WO2020235212A1 - パンツ型使い捨ておむつ、及び、パンツ型使い捨ておむつの製造方法 - Google Patents
パンツ型使い捨ておむつ、及び、パンツ型使い捨ておむつの製造方法 Download PDFInfo
- Publication number
- WO2020235212A1 WO2020235212A1 PCT/JP2020/013443 JP2020013443W WO2020235212A1 WO 2020235212 A1 WO2020235212 A1 WO 2020235212A1 JP 2020013443 W JP2020013443 W JP 2020013443W WO 2020235212 A1 WO2020235212 A1 WO 2020235212A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pants
- type disposable
- elastic film
- disposable diaper
- elastic
- Prior art date
Links
Images









Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/496—Absorbent articles specially adapted to be worn around the waist, e.g. diapers in the form of pants or briefs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/49011—Form-fitting, self-adjusting disposable diapers with elastic means the elastic means is located at the waist region
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/4902—Form-fitting, self-adjusting disposable diapers with elastic means characterised by the elastic material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/56—Supporting or fastening means
- A61F13/5622—Supporting or fastening means specially adapted for diapers or the like
- A61F13/565—Supporting or fastening means specially adapted for diapers or the like pants type diaper
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/4902—Form-fitting, self-adjusting disposable diapers with elastic means characterised by the elastic material
- A61F2013/49022—Form-fitting, self-adjusting disposable diapers with elastic means characterised by the elastic material being elastomeric sheet
Definitions
- the present invention relates to a pants-type disposable diaper and a method for manufacturing a pants-type disposable diaper.
- Pants-type disposable diapers with improved surface fit by using a sheet member made by laminating a non-woven fabric and an elastic film are known.
- an elastic film is laminated between a first sheet layer (nonwoven fabric) and a second sheet layer (nonwoven fabric), and a through hole penetrating the elastic film is formed.
- An absorbent article in which sheet members are joined to each other is disclosed.
- the present invention has been made in view of the above problems, and an object of the present invention is to provide a pants-type disposable diaper provided with an elastic film and having a good fit.
- the main invention for achieving the above object is a pants-type disposable diaper having a vertical direction, a horizontal direction, and a front-rear direction intersecting each other, and having a belt portion and an absorbent main body.
- the exterior sheet and the elastic film are joined to each other by a plurality of joint portions, and the elastic film is bonded to each other by a plurality of joint portions.
- It has an elastic layer that expands and contracts in a straight line and a low elastic layer that is laminated on the elastic layer and has lower elasticity than the elastic layer, and the low elastic layer is continuous at a certain joint portion among the plurality of the joint portions.
- the pants-type disposable diaper is characterized in that the elastic layer and the low elastic layer are separated from each other at at least a part of the outer edge portion of the certain joint portion.
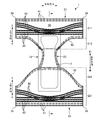
- FIG. 1 It is a schematic perspective view of the pants type disposable diaper 1. It is a schematic plan view of the diaper 1 in the expanded and extended state.
- FIG. 2 is a schematic cross-sectional view taken along the line II of FIG.
- FIG. 5 is a schematic cross-sectional view showing an enlarged portion of the belt portion 21 in the thickness direction in which the joint portion 50 is not formed.
- FIG. 5 is a schematic cross-sectional view showing an enlarged portion of the belt portion 21 in the thickness direction in which the joint portion 50 is formed. It is a photograph which shows the actual cross-sectional structure in the thickness direction of a belt part 21. It is an enlarged photograph about the area A of FIG.
- a pants-type disposable diaper having a vertical direction, a horizontal direction, and a front-rear direction intersecting each other, and having a belt portion and an absorbent main body, wherein the belt portion is at least in the horizontal direction with an exterior sheet. It has an elastic film that can be expanded and contracted, and the exterior sheet and the elastic film are joined to each other by a plurality of joint portions, and the elastic film is formed on the elastic layer that expands and contracts in the left-right direction and the elastic layer. It has a low elastic layer that is laminated and has lower elasticity than the elastic layer, and at a certain joint portion among the plurality of the joint portions, the low elastic layer is continuous and the outer edge of the certain joint portion.
- a pants-type disposable diaper characterized in that the elastic layer and the low elastic layer are separated from each other in at least a part of the portion.
- the low elastic layer of the elastic film is continuous at the joint portion between the elastic film and the exterior sheet, so that the elasticity of the belt portion (elastic film) is lowered. Can be suppressed. Further, since the elastic layer and the low elastic layer are separated from each other at the outer edge of the joint, the elastic film can easily follow the movement of the wearer's body and improve the feel. it can. This makes it possible to achieve a good fit when wearing a diaper.
- the thickness of the belt portion at the center of the joint is smaller than the thickness of the elastic film in the region where the joint is not provided. ..
- the elastic film does not exhibit elasticity at the center of the joint, the joint state between the sheet members is stable and the joint strength is easily maintained. This makes it easier for the exterior sheet to follow the expansion and contraction of the elastic film, maintains good elasticity of the belt portion as a whole, and facilitates fitting to the wearer's body.
- the exterior sheet has a skin-side sheet arranged on the skin side of the elastic film and a non-skin-side sheet arranged on the non-skin side of the elastic film. It is desirable that the elastic film, the skin-side sheet, and the non-skin-side sheet are joined by the joint portion.
- the elastic film is fixed so as to be sandwiched between the outer sheets from both sides in the thickness direction, so that the outer sheet and the elastic film are elastic as compared with the case where only one side is fixed.
- the bonding force with the film can be increased. Therefore, even when the elastic film expands and contracts, the outer sheet and the elastic film are less likely to be peeled off, and the elasticity of the belt portion as a whole can be improved.
- the low elastic layer is made of a predetermined resin material and is laminated on both sides of the elastic layer in the thickness direction.
- the low elastic layer is made of a polyolefin resin. It is desirable that the exterior sheet is a non-woven fabric having fibers containing the polyolefin resin.
- the polyolefin resins are easily welded to each other, and the low-stretchable layer and the exterior sheet are more easily bonded to each other. Can be firmly joined. As a result, the belt portion can more easily follow the movement of the wearer's body, and the fit of the diaper is further improved.
- the pants-type disposable diaper has a discontinuous portion at the extension portion of the joint portion.
- the elastic layer has a discontinuous portion
- the elasticity of the elastic film is increased at the discontinuous portion, and the elastic film is flexible at the outer edge portion of the highly rigid joint portion. It becomes easy to deform. Therefore, when the diaper is worn, the belt portion can be more easily followed by the movement of the wearer's body, and the hard feel of the joint portion can be made difficult for the wearer to feel.
- the pants-type disposable diaper has a plurality of strip-shaped elastic films long in the left-right direction arranged side by side at intervals in the up-down direction on the belt portion.
- the pants-type disposable diaper has at least the stretchable non-woven fabric that can be expanded and contracted in the left-right direction.
- the elasticity and breathability of the belt portion can be made good. This makes it possible to further improve the fit of the belt portion when wearing a diaper.
- a transport step of transporting the continuous body of the elastic film and the continuous body of the exterior sheet in the transport direction at a predetermined transport speed, and the thickness of the continuous body of the elastic film and the continuous body of the exterior sheet to be transported are thickened.
- a method for manufacturing a pants-type disposable diaper which comprises a joining step of joining in the longitudinal direction to form a belt portion and an absorbent main body attaching step of attaching an absorbent main body to the belt portion.
- the continuous body of the elastic film is stretched in the transport direction at a predetermined elongation rate, loosened so as to have an extension rate lower than the predetermined stretch rate, and then the continuous body of the elastic film is stretched in the joining step. It becomes clear that it is joined to the continuum of the exterior sheet.
- an ultrasonic horn arranged on one side in the thickness direction of the continuum of the elastic film and the continuum of the exterior sheet, and the thickness direction.
- the ultrasonic horn and the anvil move in the same direction at the same speed as the material to be conveyed, so that ultrasonic welding is performed to obtain the material.
- the joint can be formed accurately without hindering the transportation. Therefore, when the joint portion is formed, the low elastic layer of the elastic film is not easily torn, and it becomes easy to maintain a continuous state. This makes it easier to improve the fit of the belt portion.
- the ultrasonic horn is provided on the outer peripheral surface of a cylindrical ultrasonic roll having a rotation axis in a direction orthogonal to the transport direction
- the anvil is the anvil. It is provided on the outer peripheral surface of a cylindrical anvil roll having a rotation axis in a direction orthogonal to the transport direction, and protrudes outward in the radial direction from the outer peripheral surface of the anvil roll.
- the elastic film and the anvil roll it is desirable that the number of sheet members arranged between the rolls is larger than the number of sheet members arranged between the elastic film and the ultrasonic rolls.
- the protrusion is used when ultrasonic welding is performed. It is possible to easily absorb the impact acting on the elastic film. As a result, the elastic film is less likely to be torn, and it becomes easier to maintain a continuous state of the low elastic layer at the joint. Therefore, the fit of the belt portion can be improved.
- the area ratio of the anvil provided on the outer peripheral surface of the anvil roll is 1% or more and 9% or less.
- a pants-type disposable diaper 1 for adults (hereinafter, also simply referred to as “diaper 1”) will be described as an example.
- the present invention is not limited to this, and the pants-type disposable diaper according to the present invention can also be applied as, for example, disposable diapers for children (for infants), sanitary shorts, and the like.
- FIG. 1 is a schematic perspective view of a pants-type disposable diaper 1.
- FIG. 2 is a schematic plan view of the unfolded and stretched diaper 1.
- FIG. 3 is a schematic cross-sectional view taken along the line II (center in the left-right direction) of FIG.
- the diaper 1 has a vertical direction, a horizontal direction, and a front-rear direction that intersect each other, and has a thickness direction in which each member is laminated as shown in FIG.
- the side that is the body side of the wearer is the upper side
- the side that is the inseam side of the wearer is the lower side.
- the ventral side of the wearer is the front side
- the dorsal side of the wearer is the rear side.
- the side in contact with the wearer is the skin side
- the opposite side is the non-skin side.
- the diaper 1 has an absorbent main body 10 and an exterior body 20 located on the non-skin side of the absorbent main body 10.
- the exterior body 20 has a front belt portion 21 arranged on the ventral side of the wearer, a rear belt portion 22 arranged on the back side of the wearer, and a crotch portion 23 connecting them.
- the exterior body 20 is composed of three members (front belt portion 21, rear belt portion 22, and crotch lower portion 23), but the present invention is not limited to this.
- the front belt portion 21, the rear belt portion 22, and the crotch lower portion 23 may be composed of one continuous member. Further, the crotch portion 23 may not be provided.
- the front belt portion 21 is located on one end side of the absorbent body 10 in the longitudinal direction
- the rear belt portion 22 is located on the other end side of the absorbent body 10 in the longitudinal direction. positioned.
- the absorbent body 10 is folded in half at substantially the center in the longitudinal direction, and both left and right sides of the front belt portion 21 and both left and right sides of the rear belt portion 22 are engaged by welding or the like.
- the pants type shown in FIG. 1 is obtained.
- the longitudinal direction of the absorbent main body 10 is along the vertical direction of the diaper 1, the front belt portion 21 and the rear belt portion 22 are connected in an annular shape, and a waist circumference opening 1a is formed at the upper end thereof, and also in the left-right direction.
- a pair of leg circumference openings 1b and 1b are formed on both sides.
- the absorbent body 10 includes an absorbent core 11, a liquid-permeable top sheet 12 located on the skin side of the absorbent core 11, and a back located on the non-skin side of the absorbent core 11. It has a sheet 13.
- the back sheet 13 of the present embodiment has a two-layer structure of a liquid-impermeable sheet 13a and a hydrophobic liquid-permeable sheet (for example, hydrophobic non-woven fabric) 13b arranged on the non-skin side thereof.
- the absorbent core 11 is a member that absorbs and retains excrement liquid such as urine, and is formed of liquid absorbent fibers such as pulp fibers mixed with a highly absorbent polymer (SAP), for example.
- SAP highly absorbent polymer
- the outer peripheral surface of the absorbent core 11 may be covered with a liquid-permeable sheet such as tissue paper or non-woven fabric.
- the front belt portion 21 and the rear belt portion 22 have a waist circumference region 211,221 and a waist circumference region 211,221 which are portions overlapping with the locking portion 24 in the vertical direction, respectively. It has lower inseam side regions 212 and 222.
- the inseam side areas 212 and 222 have a substantially trapezoidal shape, and the width (length in the left-right direction) becomes narrower toward the lower side. Further, the inseam side region 222 is larger in the rear belt portion 22 than in the front belt portion 21, and the buttocks of the wearer can be covered.
- the front belt portion 21, the rear belt portion 22, and the inseam 23 are located between the skin side sheets 213, 223, 231 and the non-skin side sheets 214, 224, 232, respectively. It has elastic non-woven fabrics 215, 225, and 233. Then, the sheet members laminated in the thickness direction are joined to each other by a plurality of joint portions 50, 50 ... Intermittently arranged at intervals from each other.
- the configuration of the inseam 23 is not particularly limited, and for example, the elastic non-woven fabric 233 is arranged between the absorbent main body 10 and the non-skin side sheet 232 without having the skin side sheet 231. May be good.
- the skin side sheets 213 and 223 and the non-skin side sheets 214 and 224 correspond to the exterior sheets forming the exterior of the belt portions 21 and 22.
- the non-skin side sheets 214 and 224 and the skin side sheets 213 and 223 are flexible formed of a spunbonded non-woven fabric or SMS non-woven fabric made of fibers containing polypropylene (PP), polyethylene (PE) or the like which are polyolefin resins. Sheet can be exemplified.
- the stretchable non-woven fabrics 215 and 225 are non-woven fabrics of polyurethane elastomer, which is a kind of thermoplastic elastomer having elasticity, and polypropylene (PP), which is a polyolefin resin which is a kind of thermoplastic resin having inelasticity.
- An example is a non-woven fabric in which elastic fibers are subjected to an appropriate stretching treatment such as gear stretching.
- the stretching treatment may be performed in the directions orthogonal to each other (horizontal direction and vertical direction of the diaper 1), or may be performed only in a predetermined direction (horizontal direction of the diaper 1). May be good. When the stretching treatment is performed only in the predetermined direction, elasticity in the predetermined direction is exhibited, but since the orientation of all the fibers is not always along the predetermined direction, the direction is also orthogonal to the predetermined direction. Elasticity is expressed.
- the diaper 1 of the present embodiment in the circumferential direction (corresponding to the left-right direction in FIG. 2) over the waist circumference area 211 of the front belt portion 21 and the waist circumference region 221 of the rear belt portion 22.
- the elastic film 60 is continuously arranged.
- the elastic film 60 is an elastic sheet that can be expanded and contracted at least in the circumferential direction (left-right direction, that is, the waist circumference direction of the wearer), and is laminated with elastic nonwoven fabrics 215 and 225 as shown in FIG. .. Therefore, the region where the elastic film 60 is arranged has a higher tightening pressure than the peripheral region and is in close contact with the wearer.
- the wearer suppresses the misalignment of the diaper 1. It is possible to prevent excessive tightening of the waistline.
- waist thread rubber 41 is arranged along the circumferential direction (left-right direction) of the waist circumference region 221 at the upper ends of the front belt portion 21 and the rear belt portion 22, and is a diaper.
- the fit at the waist opening 1a when the 1 is worn is improved.
- the leg rubber thread rubber 42 is arranged along the lower ends of the inseam side regions 212 and 222 to improve the fit at the leg opening 1b when the diaper 1 is worn.
- FIG. 4 is a schematic cross-sectional view showing an enlarged portion of the belt portion 21 in the thickness direction in which the joint portion 50 is not formed.
- FIG. 5 is a schematic cross-sectional view showing an enlarged portion of the belt portion 21 in the thickness direction in which the joint portion 50 is formed.
- FIGS. 4 and 5 show a cross section of the belt portion 21 in a natural state.
- the "natural state” is a state when the diaper 1 is left for a predetermined time. For example, after taking out the diaper 1 in the product state from the package, the front belt portion 21 and the rear belt portion 22 are pulled to both outer sides in the left-right direction, and the belt portions 21 and 22 are set to the "extended state", and this extended state is set. After continuing for about 15 to 30 seconds, release the pull on the diaper 1 and place it on a flat surface such as a desk. Then, the state in which 5 minutes have passed in such a flat flat placement is regarded as a natural state.
- the belt portion 21 includes a non-skin side sheet 214 (exterior sheet), an elastic film 60, an elastic non-woven fabric 215, and a skin side sheet from the non-skin side to the skin side in the thickness direction. It has a structure in which 213 (exterior sheet) is laminated.
- the non-skin side sheet 214, the skin side sheet 213, and the stretchable non-woven fabric 215 are so-called non-woven fabrics, and have a predetermined thickness in the thickness direction in a natural state.
- the elastic film 60 has a multilayer structure (a multilayer structure) having an elastic elastomer layer 61 and surface layers 62 and 62 laminated and bonded to both sides (skin side and non-skin side) of the elastomer layer 61 in the thickness direction.
- a multilayer structure having an elastic elastomer layer 61 and surface layers 62 and 62 laminated and bonded to both sides (skin side and non-skin side) of the elastomer layer 61 in the thickness direction.
- it is an elastic sheet member (three-layer structure).
- the elastomer layer 61 is a resin film that can expand and contract at least in the left-right direction, and corresponds to the elastic layer.
- the elastomer layer 61 for example, a styrene-based elastomer, an olefin-based elastomer, a polyester-based elastomer, another elastomer, or a blend thereof can be used.
- the surface layer 62 is a sheet member having lower elasticity than the elastomer layer, and corresponds to the low elasticity layer.
- a polyolefin resin polypropylene (PP), polyethylene (PE), etc.
- the sheet members 214, 60, 215, and 213 laminated in the thickness direction are joined to each other by a plurality of joints 50.
- a hole penetrating in the thickness direction is formed in the elastic film 60 at the portion where the joint portion 50 is provided.
- the elastic film 60 was divided in the left-right direction (expansion / contraction direction).
- the elastic force of the elastic film 60 in the left-right direction is interrupted, and the elasticity as a whole is lowered, so that the belt There was a risk that the fit of the part would deteriorate.
- the elastic film 60 is continuous at the joint portion 50. That is, the elastic film 60 is not divided in the left-right direction (expansion / contraction direction). As a result, the elasticity of the elastic film 60 in the left-right direction is less likely to decrease, and a good fit of the belt portion 21 is easily maintained.
- the elastic film 60 (surface layer 62) does not have a through hole in the joint portion 50, the rigidity of the elastic film 60 around the joint portion 50 becomes higher than in the case where the through hole is formed. , May be difficult to deform. For example, when the diaper 1 is worn, when the wearer moves the body, it becomes difficult for the elastic film 60 to follow the movement of the body, and the feel of the highly rigid joint portion 50 is easily transmitted directly to the wearer's skin. There is a risk of becoming.
- the elastomer layer 61 (stretchable layer) and the surface layer 62 (low stretchable layer) of the elastic film 60 are peeled off at the outer edge portion of the joint portion 50.
- a gap P is formed between the two. Since both are peeled off, the elastomer layer 61 (stretchable layer) and the surface layer 62 (low stretchable layer) can be deformed independently of each other around the joint portion 50. Therefore, even if the wearer moves the body while wearing the diaper 1, the elastic film 60 is likely to be deformed around the joint portion 50 in accordance with the movement of the wearer's body.
- the void P formed in the portion where the elastomer layer 61 (expandable layer) and the surface layer 62 (low elastic layer) are peeled off acts as a cushion, and the edge portion (edge) of the joint portion 50 is the wearer's skin. It becomes difficult to be pressed against. Therefore, it is possible to suppress the transmission of the hard feel of the joint portion 50 to the wearer's skin, and improve the feel of the joint.
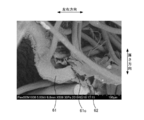
- FIG. 6 is a photograph showing an example of an actual cross-sectional structure of the belt portion 21 in the thickness direction, and is a diagram showing a configuration corresponding to a schematic cross-sectional view of FIG.
- FIG. 7 is an enlarged photograph of region A in FIG.
- the cross section of the belt 21 is enlarged 70 times
- the cross section of the belt 21 is enlarged 500 times.
- the fibers constituting the skin side sheet 213 and the non-skin side sheet 214 are arranged on both sides (skin side and non-skin side) of the joint portion 50 in the thickness direction, and the configuration is different from that of FIG. It looks like there is. In other words, it also appears that both sides of the joint 50 in the thickness direction are covered with fibers.
- the elastic film 60 (elastomer layer 61 and surface layer 62) is continuous at the joint portion 50 and its outer edge portion, and is not interrupted in the middle. Further, in FIG. 7, at the outer edge of the joint portion 50, the elastomer layer 61 (stretchable layer) and the surface layer 62 (low stretchable layer) have a portion separated from each other, and a gap P is formed in the peeled portion. It is shown that.
- the belt portion 21 (22) of the diaper 1 is provided with the elastic film 60, so that the displacement during wearing is suppressed. Then, since at least the surface layer 62 (low elasticity layer) is continuous at the joint portion 50, it is possible to suppress a decrease in elasticity. Further, the elastic film 60 follows the movement of the wearer's body by having a portion where the elastomer layer 61 (expandable layer) and the surface layer 62 (low elastic layer) are separated from each other at the outer edge portion of the joint portion 50. It becomes easier to do and the touch can be improved. As a result, good fit of the belt portion 21 (22) can be realized.
- the thickness t50 of the belt portion 21 at the central portion (center portion in the left-right direction and the vertical direction) of the joint portion 50 is a region in which the joint portion 50 is not formed. It is smaller than the thickness t60 of the elastic film 60 (t50 ⁇ t60). This is because the sheet members 214, 60, 215, and 213 constituting the belt portion 21 are welded at the joint portion 50 and compressed in the thickness direction, so that the joint portion 50 is consolidated. Therefore, at least in the central portion of the joint portion 50, the elastic film 60 does not exhibit elasticity, the joint state of each sheet member in the joint portion 50 is stable, and the joint strength is easily maintained.
- the exterior sheets (skin-side sheet 213 and non-skin-side sheet 214) of the belt portion 21 can easily follow the expansion and contraction of the elastic film 60, and the good elasticity of the belt portion 21 is maintained, and the wearer's body. It will be easier to fit in
- the skin side sheet 213 skin side exterior sheet
- the non-skin side non-skin side
- Side sheets 214 non-skin side exterior sheets
- the elastic film 60 is fixed so as to be sandwiched between the exterior sheets (213, 214) from both sides in the thickness direction.
- the outer sheet and the elastic film 60 can be firmly fixed. Therefore, even when the elastic film 60 expands and contracts, it is easy to prevent the outer sheet (213, 214) and the elastic film 60 from peeling off, and the elasticity of the belt portion 21 as a whole is improved. be able to.
- the elastic film 60 has surface layers 62 and 62 (low elastic layers) made of a predetermined resin material on both sides (skin side and non-skin side) of the elastic elastomer layer 61 (expandable layer) in the thickness direction. It has a laminated structure. Therefore, when the elastic film 60 and the exterior sheets 213 (stretchable non-woven fabric 215) and 214 are joined in the thickness direction by the joint portion 50, the resin constituting the surface layer 62 and the non-woven fabric of the exterior sheets 213 (215) and 214 are joined. The resins constituting the above are easily melted and bonded to each other. That is, the elastic film 60 and the exterior sheet can be more firmly bonded by welding the resins on the opposite surfaces to each other. As a result, even when the belt portion 21 is greatly expanded and contracted, the elastic film 60 and the exterior sheet are difficult to peel off, and the belt portion 21 can easily follow the movement of the wearer's body. Therefore, the fit of the diaper 1 is improved.
- the surface layer 62 (low elastic layer) of the elastic film 60 is made of a polyolefin resin.
- the exterior sheets 213 (215) and 214 are also made of fibers containing a polyolefin resin. Therefore, when the surface layer 62 (low expansion / contraction layer) laminated in the thickness direction and the exterior sheets 213 (215) and 214 are joined to each other by the joining portion 50, the polyolefin resins are easily welded to each other, and the surface layer 62 and The exterior sheets 213 (215) and 214 can be joined more firmly. As a result, the belt portion 21 can more easily follow the movement of the wearer's body, and the fit of the diaper 1 is further improved.
- FIG. 8 is a photograph showing a cross-sectional structure of the belt portion 21 in the thickness direction when a part of the elastomer layer 61 is discontinuous.
- a discontinuous portion 61c is formed in the elastomer layer 61 at the outer edge portion of the joint portion 50. That is, the elastomer layer 61 has a portion that is discontinuous in the left-right direction.
- the elastic force of the elastic film 60 in the left-right direction may decrease in the discontinuous portion 61c.
- the elastic film 60 since the surface layer 62 of the elastic film 60 is continuous, the elastic film 60 itself is continuous around the joint portion 50, and it is suppressed that the elastic force of the elastic film 60 is extremely reduced. Will be done.
- the elastomer layer 61 since the elastomer layer 61 has the discontinuous portion 61c, the flexibility of the elastic film 60 is increased in the discontinuous portion 61c. That is, the elastic film 60 is easily deformed flexibly at the outer edge portion of the joint portion 50.
- the belt portion 21 By flexibly deforming the elastic film 60 around the highly rigid joint portion 50, the belt portion 21 has a higher followability to the movement of the wearer's body when the diaper 1 is worn, and the joint portion 50 is hard. It can make it difficult for the wearer to feel the feeling.
- a plurality of elastic films 60 are arranged side by side at intervals in the vertical direction in the horizontal direction (circumferential direction of the waist circumference portion 21) as shown in FIG.
- a plurality of elastic films 60, 60 ... are arranged so as to be separated in the vertical direction.
- the number of sheet members laminated in the thickness direction increases, so that the air permeability may decrease.
- the air permeability of the belt portion 21 is lowered, which tends to cause discomfort to the wearer.
- a predetermined gap is provided between the elastic films 60, 60 adjacent to each other in the vertical direction, so that the air permeability of the belt portion 21 can be easily ensured by the gap. This makes it difficult for the wearer to feel uncomfortable when wearing the diaper 1.
- the belt portion 21 of the diaper 1 is provided with stretchable non-woven fabric 215 at least in the left-right direction. Since the stretchable non-woven fabric 215 has a large number of voids between the entangled fibers, It has good breathability as compared with the elastic film 60. Therefore, by providing the stretchable nonwoven fabric 215, the belt portion 21 can easily maintain good stretchability and breathability. The fit of the belt portion 21 when the diaper 1 is worn is improved, and the wearer can be less likely to feel uncomfortable.
- the thickness of the surface layer 62 is 0.5 to 8.0% of the thickness of the elastomer layer 61.
- the thickness of the surface layer 62 is smaller than 0.5% of the thickness of the elastomer layer 61, the surface layer 61 is likely to break when the joint portion 50 is formed, and the continuity of the surface layer 62 at the joint portion 50 is impaired. It may be easy to get rid of.
- the thickness of the surface layer 62 is larger than 8.0% of the thickness of the elastomer layer 61, the rigidity of the surface layer 62 is increased, so that the elasticity of the elastomer layer 61 is deteriorated and the elasticity of the belt portion 21 is increased.
- the thickness of the surface layer 62 is set to 0.5 to 8.0% of the thickness of the elastomer layer 61, so that the diaper can maintain good elasticity of the belt portion 21. The fit when wearing 1 is improved.
- the elastic film 60 was imaged with a cross-sectional enlarged image of 500 times or more as shown in FIG. 7, and each part (62, 61) in the acquired enlarged image was taken. An average value obtained by measuring the thickness of any plurality of locations (for example, 5 locations) can be used.
- FIG. 9 is a flow chart of each process in the manufacture of the diaper 1.
- FIG. 10 is a schematic view illustrating a manufacturing apparatus 100 for manufacturing the diaper 1.
- the absorbent main body 10 is supplied in a completed form, and the description of the manufacturing method of the absorbent main body 10 itself is omitted. doing.
- the manufacturing apparatus 100 shown in FIG. 10 continuously manufactures the diaper 1 by sequentially performing the steps (S101 to S106) shown in FIG. 9.
- the manufacturing apparatus 100 includes a transport mechanism 110, a joining mechanism 120, an absorbent main body mounting mechanism 140, a pants-type molding mechanism 150, and a cutting mechanism 160.
- a transport step is performed in which various base materials such as the skin-side sheet 213 constituting the front belt portion 21 of the diaper 1 are transported in a predetermined transport direction (S101).
- the transport direction is a direction along the left-right direction of the diaper 1, and hereinafter, the transport direction is also referred to as an "MD direction”.
- MD direction the transport direction along the left-right direction of the diaper 1
- CD direction the direction orthogonal to the transport direction
- Each is conveyed from the upstream side to the downstream side in the MD direction at a predetermined transfer speed by the transfer mechanism 110.
- the stretchable non-woven fabric continuum 215L and the elastic film continuum 60L are conveyed in a state of being stretched in the MD direction at a predetermined elongation ratio (T1), and are subjected to a skin-side sheet in a joining step (S102) described later. It is joined to a continuum 213L or the like.
- the belt portion 21 is provided with elasticity along the MD direction (left-right direction).
- the extension ratio is changed by adjusting the rotation speeds of the plurality of nip rollers 111 to 115 provided on the transport path of the transport mechanism 110.
- the nip roller 111 is arranged on the upstream side in the MD direction and the nip roller 112 is arranged on the downstream side on the path through which the stretchable nonwoven fabric continuum 215L is conveyed as shown in FIG.
- the stretchable nonwoven fabric continuum 215L can be extended in the MD direction between the nip roller 111 and the nip roller 112.
- the elastic film continuum 60L is stretched to a stretch ratio (referred to as T2) larger than the predetermined stretch ratio T1 in the transporting step, and then returned to the predetermined stretch ratio T1 before the skin side sheet continuum 213L. Etc. are joined. That is, in the belt portion 21 of the diaper 1, the elastic film 60 is once greatly stretched in the MD direction, then loosened slightly, and then joined to the skin side sheet 213 or the like.
- the surface layer 62 constituting the elastic film 60 is a member that is harder to stretch than the elastomer layer 61.
- the elastic film continuum 60L is temporarily in an excessively stretched state due to an impact applied during the transport process, the elastomer layer 61 and the surface layer 62 may be peeled off or the surface layer 62 may be torn. is there.
- the elastic film 60 by significantly extending the elastic film 60 (particularly the surface layer 62) in advance in the transporting step, it is possible to provide an extra force in the elasticity in the MD direction. As a result, it is possible to prevent the elastomer layer 61 and the surface layer 62 from peeling off, and to prevent the surface layer 62 from being torn or punctured in each step (for example, the joining step S102).
- the extension ratio of the elastic film continuum 60L is changed by adjusting the rotation speeds of the nip rollers 113 to 115 arranged in the transport path of the elastic film continuum 60L in FIG. 10 as in the above case.
- a joining step is performed in which the base materials laminated in the thickness direction while being conveyed in the MD direction are joined to each other to form the exterior body 20 (front belt portion 21) (S102).
- the bonding step ultrasonic vibration and pressure are applied in the thickness direction to each of the laminated base materials 213, 215, 60 and 214 from the bonding mechanism 120 provided at a predetermined position in the MD direction. Ultrasonic bonding is performed. As a result, a plurality of joint portions 50, 60 ... Are formed on the base materials laminated in the thickness direction.
- the joining mechanism 120 has a pair of ultrasonic rolls 121 and anvil rolls 122 that are provided so as to sandwich each base material such as the skin-side sheet continuum 213L so as to face each other in the thickness direction.
- the ultrasonic roll 121 and the anvil roll 122 are cylindrical drums that can rotate about the rotation axes C121 and C122 along the CD direction, respectively.
- a plurality of ultrasonic horns 121h that generate ultrasonic vibrations are provided on the outer peripheral surface of the ultrasonic roll 121 provided on the non-skin side sheet continuum 214L side.
- the outer peripheral surface of the anvil roll 122 provided on the skin side sheet continuum 213L side is a protruding portion protruding outward in the radial direction of the anvil roll 122, and ultrasonic vibration applied by the ultrasonic horn 121h is applied.
- a plurality of protrusions 122a having a function as a receiving anvil are provided.
- the ultrasonic horn 121h may be fixed at a predetermined position in the MD direction. That is, the joining step may be carried out by facing the fixed ultrasonic horn 121h and the movable anvil roll 122 (projection portion 122a).
- FIG. 11 is a diagram illustrating an arrangement of a plurality of protrusions (anvils) 122a provided on the outer peripheral surface of the anvil roll 122.
- the outer peripheral surface of the anvil roll 122 is displayed as a flat surface.
- a plurality of protrusions 122a, 122a, ... are regularly arranged on the outer peripheral surface of the anvil roll 122 along the CD direction and the MD direction (circumferential direction).
- the ultrasonic roll 121 and the anvil roll 122 rotate (move) at the same speed as the transport speed of the base material (skin side sheet continuum 213L, etc.) transported in the MD direction, respectively, while the ultrasonic horn.
- the joint portion 50 is formed by applying ultrasonic vibration while sandwiching the base material in the thickness direction between the 121h and the protrusion 122a. That is, while moving the ultrasonic horn 121h and the anvil (projection 122a) in the same direction with respect to the base material (elastic film continuum 60L or exterior sheet continuum 213L, 214L) conveyed in the MD direction.
- the joint portion 50 is formed.
- the conveyed substrate is configured.
- the protrusion 122a and the like there will be a difference in relative speed.
- the protrusion 122a or the like acts on the conveyed base material like a brake, which may hinder the transfer operation of the base material or cause the base material to be torn.
- the rotation of the ultrasonic roll 121 and the anvil roll 122 causes the ultrasonic horn 121h and the protrusion 122a to move in the same direction at the same speed as the material transfer speed, and ultrasonic welding is performed. ..
- the joint portion 50 can be accurately formed without hindering the transportation of the material. Therefore, the surface layer 62 (low elastic layer) of the elastic film 60 is not easily torn at the joint portion 50, it becomes easy to maintain a continuous state, and the fit of the belt portion 21 is improved.
- the sheet members (continuum) that pass between the pair of ultrasonic rolls 121 (ultrasonic horn 121h) and the anvil roll 122 (projection portion 122a) they pass between the elastic film 60 and the anvil roll 122.
- the number of sheet members is larger than the number of sheet members passing between the elastic film 60 and the ultrasonic roll 121.
- what passes between the elastic film 60 and the anvil roll 122 (protrusion portion 122a) is a two-sheet member of the stretchable non-woven fabric continuum 215L and the skin-side sheet continuum 213L.
- the protrusion 122a protruding outward in the radial direction of the anvil roll 122 is pressed against the elastic film 60, so that an impact acts on the elastic film. There is a risk that 60 will be torn.
- the elastic film 60 is less likely to be torn, and the surface layer 62 (low elastic layer) of the elastic film 60 can be easily maintained in a continuous state at the joint portion 50. Therefore, the fit of the belt portion 21 can be improved.
- the area ratio of the protrusion 122a on the outer peripheral surface of the anvil roll 122 is 1 to 9%.
- the "area ratio” means the ratio of the area of the protrusion 122a to the surface area of the outer peripheral surface of the anvil roll 122. That is, it means the ratio of the area of the joint portion 50 provided per the unit area of the belt portion 21.
- the area ratio can be calculated as follows, for example.
- the protrusions located at the center of the MD direction and the CD direction are the protrusions 122a1, and the protrusions arranged on both sides of the protrusions 122a1 in the CD direction are the MDs of the protrusions 122a2, 122a3 and the protrusions 122a1.
- the protrusions arranged on both sides in the direction are referred to as protrusions 122a4 and 122a5.
- a rectangular region U (a region shown by a dotted line in FIG.
- This rectangular region U is used as the unit area of the outer peripheral surface of the anvil roll 122. That is, when a plurality of rectangular regions U are repeatedly arranged, it becomes an outer peripheral surface of the anvil roll 122.
- the rectangular region U includes a protrusion 122a1 and a part of the protrusions 122a6 to 122a9. Therefore, by calculating the area of the rectangular region U and the area of a part of the protrusions 122a1 and 122a6 to 122a9 in the area of the rectangular region U, the area of the protrusions 122a on the outer peripheral surface of the anvil roll 122. The rate can be calculated.
- the ratio of the joint portion 50 to the surface area of the belt portion 21 becomes small, and the elastic film 60 and the exterior sheet 213,214 The joint strength with and may be weakened.
- the area ratio is larger than 9%, the ratio of the joint portion 50 to the surface area of the belt portion 21 becomes large, which may impair the elasticity of the elastic film or make the belt portion 21 hard to the touch. ..
- the area ratio of the protrusion 122a on the outer peripheral surface of the anvil roll 122 is set to 1% or more and 9% or less so that the joint strength between the elastic film 60 and the exterior sheets 213 and 214 is sufficiently strong. While maintaining the elasticity, the elasticity of the elastic film and the touch of the belt portion 21 are suppressed from being deteriorated.
- a cutting step (S103) is performed in which the continuous body of the joined base materials is cut into a predetermined shape.
- the cutting step can be performed using a cutting mechanism (not shown in FIG. 10).
- the inseam side region 212 of the belt portion 21 is molded into a trapezoidal shape.
- the front belt portion 21 (continuum) and the rear belt portion 22 (continuum) are formed from one base material (continuum). It may be.
- a continuous body of the exterior body 20 including the front belt portion 21, the rear belt portion 22, and the crotch portion 23 is formed, and the absorbent body 10 is attached to the skin side of the exterior body 20.
- the process is performed (S104).
- the absorbent body mounting step is performed by the absorbent body mounting mechanism 140 provided with the joining drum 141.
- the joining drum 141 is a cylindrical drum having a rotation axis C141 along the CD direction, and can rotate around the rotation axis C141 while holding the absorbent main body 10 on the outer peripheral surface thereof. Then, the holding of the absorbent main body 10 is released at the timing when the absorbent main body 10 held on the outer peripheral surface of the joining drum 141 and the continuous body of the exterior body 20 conveyed in the MD direction come into contact with each other, and the absorbent main body 10 is released. 10 is transferred to the skin side surface of the exterior body 20. As a result, the absorbent body 10 is joined to the continuum of the exterior body 20.
- a pants mold molding step of molding a continuum of various base materials to be conveyed into a pants mold is performed (S105).
- the pants mold molding mechanism 150 folds the continuous body of the exterior body 20 in half with the substantially center (see FIG. 2) in the CD direction (longitudinal direction of the absorbent body 10) as a crease, and a pair of engagements.
- the stoppers 24 and 24 are formed and molded into a pants shape continuous in the MD direction.
- a cutting step is performed in which the continuous base material molded into the pants type is cut into individual pants type diapers 1 (S106).
- 1 Diapers (pants-type disposable diapers), 1a waist opening, 1b leg opening, 10 absorbent body, 11 absorbent core, 12 top sheet, 13 back sheet, 20 exterior body, 21 front belt part, 22 rear belt part, 211, 221 Girth area, 212, 222 Inseam area, 213, 223 Skin side sheet (exterior sheet), 213L Skin side sheet continuum, 214, 224 non-skin side sheet (exterior sheet), 214L non-skin side sheet continuum, 215, 225 Stretchable non-woven fabric, 215L Stretchable non-woven fabric continuum, 23 Inseam, 24 Locking part, 41 Waist thread rubber, 42 Leg circumference thread rubber, 50 Joint (welded part), 60 elastic film, 60L elastic film continuum, 61 Elastomer layer (stretchable layer), 61c discontinuous part, 62 surface layer (low stretchable layer), 100 manufacturing equipment, 110 transport mechanism, 111-115 nip rollers, 120 joining mechanism, 121 ultrasonic roll, 121h
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Epidemiology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
ベルト部(20)と、吸収性本体(20)と、を備えたパンツ型使い捨ておむつ(1)であって、ベルト部(20)は、外装シート(214)と、弾性フィルム(60)とを有し、外装シート(214)と弾性フィルム(60)とは、複数の接合部(60)によって互いに接合されており、弾性フィルム(60)は、左右方向に伸縮する伸縮層(61)と、伸縮層(61)に積層され伸縮層(61)よりも伸縮性が低い低伸縮層(62)とを有し、複数の接合部(60)のうちの或る接合部(60)において、低伸縮層(62)が連続しており、或る接合部(60)の外縁部の少なくとも一部において、伸縮層(61)と低伸縮層(62)とが剥離している。
Description
本発明は、パンツ型使い捨ておむつ、及び、パンツ型使い捨ておむつの製造方法に関する。
不織布と弾性フィルムとを積層させてなるシート部材を用いることにより、面的なフィット性を向上させたパンツ型使い捨ておむつが知られている。例えば、特許文献1には、第1シート層(不織布)と第2シート層(不織布)との間に弾性フィルムを積層させ、当該弾性フィルムを貫通する貫通孔を形成することによって、積層されたシート部材同士が接合されている吸収性物品が開示されている。
特許文献1の使い捨ておむつでは、弾性フィルムに設けられた貫通孔により、シート部材の接合部において高い通気性を実現することができる。しかしながら、特許文献1のように弾性フィルムに貫通孔が設けられている構成では、伸縮方向に隣り合う貫通孔(接合部)同士の間で弾性フィルムが途切れているため、部分的に伸縮力が作用し難くなるおそれがある。このようなシート部材を使い捨ておむつに使用した場合、弾性フィルムが発現する伸縮力が不均一になり、着用者の身体へのフィット性が損なわれるおそれがある。
一方、仮に、弾性フィルムと不織布との接合部に貫通孔を形成しない場合、接合部によって高くなったシート部材の剛性が、貫通孔によって緩和されなくなるため、シート部材全体の剛性が高くなり、身体への追従性やフィット性が不十分となるおそれがある。
本発明は、上記のような問題に鑑みてなされたものであって、その目的とするところは、弾性フィルムを備え、良好なフィット性を有するパンツ型使い捨ておむつを提供することにある。
上記目的を達成するための主たる発明は、互いに交差する上下方向と左右方向と前後方向とを有し、ベルト部と、吸収性本体と、を備えたパンツ型使い捨ておむつであって、前記ベルト部は、外装シートと、少なくとも前記左右方向に伸縮可能な弾性フィルムとを有し、前記外装シートと前記弾性フィルムとは、複数の接合部によって互いに接合されており、前記弾性フィルムは、前記左右方向に伸縮する伸縮層と、前記伸縮層に積層され前記伸縮層よりも伸縮性が低い低伸縮層とを有し、複数の前記接合部のうちの或る接合部において、前記低伸縮層が連続しており、前記或る接合部の外縁部の少なくとも一部において、前記伸縮層と前記低伸縮層とが剥離している、ことを特徴とするパンツ型使い捨ておむつである。
本発明の他の特徴については、本明細書及び添付図面の記載により明らかにする。
本発明の他の特徴については、本明細書及び添付図面の記載により明らかにする。
本発明によれば、弾性フィルムを備え、良好なフィット性を有するパンツ型使い捨ておむつを提供することができる。
本明細書及び添付図面の記載により、少なくとも以下の事項が明らかとなる。
互いに交差する上下方向と左右方向と前後方向とを有し、ベルト部と、吸収性本体と、を備えたパンツ型使い捨ておむつであって、前記ベルト部は、外装シートと、少なくとも前記左右方向に伸縮可能な弾性フィルムとを有し、前記外装シートと前記弾性フィルムとは、複数の接合部によって互いに接合されており、前記弾性フィルムは、前記左右方向に伸縮する伸縮層と、前記伸縮層に積層され前記伸縮層よりも伸縮性が低い低伸縮層とを有し、複数の前記接合部のうちの或る接合部において、前記低伸縮層が連続しており、前記或る接合部の外縁部の少なくとも一部において、前記伸縮層と前記低伸縮層とが剥離している、ことを特徴とするパンツ型使い捨ておむつ。
互いに交差する上下方向と左右方向と前後方向とを有し、ベルト部と、吸収性本体と、を備えたパンツ型使い捨ておむつであって、前記ベルト部は、外装シートと、少なくとも前記左右方向に伸縮可能な弾性フィルムとを有し、前記外装シートと前記弾性フィルムとは、複数の接合部によって互いに接合されており、前記弾性フィルムは、前記左右方向に伸縮する伸縮層と、前記伸縮層に積層され前記伸縮層よりも伸縮性が低い低伸縮層とを有し、複数の前記接合部のうちの或る接合部において、前記低伸縮層が連続しており、前記或る接合部の外縁部の少なくとも一部において、前記伸縮層と前記低伸縮層とが剥離している、ことを特徴とするパンツ型使い捨ておむつ。
このようなパンツ型使い捨ておむつによれば、弾性フィルムと外装シートとの接合部において、弾性フィルムのうち少なくとも低伸縮層が連続していることにより、ベルト部(弾性フィルム)の伸縮性が低下することを抑制できる。また、接合部の外縁部において、伸縮層と低伸縮層とが剥離した部分を有していることにより、弾性フィルムが着用者の身体の動きに追従しやすくなると共に、肌触りを向上させることができる。これにより、おむつ着用時における良好なフィット性を実現することができる。
かかるパンツ型使い捨ておむつであって、自然状態において、前記接合部の中心部における前記ベルト部の厚さは、前記接合部が設けられていない領域における前記弾性フィルムの厚さよりも小さい、ことが望ましい。
このようなパンツ型使い捨ておむつによれば、接合部の中心部では、弾性フィルムが伸縮性を発現しないため、各シート部材同士の接合状態が安定し、接合強度が維持されやすくなる。これにより、外装シートが、弾性フィルムの伸縮に追従しやすくなり、ベルト部全体として良好な伸縮性が維持され、着用者の身体にフィットしやすくなる。
かかるパンツ型使い捨ておむつであって、前記外装シートは、前記弾性フィルムよりも肌側に配置された肌側シートと、前記弾性フィルムよりも非肌側に配置された非肌側シートとを有し、前記弾性フィルムと前記肌側シートと前記非肌側シートとが、前記接合部によって接合されている、ことが望ましい。
このようなパンツ型使い捨ておむつによれば、弾性フィルムが厚さ方向の両側から外装シートによって挟まれるようにして固定されることにより、片側のみが固定される場合と比較して、外装シートと弾性フィルムとの接合力を高めることができる。したがって、弾性フィルムが伸縮した場合であっても、外装シートと弾性フィルムとが剥がれ難くなり、ベルト部全体としての伸縮性を良好なものとすることができる。
かかるパンツ型使い捨ておむつであって、前記低伸縮層は、所定の樹脂材からなり、前記伸縮層の厚さ方向の両側にそれぞれ積層されている、ことが望ましい。
このようなパンツ型使い捨ておむつによれば、弾性フィルムと外装シートとを接合する際に、低伸縮層を構成する樹脂と、外装シートの不織布を構成する樹脂とを互いに溶融して結合させることで、両者をより強固に接合することができる。これにより、ベルト部が大きく伸縮した場合であっても弾性フィルムと外装シートとが剥離し難くなり、着用者の身体の動きに対してベルト部が追従しやすくなる。
かかるパンツ型使い捨ておむつであって、前記低伸縮層は、ポリオレフィン樹脂であり、
前記外装シートは、前記ポリオレフィン樹脂を含む繊維を有する不織布である、ことが望ましい。
前記外装シートは、前記ポリオレフィン樹脂を含む繊維を有する不織布である、ことが望ましい。
このようなパンツ型使い捨ておむつによれば、厚さ方向に積層された低伸縮層と外装シートとを接合する際に、ポリオレフィン樹脂同士が容易に溶着しやすく、低伸縮層と外装シートとをより強固に接合することができる。これにより、着用者の身体の動きにベルト部がより追従しやすくなり、おむつのフィット性がさらに向上する。
かかるパンツ型使い捨ておむつであって、前記伸縮層は、前記接合部の外延部で非連続となる部分を有している、ことが望ましい。
このようなパンツ型使い捨ておむつによれば、伸縮層に非連続部があることにより、当該非連続部では弾性フィルムの柔軟性が高くなり、剛性の高い接合部の外縁部において弾性フィルムが柔軟に変形しやすくなる。したがって、おむつの着用時において、着用者の身体の動きに対するベルト部の追従性が高くなると共に、接合部の硬い感触を着用者に抱かせ難くすることができる。
かかるパンツ型使い捨ておむつであって、前記ベルト部には、前記左右方向に長い帯状の前記弾性フィルムが、前記上下方向に間隔を空けて複数並んで配置されている、ことが望ましい。
このようなパンツ型使い捨ておむつによれば、上下方向に隣り合う2つの弾性フィルムの間に所定の隙間を設けることにより、当該隙間によってベルト部の通気性を確保しやすくすることができる。これにより、おむつ着用時に着用者に不快感を生じ難くすることができる。
かかるパンツ型使い捨ておむつであって、前記ベルト部は、少なくとも前記左右方向に伸縮可能な伸縮不織布を有している、ことが望ましい。
このようなパンツ型使い捨ておむつによれば、絡み合った繊維間に多数の空隙を有する伸縮性不織布を設けることにより、ベルト部の伸縮性及び通気性を良好なもとのすることができる。これにより、おむつ着用時におけるベルト部のフィット性をより向上させることができる。
また、弾性フィルムの連続体と、外装シートの連続体とを、所定の搬送速度で搬送方向に搬送する搬送工程と、搬送される前記弾性フィルムの連続体と前記外装シートの連続体とを厚さ方向に接合してベルト部を形成する接合工程と、前記ベルト部に吸収性本体を取り付ける吸収性本体取り付け工程と、を有するパンツ型使い捨ておむつの製造方法であって、前記搬送工程において、前記弾性フィルムの連続体を所定の伸長倍率で前記搬送方向に伸長させた後、前記所定の伸長倍率よりも低い伸長倍率となるように緩めてから、前記接合工程において、前記弾性フィルムの連続体を前記外装シートの連続体に接合する、が明らかとなる。
このようなパンツ型使い捨ておむつの製造方法によれば、搬送工程において弾性フィルムの低伸縮層を予め大きく伸長させておくことにより、弾性フィルムの伸縮性に余力を設けることができる。これにより、おむつの製造工程で低伸縮層が破れたり穴が開いたりしてしまうことを抑制できる。したがって、弾性フィルムが着用者の身体の動きに追従しやすく、良好なフィット性を有するおむつを実現することができる。
かかるパンツ型使い捨ておむつの製造方法であって、前記接合工程では、前記弾性フィルムの連続体及び前記外装シートの連続体の厚さ方向の一方側に配置された超音波ホーンと、前記厚さ方向の他方側に配置されたアンビルとを用いて超音波振動を加えることによって、前記弾性フィルムの連続体と前記外装シートの連続体とが接合され、前記超音波ホーン及び前記アンビルは、前記弾性フィルムの連続体及び前記外装シートの連続体が搬送される速度と同じ速度で前記搬送方向に移動しながら前記接合を行う、ことが望ましい。
このようなパンツ型使い捨ておむつの製造方法によれば、接合工程において、超音波ホーン及びアンビルが、資材の搬送速度と同じ速度で同じ方向に移動しながら超音波溶着が行われることにより、資材の搬送を妨げることなく、正確に接合部を形成することができる。したがって、接合部を形成する際に、弾性フィルムの低伸縮層が破れ難く、連続した状態を維持しやすくなる。これにより、ベルト部のフィット性を向上させやすくなる。
かかるパンツ型使い捨ておむつの製造方法であって、前記超音波ホーンは、前記搬送方向と直交する方向に回転軸を有する円筒状の超音波ロールの外周面に設けられており、前記アンビルは、前記搬送方向と直交する方向に回転軸を有する円筒状のアンビルロールの外周面に設けられ、前記アンビルロールの外周面から半径方向の外側に突出しており、前記接合工程において、前記弾性フィルムと前記アンビルロールとの間に配置されるシート部材の枚数は、前記弾性フィルムと前記超音波ロールとの間に配置されるシート部材の枚数よりも多い、ことが望ましい。
このようなパンツ型使い捨ておむつの製造方法によれば、弾性フィルムとアンビルロールの突起部との間に配置されるシート部材の枚数を多くすることにより、超音波溶着を行う際に、突起部から弾性フィルムに作用する衝撃を緩和しやすくすることができる。これにより、弾性フィルムが破れ難くなり、接合部において低伸縮層が連続した状態を維持しやすくなる。したがって、ベルト部のフィット性を向上させることができる。
かかるパンツ型使い捨ておむつの製造方法であって、前記アンビルロールの外周面に設けられる前記アンビルの面積率は、1%以上、9%以下である、ことが望ましい。
このようなパンツ型使い捨ておむつの製造方法によれば、弾性フィルムと外装シートとの接合強度を十分に維持しつつ、弾性フィルムの伸縮性やベルト部の肌触りが悪化することを抑制することができる。
===実施形態===
本実施形態に係るパンツ型使い捨ておむつとして、大人向けのパンツ型使い捨ておむつ1(以下、単に「おむつ1」とも言う)を例に挙げて説明する。ただしこれに限定されず、本発明に係るパンツ型使い捨ておむつは、例えば子供向け(乳幼児用)の使い捨ておむつや生理用ショーツ等としても適用できる。
本実施形態に係るパンツ型使い捨ておむつとして、大人向けのパンツ型使い捨ておむつ1(以下、単に「おむつ1」とも言う)を例に挙げて説明する。ただしこれに限定されず、本発明に係るパンツ型使い捨ておむつは、例えば子供向け(乳幼児用)の使い捨ておむつや生理用ショーツ等としても適用できる。
<<おむつ1の基本構成>>
図1は、パンツ型使い捨ておむつ1の概略斜視図である。図2は、展開且つ伸長状態のおむつ1の概略平面図である。図3は、図2のI-I線(左右方向の中央)での概略断面図である。
図1は、パンツ型使い捨ておむつ1の概略斜視図である。図2は、展開且つ伸長状態のおむつ1の概略平面図である。図3は、図2のI-I線(左右方向の中央)での概略断面図である。
おむつ1は、互いに交差する上下方向、左右方向、及び、前後方向を有するとともに、図3に示すように、各部材が積層された厚さ方向を有する。上下方向において、着用者の胴側となる側を上側とし、着用者の股下となる側を下側とする。前後方向において、着用者の腹側となる側を前側とし、着用者の背側となる側を後側とする。厚さ方向において、着用者に接する側を肌側とし、その反対側を非肌側とする。
おむつ1は、吸収性本体10と、吸収性本体10の非肌側に位置する外装体20とを有している。外装体20は、着用者の腹側に配置される前側ベルト部21と、着用者の背側に配置される後側ベルト部22と、それらを繋ぐ股下部23とを有している。
なお、本実施形態のおむつ1では外装体20が3部材(前側ベルト部21、後側ベルト部22、及び、股下部23)から構成されているが、これに限らない。例えば、前側ベルト部21、後側ベルト部22、及び、股下部23が連続した1部材で構成されていてもよい。また、股下部23を有さない構成としてもよい。
図2に示す展開状態のおむつ1では、吸収性本体10の長手方向の一端側に、前側ベルト部21が位置し、吸収性本体10の長手方向の他端側に、後側ベルト部22が位置している。展開状態のおむつ1において、吸収性本体10が長手方向の略中央で2つ折りされ、前側ベルト部21の左右方向の両側部と後側ベルト部22の左右方向の両側部とが溶着等で係止され、一対の係止部24が形成されることにより、図1に示すパンツ型となる。つまり、吸収性本体10の長手方向がおむつ1の上下方向に沿い、前側ベルト部21と後側ベルト部22とが環状に繋り、その上端に胴回り開口1aが形成され、また、左右方向の両側に一対の脚回り開口1b,1bが形成される。
吸収性本体10は、図3に示すように、吸収性コア11と、吸収性コア11の肌側に位置する液透過性のトップシート12と、吸収性コア11の非肌側に位置するバックシート13とを有している。本実施形態のバックシート13は、液不透過性シート13a、及び、その非肌側に配された疎水性の液透過性シート(例えば疎水性不織布)13bの二層構造である。
吸収性コア11は、尿等の排泄液を吸収して保持する部材であり、例えば高吸収性ポリマー(SAP)が混入したパルプ繊維等の液体吸収性繊維により形成される。図示しないが、吸収性コア11は、ティッシュペーパーや不織布等の液透過性のシートによって、外周面が覆われていてもよい。
前側ベルト部21、及び、後側ベルト部22は、それぞれ図2に示すように、上下方向において、係止部24と重複する部位である胴回り領域211,221と、胴回り領域211,221よりも下側の股下側領域212,222とを有している。
股下側領域212,222は略台形形状をなし、下側に向かうにつれて横幅(左右方向の長さ)が狭くなっている。また、前側ベルト部21に比べて後側ベルト部22の方が、股下側領域222が大きく、着用者の臀部を被覆可能となっている。
前側ベルト部21、後側ベルト部22、股下部23は、それぞれ図3に示すように、肌側シート213,223,231と、非肌側シート214,224,232と、それらの間に位置する伸縮性不織布215,225,233とを有している。そして、厚さ方向に積層された各シート部材は、互いに間隔を空けて間欠的に配置された複数の接合部50,50…によって互いに接合されている。なお、股下部23の構成は特に限定されず、例えば、肌側シート231を有さずに、吸収性本体10と非肌側シート232の間に伸縮性不織布233が配置された構成であってもよい。
本実施形態において、肌側シート213,223、及び、非肌側シート214,224は、ベルト部21,22の外装をなす外装シートに相当する。非肌側シート214,224や肌側シート213,223としては、ポリオレフィン系樹脂であるポリプロピレン(PP)やポリエチレン(PE)等を含んだ繊維からなるスパンボンド不織布やSMS不織布等により形成された柔軟なシートを例示できる。
伸縮性不織布215,225としては、弾性を有する熱可塑性エラストマーの一種であるポリウレタン系エラストマーの伸縮性繊維、及び、非弾性を有する熱可塑性樹脂の一種であるポリオレフィン系樹脂のポリプロピレン(PP)の非伸縮性繊維に、ギア延伸等の適宜な延伸処理が施された不織布を例示できる。延伸処理は、互いに直交する方向(おむつ1の左右方向及び上下方向)に延伸処理を行うものであってもよいし、所定方向(おむつ1の左右方向)にのみ延伸処理を行うものであってもよい。なお、所定方向にのみ延伸処理を行った場合、所定方向の伸縮性が発現されるが、すべての繊維の配向が所定方向に沿っているとは限らないため、所定方向と直交する方向にも伸縮性が発現される。
また、本実施形態のおむつ1では、図2に示すように、前側ベルト部21の胴回り領域211と後側ベルト部22の胴回り領域221に亘って周方向(図2の左右方向に相当)に連続して、弾性フィルム60が配置されている。この弾性フィルム60は、少なくとも周方向(左右方向、すなわち着用者の胴回り方向)に沿って伸縮可能な伸縮性シートであり、図3に示すように、伸縮性不織布215,225と積層されている。そのため、弾性フィルム60が配置されている領域は、周辺の領域に比べて、締め付け圧力が高く、着用者に強く密着する。このように、着用者の胴回りに連続して密着する弾性フィルム60を、前側ベルト部21及び後側ベルト部22の一部分のみに配置することで、おむつ1の位置ずれを抑制しつつ、着用者の胴回りを過度に締め付けてしまうことを抑制できる。
また、図2に示すように、前側ベルト部21及び後側ベルト部22の上端部には、胴回り領域221の周方向(左右方向)に沿ってウェスト用糸ゴム41が配置されており、おむつ1の着用時における、胴回り開口1aでのフィット性を高めている。同様に、股下側領域212,222の下端部に沿って、脚回り用糸ゴム42が配置されており、おむつ1の着用時における、脚回り開口1bでのフィット性を高めている。
<<ベルト部21,22のフィット性について>>
続いて、おむつ1着用時における前側ベルト部21及び後側ベルト部22のフィット性について具体的に説明する。なお、図2及び図3で説明したように、おむつ1において、前側ベルト部21と後側ベルト部22とは、互いに同等の構造を有していることから、以下では、主に前側ベルト部21(以下、単に「ベルト部21」とも呼ぶ)について説明を行い、後側ベルト部22についての説明は省略する。
続いて、おむつ1着用時における前側ベルト部21及び後側ベルト部22のフィット性について具体的に説明する。なお、図2及び図3で説明したように、おむつ1において、前側ベルト部21と後側ベルト部22とは、互いに同等の構造を有していることから、以下では、主に前側ベルト部21(以下、単に「ベルト部21」とも呼ぶ)について説明を行い、後側ベルト部22についての説明は省略する。
図4は、ベルト部21の厚さ方向における断面について、接合部50が形成されていない部分を拡大して表した断面模式図である。図5は、ベルト部21の厚さ方向における断面について、接合部50が形成されている部分を拡大して表した断面模式図である。なお、図4及び図5は、自然状態のベルト部21の断面について示している。「自然状態」とは、おむつ1を所定時間放置したときの状態である。例えば、製品状態のおむつ1をパッケージから取り出した後、前側ベルト部21及び後側ベルト部22を左右方向の両外側に引っ張り、ベルト部21,22を「伸長した状態」として、この伸長状態を15~30秒間程度継続させた後、おむつ1の引っ張りを解除して机等の平面に置く。そして、このような平面平置きで5分間経過させた状態を自然状態とする。
図4に示されるように、ベルト部21は、厚さ方向の非肌側から肌側に向かって非肌側シート214(外装シート)、弾性フィルム60、伸縮性不織布215、及び、肌側シート213(外装シート)が積層された構造を有している。このうち、非肌側シート214、肌側シート213、及び、伸縮性不織布215は、所謂不織布であり、自然状態において厚さ方向に所定の厚みを有している。
一方、弾性フィルム60は、伸縮性を有するエラストマー層61と、エラストマー層61の厚さ方向の両側(肌側及び非肌側)に積層され接合された表層62,62と、を有する多層構造(図4の例では3層構造)の伸縮性シート部材である。エラストマー層61は少なくとも左右方向に伸縮可能な樹脂フィルムであり、伸縮層に相当する。エラストマー層61としては、例えば、スチレン系エラストマーや、オレフィン系エラストマー、ポリエステル系エラストマーやその他のエラストマー、及びそのブレンド物を使用することができる。表層62は、エラストマー層よりも伸縮性が低いシート部材であり、低伸縮層に相当する。表層62としては、例えば、ポリオレフィン樹脂(ポリプロピレン(PP)やポリエチレン(PE)等)を使用することができる。
厚さ方向に積層された各シート部材214,60,215,213は、複数の接合部50によって互いに接合されている。本実施形態における接合部50は、超音波溶着や熱溶着等による溶着手段を用いて形成され、例えば、長辺の長さL50=0.5mm、短辺の長さW50=0.3mm程度の矩形状を有している(後述の図11参照)。なお、接合部50の形状や大きさは適宜変更可能である。
従来のおむつで、このような接合部50によってシート部材同士を接合(溶着)する場合、該接合部50が設けられた箇所において弾性フィルム60には厚さ方向に貫通する孔が形成されていた(例えば、特開2016‐189826号公報参照)。すなわち、左右方向(伸縮方向)において、弾性フィルム60の少なくとも一部が分断された状態となっていた。この場合、接合部50が形成された部分(弾性フィルム60に形成される貫通孔部分)において、弾性フィルム60の左右方向における伸縮力が途切れてしまい、全体としての伸縮性が低下することによってベルト部のフィット性が悪化するおそれがあった。
これに対して、本実施形態では、接合部50において、弾性フィルム60のうち少なくとも表層62(低伸縮層)が連続している。すなわち、左右方向(伸縮方向)において、弾性フィルム60が分断されていない。これにより、弾性フィルム60の左右方向における伸縮性が低下し難くなり、ベルト部21の良好なフィット性が維持されやすい構成となっている。
一方、接合部50において弾性フィルム60(表層62)に貫通孔が形成されていないと、貫通孔が形成されている場合と比較して、接合部50の周囲における弾性フィルム60の剛性が高くなり、変形し難くなるおそれがある。例えば、おむつ1の着用時において、着用者が身体を動かした際に、弾性フィルム60が身体の動きに追従し難くなったり、剛性の高い接合部50の感触が着用者の肌に直接伝わりやすくなったりするおそれがある。
これに対して、おむつ1では、図5に示されるように、接合部50の外縁部において、弾性フィルム60のエラストマー層61(伸縮層)と、表層62(低伸縮層)とが剥離して、両者の間に空隙Pが形成された状態となっている。両者が剥離していることより、接合部50の周囲では、エラストマー層61(伸縮層)と表層62(低伸縮層)とが互いに独立して変形可能となる。したがって、おむつ1の着用時に着用者が身体を動かした場合であっても、接合部50の周囲では着用者の身体の動きに追従して弾性フィルム60が変形しやすい。また、エラストマー層61(伸縮層)と表層62(低伸縮層)とが剥離した部分に形成される空隙Pがクッションとして作用して、接合部50の端縁部(エッジ)が着用者の肌に押し付けられ難くなる。したがって、接合部50の硬い感触が着用者の肌に伝わることが抑制され、肌触りを向上させることができる。
図6は、ベルト部21の厚さ方向における実際の断面構造の一例を示す写真であり、図5の断面模式図に相当する構成を示す図である。図7は、図6の領域Aについて拡大して表した写真である。図6では、ベルト21の断面を70倍に拡大して表しており、図7では、ベルト21の断面を500倍に拡大して表している。なお、図6では、接合部50の厚さ方向の両側(肌側及び非肌側)に肌側シート213や非肌側シート214を構成する繊維が配置され、図5とは構成が異なっているようにも見える。言い換えると、接合部50の厚さ方向の両側が繊維によって覆われているようにも見える。これは、図6の写真では、接合部50に対して上下方向(図6の奥行きに相当する方向)にずれた位置の繊維や、接合部50の左右方向両端側から内側に向かってはみ出した繊維が表示されているためであり、実際には図5と同等の構成となっている。
図6では、接合部50及びその外縁部において、弾性フィルム60(エラストマー層61及び表層62)が連続しており、途中で途切れていないことが示されている。そして、図7では、接合部50の外縁分において、エラストマー層61(伸縮層)と表層62(低伸縮層)とが互いに剥離した部分を有し、当該剥離部に空隙Pが形成されていることが示されている。
このようにおむつ1のベルト部21(22)では、弾性フィルム60を備えることによって、着用時における位置ずれが抑制される。そして、接合部50において少なくとも表層62(低伸縮層)が連続していることにより伸縮性の低下を抑制することができる。さらに、接合部50の外縁部において、エラストマー層61(伸縮層)と表層62(低伸縮層)とが剥離した部分を有していることにより、弾性フィルム60が着用者の身体の動きに追従しやすくなると共に、肌触りを向上させることができる。これにより、ベルト部21(22)の良好なフィット性を実現することができる。
また、図5に示されるように、自然状態において、接合部50の中心部(左右方向及び上下方向の中心部)におけるベルト部21の厚さt50は、接合部50が形成されていない領域における弾性フィルム60の厚さt60よりも小さい(t50<t60)。これは、ベルト部21を構成する各シート部材214,60,215,213が接合部50において溶着され、厚さ方向に圧縮されることにより、該接合部50が圧密化していることによる。したがって、少なくとも接合部50の中心部では、弾性フィルム60は伸縮性を発現しておらず、接合部50における各シート部材同士の接合状態が安定し、接合強度が維持されやすくなっている。これにより、ベルト部21の外装シート(肌側シート213及び非肌側シート214)が、弾性フィルム60の伸縮に追従しやすくなり、ベルト部21の良好な伸縮性が維持され、着用者の身体にフィットしやすくなる、
また、ベルト部21では、弾性フィルム60の厚さ方向の一方側(肌側)に肌側シート213(肌側外装シート)が配置され、厚さ方向の他方側(非肌側)に非肌側シート214(非肌側外装シート)が配置され、それらのシート部材213,60,214が接合部50によって厚さ方向に接合されている。すなわち、弾性フィルム60は厚さ方向の両側から外装シート(213,214)によって挟まれるようにして固定されている。弾性フィルム50の厚さ方向における両面が固定されることにより、片面のみが固定される場合と比較して、外装シートと弾性フィルム60との接合力が高まり、接合部50のような小さな領域でも外装シートと弾性フィルム60とをしっかりと固定することができる。したがって、弾性フィルム60が伸縮した場合であっても、外装シート(213,214)と弾性フィルム60とが剥がれてしまうことが抑制されやすく、ベルト部21全体としての伸縮性を良好なものとすることができる。
また、弾性フィルム60は、伸縮性を有するエラストマー層61(伸縮層)の厚さ方向の両側(肌側及び非肌側)に、所定の樹脂材からなる表層62,62(低伸縮層)が積層された構造を有している。したがって、弾性フィルム60と外装シート213(伸縮性不織布215),214とを、接合部50によって厚さ方向に接合する場合、表層62を構成する樹脂と、外装シート213(215),214の不織布を構成する樹脂とが互いに溶融して結合しやすい。すなわち対向する面の樹脂同士を互いに溶着させることにより、弾性フィルム60と外装シートとをより強固に接合することができる。これにより、ベルト部21が大きく伸縮した場合であっても弾性フィルム60と外装シートとが剥離し難く、着用者の身体の動きに対してベルト部21が追従しやすくなる。したがって、おむつ1のフィット性が向上する。
さらに、本実施形態では、弾性フィルム60の表層62(低伸縮層)がポリオレフィン樹脂によって構成されている。そして、外装シート213(215),214もポリオレフィン樹脂を含む繊維によって構成されている。したがって、厚さ方向に積層された表層62(低伸縮層)と外装シート213(215),214とを接合部50によって互いに接合する際に、ポリオレフィン樹脂同士が容易に溶着しやすく、表層62と外装シート213(215),214とをより強固に接合することができる。これにより、着用者の身体の動きにベルト部21がより追従しやすくなり、おむつ1のフィット性がさらに向上する。
また、おむつ1のベルト部21では、接合部50において、弾性フィルム60のうち少なくとも表層62(低伸縮層)が連続していることを説明したが、弾性フィルム60のうちエラストマー層61は、必ずしも連続である必要は無い。図8は、エラストマー層61の一部が非連続となっている場合のベルト部21の厚さ方向における断面構造を示す写真である。図8の例では、接合部50の外縁部において、エラストマー層61に非連続部61cが形成されている。すなわち、エラストマー層61は左右方向に非連続となる部分を有している。
エラストマー層61に非連続部61cが形成されている場合、当該非連続部61cにおいて弾性フィルム60の左右方向における伸縮力が低下するおそれがある。しかしながら、おむつ1では、弾性フィルム60のうち表層62が連続しているため、弾性フィルム60自体は接合部50の周囲において連続しており、弾性フィルム60の伸縮力が極端に低下することは抑制される。逆に、エラストマー層61に非連続部61cがあることにより、当該非連続部61cにおいて弾性フィルム60の柔軟性が高くなる。すなわち、接合部50の外縁部において弾性フィルム60が柔軟に変形しやすくなる。剛性の高い接合部50の周囲で弾性フィルム60が柔軟に変形することにより、おむつ1の着用時において、着用者の身体の動きに対するベルト部21の追従性が高くなると共に、接合部50の硬い感触を着用者に抱かせ難くすることができる。
また、おむつ1において、弾性フィルム60は、図2に示されるように左右方向(胴回り部21の周方向)に長い帯状のフィルムが上下方向に間隔を空けて複数並んで配置されている。言い換えると、ベルト部21において、複数の弾性フィルム60,60…が上下方向に離間するように配置されている。弾性フィルム60が配置されている部分では、厚さ方向に積層されるシート部材の枚数が多くなるため、通気性が低下するおそれがある。例えば、弾性フィルムが上下方向の広い範囲に亘って連続して配置されている場合、ベルト部21の通気性が低下して、着用者に不快感を生じさせやすくなる。これに対しておむつ1では、上下方向に隣り合う弾性フィルム60,60の間に所定の隙間を設けることにより、当該隙間によってベルト部21の通気性を確保しやすくしている。これにより、おむつ1着用時に着用者に不快感を生じさせ難くすることができる。
また、おむつ1のベルト部21には、少なくとも左右方向に伸縮可能な(伸縮性不織布215が設けられている。伸縮性不織布215は、絡み合った繊維間に多数の空隙を有しているため、弾性フィルム60と比較して良好な通気性を有している。したがって、伸縮性不織布215を設けることにより、ベルト部21は、良好な伸縮性と通気性とを維持しやすくなる。これにより、おむつ1着用時におけるベルト部21のフィット性が向上し、着用者に不快感を生じ難くさせることができる。
また、おむつ1に使用される弾性フィルム60は、表層62の厚さが、エラストマー層61の厚さの0.5~8.0%であることが望ましい。表層62の厚さがエラストマー層61の厚さの0.5%よりも小さい場合、接合部50を形成する際に、表層61が破断しやすくなり、接合部50における表層62の連続性が損なわれやすくなるおそれがある。一方、表層62の厚さがエラストマー層61の厚さの8.0%よりも大きい場合、表層62の剛性が高くなるためにエラストマー層61の伸縮性が悪化して、ベルト部21の伸縮性が損なわれるおそれがある。そこで、本実施形態では表層62の厚さが、エラストマー層61の厚さの0.5~8.0%となるようにすることで、ベルト部21の良好な伸縮性を維持しつつ、おむつ1の着用時におけるフィット性を向上させている。なお、表層62及びエラストマー層61の厚さは、弾性フィルム60について、図7の様な500倍以上の断面拡大画像を撮像し、取得した拡大画像中の各々の部位(62,61)について、任意の複数個所(例えば5箇所)の厚みを測定した平均値を用いることができる。
<おむつ1の製造方法について>
続いて、ベルト部21(22)及びおむつ1の製造方法の一例について説明する。図9は、おむつ1の製造における各工程のフロー図である。図10はおむつ1を製造する製造装置100について説明する概略図である。なお、図9及び図10については、本発明を解りやすくする説明するために、吸収性本体10が完成された形で供給されるものとし、吸収性本体10自体の製造方法については説明を省略している。
続いて、ベルト部21(22)及びおむつ1の製造方法の一例について説明する。図9は、おむつ1の製造における各工程のフロー図である。図10はおむつ1を製造する製造装置100について説明する概略図である。なお、図9及び図10については、本発明を解りやすくする説明するために、吸収性本体10が完成された形で供給されるものとし、吸収性本体10自体の製造方法については説明を省略している。
図10に示す製造装置100は、図9に示される各工程(S101~S106)を順次実施することによって、おむつ1を連続的に製造する。製造装置100は、搬送機構110と、接合機構120と、吸収性本体取り付け機構140と、パンツ型成形機構150と、切断機構160と、を備える。
まず、おむつ1の前側ベルト部21を構成する肌側シート213等の各種基材を所定の搬送方向へ搬送する搬送工程が行われる(S101)。なお、製造装置100において搬送方向は、おむつ1の左右方向に沿った方向であり、以下では、搬送方向のことを「MD方向」とも呼ぶ。また、搬送方向と直交する方向(すなわち、おむつ1の上下方向に沿った方向)を「CD方向」とも呼ぶ。
搬送工程では、肌側シート213がMD方向(左右方向)に連なった状態の肌側シート連続体213Lと、非肌側シート214がMD方向(左右方向)に連なった状態の非肌側シート連続体214Lと、伸縮性不織布215がMD方向(左右方向)に連なった状態の伸縮性不織布連続体215Lと、弾性フィルム60が搬送方向(左右方向)に連なった状態の弾性フィルム連続体60Lとが、搬送機構110によって、それぞれ所定の搬送速度でMD方向の上流側から下流側へ搬送される。
このとき、伸縮性不織布連続体215L及び弾性フィルム連続体60Lは、所定の伸長倍率(T1とする)でMD方向に伸長された状態で搬送され、後述する接合工程(S102)にて肌側シート連続体213L等と接合される。これにより、ベルト部21にMD方向(左右方向)に沿った伸縮性が付与される。伸長倍率の変更は、搬送機構110の搬送経路上に設けられた複数のニップローラ111~115の回転速度を調整することによって行われる。例えば、図10に示されるように伸縮性不織布連続体215Lが搬送される経路上において、MD方向の上流側にニップローラ111が配置され、下流側にニップローラ112が配置されているとする。この場合、ニップローラ111の回転速度をニップローラ112の回転速度よりも遅くすることにより、ニップローラ111とニップローラ112との間で、伸縮性不織布連続体215LをMD方向に伸長させることができる。
さらに、弾性フィルム連続体60Lは、搬送工程において、所定の伸長倍率T1よりも大きな伸長倍率(T2とする)に伸長された後、所定の伸長倍率T1に戻されてから肌側シート連続体213L等と接合される。すなわち、おむつ1のベルト部21において、弾性フィルム60は、一旦、MD方向に大きく伸長された後、伸長を少し緩めてから肌側シート213等と接合される。弾性フィルム60を構成する表層62は、エラストマー層61と比較して伸長し難い部材である。そのため、搬送過程において衝撃が加わる等によって弾性フィルム連続体60Lが一時的に過度な伸長状態とされた場合、エラストマー層61と表層62とが剥離したり、表層62が破れたりしてしまうおそれがある。
そこで、搬送工程にて弾性フィルム60(特に表層62)を予め大きく伸長させておくことにより、MD方向の伸縮性に余力を設けることができる。これにより、エラストマー層61と表層62とが剥離してしまうことや、各工程(例えば接合工程S102)で表層62が破れたり穴が開いたりしてしまうことを抑制できる。なお、弾性フィルム連続体60L伸長倍率の変更は、上述の場合と同様に、図10において弾性フィルム連続体60Lの搬送経路に配置されたニップローラ113~115の回転速度を調整することによって行われる。
続いて、MD方向に搬送されつつ厚さ方向に積層された各基材を互いに接合して外装体20(前側ベルト部21)を形成する接合工程が行われる(S102)。接合工程では、MD方向の所定位置に設けられた接合機構120から、積層された状態の各基材213,215,60,214に対して、厚さ方向に超音波振動及び圧力が加えられ、超音波接合が行われる。これにより、厚さ方向に積層された基材に複数の接合部50,60…が形成される。
接合機構120は、肌側シート連続体213L等の各基材を挟むようにして厚さ方向に対向して設けられる一対の超音波ロール121とアンビルロール122とを有している。超音波ロール121及びアンビルロール122は、それぞれCD方向に沿った回転軸C121,C122を中心に回転可能な円筒形のドラムである。厚さ方向において、非肌側シート連続体214L側に設けられた超音波ロール121の外周面には、超音波振動を発生する複数の超音波ホーン121hが設けられている。一方、肌側シート連続体213L側に設けられたアンビルロール122の外周面には、アンビルロール122の半径方向の外側に突出した突出部であり、超音波ホーン121hによって加えられた超音波振動を受けるアンビルとしての機能を有する複数の突起部122aが設けられている。
なお、接合機構120において、超音波ホーン121hは、MD方向の所定位置に固定されていても良い。すなわち、固定された超音波ホーン121hと、移動可能なアンビルロール122(突起部122a)とを対向させることによって接合工程が実施されるのであっても良い。
図11は、アンビルロール122の外周面に設けられた複数の突起部(アンビル)122aの配置について説明する図である。同図11では、説明の簡略化のため、アンビルロール122の外周面を平面として表示している。図11に示されるように、アンビルロール122の外周面には、複数の突起部122a,122a,…が、CD方向及びMD方向(周方向)に沿って規則的に配置されている。各々の突起部122aは、長辺の長さL50=0.5mm、短辺の長さW50=0.3mmの矩形状であり、当該形状に基づいて矩形状の接合部50を形成することができる。
接合工程では、超音波ロール121及びアンビルロール122が、それぞれMD方向に搬送される基材(肌側シート連続体213L等)の搬送速度と同一の速度で回転(移動)しながら、超音波ホーン121hと突起部122aとで、該基材を厚さ方向に挟み込みながら超音波振動を加えることによって接合部50が形成される。すなわち、MD方向に搬送される基材(弾性フィルム連続体60Lや外装シート連続体213L,214L)に対して、超音波ホーン121h及びアンビル(突起部122a)を同じ速度で同じ方向に移動させながら接合部50の形成を行う。
仮に、超音波ホーン121hや突起部122aのMD方向における位置が固定されており、搬送される基材に対してMD方向の同じ位置から超音波振動を加える構成とした場合、搬送される基材と、突起部122a等との間で相対速度に差が生じることとなる。この場合、搬送される基材に対して突起部122a等がブレーキのように作用して、基材の搬送動作が妨げられたり、基材が破れたりするおそれがある。これに対して、本実施形態では超音波ロール121及びアンビルロール122の回転によって超音波ホーン121h及び突起部122aが、資材の搬送速度と同じ速度で同じ方向に移動しながら超音波溶着が行われる。これにより、資材の搬送を妨げることなく、正確に接合部50を形成することができる。したがって、接合部50において弾性フィルム60の表層62(低伸縮層)が破れ難く、連続した状態を維持しやすくなり、ベルト部21のフィット性が向上する。
また、一対の超音波ロール121(超音波ホーン121h)及びアンビルロール122(突起部122a)の間を通過するシート部材(連続体)のうち、弾性フィルム60とアンビルロール122との間を通過するシート部材の枚数は、弾性フィルム60と超音波ロール121との間を通過するシート部材の枚数よりも多い。図10で、弾性フィルム60とアンビルロール122(突起部122a)との間を通過するのは、伸縮不織布連続体215L及び肌側シート連続体213Lの2枚シート部材である。一方、弾性フィルム60と超音波ロール121(超音波ホーン121h)との間を通過するのは、非肌側シート連続体214Lの1枚である。
本実施形態の接合工程では、接合部50を形成する際に、弾性フィルム60に対してアンビルロール122の半径方向の外側に突出する突起部122aが押し付けられることによって、衝撃が作用して弾性フィルム60が破れてしまうおそれがある。これに対して、弾性フィルム60とアンビルロール122(突起部122a)との間に配置されるシート部材の枚数を多くすることにより、弾性フィルム60に対して作用する衝撃を緩和しやすくすることができる。これにより、弾性フィルム60が破れ難くなり、接合部50において弾性フィルム60の表層62(低伸縮層)が連続した状態を維持しやすくなる。したがって、ベルト部21のフィット性を向上させることができる。
また、本実施形態の製造装置100において、アンビルロール122の外周面における突起部122aの面積率は、1~9%であることが望ましい。ここで、「面積率」とはアンビルロール122の外周面の表面積に占める突起部122aの面積の割合のことを意味する。すなわち、ベルト部21の単位面積あたりに設けられる接合部50の面積の割合を意味する。
面積率は、例えば以下のようにして算出できる。まず、図11において、MD方向及びCD方向の中央に位置する突起部を突起部122a1とし、突起部122a1のCD方向の両側に配置された突起部を突起部122a2,122a3、突起部122a1のMD方向の両側に配置された突起部を突起部122a4,122a5とする。そして、突起部122a1と、MD方向及びCD方向にそれぞれ隣り合う突起部122a2~122a5との中間位置を通る矩形状領域U(図11の点線で示される領域)を定義する。この矩形状領域Uをアンビルロール122外周面の単位面積とする。つまり、複数の矩形状領域Uを繰り返し並べると、アンビルロール122の外周面となる。
図11において、矩形状領域Uには、突起部122a1及び、突起部122a6~122a9の一部が含まれている。したがって、矩形状領域Uの面積と、矩形状領域Uの面積に占める、突起部122a1、及び122a6~122a9の一部の面積を算出することによって、アンビルロール122の外周面における突起部122aの面積率を算出することができる。
製造装置100において、アンビルロール122の外周面における突起部122aの面積率が1%よりも小さいと、ベルト部21の表面積に対する接合部50の割合が小さくなり、弾性フィルム60と外装シート213,214との接合強度が弱くなるおそれがある。一方、面積率が9%よりも大きいと、ベルト部21の表面積に対する接合部50の割合が大きくなり、弾性フィルムの伸縮性が損なわれたり、ベルト部21の肌触りが硬くなったりするおそれがある。本実施形態では、アンビルロール122の外周面における突起部122aの面積率が1%以上、9%以下となるようにすることで、弾性フィルム60と外装シート213,214との接合強度を十分に維持しつつ、弾性フィルムの伸縮性やベルト部21の肌触りが悪化することを抑制している。
次いで、図9に戻って、接合された各基材の連続体を所定の形状に裁断する裁断工程(S103)が行われる。裁断工程は、図10では不図示の裁断機構を用いて行うことができる。この裁断工程により、例えば、ベルト部21の股下側領域212が台形形状に成型される。なお、裁断工程において各基材の連続体が裁断されることによって、一つの基材(連続体)から前側ベルト部21(連続体)及び後側ベルト部22(連続体)が形成されるようにしてもよい。
裁断工程の後、前側ベルト部21、後側ベルト部22、及び股下部23からなる外装体20の連続体が形成され、外装体20の肌側に、吸収性本体10を取り付ける吸収性本体取り付け工程が行われる(S104)。吸収性本体取り付け工程は、接合ドラム141を備えた吸収性本体取り付け機構140によって行われる。
接合ドラム141は、CD方向に沿った回転軸C141を有する円筒状のドラムであり、その外周面に吸収性本体10を保持した状態で、回転軸C141周りに回転可能である。そして、接合ドラム141の外周面に保持された吸収性本体10と、MD方向に搬送される外装体20の連続体とが接触するタイミングで吸収性本体10の保持を解除すると共に、吸収性本体10を外装体20の肌側面に転写する。これにより、吸収性本体10が外装体20の連続体に接合される。
続いて、搬送される各種基材の連続体をパンツ型に成形するパンツ型成形工程が行われる(S105)。パンツ型成形工程においては、パンツ型成形機構150が、外装体20の連続体をCD方向(吸収性本体10の長手方向)における略中央(図2参照)を折り目として二つ折りにし、一対の係止部24,24を形成して、MD方向に連続したパンツ型に成型する。
最後に、パンツ型に成型された連続基材を個々のパンツ型おむつ1に切断する切断工程が行われる(S106)。切断機構160は、図10に示されるようなカッターロール161を有し、該カッターロール161によって、MD方向に連続するパンツ型おむつを所定の長さごとに切断する。これにより、個々のパンツ型おむつ1が製造される。
===その他の実施形態===
===その他の実施形態===
上記の実施形態は、本発明の理解を容易にするためのものであり、本発明を限定して解釈するためのものではない。本発明は、その趣旨を逸脱することなく、変更・改良され得ると共に、本発明には、その等価物が含まれることは言うまでもない。
1 おむつ(パンツ型使い捨ておむつ)、
1a 胴回り開口、1b 脚周り開口、
10 吸収性本体、11 吸収性コア、
12 トップシート、13 バックシート、
20 外装体、
21 前側ベルト部、22 後側ベルト部、
211、221 胴回り領域、
212、222 股下側領域、
213、223 肌側シート(外装シート)、213L 肌側シート連続体、
214、224 非肌側シート(外装シート)、214L 非肌側シート連続体、
215、225 伸縮性不織布、215L 伸縮性不織布連続体、
23 股下部、24 係止部、
41 ウェスト用糸ゴム、42 脚回り用糸ゴム、
50 接合部(溶着部)、
60 弾性フィルム、60L 弾性フィルム連続体、
61 エラストマー層(伸縮層)、61c 非連続部、62 表層(低伸縮層)、
100 製造装置、
110 搬送機構、111~115 ニップローラ、
120 接合機構、
121 超音波ロール、121h 超音波ホーン、
122 アンビルロール、122a 突起部(アンビル)、
140 吸収性本体取り付け機構、141 接合ドラム、
150 パンツ型成形機構、
160 切断機構、161 カッターロール
1a 胴回り開口、1b 脚周り開口、
10 吸収性本体、11 吸収性コア、
12 トップシート、13 バックシート、
20 外装体、
21 前側ベルト部、22 後側ベルト部、
211、221 胴回り領域、
212、222 股下側領域、
213、223 肌側シート(外装シート)、213L 肌側シート連続体、
214、224 非肌側シート(外装シート)、214L 非肌側シート連続体、
215、225 伸縮性不織布、215L 伸縮性不織布連続体、
23 股下部、24 係止部、
41 ウェスト用糸ゴム、42 脚回り用糸ゴム、
50 接合部(溶着部)、
60 弾性フィルム、60L 弾性フィルム連続体、
61 エラストマー層(伸縮層)、61c 非連続部、62 表層(低伸縮層)、
100 製造装置、
110 搬送機構、111~115 ニップローラ、
120 接合機構、
121 超音波ロール、121h 超音波ホーン、
122 アンビルロール、122a 突起部(アンビル)、
140 吸収性本体取り付け機構、141 接合ドラム、
150 パンツ型成形機構、
160 切断機構、161 カッターロール
Claims (12)
- 互いに交差する上下方向と左右方向と前後方向とを有し、
ベルト部と、吸収性本体と、を備えたパンツ型使い捨ておむつであって、
前記ベルト部は、外装シートと、少なくとも前記左右方向に伸縮可能な弾性フィルムとを有し、
前記外装シートと前記弾性フィルムとは、複数の接合部によって互いに接合されており、
前記弾性フィルムは、前記左右方向に伸縮する伸縮層と、前記伸縮層に積層され前記伸縮層よりも伸縮性が低い低伸縮層とを有し、
複数の前記接合部のうちの或る接合部において、前記低伸縮層が連続しており、
前記或る接合部の外縁部の少なくとも一部において、前記伸縮層と前記低伸縮層とが剥離している、ことを特徴とするパンツ型使い捨ておむつ。 - 請求項1に記載のパンツ型使い捨ておむつであって、
自然状態において、前記接合部の中心部における前記ベルト部の厚さは、前記接合部が設けられていない領域における前記弾性フィルムの厚さよりも小さい、ことを特徴とするパンツ型使い捨ておむつ。 - 請求項1または2に記載のパンツ型使い捨ておむつであって、
前記外装シートは、前記弾性フィルムよりも肌側に配置された肌側シートと、前記弾性フィルムよりも非肌側に配置された非肌側シートとを有し、
前記弾性フィルムと前記肌側シートと前記非肌側シートとが、前記接合部によって接合されている、ことを特徴とするパンツ型使い捨ておむつ。 - 請求項1~3のいずれか1項に記載のパンツ型使い捨ておむつであって、
前記低伸縮層は、所定の樹脂材からなり、前記伸縮層の厚さ方向の両側にそれぞれ積層されている、ことを特徴とするパンツ型使い捨ておむつ。 - 請求項1~4のいずれか1項に記載のパンツ型使い捨ておむつであって、
前記低伸縮層は、ポリオレフィン樹脂であり、
前記外装シートは、前記ポリオレフィン樹脂を含む繊維を有する不織布である、ことを特徴とするパンツ型使い捨ておむつ。 - 請求項1~5のいずれか1項に記載のパンツ型使い捨ておむつであって、
前記伸縮層は、前記接合部の外延部で非連続となる部分を有している、ことを特徴とするパンツ型使い捨ておむつ。 - 請求項1~6のいずれか1項に記載のパンツ型使い捨ておむつであって、
前記ベルト部には、前記左右方向に長い帯状の前記弾性フィルムが、前記上下方向に間隔を空けて複数並んで配置されている、ことを特徴とするパンツ型使い捨ておむつ。 - 請求項1~7のいずれか1項に記載のパンツ型使い捨ておむつであって、
前記ベルト部は、少なくとも前記左右方向に伸縮可能な伸縮不織布を有している、ことを特徴とするパンツ型使い捨ておむつ。 - 弾性フィルムの連続体と、外装シートの連続体とを、所定の搬送速度で搬送方向に搬送する搬送工程と、
搬送される前記弾性フィルムの連続体と前記外装シートの連続体とを厚さ方向に接合してベルト部を形成する接合工程と、
前記ベルト部に吸収性本体を取り付ける吸収性本体取り付け工程と、
を有するパンツ型使い捨ておむつの製造方法であって、
前記搬送工程において、前記弾性フィルムの連続体を所定の伸長倍率で前記搬送方向に伸長させた後、前記所定の伸長倍率よりも低い伸長倍率となるように緩めてから、
前記接合工程において、前記弾性フィルムの連続体を前記外装シートの連続体に接合する、ことを特徴とするパンツ型使い捨ておむつの製造方法。 - 請求項9に記載のパンツ型使い捨ておむつの製造方法であって、
前記接合工程では、前記弾性フィルムの連続体及び前記外装シートの連続体の厚さ方向の一方側に配置された超音波ホーンと、前記厚さ方向の他方側に配置されたアンビルとを用いて超音波振動を加えることによって、前記弾性フィルムの連続体と前記外装シートの連続体とが接合され、
前記超音波ホーン及び前記アンビルは、前記弾性フィルムの連続体及び前記外装シートの連続体が搬送される速度と同じ速度で前記搬送方向に移動しながら前記接合を行う、ことを特徴とするパンツ型使い捨ておむつの製造方法。 - 請求項10に記載のパンツ型使い捨ておむつの製造方法であって、
前記超音波ホーンは、前記搬送方向と直交する方向に回転軸を有する円筒状の超音波ロールの外周面に設けられており、
前記アンビルは、前記搬送方向と直交する方向に回転軸を有する円筒状のアンビルロールの外周面に設けられ、前記アンビルロールの外周面から半径方向の外側に突出しており、
前記接合工程において、前記弾性フィルムと前記アンビルロールとの間に配置されるシート部材の枚数は、前記弾性フィルムと前記超音波ロールとの間に配置されるシート部材の枚数よりも多い、ことを特徴とするパンツ型使い捨ておむつの製造方法。 - 請求項11に記載のパンツ型使い捨ておむつの製造方法であって、
前記アンビルロールの外周面に設けられる前記アンビルの面積率は、1%以上、9%以下である、ことを特徴とするパンツ型使い捨ておむつの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20810575.9A EP3949920A4 (en) | 2019-05-20 | 2020-03-25 | PANTS-TYPE DISPOSABLE DIAPER AND METHOD FOR MANUFACTURING PANTS-TYPE DISPOSABLE DIAPER |
| CN202080037196.5A CN113840586B (zh) | 2019-05-20 | 2020-03-25 | 内裤型一次性尿布及制造内裤型一次性尿布的方法 |
| US17/529,913 US20220071815A1 (en) | 2019-05-20 | 2021-11-18 | Pants-type disposable diaper and method for manufacturing pants-type disposable diaper |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-094756 | 2019-05-20 | ||
| JP2019094756A JP6800277B2 (ja) | 2019-05-20 | 2019-05-20 | パンツ型使い捨ておむつ、及び、パンツ型使い捨ておむつの製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/529,913 Continuation US20220071815A1 (en) | 2019-05-20 | 2021-11-18 | Pants-type disposable diaper and method for manufacturing pants-type disposable diaper |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020235212A1 true WO2020235212A1 (ja) | 2020-11-26 |
Family
ID=73454118
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/013443 WO2020235212A1 (ja) | 2019-05-20 | 2020-03-25 | パンツ型使い捨ておむつ、及び、パンツ型使い捨ておむつの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220071815A1 (ja) |
| EP (1) | EP3949920A4 (ja) |
| JP (1) | JP6800277B2 (ja) |
| CN (1) | CN113840586B (ja) |
| WO (1) | WO2020235212A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001507588A (ja) * | 1996-12-20 | 2001-06-12 | キンバリー クラーク ワールドワイド インコーポレイテッド | 封じ込めフラップと結合した脚部カフスを有する吸収性物品の製造方法 |
| JP2016010710A (ja) * | 2015-08-25 | 2016-01-21 | ユニ・チャーム株式会社 | 使い捨ておむつの製造装置及び使い捨ておむつの製造方法 |
| JP2016189826A (ja) | 2015-03-30 | 2016-11-10 | 大王製紙株式会社 | 吸収性物品及びその製造方法 |
| JP6286611B1 (ja) * | 2017-12-13 | 2018-02-28 | ユニ・チャーム株式会社 | 超音波シール方法及び超音波シール装置 |
| JP2019025225A (ja) * | 2017-08-03 | 2019-02-21 | 大王製紙株式会社 | 使い捨て着用物品及びその製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7112193B2 (en) * | 1996-09-30 | 2006-09-26 | Uni-Charm Corporation | Disposable diaper backsheet comprising composite having an elastic layer, inelastic layer and bonding pattern of obliquely intersecting lines |
| US6830800B2 (en) * | 1999-12-21 | 2004-12-14 | The Procter & Gamble Company | Elastic laminate web |
| US6537930B1 (en) * | 2000-05-18 | 2003-03-25 | Tredegar Film Products Corporation | Three-dimensional highly elastic film/non-woven composite |
| WO2005102682A2 (en) * | 2004-04-16 | 2005-11-03 | First Quality Nonwovens, Inc. | Plastically deformable nonwoven web |
| JP4508885B2 (ja) * | 2005-01-20 | 2010-07-21 | 花王株式会社 | 吸収性物品 |
| JP4934835B2 (ja) * | 2007-04-10 | 2012-05-23 | 株式会社瑞光 | 積層伸縮シートの製造方法 |
| JP5600275B2 (ja) * | 2010-09-02 | 2014-10-01 | スリーエム イノベイティブ プロパティズ カンパニー | 伸縮性積層シート |
| US20120323204A1 (en) * | 2011-06-15 | 2012-12-20 | Poole Lacey L | Disposable absorbent garment having colored facings and integral waistband |
| RU2566929C2 (ru) * | 2011-06-30 | 2015-10-27 | Ска Хайджин Продактс Аб | Способ образования эластичного ламината |
| US10010645B2 (en) * | 2013-05-03 | 2018-07-03 | The Procter & Gamble Company | Absorbent articles comprising stretch laminates |
| US10517770B2 (en) * | 2015-01-30 | 2019-12-31 | Daio Paper Corporation | Method of manufacturing stretchable sheet |
| WO2016159095A1 (ja) * | 2015-03-30 | 2016-10-06 | 大王製紙株式会社 | パンツタイプ使い捨ておむつ |
| JP6193429B1 (ja) * | 2016-03-24 | 2017-09-06 | 大王製紙株式会社 | 弾性フィルム伸縮構造の形成方法及び吸収性物品 |
| JP6298093B2 (ja) * | 2016-03-30 | 2018-03-20 | 大王製紙株式会社 | 吸収性物品の伸縮構造及びその製造方法 |
| JP6371434B1 (ja) * | 2017-04-03 | 2018-08-08 | 株式会社光洋 | 吸収性物品及び吸収性物品の製造方法 |
-
2019
- 2019-05-20 JP JP2019094756A patent/JP6800277B2/ja active Active
-
2020
- 2020-03-25 CN CN202080037196.5A patent/CN113840586B/zh active Active
- 2020-03-25 WO PCT/JP2020/013443 patent/WO2020235212A1/ja unknown
- 2020-03-25 EP EP20810575.9A patent/EP3949920A4/en active Pending
-
2021
- 2021-11-18 US US17/529,913 patent/US20220071815A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001507588A (ja) * | 1996-12-20 | 2001-06-12 | キンバリー クラーク ワールドワイド インコーポレイテッド | 封じ込めフラップと結合した脚部カフスを有する吸収性物品の製造方法 |
| JP2016189826A (ja) | 2015-03-30 | 2016-11-10 | 大王製紙株式会社 | 吸収性物品及びその製造方法 |
| JP2016010710A (ja) * | 2015-08-25 | 2016-01-21 | ユニ・チャーム株式会社 | 使い捨ておむつの製造装置及び使い捨ておむつの製造方法 |
| JP2019025225A (ja) * | 2017-08-03 | 2019-02-21 | 大王製紙株式会社 | 使い捨て着用物品及びその製造方法 |
| JP6286611B1 (ja) * | 2017-12-13 | 2018-02-28 | ユニ・チャーム株式会社 | 超音波シール方法及び超音波シール装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020188871A (ja) | 2020-11-26 |
| JP6800277B2 (ja) | 2020-12-16 |
| CN113840586A (zh) | 2021-12-24 |
| US20220071815A1 (en) | 2022-03-10 |
| EP3949920A4 (en) | 2022-06-15 |
| CN113840586B (zh) | 2022-12-23 |
| EP3949920A1 (en) | 2022-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5534839B2 (ja) | 吸収性物品 | |
| JP4971109B2 (ja) | 使い捨ておむつ | |
| JPWO2018154685A1 (ja) | 吸収性物品の製造方法、製造装置、及び吸収性物品 | |
| JPH0515552A (ja) | 使い捨てパンツ及びその製造方法 | |
| JP4863768B2 (ja) | パンツ型使い捨ておむつ | |
| JP6761707B2 (ja) | 使い捨ておむつ | |
| JP4570594B2 (ja) | パンツ型使い捨ておむつ | |
| JP4034347B2 (ja) | 使い捨て物品に使用するためのフランジレスシーム及びその製造方法 | |
| JP5843350B2 (ja) | 使い捨ておむつ | |
| JP2007068987A (ja) | パンツ型使い捨て吸収性物品の製造方法 | |
| JPH08252280A (ja) | パンツ型使いすておむつ | |
| JP4573727B2 (ja) | パンツ型使い捨ておむつの製造方法 | |
| JP4726673B2 (ja) | パンツ型吸収性物品及びその製造方法 | |
| WO2020235212A1 (ja) | パンツ型使い捨ておむつ、及び、パンツ型使い捨ておむつの製造方法 | |
| JP4842016B2 (ja) | パンツ型使い捨ておむつの製造方法 | |
| JP3770118B2 (ja) | パンツ型使い捨ておむつ | |
| JP3783584B2 (ja) | パンツ型使い捨ておむつ | |
| JP4912433B2 (ja) | パンツ型吸収性物品の製造方法 | |
| JP5830570B2 (ja) | 吸収性物品に係る複合シートの製造方法、及び製造装置 | |
| JP4749256B2 (ja) | 複合シートの製造方法 | |
| JP4202831B2 (ja) | パンツ型使い捨ておむつ | |
| WO2019131109A1 (ja) | パンツ型吸収性物品 | |
| JP2005211179A (ja) | パンツ型使い捨ておむつ | |
| JPH08117276A (ja) | はかせる型おむつの製造方法 | |
| WO2024111557A1 (ja) | パンツ型吸収性物品、及び、パンツ型吸収性物品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20810575 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020810575 Country of ref document: EP Effective date: 20211105 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |