alkoxyalkyl esters is used alone or in combination of two or more, and the ratio in the acrylic rubber. Is usually 50 to 99.99% by weight, preferably 70 to 99.9% by weight, more preferably 80 to 99.5% by weight, and most preferably 87 to 99% by weight. If the amount of (meth) acrylic acid ester in the monomer component is excessively small, the weather resistance, heat resistance, and oil resistance of the obtained acrylic rubber may decrease, which is not preferable.
- the type of the reactive group-containing monomer is not limited and is appropriately selected depending on the intended use, but a monomer having at least one functional group selected from a carboxyl group, an epoxy group and a halogen group is preferable. , A monomer having at least one functional group selected from the group consisting of a carboxyl group, an epoxy group and a chlorine atom is preferable.
- the monomer having a carboxyl group is not limited, but an ethylenically unsaturated carboxylic acid can be preferably used.
- the ethylenically unsaturated carboxylic acid include ethylenically unsaturated monocarboxylic acid, ethylenically unsaturated dicarboxylic acid, and ethylenically unsaturated dicarboxylic acid monoester, and among these, ethylenically unsaturated dicarboxylic acid monoester. It is preferable that the ester can further enhance the compression resistance permanent strain property when the acrylic rubber is used as a rubber crosslinked product.
- the ethylenically unsaturated monocarboxylic acid is not limited, but an ethylenically unsaturated monocarboxylic acid having 3 to 12 carbon atoms is preferable, and for example, acrylic acid, methacrylic acid, ⁇ -ethylacrylic acid, crotonic acid, and cinnamic acid. And so on.
- the ethylenically unsaturated dicarboxylic acid is not limited, but an ethylenically unsaturated dicarboxylic acid having 4 to 12 carbon atoms is preferable, and specific examples thereof include butenedioic acids such as fumaric acid and maleic acid, itaconic acid, and citraconic acid. Can be mentioned.
- the ethylenically unsaturated dicarboxylic acid includes those existing as an anhydride.
- the ethylenically unsaturated dicarboxylic acid monoester is not limited, but is usually an ethylenically unsaturated dicarboxylic acid having 4 to 12 carbon atoms and an alkyl monoester having 1 to 12 carbon atoms, preferably ethylenic having 4 to 6 carbon atoms.
- ethylenically unsaturated dicarboxylic acid monoesters include monomethyl fumarate, monoethyl fumarate, mono n-butyl fumarate, monomethyl maleate, monoethyl maleate, mono n-butyl maleate, and monocyclopentyl fumarate.
- monoalkyl maleates such as monocyclohexyl maleate;
- monoalkyl ester of itaconic acid examples thereof include monoalkyl ester of itaconic acid, and among these, mono-n-butyl fumarate and mono n-butyl maleate are preferable, and mono n-butyl fumarate is particularly preferable.
- Examples of the monomer having an epoxy group include an epoxy group-containing (meth) acrylic acid ester such as glycidyl (meth) acrylate; and an epoxy group-containing vinyl ether such as allyl glycidyl ether and vinyl glycidyl ether.
- Examples of the monomer having a halogen group include unsaturated alcohol esters of halogen-containing saturated carboxylic acids, (meth) acrylic acid haloalkyl esters, (meth) acrylic acid haloacyloxyalkyl esters, and (meth) acrylic acids (haloacetylcarbamoyl).
- Oxy) alkyl esters, halogen-containing unsaturated ethers, halogen-containing unsaturated ketones, halomethyl group-containing aromatic vinyl compounds, halogen-containing unsaturated amides, haloacetyl group-containing unsaturated monomers and the like can be mentioned.
- the unsaturated alcohol ester of the halogen-containing saturated carboxylic acid include vinyl chloroacetate, vinyl 2-chloropropionate, and allyl chloroacetate.
- the (meth) acrylic acid haloalkyl ester include chloromethyl (meth) acrylic acid, 1-chloroethyl (meth) acrylic acid, 2-chloroethyl (meth) acrylic acid, and 1,2-dichloroethyl (meth) acrylic acid. Examples thereof include 2-chloropropyl (meth) acrylic acid, 3-chloropropyl (meth) acrylic acid, and 2,3-dichloropropyl (meth) acrylic acid.
- Examples of the (meth) acrylic acid haloacyloxyalkyl ester include (meth) acrylic acid 2- (chloroacetoxy) ethyl, (meth) acrylic acid 2- (chloroacetoxy) propyl, and (meth) acrylic acid 3- (chloroacetoxy). ) Propyl, 3- (hydroxychloroacetoxy) propyl (meth) acrylate and the like.
- (meth) acrylic acid (haloacetylcarbamoyloxy) alkyl ester examples include (meth) acrylic acid 2- (chloroacetylcarbamoyloxy) ethyl and (meth) acrylic acid 3- (chloroacetylcarbamoyloxy) propyl.
- halogen-containing unsaturated ether examples include chloromethyl vinyl ether, 2-chloroethyl vinyl ether, 3-chloropropyl vinyl ether, 2-chloroethyl allyl ether, 3-chloropropyl allyl ether and the like.
- halogen-containing unsaturated ketone examples include 2-chloroethyl vinyl ketone, 3-chloropropyl vinyl ketone, 2-chloroethyl allyl ketone and the like.
- halomethyl group-containing aromatic vinyl compound examples include p-chloromethylstyrene, m-chloromethylstyrene, o-chloromethylstyrene, p-chloromethyl- ⁇ -methylstyrene and the like.
- halogen-containing unsaturated amide examples include N-chloromethyl (meth) acrylamide, and specific examples of the haloacetyl group-containing unsaturated monomer include 3- (hydroxychloroacetoxy) propylallyl ether. , P-vinylbenzylchloroacetate and the like.
- These reactive group-containing monomers are used alone or in combination of two or more, and the proportion in the acrylic rubber is usually 0.01 to 20% by weight, preferably 0.1 to 10% by weight, and more. It is preferably 0.5 to 5% by weight, most preferably 1 to 3% by weight.
- the monomer other than the monomer used as needed (hereinafter referred to as "other monomer”) is not particularly limited as long as it can be copolymerized with the monomer, and is not particularly limited.
- examples thereof include aromatic vinyl, ethylenically unsaturated nitriles, acrylamide-based monomers, and other olefin-based monomers.
- aromatic vinyl used as the other monomer include styrene, ⁇ -methylstyrene, divinylbenzene and the like.
- Specific examples of the ethylenically unsaturated nitrile include acrylonitrile and methacrylonitrile.
- Specific examples of the acrylamide-based monomer include acrylamide and methacrylamide.
- Specific examples of other olefin-based monomers include ethylene, propylene, vinyl acetate, ethyl vinyl ether, and butyl vinyl ether.
- the proportion in the acrylic rubber is usually 0 to 30% by weight, preferably 0 to 20% by weight, and more preferably 0 to 15% by weight. %, Most preferably in the range of 0-10% by weight.
- the acrylic rubber constituting the acrylic rubber veil of the present invention is characterized by having a reactive group in the polymer.
- the content of the reactive group may be appropriately selected according to the purpose of use, but is usually 0.001 to 5% by weight, preferably 0.01 to 3% by weight, based on the weight ratio of the reactive group itself.
- the acrylic rubber constituting the acrylic rubber veil of the present invention include at least one (meth) acrylic acid ester selected from (meth) acrylic acid alkyl ester and (meth) acrylic acid alkoxyalkyl ester, and a reactive group. It consists of a containing monomer and other copolymerizable monomers contained as needed, and the proportion in each acrylic rubber is from (meth) acrylic acid alkyl ester and (meth) acrylic acid alkoxyalkyl ester. At least one (meth) acrylic acid ester selected is usually 50-99.99% by weight, preferably 70-99.9% by weight, more preferably 80-99.5% by weight, particularly preferably 87-99% by weight.
- the amount of the reactive group-containing monomer is usually 0.01 to 20% by weight, preferably 0.1 to 10% by weight, more preferably 0.5 to 5% by weight, and particularly preferably 1.
- the range of other monomers is usually 0 to 30% by weight, preferably 0 to 20% by weight, more preferably 0 to 15% by weight, and particularly preferably 0 to 10% by weight. Is.
- the weight average molecular weight (Mw) of the acrylic rubber constituting the acrylic rubber veil of the present invention is not limited, but is an absolute molecular weight measured by GPC-MALS, and is usually 100,000 to 5,000,000, preferably 500, Processing when mixing acrylic rubber veils when in the range of 000-4,000,000, more preferably 700,000-3,000,000, most preferably 1,000,000-2,500,000. It is suitable because the properties, strength characteristics and compression resistance permanent strain characteristics are highly balanced.
- the ratio (Mz / Mw) of the z average molecular weight (Mz) and the weight average molecular weight (Mw) of the acrylic rubber constituting the acrylic rubber veil of the present invention is not limited, but is an absolute molecular weight distribution measured by GPC-MALS. , Usually 1.3 or more, preferably 1.4 to 5, more preferably 1.5 to 2, the processability and strength characteristics of the acrylic rubber bale are highly balanced, and the physical properties during storage. It is suitable because it can mitigate changes.
- the glass transition temperature (Tg) of the acrylic rubber constituting the acrylic rubber veil of the present invention is not limited, but is usually 20 ° C. or lower, preferably 10 ° C. or lower, and more preferably 0 ° C. or lower.
- the lower limit of the glass transition temperature (Tg) is also not limited, but is usually ⁇ 80 ° C. or higher, preferably ⁇ 60 ° C. or higher, and more preferably ⁇ 40 ° C. or higher.
- the content of acrylic rubber in the acrylic rubber veil of the present invention is appropriately selected according to the intended use of the acrylic rubber veil, but is usually 95% by weight or more, preferably 97% by weight or more, and more preferably 98% by weight or more. Is.
- the acrylic rubber veil of the present invention is made of the acrylic rubber, and is characterized in that the amount of ash, the ash component, and the specific gravity are each within a specific range.
- the ash content in the acrylic rubber veil is measured according to the JIS K6228A method, and the emulsifier and emulsion polymerization solution used for emulsifying and emulsion-polymerizing the monomer component in the production of acrylic rubber are coagulated.
- the residue of the coagulant used in this case is the main component.
- the ash content of the acrylic rubber veil of the present invention is. When it is 0.2% by weight or less, preferably 0.15% by weight or less, more preferably 0.12% by weight or less, particularly preferably 0.11% by weight or less, and most preferably 0.1% by weight or less. It has excellent storage stability and water resistance and is suitable.
- the lower limit of the ash content is not limited, but is usually 0.0001% by weight or more, preferably 0.0005% by weight or more, more preferably 0.001% by weight or more, particularly preferably 0.005% by weight or more, most preferably. When is 0.01% by weight or more, metal adhesion is suppressed and workability is excellent, which is suitable.
- the amount of ash for highly balancing the storage stability, water resistance and metal adhesion of the acrylic veil of the present invention is usually 0.0001 to 0.2% by weight, preferably 0.0005 to 0.15% by weight. It is more preferably in the range of 0.001 to 0.12% by weight, particularly preferably 0.005 to 0.11% by weight, and most preferably 0.01 to 0.1% by weight.
- the acrylic rubber veil of the present invention has a total content of at least one element selected from sodium, sulfur, calcium, magnesium and phosphorus in the ash content of at least 30% by weight, preferably 50% by weight or more, more preferably. Is 70% by weight or more, particularly preferably 80% by weight or more, and the storage stability and water resistance of the acrylic rubber veil are highly excellent and suitable.
- the total amount of sodium and sulfur in the ash content of the acrylic rubber veil of the present invention is usually 30% by weight or more, preferably 50% by weight or more, more preferably 70% by weight or more, particularly preferably 80% by weight or more.
- storage stability and water resistance are highly excellent and suitable.
- the ratio of sodium to sulfur ([Na] / [S]) in the ash content of the acrylic rubber veil of the present invention is not particularly limited, but is usually 0.4 to 2.5, preferably 0 in terms of weight ratio. Highly excellent water resistance when in the range of .6 to 1.5, more preferably 0.7 to 1, particularly preferably 0.75 to 0.95, and most preferably 0.8 to 0.9. Suitable.
- the specific gravity of the acrylic rubber veil of the present invention is at least 0.9 or more, preferably 0.9 to 1.3, more preferably 0.95 to 1.25, and particularly preferably 1.0 to 1.2. is there.
- Acrylic rubber veil with high specific gravity has high storage stability and is suitable.
- the water content of the acrylic rubber veil of the present invention is not limited, but the vulcanization characteristics are usually optimized when it is usually less than 1% by weight, preferably 0.8% by weight or less, and more preferably 0.6% by weight or less. It is suitable because it has excellent properties such as heat resistance and water resistance.
- the gel amount of the acrylic rubber veil of the present invention is not limited, but is usually 50% by weight or less, preferably 40% by weight or less, more preferably 30% by weight or less, and particularly preferably 10% by weight or less, in terms of the insoluble content of methyl ethyl ketone. Most preferably, when it is 5% by weight or less, the workability is highly improved and it is preferable.
- the pH of the acrylic rubber sheet of the present invention is not limited, but is usually stable when stored in the range of 6 or less, preferably 2 to 6, more preferably 2.5 to 5.5, and particularly preferably 3 to 5.
- the properties are highly improved and suitable.
- the complex viscosity ([ ⁇ ] 60 ° C.) of the acrylic rubber veil of the present invention at 60 ° C. is not limited, but is usually 15,000 Pa ⁇ s or less, preferably 2,000 to 10,000 Pa ⁇ s, more preferably 2. , 500 to 7,000 Pa ⁇ s, most preferably in the range of 2,700 to 5,500 Pa ⁇ s, it is excellent in processability, oil resistance and shape retention.
- the complex viscosity at 100 ° C. ([ ⁇ ] 100 ° C.) is not limited, but is usually 1,500 to 6,000 Pa ⁇ s, preferably 2,000 to 5,000 Pa ⁇ s, and more preferably 2,500. When it is in the range of ⁇ 4,000 Pa ⁇ s, most preferably 2,500 to 3,500 Pa ⁇ s, it is excellent in processability, oil resistance and shape retention.
- the ratio of the complex viscosity ([ ⁇ ] 100 ° C.) of the acrylic rubber veil of the present invention at 100 ° C. to the complex viscosity ([ ⁇ ] 60 ° C.) at 60 ° C. Is usually 0.5 or more, preferably 0.6 or more, more preferably 0.7 or more, particularly preferably 0.8 or more, and most preferably 0.83 or more. Further, the ratio ([ ⁇ ] 100 ° C./[ ⁇ ] 60 ° C.) of the complex viscosity at 100 ° C. ([ ⁇ ] 100 ° C.) to the complex viscosity at 60 ° C. ([ ⁇ ] 60 ° C.) is usually 0. 5 to 0.99, preferably 0.5 to 0.98, more preferably 0.6 to 0.95, particularly preferably 0.75 to 0.93, most preferably 0.8 to 0.93. When the above, workability, oil resistance, and shape retention are highly balanced and suitable.
- the Mooney viscosity (ML1 + 4,100 ° C.) of the acrylic rubber veil of the present invention is not limited, but is usually in the range of 10 to 150, preferably 20 to 100, more preferably 25 to 70, and has workability and strength characteristics. Is highly balanced and suitable.
- the size of the acrylic rubber veil of the present invention is not limited, but the width is usually in the range of 100 to 800 mm, preferably 200 to 500 mm, more preferably 250 to 450 mm, and the length is usually 300 to 1,200 mm, preferably. Is in the range of 400 to 1,000 mm, more preferably 500 to 800 mm, and the height (thickness) is usually in the range of 50 to 500 mm, preferably 100 to 300 mm, more preferably 150 to 250 mm. ..
- the shape of the acrylic rubber veil of the present invention is not limited and is appropriately selected according to the intended use of the acrylic rubber veil, but in many cases, a rectangular parallelepiped is preferable.
- the acrylic rubber veil can be suitably produced by the production method of the present invention including the following steps (1) to (5). That is, (1) An emulsion polymerization step in which a monomer component containing (meth) acrylic acid ester as a main component is emulsified with water and an emulsifier and emulsion-polymerized in the presence of a polymerization catalyst to obtain an emulsion polymerization solution.
- the emulsion polymerization step of the above (1) in the method for producing an acrylic rubber veil of the present invention is characterized in that the above-mentioned monomer component is emulsified with water and an emulsifier and emulsion-polymerized in the presence of a polymerization catalyst to obtain an emulsion polymerization solution. And.
- the emulsifier used in the emulsion polymerization step is not limited, and examples thereof include an anionic emulsifier, a cationic emulsifier, and a nonionic emulsifier. Among these, anionic emulsifiers and nonionic emulsifiers are preferable, and anionic emulsifiers are particularly preferable.
- anionic emulsifier examples include fatty acid-based emulsifiers, sulfonic acid-based emulsifiers, sulfosuccinic acid-based emulsifiers, sulfuric acid-based emulsifiers, phosphoric acid-based emulsifiers, etc., and sulfuric acid-based emulsifiers are preferable.
- fatty acid-based emulsifiers examples include sodium octanate, sodium decanoate, sodium laurate, sodium myristate, sodium palmitate, sodium stearate, and the like.
- sulfonic acid-based emulsifier examples include sodium hexane sulfonate, sodium octane sulfonate, sodium decane sulfonate, sodium toluene sulfonate, sodium cumene sulfonate, sodium octylbenzene sulfonate, sodium dodecylbenzene sulfonate, and dodecylbenzene sulfonic acid.
- examples thereof include ammonium, sodium naphthalene sulfonate, sodium alkylnaphthalene sulfonate, sodium alkyldiphenyl ether disulfonate and the like.
- sulfosuccinic acid-based emulsifier examples include sodium dioctyl sulfosuccinate and sodium dihexyl sulfosuccinate.
- a sulfate ester salt can be preferably used as the sulfuric acid-based emulsifier.
- the sulfate ester salt include sodium lauryl sulfate, ammonium lauryl sulfate, sodium myristyl sulfate, sodium laureth sulfate, sodium polyoxyethylene alkyl sulfate, sodium polyoxyethylene alkylaryl sulfate, and the like, and sodium lauryl sulfate is particularly preferable.
- Examples of the phosphoric acid-based emulsifier include sodium lauryl phosphate, potassium lauryl phosphate, sodium polyoxyalkylene alkyl ether phosphoric acid ester, and the like.
- Examples of the cationic emulsifier include alkyltrimethylammonium chloride, dialkylammonium chloride, and benzylammonium chloride.
- nonionic emulsifier examples include polyoxyalkylene fatty acid esters such as polyoxyethylene stearic acid ester; polyoxyalkylene alkyl ethers such as polyoxyethylene dodecyl ether; polyoxyalkylene alkyl phenol ethers such as polyoxyethylene nonylphenyl ether; and poly.
- examples thereof include oxyethylene sorbitan alkyl ester, and polyoxyalkylene alkyl ether and polyoxyalkylene alkyl phenol ether are preferable, and polyoxyethylene alkyl ether and polyoxyethylene alkyl phenol ether are more preferable.
- Each of these emulsifiers can be used alone or in combination of two or more, and the amount used is usually 0.01 to 10 parts by weight, preferably 0.1 to 10 parts by weight, based on 100 parts by weight of the monomer component. It is in the range of 5 parts by weight, more preferably 1 to 3 parts by weight.
- a conventional method may be followed, and examples thereof include a method of stirring the monomer, emulsifier and water using a stirrer such as a homogenizer or a disk turbine. ..
- the amount of water used is usually in the range of 10 to 750 parts by weight, preferably 50 to 500 parts by weight, and more preferably 100 to 400 parts by weight with respect to 100 parts by weight of the monomer component.
- the polymerization catalyst used in the emulsion polymerization step is not limited as long as it is usually used in emulsion polymerization, but for example, a redox catalyst composed of a radical generator and a reducing agent can be used.
- radical generator examples include peroxides and azo compounds, and peroxides are preferable.
- peroxide an inorganic peroxide or an organic peroxide is used.
- Examples of the inorganic peroxide include sodium persulfate, potassium persulfate, hydrogen peroxide, ammonium persulfate, etc.
- potassium persulfate, hydrogen peroxide, ammonium persulfate are preferable, and potassium persulfate is preferable. Especially preferable.
- organic peroxide examples include 2,2-di (4,4-di- (t-butylperoxy) cyclohexyl) propane, 1-di- (t-hexylperoxy) cyclohexane, and 1,1. -Di- (t-butylperoxy) cyclohexane, 4,4-di- (t-butylperoxy) n-butyl valerate, 2,2-di- (t-butylperoxy) butane, t-butylhydro Peroxide, cumene hydroperoxide, diisopropylbenzene hydroperoxide, paramentan hydroperoxide, benzoyl peroxide, 1,1,3,3-tetraethylbutylhydroperoxide, t-butylcumyl peroxide, di-t-butyl Peroxide, di-t-hexyl peroxide, di (2-t-butylperoxyisopropyl) benzene
- azo compound examples include azobisisobutyronitrile, 4,4'-azobis (4-cyanovaleric acid), 2,2'-azobis [2- (2-imidazolin-2-yl) propane, 2, 2'-azobis (propane-2-carboamidine), 2,2'-azobis [N- (2-carboxyethyl) -2-methylpropaneamide], 2,2'-azobis ⁇ 2- [1- (2) -Hydroxyethyl) -2-imidazolin-2-yl] propane ⁇ , 2,2'-azobis (1-imino-1-pyrrolidino-2-methylpropane) and 2,2'-azobis ⁇ 2-methyl-N- [1,1-bis (hydroxymethyl) -2-hydroxyethyl] propanamide ⁇ and the like can be mentioned.
- radical generators can be used individually or in combination of two or more, and the amount used is usually 0.0001 to 5 parts by weight, preferably 0.% by weight, based on 100 parts by weight of the monomer component. It is in the range of 0005 to 1 part by weight, more preferably 0.001 to 0.5 parts by weight.
- the reducing agent is not limited as long as it is used in the redox catalyst of emulsion polymerization, but in the present invention, it is particularly preferable to use at least two kinds of reducing agents in combination.
- the at least two types of reducing agents for example, a combination of a metal ion compound in a reduced state and another reducing agent is suitable.
- the metal ion compound in the reduced state is not particularly limited, and examples thereof include ferrous sulfate, sodium hexamethylenediamine tetraacetate, and cuprous naphthenate, and among these, ferrous sulfate is preferable.
- These reduced metal ion compounds can be used alone or in combination of two or more, and the amount used is usually 0.000001 to 0.01 weight by weight based on 100 parts by weight of the monomer component. Parts, preferably in the range of 0.00001 to 0.001 parts by weight, more preferably in the range of 0.00005 to 0.0005 parts by weight.
- the reducing agent other than the metal ion compound in the reduced state is not particularly limited, but is, for example, ascorbic acid such as ascorbic acid, sodium ascorbate, potassium ascorbate or a salt thereof; erythorbic acid, sodium erythorbicate, erythorbic acid.
- Elysorbic acid such as potassium or a salt thereof; sulphinate such as sodium hydroxymethane sulfite; sodium sulfite, potassium sulfite, sodium hydrogen sulfite, aldehyde sodium hydrogen sulfite, potassium hydrogen sulfite sulfite; sodium pyrosulfite, potassium pyrosulfite, Pyro sulfites such as sodium pyrosulfite and potassium hydrogen sulfite; thiosulfates such as sodium thiosulfite and potassium thiosulfite; subphosphates, sodium bisulfite, potassium bisulfite, sodium hydrogen phosphite, potassium hydrogen phosphite Phosphoric acid or a salt thereof; pyrophosylic acid such as pyrophosphate, sodium pyrophosphate, potassium pyrophosphate, sodium hydrogen pyrophosphate, potassium hydrogen pyrophosphate or a salt thereof; sodium formaldehyde
- the reducing agents other than the metal ion compounds in the reduced state can be used individually or in combination of two or more, and the amount used is usually 0.001 to 0.001 to 100 parts by weight of the monomer component. It is in the range of 1 part by weight, preferably 0.005 to 0.5 parts by weight, and more preferably 0.01 to 0.3 parts by weight.
- a preferable combination of the metal ion compound in the reduced state and the other reducing agent is a combination of ferrous sulfate and ascorbic acid or a salt thereof and / or sodium formaldehyde sulfoxylate, and more preferably ferrous sulfate. And ascorbate and / or sodium formaldehyde sulfoxylate, most preferably ferrous sulfate and alcorbate.
- the amount of ferrous sulfate used at this time is usually 0.000001 to 0.01 parts by weight, preferably 0.00001 to 0.001 parts by weight, and more preferably 0, based on 100 parts by weight of the monomer component.
- the amount of ascorbic acid or a salt thereof and / or sodium formaldehyde sulfoxylate used is usually 0.001 to 1 part by weight, preferably 0.001 to 1 part by weight, based on 100 parts by weight of the monomer component. Is in the range of 0.005 to 0.5 parts by weight, more preferably 0.01 to 0.3 parts by weight.
- the amount of water used in the emulsion polymerization reaction may be only the amount used at the time of emulsification of the monomer component, but is usually 10 to 1,000 parts by weight, preferably 10 to 1,000 parts by weight, based on 100 parts by weight of the monomer component used for polymerization. Is adjusted to be in the range of 50 to 500 parts by weight, more preferably 80 to 400 parts by weight, and most preferably 100 to 300 parts by weight.
- the method of the emulsion polymerization reaction may be a conventional method, and may be a batch type, a semi-batch type, or a continuous type.
- the polymerization temperature and the polymerization time are not particularly limited and can be appropriately selected depending on the type of polymerization initiator used and the like.
- the polymerization temperature is usually in the range of 0 to 100 ° C., preferably 5 to 80 ° C., more preferably 10 to 50 ° C., and the polymerization time is usually 0.5 to 100 hours, preferably 1 to 10 hours.
- the polymerization conversion rate of the emulsion polymerization reaction is not particularly limited, but when it is usually 80% by weight or more, preferably 90% by weight or more, and more preferably 95% by weight or more, the acrylic rubber bale produced is excellent in strength characteristics. Moreover, it is suitable because it has no monomeric odor.
- a polymerization inhibitor may be used to terminate the polymerization.
- the emulsion polymerization solution obtained in the emulsion polymerization step of the above (1) is brought into contact with a coagulation liquid consisting of a coagulant-containing aqueous solution to cause a hydrous crumb.
- a coagulation liquid consisting of a coagulant-containing aqueous solution to cause a hydrous crumb.
- the solid content concentration of the emulsion polymerization solution used in the coagulation step is not limited, but is usually adjusted to the range of 5 to 50% by weight, preferably 10 to 45% by weight, and more preferably 20 to 40% by weight.
- the coagulant used in the coagulation step is not particularly limited, but usually a metal salt is used.
- the metal salt include alkali metals, Group 2 metal salts of the Periodic Table, and other metal salts, preferably alkali metal salts, Group 2 metal salts of the Periodic Table, and more preferably alkali metal salts.
- alkali metal salt examples include sodium salts such as sodium chloride, sodium nitrate and sodium sulfate; potassium salts such as potassium chloride, potassium nitrate and potassium sulfate; and lithium salts such as lithium chloride, lithium nitrate and lithium sulfate.
- sodium salts such as sodium chloride and sodium sulfate are preferable, and sodium sulfate is particularly preferable.
- Examples of the Group 2 metal salt in the periodic table include magnesium chloride, calcium chloride, magnesium nitrate, calcium nitrate, magnesium sulfate, calcium sulfate and the like, and calcium chloride and magnesium sulfate are preferable.
- metal salts used as coagulants include, for example, zinc chloride, titanium chloride, manganese chloride, iron chloride, cobalt chloride, nickel chloride, aluminum chloride, tin chloride, zinc nitrate, titanium nitrate, manganese nitrate, iron nitrate. , Cobalt nitrate, nickel nitrate, aluminum nitrate, tin nitrate, zinc sulfate, titanium sulfate, manganese sulfate, iron sulfate, cobalt sulfate, nickel sulfate, aluminum sulfate, tin sulfate and the like.
- Each of these coagulants can be used alone or in combination of two or more, and the amount used is usually 0.01 to 100 parts by weight, preferably 0.1 to 100 parts by weight, based on 100 parts by weight of the monomer component. It is in the range of 50 parts by weight, more preferably 1 to 30 parts by weight. When the amount of the coagulant is in this range, it is preferable because it is possible to highly improve the compression set resistance and water resistance when the acrylic rubber veil is crosslinked while making the acrylic rubber solidify sufficiently. is there.
- the coagulant concentration of the coagulant used is usually 0.1 to 20% by weight, preferably 0.5 to 15% by weight, more preferably 1 to 10% by weight, and particularly preferably 1.5 to 1% by weight. It is preferable that the particle size of the hydrous crumb generated when it is in the range of 5% by weight can be uniformly focused in a specific region.
- the temperature of the coagulating liquid is not limited, but is preferably 40 ° C. or higher, preferably 40 to 90 ° C., more preferably 50 to 80 ° C., to produce a uniform hydrous crumb.
- the contact method between the emulsion polymerization solution and the coagulation solution is not limited, and for example, a method of adding the emulsion polymerization solution to the agitated coagulation solution and a method of adding the coagulation solution to the agitated emulsion polymerization solution. Either method may be used, but in the production method of the present invention, the method of adding the emulsion polymerization solution to the agitated coagulating liquid uniformly and focuses the shape and clam diameter of the water-containing crumb to be produced, and cleans the emulsifier and coagulant. It is suitable because the efficiency can be significantly improved.
- the rotation speed (stirring speed) of the coagulated liquid being agitated is represented by the rotation speed of the stirring blade of the stirring device provided in the coagulation bath, and is usually 100 rpm or more, preferably 200 to 1,000 rpm, more preferably 300 to 300. A range of 900 rpm, particularly preferably 400 to 800 rpm, is suitable.
- the rotation speed of the coagulation liquid is the rotation speed at which the coagulation liquid is vigorously agitated to some extent because the particle size of the water-containing crumbs produced can be made small and uniform.
- the peripheral speed of the coagulated liquid being agitated is represented by the linear velocity of the outer periphery of the stirring blade of the stirrer provided in the coagulation bath, and the water-containing crumb particle size generated when the coagulated liquid is vigorously agitated to a certain degree. Is preferable because it can be made small and uniform, and is usually 0.5 m / s or more, preferably 1 m / s or more, more preferably 1.5 m / s or more, particularly preferably 2 m / s or more, and most preferably 2.5 m / s. That is all.
- the upper limit of the peripheral speed is not limited, but the control of the coagulation reaction is usually performed when it is usually 50 m / s or less, preferably 30 m / s or less, more preferably 25 m / s or less, and most preferably 20 m / s or less. It is easy and suitable.
- the hydrous crumbs thus produced are suitable because they can satisfy all of the following conditions (a) to (e) when they are sieved by a JIS classification sieve.
- the JIS sieve complies with the provisions of Japanese Industrial Standards (JIS Z 8801-1).
- JIS Z 8801-1 The proportion of hydrous crumbs that do not pass through a JIS sieve with an opening of 9.5 mm is 10% by weight or less.
- B The proportion of hydrous crumbs that pass through a 9.5 mm mesh JIS sieve and do not pass through a 6.7 mm JIS sieve is 30% by weight or less.
- the proportion of relatively large hydrous crumbs that do not pass through the JIS sieve with an opening of 9.5 mm is 10% by weight or less, preferably 5% by weight or less, more preferably. Is 1% by weight or less
- the proportion of hydrous crumbs that pass through a 9.5 mm mesh JIS sieve but not a 6.7 mm JIS sieve is 30% by weight or less, preferably 20% by weight or less.
- the proportion of the hydrous crumb that passes through the JIS sieve having an opening of 6.7 mm but does not pass through the JIS sieve having a mesh size of 710 ⁇ m is 20% by weight or more, preferably 40% by weight or more. More preferably 70% by weight or more, most preferably 80% by weight or more, and (d) the proportion of hydrous crumb that passes through the JIS sieve having a mesh size of 710 ⁇ m but does not pass through the JIS sieve having a mesh size of 425 ⁇ m is 30% by weight or less, preferably 30% by weight or less.
- the proportion of relatively minute hydrous crumbs passing through a JIS sieve having an opening of 425 ⁇ m is 10% by weight or less, preferably 5% by weight.
- the cleaning efficiency of the emulsifier and the coagulant is remarkably improved, and the productivity is also increased, which is preferable.
- the proportion of the produced total hydrous crumb (f) that passes through the JIS sieve with an opening of 6.7 mm and does not pass through the JIS sieve with an opening of 4.75 mm is usually 40% by weight.
- it is preferably 10% by weight or less, more preferably 5% by weight or less, the cleaning efficiency of the emulsifier or coagulant is improved, which is preferable.
- the proportion of the produced total hydrous crumb that passes through the (g) JIS sieve with a mesh size of 4.75 mm and does not pass through the JIS sieve with a mesh size of 710 ⁇ m is usually 40% by weight or more.
- it is preferably 60% by weight or more, more preferably 80% by weight or more, the removal efficiency of the emulsifier and coagulant during cleaning and dehydration is remarkably improved, which is preferable.
- the proportion of the water-containing crumbs produced which (h) pass through the JIS sieve having a mesh size of 3.35 mm and do not pass through the JIS sieve having a mesh size of 710 ⁇ m is usually 20% by weight or more.
- it is preferably 40% by weight or more, more preferably 50% by weight or more, particularly preferably 60% by weight or more, and most preferably 70% by weight or more, the removal efficiency of the emulsifier and coagulant during washing and dehydration is remarkably high. It is suitable for improvement.
- the cleaning step (3) in the method for producing an acrylic rubber veil of the present invention is a step of cleaning the hydrous crumb produced in the solidification step (2).
- the cleaning method is not limited to the conventional method, and for example, the produced hydrous crumb can be mixed with a large amount of water.
- the amount of water used for washing is not particularly limited, but the amount per washing with water is usually 50 parts by weight or more, preferably 50 to 15,000 parts by weight, based on 100 parts by weight of the above-mentioned monomer component. It is preferable that the amount of ash in the acrylic rubber veil can be effectively reduced when the range is more preferably 100 to 10,000 parts by weight, particularly preferably 150 to 5,000 parts by weight.
- the temperature of the water used for cleaning is not limited, but it is suitable because the cleaning efficiency is improved when hot water is used as the cleaning water.
- the temperature of the hot water is not limited, but is preferably 40 ° C. or higher, preferably 40 to 100 ° C., more preferably 50 to 90 ° C., and most preferably 60 to 80 ° C., because the cleaning efficiency can be significantly increased. is there.
- the washing time is not limited, but is usually 1 to 120 minutes, preferably 2 to 60 minutes, and more preferably 3 to 30 minutes.
- the number of times of washing with water is not particularly limited, and is usually 1 to 10 times, preferably a plurality of times, and more preferably 2 to 3 times. From the viewpoint of reducing the residual amount of the coagulant in the finally obtained acrylic rubber veil, it is desirable that the number of washings with water is large, but the shape of the water-containing crumb and the diameter of the water-containing crumb should be specified. / Or the number of cleanings can be significantly reduced by setting the cleaning temperature within the above range.
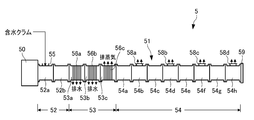
- the water-containing crumb washed in the washing step of the above (3) is combined with a dehydration barrel having a dehydration slit and a drying barrel under reduced pressure. It is characterized by dehydrating to a water content of 1 to 40% by weight in a dehydration barrel using a screw type extruder having a die at the tip, and then drying to less than 1% by weight in a drying barrel to extrude sheet-shaped dried rubber from the die. And.
- the water-containing crumb supplied to the screw type extruder is preferably one in which free water is removed (drained) after washing.
- Draining step In the method for producing an acrylic rubber bale of the present invention, free water is separated from the water-containing crumb after washing by a drainer after the washing (washing) step of (3) above and before the dehydration / drying step described later. It is preferable to provide a draining step to improve the dehydration efficiency.
- the drainer a known one can be used without particular limitation, and examples thereof include a wire mesh, a screen, an electric sieve, and the like, preferably a wire mesh and a screen.
- the opening of the drainer is not limited, but when it is usually in the range of 0.01 to 5 mm, preferably 0.1 to 1 mm, more preferably 0.2 to 0.6 mm, the water content crumb loss is small and It is suitable because it can drain water efficiently.
- the water content of the water-containing crumb after draining that is, the water content of the water-containing crumb added to the dehydration / drying step is not limited, but is usually 50 to 80% by weight, preferably 50 to 70% by weight, and more preferably 50 to 60% by weight. It is in the range of% by weight.
- the temperature of the water-containing crumb after draining that is, the temperature of the water-containing crumb put into the dehydration / drying step is not limited, but is usually 40 ° C. or higher, preferably 40 to 100 ° C., more preferably 50 to 90 ° C., particularly preferably.
- the temperature is in the range of 55 to 85 ° C, most preferably 60 to 80 ° C, a water-containing crumb having a high specific heat of 1.5 to 2.5 KJ / kg ⁇ K and difficult to raise the temperature like the acrylic rubber of the present invention is screw type.
- dehydrating and drying using an extruder it is suitable because it can be efficiently dehydrated and dried.
- Dehydration of hydrous crumbs Dehydration barrel
- Dehydration of the water-containing crumb is performed in a dehydration barrel having a dehydration slit provided in the screw type extruder.
- the opening of the dehydration slit may be appropriately selected according to the conditions of use, but is usually in the range of 0.01 to 5 mm, preferably 0.1 to 1 mm, and more preferably 0.2 to 0.6 mm.
- the number of dehydration barrels in the screw type extruder is not limited, but it is usually possible to efficiently dehydrate the adhesive acrylic rubber when the number is usually a plurality, preferably 2 to 10, more preferably 3 to 6. It is suitable because it can be done.
- the set temperature of the dehydration barrel is appropriately selected depending on the monomer composition of the acrylic rubber, the ash content, the water content of the crumb, the operating conditions, and the like, but is usually 60 to 150 ° C., preferably 70 to 140 ° C., more preferably 80. It is in the range of ⁇ 130 ° C.
- the set temperature of the drainage type dehydration barrel that dehydrates in the drainage state is usually 60 ° C. to 120 ° C., preferably 70 to 110 ° C., and more preferably 80 to 100 ° C.
- the set temperature of the exhaust steam type dehydration barrel that dehydrates in the exhaust steam state is usually in the range of 100 to 150 ° C., preferably 105 to 140 ° C., and more preferably 110 to 130 ° C.
- the water content after dehydration in the drainage type dehydration barrel that squeezes water from the water content crumb is not limited, but is usually 1 to 40% by weight, preferably 5 to 40% by weight, more preferably 5 to 35% by weight, and particularly preferably. When it is 10 to 35% by weight, most preferably 15 to 35% by weight, the productivity and the efficiency of ash removal are highly balanced and preferable.
- the acrylic rubber adheres to the dehydration slit portion and can hardly be dehydrated, and the water content is up to about 45 to 55% by weight. Only reduces.
- the water content can be reduced to the above range.
- the water content after dehydration in the drain type dehydration barrel portion is usually 5 to 40% by weight, preferably 10 to 35% by weight, more preferably. Is 15 to 35% by weight, and the water content after pre-drying in the exhaust steam type dehydration barrel portion is usually 1 to 30% by weight, preferably 3 to 20% by weight, and more preferably 5 to 15% by weight.
- the water content of the crumb after the dehydration step is 1 to 40% by weight as described above, but the dehydration time is shortened by setting the water content at this stage to the above lower limit or more. As a result, deterioration of acrylic rubber can be suppressed, and the amount of ash can be sufficiently reduced by setting the content to the above upper limit or less.
- Drying of hydrous crumb (dry barrel)
- the hydrous crumb after dehydration is dried in a drying barrel portion under reduced pressure provided on the downstream side (closer to the die) of the dehydration barrel of the screw type extruder.
- the degree of decompression of the drying barrel may be appropriately selected, but is preferably 1 to 50 kPa, preferably 2 to 30 kPa, more preferably 3 to 20 kPa, because the hydrous crumb can be efficiently dried.
- the set temperature of the drying barrel may be appropriately selected, but when it is usually in the range of 100 to 250 ° C., preferably 110 to 200 ° C., more preferably 120 to 180 ° C., there is no discoloration or deterioration of the acrylic rubber. It is suitable because it can be dried efficiently and the amount of gel in which the methyl ethyl ketone is insoluble in acrylic rubber can be reduced.
- the number of drying barrels in the screw type extruder is not limited, but is usually a plurality, preferably 2 to 10, and more preferably 3 to 8.
- the decompression degree may be an approximate decompression degree for all the dry barrels, or may be a different decompression degree.
- the set temperature may be changed to an approximate temperature for all the drying barrels, but the temperature of the clam introduction part (closer to the dehydration barrel) is higher than the temperature of the discharge part (on the die). It is preferable that the temperature of (closer) is higher because the drying efficiency can be increased.
- the water content of the dried rubber after drying is usually less than 1% by weight, preferably 0.8% by weight or less, and more preferably 0.6% by weight or less.
- the gel amount of the methyl ethyl ketone insoluble portion of the acrylic rubber veil can be reduced by melt-extruding the dry rubber with the water content set to this value (in a state where most of the water is removed), particularly in the screw type extruder. Suitable.
- Acrylic rubber shape (die part)
- the acrylic rubber dehydrated and dried by the screw portion of the dehydration barrel and the drying barrel is sent to the rectifying die portion without a screw.
- a breaker plate or wire mesh may or may not be provided between the screw portion and the die portion.
- the dry rubber extruded from the die portion of the screw type extruder is suitable because the die shape is made substantially rectangular and the die is formed into a sheet shape, so that air is less likely to be entrained and a dry rubber having a large specific gravity and excellent storage stability can be obtained. ..
- the resin pressure in the die portion is not particularly limited, but when it is usually in the range of 0.1 to 10 MPa, preferably 0.5 to 5 MPa, and more preferably 1 to 3 MPa, less air entrainment (high specific gravity). Moreover, it is excellent in productivity and suitable.
- Screw type extruder and operating conditions The screw length (L) of the screw type extruder used may be appropriately selected according to the purpose of use, but is usually 3,000 to 15,000 mm, preferably 4,000 to. It is in the range of 10,000 mm, more preferably 4,500 to 8,000 mm.
- the screw diameter (D) of the screw type extruder may be appropriately selected depending on the intended use, but is usually in the range of 50 to 250 mm, preferably 100 to 200 mm, and more preferably 120 to 160 mm.
- the ratio (L / D) of the screw length (L) to the screw diameter (D) of the screw type extruder is not limited, but is usually 10 to 100, preferably 20 to 80, more preferably 30 to 60, and particularly preferably. Is suitable because the water content can be reduced to less than 1% by weight without lowering the molecular weight of the dried rubber or causing discoloration when the value is in the range of 40 to 50.
- the rotation speed (N) of the screw type extruder may be appropriately selected according to various conditions, but is usually 10 to 1,000 rpm, preferably 50 to 750 rpm, more preferably 100 to 500 rpm, and most preferably. When the speed is 120 to 300 rpm, the water content of the acrylic rubber and the gel amount of the insoluble methyl ethyl ketone can be efficiently reduced, which is preferable.
- the extrusion amount (Q) of the screw type extruder is not limited, but is usually 100 to 1,500 kg / hr, preferably 300 to 1,200 kg / hr, more preferably 400 to 1,000 kg / hr, and most preferably. It is in the range of 500 to 800 kg / hr.
- the ratio (Q / N) of the extrusion amount (Q) to the rotation speed (N) of the screw type extruder is also not limited, but is usually in the range of 2 to 10, preferably 3 to 8, and more preferably 4 to 6.
- the quality including the strength characteristics of the acrylic rubber veil that is sometimes obtained and the productivity of manufacturing are highly balanced and suitable.
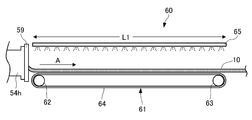
- Sheet-shaped dry rubber The shape of the dry rubber extruded from the screw-type extruder by the manufacturing method of the present invention is sheet-like. In this case, the specific gravity can be increased without entraining air during extrusion, and the storage stability is highly improved. Therefore, it is suitable.
- the sheet-shaped dry rubber extruded from the screw type extruder in this way is usually cooled and cut to be used as an acrylic rubber sheet.
- the thickness of the sheet-shaped dry rubber extruded from the screw type extruder is not particularly limited, but is usually in the range of 1 to 40 mm, preferably 2 to 35 mm, more preferably 3 to 30 mm, and most preferably 5 to 25 mm. It is suitable because it has excellent workability and productivity at some time. In particular, since the thermal conductivity of the sheet-shaped dry rubber is as low as 0.15 to 0.35 W / mK, the thickness of the sheet-shaped dry rubber is usually 1 to 30 mm when the cooling efficiency is increased and the productivity is remarkably improved.
- the range is preferably 2 to 25 mm, more preferably 3 to 15 mm, and particularly preferably 4 to 12 mm.
- the width of the sheet-shaped dry rubber extruded from the screw type extruder is appropriately selected according to the purpose of use, but is usually in the range of 300 to 1,200 mm, preferably 400 to 1,000 mm, and more preferably 500 to 800 mm. is there.
- the temperature of the dry rubber extruded from the screw type extruder is not limited, but is usually in the range of 100 to 200 ° C, preferably 110 to 180 ° C, and more preferably 120 to 160 ° C.
- the water content of the dry rubber extruded from the screw type extruder is usually less than 1% by weight, preferably 0.8% by weight or less, and more preferably 0.6% by weight or less.
- the complex viscosity ([ ⁇ ] 100 ° C.) of the sheet-shaped dry rubber extruded from the screw type extruder at 100 ° C. is not limited, but is usually 1,500 to 6,000 Pa ⁇ s, preferably 2,000 to 5, When the range is 000 Pa ⁇ s, more preferably 2,500 to 4,000 Pa ⁇ s, and most preferably 2,500 to 3,500 Pa ⁇ s, the extrudability as a sheet and the shape retention are highly balanced. Is suitable.
- the extrudability can be improved, and by setting it to the above upper limit or less, the shape of the sheet-shaped dried rubber can be suppressed from collapsing or breaking. ..
- the sheet-shaped dry rubber extruded from the screw type extruder is laminated and veiled after cutting because the amount of air entrained is small and the storage stability is excellent.
- the cutting method of the sheet-shaped dry rubber is not limited, but since the acrylic rubber of the acrylic rubber veil of the present invention has strong adhesiveness, the sheet-shaped dry rubber is cooled in order to continuously cut without entraining air. It is preferable to do this afterwards.
- the cutting temperature of the sheet-shaped dry rubber is not limited, but is preferably 60 ° C. or lower, preferably 55 ° C. or lower, more preferably 50 ° C. or lower, with a high balance between cutability and productivity.
- the complex viscosity ([ ⁇ ] 60 ° C.) of the sheet-shaped dry rubber at 60 ° C. is not limited, but is usually 15,000 Pa ⁇ s or less, preferably 2,000 to 10,000 Pa ⁇ s, more preferably 2,500. When it is in the range of about 7,000 Pa ⁇ s, most preferably 2,700 to 5,500 Pa ⁇ s, it is preferable that it can be cut continuously without entraining air.
- the ratio ([ ⁇ ] 100 ° C./[ ⁇ ] 60 ° C.) of the complex viscosity at 100 ° C. ([ ⁇ ] 100 ° C.) of the sheet-shaped dried rubber to the complex viscosity ([ ⁇ ] 60 ° C.) at 60 ° C. is Of the air, but not limited, usually in the range of 0.5 or more, preferably 0.5 to 0.98, more preferably 0.6 to 0.95, most preferably 0.75 to 0.93. It is suitable because there is little entrainment and the cutting and productivity are highly balanced.
- the cooling method of the sheet-shaped dry rubber may be left at room temperature without limitation and allowed to cool. However, since the thermal conductivity of the sheet-shaped dry rubber is very small, 0.15 to 0.35 W / mK, it is blown or blown. Forced cooling such as an air cooling method under cooling, a water spraying method in which water is sprayed, or an immersion method in which water is immersed is preferable in order to increase productivity, and an air cooling method in which air is blown or cooled is particularly preferable.
- the sheet-shaped dry rubber can be extruded from a screw-type extruder onto a conveyor such as a belt conveyor, and can be conveyed and cooled while blowing cold air.
- the temperature of the cold air is not limited, but is usually in the range of 0 to 25 ° C, preferably 5 to 25 ° C, and more preferably 10 to 20 ° C.
- the length to be cooled is not particularly limited, but is usually in the range of 5 to 500 m, preferably 10 to 200 m, and more preferably 20 to 100 m.
- the cooling rate of the sheet-shaped dry rubber is not limited, but is preferably 50 ° C./hr or higher, more preferably 100 ° C./hr or higher, and more preferably 150 ° C./hr or higher because cutting is particularly easy. ..
- the cutting length of the sheet-shaped dry rubber is not limited and may be appropriately selected according to the size of the acrylic rubber veil to be manufactured, but is usually 100 to 800 mm, preferably 200 to 500 mm, more preferably 250 to 450 mm. The range.
- the bale step (5) in the method for producing an acrylic rubber veil of the present invention is, for example, bale by laminating and integrating sheet-shaped dry rubber.
- the laminating temperature of the sheet-shaped dry rubber is not limited, but is preferably 30 ° C. or higher, preferably 35 ° C. or higher, more preferably 40 ° C. or higher, because the air entrained during laminating can be released well.
- the number of laminated layers may be appropriately selected according to the size or weight of the acrylic rubber veil.
- the acrylic rubber veil of the present invention thus obtained has excellent operability and storage stability as compared with crumb-shaped acrylic rubber, and the acrylic rubber veil is put into a mixer such as a Banbury mixer or a roll as it is or after cutting a required amount. can do.
- the rubber mixture of the present invention is characterized in that the above acrylic rubber veil is mixed with a filler and a cross-linking agent.
- the filler used in the rubber mixture is not limited, and examples thereof include a reinforcing filler and a non-reinforcing filler, and a reinforcing filler is preferable.
- Examples of such a reinforcing filler include carbon black such as furnace black, acetylene black, thermal black, channel black, and graphite; silica such as wet silica, dry silica, and colloidal silica; and the like.
- the non-reinforcing filler includes quartz powder, silica soil, zinc oxide, basic magnesium carbonate, activated calcium carbonate, magnesium silicate, aluminum silicate, titanium dioxide, talc, aluminum sulfate, calcium sulfate, and barium sulfate. And so on.
- fillers can be used individually or in combination of two or more, and the blending amount thereof is not particularly limited, but the filler is usually 1 to 200 with respect to 100 parts by weight of the acrylic rubber veil. It is in the range of 10 to 150 parts by weight, more preferably 20 to 100 parts by weight.
- the cross-linking agent used in the rubber mixture may be appropriately selected according to the type and application of the reactive group contained in the acrylic rubber constituting the acrylic rubber bale, but is exceptional as long as it can cross-link the acrylic rubber bale.
- polyvalent amine compounds such as diamine compounds and carbonates thereof; sulfur compounds; sulfur donors; triazinethiol compounds; polyvalent epoxy compounds; ammonium organic carboxylates; organic peroxides; polyvalent carboxylics.
- Conventionally known cross-linking agents such as acids; quaternary onium salts; imidazole compounds; isocyanuric acid compounds; organic peroxides; triazine compounds; can be used.
- polyvalent amine compounds ammonium carboxylates, metal dithiocarbamic acid salts and triazinethiol compounds are preferable, hexamethylenediamine carbamate, 2,2'-bis [4- (4-aminophenoxy) phenyl] propane, and benzoate.
- Ammonium acid, 2,4,6-trimercapto-1,3,5-triazine is particularly preferred.
- the acrylic rubber veil to be used is composed of a carboxyl group-containing acrylic rubber
- a polyvalent amine compound and a carbonate thereof as a cross-linking agent.
- the polyvalent amine compound include aliphatic polyvalent amine compounds such as hexamethylenediamine, hexamethylenediamine carbamate, and N, N'-dicinnamylidene-1,6-hexanediamine; 4,4'-methylenedianiline, p.
- acrylic rubber veil to be used is composed of epoxy group-containing acrylic rubber
- aliphatic polyvalent amine compounds such as hexamethylenediamine and hexamethylenediamine carbamate and their carbonates are used as cross-linking agents; 4,4'-methylenedi.
- Aromatic polyvalent amine compounds such as aniline; ammonium carboxylic acids such as ammonium benzoate and ammonium adipate; metal dithiocarbamic acids such as zinc dimethyldithiocarbamate; polyvalent carboxylic acids such as tetradecanodic acid; cetyltrimethylammonium bromide and the like
- a quaternary onium salt an imidazole compound such as 2-methylimidazole; an isocyanuric acid compound such as ammonium isocyanurate; and the like can be used.
- ammonium carboxylic acid salt and metal dithiocarbamate salt are preferable, and ammonium benzoate is preferable. More preferable.
- the acrylic rubber veil to be used is composed of halogen atom-containing acrylic rubber
- sulfur it is preferable to use sulfur, a sulfur donor, or a triazine thiol compound as a cross-linking agent.
- sulfur donor include dipentamethylene thiuram hexasulfide and triethyl thiuram disulfide.
- triazine compound examples include 6-trimercapto-s-triazine, 2-anilino-4,6-dithiol-s-triazine, 1-dibutylamino-3,5-dimercaptotriazine, 2-dibutylamino-4, 6-Dithiol-s-Triazine, 1-Phenylamino-3,5-Dimercaptotriazine, 2,4,6-Trimercapto-1,3,5-Triazine, 1-Hexylamino-3,5-Dimercaptotriazine Among these, 2,4,6-trimercapto-1,3,5-triazine is preferable.
- cross-linking agents can be used alone or in combination of two or more, and the blending amount thereof is usually 0.001 to 20 parts by weight, preferably 0.1 to 10 parts by weight, based on 100 parts by weight of the acrylic rubber veil. It is by weight, more preferably 0.1 to 5 parts by weight.
- the blending amount of the cross-linking agent is usually 0.001 to 20 parts by weight, preferably 0.1 to 10 parts by weight, based on 100 parts by weight of the acrylic rubber veil. It is by weight, more preferably 0.1 to 5 parts by weight.
- rubber mixture of the present invention in addition to the above acrylic rubber veil, other rubber components can be blended as a rubber component, if necessary.
- the other rubber components to be blended as needed are not particularly limited, and for example, natural rubber, polybutadiene rubber, polyisoprene rubber, styrene-butadiene rubber, acrylonitrile-butadiene rubber, silicon rubber, fluororubber, and olefin elastomer. , Styrene-based elastomer, vinyl chloride-based elastomer, polyester-based elastomer, polyamide-based elastomer, polyurethane-based elastomer, polysiloxane-based elastomer and the like.
- the shape of the other rubber component is not limited, and may be, for example, a powder or granular material, a crumb, a sheet, a veil, or the like.
- These other rubber components can be used alone or in combination of two or more.
- the amount of these other rubber components used is appropriately selected within a range that does not impair the effects of the present invention.
- the rubber mixture of the present invention can be blended with an anti-aging agent as needed.
- the anti-aging agent is not particularly limited, but is 2,6-di-t-butyl-4-methylphenol, 2,6-di-t-butylphenol, butylhydroxyaniline, 2,6-di-t-butyl-.
- anti-aging agents can be used individually or in combination of two or more, and the blending amount thereof is 0.01 to 15 parts by weight, preferably 0.1 to 100 parts by weight, based on 100 parts by weight of the acrylic rubber veil. It is in the range of 10 parts by weight, more preferably 1 to 5 parts by weight.
- the rubber mixture of the present invention contains the acrylic rubber veil of the present invention, a filler, a cross-linking agent and, if necessary, other rubber components and an anti-aging agent, and is usually used in the art as necessary.
- additional blending of other additives such as cross-linking aids, cross-linking accelerators, cross-linking retarders, silane coupling agents, plasticizers, processing aids, rubbers, pigments, colorants, antistatic agents, foaming agents, etc. it can.
- These other compounding agents can be used alone or in combination of two or more, and the amount of each compounding is appropriately selected within a range that does not impair the effects of the present invention.
- Examples of the method for producing a rubber mixture of the present invention include a method of mixing a filler, a cross-linking agent and other compounding agents which can be contained as needed in the acrylic rubber veil of the present invention. Any means conventionally used in the rubber processing field, such as an open roll, a Banbury mixer, and various kneaders, can be used. That is, using these mixers, the acrylic rubber veil can be mixed by directly mixing the filler, the cross-linking agent and the like, preferably by directly kneading.
- the acrylic rubber veil of the present invention may be used in the form of the obtained veil, or may be used after being divided (cut, etc.).
- each component is not limited, but for example, after sufficiently mixing the components that are difficult to react or decompose by heat, the cross-linking agent, which is a component that easily reacts or decomposes by heat, is mixed at a temperature at which the reaction or decomposition does not occur.
- Two-step mixing which mixes in a short time, is preferable. Specifically, it is preferable to mix the acrylic rubber veil and the filler in the first step and then mix the cross-linking agent in the second step.
- Other rubber components and anti-aging agents are usually mixed in the first stage, the cross-linking accelerator may be selected in the second stage, and other compounding agents may be appropriately selected.
- the Mooney viscosity (ML1 + 4,100 ° C.; compound Mooney) of the rubber mixture of the present invention is not limited, but is usually in the range of 10 to 150, preferably 20 to 100, and more preferably 25 to 80.
- the rubber crosslinked product of the present invention is obtained by cross-linking the above rubber mixture.
- the rubber crosslinked product of the present invention is formed by using the rubber mixture of the present invention with a molding machine corresponding to a desired shape, for example, an extruder, an injection molding machine, a compressor, a roll, etc., and then heated to carry out a cross-linking reaction. It can be manufactured by fixing the shape as a rubber crosslinked product.
- the cross-linking may be performed after molding in advance or at the same time as the molding.
- the molding temperature is usually 10 to 200 ° C, preferably 25 to 150 ° C.
- the crosslinking temperature is usually 100 to 250 ° C., preferably 130 to 220 ° C., more preferably 150 to 200 ° C.
- the crosslinking time is usually 0.1 minutes to 10 hours, preferably 1 minute to 5 hours.
- a method used for cross-linking rubber such as press heating, steam heating, oven heating and hot air heating may be appropriately selected.
- the rubber crosslinked product of the present invention may be further heated for secondary cross-linking depending on the shape, size, etc. of the rubber cross-linked product.
- the secondary cross-linking varies depending on the heating method, cross-linking temperature, shape and the like, but is preferably carried out for 1 to 48 hours.
- the heating method and heating temperature may be appropriately selected.
- the crosslinked rubber product of the present invention has excellent water resistance while maintaining basic characteristics as rubber such as tensile strength, elongation, and hardness.
- the rubber crosslinked product of the present invention makes use of the above-mentioned excellent characteristics, for example, O-ring, packing, diaphragm, oil seal, shaft seal, bearing sheath, mechanical seal, well head seal, seal for electric / electronic equipment, and the like.
- Sealing materials such as seals for air compression equipment; rocker cover gaskets attached to the connection between the cylinder block and the cylinder head, oil pan gaskets attached to the connection between the oil pan and the cylinder head or the transmission case, positive electrode, electrolyte.
- gaskets such as gaskets for fuel cell separators and gaskets for top covers of hard disk drives mounted between a pair of housings that sandwich a unit cell with a plate and a negative electrode; cushioning material, vibration isolator; wire coating material; industrial belt Classes; tubes, hoses; sheets; etc.
- the rubber crosslinked product of the present invention is also used as an extruded molded product and a mold crosslinked product for automobile applications, for example, a fuel oil system around a fuel tank such as a fuel hose, a filler neck hose, a vent hose, a paper hose, and an oil hose. It is suitably used for various hoses such as hoses, turbo air hoses, air hoses such as mission control hoses, radiator hoses, heater hoses, brake hoses, and air conditioner hoses.
- FIG. 1 is a diagram schematically showing an example of an acrylic rubber manufacturing system having an apparatus configuration used for manufacturing an acrylic rubber veil according to an embodiment of the present invention.
- the acrylic rubber production system 1 shown in FIG. 1 can be used.
- the acrylic rubber manufacturing system 1 shown in FIG. 1 is composed of an emulsion polymerization reactor (not shown), a coagulation device 3, a cleaning device 4, a drainer 43, a screw type extruder 5, a cooling device 6, and a bale device 7. ..
- the emulsion polymerization reactor is configured to perform the treatment related to the emulsion polymerization step described above.
- this emulsion polymerization reactor includes, for example, a polymerization reaction tank, a temperature control unit for controlling the reaction temperature, a motor, and a stirring device including a stirring blade.
- water and an emulsifier are mixed with a monomer component for forming acrylic rubber, emulsified while appropriately stirring with a stirrer, and emulsion polymerization is carried out in the presence of a polymerization catalyst to obtain an emulsion polymerization solution. Can be obtained.
- the emulsion polymerization reactor may be a batch type, a semi-batch type, or a continuous type, and may be any of a tank type reactor and a tube type reactor.
- the coagulation device 3 shown in FIG. 1 is configured to perform the process related to the coagulation step described above.
- the coagulation device 3 includes, for example, a stirring tank 30, a heating unit 31 for heating the inside of the stirring tank 30, and a temperature control unit (not shown) for controlling the temperature inside the stirring tank 30. It has a stirring device 34 including a motor 32 and a stirring blade 33, and a drive control unit (not shown) that controls the rotation speed and rotation speed of the stirring blade 33.
- a hydrous crumb can be produced by bringing the emulsion polymerization solution obtained by the emulsion polymerization reactor into contact with the coagulation solution as a coagulant and coagulating it.
- the contact between the emulsion polymerization solution and the coagulation solution adopts a method of adding the emulsion polymerization solution to the stirring coagulation solution. That is, a hydrous crumb is generated by filling the stirring tank 30 of the coagulation device 3 with a coagulation liquid and adding and contacting the emulsion polymerization liquid with the coagulation liquid to coagulate the emulsion polymerization liquid.
- the heating unit 31 of the coagulation device 3 is configured to heat the coagulation liquid filled in the stirring tank 30. Further, the temperature control unit of the coagulation device 3 controls the temperature inside the stirring tank 30 by controlling the heating operation by the heating unit 31 while monitoring the temperature inside the stirring tank 30 measured by the thermometer. It is configured. The temperature of the coagulating liquid in the stirring tank 30 is controlled by the temperature control unit so as to be usually in the range of 40 ° C. or higher, preferably 40 to 90 ° C., and more preferably 50 to 80 ° C.
- the stirring device 34 of the coagulating device 3 is configured to stir the coagulating liquid filled in the stirring tank 30.
- the stirring device 34 includes a motor 32 that generates rotational power and a stirring blade 33 that extends in a direction perpendicular to the rotation axis of the motor 32.
- the stirring blade 33 can flow the coagulating liquid by rotating around the rotation axis by the rotational power of the motor 32 in the coagulating liquid filled in the stirring tank 30.
- the shape and size of the stirring blade 33, the number of installations, and the like are not particularly limited.
- the drive control unit of the coagulation device 3 is configured to control the rotational drive of the motor 32 of the stirring device 34 to set the rotation speed and the rotation speed of the stirring blade 33 of the stirring device 34 to predetermined values.
- the rotation of the stirring blade 33 by the drive control unit so that the stirring number of the coagulating liquid is, for example, usually 100 rpm or more, preferably 200 to 1,000 rpm, more preferably 300 to 900 rpm, and particularly preferably 400 to 800 rpm. Is controlled.
- the peripheral speed of the coagulant is usually 0.5 m / s or more, preferably 1 m / s or more, more preferably 1.5 m / s or more, particularly preferably 2 m / s or more, and most preferably 2.5 m / s or more.
- the rotation of the stirring blade 33 is controlled by the drive control unit. Further, the drive control unit agitates the coagulant so that the upper limit of the peripheral speed is usually 50 m / s or less, preferably 30 m / s or less, more preferably 25 m / s or less, and most preferably 20 m / s or less.
- the rotation of the wing 33 is controlled.
- the cleaning device 4 shown in FIG. 1 is configured to perform the processing related to the cleaning process described above.
- the cleaning device 4 includes, for example, a cleaning tank 40, a heating unit 41 that heats the inside of the cleaning tank 40, and a temperature control unit (not shown) that controls the temperature inside the cleaning tank 40.
- a temperature control unit not shown
- the amount of ash in the finally obtained acrylic rubber veil can be effectively reduced by mixing the hydrous crumb generated by the coagulation device 3 with a large amount of water and cleaning.
- the heating unit 41 of the cleaning device 4 is configured to heat the inside of the cleaning tank 40. Further, the temperature control unit of the cleaning device 4 controls the temperature inside the cleaning tank 40 by controlling the heating operation by the heating unit 41 while monitoring the temperature inside the cleaning tank 40 measured by the thermometer. It is configured. As described above, the temperature of the washing water in the washing tank 40 is usually controlled to be in the range of 40 ° C. or higher, preferably 40 to 100 ° C., more preferably 50 to 90 ° C., and most preferably 60 to 80 ° C. To.
- the water-containing crumb washed by the washing device 4 is supplied to the screw type extruder 5 that performs the dehydration step and the drying step. At this time, it is preferable that the water-containing crumb after cleaning is supplied to the screw type extruder 5 through a drainer 43 capable of separating free water.
- a drainer 43 capable of separating free water.
- a wire mesh, a screen, an electric sieve, or the like can be used.
- the temperature of the water-containing crumb is preferably 40 ° C. or higher, more preferably 60 ° C. or higher.
- the temperature of the water-containing crumb when supplied to the screw type extruder 5 is maintained at 60 ° C. or higher.
- the temperature of the hydrous crumb may be 40 ° C. or higher, preferably 60 ° C. or higher when it is conveyed from the cleaning device 4 to the screw type extruder 5.
- the screw type extruder 5 shown in FIG. 1 is configured to perform the processes related to the above-mentioned dehydration step and drying step.
- a centrifuge, a squeezer, or the like may be used as the dehydrator for performing the treatment related to the dehydration step, and the treatment related to the drying step may be performed.
- a hot air dryer, a vacuum dryer, an expander dryer, a kneader type dryer, or the like may be used as the dryer.
- the screw type extruder 5 is configured to mold the dried rubber obtained through the dehydration step and the drying step into a predetermined shape and discharge it.
- the screw type extruder 5 has a dehydration barrel portion 53 having a function as a dehydrator for dehydrating the hydrous crumb washed by the cleaning device 4, and a dryer having a function as a dryer for drying the hydrous crumb.
- a barrel portion 54 is provided, and a die 59 having a molding function for forming a water-containing crumb is provided on the downstream side of the screw type extruder 5.
- FIG. 2 shows a configuration of a specific example suitable for the screw type extruder 5 shown in FIG.
- the above-mentioned dehydration / drying step can be suitably performed.
- the screw type extruder 5 shown in FIG. 2 is a twin-screw type extruder / dryer provided with a pair of screws (not shown) in the barrel unit 51.
- the screw type extruder 5 has a drive unit 50 that rotationally drives a pair of screws in the barrel unit 51.
- the drive unit 50 is attached to the upstream end (left end in FIG. 2) of the barrel unit 51.
- the screw type extruder 5 has a die 59 at the downstream end (right end in FIG. 2) of the barrel unit 51.
- the barrel unit 51 has a supply barrel portion 52, a dehydration barrel portion 53, and a dry barrel portion 54 from the upstream side to the downstream side (from the left side to the right side in FIG. 2).
- the supply barrel portion 52 is composed of two supply barrels, that is, a first supply barrel 52a and a second supply barrel 52b.
- the dehydration barrel portion 53 is composed of three dehydration barrels, that is, a first dehydration barrel 53a, a second dehydration barrel 53b, and a third dehydration barrel 53c.
- the drying barrel portion 54 includes eight drying barrels, that is, a first drying barrel 54a, a second drying barrel 54b, a third drying barrel 54c, a fourth drying barrel 54d, and a fifth drying barrel 54e. , A sixth dry barrel 54f, a seventh dry barrel 54g, and an eighth dry barrel 54h.
- the barrel unit 51 is configured by connecting 13 divided barrels 52a to 52b, 53a to 53c, 54a to 54h from the upstream side to the downstream side.
- the screw type extruder 5 individually heats the barrels 52a to 52b, 53a to 53c, 54a to 54h, and determines the water content crumbs in the barrels 52a to 52b, 53a to 53c, 54a to 54h, respectively. It has a heating means (not shown) for heating to a temperature.
- the heating means includes a number corresponding to each barrel 52a to 52b, 53a to 53c, 54a to 54h.
- a heating means for example, a configuration is adopted in which high-temperature steam is supplied from the steam supply means to the steam distribution jackets formed in the barrels 52a to 52b, 53a to 53c, 54a to 54h. It is not limited to this.
- the screw type extruder 5 has a temperature control means (not shown) that controls a set temperature of each heating means corresponding to each barrel 52a to 52b, 53a to 53c, 54a to 54h.
- the number of supply barrels, dehydration barrels, and drying barrels that constitute each barrel portion 52, 53, 54 in the barrel unit 51 is not limited to the mode shown in FIG. 2, and the acrylic rubber to be dried is used.
- the number can be set according to the water content of the water-containing crumb.
- the number of supply barrels installed in the supply barrel portion 52 is, for example, 1 to 3.
- the number of dehydration barrels installed in the dehydration barrel portion 53 is preferably, for example, 2 to 10, and more preferably 3 to 6, because dehydration of the water-containing crumb of the adhesive acrylic rubber can be efficiently performed.
- the number of dry barrels installed in the dry barrel portion 54 is preferably, for example, 2 to 10, and more preferably 3 to 8.
- the pair of screws in the barrel unit 51 are rotationally driven by a driving means such as a motor housed in the driving unit 50.
- the pair of screws extend from the upstream side to the downstream side in the barrel unit 51, and by being rotationally driven, the water-containing crumbs supplied to the supply barrel portion 52 can be conveyed to the downstream side while being mixed. It has become like.
- the pair of screws is preferably a biaxial meshing type in which the peaks and valleys are meshed with each other, whereby the dehydration efficiency and the drying efficiency of the hydrous crumb can be improved.
- the rotation direction of the pair of screws may be the same direction or different directions, but from the viewpoint of self-cleaning performance, a type that rotates in the same direction is preferable.
- the screw shape of the pair of screws is not particularly limited as long as it is a shape required for each barrel portion 52, 53, 54, and is not particularly limited.
- the supply barrel portion 52 is an area for supplying the hydrous crumb into the barrel unit 51.
- the first supply barrel 52a of the supply barrel portion 52 has a feed port 55 for supplying a water-containing crumb in the barrel unit 51.
- the dehydration barrel portion 53 is a region for separating and discharging a liquid (serum water) containing a coagulant or the like from the hydrous crumb.
- the first to third dehydration barrels 53a to 53c constituting the dehydration barrel portion 53 have dehydration slits 56a, 56b, and 56c for discharging the water content of the hydrous crumb to the outside, respectively.
- a plurality of the dehydration slits 56a, 56b, 56c are formed in the dehydration barrels 53a to 53c, respectively.
- the slit widths that is, the openings of the dehydration slits 56a, 56b, and 56c may be appropriately selected according to the usage conditions, and are usually 0.01 to 5 mm, so that the water-containing crumbs are less damaged and the water-containing crumbs have little loss. From the viewpoint of efficient dehydration, it is preferably 0.1 to 1 mm, and more preferably 0.2 to 0.6 mm.
- the dehydration barrel portion 53 is suitable because it is possible to efficiently reduce the water content of the adhesive acrylic rubber by combining drainage and exhaust steam.
- which of the first to third dehydration barrels 53a to 53c is used for drainage or exhaust steam may be appropriately set according to the purpose of use, but is usually manufactured.
- the dehydration barrel portion 53 has four dehydration barrels
- drainage may be performed by three dehydration barrels on the upstream side, and steam may be exhausted by one dehydration barrel on the downstream side.
- steam may be exhausted by one dehydration barrel on the downstream side.
- the set temperature of the dehydration barrel portion 53 is usually in the range of 60 to 150 ° C., preferably 70 to 140 ° C., more preferably 80 to 130 ° C., and is dehydrated in the drained state.
- the set temperature of the dehydration barrel to be dehydrated is usually 60 ° C. to 120 ° C., preferably 70 to 110 ° C., more preferably 80 to 100 ° C.
- the set temperature of the dehydration barrel to be dehydrated in the exhausted steam state is usually 100 to 150 ° C.
- the temperature is preferably in the range of 105 to 140 ° C, more preferably 110 to 130 ° C.
- the drying barrel portion 54 is a region where the hydrous crumb after dehydration is dried under reduced pressure.
- the second dry barrel 54b, the fourth dry barrel 54d, the sixth dry barrel 54f, and the eighth dry barrel 54h are It has vent ports 58a, 58b, 58c, and 58d for degassing, respectively. Vent pipes (not shown) are connected to the vent ports 58a, 58b, 58c, and 58d, respectively.
- Vacuum pumps (not shown) are connected to the ends of each vent pipe, and the operation of these vacuum pumps reduces the pressure inside the drying barrel portion 54 to a predetermined pressure.
- the screw type extruder 5 has a pressure control means (not shown) that controls the operation of these vacuum pumps to control the degree of decompression in the drying barrel portion 54.
- the degree of decompression in the dry barrel portion 54 may be appropriately selected, but as described above, it is usually set to 1 to 50 kPa, preferably 2 to 30 kPa, and more preferably 3 to 20 kPa.
- the set temperature in the drying barrel portion 54 may be appropriately selected, but as described above, it is usually set to 100 to 250 ° C, preferably 110 to 200 ° C, and more preferably 120 to 180 ° C.
- the set temperatures in all the dry barrels 54a to 54h may be approximated or different, but on the upstream side (dehydrated barrel portion). It is preferable to set the temperature on the downstream side (die 59 side) to a higher temperature than the temperature on the downstream side (53 side) because the drying efficiency is improved.
- the die 59 is a mold arranged at the downstream end of the barrel unit 51 and has a discharge port having a predetermined nozzle shape.
- the acrylic rubber dried in the drying barrel portion 54 is extruded into a shape corresponding to a predetermined nozzle shape by passing through the discharge port of the die 59.
- the acrylic rubber that passes through the die 59 is formed into various shapes such as granular, columnar, round bar, and sheet depending on the nozzle shape of the die 59. For example, by making the discharge port of the die 59 substantially rectangular, the acrylic rubber can be extruded into a sheet shape.
- a breaker plate or wire mesh may or may not be provided between the screw and the die 59.
- the water-containing crumb of the raw material acrylic rubber is extruded into a sheet-shaped dry rubber as follows.
- the water-containing crumb of acrylic rubber obtained through the cleaning step is supplied from the feed port 55 to the supply barrel portion 52.
- the water-containing crumb supplied to the supply barrel portion 52 is sent from the supply barrel portion 52 to the dehydration barrel portion 53 by the rotation of the pair of screws in the barrel unit 51.
- the dehydration barrel portion 53 as described above, the moisture contained in the water-containing crumb is drained and exhausted from the dehydration slits 56a, 56b, 56c provided in the first to third dehydration barrels 53a to 53c, respectively. ,
- the hydrous crumb is dehydrated.
- the water-containing crumb dehydrated by the dehydration barrel portion 53 is sent to the dry barrel portion 54 by the rotation of a pair of screws in the barrel unit 51.
- the hydrous crumb sent to the dry barrel portion 54 is plasticized and mixed to form a melt, which generates heat and is carried to the downstream side while raising the temperature. Then, the water contained in the melt of the acrylic rubber is vaporized, and the water (steam) is discharged to the outside through vent pipes (not shown) connected to the vent ports 58a, 58b, 58c, and 58d, respectively.
- the hydrous crumb is dried and becomes a melt of acrylic rubber, and the acrylic rubber is supplied to the die 59 by the rotation of a pair of screws in the barrel unit 51 to form a sheet. It is extruded from the die 59 as a dry rubber.
- the rotation speed (N) of the pair of screws in the barrel unit 51 may be appropriately selected according to various conditions, and is usually 10 to 1,000 rpm, and the water content and gel amount of the acrylic rubber veil can be efficiently adjusted. From the viewpoint of reduction, it is preferably 50 to 750 rpm, more preferably 100 to 500 rpm, and most preferably 120 to 300 rpm.
- the extrusion amount (Q) of acrylic rubber is not particularly limited, but is usually 100 to 1,500 kg / hr, preferably 300 to 1,200 kg / hr, and more preferably 400 to 1,000 kg / hr. There is, and 500 to 800 kg / hr is the most preferable.
- the ratio (Q / N) of the extrusion amount (Q) of the acrylic rubber to the rotation speed (N) of the screw is not particularly limited, but is usually 1 to 20, preferably 2 to 10, and more preferably. It is 3 to 8, and 4 to 6 is particularly preferable.
- the cooling device 6 shown in FIG. 1 is configured to cool the dried rubber obtained through the dehydration step by the dehydrator and the drying step by the dryer.
- the cooling method by the cooling device 6 various methods including an air cooling method by blowing air or cooling, a water spraying method of spraying water, a dipping method of immersing in water, and the like can be adopted. Further, the dried rubber may be cooled by leaving it at room temperature.
- the dried rubber discharged from the screw type extruder 5 is extruded into various shapes such as granular, columnar, round bar, and sheet according to the nozzle shape of the die 59.
- the transport type cooling device 60 for cooling the sheet-shaped dry rubber 10 formed into a sheet shape will be described with reference to FIG.
- FIG. 3 shows the configuration of a transport type cooling device 60 suitable as the cooling device 6 shown in FIG.
- the transport type cooling device 60 shown in FIG. 3 is configured to cool the sheet-shaped dry rubber 10 discharged from the discharge port of the die 59 of the screw type extruder 5 by an air cooling method while transporting the sheet-shaped dry rubber 10.
- this transport type cooling device 60 the sheet-shaped dry rubber discharged from the screw type extruder 5 can be suitably cooled.
- the transport type cooling device 60 shown in FIG. 3 is used, for example, directly connected to the die 59 of the screw type extruder 5 shown in FIG. 2 or installed in the vicinity of the die 59.
- the transport type cooling device 60 sends cold air to the conveyor 61 that conveys the sheet-shaped dry rubber 10 discharged from the die 59 of the screw type extruder 5 in the direction of arrow A in FIG. 3 and the sheet-shaped dry rubber 10 on the conveyor 61. It has a cooling means 65 for spraying.
- the conveyor 61 has rollers 62 and 63, and a conveyor belt 64 that is wound around the rollers 62 and 63 and on which the sheet-shaped dry rubber 10 is placed.
- the conveyor 61 is configured to continuously convey the sheet-shaped dry rubber 10 discharged from the die 59 of the screw type extruder 5 to the downstream side (right side in FIG. 3) on the conveyor belt 64.
- the cooling means 65 is not particularly limited, but has, for example, a structure capable of blowing the cooling air sent from the cooling air generating means (not shown) onto the surface of the sheet-shaped dry rubber 10 on the conveyor belt 64. And so on.
- the length L1 of the conveyor 61 and the cooling means 65 of the transport type cooling device 60 (the length of the portion where the cooling air can be blown) is not particularly limited, but is, for example, 10 to 100 m, preferably 20 to 50 m. ..
- the transport speed of the sheet-shaped dry rubber 10 in the transport-type cooling device 60 is the length L1 of the conveyor 61 and the cooling means 65, the discharge speed of the sheet-shaped dry rubber 10 discharged from the die 59 of the screw type extruder 5. It may be appropriately adjusted according to the target cooling rate, cooling time, etc., but is, for example, 10 to 100 m / hr, more preferably 15 to 70 m / hr.
- the sheet-shaped dry rubber 10 discharged from the die 59 of the screw type extruder 5 is conveyed by the conveyor 61, and the sheet-shaped dry rubber 10 is transported from the cooling means 65.
- the sheet-shaped dry rubber 10 is cooled by blowing cooling air.
- the transport type cooling device 60 is not particularly limited to a configuration including one conveyor 61 and one cooling means 65 as shown in FIG. 3, and two or more conveyors 61 and two or more corresponding conveyors 61. It may be configured to include the cooling means 65 of the above. In that case, the total length of each of the two or more conveyors 61 and the cooling means 65 may be within the above range.
- the bale device 7 shown in FIG. 1 is configured to extrude from a screw type extruder 5 and further process a dry rubber cooled by the cooling device 6 to produce a bale which is a block.
- the screw type extruder 5 can extrude the dried rubber into various shapes such as granular, columnar, round bar, and sheet, and the bale device 7 has various shapes as described above. It is configured to veil dry rubber molded into a shape.
- the weight and shape of the acrylic rubber bale produced by the bale-forming device 7 are not particularly limited, but for example, an acrylic rubber bale having a substantially rectangular parallelepiped shape of about 20 kg is produced.
- the bale device 7 may include, for example, a baler, and may manufacture an acrylic rubber bale by compressing the cooled dry rubber with the baler.
- the bale-forming device 7 arranged on the downstream side of the transport-type cooling device 60 shown in FIG. 3 may be provided with a cutting mechanism for cutting the sheet-shaped dry rubber 10.
- the cutting mechanism of the bale device 7 continuously cuts the cooled sheet-shaped dry rubber 10 at predetermined intervals and processes it into a cut sheet-shaped dry rubber 16 having a predetermined size. It is configured as follows. By laminating a plurality of cut sheet-shaped dry rubbers 16 cut to a predetermined size by a cutting mechanism, an acrylic rubber veil in which the cut-sheet-shaped dry rubbers 16 are laminated can be manufactured.
- the cut sheet-shaped dry rubber 16 When producing an acrylic rubber veil on which the cut sheet-shaped dry rubber 16 is laminated, it is preferable to laminate the cut sheet-shaped dry rubber 16 at 40 ° C. or higher, for example. By laminating the cut sheet-shaped dry rubber 16 at 40 ° C. or higher, good air release is realized by further cooling and compression by its own weight.
- [Monomer composition] Regarding the monomer composition in acrylic rubber, the monomer composition of each monomer unit in acrylic rubber was confirmed by 1 H-NMR, and the activity of the reactive group remained in acrylic rubber and each reaction thereof.
- the reactive group content was confirmed by the following test method.
- the content ratio of each monomer unit in the acrylic rubber was calculated from the amount used in the polymerization reaction of each monomer and the polymerization conversion rate. Specifically, since the polymerization reaction was an emulsion polymerization reaction and the polymerization conversion rate was approximately 100% in which none of the unreacted monomers could be confirmed, the content ratio of each monomer unit was set to a single amount. It was the same as the amount used by the body.
- the content of the reactive group in the acrylic rubber veil was measured as the content in the acrylic rubber veil by the following method.
- the amount of carboxyl groups was calculated by dissolving an acrylic rubber veil in acetone and performing potentiometric titration with a potassium hydroxide solution.
- the amount of epoxy group was calculated by dissolving an acrylic rubber veil in methyl ethyl ketone, adding a specified amount of hydrochloric acid to react with the epoxy group, and titrating the remaining amount of hydrochloric acid with potassium hydroxide.
- the amount of chlorine was calculated by completely burning an acrylic rubber veil in a combustion flask, absorbing the generated chlorine in water, and titrating with silver nitrate.
- the amount of each component (ppm) in the acrylic rubber veil ash content was measured by XRF using ZSX Primus (manufactured by Rigaku) by pressing the ash content collected at the time of the above ash content measurement onto a ⁇ 20 mm titration filter paper.
- Glass transition temperature (Tg) The glass transition temperature (Tg) of acrylic rubber was measured using a differential scanning calorimeter (DSC, product name "X-DSC7000", manufactured by Hitachi High-Tech Science Co., Ltd.).
- the water content (%) of the acrylic rubber veil was measured according to JIS K6238-1: Oven A (volatile content measurement) method.
- the weight average molecular weight (Mw) and molecular weight distribution (Mz / Mw) of the acrylic rubber constituting the acrylic rubber veil are such that lithium chloride is 0.05 mol / L and 37% concentrated hydrochloric acid is 0.01% in dimethylformamide as a solvent. It is an absolute molecular weight and an absolute molecular weight distribution measured by the GPC-MALS method using the solutions added in.
- a multi-angle laser light scattering photometric meter (MALS) and a differential refractometer (RI) are incorporated into a GPC (Gel Permeation Chromatography) device, and the light scattering intensity and refraction of the molecular chain solution size-sorted by the GPC device are incorporated.
- the molecular weight of the solute and its content were sequentially calculated and obtained by measuring the rate difference with the elution time.
- the measurement conditions and measurement method by the GPC device are as follows.
- the complex viscosity ⁇ of the acrylic rubber bale is subjected to temperature dispersion (40 to 120 ° C.) at a strain of 473% and 1 Hz using a dynamic viscoelasticity measuring device “Rubber Process Analyzer RPA-2000” (manufactured by Alpha Technology). The measurement was performed to determine the complex viscoelasticity ⁇ at each temperature.
- the dynamic viscoelasticity at 60 ° C. is defined as the complex viscoelasticity ⁇ (60 ° C.)
- the dynamic viscoelasticity at 100 ° C. is defined as the complex viscoelasticity ⁇ (100 ° C.).
- the values of ° C.) / ⁇ (60 ° C.) and ⁇ (60 ° C.) / ⁇ (100 ° C.) were calculated.
- Example 1 In a mixing container equipped with a homomixer, 46 parts of pure water, 48.5 parts of ethyl acrylate, 29 parts of n-butyl acrylate, 21 parts of methoxyethyl acrylate, 1.5 parts of vinyl chloroacetate, and lauryl sulfate as an emulsifier. 0.709 parts of sodium salt and 1.82 parts of polyoxyethylene dodecyl ether (molecular weight 1500) were charged and stirred to obtain a monomer emulsion.
- the screw type extruder used in the first embodiment has one supply barrel, three dehydration barrels (first to third dehydration barrels), and five drying barrels (first to fifth drying barrels). It is configured.
- the first and second dehydration barrels are designed to drain water, and the third dehydration barrel is designed to drain steam.
- the operating conditions of the screw type extruder are as follows.
- Moisture content Moisture content of the hydrous crumb after drainage in the second dehydration barrel: 20% Moisture content of the hydrous crumb after steam exhaust in the third dehydration barrel: 10% Moisture content of the hydrous crumb after drying in the 5th drying barrel: 0.4% Rubber temperature: -The temperature of the hydrous crumb supplied to the first supply barrel: 65 ° C.
- the sheet-shaped dry rubber extruded from the screw type extruder is cooled to 50 ° C., cut with a cutter, and laminated to 20 parts (20 kg) before the temperature drops below 40 ° C.
- Acrylic rubber veil ( A) was obtained.
- the viscosity (ML1 + 4,100 ° C.) was measured and shown in Table 2.
- the value of "water content (%) after dehydration (drainage)" shown in the dehydration process column of Table 2 is the water content of the water content crumb immediately after drainage by the drainage type dehydration barrel (immediately before the exhaust steam type dehydration barrel). ..
- the obtained rubber mixture was placed in a mold having a length of 15 cm, a width of 15 cm, and a depth of 0.2 cm, and was first crosslinked by pressing at 180 ° C. for 10 minutes while pressurizing at a press pressure of 10 MPa, and then the obtained primary was obtained.
- the crosslinked product was further heated in a gear oven at 180 ° C. for 2 hours for secondary cross-linking to obtain a sheet-shaped rubber crosslinked product. Then, a 3 cm ⁇ 2 cm ⁇ 0.2 cm test piece was cut out from the obtained sheet-shaped rubber crosslinked product and subjected to a water resistance test, and the results are shown in Table 2.
- Example 2 The monomer component was changed to 98.5 parts of ethyl acrylate and 1.5 parts of vinyl chloroacetate, and the temperature of the first dehydration barrel of the screw type extruder was set to 100 ° C. and the temperature of the second dehydration barrel was set to 120. Acrylic was carried out in the same manner as in Example 1 except that the temperature was changed to 30% and the water content of the water content crumb after drainage in the first dehydration barrel was changed to 30%. A rubber bale (B) was obtained and each characteristic was evaluated. The results are shown in Table 2.
- Example 3 Acrylic was carried out in the same manner as in Example 2 except that the monomer component was changed to 43 parts of ethyl acrylate, 25 parts of n-butyl acrylate, 26 parts of methoxyethyl acrylate, 2 parts of acrylonitrile and 4 parts of allylglycidyl ether. A rubber bale (C) was obtained and each characteristic (the compounding agent was replaced with "formulation 2") was evaluated. The results are shown in Table 2.
- Example 4 Examples except that the monomer component was changed to 4.5 parts of ethyl acrylate, 64.5 parts of n-butyl acrylate, 39.5 parts of methoxyethyl acrylate, and 1.5 parts of mono-n-butyl fumarate.
- Acrylic rubber veil (D) was obtained in the same manner as in No. 2, and each characteristic (the compounding agent was changed to "formulation 3") was evaluated. The results are shown in Table 2.
- Example 5 Example 2 except that the monomer component is changed to 42.2 parts of ethyl acrylate, 35 parts of n-butyl acrylate, 20 parts of methoxyethyl acrylate, 1.5 parts of acrylonitrile, and 1.3 parts of vinyl chloroacetate.
- an acrylic rubber bale (E) was obtained and each characteristic was evaluated. The results are shown in Table 2.
- Acrylic rubber veils (A) to (E) having a total content of at least 50% by weight and a specific gravity of 0.9 or more are excellent in storage stability, water resistance, and workability. Can be understood (Examples 1 to 5).
- sodium (Na) was obtained by performing the coagulation method and the washing method by the method of Reference Example 1 as compared with Comparative Example 1. It can be seen that the total amount (Na + S) of and sulfur (S) has not changed, but the amount of sodium (Na) has decreased and the Na / S ratio has decreased. This is because the coagulant (sodium sulfate: Na 2 SO 4 : Na ratio is large) used by performing the coagulation and washing method of Reference Example 1 is almost removed, but the emulsifier (sodium lauryl sulfate: NaC 12 H 25 SO) is removed. It is presumed that sodium (Na) and sulfur (S) derived from 4 ) are contained in the hydrous crumb and cannot be sufficiently removed by washing.
- the ash content in the acrylic rubber veil is reduced by performing a solidification reaction in the same manner as in Reference Example 1, washing twice with warm water, and dehydrating and drying to a water content of less than 1% by weight with a screw type extruder. It can be seen that the amount is greatly reduced and all the properties of water resistance, storage stability and processability are remarkably improved (Examples 1 to 5).
- the water resistance is the effect of significantly reducing the amount of ash by dehydration drying with a screw type extruder (assuming that the Na / S ratio is within a specific ratio), but it is preserved.
- stability and workability it can be seen that changes that cannot be explained only by the ash content and the ash content ratio occur in the screw type extruder.
- the crumb-shaped acrylic rubber obtained by drying the washed hydrous crumb with hot air is sticky and loosely agglomerated, and its specific gravity is as small as 0.7, and it is in a state of entraining air (comparison).
- the acrylic rubber veils obtained by drying with a screw type extruder, forming into a sheet, and laminating them all have a high specific gravity of 1.0 and contain almost no air. It can be seen that the storage stability is excellent (Examples 1 to 5).
- the polymerization reaction was carried out to a polymerization conversion rate of approximately 100% by emulsion polymerization, so that the gel amount of the methyl ethyl ketone insoluble content of acrylic rubber increased sharply, and the crumb-shaped acrylic rubber dried with hot air became a high gel amount as it was.
- the drying barrel does not contain substantially water. It is presumed that the gel of the insoluble methyl ethyl ketone that rapidly increased in the polymerization reaction disappeared because it was dried to the state and melt-kneaded.
- the weight average molecular weight (Mw) of the acrylic rubber veil of the present invention exceeds 1 million, and the ratio (Mz) of the z average molecular weight (Mz) and the weight average molecular weight (Mw) with an emphasis on the high molecular weight region is shown.
- / Mw) is much larger than 1.3, and it can be seen that the strength characteristics of the acrylic rubber bale are maintained and workability is ensured.
Abstract
保存安定性や耐水性に優れるアクリルゴムベール及びその製造方法、並びに、それを用いたゴム混合物や架橋物を提供する。本発明に係るアクリルゴムベールは、反応性基を有するアクリルゴムからなり、灰分量が0.2重量%以下で、前記灰分中のナトリウム、イオウ、カルシウム、マグネシウム及びリンから選ばれる少なくとも1種の元素の含有量が合計で少なくとも50重量%で、比重が0.9以上であり、保存安定性や耐水性に優れる。このアクリルゴムベールは、特定方法で乳化重合した重合液を特定の方法で凝固させ、得られた含水クラムを特定方法で脱水・乾燥させて得た乾燥ゴムシートをベール化することで製造される。
Description
本発明は、アクリルゴムベール及びその製造方法、ゴム混合物及びその製造方法、並びにゴム架橋物に関し、さらに詳しくは、保存安定性や耐水性に優れるアクリルゴムベール及びその製造方法、該アクリルゴムベールを含むゴム混合物及びその製造方法、並びにそれを架橋してなるゴム架橋物に関する。
アクリルゴムは、アクリル酸エステルを主成分とする重合体であり、一般に耐熱性、耐油性及び耐オゾン性に優れたゴムとして知られ、自動車関連の分野などで広く用いられている。このようなアクリルゴムは、通常、アクリルゴムを構成する単量体成分を乳化重合し、得られた乳化重合液と凝固剤を接触させ、得られる含水クラムを乾燥した後にベール化され製品化される。
アクリルゴムに関しては、例えば、特許文献1(特開2006-328239号公報)には、重合体ラテックスを凝固液と接触させることによりクラム状ゴム重合体を含むクラムスラリーを得る工程と、撹拌動力が1kW/m3以上である撹拌・破砕機能付きミキサーでクラムスラリーに含まれているクラム状ゴム重合体の破砕を行う工程と、クラム状ゴム重合体が破砕されたクラムスラリーから水分を取り除きクラム状ゴム重合体を得る脱水工程と、水分の取り除かれたクラム状ゴム重合体を加熱乾燥する工程とを備えてなるゴム重合体の製造方法が開示され、乾燥されたクラムは、フレーク状でベーラーに導入されて圧縮されベール化されることが記載されている。ここで使用されるゴム重合体としては、乳化重合により得られた不飽和ニトリル-共役ジエン共重合体ラテックスが具体的に示され、また、エチルアクリレート/n-ブチルアクリレート共重合体、エチルアクリレート/n-ブチルアクリレート/2-メトキシエチルアクリレート共重合体などのアクリレートのみで構成される共重合体などに適用できることが示されている。しかしながら、このようなアクリレートのみで構成されたアクリルゴムでは耐熱性や耐圧縮永久歪み特性などの架橋ゴム特性に劣る問題があった。
耐熱性や耐圧縮永久歪み特性に優れる反応性基を有するアクリルゴムとしては、例えば、特許文献2(国際公開第2018/116828号パンフレット)には、アクリル酸エチル、アクリル酸n-ブチル及びフマル酸モノn-ブチルからなる単量体成分を、乳化剤としてのラウリル硫酸ナトリウムとモノステアリン酸ポリエチレングリコールと水とでエマルジョン化し重合開始剤存在下で重合転化率95%に達するまで乳化重合したアクリルゴムラテックスを、硫酸マグネシウムと高分子凝集剤であるジメチルアミン-アンモニア-エピクロロヒドリン重縮合物との水溶液中に添加した後に85℃で撹拌してクラムスラリーを生成させ、次いで、該クラムスラリーを1回水洗後に100メッシュの金網を全量通させ、固形分のみを捕捉しクラム状のアクリルゴムを回収する方法が開示されている。この方法によれば、得られた含水状態のクラムは、遠心分離などで脱水し、バンドドライヤーなどにより50~120℃で乾燥し、ベーラーに導入されて圧縮されベール化されることが記載されている。しかしながら、かかる方法では、凝固反応で半凝固状態の含水クラムが多数発生し、凝固槽に多量に付着する問題や、洗浄による凝固剤や乳化剤の除去が十分にできないなどの問題があり、ベールを作製しても、保存安定性や耐水性に劣る問題があった。
また、特許文献3(国際公開第2018/079783号パンフレット)には、アクリル酸エチル、アクリル酸n-ブチル、フマル酸モノn-ブチルからなる単量体成分を純水とラウリル硫酸ナトリウムとポリオキシエチレンドデシルエーテルからなる乳化剤を用いてエマルジョン化し、重合開始剤存在下に重合転化率95重量%まで乳化重合をして乳化重合液を得、硫酸ナトリウムを連続して添加することにより含水クラムを生成させ、次いで、生成した含水クラムを工業用水での水洗4回、pH3の酸洗浄1回、及び1回の純水洗浄を行った後に、熱風乾燥機にて110℃で1時間乾燥することにより乳化剤や凝固剤の残留量が少ない耐水性(80℃蒸留水中70時間浸漬後の体積変化)に優れるアクリルゴムを製造する方法が開示されている。しかしながら、ベール状に成形して用いることは記載されておらず、粘着性のアクリルゴムをクラム状で扱うのは作業性や保存安定性に劣る問題があった。また、耐水性に関しても、より厳しい環境下での高度の耐水性が求められている。
一方、シート状のアクリルゴムの製造に関しては、例えば、特許文献4(特開平1-225512号公報)には、フィードバレル、脱水バレル、標準バレル、ベントバレル、及び真空バレルからなる二軸押出乾燥機を用いて、含水率50%程度のニトリルゴム(NBR)クラムをフィードバレルに供給し、脱水バレルで殆どの水分を脱水後に、真空バレルで残余の水分及び蒸発気化物を吸引除去し、ブレーカープレート、ダイ部を経て連続して帯状に押し出す方法が開示され、適用されるゴムクラムとしてアクリルゴムクラムが用いられることが記載されている。しかしながら、同特許文献には、かかるアクリルゴムのシートを用いてベール化することは記載されていない。
本発明は、かかる実状に鑑みてなされたものであり、保存安定性、耐水性に優れるアクリルゴムベール及びその製造方法、アクリルゴムベールを含んでなるゴム混合物及びその製造方法、並びにそのゴム架橋物を提供することを目的とする。
本発明者らは、前記課題に鑑み鋭意研究した結果、反応性基を有するアクリルゴムからなり、灰分量が特定以下で、空気の巻き込みが少なく比重の大きいアクリルゴムベールが保存安定性と耐水性に高度に優れることを見出した。
本発明者らは、また、灰分中の特定成分の含有量と組成比、分子量と高分子量領域に重点をおいた分子量分布、60℃と100℃における複素粘性率、メチルエチルケトン不溶解分のゲル量及び含水量を特定にすることでアクリルゴムベールの保存安定性と耐水性がさらに改善されることを見出した。
本発明者らは、また、かかるアクリルゴムベールが、(メタ)アクリル酸エステルと反応性基含有単量体とを含む単量体成分を乳化重合した乳化重合液を凝固液と接触させ生成した含水クラムを、特定のスクリュー型押出機を用いて脱水・乾燥後にシート状に押し出して積層することで容易に製造できることを見出した。
本発明者らは、さらに、乳化剤と凝固剤、凝固工程における乳化重合液と凝固液の接触方法や撹拌周速、スクリュー型押出機の乾燥バレル部の温度やダイ部の樹脂圧、シート状乾燥ゴム切断温度、及びシート状乾燥ゴムの積層温度を特定にすることでより効率よく保存安定性と耐水性に優れるアクリルゴムベールを製造できることを見出した。
本発明者らは、これらの知見に基づいて本発明を完成させるに至ったものである。
かくして、本発明によれば、反応性基を有するアクリルゴムからなり、灰分量が0.2重量%以下で、前記灰分中のナトリウム、イオウ、カルシウム、マグネシウム及びリンからなる群から選ばれる少なくとも1種の元素の含有量が合計で全灰分量に対する比率として少なくとも50重量%であり、比重が0.9以上であるアクリルゴムベールが提供される。
本発明のアクリルゴムベールにおいて、比重が、1~1.2の範囲であることが好ましい。
本発明のアクリルゴムベールにおいて、灰分中のナトリウムとイオウの合計量が全灰分量に対する比率として50重量%以上であることが好ましい。
本発明のアクリルゴムベールにおいて、灰分中のナトリウムとイオウの合計量が、全灰分量に対する割合で90重量%以上であることがさらに好ましい。
本発明のアクリルゴムベールにおいて、灰分中のナトリウムとイオウとの比([Na]/[S])が重量比で0.4~2.5の範囲であることが好ましい。
本発明のアクリルゴムベールにおいて、灰分中のナトリウムとイオウとの比([Na]/[S])が、重量比で0.7~1の範囲であることがさらに好ましい。
本発明のアクリルゴムベールにおいて、アクリルゴムの重量平均分子量(Mw)が、100,000~5,000,000の範囲であることが好ましい。そして、アクリルゴムのz平均分子量(Mz)と重量平均分子量(Mw)との比(Mz/Mw)が、1.3以上であることが好ましい。
本発明のアクリルゴムベールにおいて、60℃における複素粘性率([η]60℃)が、15,000Pa・s以下であることが好ましく、100℃における複素粘性率([η]100℃)と60℃における複素粘性率([η]60℃)との比([η]100℃/[η]60℃)が、0.5以上であることが好ましい。
本発明のアクリルゴムベールにおいて、100℃における複素粘性率([η]100℃)と60℃における複素粘性率([η]60℃)との比([η]100℃/[η]60℃)が、0.83以上であることがさらに好ましい。
また、本発明のアクリルゴムベールにおいて、メチルエチルケトン不溶解分のゲル量が、50重量%以下であることが好ましい。
さらに、本発明のアクリルゴムベールにおいて、含水量が、1重量%未満であることが好ましい。
本発明によれば、また、(メタ)アクリル酸エステルと反応性基含有単量体とを含む単量体成分を水と乳化剤とでエマルジョン化し、重合触媒存在下に乳化重合し乳化重合液を得る乳化重合工程と、得られた乳化重合液を凝固剤含有水溶液からなる凝固液と接触させて含水クラムを生成する凝固工程と、生成した含水クラムを洗浄する洗浄工程と、洗浄した含水クラムを、脱水スリットを有する脱水バレルと減圧下の乾燥バレルと先端部にダイを有するスクリュー型押出機を用いて脱水バレルで含水量1~40重量%まで脱水した後に乾燥バレルで1重量%未満まで乾燥してシート状乾燥ゴムをダイから押し出す脱水・乾燥・成形工程と、押し出されたシート状乾燥ゴムを積層してベール化するベール化工程とを含むアクリルゴムベールの製造方法が提供される。
本発明のアクリルゴムベールの製造方法において、乳化剤が硫酸エステル塩であって、且つ、凝固剤がナトリウム塩であることが好ましい。
本発明のアクリルゴムベールの製造方法において、乳化重合液と凝固液との接触が、撹拌されている凝固液に乳化重合液を添加することが好ましい。
本発明のアクリルゴムベールの製造方法において、撹拌されている凝固液の周速が、0.5m/s以上であることが好ましい。
本発明のアクリルゴムベールの製造方法において、スクリュー型押出機に供給される含水クラムの温度が、50~90℃の範囲であることが好ましい。
本発明のアクリルゴムベールの製造方法において、スクリュー型押出機の乾燥バレル部の減圧度が、1~50kPaの範囲であることが好ましい。
本発明のアクリルゴムベールの製造方法において、スクリュー型押出機の乾燥バレル部の設定温度が、100~250℃であることが好ましい。
本発明のアクリルゴムベールの製造方法において、スクリュー型押出機のダイ部の樹脂圧が、0.1~10MPaの範囲であることが好ましい。
本発明のアクリルゴムベールの製造方法において、シート状乾燥ゴムの積層が、シート状乾燥ゴムの切断後に行われることが好ましい。
本発明のアクリルゴムベールの製造方法において、シート状乾燥ゴムの切断が、60℃以下のシート状乾燥ゴム温度で行われることが好ましい。
本発明のアクリルゴムベールの製造方法において、シート状乾燥ゴムの積層が、30℃以上のシート状乾燥ゴム温度で行われることが好ましい。
本発明によれば、また、前記アクリルゴムベールに、充填剤及び架橋剤を混合してなるゴム混合物が提供される。
本発明によれば、また、前記アクリルゴムベールに、充填剤及び架橋剤を混合機で混合することを特徴とするゴム混合物の製造方法が提供される。
本発明によれば、また、前記アクリルゴムベールと充填剤を混合後に架橋剤を混合するゴム混合物の製造方法が提供される。
本発明によれば、さらに、前記ゴム混合物を架橋してなるゴム架橋物が提供される。
本発明によれば、保存安定性や耐水性に優れるアクリルゴムベール及びその製造方法、該アクリルゴムベールを含んでなるゴム混合物及びその製造方法、並びにそれを架橋してなるゴム架橋物が提供される。
本発明のアクリルゴムベールは、反応性基を有するアクリルゴムからなり、灰分量が0.2重量%以下で、前記灰分中のナトリウム、イオウ、カルシウム、マグネシウム及びリンから選ばれる少なくとも1種の元素の含有量が合計で全灰分量に対する比率として少なくとも50重量%であり、比重が0.9以上であることを特徴とする。
<単量体成分>
本発明のアクリルゴムベールは、反応性基を有するアクリルゴムからなる。アクリルゴム中の反応性基は、使用目的に応じて適宜選択されるが、好ましくは、カルボキシル基、エポキシ基及びハロゲン基から選ばれる少なくとも1種の官能基、より好ましくはカルボキシル基、エポキシ基及び塩素原子からなる群から選ばれる少なくとも1種の官能基である。かかる反応性基を有するアクリルゴムとしては、アクリルゴムに後反応で反応性基を付与してもよいが、反応性基含有単量体を共重合したものが好ましい。
本発明のアクリルゴムベールは、反応性基を有するアクリルゴムからなる。アクリルゴム中の反応性基は、使用目的に応じて適宜選択されるが、好ましくは、カルボキシル基、エポキシ基及びハロゲン基から選ばれる少なくとも1種の官能基、より好ましくはカルボキシル基、エポキシ基及び塩素原子からなる群から選ばれる少なくとも1種の官能基である。かかる反応性基を有するアクリルゴムとしては、アクリルゴムに後反応で反応性基を付与してもよいが、反応性基含有単量体を共重合したものが好ましい。
本発明のアクリルゴムベールを構成するアクリルゴムとしては、(メタ)アクリル酸エステルを含むものが好ましく、アクリルゴム中の(メタ)アクリル酸エステル量は、格別な限定はないが、通常50重量%以上、好ましくは70重量%以上、より好ましくは80重量%以上である。また、(メタ)アクリル酸エステルとしては、(メタ)アクリル酸アルキルエステル及び(メタ)アクリル酸アルコキシアルキルエステルから選ばれる少なくとも1種の(メタ)アクリル酸エステルを含むものであることが好ましい。なお、本発明において「(メタ)アクリル酸エステル」とは、アクリル酸及び/又はメタクリル酸のエステル類を総称する用語である。
好ましい反応性基を有するアクリルゴムの具体例としては、(メタ)アクリル酸アルキルエステル及び(メタ)アクリル酸アルコキシアルキルエステルから選ばれる少なくとも1種の(メタ)アクリル酸エステル、反応性基含有単量体、及び必要に応じて共重合可能なその他の単量体からなるものが挙げられる。
(メタ)アクリル酸アルキルエステルとしては、限定されないが、通常炭素数が1~12のアルキル基を有する(メタ)アクリル酸アルキルエステル、好ましくは炭素数1~8のアルキル基を有する(メタ)アクリル酸アルキルエステル、より好ましくは炭素数2~6のアルキル基を有する(メタ)アクリル酸アルキルエステルである。
(メタ)アクリル酸アルキルエステルの具体例としては、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n-プロピル、(メタ)アクリル酸イソプロピル、(メタ)アクリル酸n-ブチル、(メタ)アクリル酸イソブチル、(メタ)アクリル酸n-ヘキシル、(メタ)アクリル酸2-エチルヘキシル、(メタ)アクリル酸シクロヘキシルなどが挙げられ、(メタ)アクリル酸エチル、(メタ)アクリル酸n-ブチルが好ましく、アクリル酸エチル、アクリル酸n-ブチルがより好ましい。
(メタ)アクリル酸アルコキシアルキルエステルとしては、限定されないが、通常2~12のアルコキシアルキル基を有する(メタ)アクリル酸アルコキシアルキルエステル、好ましくは2~8のアルコキシアルキル基を有する(メタ)アクリル酸アルコキシアルキルエステル、より好ましくは炭素数2~6のアルコキシアルキル基を有する(メタ)アクリル酸アルコキシエステルである。
かかる(メタ)アクリル酸アルコキシアルキルエステルの具体例としては、(メタ)アクリル酸メトキシメチル、(メタ)アクリル酸メトキシエチル、(メタ)アクリル酸メトキシプロピル、(メタ)アクリル酸メトキシブチル、(メタ)アクリル酸エトキシメチル、(メタ)アクリル酸エトキシエチル、(メタ)アクリル酸プロポキシエチル、(メタ)アクリル酸ブトキシエチルなどが挙げられる。これらの中でも、(メタ)アクリル酸メトキシエチル、(メタ)アクリル酸エトキシエチルなどが好ましく、アクリル酸メトキシエチル、アクリル酸エトキシエチルがより好ましい。
これらの(メタ)アクリル酸アルキルエステル及び(メタ)アクリル酸アルコキシアルキルエステルから選ばれる少なくとも1種の(メタ)アクリル酸エステルは、それぞれ単独であるいは2種以上組み合わせて用いられ、アクリルゴム中の割合は、通常50~99.99重量%、好ましくは70~99.9重量%、より好ましくは80~99.5重量%、最も好ましくは87~99重量%である。単量体成分中の(メタ)アクリル酸エステル量が、過度に少ないと得られるアクリルゴムの耐候性、耐熱性、及び耐油性が低下するおそれがあり好ましくない。
上記反応性基含有単量体の種類は、限定されず使用目的に応じて適宜選択されるが、カルボキシル基、エポキシ基及びハロゲン基から選ばれる少なくとも1種の官能基を有する単量体が好ましく、カルボキシル基、エポキシ基及び塩素原子からなる群から選ばれる少なくとも1種の官能基を有する単量体が好ましい。
カルボキシル基を有する単量体としては、限定されないが、エチレン性不飽和カルボン酸を好適に用いることができる。エチレン性不飽和カルボン酸としては、例えば、エチレン性不飽和モノカルボン酸、エチレン性不飽和ジカルボン酸、エチレン性不飽和ジカルボン酸モノエステルなどが挙げられ、これらの中でも特にエチレン性不飽和ジカルボン酸モノエステルがアクリルゴムをゴム架橋物とした場合の耐圧縮永久歪み特性をより高めることができ好ましい。
エチレン性不飽和モノカルボン酸としては、限定されないが、炭素数3~12のエチレン性不飽和モノカルボン酸が好ましく、例えば、アクリル酸、メタクリル酸、α-エチルアクリル酸、クロトン酸、ケイ皮酸などを挙げることができる。
エチレン性不飽和ジカルボン酸としては、限定されないが、炭素数4~12のエチレン性不飽和ジカルボン酸が好ましく、具体例としては、フマル酸、マレイン酸などのブテンジオン酸、イタコン酸、シトラコン酸などを挙げることができる。なお、エチレン性不飽和ジカルボン酸は、無水物として存在しているものも含まれる。
エチレン性不飽和ジカルボン酸モノエステルとしては、限定されないが、通常、炭素数4~12のエチレン性不飽和ジカルボン酸と炭素数1~12のアルキルモノエステル、好ましくは炭素数4~6のエチレン性不飽和ジカルボン酸と炭素数2~8のアルキルモノエステル、より好ましくは炭素数4のブテンジオン酸の炭素数2~6のアルキルモノエステルである。
かかるエチレン性不飽和ジカルボン酸モノエステルの具体例としては、フマル酸モノメチル、フマル酸モノエチル、フマル酸モノn-ブチル、マレイン酸モノメチル、マレイン酸モノエチル、マレイン酸モノn-ブチル、フマル酸モノシクロペンチル、フマル酸モノシクロヘキシル、フマル酸モノシクロヘキセシニル、マレイン酸モノシクロペンチル、マレイン酸モノシクロヘキシルなどのブテンジオン酸モノアルキルエステル;イタコン酸モノメチル、イタコン酸モノエチル、イタコン酸モノn-ブチル、イタコン酸モノシクロヘキシルなどのイタコン酸モノアルキルエステルなどが挙げられ、これらの中でもフマル酸モノn-ブチル、マレイン酸モノn-ブチルが好ましく、フマル酸モノn-ブチルが特に好ましい。
エポキシ基を有する単量体としては、例えば、(メタ)アクリル酸グリシジルなどのエポキシ基含有(メタ)アクリル酸エステル;アリルグリシジルエーテル、ビニルグリシジルエーテルなどのエポキシ基含有ビニルエーテル;などが挙げられる。
ハロゲン基を有する単量体としては、例えば、ハロゲン含有飽和カルボン酸の不飽和アルコールエステル、(メタ)アクリル酸ハロアルキルエステル、(メタ)アクリル酸ハロアシロキシアルキルエステル、(メタ)アクリル酸(ハロアセチルカルバモイルオキシ)アルキルエステル、ハロゲン含有不飽和エーテル、ハロゲン含有不飽和ケトン、ハロメチル基含有芳香族ビニル化合物、ハロゲン含有不飽和アミド、ハロアセチル基含有不飽和単量体などが挙げられる。
ハロゲン含有飽和カルボン酸の不飽和アルコールエステルの具体例としては、クロロ酢酸ビニル、2-クロロプロピオン酸ビニル、クロロ酢酸アリルなどが挙げられる。(メタ)アクリル酸ハロアルキルエステルとしては、例えば、(メタ)アクリル酸クロロメチル、(メタ)アクリル酸1-クロロエチル、(メタ)アクリル酸2-クロロエチル、(メタ)アクリル酸1,2-ジクロロエチル、(メタ)アクリル酸2-クロロプロピル、(メタ)アクリル酸3-クロロプロピル、(メタ)アクリル酸2,3-ジクロロプロピルなどが挙げられる。(メタ)アクリル酸ハロアシロキシアルキルエステルとしては、例えば、(メタ)アクリル酸2-(クロロアセトキシ)エチル、(メタ)アクリル酸2-(クロロアセトキシ)プロピル、(メタ)アクリル酸3-(クロロアセトキシ)プロピル、(メタ)アクリル酸3-(ヒドロキシクロロアセトキシ)プロピルなどが挙げられる。
(メタ)アクリル酸(ハロアセチルカルバモイルオキシ)アルキルエステルの具体例としては、(メタ)アクリル酸2-(クロロアセチルカルバモイルオキシ)エチル、(メタ)アクリル酸3-(クロロアセチルカルバモイルオキシ)プロピルなどが挙げられる。
ハロゲン含有不飽和エーテルの具体例としては、クロロメチルビニルエーテル、2-クロロエチルビニルエーテル、3-クロロプロピルビニルエーテル、2-クロロエチルアリルエーテル、3-クロロプロピルアリルエーテルなどが挙げられる。ハロゲン含有不飽和ケトンの具体例としては、2-クロロエチルビニルケトン、3-クロロプロピルビニルケトン、2-クロロエチルアリルケトンなどが挙げられる。ハロメチル基含有芳香族ビニル化合物の具体例としては、p-クロロメチルスチレン、m-クロロメチルスチレン、o-クロロメチルスチレン、p-クロロメチル-α-メチルスチレンなどが挙げられる。ハロゲン含有不飽和アミドの具体例としては、N-クロロメチル(メタ)アクリルアミドなどが挙げられ、また、ハロアセチル基含有不飽和単量体の具体例としては、3-(ヒドロキシクロロアセトキシ)プロピルアリルエーテル、p-ビニルベンジルクロロ酢酸エステルなどが挙げられる。
ハロゲン含有不飽和エーテルの具体例としては、クロロメチルビニルエーテル、2-クロロエチルビニルエーテル、3-クロロプロピルビニルエーテル、2-クロロエチルアリルエーテル、3-クロロプロピルアリルエーテルなどが挙げられる。ハロゲン含有不飽和ケトンの具体例としては、2-クロロエチルビニルケトン、3-クロロプロピルビニルケトン、2-クロロエチルアリルケトンなどが挙げられる。ハロメチル基含有芳香族ビニル化合物の具体例としては、p-クロロメチルスチレン、m-クロロメチルスチレン、o-クロロメチルスチレン、p-クロロメチル-α-メチルスチレンなどが挙げられる。ハロゲン含有不飽和アミドの具体例としては、N-クロロメチル(メタ)アクリルアミドなどが挙げられ、また、ハロアセチル基含有不飽和単量体の具体例としては、3-(ヒドロキシクロロアセトキシ)プロピルアリルエーテル、p-ビニルベンジルクロロ酢酸エステルなどが挙げられる。
これらの反応性基含有単量体は、それぞれ単独であるいは2種以上組み合わせて用いられ、アクリルゴム中の割合は、通常0.01~20重量%、好ましくは0.1~10重量%、より好ましくは0.5~5重量%、最も好ましくは1~3重量%である。
必要に応じて用いられる前記単量体以外の他の単量体(以下「その他の単量体」という)としては、前記単量体と共重合可能であれば、特に限定されず、例えば、芳香族ビニル、エチレン性不飽和ニトリル、アクリルアミド系単量体、その他のオレフィン系単量体などが挙げられる。その他の単量体として用いられる芳香族ビニルの具体例としては、スチレン、α-メチルスチレン、ジビニルベンゼンなどが挙げられる。エチレン性不飽和ニトリルの具体例としては、アクリロニトリル、メタクリロニトリルなどが挙げられる。アクリルアミド系単量体の具体例としては、アクリルアミド、メタクリルアミドなどが挙げられる。その他のオレフィン系単量体の具体例としては、エチレン、プロピレン、酢酸ビニル、エチルビニルエーテル、ブチルビニルエーテルなどが挙げられる。
これらのその他の単量体は、それぞれ単独であるいは2種以上組み合わせて用いられ、アクリルゴム中の割合は、通常0~30重量%、好ましくは0~20重量%、より好ましくは0~15重量%、最も好ましくは0~10重量%の範囲である。
<アクリルゴム>
本発明のアクリルゴムベールを構成するアクリルゴムは、重合体中に反応性基を有することを特徴とする。反応性基の含有量は、使用目的に応じて適宜選択されればよいが、反応性基自体の重量割合で、通常0.001~5重量%、好ましくは0.01~3重量%、より好ましくは0.05~1重量%、特に好ましくは0.1~0.5重量%の範囲であるときに、アクリルゴムベール加工性、強度特性、耐圧縮永久歪み特性、耐油性、耐寒性及び耐水性などの特性が高度にバランスされるので好適である。
本発明のアクリルゴムベールを構成するアクリルゴムは、重合体中に反応性基を有することを特徴とする。反応性基の含有量は、使用目的に応じて適宜選択されればよいが、反応性基自体の重量割合で、通常0.001~5重量%、好ましくは0.01~3重量%、より好ましくは0.05~1重量%、特に好ましくは0.1~0.5重量%の範囲であるときに、アクリルゴムベール加工性、強度特性、耐圧縮永久歪み特性、耐油性、耐寒性及び耐水性などの特性が高度にバランスされるので好適である。
本発明のアクリルゴムベールを構成するアクリルゴムの具体例としては、(メタ)アクリル酸アルキルエステル及び(メタ)アクリル酸アルコキシアルキルエステルから選ばれる少なくとも1種の(メタ)アクリル酸エステル、反応性基含有単量体、及び必要に応じて含まれるその他の共重合可能な単量体からなり、それぞれのアクリルゴム中の割合は、(メタ)アクリル酸アルキルエステル及び(メタ)アクリル酸アルコキシアルキルエステルから選ばれる少なくとも1種の(メタ)アクリル酸エステルが、通常50~99.99重量%、好ましくは70~99.9重量%、より好ましくは80~99.5重量%、特に好ましくは87~99重量%の範囲であり、反応性基含有単量体が、通常0.01~20重量%、好ましくは0.1~10重量%、より好ましくは0.5~5重量%、特に好ましくは1~3重量%の範囲であり、その他の単量体が、通常0~30重量%、好ましくは0~20重量%、より好ましくは0~15重量%、特に好ましくは0~10重量%の範囲である。アクリルゴムにおけるこれらの単量体の割合を上記範囲にすることにより、本発明の目的が高度に達成できるとともに、アクリルゴムベールを架橋物としたときに耐水性や耐圧縮永久歪み特性を格段に改善されるので好適である。
本発明のアクリルゴムベールを構成するアクリルゴムの重量平均分子量(Mw)は、限定されないが、GPC-MALSで測定される絶対分子量で、通常100,000~5,000,000、好ましくは500,000~4,000,000、より好ましくは700,000~3,000,000、最も好ましくは1,000,000~2,500,000の範囲であるときに、アクリルゴムベールの混合時の加工性、強度特性及び耐圧縮永久歪み特性が高度にバランスされ好適である。
本発明のアクリルゴムベールを構成するアクリルゴムのz平均分子量(Mz)と重量平均分子量(Mw)との比(Mz/Mw)は、限定されないが、GPC-MALSで測定される絶対分子量分布で、通常1.3以上、好ましくは1.4~5、より好ましくは1.5~2の範囲であるときに、アクリルゴムベールの加工性と強度特性が高度にバランスされ、且つ保存時の物性変化を緩和でき好適である。
本発明のアクリルゴムベールを構成するアクリルゴムのガラス転移温度(Tg)は、限定されないが、通常20℃以下、好ましくは10℃以下、より好ましくは0℃以下である。ガラス転移温度(Tg)の下限値も、限定されないが、通常-80℃以上、好ましくは-60℃以上、より好ましくは-40℃以上である。アクリルゴムベールのガラス転移温度(Tg)を前記下限温度以上とすることにより耐油性と耐熱性により優れたものとすることができ、前記上限温度以下とすることにより耐寒性と加工性により優れたものとすることができる。
本発明のアクリルゴムベール中のアクリルゴムの含有量は、アクリルゴムベールの使用目的に応じて適宜選択されるが、通常95重量%以上、好ましくは97重量%以上、より好ましくは98重量%以上である。
<アクリルゴムベール>
本発明のアクリルゴムベールは、上記アクリルゴムからなり、且つ灰分量と灰分成分及び比重がそれぞれ特定範囲にあることを特徴とする。
本発明のアクリルゴムベールは、上記アクリルゴムからなり、且つ灰分量と灰分成分及び比重がそれぞれ特定範囲にあることを特徴とする。
アクリルゴムベール中の灰分は、JIS K6228 A法に準じて測定されるものであるが、アクリルゴムの製造において単量体成分をエマルジョン化して乳化重合する際に用いる乳化剤及び乳化重合液を凝固する際に用いる凝固剤の残渣が主要成分となる。
本発明のアクリルゴムベールの灰分量は.0.2重量%以下、好ましくは0.15重量%以下、より好ましくは0.12重量%以下、特に好ましくは0.11重量%以下、最も好ましくは0.1重量%以下であるときに、保存安定性や耐水性に優れ好適である。灰分量の下限値は、限定されないが、通常0.0001重量%以上、好ましくは0.0005重量%以上、より好ましくは0.001重量%以上、特に好ましくは0.005重量%以上、最も好ましくは0.01重量%以上であるときに、金属付着性が抑制され作業性に優れ好適である。
本発明のアクリルベールの保存安定性、耐水性及び金属付着性を高度にバランスさせるための灰分量は、通常0.0001~0.2重量%、好ましくは0.0005~0.15重量%、より好ましくは0.001~0.12重量%、特に好ましくは0.005~0.11重量%、最も好ましくは0.01~0.1重量%の範囲である。
本発明のアクリルゴムベールは、前記灰分中のナトリウム、イオウ、カルシウム、マグネシウム及びリンから選ばれる少なくとも1種の元素の含有量が合計で、少なくとも30重量%、好ましくは50重量%以上、より好ましくは70重量%以上、特に好ましくは80重量%以上であるときに、アクリルゴムベールの保存安定性と耐水性が高度に優れ好適である。
とりわけ、本発明のアクリルゴムベールの灰分中のナトリウムとイオウの合計量が、通常30重量%以上、好ましくは50重量%以上、より好ましくは70重量%以上、特に好ましくは80重量%以上、最も好ましくは90重量%以上であるときに、保存安定性と耐水性が高度に優れ好適である。
本発明のアクリルゴムベールの灰分中のナトリウムとイオウとの比([Na]/[S])は、格別な限定はないが、重量比で、通常0.4~2.5、好ましくは0.6~1.5、より好ましくは0.7~1、特に好ましくは0.75~0.95、最も好ましくは0.8~0.9の範囲であるときに、耐水性が高度に優れ好適である。
本発明のアクリルゴムベールの比重は、少なくとも0.9以上、好ましくは0.9~1.3、より好ましくは0.95~1.25、特に好ましくは1.0~1.2の範囲である。高比重のアクリルゴムベールは保存安定性が高度に優れ好適である。
本発明のアクリルゴムベールの含水量は、限定されないが、通常1重量%未満、好ましくは0.8重量%以下、より好ましくは0.6重量%以下であるときに、加硫特性が最適化され耐熱性や耐水性などの特性が高度に優れ好適である。
本発明のアクリルゴムベールのゲル量は、限定されないが、メチルエチルケトンの不溶解分で、通常50重量%以下、好ましくは40重量%以下、より好ましくは30重量%以下、特に好ましくは10重量%以下、最も好ましくは5重量%以下であるときに、加工性が高度に改善され好適である。
本発明のアクリルゴムシートのpHは、限定されないが、通常6以下、好ましくは2~6、より好ましくは2.5~5.5、特に好ましくは3~5の範囲であるときに、保存安定性が高度に改善され好適である。
本発明のアクリルゴムベールの60℃における複素粘性率([η]60℃)は、限定されないが、通常15,000Pa・s以下、好ましくは2,000~10,000Pa・s、より好ましくは2,500~7,000Pa・s、最も好ましくは2,700~5,500Pa・sの範囲にあるときに、加工性、耐油性及び形状保持性に優れ好適である。また、100℃における複素粘性率([η]100℃)は、限定されないが、通常1,500~6,000Pa・s、好ましくは2,000~5,000Pa・s、より好ましくは2,500~4,000Pa・s、最も好ましくは2,500~3,500Pa・sの範囲であるときに、加工性、耐油性及び形状保持性に優れ好適である。
本発明のアクリルゴムベールの100℃における複素粘性率([η]100℃)と60℃における複素粘性率([η]60℃)との比([η]100℃/[η]60℃)は、限定されないが、通常0.5以上、好ましくは0.6以上、より好ましくは0.7以上、特に好ましくは0.8以上、最も好ましくは0.83以上である。また、100℃における複素粘性率([η]100℃)と60℃における複素粘性率([η]60℃)との比([η]100℃/[η]60℃)が、通常0.5~0.99、好ましくは0.5~0.98、より好ましくは0.6~0.95、特に好ましくは0.75~0.93、最も好ましくは0.8~0.93の範囲であるときに、加工性、耐油性、及び形状保持性が高度にバランスされ好適である。
本発明のアクリルゴムベールのムーニー粘度(ML1+4,100℃)は、限定されないが、通常10~150、好ましくは20~100、より好ましくは25~70の範囲であるときに、加工性や強度特性が高度にバランスされ好適である。
本発明のアクリルゴムベールの大きさは、限定されないが、幅が通常100~800mm、好ましくは200~500mm、より好ましくは250~450mmの範囲であり、長さが通常300~1,200mm、好ましくは400~1,000mm、より好ましくは500~800mmの範囲で、高さ(厚さ)が通常50~500mm、好ましくは100~300mm、より好ましくは150~250mmの範囲にあるのが適当である。また、本発明のアクリルゴムベールの形状も限定されず、アクリルゴムベールの使用目的に応じて適宜選択されるが、多くの場合、直方体が好適である。
<アクリルゴムベールの製造方法>
前記のアクリルゴムベールは、下記の工程(1)~(5)を含む本発明の製造方法によって好適に製造することができる。すなわち、
(1)(メタ)アクリル酸エステルを主成分とする単量体成分を水と乳化剤とでエマルジョン化し重合触媒存在下に乳化重合し乳化重合液を得る乳化重合工程と、
(2)得られた乳化重合液を凝固液と接触させて含水クラムを生成する凝固工程と、
(3)生成した含水クラムを洗浄する洗浄工程と、
(4)洗浄した含水クラムを、脱水スリットを有する脱水バレルと減圧下の乾燥バレルと先端部にダイとを有するスクリュー型押出機を用いて脱水バレルで含水率1~40重量%まで脱水した後に乾燥バレルで1重量%未満まで乾燥してシート状乾燥ゴムをダイから押し出す脱水・乾燥・成形工程と、
(5)押し出されたシート状乾燥ゴムを積層してベール化するベール化工程と
を備えてなる本発明の方法により、容易に且つ効率的に製造することができる。
前記のアクリルゴムベールは、下記の工程(1)~(5)を含む本発明の製造方法によって好適に製造することができる。すなわち、
(1)(メタ)アクリル酸エステルを主成分とする単量体成分を水と乳化剤とでエマルジョン化し重合触媒存在下に乳化重合し乳化重合液を得る乳化重合工程と、
(2)得られた乳化重合液を凝固液と接触させて含水クラムを生成する凝固工程と、
(3)生成した含水クラムを洗浄する洗浄工程と、
(4)洗浄した含水クラムを、脱水スリットを有する脱水バレルと減圧下の乾燥バレルと先端部にダイとを有するスクリュー型押出機を用いて脱水バレルで含水率1~40重量%まで脱水した後に乾燥バレルで1重量%未満まで乾燥してシート状乾燥ゴムをダイから押し出す脱水・乾燥・成形工程と、
(5)押し出されたシート状乾燥ゴムを積層してベール化するベール化工程と
を備えてなる本発明の方法により、容易に且つ効率的に製造することができる。
(乳化重合工程)
本発明のアクリルゴムベールの製造方法における上記(1)の乳化重合工程は、上記単量体成分を水と乳化剤とでエマルジョン化し、重合触媒存在下に乳化重合し乳化重合液を得ることを特徴とする。
本発明のアクリルゴムベールの製造方法における上記(1)の乳化重合工程は、上記単量体成分を水と乳化剤とでエマルジョン化し、重合触媒存在下に乳化重合し乳化重合液を得ることを特徴とする。
乳化重合工程で使用される乳化剤としては、限定されないが、例えば、アニオン性乳化剤、カチオン性乳化剤、ノニオン性乳化剤などを挙げることができる。これらの中でも、アニオン性乳化剤、ノニオン性乳化剤が好ましく、アニオン性乳化剤が特に好ましい。
アニオン性乳化剤としては、例えば、脂肪酸系乳化剤、スルホン酸系乳化剤、スルホコハク酸系乳化剤、硫酸系乳化剤、リン酸系乳化剤などが挙げられ、好ましくは硫酸系乳化剤である。
脂肪酸系乳化剤としては、例えば、オクタン酸ナトリウム、デカン酸ナトリウム、ラウリル酸ナトリウム、ミリスチン酸ナトリウム、パルミチン酸ナトリウム、ステアリン酸ナトリウムなどが挙げられる。
スルホン酸系乳化剤としては、例えば、ヘキサンスルホン酸ナトリウム、オクタンスルホン酸ナトリウム、デカンスルホン酸ナトリウム、トルエンスルホン酸ナトリウム、クメンスルホン酸ナトリウム、オクチルベンゼンスルホン酸ナトリウム、ドデシルベンゼンスルホン酸ナトリウム、ドデシルベンゼンスルホン酸アンモニウム、ナフタレンスルホン酸ナトリウム、アルキルナフタレンスルホン酸ナトリウム、アルキルジフェニルエーテルジスルホン酸ナトリウムなどを挙げることができる。
スルホコハク酸系乳化剤としては、例えば、ジオクチルスルホコハク酸ナトリウム、ジヘキシルスルホコハク酸ナトリウムなどを挙げることができる。
硫酸系乳化剤としては、硫酸エステル塩が好適に用いることができる。硫酸エステル塩としては、例えば、ラウリル硫酸ナトリウム、ラウリル硫酸アンモニウム、ミリスチル硫酸ナトリウム、ラウレス硫酸ナトリウム、ポリオキシエチレンアルキル硫酸ナトリウム、ポリオキシエチレンアルキルアリール硫酸ナトリウムなどが挙げられ、特にラウリル硫酸ナトリウムが好ましい。
リン酸系乳化剤としては、例えば、ラウリルリン酸ナトリウム、ラウリルリン酸カリウム、ポリオキシアルキレンアルキルエーテルリン酸エステルナトリウムなどを挙げることができる。
カチオン性乳化剤としては、例えば、アルキルトリメチルアンモニウムクロライド、ジアルキルアンモニウムクロライド、ベンジルアンモニウムクロライドなどを挙げることができる。
ノニオン性乳化剤としては、例えば、ポリオキシエチレンステアリン酸エステルなどのポリオキシアルキレン脂肪酸エステル;ポリオキシエチレンドデシルエーテルなどのポリオキシアルキレンアルキルエーテル;ポリオキシエチレンノニルフェニルエーテルなどのポリオキシアルキレンアルキルフェノールエーテル;ポリオキシエチレンソルビタンアルキルエステルなどを挙げることができ、ポリオキシアルキレンアルキルエーテル、ポリオキシアルキレンアルキルフェノールエーテルが好ましく、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェノールエーテルがより好ましい。
これらの乳化剤は、それぞれ単独であるいは2種以上組み合わせて用いることができ、その使用量は、単量体成分100重量部に対して、通常0.01~10重量部、好ましくは0.1~5重量部、より好ましくは1~3重量部の範囲である。
単量体成分と水と乳化剤との混合方法としては、常法に従えばよく、単量体と乳化剤と水とをホモジナイザーやディスクタービンなどの撹拌機などを用いて撹拌する方法などが挙げられる。水の使用量は、単量体成分100重量部に対して、通常10~750重量部、好ましくは50~500重量部、より好ましくは100~400重量部の範囲である。
乳化重合工程で使用される重合触媒としては、乳化重合で通常使われるものであれば限定されないが、例えば、ラジカル発生剤と還元剤とからなるレドックス触媒を用いることができる。
ラジカル発生剤としては、例えば、過酸化物、アゾ化合物などが挙げられ、好ましくは過酸化物である。過酸化物としては、無機系過酸化物や有機系過酸化物が用いられる。
上記無機系過酸化物としては、例えば、過硫酸ナトリウム、過硫酸カリウム、過酸化水素、過硫酸アンモニウムなどが挙げられ、これらの中でも過硫酸カリウム、過酸化水素、過硫酸アンモニウムが好ましく、過硫酸カリウムが特に好ましい。
上記有機系過酸化物としては、例えば、2,2-ジ(4,4-ジ-(t-ブチルパーオキシ)シクロヘキシル)プロパン、1-ジ-(t-ヘキシルパーオキシ)シクロヘキサン、1,1-ジ-(t-ブチルパーオキシ)シクロヘキサン、4,4-ジ-(t-ブチルパーオキシ)吉草酸n-ブチル、2,2-ジ-(t-ブチルパーオキシ)ブタン、t-ブチルハイドロパーオキサイド、クメンハイドロパーオキサイド、ジイソプロピルベンゼンハイドロパーオキサイド、パラメンタンハイドロパーオキサイド、ベンゾイルパーオキサイド、1,1,3,3-テトラエチルブチルハイドロパーオキサイド、t-ブチルクミルパーオキサイド、ジ-t-ブチルパーオキサイド、ジ-t-ヘキシルパーオキサイド、ジ(2-t-ブチルパーオキシイソプロピル)ベンゼン、ジクミルパーオキサイド、ジイソブチリルパーオキサイド、ジ(3,5,5-トリメチルヘキサノイル)パーオキサイド、ジラウロイルパーオキサイド、ジコハク酸パーオキサイド、ジベンゾイルパーオキサイド、ジ(3-メチルベンゾイル)パーオキサイド、ベンゾイル(3-メチルベンゾイル)パーオキサイド、ジイソブチリルパーオキシジカーボネート、ジ-n-プロピルパーオキシジカーボネート、ジ(2-エチルヘキシル)パーオキシジカーボネート、ジ-sec-ブチルパーオキシジカーボネート、1,1,3,3-テトラメチルブチルパーオキシネオデカネート、t-ヘキシルパーオキシピバレート、t-ブチルパーオキシネオデカネート、t-ヘキシルパーオキシピバレート、t-ブチルパーオキシピバレート、2,5-ジメチル-2,5-ジ(2-エチルヘキサノイルパーオキシ)ヘキサン、1,1,3,3-テトラメチルブチルパーオキシ-2-エチルヘキサネート、t-ヘキシルパーオキシ-2-エチルヘキサネート、t-ブチルパーオキシ-3,5,5-トリメチルヘキサネート、t-ヘキシルパーオキシイソプロピルモノカーボネート、t-ブチルパーオキシイソプロピルモノカーボネート、t-ブイチルパーオキシ-2-エチルヘキシルモノカーボネート、2,5-ジメチル-2,5-ジ(ベンゾイルパーオキシ)ヘキサン、t-ブチルパーオキシアセテート、t-ヘキシルパーオキシベンゾエート、t-ブチルパーオキシベンゾエート、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキサンなどが挙げられ、これらの中でもジイソプロピルベンゼンハイドロパーオキサイド、クメンハイドロパーオキサイド、パラメンタンハイドロパーオキサイド、ベンゾイルパーオキサイドなどが好ましい。
上記アゾ化合物としては、例えば、アゾビスイソプチロニトリル、4,4'-アゾビス(4-シアノ吉草酸)、2,2'-アゾビス[2-(2-イミダゾリン-2-イル)プロパン、2,2'-アゾビス(プロパン-2-カルボアミジン)、2,2'-アゾビス[N-(2-カルボキシエチル)-2-メチルプロパンアミド]、2,2'-アゾビス{2-[1-(2-ヒドロキシエチル)-2-イミダゾリン-2-イル]プロパン}、2,2'-アゾビス(1-イミノ-1-ピロリジノ-2-メチルプロパン)及び2,2'-アゾビス{2-メチル-N-[1,1-ビス(ヒドロキシメチル)-2-ヒドロキシエチル]プロパンアミド}などが挙げられる。
これらのラジカル発生剤は、それぞれ単独であるいは2種類以上組み合わせて用いることができ、その使用量は、単量体成分100重量部に対して、通常0.0001~5重量部、好ましくは0.0005~1重量部、より好ましくは0.001~0.5重量部の範囲である。
また、還元剤としては、乳化重合のレドックス触媒で使用されるものであれば制限されないが、本発明においては、特に少なくとも2種の還元剤を組み合わせて用いることが好ましい。少なくとも2種の還元剤としては、例えば、還元状態にある金属イオン化合物とそれ以外の還元剤の組み合わせが好適である。
還元状態にある金属イオン化合物としては、特に限定されないが、例えば、硫酸第一鉄、ヘキサメチレンジアミン四酢酸鉄ナトリウム、ナフテン酸第一銅などが挙げられ、これらの中でも硫酸第一鉄が好ましい。
これらの還元状態にある金属イオン化合物は、それぞれ単独であるいは2種以上組み合わせて用いることができ、その使用量は、単量体成分100重量部に対して、通常0.000001~0.01重量部、好ましくは0.00001~0.001重量部、より好ましくは0.00005~0.0005重量部の範囲である。
前記の還元状態にある金属イオン化合物以外の還元剤としては、特に限定されないが、例えば、アスコルビン酸、アスコルビン酸ナトリウム、アスコルビン酸カリウムなどのアスコルビン酸又はその塩;エリソルビン酸、エリソルビン酸ナトリウム、エリソルビン酸カリウムなどのエリソルビン酸又はその塩;ヒドロキシメタンスルフィン酸ナトリウムなどのスルフィン酸塩;亜硫酸ナトリウム、亜硫酸カリウム、亜硫酸水素ナトリウム、アルデヒド亜硫酸水素ナトリウム、亜硫酸水素カリウムの亜硫酸塩;ピロ亜硫酸ナトリウム、ピロ亜硫酸カリウム、ピロ亜硫酸水素ナトリウム、ピロ亜硫酸水素カリウムなどのピロ亜硫酸塩;チオ硫酸ナトリウム、チオ硫酸カリウムなどのチオ硫酸塩;亜燐酸、亜燐酸ナトリウム、亜燐酸カリウム、亜燐酸水素ナトリウム、亜燐酸水素カリウムの亜燐酸又はその塩;ピロ亜燐酸、ピロ亜燐酸ナトリウム、ピロ亜燐酸カリウム、ピロ亜燐酸水素ナトリウム、ピロ亜燐酸水素カリウムなどのピロ亜燐酸又はその塩;ナトリウムホルムアルデヒドスルホキシレートなどが挙げられる。これらの中でも、アルコルビン酸又はその塩、ナトリウムホルムアルデヒドスルホキシレートなどが好ましく、特にアスコルビン酸又はその塩が好ましい。
これらの還元状態にある金属イオン化合物以外の還元剤は、それぞれ単独であるいは2種以上を組み合わせて用いることができ、その使用量は、単量体成分100重量部に対し、通常0.001~1重量部、好ましくは0.005~0.5重量部、より好ましくは0.01~0.3重量部の範囲である。
還元状態にある金属イオン化合物とそれ以外の還元剤との好ましい組み合わせは、硫酸第一鉄とアスコルビン酸若しくはその塩及び/又はナトリウムホルムアルデヒドスルホキシレートとの組み合わせであり、より好ましくは硫酸第一鉄とアスコルビン酸塩及び/又はナトリウムホルムアルデヒドスルホキシレートとの組み合わせ、最も好ましくは硫酸第一鉄とアルコルビン酸塩との組み合わせである。このときの硫酸第一鉄の使用量は、単量体成分100重量部に対して、通常0.000001~0.01重量部、好ましくは0.00001~0.001重量部、より好ましくは0.00005~0.0005重量部の範囲で、アスコルビン酸若しくはその塩及び/又はナトリウムホルムアルデヒドスルホキシレートの使用量は、単量体成分100重量部に対し、通常0.001~1重量部、好ましくは0.005~0.5重量部、より好ましくは0.01~0.3重量部の範囲である。
乳化重合反応における水の使用量は、前記単量体成分エマルジョン化時に使用した量だけでもよいが、重合に用いる単量体成分100重量部に対して、通常10~1,000重量部、好ましくは50~500重量部、より好ましくは80~400重量部、最も好ましくは100~300重量部の範囲になるように調整される。
乳化重合反応の方式は、常法に従えばよく、回分式、半回分式、連続式のいずれでもよい。重合温度及び重合時間は、特に限定されず、使用する重合開始剤の種類などに応じて適宜選択できる。重合温度は、通常0~100℃、好ましくは5~80℃、より好ましくは10~50℃の範囲であり、重合時間は通常0.5~100時間、好ましくは1~10時間である。
乳化重合反応の重合転化率は、格別限定はないが、通常80重量%以上、好ましくは90重量%以上、より好ましくは95重量%以上であるときには、製造されるアクリルゴムベールの強度特性に優れ且つ単量体臭もないので好適である。重合停止に当たっては、重合停止剤を使用してもよい。
(凝固工程)
本発明のアクリルゴムシートの製造方法における上記(2)の凝固工程は、上記(1)の乳化重合工程で得られた乳化重合液を、凝固剤含有水溶液からなる凝固液と接触させて含水クラムを生成させることを特徴とする。
本発明のアクリルゴムシートの製造方法における上記(2)の凝固工程は、上記(1)の乳化重合工程で得られた乳化重合液を、凝固剤含有水溶液からなる凝固液と接触させて含水クラムを生成させることを特徴とする。
凝固工程で使用される乳化重合液の固形分濃度は、限定されないが、通常5~50重量%、好ましくは10~45重量%、より好ましくは20~40重量%の範囲に調整される。
凝固工程で使用される凝固剤としては、特に限定されないが、通常は金属塩が用いられる。金属塩としては、例えば、アルカリ金属、周期表第2族金属塩、その他の金属塩などが挙げられ、好ましくはアルカリ金属塩、周期表第2族金属塩、より好ましくはアルカリ金属塩である。
アルカリ金属塩としては、例えば、塩化ナトリウム、硝酸ナトリウム、硫酸ナトリウムなどのナトリウム塩;塩化カリウム、硝酸カリウム、硫酸カリウムなどのカリウム塩;塩化リチウム、硝酸リチウム、硫酸リチウムなどのリチウム塩などが挙げられ、これらの中でも塩化ナトリウム、硫酸ナトリウムなどのナトリウム塩が好ましく、硫酸ナトリウムが特に好ましい。
周期表第2族金属塩としては、例えば、塩化マグネシウム、塩化カルシウム、硝酸マグネシウム、硝酸カルシウム、硫酸マグネシウム、硫酸カルシウムなどが挙げられ、好ましくは塩化カルシウム、硫酸マグネシウムである。
凝固剤として使用されるその他の金属塩としては、例えば、塩化亜鉛、塩化チタン、塩化マンガン、塩化鉄、塩化コバルト、塩化ニッケル、塩化アルミニウム、塩化スズ、硝酸亜鉛、硝酸チタン、硝酸マンガン、硝酸鉄、硝酸コバルト、硝酸ニッケル、硝酸アルミニウム、硝酸スズ、硫酸亜鉛、硫酸チタン、硫酸マンガン、硫酸鉄、硫酸コバルト、硫酸ニッケル、硫酸アルミニウム、硫酸スズなどが挙げられる。
これらの凝固剤は、それぞれ単独であるいは2種以上組み合わせて用いることができ、その使用量は、単量体成分100重量部に対し、通常0.01~100重量部、好ましくは0.1~50重量部、より好ましくは1~30重量部の範囲である。凝固剤の量がこの範囲にあるときに、アクリルゴムの凝固を充分なものとしながら、アクリルゴムベールを架橋した場合の耐圧縮永久歪み特性や耐水性を高度に向上させることができるので好適である。
使用する凝固液(凝固剤水溶液)の凝固剤濃度は、通常0.1~20重量%、好ましくは0.5~15重量%、より好ましくは1~10重量%、特に好ましくは1.5~5重量%の範囲であるときに生成する含水クラムの粒径を特定の領域に且つ均一に集束でき好適である。
凝固液の温度は、限定されないが、通常40℃以上、好ましくは40~90℃、より好ましくは50~80℃の範囲であるときに均一な含水クラムが生成され好適である。
乳化重合液と凝固液との接触方法は、限定されず、例えば、撹拌されている凝固液中に乳化重合液を添加する方法、撹拌されている乳化重合液中に凝固液を添加する方法のいずれでもよいが、本発明の製造方法では、撹拌されている凝固液中に乳化重合液を添加する方法が、生成する含水クラムの形状やクラム径を均一で且つ集束し乳化剤や凝固剤の洗浄効率を格段に改善できるため好適である。
撹拌されている凝固液の回転数(撹拌数)は、凝固浴槽に設けた撹拌装置の撹拌翼の回転数で表わされるが、通常100rpm以上、好ましくは200~1,000rpm、より好ましくは300~900rpm、特に好ましくは400~800rpmの範囲が適当である。
凝固液の回転数は、凝固液がある程度激しく撹拌される回転数である方が、生成する含水クラム粒径を小さく且つ均一にできるため好適である。回転数を上記の下限以上とすることにより、クラム粒径が過度に大きいもの及び小さいものが生成されることを抑制でき、上記の上限以下とすることにより、凝固反応の制御がより容易になる。
撹拌されている凝固液の周速は、凝固浴槽に設けた撹拌装置の撹拌翼の外周の線速度で表わされるが、凝固液が一定程度まで激しく撹拌されている方が生成する含水クラム粒径を小さく且つ均一にでき好適で、通常0.5m/s以上、好ましくは1m/s以上、より好ましくは1.5m/s以上、特に好ましくは2m/s以上、最も好ましくは2.5m/s以上である。一方、周速の上限値は、限定されないが、通常50m/s以下、好ましくは30m/s以下、より好ましくは25m/s以下、最も好ましくは20m/s以下であるときに凝固反応の制御が容易になり好適である。
凝固工程における凝固反応の前記諸条件(接触方法、乳化重合液の固形分濃度、凝固液の濃度及び温度、凝固液の撹拌時の回転数及び周速、など)を特定範囲に制御することで、生成する含水クラムの形状及びクラム径が均一化且つ集束化され、以後の洗浄及び脱水時における乳化剤や凝固剤の除去が格段に向上するので好適である。
かくして得られる生成する含水クラムは、それらをJIS分級篩で篩分けたとき、下記(a)~(e)の条件を全て満足することができ好適である。なお、JIS篩は、日本工業規格(JIS Z 8801-1)の規定に従う。
(a)目開き9.5mmのJIS篩を通過しない含水クラムの割合が10重量%以下、
(b)目開き9.5mmのJIS篩を通過して6.7mmのJIS篩を通過しない含水クラムの割合が30重量%以下、
(c)目開き6.7mmのJIS篩を通過して710μmのJIS篩を通過しない含水クラムの割合が20重量%以上、
(d)目開き710μmのJIS篩を通過して425μmのJIS篩を通過しない含水クラムの割合が30重量%以下、及び
(e)目開き425μmのJIS篩を通過する含水クラムの割合が10重量%以下。
(a)目開き9.5mmのJIS篩を通過しない含水クラムの割合が10重量%以下、
(b)目開き9.5mmのJIS篩を通過して6.7mmのJIS篩を通過しない含水クラムの割合が30重量%以下、
(c)目開き6.7mmのJIS篩を通過して710μmのJIS篩を通過しない含水クラムの割合が20重量%以上、
(d)目開き710μmのJIS篩を通過して425μmのJIS篩を通過しない含水クラムの割合が30重量%以下、及び
(e)目開き425μmのJIS篩を通過する含水クラムの割合が10重量%以下。
生成した全含水クラムについて篩分けを行ったとき、(a)目開き9.5mmのJIS篩を通過しない比較的大きな含水クラムの割合が、10重量%以下、好ましくは5重量%以下、より好ましくは1重量%以下であり、(b)目開き9.5mmのJIS篩を通過するが6.7mmのJIS篩は通過しない含水クラムの割合が、30重量%以下、好ましくは20重量%以下、より好ましくは5重量%以下であり、(c)目開き6.7mmのJIS篩を通過するが710μmのJIS篩は通過しない含水クラムの割合が、20重量%以上、好ましくは40重量%以上、より好ましくは70重量%以上、最も好ましくは80重量%以上であり、(d)目開き710μmのJIS篩を通過するが425μmのJIS篩は通過しない含水クラムの割合が、30重量%以下、好ましくは20重量%以下、より好ましくは15重量%以下であって、さらに、(e)目開き425μmのJIS篩を通過する比較的微小な含水クラムの割合が、10重量%以下、好ましくは5重量%以下、より好ましくは1重量%以下であるときには、乳化剤や凝固剤の洗浄効率が格段に改善され、また生産性も高くなるので好適である。
本発明においては、また、生成した全含水クラムのうち(f)目開き6.7mmのJIS篩を通過して目開き4.75mmのJIS篩を通過しない含水クラムの割合が、通常40重量%以下、好ましくは10重量%以下、より好ましくは5重量%以下であるときに、乳化剤や凝固剤の洗浄効率が改善され好適である。
本発明においては、また、生成した全含水クラムのうち(g)目開き4.75mmのJIS篩を通過して目開き710μmのJIS篩を通過しない含水クラムの割合が、通常40重量%以上、好ましくは60重量%以上、より好ましくは80重量%以上であるときに、乳化剤及び凝固剤の洗浄及び脱水時の除去効率が格段に向上するため好適である。
本発明においては、さらに、生成した全含水クラムのうち(h)目開き3.35mmのJIS篩を通過して目開き710μmのJIS篩を通過しない含水クラムの割合が、通常20重量%以上、好ましくは40重量%以上、より好ましくは50重量%以上、特に好ましくは60重量%以上、最も好ましくは70重量%以上であるときに、乳化剤及び凝固剤の洗浄及び脱水時の除去効率が格段に向上するため好適である。
(洗浄工程)
本発明のアクリルゴムベールの製造方法における上記(3)の洗浄工程は、上記(2)の凝固工程で生成した含水クラムを洗浄する工程である。洗浄方法としては、限定されず常法に従ってよく、例えば、生成した含水クラムを多量の水と混合して行うことができる。
本発明のアクリルゴムベールの製造方法における上記(3)の洗浄工程は、上記(2)の凝固工程で生成した含水クラムを洗浄する工程である。洗浄方法としては、限定されず常法に従ってよく、例えば、生成した含水クラムを多量の水と混合して行うことができる。
洗浄に使用する水の量は、特に限定されないが、上記単量体成分100重量部に対して、水洗1回当たりの量が、通常50重量部以上、好ましくは50~15,000重量部、より好ましくは100~10,000重量部、特に好ましくは150~5,000重量部の範囲であるときに、アクリルゴムベール中の灰分量を効果的に低減することができ好適である。
洗浄に使用する水の温度も限定されないが、洗浄水として温水を用いたときに洗浄効率が向上し好適である。温水の温度は、限定されないが、通常40℃以上、好ましくは40~100℃、より好ましくは50~90℃、最も好ましくは60~80℃のときに洗浄効率を格段に上げることができ好適である。洗浄水の温度を上記の下限温度以上とすることにより、乳化剤や凝固剤が含水クラムから遊離して洗浄効率がより向上する。
洗浄時間としては、限定されないが、通常1~120分、好ましくは2~60分、より好ましくは3~30分の範囲が適当である。
水洗回数としては、特に限定されず、通常1~10回、好ましくは複数回、より好ましくは2~3回である。なお、最終的に得られるアクリルゴムベール中の凝固剤の残留量を低減するという観点からは、水洗回数が多い方が望ましいが、上記含水クラムの形状及び含水クラム径を特定にすること、及び/又は洗浄温度を上記の範囲にすることで洗浄回数を格段に低減できる。
(脱水・乾燥・成形工程)
本発明のアクリルゴムベールの製造方法における上記(4)の脱水・乾燥・成形工程は、上記(3)の洗浄工程で洗浄した含水クラムを、脱水スリットを有する脱水バレルと減圧下の乾燥バレルと先端部にダイを有するスクリュー型押出機を用いて脱水バレルで含水量1~40重量%まで脱水した後に、乾燥バレルで1重量%未満まで乾燥してシート状乾燥ゴムをダイから押し出すことを特徴とする。
本発明のアクリルゴムベールの製造方法における上記(4)の脱水・乾燥・成形工程は、上記(3)の洗浄工程で洗浄した含水クラムを、脱水スリットを有する脱水バレルと減圧下の乾燥バレルと先端部にダイを有するスクリュー型押出機を用いて脱水バレルで含水量1~40重量%まで脱水した後に、乾燥バレルで1重量%未満まで乾燥してシート状乾燥ゴムをダイから押し出すことを特徴とする。
本発明においては、スクリュー型押出機に供給される含水クラムは、洗浄後に遊離水を除去(水切り)したものであることが好ましい。
水切り工程
本発明のアクリルゴムベールの製造方法において、上記(3)の洗浄(水洗)工程の後で且つ後述の脱水・乾燥工程の前に、洗浄後の含水クラムから水切り機で遊離水を分離する水切り工程を設けることが脱水効率を上げるうえで好適である。
本発明のアクリルゴムベールの製造方法において、上記(3)の洗浄(水洗)工程の後で且つ後述の脱水・乾燥工程の前に、洗浄後の含水クラムから水切り機で遊離水を分離する水切り工程を設けることが脱水効率を上げるうえで好適である。
水切り機としては、公知のものを格別な限定なく用いることができ、例えば、金網、スクリーン、電動篩機などが挙げられ、好ましくは金網、スクリーンである。水切り機の目開きは、限定されないが、通常0.01~5mm、好ましくは0.1~1mm、より好ましくは0.2~0.6mmの範囲であるときに、含水クラム損出が少なく且つ水切りが効率的にでき好適である。
水切り後の含水クラムの含水量、すなわち脱水・乾燥工程に投入される含水クラムの含水率は、限定されないが、通常50~80重量%、好ましくは50~70重量%、より好ましくは50~60重量%の範囲である。
水切り後の含水クラムの温度、すなわち脱水・乾燥工程に投入される含水クラムの温度は、限定されないが、通常40℃以上、好ましくは40~100℃、より好ましくは50~90℃、特に好ましくは55~85℃、最も好ましくは60~80℃の範囲であるときには、本発明のアクリルゴムのように比熱が1.5~2.5KJ/kg・Kと高く温度を上げにくい含水クラムをスクリュー型押出機を用いて脱水・乾燥する際、効率よく脱水・乾燥できるので好適である。
含水クラムの脱水(脱水バレル部)
含水クラムの脱水は、スクリュー型押出機に設けた脱水スリットを有する脱水バレルで行われる。脱水スリットの目開きは、使用条件に応じて適宜選択されればよいが、通常0.01~5mm、好ましくは0.1~1mm、より好ましくは0.2~0.6mmの範囲であるときに、含水クラム損出が少なく且つ含水クラムの脱水が効率的にでき好適である。
含水クラムの脱水は、スクリュー型押出機に設けた脱水スリットを有する脱水バレルで行われる。脱水スリットの目開きは、使用条件に応じて適宜選択されればよいが、通常0.01~5mm、好ましくは0.1~1mm、より好ましくは0.2~0.6mmの範囲であるときに、含水クラム損出が少なく且つ含水クラムの脱水が効率的にでき好適である。
スクリュー型押出機における脱水バレルの数は、限定されないが、通常複数個、好ましくは2~10個、より好ましくは3~6個であるときに粘着性のアクリルゴムの脱水を効率よく行うことができるので好適である。
脱水バレルにおける含水クラムからの水の除去は、脱水スリットから液状で除去するもの(排水)、蒸気状で除去するもの(排蒸気)の二通りがあるが、本発明においては、排水は脱水、排蒸気は予備乾燥と定義して区別する。
脱水バレルを複数個備えるスクリュー型押出機を用いて行う場合は、排水及び排蒸気を組み合わせることで粘着性アクリルゴムの脱水が効率よくでき好適である。脱水バレルを3個以上備えるスクリュー型押出機の各バレルを排水型脱水バレルにするか排蒸気型脱水バレルにするかの選択は、使用目的に応じて適宜行えばよいが、通常製造されるアクリルゴムベール中の灰分量を少なくする場合は排水型バレルを多くし、含水量を低減する場合は排蒸気型バレルを多くする。
脱水バレルの設定温度は、アクリルゴムの単量体組成、灰分量、クラムの含水量及び操業条件などにより適宜選択されるが、通常60~150℃、好ましくは70~140℃、より好ましくは80~130℃の範囲である。排水状態で脱水する排水型脱水バレルの設定温度は、通常60℃~120℃、好ましくは70~110℃、より好ましくは80~100℃である。排蒸気状態で脱水する排蒸気型脱水バレルの設定温度は、通常100~150℃、好ましくは105~140℃、より好ましくは110~130℃の範囲である。
含水クラムから水分を絞り出す排水型脱水バレルでの脱水後の含水量は、限定されないが、通常1~40重量%、好ましくは5~40重量%、より好ましくは5~35重量%、特に好ましくは10~35重量%、最も好ましくは15~35重量%であるときに、生産性と灰分除去の効率性が高度にバランスされ好適である。
反応性基を有する粘着性のアクリルゴムの脱水は、遠心分離機などを用いて行うと脱水スリット部にアクリルゴムが付着してしまい殆ど脱水できず、含水量は約45~55重量%程度までしか低減しない。これに対して、本発明においては、例えば、脱水スリットを有しスクリューで強制的に絞られるスクリュー型押出機を用いることにより、上記の範囲まで含水量を低減できる。
排水型脱水バレルと排蒸気型脱水バレルとを備える場合の含水クラムの脱水は、排水型脱水バレル部における脱水後の含水量が通常5~40重量%、好ましくは10~35重量%、より好ましくは15~35重量%、排蒸気型脱水バレル部における予備乾燥後の含水量が、通常1~30重量%、好ましくは3~20重量%、より好ましくは5~15重量%である。
本発明の製造方法では、前記のように脱水工程後でのクラムの含水量は1~40重量%とするが、この段階での含水量を上記の下限以上とすることにより、脱水時間を短縮できてアクリルゴムの変質を抑制でき、上記の上限以下とすることにより灰分量を十分に低減することができる。
含水クラムの乾燥(乾燥バレル部)
前記脱水後の含水クラムの乾燥は、スクリュー型押出機の脱水バレルの下流側(ダイに近い方)に設けた、減圧下の乾燥バレル部で行うことを特徴とする。乾燥バレルの減圧度は、適宜選択されればよいが、通常1~50kPa,好ましくは2~30kPa、より好ましくは3~20kPaであるときに、効率よく含水クラムを乾燥でき好適である。
前記脱水後の含水クラムの乾燥は、スクリュー型押出機の脱水バレルの下流側(ダイに近い方)に設けた、減圧下の乾燥バレル部で行うことを特徴とする。乾燥バレルの減圧度は、適宜選択されればよいが、通常1~50kPa,好ましくは2~30kPa、より好ましくは3~20kPaであるときに、効率よく含水クラムを乾燥でき好適である。
乾燥バレルの設定温度は、適宜選択されればよいが、通常100~250℃、好ましくは110~200℃、より好ましくは120~180℃の範囲であるときに、アクリルゴムのヤケや変質がなく効率よく乾燥ができ、且つアクリルゴムのメチルエチルケトン不溶解分のゲル量を低減でき好適である。
スクリュー型押出機における乾燥バレルの数は、限定されないが、通常複数個、好ましくは2~10個、より好ましくは3~8個である。乾燥バレルを複数個有する場合の減圧度は、全ての乾燥バレルで近似した減圧度にしてもよく、異なる減圧度にしてもよい。乾燥バレルを複数個有する場合の設定温度は、全ての乾燥バレルで近似した温度にしてもよく変えてもよいが、クラムの導入部(脱水バレルに近い方)の温度よりも排出部(ダイに近い方)の温度の方が高くすると乾燥効率を上げることができるので好適である。
乾燥後の乾燥ゴムの含水量は、通常1重量%未満、好ましくは0.8重量%以下、より好ましくは0.6重量%以下である。本発明においては、特にスクリュー型押出機内で乾燥ゴムの含水量がこの値(殆ど水が除去された状態)にして溶融押し出しされることがアクリルゴムベールのメチルエチルケトン不溶解分のゲル量を低減でき好適である。
アクリルゴムの形状(ダイ部)
上記脱水バレル及び乾燥バレルのスクリュー部で脱水・乾燥されたアクリルゴムは、スクリューの無い整流のダイ部に送られる。スクリュー部とダイ部の間には、ブレーカープレートや金網を設けてもよく設けなくてもよい。
上記脱水バレル及び乾燥バレルのスクリュー部で脱水・乾燥されたアクリルゴムは、スクリューの無い整流のダイ部に送られる。スクリュー部とダイ部の間には、ブレーカープレートや金網を設けてもよく設けなくてもよい。
スクリュー型押出機のダイ部から押し出される乾燥ゴムは、ダイ形状を略長方形状にしてシート状に出すことにより空気の巻き込みが少なく、比重の大きい保存安定性に優れる乾燥ゴムが得られ好適である。ダイ部における樹脂圧は、格別限定されないが、通常0.1~10MPa、好ましくは0.5~5MPa、より好ましくは1~3MPaの範囲としたときに、空気の巻き込みが少なく(比重が高く)且つ生産性に優れ好適である。
スクリュー型押出機及び操業条件
使用されるスクリュー型押出機のスクリュー長(L)は、使用目的に応じて適宜選択されればよいが、通常3,000~15,000mm、好ましくは4,000~10,000mm、より好ましくは4,500~8,000mmの範囲である。スクリュー型押出機のスクリュー径(D)も、使用目的に応じて適宜選択されればよいが、通常50~250mm、好ましくは100~200mm、より好ましくは120~160mmの範囲である。
使用されるスクリュー型押出機のスクリュー長(L)は、使用目的に応じて適宜選択されればよいが、通常3,000~15,000mm、好ましくは4,000~10,000mm、より好ましくは4,500~8,000mmの範囲である。スクリュー型押出機のスクリュー径(D)も、使用目的に応じて適宜選択されればよいが、通常50~250mm、好ましくは100~200mm、より好ましくは120~160mmの範囲である。
スクリュー型押出機のスクリュー長(L)とスクリュー径(D)との比(L/D)は、限定されないが、通常10~100、好ましくは20~80、より好ましくは30~60、特に好ましくは40~50の範囲であるときに、乾燥ゴムの分子量低下やヤケを起こさずに含水率を1重量%未満にできるので好適である。
また、スクリュー型押出機の回転数(N)は、諸条件に応じて適宜選択されればよいが、通常10~1,000rpm、好ましくは50~750rpm、より好ましくは100~500rpm、最も好ましくは120~300rpmであるときに、アクリルゴムの含水量とメチルエチルケトン不溶解分のゲル量を効率よく低減できるので好適である。
前記スクリュー型押出機の押出量(Q)は、限定されないが、通常100~1,500kg/hr、好ましくは300~1,200kg/hr、より好ましくは400~1,000kg/hr、最も好ましくは500~800kg/hrの範囲である。スクリュー型押出機の押出量(Q)と回転数(N)の比(Q/N)も、限定されないが、通常2~10、好ましくは3~8、より好ましくは4~6の範囲であるときに得られるアクリルゴムベールの強度特性含めた品質と製造の生産性が高度にバランスされ好適である。
シート状乾燥ゴム
本発明の製造方法でスクリュー型押出機から押し出される乾燥ゴムの形状は、シート状であり、この場合は押し出し時に空気を巻き込まず比重を大きくでき、保存安定性が高度に改善されるので好適である。このようにスクリュー型押出機から押し出されるシート状乾燥ゴムは、通常、冷却され切断されてアクリルゴムシートとして使用される。
本発明の製造方法でスクリュー型押出機から押し出される乾燥ゴムの形状は、シート状であり、この場合は押し出し時に空気を巻き込まず比重を大きくでき、保存安定性が高度に改善されるので好適である。このようにスクリュー型押出機から押し出されるシート状乾燥ゴムは、通常、冷却され切断されてアクリルゴムシートとして使用される。
スクリュー型押出機から押し出されるシート状乾燥ゴムの厚さは、格別な限定はないが、通常1~40mm、好ましくは2~35mm、より好ましくは3~30mm、最も好ましくは5~25mmの範囲であるときに作業性、生産性に優れ好適である。特にシート状乾燥ゴムの熱伝導度が0.15~0.35W/mKと低いために冷却効率を上げ生産性を格段に向上させる場合のシート状乾燥ゴムの厚さは、通常1~30mm、好ましくは2~25mm、より好ましくは3~15mm、特に好ましくは4~12mmの範囲である。
スクリュー型押出機から押し出されるシート状乾燥ゴムの幅は、使用目的に応じて適宜選択されるが、通常300~1,200mm、好ましくは400~1,000mm、より好ましくは500~800mmの範囲である。
スクリュー型押出機から押し出される乾燥ゴムの温度は、限定されないが、通常100~200℃、好ましくは110~180℃、より好ましくは120~160℃の範囲である。
また、スクリュー型押出機から押し出される乾燥ゴムの含水量は、通常1重量%未満、好ましくは0.8重量%以下、より好ましくは0.6重量%以下である。
スクリュー型押出機から押し出されるシート状乾燥ゴムの100℃における複素粘性率([η]100℃)は、限定されないが、通常1,500~6,000Pa・s、好ましくは2,000~5,000Pa・s、より好ましくは2,500~4,000Pa・s、最も好ましくは2,500~3,500Pa・sの範囲であるときに、シートとしての押出性と形状保持性とが高度にバランスされ好適である。すなわち、複素粘性率([η]100℃)を上記の下限以上とすることにより押出性により優れるものとでき、上記の上限以下とすることによりシート状乾燥ゴムの形状の崩れや破断を抑制できる。
本発明においては、スクリュー型押出機から押し出されたシート状乾燥ゴムは、切断後に積層してベール化するのが、巻き込む空気量も少なく保存安定性に優れ好適である。シート状乾燥ゴムの切断方法は、限定されないが、本発明のアクリルゴムベールのアクリルゴムは粘着性が強いことから、空気を巻き込まずに連続的に切断するために、シート状乾燥ゴムを冷却してから行うのが好ましい。
シート状乾燥ゴムの切断温度は、限定されないが、通常60℃以下、好ましくは55℃以下、より好ましくは50℃以下であるときに、切断性と生産性とが高度にバランスされ好適である。
シート状乾燥ゴムの60℃における複素粘性率([η]60℃)は、限定されないが、通常15,000Pa・s以下、好ましくは2,000~10,000Pa・s、より好ましくは2,500~7,000Pa・s、最も好ましくは2,700~5,500Pa・sの範囲にあるときに、空気を巻き込まずに且つ連続的に切断ができ好適である。
シート状乾燥ゴムの100℃における複素粘性率([η]100℃)と60℃における複素粘性率([η]60℃)との比([η]100℃/[η]60℃)は、限定されないが、通常0.5以上、好ましくは0.5~0.98、より好ましくは0.6~0.95、最も好ましくは0.75~0.93の範囲であるときに、空気の巻き込みが少なく、且つ切断と生産性が高度にバランスされ好適である。
シート状乾燥ゴムの冷却方法は、限定なく室温に放置し放冷してもよいが、シート状乾燥ゴムの熱伝導度が0.15~0.35W/mKと非常に小さいために、送風あるいは冷房下での空冷方式、水を吹き付ける水かけ方式、水中に浸漬する浸漬方式などの強制冷却が生産性を上げるために好ましく、特に送風あるいは冷下での空冷方式が好適である。
シート状乾燥ゴムの空冷方式では、例えば、スクリュー型押出機からベルトコンベアなどの搬送機上にシート状乾燥ゴムを押し出し、冷風を吹き付ける中で搬送し冷却することができる。冷風の温度は、限定されないが、通常0~25℃、好ましくは5~25℃、より好ましくは10~20℃の範囲である。冷却される長さには、格別限定はないが、通常5~500m、好ましくは10~200m、より好ましくは20~100mの範囲である。シート状乾燥ゴムの冷却速度は、限定されないが、通常50℃/hr以上、より好ましくは100℃/hr以上、より好ましくは150℃/hr以上であるときに切断が特に容易になり好適である。
シート状乾燥ゴムの切断長さは、限定されず、製造するアクリルゴムベールの大きさに合わせて適宜選択すればよいが、通常100~800mm、好ましくは200~500mm、より好ましくは250~450mmの範囲である。
(ベール化工程)
本発明のアクリルゴムベールの製造方法における上記(5)のベール化工程は、例えば、シート状乾燥ゴムを積層して一体化することでベール化するものである。
本発明のアクリルゴムベールの製造方法における上記(5)のベール化工程は、例えば、シート状乾燥ゴムを積層して一体化することでベール化するものである。
シート状乾燥ゴムの積層温度は、限定されないが、通常30℃以上、好ましくは35℃以上、より好ましくは40℃以上であるときに、積層時に巻き込まれる空気をうまく逃がすことができ好適である。積層枚数は、アクリルゴムベールの大きさ又は重さに応じて適宜選択されればよい。
かくして得られる本発明のアクリルゴムベールは、クラム状アクリルゴムに比べ操作性や保存安定性に優れ、アクリルゴムベールをそのまま、あるいは必要量を切断して、バンバリーミキサー、ロールなどの混合機に投入することができる。
<ゴム混合物>
本発明のゴム混合物は、上記のアクリルゴムベールに、充填剤、架橋剤を混合してなることを特徴とする。
本発明のゴム混合物は、上記のアクリルゴムベールに、充填剤、架橋剤を混合してなることを特徴とする。
ゴム混合物に用いる充填剤としては、限定されないが、例えば、補強性充填剤、非補強性充填剤などが挙げられ、好ましくは補強性充填剤である。
かかる補強性充填剤としては、例えば、ファーネスブラック、アセチレンブラック、サーマルブラック、チャンネルブラック、及びグラファイトなどのカーボンブラック;湿式シリカ、乾式シリカ、コロイダルシリカなどのシリカ;などを挙げることができる。また、前記非補強性充填剤としては、石英粉末、ケイソウ土、亜鉛華、塩基性炭酸マグネシウム、活性炭酸カルシウム、ケイ酸マグネシウム、ケイ酸アルミニウム、二酸化チタン、タルク、硫酸アルミニウム、硫酸カルシウム、硫酸バリウムなどを挙げることができる。
これらの充填剤は、それぞれ単独であるいは2種以上組み合わせて用いることができ、その配合量は、格別限定されるものではないが、アクリルゴムベール100重量部に対し、充填剤は通常1~200重量部、好ましくは10~150重量部、より好ましくは20~100重量部の範囲である。
ゴム混合物に用いる架橋剤としては、アクリルゴムベールを構成するアクリルゴムに含有される反応性基の種類や用途に応じて適宜選択されればよいが、アクリルゴムベールを架橋できるものであれば格別限定はされず、例えば、ジアミン化合物などの多価アミン化合物及びその炭酸塩;硫黄化合物;硫黄供与体;トリアジンチオール化合物;多価エポキシ化合物;有機カルボン酸アンモニウム塩;有機過酸化物;多価カルボン酸;四級オニウム塩;イミダゾール化合物;イソシアヌル酸化合物;有機過酸化物;トリアジン化合物;などの従来公知の架橋剤を用いることができる。これらの中でも、多価アミン化合物、カルボン酸アンモニウム塩、ジチオカルバミン酸金属塩及びトリアジンチオール化合物が好ましく、ヘキサメチレンジアミンカーバメート、2,2'-ビス〔4-(4-アミノフェノキシ)フェニル〕プロパン、安息香酸アンモニウム、2,4,6-トリメルカプト-1,3,5-トリアジンが特に好ましい。
使用するアクリルゴムベールがカルボキシル基含有アクリルゴムで構成される場合は、架橋剤として、多価アミン化合物、及びその炭酸塩を用いることが好ましい。多価アミン化合物としては、例えば、ヘキサメチレンジアミン、ヘキサメチレンジアミンカーバメート、N,N'-ジシンナミリデン-1,6-ヘキサンジアミンなどの脂肪族多価アミン化合物;4,4'-メチレンジアニリン、p-フェニレンジアミン、m-フェニレンジアミン、4,4'-ジアミノジフェニルエーテル、3,4'-ジアミノジフェニルエーテル、4,4'-(m-フェニレンジイソプロピリデン)ジアニリン、4,4'-(p-フェニレンジイソプロピリデン)ジアニリン、2,2'-ビス〔4-(4-アミノフェノキシ)フェニル〕プロパン、4,4'-ジアミノベンズアニリド、4,4'-ビス(4-アミノフェノキシ)ビフェニル、m-キシリレンジアミン、p-キシリレンジアミン、1,3,5-ベンゼントリアミンなどの芳香族多価アミン化合物;などが挙げられる。これらの中でも、ヘキサメチレンジアミンカーバメート、2,2'-ビス〔4-(4-アミノフェノキシ)フェニル〕プロパンなどが好ましい。
使用するアクリルゴムベールがエポキシ基含有アクリルゴムで構成される場合は、架橋剤として、ヘキサメチレンジアミン、ヘキサメチレンジアミンカーバメートなどの脂肪族多価アミン化合物及びその炭酸塩;4,4'-メチレンジアニリンなどの芳香族多価アミン化合物;安息香酸アンモニウム、アジピン酸アンモニウムなどのカルボン酸アンモニウム塩;ジメチルジチオカルバミン酸亜鉛などのジチオカルバミン酸金属塩;テトラデカン二酸などの多価カルボン酸;セチルトリメチルアンモニウムブロマイドなどの四級オニウム塩;2-メチルイミダゾールなどのイミダゾール化合物;イソシアヌル酸アンモニウムなどのイソシアヌル酸化合物;などを用いることができ、これらの中でもカルボン酸アンモニウム塩及びジチオカルバミン酸金属塩が好ましく、安息香酸アンモニウムがより好ましい。
使用するアクリルゴムベールがハロゲン原子含有アクリルゴムで構成される場合は、架橋剤として、硫黄、硫黄供与体、トリアジンチオール化合物を用いることが好ましい。硫黄供与体としては、例えば、ジペンタメチレンチウラムヘキササルファイド、トリエチルチウラムジサルファイドなどが挙げられる。トリアジン化合物としては、例えば、6-トリメルカプト-s-トリアジン、2-アニリノ-4,6-ジチオール-s-トリアジン、1-ジブチルアミノ-3,5-ジメルカプトトリアジン、2-ジブチルアミノ-4,6-ジチオール-s-トリアジン、1-フェニルアミノ-3,5-ジメルカプトトリアジン、2,4,6-トリメルカプト-1,3,5-トリアジン、1-ヘキシルアミノ-3,5-ジメルカプトトリアジンなどが挙げられ、これらの中でも、2,4,6-トリメルカプト-1,3,5-トリアジンが好ましい。
これらの架橋剤は、それぞれ単独であるいは2種以上組み合わせて用いることができ、その配合量は、アクリルゴムベール100重量部に対し、通常0.001~20重量部、好ましくは0.1~10重量部、より好ましくは0.1~5重量部である。架橋剤の配合量をこの範囲とすることにより、ゴム弾性を充分なものとしながら、ゴム架橋物としての機械的強度を優れたものとすることができ好適である。
本発明のゴム混合物は、ゴム成分として、上記アクリルゴムベールに加え、必要に応じてその他のゴム成分を配合することができる。
必要に応じて配合されるその他のゴム成分としては、特に限定はなく、例えば、天然ゴム、ポリブタジエンゴム、ポリイソプレンゴム、スチレン-ブタジエンゴム、アクリロニトリル-ブタジエンゴム、シリコンゴム、フッ素ゴム、オレフィン系エラストマー、スチレン系エラストマー、塩化ビニル系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマー、ポリウレタン系エラストマー、ポリシロキサン系エラストマーなどを挙げることができる。その他のゴム成分の形状は、限定されず、例えば、粉粒体状、クラム状、シート状、ベール状などのいずれであってもよい。
これらのその他のゴム成分は、それぞれ単独であるいは2種以上組み合わせて用いることができる。これらのその他のゴム成分の使用量は、本発明の効果を損ねない範囲で適宜選択される。
本発明のゴム混合物は、必要に応じて老化防止剤を配合することができる。老化防止剤としては、特に限定されないが、2,6-ジ-t-ブチル-4-メチルフェノール、2,6-ジ-t-ブチルフェノール、ブチルヒドロキシアニソール、2,6-ジ-t-ブチル-α-ジメチルアミノ-p-クレゾール、オクタデシル-3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート、スチレン化フェノール、2,2'-メチレン-ビス(6-α-メチル-ベンジル-p-クレゾール)、4,4'-メチレンビス(2,6-ジ-t-ブチルフェノール)、2,2'-メチレン-ビス(4-メチル-6-t-ブチルフェノール)、2,4-ビス[(オクチルチオ)メチル]-6-メチルフェノール、2,2'-チオビス-(4-メチル-6-t-ブチルフェノール)、4,4'-チオビス-(6-t-ブチル-o-クレゾール)、2,6-ジ-t-ブチル-4-(4,6-ビス(オクチルチオ)-1,3,5-トリアジン-2-イルアミノ)フェノールなどのその他のフェノール系老化防止剤;トリス(ノニルフェニル)ホスファイト、ジフェニルイソデシルホスファイト、テトラフェニルジプロピレングリコール・ジホスファイトなどの亜燐酸エステル系老化防止剤;チオジプロピオン酸ジラウリルなどの硫黄エステル系老化防止剤;フェニル-α-ナフチルアミン、フェニル-β-ナフチルアミン、p-(p-トルエンスルホニルアミド)-ジフェニルアミン、4,4'-(α,α-ジメチルベンジル)ジフェニルアミン、N,N-ジフェニル-p-フェニレンジアミン、N-イソプロピル-N'-フェニル-p-フェニレンジアミン、ブチルアルデヒド-アニリン縮合物などのアミン系老化防止剤;2-メルカプトベンズイミダゾールなどのイミダゾール系老化防止剤;6-エトキシ-2,2,4-トリメチル-1,2-ジヒドロキノリンなどのキノリン系老化防止剤;2,5-ジ-(t-アミル)ハイドロキノンなどのハイドロキノン系老化防止剤;などが挙げられる。これらの中でも特に、アミン系老化防止剤が好ましい。
これらの老化防止剤は、それぞれ単独であるいは2種以上組み合わせて用いることができ、その配合量は、アクリルゴムベール100重量部に対して、0.01~15重量部、好ましくは0.1~10重量部、より好ましくは1~5重量部の範囲である。
本発明のゴム混合物は、前記本発明のアクリルゴムベール、充填剤、架橋剤及び必要に応じてその他のゴム成分や老化防止剤を含み、さらに、必要に応じて当該技術分野で通常使用される他の添加剤、例えば、架橋助剤、架橋促進剤、架橋遅延剤、シランカップリング剤、可塑剤、加工助剤、滑材、顔料、着色剤、帯電防止剤、発泡剤などを任意に配合できる。これらのその他の配合剤は、それぞれ単独であるいは2種以上組み合わせて用いることができ、それぞれの配合量は、本発明の効果を損ねない範囲で適宜選択される。
<ゴム混合物の製造方法>
本発明のゴム混合物の製造方法としては、本発明のアクリルゴムベールに、充填剤、架橋剤及び必要に応じて含有できるその他の配合剤を混合する方法が挙げられ、各成分の混合には、従来ゴム加工分野において利用されている任意の手段、例えば、オープンロール、バンバリーミキサー、各種ニーダー類などを利用することができる。すなわち、これらの混合機を用いて、アクリルゴムベールと、充填剤、架橋剤などを直接混合、好ましくは直接混錬することにより混合できる。
本発明のゴム混合物の製造方法としては、本発明のアクリルゴムベールに、充填剤、架橋剤及び必要に応じて含有できるその他の配合剤を混合する方法が挙げられ、各成分の混合には、従来ゴム加工分野において利用されている任意の手段、例えば、オープンロール、バンバリーミキサー、各種ニーダー類などを利用することができる。すなわち、これらの混合機を用いて、アクリルゴムベールと、充填剤、架橋剤などを直接混合、好ましくは直接混錬することにより混合できる。
その場合において、本発明のアクリルゴムベールは、得られたベール状で用いても、分割(切断など)してから用いてもよい。
各成分の混合手順は、限定されないが、例えば、熱で反応や分解しにくい成分を充分に混合した後、熱で反応や分解しやすい成分である架橋剤などを反応や分解が起こらない温度で短時間に混合する二段階混合が好ましい。具体的には、1段目にアクリルゴムベールと充填剤を混合した後に、2段目で架橋剤を混合することが好ましい。その他のゴム成分と老化防止剤は通常1段目に混合され、架橋促進剤は2段目、その他の配合剤は適宜選択されればよい。
かくして得られる本発明のゴム混合物のムーニー粘度(ML1+4,100℃;コンパンドムーニー)は、限定されないが、通常10~150、好ましくは20~100、より好ましくは25~80の範囲である。
<ゴム架橋物>
本発明のゴム架橋物は、上記のゴム混合物を架橋してなるものである。本発明のゴム架橋物は、本発明のゴム混合物を用い、所望の形状に対応した成形機、例えば、押出機、射出成形機、圧縮機、ロールなどにより成形を行い、加熱することにより架橋反応を行い、ゴム架橋物として形状を固定化することにより製造することができる。
本発明のゴム架橋物は、上記のゴム混合物を架橋してなるものである。本発明のゴム架橋物は、本発明のゴム混合物を用い、所望の形状に対応した成形機、例えば、押出機、射出成形機、圧縮機、ロールなどにより成形を行い、加熱することにより架橋反応を行い、ゴム架橋物として形状を固定化することにより製造することができる。
この場合においては、予め成形した後に架橋しても、成形と同時に架橋を行ってもよい。成形温度は、通常10~200℃、好ましくは25~150℃である。架橋温度は、通常100~250℃、好ましくは130~220℃、より好ましくは150~200℃であり、架橋時間は、通常0.1分~10時間、好ましくは1分~5時間である。加熱方法としては、プレス加熱、蒸気加熱、オーブン加熱及び熱風加熱などのゴムの架橋に用いられる方法を適宜選択すればよい。
本発明のゴム架橋物は、ゴム架橋物の形状、大きさなどによっては、さらに加熱して二次架橋を行ってもよい。二次架橋は、加熱方法、架橋温度、形状などにより異なるが、好ましくは1~48時間行う。加熱方法、加熱温度は適宜選択すればよい。
本発明のゴム架橋物は、引張強度、伸び、硬さなどのゴムとしての基本特性を維持しながら、優れた耐水性を有するものである。
本発明のゴム架橋物は、前記の優れた特性を活かして、例えば、O-リング、パッキン、ダイアフラム、オイルシール、シャフトシール、ベアリングシース、メカニカルシール、ウエルヘッドシール、電気・電子機器用シール、空気圧縮機器用シールなどのシール材;シリンダブロックとシリンダヘッドとの連結部に装着されるロッカーカバーガスケット、オイルパンとシリンダヘッドあるいはトランスミッションケースとの連結部に装着されるオイルパンガスケット、正極、電解質板及び負極を備えた単位セルを挟み込む一対のハウジング間に装着された燃料電池セパレーター用ガスケット、ハードディスクドライブのトップカバー用ガスケットなどの各種ガスケット;緩衝材、防振材;電線被覆材;工業用ベルト類;チューブ・ホース類;シート類;などとして好適に用いられる。
本発明のゴム架橋物は、また、自動車用途に用いられる押し出し成形品及び型架橋製品として、例えば、燃料ホース、フィラーネックホース、ベントホース、ペーパーホース、オイルホースなどの燃料タンク周りの燃料油系ホース、ターボエアーホース、ミッションコントロールホースなどのエアー系ホース、ラジエターホース、ヒーターホース、ブレーキホース、エアコンホースなどの各種ホース類に好適に用いられる。
<アクリルゴムベールの製造に用いられる装置構成>
次に、本発明の一実施形態に係るアクリルゴムベールの製造に用いられる装置構成について説明する。図1は、本発明の一実施形態に係るアクリルゴムベールの製造に用いられる装置構成を有するアクリルゴム製造システムの一例を模式的に示す図である。本発明に係るアクリルゴムの製造には、例えば、図1に示すアクリルゴム製造システム1を使用することができる。
次に、本発明の一実施形態に係るアクリルゴムベールの製造に用いられる装置構成について説明する。図1は、本発明の一実施形態に係るアクリルゴムベールの製造に用いられる装置構成を有するアクリルゴム製造システムの一例を模式的に示す図である。本発明に係るアクリルゴムの製造には、例えば、図1に示すアクリルゴム製造システム1を使用することができる。
図1に示すアクリルゴム製造システム1は、不図示の乳化重合反応器、凝固装置3、洗浄装置4、水切り機43、スクリュー型押出機5、冷却装置6、ベール化装置7により構成されている。
乳化重合反応器は、上述した乳化重合工程に係る処理を行うように構成されている。図1には不図示であるが、この乳化重合反応器は、例えば重合反応槽、反応温度を制御する温度制御部、モータ及び撹拌翼を備えた撹拌装置を有する。乳化重合反応器では、アクリルゴムを形成するための単量体成分に水と乳化剤とを混合して撹拌機で適切に撹拌しながらエマルジョン化し、重合触媒存在下において乳化重合することで乳化重合液を得ることができる。乳化重合反応器は、回分式、半回分式、連続式のいずれであってもよく、槽型反応器、管型反応器のいずれであってもよい。
図1に示す凝固装置3は、上述した凝固工程に係る処理を行うように構成されている。図1に模式的に図示されているように、凝固装置3は、例えば撹拌槽30、撹拌槽30内を加熱する加熱部31、撹拌槽30内の温度を制御する不図示の温度制御部、モータ32及び撹拌翼33を備えた撹拌装置34、撹拌翼33の回転数及び回転速度を制御する不図示の駆動制御部を有する。凝固装置3では、乳化重合反応器で得られた乳化重合液を、凝固剤としての凝固液と接触させて凝固させることにより含水クラムを生成することができる。
凝固装置3では、例えば、乳化重合液と凝固液との接触は、乳化重合液を撹拌している凝固液中に添加する方法が採用される。すなわち、凝固装置3の撹拌槽30に凝固液を充填しておき、この凝固液に乳化重合液を添加及び接触させて乳化重合液を凝固させることによって含水クラムが生成される。
凝固装置3の加熱部31は、撹拌槽30に充填された凝固液を加熱するよう構成されている。また、凝固装置3の温度制御部は、温度計で計測された撹拌槽30内の温度を監視しながら加熱部31による加熱動作を制御することで、撹拌槽30内の温度を制御するように構成されている。撹拌槽30内の凝固液の温度は、温度制御部によって、通常40℃以上、好ましくは40~90℃、より好ましくは50~80℃の範囲となるよう制御される。
凝固装置3の撹拌装置34は、撹拌槽30に充填された凝固液を撹拌するように構成されている。具体的には、撹拌装置34は、回転動力を生み出すモータ32と、モータ32の回転軸に対して垂直方向に広がる撹拌翼33を備えている。撹拌翼33は、撹拌槽30に充填された凝固液内で、モータ32の回転動力により回転軸を中心として回転することで凝固液を流動させることができる。撹拌翼33の形状や大きさ、設置数などは特に限定されない。
凝固装置3の駆動制御部は、撹拌装置34のモータ32の回転駆動を制御して、撹拌装置34の撹拌翼33の回転数及び回転速度を所定値に設定するように構成されている。凝固液の撹拌数が、例えば、通常100rpm以上、好ましくは200~1,000rpm、より好ましくは300~900rpm、特に好ましくは400~800rpmの範囲となるように、駆動制御部によって撹拌翼33の回転が制御される。凝固液の周速が、通常0.5m/s以上、好ましくは1m/s以上、より好ましくは1.5m/s以上、特に好ましくは2m/s以上、最も好ましくは2.5m/s以上となるように、駆動制御部によって撹拌翼33の回転が制御される。さらに、凝固液の周速の上限値が、通常50m/s以下、好ましくは30m/s以下、より好ましくは25m/s以下、最も好ましくは20m/s以下となるように、駆動制御部によって撹拌翼33の回転が制御される。
図1に示す洗浄装置4は、上述した洗浄工程に係る処理を行うように構成されている。図1に模式的に図示されているように、洗浄装置4は、例えば洗浄槽40、洗浄槽40内を加熱する加熱部41、洗浄槽40内の温度を制御する不図示の温度制御部を有する。洗浄装置4では、凝固装置3で生成された含水クラムを多量の水と混合して洗浄することにより、最終的に得られるアクリルゴムベール中の灰分量を効果的に低減することができる。
洗浄装置4の加熱部41は、洗浄槽40内を加熱するよう構成されている。また、洗浄装置4の温度制御部は、温度計で計測された洗浄槽40内の温度を監視しながら加熱部41による加熱動作を制御することで、洗浄槽40内の温度を制御するように構成されている。上述したように、洗浄槽40内の洗浄水の温度は、通常40℃以上、好ましくは40~100℃、より好ましくは50~90℃、最も好ましくは60~80℃の範囲となるよう制御される。
洗浄装置4で洗浄された含水クラムは、脱水工程及び乾燥工程を行うスクリュー型押出機5に供給される。このとき、洗浄後の含水クラムは、遊離水を分離することが可能な水切り機43を通ってスクリュー型押出機5に供給されることが好ましい。水切り機43には、例えば金網、スクリーン、電動篩機などを用いることができる。
また、洗浄後の含水クラムがスクリュー型押出機5に供給される際、含水クラムの温度は40℃以上、更に60℃以上であることが好ましい。例えば、洗浄装置4における水洗に用いられる水の温度を60℃以上(例えば70℃)とすることで、スクリュー型押出機5に供給された際の含水クラムの温度を60℃以上に維持することができるようにしてもよく、洗浄装置4からスクリュー型押出機5に搬送する際に含水クラムの温度が40℃以上、好ましくは60℃以上となるよう加温してもよい。これにより、後工程である脱水工程及び乾燥工程を効果的に行うことが可能となり、最終的に得られる乾燥ゴムの含水率を大幅に低減させることが可能となる。
図1に示すスクリュー型押出機5は、上述した脱水工程及び乾燥工程に係る処理を行うように構成されている。なお、図1には好適な例としてスクリュー型押出機5が図示されているが、脱水工程に係る処理を行う脱水機として遠心分離機やスクイザーなどを用いてもよく、乾燥工程に係る処理を行う乾燥機として熱風乾燥機、減圧乾燥機、エキスパンダー乾燥機、ニーダー型乾燥機などを用いてもよい。
スクリュー型押出機5は、脱水工程及び乾燥工程を経て得られる乾燥ゴムを所定の形状に成形して排出するように構成されている。具体的には、スクリュー型押出機5は、洗浄装置4で洗浄された含水クラムを脱水する脱水機としての機能を有する脱水バレル部53と、含水クラムを乾燥する乾燥機としての機能を有する乾燥バレル部54とを備えており、さらにスクリュー型押出機5の下流側に含水クラムを成形する成形機能を有するダイ59を備えて構成されている。
以下、図2を参照しながら、スクリュー型押出機5の構成について説明する。図2は、図1で示したスクリュー型押出機5として好適な一具体例の構成を示している。このスクリュー型押出機5により、上述した脱水・乾燥工程を好適に行うことができる。
図2に示すスクリュー型押出機5は、バレルユニット51内に不図示の一対のスクリューを備えてなる二軸スクリュー型の押出乾燥機である。スクリュー型押出機5は、バレルユニット51内の一対のスクリューを回転駆動する駆動ユニット50を有する。駆動ユニット50は、バレルユニット51の上流端(図2で左端)に取り付けられている。また、スクリュー型押出機5は、バレルユニット51の下流端(図2で右端)にダイ59を有する。
バレルユニット51は、上流側から下流側(図2で左側から右側)にわたり、供給バレル部52、脱水バレル部53、乾燥バレル部54を有する。
供給バレル部52は、2つの供給バレル、すなわち、第1の供給バレル52a及び第2の供給バレル52bにより構成されている。
また、脱水バレル部53は、3つの脱水バレル、すなわち、第1の脱水バレル53a、第2の脱水バレル53b及び第3の脱水バレル53cにより構成されている。
また、乾燥バレル部54は、8個の乾燥バレル、すなわち、第1の乾燥バレル54a、第2の乾燥バレル54b、第3の乾燥バレル54c、第4の乾燥バレル54d、第5の乾燥バレル54e、第6の乾燥バレル54f、第7の乾燥バレル54g、第8の乾燥バレル54hにより構成されている。
このようにバレルユニット51は、分割された13個の各バレル52a~52b,53a~53c,54a~54hが上流側から下流側にわたり連結されて構成されている。
また、スクリュー型押出機5は、上記各バレル52a~52b,53a~53c,54a~54hを個別に加熱して、各バレル52a~52b,53a~53c,54a~54h内の含水クラムをそれぞれ所定温度に加熱する不図示の加熱手段を有する。加熱手段は、各バレル52a~52b,53a~53c,54a~54hに対応する数を備える。そのような加熱手段としては、例えば、各バレル52a~52b,53a~53c,54a~54h内に形成されたスチーム流通ジャケットにスチーム供給手段から高温スチームを供給するなどの構成が採用されるが、これに限定はされない。また、スクリュー型押出機5は、各バレル52a~52b,53a~53c,54a~54hに対応する各加熱手段の設定温度を制御する不図示の温度制御手段を有する。
なお、バレルユニット51における各バレル部52、53、54をそれぞれ構成する供給バレル、脱水バレル及び乾燥バレルの設置数は、図2に示す態様に限定されるものではなく、乾燥処理するアクリルゴムの含水クラムの含水量などに応じた数に設定することができる。
例えば、供給バレル部52の供給バレルの設置数は例えば1~3個とされる。また、脱水バレル部53の脱水バレルの設置数は、例えば2~10個が好ましく、3~6個とすると、粘着性のアクリルゴムの含水クラムの脱水を効率よく行うことができるのでより好ましい。また、乾燥バレル部54の乾燥バレルの設置数は、例えば2~10個が好ましく、3~8個であるとより好ましい。
バレルユニット51内の一対のスクリューは、駆動ユニット50に格納されたモータなどの駆動手段によって回転駆動される。一対のスクリューはバレルユニット51内の上流側から下流側にわたって延在しており、回転駆動されることで、供給バレル部52に供給された含水クラムを混合しながら下流側に搬送することができるようになっている。一対のスクリューとしては、互いに山部と谷部とが噛み合わされる状態とされた二軸噛合型であることが好ましく、これにより、含水クラムの脱水効率及び乾燥効率を高めることができる。
また、一対のスクリューの回転方向は、同方向でも異方向でもよいが、セルフクリーニングの性能面からは同方向に回転する形式のものが好ましい。一対のスクリューのスクリュー形状としては、特に限定されず、各バレル部52、53、54において必要とされる形状であればよく、特に限定されない。
供給バレル部52は、含水クラムをバレルユニット51内に供給する領域である。供給バレル部52の第1の供給バレル52aは、バレルユニット51内に含水クラムを供給するフィード口55を有する。
脱水バレル部53は、含水クラムから、凝固剤などが含まれる液体(セラム水)を分離し排出する領域である。
脱水バレル部53を構成する第1~第3の脱水バレル53a~53cは、含水クラムの水分を外部に排出する脱水スリット56a、56b、56cをそれぞれ有する。各脱水スリット56a、56b、56cは、各脱水バレル53a~53cにそれぞれ複数形成されている。
各脱水スリット56a、56b、56cのスリット幅すなわち目開きは、使用条件に応じて適宜選択されればよく、通常で0.01~5mmとされ、含水クラムの損出が少なく、且つ含水クラムの脱水が効率的にできる点から、好ましくは0.1~1mmであり、0.2~0.6mmであればより好ましい。
脱水バレル部53の各脱水バレル53a~53cにおける含水クラムからの水分の除去は、それぞれの脱水スリット56a、56b、56cから液状で除去する場合と、蒸気状で除去する場合との二通りがある。本実施形態の脱水バレル部53においては、水分を液状で除去する場合を排水と定義し、蒸気状で除去する場合を排蒸気と定義して区別する。
脱水バレル部53においては、排水及び排蒸気を組み合わせることで、粘着性アクリルゴムの含水率を低下させることが効率よくできるので好適である。脱水バレル部53では、第1~第3の脱水バレル53a~53cのうち、どの脱水バレルで排水又は排蒸気を行うかは、使用目的に応じて適宜に設定すればよいが、通常製造されるアクリルゴム中の灰分量を少なくする場合は、排水を行う脱水バレルを多くするとよい。その場合、例えば図2に示すように、上流側の第1及び第2の脱水バレル53a、53bで排水を行い、下流側の第3の脱水バレル53cで排蒸気を行う。また、例えば脱水バレル部53が4つの脱水バレルを有する場合には、例えば上流側の3つの脱水バレルで排水を行い、下流側の1つの脱水バレルで排蒸気を行うといった態様が考えられる。一方、含水量を低減する場合には、排蒸気を行う脱水バレルを多くするとよい。
脱水バレル部53の設定温度は、上述の脱水・乾燥工程で述べたように、通常60~150℃、好ましくは70~140℃、より好ましくは80~130℃の範囲であり、排水状態で脱水する脱水バレルの設定温度は、通常60℃~120℃、好ましくは70~110℃、より好ましくは80~100℃であり、排蒸気状態で脱水する脱水バレルの設定温度は、通常100~150℃、好ましくは105~140℃、より好ましくは110~130℃の範囲である。
乾燥バレル部54は、脱水後の含水クラムを減圧下で乾燥させる領域である。乾燥バレル部54を構成する第1~第8の乾燥バレル54a~54hのうち、第2の乾燥バレル54b、第4の乾燥バレル54d、第6の乾燥バレル54f及び第8の乾燥バレル54hは、脱気のためのベント口58a、58b、58c、58dをそれぞれ有する。各ベント口58a、58b、58c、58dには、不図示のベント配管がそれぞれ接続されている。
各ベント配管の末端には不図示の真空ポンプがそれぞれ接続されており、それら真空ポンプの作動により、乾燥バレル部54内が所定圧力に減圧されるようになっている。スクリュー型押出機5は、それら真空ポンプの作動を制御して乾燥バレル部54内の減圧度を制御する図示せぬ圧力制御手段を有する。
乾燥バレル部54での減圧度は適宜選択されればよいが、上述したように、通常1~50kPa、好ましくは2~30kPa、より好ましくは3~20kPaに設定される。
また、乾燥バレル部54内の設定温度は適宜選択されればよいが、上述したように、通常100~250℃、好ましくは110~200℃、より好ましくは120~180℃に設定される。
乾燥バレル部54を構成する各乾燥バレル54a~54hにおいては、全ての乾燥バレル54a~54h内の設定温度を近似した値にしてもよいし、異ならせてもよいが、上流側(脱水バレル部53側)の温度よりも下流側(ダイ59側)の温度の方を高温に設定すると、乾燥効率が向上するので好ましい。
ダイ59は、バレルユニット51の下流端に配置される金型であり、所定のノズル形状の吐出口を有する。乾燥バレル部54で乾燥処理されたアクリルゴムは、ダイ59の吐出口を通過することで、所定のノズル形状に応じた形状に押出成形される。ダイ59を通過するアクリルゴムは、ダイ59のノズル形状に応じて、粒状、柱状、丸棒状、シート状など、種々の形状に成形される。例えば、ダイ59の吐出口を略長方形状とすることで、アクリルゴムをシート状に押出成形することができる。スクリューとダイ59との間には、ブレーカープレートや金網を設けてもよいし、設けなくてもよい。
本実施形態に係るスクリュー型押出機5によれば、以下のようにして、原料のアクリルゴムの含水クラムがシート状の乾燥ゴムに押出成形される。
洗浄工程を経て得られたアクリルゴムの含水クラムは、フィード口55から供給バレル部52に供給される。供給バレル部52に供給された含水クラムは、バレルユニット51内の一対のスクリューの回転により、供給バレル部52から脱水バレル部53に送られる。脱水バレル部53では、前述したように第1~第3の脱水バレル53a~53cにそれぞれ設けられた脱水スリット56a、56b、56cから、含水クラムに含まれる水分の排水や排蒸気が行われて、含水クラムが脱水処理される。
脱水バレル部53で脱水された含水クラムは、バレルユニット51内の一対のスクリューの回転により乾燥バレル部54に送られる。乾燥バレル部54に送られた含水クラムは可塑化混合されて融体となり、発熱して昇温しながら下流側へ運ばれる。そして、このアクリルゴムの融体中に含まれる水分が気化し、その水分(蒸気)が各ベント口58a、58b、58c、58dにそれぞれ接続された不図示のベント配管を通じて外部へ排出される。
上記のように乾燥バレル部54を通過することで含水クラムは乾燥処理されてアクリルゴムの融体となり、そのアクリルゴムはバレルユニット51内の一対のスクリューの回転によりダイ59に供給され、シート状の乾燥ゴムとしてダイ59から押し出される。
ここで、本実施形態に係るスクリュー型押出機5の操業条件の一例を挙げる。
バレルユニット51内の一対のスクリューの回転数(N)は、諸条件に応じて適宜選択されればよく、通常で10~1,000rpmとされ、アクリルゴムベールの含水量とゲル量を効率よく低減できる点から、好ましくは50~750rpm、より好ましくは100~500rpmであり、120~300rpmが最も好ましい。
また、アクリルゴムの押出量(Q)は、格別限定されないが、通常で100~1,500kg/hrとされ、好ましくは300~1,200kg/hr、より好ましくは400~1,000kg/hrであり、500~800kg/hrが最も好ましい。
また、アクリルゴムの押出量(Q)とスクリューの回転数(N)との比(Q/N)は、格別限定されないが、通常で1~20とされ、好ましくは2~10、より好ましくは3~8であり、4~6が特に好ましい。
図1に示す冷却装置6は、脱水機による脱水工程及び乾燥機による乾燥工程を経て得られた乾燥ゴムを冷却するように構成されている。冷却装置6による冷却方式としては、送風あるいは冷房下での空冷方式、水を吹き付ける水かけ方式、水中に浸漬する浸漬方式などを含む様々な方式を採用することが可能である。また、室温下に放置することで、乾燥ゴムを冷却するようにしてもよい。
上述したように、ダイ59のノズル形状に応じて、スクリュー型押出機5から排出された乾燥ゴムは、粒状、柱状、丸棒状、シート状など、種々の形状に押出成形される。以下、図3を参照しながら、冷却装置6の一例として、シート状に成形されたシート状乾燥ゴム10を冷却する搬送式冷却装置60について説明する。
図3は、図1で示した冷却装置6として好適な搬送式冷却装置60の構成を示している。図3に示す搬送式冷却装置60は、スクリュー型押出機5のダイ59の吐出口から排出されたシート状乾燥ゴム10を搬送しながら、空冷方式によって冷却するよう構成されている。この搬送式冷却装置60を用いることで、スクリュー型押出機5から排出されたシート状乾燥ゴムを好適に冷却することができる。
図3に示す搬送式冷却装置60は、例えば、図2に示したスクリュー型押出機5のダイ59に直結するか、又はダイ59の近傍に設置して使用される。
搬送式冷却装置60は、スクリュー型押出機5のダイ59から排出されるシート状乾燥ゴム10を図3中矢印A方向に搬送するコンベア61と、コンベア61上のシート状乾燥ゴム10に冷風を吹き付ける冷却手段65とを有する。
コンベア61は、ローラ62、63と、これらローラ62、63に巻架され、シート状乾燥ゴム10がその上に載せられるコンベアベルト64とを有する。コンベア61は、コンベアベルト64上にスクリュー型押出機5のダイ59から排出されたシート状乾燥ゴム10を連続して下流側(図3で右側)に搬送するよう構成されている。
冷却手段65は、特に限定されないが、例えば、不図示の冷却風発生手段から送られてくる冷却風をコンベアベルト64上のシート状乾燥ゴム10の表面に吹き付けることができるような構成を有するものなどが挙げられる。
搬送式冷却装置60のコンベア61及び冷却手段65の長さ(冷却風の吹き付けが可能な部分の長さ)L1は、特に限定されないが、例えば10~100mであり、好ましくは20~50mである。また、搬送式冷却装置60におけるシート状乾燥ゴム10の搬送速度は、コンベア61及び冷却手段65の長さL1、スクリュー型押出機5のダイ59から排出されるシート状乾燥ゴム10の排出速度、目標とする冷却速度や冷却時間などに応じて適宜調整すればよいが、例えば10~100m/hrであり、より好ましくは15~70m/hrである。
図3に示す搬送式冷却装置60によれば、スクリュー型押出機5のダイ59から排出されるシート状乾燥ゴム10をコンベア61にて搬送しつつ、シート状乾燥ゴム10に対し冷却手段65から冷却風を吹き付けることにより、シート状乾燥ゴム10の冷却が行われる。
なお、搬送式冷却装置60としては、図3に示すような1つのコンベア61及び1つの冷却手段65を備える構成に特に限定されず、2つ以上のコンベア61と、これに対応する2つ以上の冷却手段65とを備えるような構成としてもよい。その場合には、2つ以上のコンベア61及び冷却手段65のそれぞれの総合長さを上記範囲とすればよい。
図1に示すベール化装置7は、スクリュー型押出機5から押出成形され、さらに冷却装置6で冷却された乾燥ゴムを加工して、一塊のブロックであるベールを製造するよう構成されている。上述したように、スクリュー型押出機5は、乾燥ゴムを粒状、柱状、丸棒状、シート状など、種々の形状に押出成形することが可能であり、ベール化装置7は、このように種々の形状に成形された乾燥ゴムをベール化するように構成されている。ベール化装置7によって製造されるアクリルゴムベールの重さや形状などは特に限定されないが、例えば約20kgの略直方体形状のアクリルゴムベールが製造される。
ベール化装置7は、例えばベーラーを備え、冷却された乾燥ゴムをベーラーにより圧縮することでアクリルゴムベールを製造してもよい。
また、スクリュー型押出機5によってシート状乾燥ゴム10を製造した場合には、シート状乾燥ゴム10を積層したアクリルゴムベールを製造してもよい。例えば、図3に示す搬送式冷却装置60の下流側に配置されるベール化装置7に、シート状乾燥ゴム10を切断するカッティング機構が設けられていてもよい。具体的には、ベール化装置7のカッティング機構は、例えば、冷却されたシート状乾燥ゴム10を連続的に所定の間隔で切断して、所定の大きさのカットシート状乾燥ゴム16に加工するように構成されている。カッティング機構により所定の大きさに切断されたカットシート状乾燥ゴム16を複数枚積層することで、カットシート状乾燥ゴム16を積層したアクリルゴムベールを製造することができる。
カットシート状乾燥ゴム16を積層したアクリルゴムベールを製造する場合には、例えば40℃以上のカットシート状乾燥ゴム16を積層することが好ましい。40℃以上のカットシート状乾燥ゴム16を積層することで、更なる冷却及び自重による圧縮によって良好な空気抜けが実現される。
以下に、実施例、比較例及び参考例を挙げて、本発明についてより具体的に説明する。なお、各例中の「部」、「%」及び「比」は、特に断りのない限り、重量基準である。
各種の物性については、以下の方法に従って評価した。
各種の物性については、以下の方法に従って評価した。
[単量体組成]
アクリルゴムにおける単量体組成に関して、アクリルゴム中の各単量体単位の単量体構成はH-NMRで確認し、アクリルゴム中に反応性基の活性が残存していること及びその各反応性基含有量は下記試験法で確認した。
また、各単量体単位のアクリルゴム中の含有割合は、各単量体の重合反応に用いた使用量及び重合転化率から算出した。具体的には、重合反応は乳化重合反応でその重合転化率は、未反応の単量体がいずれも確認できない略100%であったことから、各単量体単位の含有割合を各単量体の使用量と同一とした。
アクリルゴムにおける単量体組成に関して、アクリルゴム中の各単量体単位の単量体構成はH-NMRで確認し、アクリルゴム中に反応性基の活性が残存していること及びその各反応性基含有量は下記試験法で確認した。
また、各単量体単位のアクリルゴム中の含有割合は、各単量体の重合反応に用いた使用量及び重合転化率から算出した。具体的には、重合反応は乳化重合反応でその重合転化率は、未反応の単量体がいずれも確認できない略100%であったことから、各単量体単位の含有割合を各単量体の使用量と同一とした。
[反応性基含有量]
アクリルゴムベール中の反応性基の含有量は、下記方法によりアクリルゴムベール中の含有量として測定した。
(1)カルボキシル基量は、アクリルゴムベールをアセトンに溶解し水酸化カリウム溶液で電位差滴定を行うことにより算出した。
(2)エポキシ基量は、アクリルゴムベールをメチルエチルケトンに溶解し、それに規定量の塩酸を加えてエポキシ基と反応させ、残留した塩酸量を水酸化カリウムで滴定することにより算出した。
(3)塩素量は、アクリルゴムベールを燃焼フラスコ中で完全燃焼させ、発生する塩素を水に吸収させ硝酸銀で滴定することにより算出した。
アクリルゴムベール中の反応性基の含有量は、下記方法によりアクリルゴムベール中の含有量として測定した。
(1)カルボキシル基量は、アクリルゴムベールをアセトンに溶解し水酸化カリウム溶液で電位差滴定を行うことにより算出した。
(2)エポキシ基量は、アクリルゴムベールをメチルエチルケトンに溶解し、それに規定量の塩酸を加えてエポキシ基と反応させ、残留した塩酸量を水酸化カリウムで滴定することにより算出した。
(3)塩素量は、アクリルゴムベールを燃焼フラスコ中で完全燃焼させ、発生する塩素を水に吸収させ硝酸銀で滴定することにより算出した。
[灰分量]
アクリルゴムベール中に含まれる灰分量(%)は、JIS K6228 A法に準じて測定した。
アクリルゴムベール中に含まれる灰分量(%)は、JIS K6228 A法に準じて測定した。
[灰分成分量]
アクリルゴムベール灰分中の各成分量(ppm)は、前記の灰分量測定の際に採取した灰分をΦ20mmの滴定濾紙に圧着し、ZSX Primus(Rigaku社製)を用いてXRF測定した。
アクリルゴムベール灰分中の各成分量(ppm)は、前記の灰分量測定の際に採取した灰分をΦ20mmの滴定濾紙に圧着し、ZSX Primus(Rigaku社製)を用いてXRF測定した。
[比重]
アクリルゴムベールの比重は、JIS K6268架橋ゴム-密度測定のA法に準じて測定した。
アクリルゴムベールの比重は、JIS K6268架橋ゴム-密度測定のA法に準じて測定した。
[ゲル量]
アクリルゴムベールのゲル量(%)は、メチルエチルケトンに対する不溶解分の量であり、以下の方法により求めた。
アクリルゴムベール0.2g程度を秤量(Xg)し、100mlメチルエチルケトンに浸漬させて室温で24時間放置後、80メッシュ金網を用いてメチルエチルケトンに対する不溶解分を濾別した濾液、すなわち、メチルエチルケトンに溶解するゴム成分のみが溶解した濾液を蒸発乾燥固化させた乾燥固形分(Yg)を秤量し、下式により算出した。
ゲル量(%)=100×(X-Y)/X
アクリルゴムベールのゲル量(%)は、メチルエチルケトンに対する不溶解分の量であり、以下の方法により求めた。
アクリルゴムベール0.2g程度を秤量(Xg)し、100mlメチルエチルケトンに浸漬させて室温で24時間放置後、80メッシュ金網を用いてメチルエチルケトンに対する不溶解分を濾別した濾液、すなわち、メチルエチルケトンに溶解するゴム成分のみが溶解した濾液を蒸発乾燥固化させた乾燥固形分(Yg)を秤量し、下式により算出した。
ゲル量(%)=100×(X-Y)/X
[ガラス転移温度(Tg)]
アクリルゴムのガラス転移温度(Tg)は、示差走査型熱量計(DSC、製品名「X-DSC7000」、日立ハイテクサイエンス社製)を用いて測定した。
アクリルゴムのガラス転移温度(Tg)は、示差走査型熱量計(DSC、製品名「X-DSC7000」、日立ハイテクサイエンス社製)を用いて測定した。
[pH]
アクリルゴムベールのpHは、6g(±0.05g)のアクリルゴムベールをテトラヒドロフラン100gで溶解後、蒸留水2.0mlを添加し完全に溶解したことを確認後にpH電極で測定した。
アクリルゴムベールのpHは、6g(±0.05g)のアクリルゴムベールをテトラヒドロフラン100gで溶解後、蒸留水2.0mlを添加し完全に溶解したことを確認後にpH電極で測定した。
[含水量]
アクリルゴムベールの含水量(%)は、JIS K6238-1:オーブンA(揮発分測定)法に準じて測定した。
アクリルゴムベールの含水量(%)は、JIS K6238-1:オーブンA(揮発分測定)法に準じて測定した。
[分子量及び分子量分布]
アクリルゴムベールを構成するアクリルゴムの重量平均分子量(Mw)及び分子量分布(Mz/Mw)は、溶媒としてジメチルホルムアミドに塩化リチウムが0.05mol/L、37%濃塩酸が0.01%の濃度でそれぞれ添加された溶液を用いた、GPC-MALS法により測定される絶対分子量及び絶対分子量分布である。具体的には、GPC(Gel Permeation Chromatography)装置に多角度レーザ光散乱光度計(MALS)及び示差屈折率計(RI)を組み入れ、GPC装置でサイズ分別された分子鎖溶液の光散乱強度及び屈折率差を、溶出時間を追って測定することにより、溶質の分子量とその含有率を順次計算し求めた。GPC装置による測定条件及び測定方法は、以下のとおりである。
カラム:TSKgel α-M 2本(φ7.8mm×30cm、東ソー社製)
カラム温度:40℃
流速:0.8ml/mm
試料調整:試料10mgに溶媒5mlを加え、室温で緩やかに撹拌した(溶解を視認)。その後0.5μmフィルターを用いてろ過を行った。
アクリルゴムベールを構成するアクリルゴムの重量平均分子量(Mw)及び分子量分布(Mz/Mw)は、溶媒としてジメチルホルムアミドに塩化リチウムが0.05mol/L、37%濃塩酸が0.01%の濃度でそれぞれ添加された溶液を用いた、GPC-MALS法により測定される絶対分子量及び絶対分子量分布である。具体的には、GPC(Gel Permeation Chromatography)装置に多角度レーザ光散乱光度計(MALS)及び示差屈折率計(RI)を組み入れ、GPC装置でサイズ分別された分子鎖溶液の光散乱強度及び屈折率差を、溶出時間を追って測定することにより、溶質の分子量とその含有率を順次計算し求めた。GPC装置による測定条件及び測定方法は、以下のとおりである。
カラム:TSKgel α-M 2本(φ7.8mm×30cm、東ソー社製)
カラム温度:40℃
流速:0.8ml/mm
試料調整:試料10mgに溶媒5mlを加え、室温で緩やかに撹拌した(溶解を視認)。その後0.5μmフィルターを用いてろ過を行った。
[複素粘性率]
アクリルゴムベールの複素粘性率ηは、動的粘弾性測定装置「ラバープロセスアナライザRPA-2000」(アルファテクノロジー社製)を用いて、歪み473%、1Hzにて温度分散(40~120℃)を測定し、各温度における複素粘性率ηを求めた。ここでは、上述の動的粘弾性のうち60℃における動的粘弾性を複素粘性率η(60℃)とし、100℃における動的粘弾性を複素粘性率η(100℃)として、η(100℃)/η(60℃)、η(60℃)/η(100℃)の値を算出した。
アクリルゴムベールの複素粘性率ηは、動的粘弾性測定装置「ラバープロセスアナライザRPA-2000」(アルファテクノロジー社製)を用いて、歪み473%、1Hzにて温度分散(40~120℃)を測定し、各温度における複素粘性率ηを求めた。ここでは、上述の動的粘弾性のうち60℃における動的粘弾性を複素粘性率η(60℃)とし、100℃における動的粘弾性を複素粘性率η(100℃)として、η(100℃)/η(60℃)、η(60℃)/η(100℃)の値を算出した。
[ムーニー粘度(ML1+4,100℃)]
アクリルゴムベールのムーニー粘度(ML1+4,100℃)は、JIS K6300の未架橋ゴム物理試験法に従って測定した。
アクリルゴムベールのムーニー粘度(ML1+4,100℃)は、JIS K6300の未架橋ゴム物理試験法に従って測定した。
[加工性評価]
ゴム試料の加工性は、ゴム試料を50℃に加温したバンバリーミキサーに投入し1分間素練り後、表1記載のゴム混合物の配合の配合剤Aを投入して1段目のゴム混合物が一体化して最大トルク値を示すまでの時間、すなわちBIT(Black Incorporation Time)を測定し、比較例1を100とする指数で評価した(指数が小さいほど加工性に優れる)。
ゴム試料の加工性は、ゴム試料を50℃に加温したバンバリーミキサーに投入し1分間素練り後、表1記載のゴム混合物の配合の配合剤Aを投入して1段目のゴム混合物が一体化して最大トルク値を示すまでの時間、すなわちBIT(Black Incorporation Time)を測定し、比較例1を100とする指数で評価した(指数が小さいほど加工性に優れる)。
[保存安定性評価]
ゴム試料の保存安定性は、ゴム試料を45℃×80%RHの恒温恒湿度槽(ESPEC社製SH-222)に投入し7日間保存し、恒温恒湿槽投入前後のゴム試料の加工性(BIT)を測定し、恒温恒湿槽投入前後のBIT変化率を算出し、比較例1を100とする指数で評価した(指数が小さいほど保存安定性に優れる)。
ゴム試料の保存安定性は、ゴム試料を45℃×80%RHの恒温恒湿度槽(ESPEC社製SH-222)に投入し7日間保存し、恒温恒湿槽投入前後のゴム試料の加工性(BIT)を測定し、恒温恒湿槽投入前後のBIT変化率を算出し、比較例1を100とする指数で評価した(指数が小さいほど保存安定性に優れる)。
[耐水性評価]
ゴム試料の耐水性は、JIS K6258に準拠してゴム試料の架橋物を温度85℃蒸留水中に100時間浸漬させて浸漬試験を行い、浸漬前後の体積変化率を下記式に従って算出し、比較例1を100とする指数で評価した(指数が小さいほど耐水性に優れる)。
浸漬前後の体積変化率(%)=(浸漬後の試験片体積-浸漬前の試験片体積)/浸漬前の試験片体積)×100
ゴム試料の耐水性は、JIS K6258に準拠してゴム試料の架橋物を温度85℃蒸留水中に100時間浸漬させて浸漬試験を行い、浸漬前後の体積変化率を下記式に従って算出し、比較例1を100とする指数で評価した(指数が小さいほど耐水性に優れる)。
浸漬前後の体積変化率(%)=(浸漬後の試験片体積-浸漬前の試験片体積)/浸漬前の試験片体積)×100
[実施例1]
ホモミキサーを備えた混合容器に、純水46部、アクリル酸エチル48.5部、アクリル酸n-ブチル29部、アクリル酸メトキシエチル21部、クロロ酢酸ビニル1.5部、及び乳化剤としてラウリル硫酸ナトリウム塩0.709部とポリオキシエチレンドデシルエーテル(分子量1500)1.82部を仕込み撹拌して、単量体エマルジョンを得た。
ホモミキサーを備えた混合容器に、純水46部、アクリル酸エチル48.5部、アクリル酸n-ブチル29部、アクリル酸メトキシエチル21部、クロロ酢酸ビニル1.5部、及び乳化剤としてラウリル硫酸ナトリウム塩0.709部とポリオキシエチレンドデシルエーテル(分子量1500)1.82部を仕込み撹拌して、単量体エマルジョンを得た。
次いで、温度計、撹拌装置を備えた重合反応槽に、純水170部及び乳化重合で得られた上記単量体エマルジョン3部を投入し、窒素気流下で12℃まで冷却した。そして、重合反応槽中に、単量体エマルジョンの残部、硫酸第一鉄0.00033部、アスコルビン酸ナトリウム0.264部及び過硫酸カリウム0.22部を3時間かけて連続的に滴下した。その後、重合反応槽内の温度を23℃に保った状態にて反応を継続し、重合転化率が略100%に達したことを確認し、重合停止剤としてのハイドロキノンを添加して重合反応を停止し、乳化重合液を得た。
温度計と撹拌装置を備えた凝固浴槽で、80℃に加温した激しく撹拌(回転数600rpm:周速3.1m/s)した2%硫酸ナトリウム水溶液(凝固液)中に、前記得られた乳化重合液を80℃に加温して連続的に添加して重合体を凝固させ濾別して含水クラムを得た。
次いで、凝固浴槽内に194部の温水(70℃)を添加して15分間撹拌した後に水分を排出させ、再度194部の温水(70℃)を添加して15分間撹拌して含水クラムの洗浄を行った。洗浄した含水クラム(含水クラム温度65℃)をスクリュー型押出機に供給し、脱水・乾燥して幅300mmで厚さ10mmのシート状乾燥ゴムを押し出した。次いで、スクリュー型押出機15に直結して設けた搬送式冷却装置を用いて、シート状乾燥ゴムを冷却速度200℃/hrで冷却した。
なお、本実施例1で用いたスクリュー型押出機は、1つの供給バレル、3つの脱水バレル(第1~第3の脱水バレル)、5つの乾燥バレル(第1~第5の乾燥バレル)で構成されている。第1及び第2の脱水バレルは排水を行い、第3の脱水バレルは排蒸気を行うようになっている。スクリュー型押出機の操業条件は、以下のとおりとした。
含水量:
・第2の脱水バレルでの排水後の含水クラムの含水量:20%
・第3の脱水バレルでの排蒸気後の含水クラムの含水量:10%
・第5の乾燥バレルでの乾燥後の含水クラムの含水量:0.4%
ゴム温度:
・第1の供給バレルに供給する含水クラムの温度:65℃
・スクリュー型押出機から排出されるゴムの温度:140℃
各バレルの設定温度:
・第1の脱水バレル:90℃
・第2の脱水バレル:100℃
・第3の脱水バレル:120℃
・第1の乾燥バレル:120℃
・第2の乾燥バレル:130℃
・第3の乾燥バレル:140℃
・第4の乾燥バレル:160℃
・第5の乾燥バレル:180℃
運転条件:
・バレルユニット内のスクリューの直径(D):132mm
・バレルユニット内のスクリューの全長(L):4620mm
・L/D:35
・バレルユニット内のスクリューの回転数:135rpm
・ダイからのゴムの押出量:700kg/hr
・ダイの樹脂圧:2MPa
・第2の脱水バレルでの排水後の含水クラムの含水量:20%
・第3の脱水バレルでの排蒸気後の含水クラムの含水量:10%
・第5の乾燥バレルでの乾燥後の含水クラムの含水量:0.4%
ゴム温度:
・第1の供給バレルに供給する含水クラムの温度:65℃
・スクリュー型押出機から排出されるゴムの温度:140℃
各バレルの設定温度:
・第1の脱水バレル:90℃
・第2の脱水バレル:100℃
・第3の脱水バレル:120℃
・第1の乾燥バレル:120℃
・第2の乾燥バレル:130℃
・第3の乾燥バレル:140℃
・第4の乾燥バレル:160℃
・第5の乾燥バレル:180℃
運転条件:
・バレルユニット内のスクリューの直径(D):132mm
・バレルユニット内のスクリューの全長(L):4620mm
・L/D:35
・バレルユニット内のスクリューの回転数:135rpm
・ダイからのゴムの押出量:700kg/hr
・ダイの樹脂圧:2MPa
スクリュー型押出機から押し出されたシート状乾燥ゴムを、50℃まで冷却してからカッターで切断し、40℃以下にならないうちに、20部(20kg)になるように積層してアクリルゴムベール(A)を得た。得られたアクリルゴムベール(A)の反応性基含有量、灰分量、灰分成分量、比重、ゲル量、ガラス転移温度(Tg)、pH、含水量、分子量、分子量分布、複素粘性率及びムーニー粘度(ML1+4,100℃)を測定して表2に示した。なお、表2の脱水工程欄に示す「脱水(排水)後含水量(%)」の値は、排水型脱水バレルによる排水直後(排蒸気型脱水バレルの直前)の含水クラムの含水量である。
次いで、バンバリーミキサーを用いて、アクリルゴムベール(A)100部と表1に記載の「配合1」の配合剤Aを投入して、50℃で5分間混合した。このときにアクリルゴムベールの加工性を評価し、さらに保存安定性を評価し、その結果を表2に示した。さらに、得られた混合物を50℃のロールに移して、「配合1」の配合剤Bを配合して混合してゴム混合物を得た。

得られたゴム混合物を、縦15cm、横15cm、深さ0.2cmの金型に入れ、プレス圧10MPaで加圧しながら180℃で10分間プレスすることにより一次架橋し、次いで、得られた一次架橋物を、ギヤー式オーブンにて、さらに180℃、2時間の条件で加熱して二次架橋させることにより、シート状のゴム架橋物を得た。そして、得られたシート状のゴム架橋物から3cm×2cm×0.2cmの試験片を切り取って耐水性試験を行い、それらの結果を表2に示した。
[実施例2]
単量体成分を、アクリル酸エチル98.5部、クロロ酢酸ビニル1.5部に変更して、スクリュー型押出機の第1脱水バレルの温度を100℃、第2の脱水バレルの温度を120℃に変えて第1の脱水バレルのみで排水を行うようにし、且つ、第1脱水バレルでの排水後の含水クラムの含水率を30%に変更する以外は実施例1と同様に行い、アクリルゴムベール(B)を得て各特性を評価した。それらの結果を表2に示した。
単量体成分を、アクリル酸エチル98.5部、クロロ酢酸ビニル1.5部に変更して、スクリュー型押出機の第1脱水バレルの温度を100℃、第2の脱水バレルの温度を120℃に変えて第1の脱水バレルのみで排水を行うようにし、且つ、第1脱水バレルでの排水後の含水クラムの含水率を30%に変更する以外は実施例1と同様に行い、アクリルゴムベール(B)を得て各特性を評価した。それらの結果を表2に示した。
[実施例3]
単量体成分を、アクリル酸エチル43部、アクリル酸n-ブチル25部、アクリル酸メトキシエチル26部、アクリロニトリル2部及びアリルグリシジルエーテル4部に変更する以外は実施例2と同様に行い、アクリルゴムベール(C)を得て各特性(配合剤は「配合2」に替えて)を評価した。それらの結果を表2に示した。
単量体成分を、アクリル酸エチル43部、アクリル酸n-ブチル25部、アクリル酸メトキシエチル26部、アクリロニトリル2部及びアリルグリシジルエーテル4部に変更する以外は実施例2と同様に行い、アクリルゴムベール(C)を得て各特性(配合剤は「配合2」に替えて)を評価した。それらの結果を表2に示した。
[実施例4]
単量体成分を、アクリル酸エチル4.5部、アクリル酸n-ブチル64.5部、アクリル酸メトキシエチル39.5部、フマル酸モノn-ブチル1.5部に変更する以外は実施例2と同様に行いアクリルゴムベール(D)を得て各特性(配合剤は「配合3」に替えて)を評価した。それらの結果を表2に示した。
単量体成分を、アクリル酸エチル4.5部、アクリル酸n-ブチル64.5部、アクリル酸メトキシエチル39.5部、フマル酸モノn-ブチル1.5部に変更する以外は実施例2と同様に行いアクリルゴムベール(D)を得て各特性(配合剤は「配合3」に替えて)を評価した。それらの結果を表2に示した。
[実施例5]
単量体成分を、アクリル酸エチル42.2部、アクリル酸n-ブチル35部、アクリル酸メトキシエチル20部、アクリロニトリル1.5部、クロロ酢酸ビニル1.3部に変更する以外は実施例2と同様に行い、アクリルゴムベール(E)を得て各特性を評価した。それらの結果を表2に示した。
単量体成分を、アクリル酸エチル42.2部、アクリル酸n-ブチル35部、アクリル酸メトキシエチル20部、アクリロニトリル1.5部、クロロ酢酸ビニル1.3部に変更する以外は実施例2と同様に行い、アクリルゴムベール(E)を得て各特性を評価した。それらの結果を表2に示した。
[比較例1]
実施例5と同様に乳化重合を行った乳化重合液(回転数100rpm、周速0.5m/s)に、0.7%硫酸ナトリウム水溶液を添加して含水クラムを生成し、生成後の含水クラム100部に対し、工業用水194部を添加し、凝固槽内で25℃、5分間撹拌した後、凝固槽から水分を排出する含水クラムの洗浄を4回行い、次いで、pH3の硫酸水溶液194部を添加して25℃で5分間撹拌した後、凝固槽から水分を排出させて酸洗浄を1回行った後、純水194部添加して純水洗浄を1回行った後に、洗浄後の含水クラムを160℃の熱風乾燥機で乾燥させて含水率0.4重量%のアクリルゴム(F)を得た。得られたクラム状アクリルゴム(F)の各特性を評価して表2に示した。
実施例5と同様に乳化重合を行った乳化重合液(回転数100rpm、周速0.5m/s)に、0.7%硫酸ナトリウム水溶液を添加して含水クラムを生成し、生成後の含水クラム100部に対し、工業用水194部を添加し、凝固槽内で25℃、5分間撹拌した後、凝固槽から水分を排出する含水クラムの洗浄を4回行い、次いで、pH3の硫酸水溶液194部を添加して25℃で5分間撹拌した後、凝固槽から水分を排出させて酸洗浄を1回行った後、純水194部添加して純水洗浄を1回行った後に、洗浄後の含水クラムを160℃の熱風乾燥機で乾燥させて含水率0.4重量%のアクリルゴム(F)を得た。得られたクラム状アクリルゴム(F)の各特性を評価して表2に示した。
[参考例1]
実施例5と同様に洗浄工程まで行い、洗浄後の含水クラムを160℃の熱風乾燥機で乾燥させて含水率0.4重量%のアクリルゴム(G)を得た。得られたクラム状アクリルゴム(G)の各特性を評価して表2に示した。
実施例5と同様に洗浄工程まで行い、洗浄後の含水クラムを160℃の熱風乾燥機で乾燥させて含水率0.4重量%のアクリルゴム(G)を得た。得られたクラム状アクリルゴム(G)の各特性を評価して表2に示した。

表2から、本発明の反応性基を有するアクリルゴムからなり、灰分量が0.2重量%以下で、前記灰分中のナトリウム、イオウ、カルシウム、マグネシウム及びリンから選ばれる少なくとも1種の元素の含有量が合計で少なくとも50重量%であり、比重が0.9以上であるアクリルゴムベール(A)~(E)は、保存安定性と耐水性に優れ、しかも加工性にも優れていることがわかる(実施例1~5)。
また、表2から、凝固反応において、乳化重合液に凝固液を添加して含水クラムを生成させると、洗浄工程で水洗4回、酸洗浄1回、及び純水洗浄1回行っても、灰分量が減らず耐水性が十分でないことがわかる(比較例1)。一方、凝固反応において、ある程度激しく撹拌している高濃度の凝固液中に乳化重合液を添加して含水クラムを生成させると、温水で僅か2回洗浄するだけで灰分量はある程度減少し耐水性が改善されることがわかる(参考例1)。
また、表2の灰分中のナトリウム(Na)量とイオウ(S)量との関係でみると、比較例1に比べ凝固方法と洗浄方法を参考例1の方法で行うことでナトリウム(Na)とイオウ(S)の合計(Na+S)量は変わっていないがナトリウム(Na)量が減りNa/S比が小さくなっていることがわかる。これは、参考例1の凝固及び洗浄方法を行うことで使用した凝固剤(硫酸ナトリウム:Na2SO4:Na比率多い)は殆ど除去されるが、乳化剤(ラウリル硫酸ナトリウム:NaC12H25SO4)由来のナトリウム(Na)とイオウ(S)が含水クラムに内在し洗浄では十分に除去しきれないためと推察される。
また、表2から、参考例1の方法である程度の耐水性や保存安定性の改善がみられるが、更なる改善が望まれ、且つ、加工性については大きく改善される必要があることがわかる。
それらに対し、参考例1と同様に凝固反応を行い温水で2回洗浄した上に、スクリュー型押出機で含水量が1重量%未満まで脱水乾燥することで、アクリルゴムベール中の灰分量を大きく減少させ、耐水性、保存安定性及び加工性のいずれの特性をも格段に向上させていることがわかる(実施例1~5)。ここで、耐水性は、スクリュー型押出機で脱水乾燥させたことによる大幅な灰分量の低減効果(前提として上記Na/S比が特定割合に入っていること)であることが読み取れるが、保存安定性と加工性については、灰分量及び灰分成分比だけでは説明できない変化がスクリュー型押出機内で起こっていることがわかる。
表2から、また、洗浄した含水クラムを熱風乾燥したクラム状アクリルゴムは粘着性で緩い塊状になっており、その比重は0.7台と小さく、空気を巻き込んだ状態となっている(比較例1及び参考例1)。これに対して、スクリュー型押出機で乾燥しシート状に成形し積層して得たアクリルゴムベールは、いずれも比重が1.0台と高く空気を殆ど含んでいない状態であること、及び格段に保存安定性に優れていることがわかる(実施例1~5)。これは、実施例で行ったスクリュー型押出機の条件、例えば、投入される含水クラム温度、脱水バレル部での含水量、乾燥バレル部設定温度と減圧度などにより乾燥バレル部で実質的に水分を含まない状態まで確実に乾燥し溶融混錬できたこと、及び、ダイ部樹脂圧、押し出されるシート状乾燥ゴム温度、切断時のシート状乾燥ゴム温度などにより空気の巻き込みの少ない(比重の大きい)アクリルゴムシートができたこと、及び該空気の巻き込みの少ないアクリルゴムシートを用いて且つ空気の抜けやすい積層方法で作製できたことで、保存安定性が格段に優れるアクリルゴムベールが製造できたと考えられる。
表2から、さらに、洗浄した含水クラムを熱風乾燥したクラム状アクリルゴムのメチルエチルケトン不溶解分のゲル量は多いが(比較例1及び参考例1)、スクリュー型押出機で乾燥しシート成形し積層したアクリルゴムベールの全てのメチルエチルケトン不溶解分のゲル量が5%以下まで低減され且つ加工性が格段に改善されていることがわかる(実施例1~5)。これは、乳化重合で略100%の重合転化率まで重合反応を行ったためにアクリルゴムのメチルエチルケトン不溶解分のゲル量が急増し、熱風乾燥したクラム状アクリルゴムはそのまま高いゲル量になってしまったものの、スクリュー型押出機内で、投入される含水クラム温度、脱水バレル部での含水量、乾燥バレル部設定温度と減圧度などをコントロールすることにより、乾燥バレル部で実質的に水分を含まない状態まで乾燥し溶融混錬できたことによって、重合反応で急増したメチルエチルケトン不溶解分のゲルが消失したものと推察される。
なお、表2からは、本発明のアクリルゴムベールの重量平均分子量(Mw)が100万を超え且つ高分子量領域を重視したz平均分子量(Mz)と重量平均分子量(Mw)との比(Mz/Mw)が1.3を遥かに超えて大きく、アクリルゴムベールの強度特性を維持し作業性を確保していることがわかる。
1 アクリルゴム製造システム
3 凝固装置
4 洗浄装置
5 スクリュー型押出機
6 冷却装置
7 ベール化装置
3 凝固装置
4 洗浄装置
5 スクリュー型押出機
6 冷却装置
7 ベール化装置
Claims (28)
- 反応性基を有するアクリルゴムからなり、灰分量が0.2重量%以下で、前記灰分中のナトリウム、イオウ、カルシウム、マグネシウム及びリンからなる群から選ばれる少なくとも1種の元素の含有量が全灰分量に対する割合の合計量で少なくとも50重量%であり、比重が0.9以上であるアクリルゴムベール。
- 比重が、1~1.2の範囲である請求項1に記載のアクリルゴムベール。
- 灰分中のナトリウムとイオウの合計量が、全灰分量に対する割合で50重量%以上である請求項1又は2に記載のアクリルゴムベール。
- 灰分中のナトリウムとイオウの合計量が、全灰分量に対する割合で90重量%以上である請求項1~3のいずれか1項に記載のアクリルゴムベール。
- 灰分中のナトリウムとイオウとの比([Na]/[S])が重量比で0.4~2.5の範囲である請求項1~4のいずれか1項に記載のアクリルゴムベール。
- 灰分中のナトリウムとイオウとの比([Na]/[S])が、重量比で0.7~1の範囲である請求項1~5のいずれか1項に記載のアクリルゴムベール。
- アクリルゴムの重量平均分子量(Mw)が、100,000~5,000,000の範囲である請求項1~6のいずれか1項に記載のアクリルゴムベール。
- アクリルゴムのz平均分子量(Mz)と重量平均分子量(Mw)との比(Mz/Mw)が、1.3以上である請求項1~7のいずれか1項に記載のアクリルゴムベール。
- 60℃における複素粘性率([η]60℃)が、15,000Pa・s以下である請求項1~8のいずれか1項に記載のアクリルゴムベール。
- 100℃における複素粘性率([η]100℃)と60℃における複素粘性率([η]60℃)との比([η]100℃/[η]60℃)が、0.5以上である請求項1~9のいずれか1項に記載のアクリルゴムベール。
- 100℃における複素粘性率([η]100℃)と60℃における複素粘性率([η]60℃)との比([η]100℃/[η]60℃)が、0.83以上である請求項1~10のいずれか1項に記載のアクリルゴムベール。
- メチルエチルケトン不溶解分のゲル量が、50重量%以下である請求項1~11のいずれか1項に記載のアクリルゴムベール。
- 含水量が、1重量%未満である請求項1~12のいずれか1項に記載のアクリルゴムベール。
- (メタ)アクリル酸エステルと反応性基含有単量体とを含む単量体成分を水と乳化剤とでエマルジョン化し、重合触媒存在下に乳化重合し乳化重合液を得る乳化重合工程と、
得られた乳化重合液を凝固剤含有水溶液からなる凝固液と接触させて含水クラムを生成する凝固工程と、
生成した含水クラムを洗浄する洗浄工程と、
洗浄した含水クラムを、脱水スリットを有する脱水バレルと減圧下の乾燥バレルと先端部にダイを有するスクリュー型押出機を用いて脱水バレルで含水量1~40重量%まで脱水した後に乾燥バレルで1重量%未満まで乾燥してシート状乾燥ゴムをダイから押し出す脱水・乾燥・成形工程と、
押し出されたシート状乾燥ゴムを積層してベール化するベール化工程と
を含むアクリルゴムベールの製造方法。 - 乳化剤が硫酸エステル塩で、凝固剤がナトリウム塩である請求項14に記載のアクリルゴムベールの製造方法。
- 乳化重合液と凝固液との接触が、撹拌されている凝固液に乳化重合液を添加するものである請求項14又は15に記載のアクリルゴムベールの製造方法。
- 撹拌されている凝固液の周速が、0.5m/s以上である請求項16に記載のアクリルゴムベールの製造方法。
- スクリュー型押出機に供給される含水クラムの温度が、50~90℃の範囲である請求項14~17のいずれか1項に記載のアクリルゴムベールの製造方法。
- スクリュー型押出機の乾燥バレル部の減圧度が、1~50kPaの範囲である請求項14~18のいずれか1項に記載のアクリルゴムベールの製造方法。
- スクリュー型押出機の乾燥バレル部の設定温度が、100~250℃である請求項14~19のいずれか1項に記載のアクリルゴムベールの製造方法。
- スクリュー型押出機のダイ部の樹脂圧が、0.1~10MPaの範囲である請求項14~20のいずれか1項に記載のアクリルゴムベールの製造方法。
- シート状乾燥ゴムの積層が、シート状乾燥ゴムの切断後に行われるものである請求項14~21のいずれか1項に記載のアクリルゴムベールの製造方法。
- シート状乾燥ゴムの切断が、60℃以下のシート状乾燥ゴム温度で行われるものである請求項22に記載のアクリルゴムベールの製造方法。
- シート状乾燥ゴムの積層が、30℃以上のシート状乾燥ゴム温度で行われるものである請求項14~23のいずれか1項に記載のアクリルゴムベールの製造方法。
- 請求項1~13のいずれか1項に記載のアクリルゴムベールに、充填剤及び架橋剤を混合してなるゴム混合物。
- 請求項1~13のいずれか1項に記載のアクリルゴムベールに、充填剤及び架橋剤を混合機で混合することを特徴とするゴム混合物の製造方法。
- 請求項1~13のいずれか1項に記載のアクリルゴムベールと充填剤を混合後に架橋剤を混合するゴム混合物の製造方法。
- 請求項25に記載のゴム混合物を架橋してなるゴム架橋物。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/625,817 US20220251330A1 (en) | 2019-07-19 | 2020-06-05 | Acrylic rubber bale excellent in storage stability and water resistance |
| KR1020217042749A KR20220038296A (ko) | 2019-07-19 | 2020-06-05 | 보존 안정성이나 내수성이 우수한 아크릴 고무 베일 |
| CN202080047971.5A CN114051506B (zh) | 2019-07-19 | 2020-06-05 | 保存稳定性、耐水性优异的丙烯酸橡胶胶包 |
| JP2021534589A JPWO2021014796A1 (ja) | 2019-07-19 | 2020-06-05 | |
| EP20844891.0A EP4001324A4 (en) | 2019-07-19 | 2020-06-05 | ACRYLIC RUBBER BALL EXCELLENT IN STORAGE STABILITY AND FORMABILITY |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019134148 | 2019-07-19 | ||
| JP2019-134148 | 2019-07-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021014796A1 true WO2021014796A1 (ja) | 2021-01-28 |
Family
ID=74193297
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/022319 WO2021014796A1 (ja) | 2019-07-19 | 2020-06-05 | 保存安定性や耐水性に優れるアクリルゴムベール |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220251330A1 (ja) |
| EP (1) | EP4001324A4 (ja) |
| JP (1) | JPWO2021014796A1 (ja) |
| KR (1) | KR20220038296A (ja) |
| CN (1) | CN114051506B (ja) |
| WO (1) | WO2021014796A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021261215A1 (ja) * | 2020-06-23 | 2021-12-30 | 日本ゼオン株式会社 | バンバリー加工性や耐水性に優れるアクリルゴムベール |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01225512A (ja) | 1988-03-04 | 1989-09-08 | Nippon Zeon Co Ltd | ゴム状重合体の乾燥方法 |
| JP2006328239A (ja) | 2005-05-26 | 2006-12-07 | Nippon Zeon Co Ltd | ゴム状重合体の製造方法 |
| WO2018079783A1 (ja) | 2016-10-31 | 2018-05-03 | 日本ゼオン株式会社 | アクリルゴムおよびゴム架橋物 |
| WO2018116828A1 (ja) | 2016-12-19 | 2018-06-28 | 日本ゼオン株式会社 | アクリルゴムの製造方法 |
| WO2018139466A1 (ja) * | 2017-01-27 | 2018-08-02 | 日本ゼオン株式会社 | アクリルゴムの製造方法 |
| WO2018143101A1 (ja) * | 2017-01-31 | 2018-08-09 | 日本ゼオン株式会社 | アクリルゴム、アクリルゴム組成物、及びアクリルゴム架橋物 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101550208B (zh) * | 2008-12-23 | 2011-06-08 | 上海高分子功能材料研究所 | 丙烯酸酯橡胶本体聚合的反应连续挤出方法 |
| KR102351737B1 (ko) * | 2013-12-23 | 2022-01-14 | 아란세오 싱가포르 프라이빗 리미티드 | 조율 가능한 수준의 금속 함유 응결방지제를 가지는 고무 |
| WO2018079704A1 (ja) * | 2016-10-31 | 2018-05-03 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 |
| EP3533807B1 (en) * | 2016-10-31 | 2023-03-15 | Zeon Corporation | Method for producing acrylic rubber |
| WO2019087876A1 (ja) * | 2017-10-31 | 2019-05-09 | ユニマテック株式会社 | アクリルゴム |
-
2020
- 2020-06-05 WO PCT/JP2020/022319 patent/WO2021014796A1/ja unknown
- 2020-06-05 CN CN202080047971.5A patent/CN114051506B/zh active Active
- 2020-06-05 KR KR1020217042749A patent/KR20220038296A/ko not_active Application Discontinuation
- 2020-06-05 EP EP20844891.0A patent/EP4001324A4/en active Pending
- 2020-06-05 US US17/625,817 patent/US20220251330A1/en active Pending
- 2020-06-05 JP JP2021534589A patent/JPWO2021014796A1/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01225512A (ja) | 1988-03-04 | 1989-09-08 | Nippon Zeon Co Ltd | ゴム状重合体の乾燥方法 |
| JP2006328239A (ja) | 2005-05-26 | 2006-12-07 | Nippon Zeon Co Ltd | ゴム状重合体の製造方法 |
| WO2018079783A1 (ja) | 2016-10-31 | 2018-05-03 | 日本ゼオン株式会社 | アクリルゴムおよびゴム架橋物 |
| WO2018116828A1 (ja) | 2016-12-19 | 2018-06-28 | 日本ゼオン株式会社 | アクリルゴムの製造方法 |
| WO2018139466A1 (ja) * | 2017-01-27 | 2018-08-02 | 日本ゼオン株式会社 | アクリルゴムの製造方法 |
| WO2018143101A1 (ja) * | 2017-01-31 | 2018-08-09 | 日本ゼオン株式会社 | アクリルゴム、アクリルゴム組成物、及びアクリルゴム架橋物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4001324A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021261215A1 (ja) * | 2020-06-23 | 2021-12-30 | 日本ゼオン株式会社 | バンバリー加工性や耐水性に優れるアクリルゴムベール |
| WO2021261214A1 (ja) * | 2020-06-23 | 2021-12-30 | 日本ゼオン株式会社 | バンバリー加工性に優れるアクリルゴムベール |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114051506B (zh) | 2024-02-20 |
| KR20220038296A (ko) | 2022-03-28 |
| EP4001324A1 (en) | 2022-05-25 |
| CN114051506A (zh) | 2022-02-15 |
| EP4001324A4 (en) | 2023-08-09 |
| US20220251330A1 (en) | 2022-08-11 |
| JPWO2021014796A1 (ja) | 2021-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021014792A1 (ja) | 保存安定性と加工性に優れるアクリルゴムベール | |
| JP2021028403A (ja) | 保存安定性と加工性に優れるアクリルゴムベール | |
| WO2021015143A1 (ja) | 保存安定性と加工性に優れるアクリルゴムベール | |
| WO2021014793A1 (ja) | 強度特性と加工性に優れるアクリルゴムベール | |
| WO2021014790A1 (ja) | 加工性と耐水性に優れるアクリルゴムベール | |
| WO2021014791A1 (ja) | 保存安定性と加工性に優れるアクリルゴムシート | |
| WO2021014795A1 (ja) | 耐水性に優れるアクリルゴム | |
| WO2021014794A1 (ja) | 保存安定性に優れるアクリルゴム | |
| WO2021014796A1 (ja) | 保存安定性や耐水性に優れるアクリルゴムベール | |
| JP6866951B2 (ja) | 保存安定性や耐水性に優れるアクリルゴムベール | |
| WO2021014797A1 (ja) | 保存安定性と加工性に優れるアクリルゴムベール | |
| JP6791412B1 (ja) | 耐水性に優れるアクリルゴムシート | |
| JP6828842B2 (ja) | 加工性及び耐水性に優れるアクリルゴムベール | |
| WO2021014789A1 (ja) | 耐水性に優れるアクリルゴムシート | |
| JP7284110B2 (ja) | 保存安定性と耐水性に優れるアクリルゴムベール | |
| JP7292225B2 (ja) | 加工性に優れるアクリルゴムシート | |
| JP2021017577A (ja) | 強度特性と保存安定性に優れるアクリルゴムベール | |
| JP2021017572A (ja) | 保存安定性及び耐水性に優れるアクリルゴムベール | |
| JP2021017571A (ja) | 保存安定性に優れるアクリルゴムシート | |
| JP2021105125A (ja) | 耐熱性と保存安定性に優れるアクリルゴム成形体 | |
| JP2021017551A (ja) | 保存安定性に優れるアクリルゴムシート | |
| JP2021105123A (ja) | 耐熱性と加工性に優れるアクリルゴム | |
| JP2021017575A (ja) | 加工性や耐水性に優れるアクリルゴムベール | |
| JP2021017566A (ja) | 保存安定性に優れるアクリルゴムベール | |
| JP2021017549A (ja) | 保存安定性と耐水性に優れるアクリルゴムシート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20844891 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021534589 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020844891 Country of ref document: EP Effective date: 20220221 |