WO2020213598A1 - チョークコイル及びその製造方法 - Google Patents
チョークコイル及びその製造方法 Download PDFInfo
- Publication number
- WO2020213598A1 WO2020213598A1 PCT/JP2020/016408 JP2020016408W WO2020213598A1 WO 2020213598 A1 WO2020213598 A1 WO 2020213598A1 JP 2020016408 W JP2020016408 W JP 2020016408W WO 2020213598 A1 WO2020213598 A1 WO 2020213598A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- winding
- core
- terminal
- choke coil
- edge
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 73
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 37
- 238000004804 winding Methods 0.000 claims abstract description 385
- 239000008358 core component Substances 0.000 claims abstract description 127
- 239000011347 resin Substances 0.000 claims abstract description 29
- 229920005989 resin Polymers 0.000 claims abstract description 29
- 238000002360 preparation method Methods 0.000 claims abstract description 5
- 230000008569 process Effects 0.000 claims description 47
- 238000005520 cutting process Methods 0.000 claims description 16
- 238000000576 coating method Methods 0.000 claims description 14
- 239000011248 coating agent Substances 0.000 claims description 13
- 238000003466 welding Methods 0.000 claims description 10
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 238000005476 soldering Methods 0.000 claims description 6
- 125000006850 spacer group Chemical group 0.000 claims description 3
- 238000010276 construction Methods 0.000 claims description 2
- 238000009413 insulation Methods 0.000 abstract description 4
- 239000011162 core material Substances 0.000 description 187
- 238000000465 moulding Methods 0.000 description 5
- 239000000306 component Substances 0.000 description 4
- 230000004907 flux Effects 0.000 description 4
- 230000002265 prevention Effects 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000004382 potting Methods 0.000 description 2
- 238000010125 resin casting Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 210000003298 dental enamel Anatomy 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000002500 effect on skin Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 239000006247 magnetic powder Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images


















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/04—Fixed inductances of the signal type with magnetic core
- H01F17/06—Fixed inductances of the signal type with magnetic core with core substantially closed in itself, e.g. toroid
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F37/00—Fixed inductances not covered by group H01F17/00
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/08—Winding conductors onto closed formers or cores, e.g. threading conductors through toroidal cores
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F5/00—Coils
- H01F5/02—Coils wound on non-magnetic supports, e.g. formers
Definitions
- the present invention relates to a choke coil equipped in a rectifying circuit, a noise prevention circuit, a waveform shaping circuit, a resonance circuit, a power factor improving circuit, various switching circuits, etc. in an AC device such as a power supply circuit and an inverter, and a manufacturing method thereof. More specifically, the present invention relates to a choke coil having a high space factor and a high manufacturing efficiency, and a method for manufacturing the choke coil.
- the choke coil mounted on the circuit of various AC devices has a winding wound around an annular core coated with an electrically insulating bobbin (for example, Patent Document 1).
- An object of the present invention is to provide a choke coil having a high space factor and high manufacturing efficiency and a method for manufacturing the choke coil.
- the method for manufacturing a choke coil according to the present invention is A core preparation step of preparing an arcuate first core and a second core, each of which is insulated and coated with a resin bobbin and has two edges.
- the bobbin that insulates and coats the first core and the second core may have a shape having a collar on the outer periphery of the edge.
- the core preparation step can be a step of insulatingly coating the annular core with the bobbin and then cutting to form the first core and the second core.
- the second core winding step can be carried out in a state where the outer peripheral edge of one flange portion of the first core and the outer peripheral edge of one flange portion of the second core are close to each other.
- a first A terminal is formed on one end edge of the first core component, and the winding start portion of the first winding in the first core winding step is electrically connected to the first A terminal.
- the winding end of the first winding is continuous with the winding start of the second winding.
- a second B terminal is formed on one end edge of the second core component, and the winding end of the second winding in the second core winding step is electrically connected to the second B terminal. Can be done.
- the first A terminal and the winding start portion of the first winding in the first core winding process, and the second B terminal and the winding end portion of the second winding in the second core winding process are welded. It can be electrically connected by a construction method or soldering.
- the first winding is wound around the first core, and the winding end of the first winding is the winding start of the second winding.
- This is an outbound process in which the second winding is wound around the second core in a continuous state.
- a first A terminal is formed on one end edge of the first core component, and the winding start portion of the first winding in the first core winding step and the first portion in the fourth core winding step.
- the winding end of the four windings is electrically connected to the first A terminal.
- a second B terminal is formed on one end edge of the second core component, and the winding end portion of the second winding in the second core winding step and the second in the third core winding step.
- the winding start portion of the three windings may be electrically connected to the second B terminal.
- the winding end of the second winding in the two-core winding process and the winding start of the third winding in the third core winding process are electrically connected by a welding method or soldering. be able to.
- a first A terminal is formed on one end edge of the first core component, and a first B terminal is formed on the other end edge, and the winding start portion of the first winding in the first core winding step is the winding start portion. It is electrically connected to the 1st A terminal, and the end of the winding is electrically connected to the 1st B terminal.
- a second A terminal is formed on one end edge of the second core component, and a second B terminal is formed on the other end edge.
- the winding start portion of the second winding in the second core winding step is the winding start portion. It is electrically connected to the second A terminal, and the winding end can be electrically connected to the second B terminal.
- the winding direction of the first winding of the first core component and the winding direction of the second winding of the second core component can be the same direction.
- the winding direction of the first winding of the first core component and the winding direction of the second winding of the second core component can be opposite.
- the winding can be an assembly line.
- the butting step can be carried out by inserting an insulating spacer between at least one edge of the first core and the second core.
- the choke coil according to the present invention is An arc-shaped first core having two edge and at least other than the edge being insulated and coated with a resin bobbin, the bobbin is a first core having a collar on the outer periphery of the edge.
- An arc-shaped second core having two end edges facing the end edge of the first core, and at least other than the end edge is insulated and coated with a resin bobbin, the bobbin is the end.
- the second core is electrically connected to the first A terminal of the first core, wound around the first core, and straddles the other end edge of the second core from the other end edge of the first core.
- the choke coil according to the invention is A first core having two edge edges, at least other than the edge edge being insulated and coated with a resin bobbin, and the bobbin having a flange on the outer periphery of the edge edge, and the first core.
- 1B terminal, 1st core component with 1B terminal A second core having two end edges, at least other than the end edge being insulated and coated with a resin bobbin, and the bobbin having a flange on the outer periphery of the end edge, and the first.
- the second winding wound around the two cores, the second A terminal electrically connected to the winding start portion of the second winding, and the winding end portion of the second winding are electrically connected.
- the choke coil product of the present invention is The outer circumference of the choke coil described above is coated with resin.
- the first winding and the second winding are preliminarily applied so as to straddle the first core and the second core having an arc shape coated with insulation, and then the first core is formed.
- a choke coil can be obtained by abutting the ends of the second core. Since the first core and the second core are arcuate, winding of the winding is extremely easy compared to the annular core, automation of the production of the winding and the choke coil can be achieved, and the production efficiency of the choke coil is possible. It can be enhanced.
- the space factor of the winding can be increased as compared with the case where the winding is wound around the annular core, it is possible to reduce the size, weight, efficiency, and small DC resistance of the choke coil. it can.
- a first core component having a first winding on the first core and a second core component having a second winding on the second core are produced, respectively.
- a choke coil can be obtained by abutting the end edges of the first core component and the second core component, respectively. Then, by electrically connecting the terminals of the first core and the second core, when the first winding and the second winding are wound in the same direction, a one-phase choke coil used for a PFC circuit or the like is used. Can be obtained, and a common mode choke coil can be obtained when the first winding and the second winding are wound in opposite directions.
- the winding space factor is high. It is bad, easy to rewind, difficult to wind, and the wire diameter and the number of twists must be specially designed and prepared according to the frequency, so labor and cost increase are inevitable.
- the litz wire is unnecessary due to the collective wire formation, the winding space factor is high because it is not twisted, and the number of wires can be arbitrarily set.
- the stray capacitance can be reduced by winding the winding in one direction from the beginning to the end of the winding.
- the efficiency is improved by reducing the size, weight, and small DC resistance. Can be achieved. As a result, the price can be reduced and a further large effect can be obtained.
- FIG. 1 is a perspective view of a choke coil of the first embodiment manufactured by the present invention.
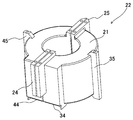
- FIG. 2 is a perspective view of the annular core before resin coating.
- FIG. 3 is a perspective view of the state in which the annular core is coated with resin as viewed from the bottom surface side.
- FIG. 4 is a perspective view of a resin-coated annular core cut into a first core and a second core.
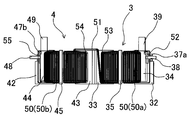
- FIG. 5 is a perspective view in which the cut first core and the second core are opened side by side and terminals are attached.
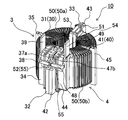
- FIG. 6 is a perspective view showing a state in which the first core and the second core are wound.
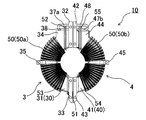
- FIG. 7 is a rear view of FIG. 6 as viewed from the collar side opposite to the terminal.
- FIG. 1 is a perspective view of a choke coil of the first embodiment manufactured by the present invention.
- FIG. 2 is a perspective view of the annular core before resin coating.
- FIG. 3 is a perspective view of the state in which the annular core is coated
- FIG. 8 is an explanatory diagram showing the winding direction, the winding direction, and the direction of the magnetic flux of the winding applied to the first core and the second core in only one direction (only the outward path).
- 9A and 9B are explanatory views showing the winding direction, winding direction, and magnetic flux direction of the folded (reciprocating) windings applied to the first core and the second core, and FIG. 9A is an outward path.
- FIG. 9B shows the return route.
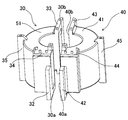
- FIG. 10 is a perspective view showing a process in which the edge edges of the first core component and the second core component are opposed to each other.
- FIG. 11 is a perspective view showing a state in which the end edges of the first core component and the second core component are opposed to each other.
- FIG. 12 is a plan view of the choke coil of the first embodiment.
- FIG. 13 is a front view of the choke coil of the first embodiment.
- FIG. 14 is a rear view of the choke coil of the first embodiment.
- FIG. 15 is a bottom view of the choke coil of the first embodiment.
- FIG. 16 is a left side view of the choke coil of the first embodiment.
- FIG. 17 is a right side view of the choke coil of the first embodiment.
- FIG. 18 is a perspective view of the choke coil product of the first embodiment in which the obtained choke coil is housed in a casing by coating with a resin.
- FIG. 19 is a perspective view of FIG. 18 as viewed from the bottom surface side.
- FIG. 20 is a perspective view of the resin-coated annular core of the second embodiment cut into a first core and a second core.
- FIG. 21 is a perspective view showing a state in which the first core and the second core are provided with the first winding and the second winding, respectively.
- FIG. 22 is a perspective view of a first core component in which the first A terminal and the first B terminal are attached to the first winding, and a second core component in which the second A terminal and the second B terminal are attached to the second winding.
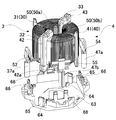
- FIG. 23 is a perspective view showing an assembly process of a choke coil in which a first core component and a second core component are placed on a base.
- FIG. 24 is a perspective view of the choke coil of the second embodiment.
- FIG. 25 is a perspective view of a choke coil product in which the choke coil of the second embodiment is housed in a casing with a resin coating, as viewed from diagonally below.
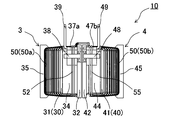
- FIG. 1 is an external perspective view of a choke coil 10 according to an embodiment of the present invention.
- the choke coil 10 includes a first core 30 and a second core 40 whose cores are covered with electrically insulating bobbins 31, 41, and windings 50 (50a, 50b) are wound around these cores 30, 40. It is composed by winding.
- the bobbins 31, 41 are formed with collar portions 32, 33, 42, 43, and the winding 50 is electrically connected to the terminals 37a, 47b formed on the collar portions 32, 42.
- the choke coil 10 of the first embodiment can be manufactured in the following manner.
- the choke coil 10 of the present invention is internally formed by cutting the annular core 20.
- the annular core 20 is an annular body formed of a magnetic material, and is an annular shape in a plan view in the drawing, but may have an elliptical shape, a track shape, a rectangular shape, or the like.
- the cross-sectional shape of the annular core 20 is not limited, but is substantially rectangular in the drawing. Examples of the annular core 20 include a dust core and a ferrite core obtained by compacting and sintering magnetic powder.
- the annular core 20 is coated with a bobbin 21 made of an electrically insulating resin, and a coated annular core 22 is produced.
- the resin coating can be performed by insert molding or the like.
- the bobbins 21 are formed with protrusions 24 and 25 at positions facing each other in the radial direction.
- the protrusions 24 and 25 are divided into two in the subsequent cutting step to form the collar portions 32, 33, 42 and 43 of the first core 30 and the second core 40.
- terminal mounting portions 34, 44 are formed on both outer peripheral sides of one of the protrusions 24.
- the coated annular core 22 is fixed and positioned in the cutting step, and is positioned during insert molding of the casing 60 described later (FIGS. 11 and 12). Positioning pieces 35, 45 for the purpose can be projected.
- the coated annular core 22 shown in FIG. 3 is cut so as to divide the protrusions 24 and 25 into two as shown in FIG. Cutting can be performed using, for example, a cutting wheel. Further, laser cutting, water jet cutting, or the like may be used.
- the coated annular core 22 is cut into an arc-shaped first core 30 and a second core 40.
- the first core 30 is a flange portion 32, 33 formed by cutting protrusions 24, 25 on the peripheral surfaces of the edge edges 30a, 30b of the core material
- the second core 40 is the peripheral surface of the edge edges 40a, 40b of the core material. It has flanges 42, 43 formed by cutting protrusions 24, 25.
- first core 30 and the second core 40 have terminal mounting portions 34, 44 continuous with one of the collar portions 32, 42, respectively, and between the collar portions 32, 33 and the collar portions 42, 43. Positioning pieces 35 and 45 are projected on the outer periphery of the above.
- the first core 30 and the second core 40 are attached to the terminal attachment portions 34 and 44, respectively, with the first A terminal 37a and the second B terminal 47b.
- the terminals 37a and 47b have winding holding portions 38 and 48 that sandwich the winding 50 (50a and 50b) and conduct with the winding 50 (50a and 50b), and the choke coil 10 is used for other electric circuits such as a substrate and electronic components. It can be composed of electrical contacts 39 and 49 for electrical connection with the component.
- windings 50 (50a, 50b) are wound around the first core 30 and the second core 40 to form the first core component 3 and the second core component 4.
- a conductive wire or a fused wire having an insulation coating such as an enamel wire can be adopted.
- the winding 50 may be a single wire, or may be an aggregate line (so-called para wire) in which a plurality of single wires are arranged in parallel.
- the winding 50 is a continuous first winding 50a and a second winding 50b.
- the winding 50 includes an outbound process including a first winding step of winding the first winding 50a around the first core 30 and a second winding step of winding the second winding 50b around the second core 40.
- the first winding 50a has the first A terminal 37a arranged at one end of the first core 30 as the winding start portion 52, and the winding end of the other end of the first core 30.
- the first core component 3 is manufactured by winding up to the portion 53 around the first core 30.
- the second winding 50b extends to the second core 40 so as to straddle the flange portions 33 and 43, and is close to the winding end 53 of the first core 30.
- the second core component 4 is manufactured by winding the second core 40 from the winding start portion 54 of the second core 40 to the second core 40 in the same direction as the first core 30 so that the second B terminal 47b becomes the winding end portion 55. Will be done.
- FIG. 8 shows a winding pattern of the outbound process including the first core winding process and the second core winding process.
- the arrow indicating the winding direction indicates the winding direction seen from the end edge 30a side of the first core 30.
- the second B terminal 47b is wound at the winding start portion 55 (winding end in the outbound process).
- the third core winding process of winding the third winding 50c around the second core 40 so that the winding direction is opposite to the outward path, and the winding 50 straddling the flange portions 33 and 43.
- the fourth winding 50d is wound around the first core 30 so that the winding direction is opposite to that of the outward path, and the first A terminal 37a is wound at the end 52 (the beginning of the outward path process). It is also possible to include a winding pattern (FIG.
- the flange portions 33, 43 When winding the winding 50, as shown in FIG. 5, for the first core 30 and the second core 40, the flange portions 33, 43 without the terminals 37a, 47b so that the terminals 37a, 47b are located on both sides. It is desirable to arrange them side by side. Then, in the outbound process, the winding 50a straddles the first core winding process and the flange portions 33 and 43 from the first A terminal 37a, passes through the second core winding process, and reaches the second B terminal 47b to the second winding 50b. You just have to wind it around.
- the return process can be selectively carried out, with the second B terminal 47b as the winding start portion 54, the third core winding process by the third winding 50c, and the fourth winding 50d straddling the flange portions 33 and 43. It may be wound up to the first A terminal 37a through the fourth winding step.
- the straddle portion 51 of the winding 50 is as shown in FIG. , Straddle so as to intersect diagonally with respect to the flanges 33 and 43.
- the straddle portion 51 is not pulled and cut. Therefore, it is preferable to straddle the collar portions 33 and 43 with some margin.
- the windings 50 (50a, 50b) have cores 30, 40. Can be wound around the coil and does not need to be passed through the central window of the annular core as in the prior art. Therefore, there is an advantage that the winding 50 can be wound very easily. Further, since the winding 50 can be wound tightly, the ratio of the winding 50 to the central window formed when the first core component 3 and the second core component 4 are connected in an annular shape (occupancy). Rate) can be increased as much as possible.
- the core materials of the first core component 3 and the second core component 4 may be butted against each other so as to be in close contact with each other, or an insulating spacer is inserted between the edge edges 30a and 40a and / or the edge edges 30b and 40b. A gap may be formed.
- the winding 50 After the first core component 3 and the second core component 4 are abutted in an annular shape, the winding 50 has an insulating coating of winding start portions 52, 54 and winding end portions 53, 55, which are connection portions with terminals 37a and 47b. It is removed and electrically connected to the terminals 37a and 47b by bending the winding holding portions 38 and 48 of the terminals 37a and 47b as shown in FIG.
- the insulation coating of the winding 50 can be removed and the electrical connection can be performed by resistance welding such as heat caulking and fusing, various welding methods such as TIG welding and plasma welding, or soldering. ..
- the choke coil 10 or the second B terminal to which the first core component 3 and the second core component 4 formed in an annular shape are provided with a winding 50 having the first A terminal 37a to the second B terminal 47b as the outward path. From 47b, it is possible to obtain a one-phase choke coil 10 used in the normal mode in which a winding 50 having the first A terminal 37a as a return path is provided.
- the obtained choke coil 10 includes a first core component 3 and a second core component 4 in which the winding 50 is tightly wound around the first core 30 and the second core 40, and the space factor of the winding 50 is determined. It can be increased to 65% to 70% or more. By improving the space factor of the choke coil 10, the inductance can be increased, and the choke coil 10 itself can be made smaller, lighter, more efficient, and have a smaller DC resistance. In particular, for the winding 50, the space factor can be increased by adopting an aggregate wire instead of a litz wire in addition to the single wire.
- winding 50 when the winding 50 is wound in one direction from the beginning to the end of winding, winding without folding back is possible, and unnecessary stray capacitance can be suppressed during high-frequency driving. Further, even if a high voltage exceeding 400 V is applied between the winding start portion and the winding end portion like a choke coil used in a PFC circuit described later, it can sufficiently withstand.
- windings 50a and 50b wound around the first core 30 and the second core 40 are electrically insulated by the flange portions 32, 33, 42 and 43, they can be electrically contacted with each other. Short circuit can be prevented.
- the choke coil 10 can be resin-coated by insert molding, resin casting (potting), or the like and installed in the casing 60 to form the choke coil product 12.
- the heat dissipation characteristics can be improved and the heat can be equalized.
- the heat dissipation property can be further improved by flattening the top surface of the casing 60 and increasing the area in contact with the heat sink or the like.
- the choke coil 10 has the positioning pieces 35 and 45 projecting from the peripheral surface. Therefore, for example, when the choke coil 10 is housed in the mold, the positioning pieces 35 and 45 are brought into contact with the inner surface of the mold for positioning. And can be fixed. Then, insert molding may be performed so that the electrical contact portions 39 and 49 of the terminals 37a and 47b protrude from the lower surface of the casing 60.
- the resin coating is provided by providing a space between the first core component 3 and the second core component 4, the edge 30a and 40a and / or the edge 30b and 40b. It is also possible to form a gap between the edges when the above is performed.
- the illustrated choke coil product 12 has a QR code (registered trademark) and a data matrix 61 printed on the casing 60 to describe the product characteristics of the choke coil 10. Further, on the lower surface of the casing 60, dummy pins 62 and 62 for reinforcement are integrally molded separately from the electrical contact portions 39 and 49.
- the choke coil product 12 having the above configuration is installed on a substrate or the like and can be used as a choke coil for noise prevention circuits, waveform shaping circuits, resonance circuits, various switching circuits, etc. in AC devices such as power supply circuits and inverters.
- the choke coil product 12 of the present invention is suitable as a choke coil used as a countermeasure against high frequency distortion current in a circuit provided with a power factor improvement circuit (Power Factor Correction) in a switching power supply or the like used as a choke coil product for high frequencies exceeding 10 kHz. It can also be used as a high-frequency smoothing choke coil for impedance matching.
- Power Factor Correction Power Factor Correction
- the winding 50 can be wound extremely easily by cutting the coated annular core 22 into the arc-shaped first core 30 and the second core 40. ..
- the winding of the winding 50 can be automated by using a fryer type winding machine or the like. Therefore, there is an advantage that the winding 50 can be wound precisely, and the number of turns (turns) can be accurately controlled by using mechanical winding. Furthermore, when winding the winding 50 using a fryer type winding machine, if a plurality of windings 50 are set in the nozzle of the winding machine and wound, the winding 50 is twisted into a litz wire. It can also be rolled.
- the coated annular core 22 is completely cut into two in the cutting step to obtain the first core 30 and the second core 40.
- the tip of the protrusion 25 is left uncut and the hinge is used. While the portions 33 and 43 are connected in a hinge shape, the first core 30 and the second core 40 are opened, the winding 50 is wound, and the hinge portion is bent so that the first core 30 and the second core 40 are butted against each other. You may.
- the number of windings 50 (number of core wires) wound around the first core 30 and the second core 40 can be appropriately set according to the frequency.
- the plurality of windings 50 can be wound in parallel by repeating the outward process or the outward process and the return process a plurality of times.
- the windings 50 (50a, 50b) straddling the first core component 3 to the second core component 4 are wound around the first core 30 and the second core 40.
- the first core component 3 in which the winding 50a is wound around the first core 30 and the second core component 4 in which the winding 50b is wound around the second core 40 are separated from each other.
- the choke coil product 12 is obtained by placing these on the base 63.
- the same or similar members as those in the first embodiment are designated by the same reference numerals, and the description thereof will be omitted as appropriate.
- the first core 30 and the second core 40 of the second embodiment have an annular core 20 (see FIG. 2) coated with resin, and as shown in FIG. 20, the collar portions 32, 33, It can be obtained by cutting so that 42 and 43 are formed (cutting step).
- the collar portions 32, 33, 42, 43 are formed with locking receiving portions 32a, 42a and the like for mounting the first core component 3 and the second core component 4 on the collar portion locking portion 64 of the base 63, which will be described later. ing.
- the locking receiving portions 32a and 42a are notches in the vertical direction.
- the first winding 50a is wound around the first core 30 to obtain the first core component 3
- the second winding 50b is wound around the second core 40 to obtain the second core.
- Obtaining component 4 winding process).
- the first winding 50a and the second winding 50b are not continuous windings, but are each composed of different windings or winding groups.
- the first winding 50a is wound around the first core component 3 so that the flange portion 32 of the first core 30 is the winding start portion 52 and the collar portion 33 is the winding end portion 53.
- the second winding 50b is wound so that the flange portion 43 of the second core 40 is the winding start portion 54 and the collar portion 42 is the winding end portion 53.
- the winding direction of the windings of the first core component 3 and the second core component 4 will be described later.
- the winding 50 needs to be wound so as to straddle the first core 30 to the second core 40, but according to the present embodiment, the windings 50a and 50b are arcuate. Since the winding work may be wound around the first core 30 and the second core 40 respectively, the winding operation is extremely easy, and the automation of the winding is also extremely easy.
- the first A terminal 37a and the first B terminal 37b are connected to the winding start portion 52 and the winding end portion 53, and the second The second winding 50b of the core component 4 is connected to the second A terminal 47a and the second B terminal 47b at the winding start portion 54 and the winding end portion 55 (terminal mounting step, winding-terminal connecting step).
- the connections between the terminals 37a and 37b and the first winding 50a and between the terminals 47a and 47b and the second winding 50b are various welding methods such as resistance welding such as heat caulking and fusing, TIG welding and plasma welding. Or, it can be performed by soldering or the like.
- the first A terminal 37a and the first B terminal 37b protrude downward from the first core component 3, and the second A terminal 47a and the second B terminal face downward from the second core component 4.
- the terminal 47b can be configured to protrude.
- first core component 3 and the second core component 4 are not connected by windings but are independent components, so that they are very easy to handle.
- the first core component 3 and the second core component 4 described above have the same configuration as the first core component 3 and the second core component 4 when the winding directions of the windings 50a and 50b are the same. be able to.
- the first core component 3 and the second core component 4 are brought close to each other so that the collar portions 32, 42 and the collar portions 33, 43 face each other (butting step), and the base 63.
- the base 63 is formed with a collar locking portion 64 into which the locking receiving portions 32a, 42a of the collar portions 32, 33, 42, 43 are fitted.
- the collar locking portion 64 is a protrusion into which the locking receiving portions 32a and 42a are fitted.
- the first core component 3 and the second core component 4 can be mounted on the base 63 by engaging the collar portions 32, 42 and the collar portions 33, 43, respectively, with the collar portion locking portions 64. ..
- the base 63 is formed with a claw piece 65 that is hooked on the collar portions 32, 33, 42, 43, and the collar portion is locked to the claw piece 65 to form the first core component 3 and the second core component 4. It is desirable that the base 63 does not fall off.
- the base 63 is formed with notches avoiding the terminals 37a, 37b, 47a, 47b, and the notches are engaged with the terminals 37a, 37b, 47a, 47b.
- a terminal engaging piece 66 is projected.
- the first core component 3 and the second core component 4 are mounted on the base 63, and the terminals 37a, 37b, 47a, 47b are engaged with the terminal engaging piece 66 to engage these terminals. Is fixed so as to protrude below the base 63.
- the choke coil 10 is resin-coated by insert molding, resin casting (potting), or the like (resin coating step), and the terminals 37a, 37b, are placed below.
- a choke coil product 12 in which 47a and 47b are exposed can be obtained.
- the dummy pin as in the first embodiment can be eliminated.
- the obtained choke coil product 12 is installed on a substrate or the like and can be used as a choke coil for noise prevention circuits, waveform shaping circuits, resonance circuits, various switching circuits, etc. in AC devices such as power supply circuits and inverters.
- the choke coil product 12 can be used as a one-phase choke coil.
- the terminal 37a and the terminal 47a and the terminal 37b and the terminal 47b in parallel it can be used as a two-phase choke coil.
- the winding directions of the first winding 50a and the second winding 50b of the first core component 3 and the second core component 4 are opposite to each other, and the terminals 37a and 47b and the terminals 37b and 47a are connected in parallel. Therefore, the choke coil product 12 can be used as a common mode choke coil.
- the first core component 3 and the second core component 4 have an arc shape, it is easy to wind the windings 50a and 50b, and automation of manufacturing of the winding and the choke coil product 12 can be achieved. , The manufacturing efficiency of the choke coil product 12 can be improved as much as possible. Further, since the space factor of the winding can be increased as compared with the case where the winding is wound around the annular core, the choke coil product 12 is made smaller, lighter, more efficient, and has a smaller DC resistance. be able to.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Coils Or Transformers For Communication (AREA)
Abstract
本発明は、占積率が高く、製造効率の高いチョークコイル及びその製造方法を提供する。 本発明に係るチョークコイル10の製造方法は、樹脂製のボビン31,41により絶縁被覆され、夫々2つの端縁を有する円弧状の第1コア30と第2コア40を準備するコア準備工程、前記第1コアに第1巻線50aを巻回して第1コア部品3を得る第1コア巻線工程、前記第2コアに第2巻線50bを巻回して第2コア部品4を得る第2コア巻線工程、及び、巻線の施された前記第1コア部品と前記第2コア部品の端縁どうしを突き合わせて環状形状とする突合工程、を有する。
Description
本発明は、電源回路やインバータなどの交流機器における整流回路、雑音防止回路、波形整形回路、共振回路、力率改善回路、各種スイッチング回路等に装備されるチョークコイル及びその製造方法に関するものであり、より具体的には、占積率が高く、製造効率の高いチョークコイル及びその製造方法に関するものである。
各種交流機器の回路に搭載されるチョークコイルは、電気絶縁性のボビンで被覆された環状コアに巻線を巻き付けている(たとえば特許文献1)。
しかしながら、コアに巻線を巻くには、環状コアの中央窓に巻線を通して引き出す巻回工程を繰り返さなければならない。この巻回作業は、機械化が困難であるだけでなく、線径の細い巻線の場合、巻回作業は、数百回以上行なう必要があり、また、線径の太い巻線の場合は、巻回作業の回数は少ないが巻線が硬いため、作業が難しい問題がある。
本発明の目的は、占積率が高く、製造効率の高いチョークコイル及びその製造方法を提供することである。
本発明に係るチョークコイルの製造方法は、
樹脂製のボビンにより絶縁被覆され、夫々2つの端縁を有する円弧状の第1コアと第2コアを準備するコア準備工程、
前記第1コアに第1巻線を巻回して第1コア部品を得る第1コア巻線工程、
前記第2コアに第2巻線を巻回して第2コア部品を得る第2コア巻線工程、及び、
前記巻線の施された前記第1コア部品と前記第2コア部品の端縁どうしを突き合わせて環状形状とする突合工程、
を有する。
樹脂製のボビンにより絶縁被覆され、夫々2つの端縁を有する円弧状の第1コアと第2コアを準備するコア準備工程、
前記第1コアに第1巻線を巻回して第1コア部品を得る第1コア巻線工程、
前記第2コアに第2巻線を巻回して第2コア部品を得る第2コア巻線工程、及び、
前記巻線の施された前記第1コア部品と前記第2コア部品の端縁どうしを突き合わせて環状形状とする突合工程、
を有する。
前記第1コア及び前記第2コアを絶縁被覆する前記ボビンは、前記端縁の外周に鍔部を有する形状とすることができる。
前記コア準備工程は、環状コアを前記ボビンにより絶縁被覆した後、切断して前記第1コアと前記第2コアを形成する工程とすることができる。
前記第2コア巻線工程は、前記第1コアの一方の鍔部の外周縁と、前記第2コアの一方の鍔部の外周縁を接近させた状態で実施することができる。
前記第1コア部品の一方の端縁には第1A端子が形成されており、前記第1コア巻線工程における前記第1巻線の巻始部は前記第1A端子に電気的に接続され、
前記第1巻線の巻終部は、前記第2巻線の巻始部に連続し、
前記第2コア部品の一方の端縁には第2B端子が形成されており、前記第2コア巻線工程における前記第2巻線の巻終部を前記第2B端子に電気的に接続することができる。
前記第1巻線の巻終部は、前記第2巻線の巻始部に連続し、
前記第2コア部品の一方の端縁には第2B端子が形成されており、前記第2コア巻線工程における前記第2巻線の巻終部を前記第2B端子に電気的に接続することができる。
前記第1A端子と前記第1コア巻線工程における前記第1巻線の前記巻始部、前記第2B端子と前記第2コア巻線工程における前記第2巻線の前記巻終部は、溶接工法、又は、はんだ付けにより電気的に接続することができる。
前記第1コア巻線工程及び前記第2コア巻線工程は、前記第1巻線を前記第1コアに巻回し、前記第1巻線の巻終部が前記第2巻線の巻始部に連続した状態で前記第2巻線を前記第2コアに巻回する往路工程であって、
前記往路工程の後、
前記第2コアに復路の第3巻線を施す第3コア巻線工程、及び、
前記第3巻線の巻終部が前記第4巻線の巻始部に連続した状態で、前記第1コアに復路の第4巻線を施す第4コア巻線工程、
を含む、復路工程を有することができる。
前記往路工程の後、
前記第2コアに復路の第3巻線を施す第3コア巻線工程、及び、
前記第3巻線の巻終部が前記第4巻線の巻始部に連続した状態で、前記第1コアに復路の第4巻線を施す第4コア巻線工程、
を含む、復路工程を有することができる。
前記第1コア部品の一方の端縁には第1A端子が形成されており、前記第1コア巻線工程における前記第1巻線の巻始部と、前記第4コア巻線工程における前記第4巻線の巻終部は、前記第1A端子に電気的に接続され、
前記第2コア部品の一方の端縁には第2B端子が形成されており、前記第2コア巻線工程における前記第2巻線の巻終部と、前記第3コア巻線工程における前記第3巻線の巻始部は、前記第2B端子に電気的に接続してもよい。
前記第2コア部品の一方の端縁には第2B端子が形成されており、前記第2コア巻線工程における前記第2巻線の巻終部と、前記第3コア巻線工程における前記第3巻線の巻始部は、前記第2B端子に電気的に接続してもよい。
前記第1A端子と前記第1コア巻線工程における前記第1巻線の前記巻始部及び前記第4コア巻線工程における前記第4巻線の前記巻終部、前記第2B端子と前記第2コア巻線工程における前記第2巻線の前記巻終部と前記第3コア巻線工程における前記第3巻線の前記巻始部は、溶接工法、又は、はんだ付けにより電気的に接続することができる。
前記第1コア部品の一方の端縁には第1A端子、他方の端縁には第1B端子が形成されており、前記第1コア巻線工程における前記第1巻線の巻始部は前記第1A端子に電気的に接続され、巻終部は前記第1B端子に電気的に接続され、
前記第2コア部品の一方の端縁には第2A端子、他方の端縁には第2B端子が形成されており、前記第2コア巻線工程における前記第2巻線の巻始部は前記第2A端子に電気的に接続され、巻終部は前記第2B端子に電気的に接続することができる。
前記第2コア部品の一方の端縁には第2A端子、他方の端縁には第2B端子が形成されており、前記第2コア巻線工程における前記第2巻線の巻始部は前記第2A端子に電気的に接続され、巻終部は前記第2B端子に電気的に接続することができる。
前記第1コア部品の前記第1巻線の巻回方向と、前記第2コア部品の前記第2巻線の巻回方向は同方向とすることができる。
前記第1コア部品の前記第1巻線の巻回方向と、前記第2コア部品の前記第2巻線の巻回方向は逆方向とすることができる。
前記巻線は、集合線とすることができる。
前記突合工程は、前記第1コアと前記第2コアの少なくとも一方の端縁どうしの間に絶縁性のスペーサーを挿入して実施することができる。
上記何れかの製造方法によりチョークコイルを製造する工程の後、
得られた前記チョークコイルに樹脂被覆を行なう工程を有することができる。
得られた前記チョークコイルに樹脂被覆を行なう工程を有することができる。
本発明に係るチョークコイルは、
2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにより絶縁被覆された円弧状の第1コアであって、前記ボビンは前記端縁の外周に鍔部を有する第1コアと、
前記第1コアの前記端縁と対向する2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにて絶縁被覆された円弧状の第2コアであって、前記ボビンは前記端縁の外周に鍔部を有する第2コアと、
前記第1コアと前記第2コアの対向する一方の前記端縁の前記鍔部に夫々配置された第1A端子及び第2B端子と、
前記第1コアの前記第1A端子に電気的に接続され、前記第1コアに巻回され、前記第1コアの他方の端縁から前記第2コアの他方の端縁を跨いで前記第2コアに巻回され、前記第2コアの前記第2B端子に電気的に接続された巻線と、
を具える。
2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにより絶縁被覆された円弧状の第1コアであって、前記ボビンは前記端縁の外周に鍔部を有する第1コアと、
前記第1コアの前記端縁と対向する2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにて絶縁被覆された円弧状の第2コアであって、前記ボビンは前記端縁の外周に鍔部を有する第2コアと、
前記第1コアと前記第2コアの対向する一方の前記端縁の前記鍔部に夫々配置された第1A端子及び第2B端子と、
前記第1コアの前記第1A端子に電気的に接続され、前記第1コアに巻回され、前記第1コアの他方の端縁から前記第2コアの他方の端縁を跨いで前記第2コアに巻回され、前記第2コアの前記第2B端子に電気的に接続された巻線と、
を具える。
また、発明に係るチョークコイルは、
2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにより絶縁被覆された円弧状であって、前記ボビンは前記端縁の外周に鍔部を有する第1コアと、前記第1コアに巻回された第1巻線と、前記第1巻線の巻始部に電気的に接続された第1A端子と、前記第1巻線の巻終部に電気的に接続された第1B端子と、を具える第1コア部品と、
2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにて絶縁被覆された円弧状であって、前記ボビンは前記端縁の外周に鍔部を有する第2コアと、前記第2コアに巻回された第2巻線と、前記第2巻線の巻始部に電気的に接続された第2A端子と、前記第2巻線の巻終部に電気的に接続された第2B端子と、を具える第2コア部品と、
を具え、
前記第1コア部品の前記端縁と、前記第2コア部品の前記端縁を夫々対向させて配置してなる。
2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにより絶縁被覆された円弧状であって、前記ボビンは前記端縁の外周に鍔部を有する第1コアと、前記第1コアに巻回された第1巻線と、前記第1巻線の巻始部に電気的に接続された第1A端子と、前記第1巻線の巻終部に電気的に接続された第1B端子と、を具える第1コア部品と、
2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにて絶縁被覆された円弧状であって、前記ボビンは前記端縁の外周に鍔部を有する第2コアと、前記第2コアに巻回された第2巻線と、前記第2巻線の巻始部に電気的に接続された第2A端子と、前記第2巻線の巻終部に電気的に接続された第2B端子と、を具える第2コア部品と、
を具え、
前記第1コア部品の前記端縁と、前記第2コア部品の前記端縁を夫々対向させて配置してなる。
また、本発明のチョークコイル製品は、
上記記載のチョークコイルの外周を樹脂被覆してなる。
上記記載のチョークコイルの外周を樹脂被覆してなる。
本発明のチョークコイルの製造方法によれば、絶縁被覆された円弧状の第1コアと第2コアに跨がるよう予め第1巻線と第2巻線を施した後、第1コアと第2コアの端縁を突き合わせることでチョークコイルを得ることができる。第1コアと第2コアは円弧状であるから、環状コアに比べて巻線の巻回は極めて容易であり、巻線やチョークコイルの製造の自動化も達成でき、チョークコイルの製造効率を可及的に高めることができる。また、環状コアに巻線を巻回する場合に比べて巻線の占積率を高めることができるから、チョークコイルの小型化、軽量化、高効率化、小直流抵抗化などを図ることができる。
また、本発明のチョークコイルの製造方法によれば、第1コアに第1巻線を施した第1コア部品と、第2コアに第2巻線を施した第2コア部品を夫々作成し、第1コア部品と第2コア部品の端縁を夫々突き合わせることでチョークコイルを得ることができる。そして、第1コアと第2コアの端子を電気的に接続することで、第1巻線と第2巻線を同じ方向に巻回した場合にはPFC回路などに用いられる1フェーズのチョークコイルを得ることができ、第1巻線と第2巻線を逆方向に巻回した場合にはコモンモードチョークコイルを得ることができる。
とくに、10kHz以上の周波数を取り扱う高周波用途に用いるチョークコイルについては、表皮効果を抑制するためにリッツ線を用いることが一般的ではあるが、リッツ線は撚ってあるので巻線占積率が悪く、かつ巻き戻り易く巻線が困難となり、さらに素線径、撚り本数を周波数に応じて専用設計し、用意しなければいけないので、手間と高価格化が避けられない。しかしながら、本発明のチョークコイルの製造方法を用いれば、集合線化により、リッツ線を不要とし、撚っていないため巻線占積率も高く、また本数も任意に設定できる。加えて、巻線を巻始めから巻終わりへと一方方向に巻回することでストレーキャパシタンスも低減できるなど、高周波用チョークコイルにおいては特に小型化、軽量化、小直流抵抗化により高効率化を達成できる。これらにより価格低減を図ることができ、さらなる大きな効果を得ることができる。
以下、本発明の一実施形態に係るチョークコイル10について、図面を参照しながら説明を行なう。
<第1実施形態>
図1は、本発明の一実施形態に係るチョークコイル10の外観斜視図である。図に示すように、チョークコイル10は、電気絶縁性のボビン31,41によってコアを被覆した第1コア30と第2コア40を具え、これらコア30,40に巻線50(50a,50b)を巻回して構成される。ボビン31,41には、鍔部32,33,42,43が形成されており、巻線50は、鍔部32,42に形成された端子37a,47bに電気的に接続されている。
図1は、本発明の一実施形態に係るチョークコイル10の外観斜視図である。図に示すように、チョークコイル10は、電気絶縁性のボビン31,41によってコアを被覆した第1コア30と第2コア40を具え、これらコア30,40に巻線50(50a,50b)を巻回して構成される。ボビン31,41には、鍔部32,33,42,43が形成されており、巻線50は、鍔部32,42に形成された端子37a,47bに電気的に接続されている。
第1実施形態のチョークコイル10は、以下の要領で作製することができる。
<環状コア20>
本発明のチョークコイル10は、後述するとおり、環状コア20を切断して内装している。環状コア20は、図2に示すように、磁性材料から形成された環状体であり、図示では平面視円環状としているが、楕円形状、トラック形状、矩形形状等であっても構わない。また、環状コア20の断面形状は限定しないが図示では略矩形である。環状コア20は、磁性粉末を圧粉成形して焼結したダストコアやフェライトコアを例示できる。
本発明のチョークコイル10は、後述するとおり、環状コア20を切断して内装している。環状コア20は、図2に示すように、磁性材料から形成された環状体であり、図示では平面視円環状としているが、楕円形状、トラック形状、矩形形状等であっても構わない。また、環状コア20の断面形状は限定しないが図示では略矩形である。環状コア20は、磁性粉末を圧粉成形して焼結したダストコアやフェライトコアを例示できる。
<被覆環状コア22>
図3に示すように、環状コア20は、電気絶縁性樹脂製のボビン21にて被覆され、被覆環状コア22が作製される。樹脂被覆は、インサート成形などにより行なうことができる。ボビン21には、径方向に対向する位置に突起24,25を形成している。突起24,25は、続く切断工程において二分され、第1コア30と第2コア40の鍔部32,33,42,43を構成する。また、一方の突起24の外周両側には、端子37a,47bの設置位置となる端子取付部34,44(図4も参照)が形成されている。さらには、突起24,25間の外周には、必要に応じて、切断工程において被覆環状コア22の固定や位置決め、また、後述(図11及び図12)のケーシング60のインサート成形の際に位置決めするための位置決め片35,45を突設することができる。
図3に示すように、環状コア20は、電気絶縁性樹脂製のボビン21にて被覆され、被覆環状コア22が作製される。樹脂被覆は、インサート成形などにより行なうことができる。ボビン21には、径方向に対向する位置に突起24,25を形成している。突起24,25は、続く切断工程において二分され、第1コア30と第2コア40の鍔部32,33,42,43を構成する。また、一方の突起24の外周両側には、端子37a,47bの設置位置となる端子取付部34,44(図4も参照)が形成されている。さらには、突起24,25間の外周には、必要に応じて、切断工程において被覆環状コア22の固定や位置決め、また、後述(図11及び図12)のケーシング60のインサート成形の際に位置決めするための位置決め片35,45を突設することができる。
<切断工程>
図3に示す被覆環状コア22は、図4に示すように突起24,25を二分するよう切断する。切断は、たとえば切断砥石を用いて行なうことができる。また、レーザー切断やウォータージェット切断等であってもよい。切断工程により、図4に示すように、被覆環状コア22は、円弧状の第1コア30と第2コア40に切断される。第1コア30は、コア材料の端縁30a,30bの周面に突起24,25を切断してなる鍔部32,33、第2コア40は、コア材料の端縁40a,40bの周面に突起24,25を切断してなる鍔部42,43を有する。また、第1コア30、第2コア40には、夫々一方の鍔部32,42に連続して端子取付部34,44を有し、また、鍔部32,33、鍔部42,43間の外周に夫々位置決め片35,45が突設されている。
図3に示す被覆環状コア22は、図4に示すように突起24,25を二分するよう切断する。切断は、たとえば切断砥石を用いて行なうことができる。また、レーザー切断やウォータージェット切断等であってもよい。切断工程により、図4に示すように、被覆環状コア22は、円弧状の第1コア30と第2コア40に切断される。第1コア30は、コア材料の端縁30a,30bの周面に突起24,25を切断してなる鍔部32,33、第2コア40は、コア材料の端縁40a,40bの周面に突起24,25を切断してなる鍔部42,43を有する。また、第1コア30、第2コア40には、夫々一方の鍔部32,42に連続して端子取付部34,44を有し、また、鍔部32,33、鍔部42,43間の外周に夫々位置決め片35,45が突設されている。
<端子取付工程>
切断された第1コア30と第2コア40には、図5に示すように、端子取付部34,44に夫々第1A端子37a、第2B端子47bが取り付けられる。端子37a,47bは、巻線50(50a,50b)を挟み込んで巻線50(50a,50b)と導通する巻線保持部38,48と、チョークコイル10を基板等の他の電気回路、電子部品と電気的接続するための電気接点部39,49から構成することができる。
切断された第1コア30と第2コア40には、図5に示すように、端子取付部34,44に夫々第1A端子37a、第2B端子47bが取り付けられる。端子37a,47bは、巻線50(50a,50b)を挟み込んで巻線50(50a,50b)と導通する巻線保持部38,48と、チョークコイル10を基板等の他の電気回路、電子部品と電気的接続するための電気接点部39,49から構成することができる。
<巻線工程>
第1コア30及び第2コア40には図6及び図7に示すように巻線50(50a,50b)が巻回されて、第1コア部品3、第2コア部品4を構成する。巻線50は、エナメル線などの絶縁被覆された導電線や融着線を採用することができる。巻線50は、単線であってもよいし、単線を複数並列に並べた集合線(所謂パラ線)としてもよい。
第1コア30及び第2コア40には図6及び図7に示すように巻線50(50a,50b)が巻回されて、第1コア部品3、第2コア部品4を構成する。巻線50は、エナメル線などの絶縁被覆された導電線や融着線を採用することができる。巻線50は、単線であってもよいし、単線を複数並列に並べた集合線(所謂パラ線)としてもよい。
本実施形態では、巻線50は、連続した第1巻線50aと第2巻線50bである。巻線50は、第1巻線50aを第1コア30に巻回する第1巻線工程と、第2巻線50bを第2コア40に巻回する第2巻線工程からなる往路工程を含む。より具体的は、第1巻線工程では、第1巻線50aは、第1コア30の一端に配置された第1A端子37aを巻始部52とし、第1コア30の他端の巻終部53まで第1コア30に巻回して第1コア部品3が作製される。第1コア巻線工程に続き、第2巻線工程では、第2巻線50bは、鍔部33,43を跨ぐように第2コア40に伸び、第1コア30の巻終部53に近い第2コア40の巻始部54から、第2B端子47bが巻終部55となるように、第1コア30と同じ方向に第2コア40に巻回することで第2コア部品4が作製される。第1コア巻線工程と第2コア巻線工程からなる往路工程の巻回パターンを図8に示す。なお、図8及び次に説明する図9中、巻回方向を示す矢印は、第1コア30の端縁30a側から見た巻き付け方向を表している。図8の如く巻線50(50a,50b)を巻回した場合、第1A端子37a側から電流を流すと、第1コア部品3と第2コア部品4には、矢印方向に示すように同じ向きの磁束が発生する。
また、図9(a)に示すように、図8と同様の往路工程の巻線50(50a,50b)を巻回した後、第2B端子47bを巻始部55(往路工程の巻終部)とし、第2コア40に往路とは巻回方向が逆方向になるように第3巻線50cを巻回する第3コア巻線工程と、巻線50が鍔部33,43を跨ぐように第1コア30に達し、第1コア30に往路とは巻回方向が逆方向になるように第4巻線50dを巻回して第1A端子37aを巻終部52(往路工程の巻始部)とする第4コア巻線工程を含む復路工程の巻回パターン(図9(b))を含むこともできる。図9の如く巻線50を巻回した場合、第1A端子37a側から電流を流すと、第1コア部品3、第2コア部品4には、図中矢印で示すように往路と復路で同じ向きの磁束が発生する。なお、巻始部(巻終部)52,55は何れも巻線50を端子37a,47bに延ばして巻き付けるようにすることが望ましい。
巻線50を巻回する際に、図5に示すように、第1コア30と第2コア40について、端子37a,47bが両側に位置するように端子37a,47bのない鍔部33,43を接近させて並べて配置することが望ましい。そして、往路工程では、巻線50aは、第1A端子37aから第1コア巻線工程、鍔部33,43を跨いで、第2コア巻線工程を経て第2B端子47bまで第2巻線50bを巻回すればよい。復路工程は選択的に実施することができ、第2B端子47bを巻始部54として第3巻線50cによる第3コア巻線工程、鍔部33,43を跨いで、第4巻線50dによる第4巻回工程を経て第1A端子37aまで巻回すればよい。
なお、図7に示すように、巻線50は、第1コア部品3から第2コア部品4に、或いは、第2コア部品4から第1コア部品3に移行する際に、鍔部33,43を跨ぐ。巻線50は、第1コア部品3と第2コア部品4で、図8、図9に示すように同じ巻回方向であるから、巻線50の跨部51は、図7に示すように、鍔部33,43に対して斜めに交差するよう跨ぐことになる。このとき、続く突合工程において、第1コア部品3と第2コア部品4の端縁30a,40a、端縁30b,40bどうしを突き合わせたときに、跨部51が引っ張られて切断することのないよう、若干余裕を持って鍔部33,43を跨ぐことが好適である。
巻線工程では、第1コア部品3と第2コア部品4は、円弧状の形態であり、先行技術のように環状の形態ではないので、巻線50(50a,50b)はコア30,40を周回するように巻き付けることができ、先行技術のように環状コアの中央窓に通す必要はない。従って、極めて容易に巻線50を巻回することができる利点がある。また、巻線50は、密に巻き付けることができるから、第1コア部品3と第2コア部品4を環状に繋げたときに形成される中央窓に対して巻線50が占める割合(占積率)を可及的に高めることができる。
<突合工程>
上記巻線工程において巻線50が巻回されることで、図6及び図7に示すように、第1コア部品3と第2コア部品4は、鍔部33,43を跨部51により跨ぐ巻線50によって繋がった形態となる。この状態から、図10に矢印で示すように、第1コア部品3と第2コア部品4を、端子37a,47bの形成された端縁30a,40aどうしが対向するように、鍔部32,42を接近させる。そして、図11に示すように、第1コア部品3と第2コア部品4の端縁30a,40a、端縁30b,40bどうしを突き合わせることで、第1コア部品3と第2コア部品4は環状形状になる。なお、第1コア部品3と第2コア部品4のコア材料どうしは、密着するよう突き合わせてもよいし、端縁30a,40a及び/又は端縁30b,40b間に絶縁性のスペーサーを入れてギャップが形成されるようにしてもよい。
上記巻線工程において巻線50が巻回されることで、図6及び図7に示すように、第1コア部品3と第2コア部品4は、鍔部33,43を跨部51により跨ぐ巻線50によって繋がった形態となる。この状態から、図10に矢印で示すように、第1コア部品3と第2コア部品4を、端子37a,47bの形成された端縁30a,40aどうしが対向するように、鍔部32,42を接近させる。そして、図11に示すように、第1コア部品3と第2コア部品4の端縁30a,40a、端縁30b,40bどうしを突き合わせることで、第1コア部品3と第2コア部品4は環状形状になる。なお、第1コア部品3と第2コア部品4のコア材料どうしは、密着するよう突き合わせてもよいし、端縁30a,40a及び/又は端縁30b,40b間に絶縁性のスペーサーを入れてギャップが形成されるようにしてもよい。
<巻線-端子接続工程>
環状に第1コア部品3と第2コア部品4を突き合わせた後、巻線50は、端子37a,47bとの接続部分となる巻始部52,54、巻終部53,55の絶縁被覆を除去し、図1に示すように端子37a,47bの巻線保持部38,48を折り曲げることで端子37a,47bと電気的に接続される。巻線50の絶縁被覆の除去や電気的な接続は、熱かしめやヒュージング加工のような抵抗溶接、TIG溶接及びプラズマ溶接などのような各種溶接工法、又は、はんだ付けなどにより行なうことができる。
環状に第1コア部品3と第2コア部品4を突き合わせた後、巻線50は、端子37a,47bとの接続部分となる巻始部52,54、巻終部53,55の絶縁被覆を除去し、図1に示すように端子37a,47bの巻線保持部38,48を折り曲げることで端子37a,47bと電気的に接続される。巻線50の絶縁被覆の除去や電気的な接続は、熱かしめやヒュージング加工のような抵抗溶接、TIG溶接及びプラズマ溶接などのような各種溶接工法、又は、はんだ付けなどにより行なうことができる。
上記により、環状に形成された第1コア部品3と第2コア部品4に第1A端子37aから第2B端子47bを往路とする巻線50が施されたチョークコイル10、又は、さらに第2B端子47bから第1A端子37aを復路とする巻線50が施されたノーマルモードに用いられる1フェーズのチョークコイル10を得ることができる。
得られたチョークコイル10は、第1コア30及び第2コア40に密に巻線50が巻回された第1コア部品3と第2コア部品4を具え、巻線50の占積率を65%~70%以上に高めることができる。チョークコイル10の占積率の向上により、インダクタンスを高めることができ、また、チョークコイル10自体の小型化、軽量化、高効率化、小直流抵抗化などを図ることができる。とくに、巻線50は、単線に加えてリッツ線ではなく集合線を採用することで占積率を高めることができる。
加えて巻線50を巻き始めから巻き終わりへと一方方向とした場合には、折返しのない巻回が可能となり、高周波駆動時に不要なストレーキャパシタンスが抑制できることとなる。さらに後述するPFC回路などに用いられるチョークコイルのように巻始部と巻終部間に400Vを超えるような高電圧が加わっても、十分に耐えることができる。
また、第1コア30と第2コア40に巻回された巻線50a,50bは、鍔部32,33,42,43により電気的絶縁が図られているから、これらの電気的な接触や短絡は防止できる。
<樹脂被覆工程>
上記チョークコイル10は、第1コア部品3と第2コア部品4が相対的に固定されていないため、コア30,40の突合せ部分に隙間が生じ、開いてしまう。そこで、図18及び図19に示すように、チョークコイル10をインサート成形や樹脂注型(ポッティング)等により樹脂被覆してケーシング60に内装し、チョークコイル製品12とすることができる。チョークコイル10をケーシング60内に収容することで、放熱特性を高め、均熱化を図ることができる。さらに、図18に示すようにケーシング60の天面を平面化し、ヒートシンク等に当たる面積を大きくすることで、放熱性をさらに高めることもできる。
上記チョークコイル10は、第1コア部品3と第2コア部品4が相対的に固定されていないため、コア30,40の突合せ部分に隙間が生じ、開いてしまう。そこで、図18及び図19に示すように、チョークコイル10をインサート成形や樹脂注型(ポッティング)等により樹脂被覆してケーシング60に内装し、チョークコイル製品12とすることができる。チョークコイル10をケーシング60内に収容することで、放熱特性を高め、均熱化を図ることができる。さらに、図18に示すようにケーシング60の天面を平面化し、ヒートシンク等に当たる面積を大きくすることで、放熱性をさらに高めることもできる。
チョークコイル10は、図1等に示すように位置決め片35,45を周面に突設しているから、たとえば金型に収容する際に、位置決め片35,45を金型内面に当てて位置決めや固定を行なうことができる。そして、端子37a,47bの電気接点部39,49がケーシング60の下面から臨出するようにインサート成形を実施すればよい。チョークコイル10を金型に設置する際に、第1コア部品3と第2コア部品4、端縁30a,40a及び/又は端縁30b,40bの間に間隔を設けておくことで、樹脂被覆を行なった際に、端縁間にギャップを形成することもできる。
図示のチョークコイル製品12は、ケーシング60にQRコード(登録商標)やデータマトリックス61を印字し、チョークコイル10の製品特性等を記している。また、ケーシング60の下面には、電気接点部39,49とは別に、補強用のダミーピン62,62を一体に成形している。
上記構成のチョークコイル製品12は、基板等に設置され、電源回路やインバータなどの交流機器における雑音防止回路、波形整形回路、共振回路、各種スイッチング回路等のチョークコイルとして用いることができる。本発明のチョークコイル製品12は、10kHzを超える高周波用チョークコイル製品として用いられるスイッチング電源等において、力率改善回路(Power Factor Correction)を設けた回路の高周波歪電流対策に用いられるチョークコイルとして好適に使用でき、さらには、インピーダンス整合用、高周波平滑チョークコイルとしても使用できる。
本発明のチョークコイル10及びチョークコイル製品12は、被覆環状コア22を円弧状の第1コア30と第2コア40に切断したことで、巻線50の巻回を極めて容易に行なうことができる。巻線50の巻回は、フライヤー式巻線機などを用いて自動化することができる。従って、巻線50を緻密に巻回することができ、また、機械巻きとすることで、巻き数(ターン)も正確に制御できる利点がある。さらには、フライヤー式巻線機を用いて巻線50を巻回する場合、巻線機のノズルに複数本の巻線50をセットして巻くと、巻線50が撚れてリッツ線化しながら巻くこともできる。
上記実施形態では、切断工程で被覆環状コア22を2つに完全に切断して、第1コア30と第2コア40を得ているが、変形例として、突起25の先端を切り残し、鍔部33,43がヒンジ状に繋げたまま第1コア30と第2コア40を開いて巻線50を巻回し、ヒンジ部分を折り曲げることで第1コア30と第2コア40を突き合わせるようにしてもよい。
また、第1コア30、第2コア40に巻回される巻線50の数(芯線数)は周波数に応じて適宜設定することができる。たとえば、複数の巻線50を巻回する場合、往路工程、又は、往路工程と復路工程を複数回繰り返すことで、複数の巻線50をパラレルに巻回することもできる。
<第2実施形態>
上記第1実施形態では、第1コア部品3から第2コア部品4を跨ぐ巻線50(50a,50b)を第1コア30、第2コア40に巻回している。これに対して、第2実施形態では、第1コア30に巻線50aを巻回した第1コア部品3と、第2コア40に巻線50bを巻回した第2コア部品4を夫々別で作製し、これらをベース63に載置して、チョークコイル製品12を得るものである。なお、第1実施形態と同じ又は同様の部材には同じ符号を付し、説明を適宜省略する。
上記第1実施形態では、第1コア部品3から第2コア部品4を跨ぐ巻線50(50a,50b)を第1コア30、第2コア40に巻回している。これに対して、第2実施形態では、第1コア30に巻線50aを巻回した第1コア部品3と、第2コア40に巻線50bを巻回した第2コア部品4を夫々別で作製し、これらをベース63に載置して、チョークコイル製品12を得るものである。なお、第1実施形態と同じ又は同様の部材には同じ符号を付し、説明を適宜省略する。
第2実施形態の第1コア30と第2コア40は、第1実施形態と同様、環状のコア20(図2参照)を樹脂被覆し、図20に示すように、鍔部32,33,42,43が形成されるように切断することで得ることができる(切断工程)。鍔部32,33,42,43には、第1コア部品3と第2コア部品4を後述するベース63の鍔部係止部64に装着するめの係止受部32a,42a等が形成されている。図示の実施形態では、係止受部32a,42aは縦方向の切込みである。
そして、図21に示すように、第1コア30に第1巻線50aを巻回して第1コア部品3を得、同様に第2コア40に第2巻線50bを巻回して第2コア部品4を得る(巻線工程)。第1巻線50aと第2巻線50bは、連続した巻線ではなく、夫々別の巻線或いは巻線群から構成される。
具体的には、第1コア部品3には、第1コア30の鍔部32を巻始部52とし、鍔部33が巻終部53となるように第1巻線50aを巻回する。また、第2コア部品4には、第2コア40の鍔部43を巻始部54とし、鍔部42が巻終部53とあるように第2巻線50bを巻回する。第1コア部品3と第2コア部品4の巻線の巻回方向については、後述する。
第1実施形態では、巻線50は第1コア30から第2コア40に跨がるように巻回する必要があるが、本実施形態によれば、巻線50a,50bは、円弧状の第1コア30と第2コア40に夫々巻き付ければよいから、巻回作業は極めて容易であり、また、巻線の自動化も極めて容易である。
そして、図22に示すように、第1コア部品3の第1巻線50aには、巻始部52と巻終部53に第1A端子37aと第1B端子37bを接続し、また、第2コア部品4の第2巻線50bには、巻始部54と巻終部55に第2A端子47aと第2B端子47bを接続する(端子取付工程、巻線-端子接続工程)。端子37a,37bと第1巻線50a、端子47a,47bと第2巻線50bとの接続は、熱かしめやヒュージング加工のような抵抗溶接、TIG溶接及びプラズマ溶接などのような各種溶接工法、又は、はんだ付けなどにより行なうことができる。
端子は、図22に示すように、第1コア部品3から下方に向けて第1A端子37aと第1B端子37bが臨出し、第2コア部品4から下方に向けて第2A端子47aと第2B端子47bが臨出する構成とすることができる。
上記のように、第1コア部品3と第2コア部品4は、巻線によって繋がった形態ではなく、独立した部品であるから、取扱いが非常に容易である。なお、上記した第1コア部品3と第2コア部品4は、巻線50a,50bの巻回方向を同じ方向とする場合、第1コア部品3と第2コア部品4は同一の構成とすることができる。
そして、図23に示すように、第1コア部品3と第2コア部品4について、鍔部32,42どうし、鍔部33,43どうしが対向するように接近させて(突合工程)、ベース63に載置する。ベース63には、鍔部32,33,42,43の係止受部32a,42aが嵌まる鍔部係止部64が形成されている。図示の実施形態では、鍔部係止部64は、係止受部32a,42aが嵌まる突起である。そして、各鍔部係止部64に、夫々鍔部32,42、鍔部33,43を係合させることで、第1コア部品3及び第2コア部品4をベース63に装着することができる。なお、ベース63には、鍔部32,33,42,43に引っ掛かる爪片65を形成しておき、爪片65に鍔部を係止して、第1コア部品3及び第2コア部品4がベース63から脱落しない構成とすることが望ましい。
その他、ベース63には、図23に示すように、端子37a,37b,47a,47bを避けた切欠きが形成されており、当該切欠きには、端子37a,37b,47a,47bと係合する端子係合片66が突設されている。そして、図24に示すように、第1コア部品3及び第2コア部品4をベース63に装着し、端子係合片66に端子37a,37b,47a,47bを係合させることで、これら端子は、ベース63の下方に臨出して固定される。
この状態で、図25に示すように、チョークコイル10をインサート成形や樹脂注型(ポッティング)等により樹脂被覆してケーシング60に内装することで(樹脂被覆工程)、下方に端子37a,37b,47a,47bが臨出したチョークコイル製品12が得られる。本実施形態の場合、第1実施形態のようなダミーピンは不要とすることができる。
得られたチョークコイル製品12は、基板等に設置され、電源回路やインバータなどの交流機器における雑音防止回路、波形整形回路、共振回路、各種スイッチング回路等のチョークコイルとして用いることができる。たとえば、端子37bと端子47bを直列に接続することで、チョークコイル製品12は、1フェーズのチョークコイルとして使用できる。また、端子37aと端子47a、端子37bと端子47bを並列に接続することで2フェーズのチョークコイルとして使用できる。
なお、第1コア部品3と第2コア部品4の第1巻線50aと第2巻線50bの巻回方向を逆方向とし、端子37aと端子47b、端子37bと端子47aを並列接続することにより、チョークコイル製品12は、コモンモードチョークコイルとして使用できる。
第2実施形態によれば、第1コア部品3、第2コア部品4は、円弧状であるから巻線50a,50bを巻回し易く、巻線やチョークコイル製品12の製造の自動化も達成でき、チョークコイル製品12の製造効率を可及的に高めることができる。また、環状コアに巻線を巻回する場合に比べて巻線の占積率を高めることができるから、チョークコイル製品12の小型化、軽量化、高効率化、小直流抵抗化などを図ることができる。
上記説明は、本発明を説明するためのものであって、特許請求の範囲に記載の発明を限定し、或いは範囲を限縮するように解すべきではない。また、本発明の各部構成は、上記実施例に限らず、特許請求の範囲に記載の技術的範囲内で種々の変形が可能であることは勿論である。
10 チョークコイル
12 チョークコイル製品
3 第1コア部品
30 第1コア
32,33 鍔部
37a 第1A端子
37b 第1B端子
4 第2コア部品
40 第2コア
42,43 鍔部
47a 第2A端子
47b 第2B端子
50 巻線
51 跨部
12 チョークコイル製品
3 第1コア部品
30 第1コア
32,33 鍔部
37a 第1A端子
37b 第1B端子
4 第2コア部品
40 第2コア
42,43 鍔部
47a 第2A端子
47b 第2B端子
50 巻線
51 跨部
Claims (18)
- チョークコイルの製造方法であって、
樹脂製のボビンにより絶縁被覆され、夫々2つの端縁を有する円弧状の第1コアと第2コアを準備するコア準備工程、
前記第1コアに第1巻線を巻回して第1コア部品を得る第1コア巻線工程、
前記第2コアに第2巻線を巻回して第2コア部品を得る第2コア巻線工程、及び、
前記巻線の施された前記第1コア部品と前記第2コア部品の端縁どうしを突き合わせて環状形状とする突合工程、
を有する、
チョークコイルの製造方法。 - 前記第1コア及び前記第2コアを絶縁被覆する前記ボビンは、前記端縁の外周に鍔部を有する形状である、
請求項1に記載のチョークコイルの製造方法。 - 前記コア準備工程は、環状コアを前記ボビンにより絶縁被覆した後、切断して前記第1コアと前記第2コアを形成する工程である、
請求項1又は請求項2に記載のチョークコイルの製造方法。 - 前記第2コア巻線工程は、前記第1コアの一方の鍔部の外周縁と、前記第2コアの一方の鍔部の外周縁を接近させた状態で実施される、
請求項2に記載のチョークコイルの製造方法。 - 前記第1コア部品の一方の端縁には第1A端子が形成されており、前記第1コア巻線工程における前記第1巻線の巻始部は前記第1A端子に電気的に接続され、
前記第1巻線の巻終部は、前記第2巻線の巻始部に連続し、
前記第2コア部品の一方の端縁には第2B端子が形成されており、前記第2コア巻線工程における前記第2巻線の巻終部を前記第2B端子に電気的に接続される、
請求項1乃至請求項4の何れかに記載のチョークコイルの製造方法。 - 前記第1A端子と前記第1コア巻線工程における前記第1巻線の前記巻始部、前記第2B端子と前記第2コア巻線工程における前記第2巻線の前記巻終部は、溶接工法、又は、はんだ付けにより電気的に接続される、
請求項5に記載のチョークコイルの製造方法。 - 前記第1コア巻線工程及び前記第2コア巻線工程は、前記第1巻線を前記第1コアに巻回し、前記第1巻線の巻終部が前記第2巻線の巻始部に連続した状態で前記第2巻線を前記第2コアに巻回する往路工程であって、
前記往路工程の後、
前記第2コアに復路の第3巻線を施す第3コア巻線工程、及び、
前記第3巻線の巻終部が前記第4巻線の巻始部に連続した状態で、前記第1コアに復路の第4巻線を施す第4コア巻線工程、
を含む、復路工程を有する、
請求項1乃至請求項6の何れかに記載のチョークコイルの製造方法。 - 前記第1コア部品の一方の端縁には第1A端子が形成されており、前記第1コア巻線工程における前記第1巻線の巻始部と、前記第4コア巻線工程における前記第4巻線の巻終部は、前記第1A端子に電気的に接続され、
前記第2コア部品の一方の端縁には第2B端子が形成されており、前記第2コア巻線工程における前記第2巻線の巻終部と、前記第3コア巻線工程における前記第3巻線の巻始部は、前記第2B端子に電気的に接続される、
請求項7に記載のチョークコイルの製造方法。 - 前記第1A端子と前記第1コア巻線工程における前記第1巻線の前記巻始部及び前記第4コア巻線工程における前記第4巻線の前記巻終部、前記第2B端子と前記第2コア巻線工程における前記第2巻線の前記巻終部と前記第3コア巻線工程における前記第3巻線の前記巻始部は、溶接工法、又は、はんだ付けにより電気的に接続される、
請求項8に記載のチョークコイルの製造方法。 - 前記第1コア部品の一方の端縁には第1A端子、他方の端縁には第1B端子が形成されており、前記第1コア巻線工程における前記第1巻線の巻始部は前記第1A端子に電気的に接続され、巻終部は前記第1B端子に電気的に接続され、
前記第2コア部品の一方の端縁には第2A端子、他方の端縁には第2B端子が形成されており、前記第2コア巻線工程における前記第2巻線の巻始部は前記第2A端子に電気的に接続され、巻終部は前記第2B端子に電気的に接続される、
請求項1乃至請求項3の何れかに記載のチョークコイルの製造方法。 - 前記第1コア部品の前記第1巻線の巻回方向と、前記第2コア部品の前記第2巻線の巻回方向は同方向である、
請求項10に記載のチョークコイルの製造方法。 - 前記第1コア部品の前記第1巻線の巻回方向と、前記第2コア部品の前記第2巻線の巻回方向は逆方向である、
請求項10に記載のチョークコイルの製造方法。 - 前記巻線は、集合線である、
請求項1乃至請求項12の何れかに記載のチョークコイルの製造方法。 - 前記突合工程は、前記第1コアと前記第2コアの少なくとも一方の端縁どうしの間に絶縁性のスペーサーを挿入して実施される、
請求項1乃至請求項13の何れかに記載のチョークコイルの製造方法。 - 請求項1乃至請求項14の何れかの製造方法によりチョークコイルを製造する工程の後、
得られた前記チョークコイルに樹脂被覆を行なう工程を有する、
チョークコイル製品の製造方法。 - 2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにより絶縁被覆された円弧状の第1コアであって、前記ボビンは前記端縁の外周に鍔部を有する第1コアと、
前記第1コアの前記端縁と対向する2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにて絶縁被覆された円弧状の第2コアであって、前記ボビンは前記端縁の外周に鍔部を有する第2コアと、
前記第1コアと前記第2コアの対向する一方の前記端縁の前記鍔部に夫々配置された第1A端子及び第2B端子と、
前記第1コアの前記第1A端子に電気的に接続され、前記第1コアに巻回され、前記第1コアの他方の端縁から前記第2コアの他方の端縁を跨いで前記第2コアに巻回され、前記第2コアの前記第2B端子に電気的に接続された巻線と、
を具える、
チョークコイル。 - 2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにより絶縁被覆された円弧状であって、前記ボビンは前記端縁の外周に鍔部を有する第1コアと、前記第1コアに巻回された第1巻線と、前記第1巻線の巻始部に電気的に接続された第1A端子と、前記第1巻線の巻終部に電気的に接続された第1B端子と、を具える第1コア部品と、
2つの端縁を有し、少なくとも前記端縁以外が樹脂製のボビンにて絶縁被覆された円弧状であって、前記ボビンは前記端縁の外周に鍔部を有する第2コアと、前記第2コアに巻回された第2巻線と、前記第2巻線の巻始部に電気的に接続された第2A端子と、前記第2巻線の巻終部に電気的に接続された第2B端子と、を具える第2コア部品と、
を具え、
前記第1コア部品の前記端縁と、前記第2コア部品の前記端縁を夫々対向させて配置してなる、
チョークコイル。 - 請求項16又は請求項17に記載のチョークコイルの外周を樹脂被覆してなる、
チョークコイル製品。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019077614 | 2019-04-16 | ||
| JP2019-077614 | 2019-04-16 | ||
| JP2020-072061 | 2020-04-14 | ||
| JP2020072061A JP2020178122A (ja) | 2019-04-16 | 2020-04-14 | チョークコイル及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020213598A1 true WO2020213598A1 (ja) | 2020-10-22 |
Family
ID=72837798
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/016408 WO2020213598A1 (ja) | 2019-04-16 | 2020-04-14 | チョークコイル及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2020213598A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6068608A (ja) * | 1983-09-26 | 1985-04-19 | Toshiba Corp | 高周波チョ−クコイル |
| JPS62109428U (ja) * | 1985-12-26 | 1987-07-13 | ||
| JPH028113U (ja) * | 1988-06-29 | 1990-01-19 | ||
| JPH0338603U (ja) * | 1989-08-24 | 1991-04-15 | ||
| JPH0493116U (ja) * | 1990-12-25 | 1992-08-13 | ||
| JPH0742110U (ja) * | 1993-12-22 | 1995-07-21 | 松下電工株式会社 | トロイダルトランス |
| JP2001052945A (ja) * | 1999-08-06 | 2001-02-23 | Concorde Denshi Kogyo:Kk | 閉磁路インダクタおよびその製造方法。 |
-
2020
- 2020-04-14 WO PCT/JP2020/016408 patent/WO2020213598A1/ja active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6068608A (ja) * | 1983-09-26 | 1985-04-19 | Toshiba Corp | 高周波チョ−クコイル |
| JPS62109428U (ja) * | 1985-12-26 | 1987-07-13 | ||
| JPH028113U (ja) * | 1988-06-29 | 1990-01-19 | ||
| JPH0338603U (ja) * | 1989-08-24 | 1991-04-15 | ||
| JPH0493116U (ja) * | 1990-12-25 | 1992-08-13 | ||
| JPH0742110U (ja) * | 1993-12-22 | 1995-07-21 | 松下電工株式会社 | トロイダルトランス |
| JP2001052945A (ja) * | 1999-08-06 | 2001-02-23 | Concorde Denshi Kogyo:Kk | 閉磁路インダクタおよびその製造方法。 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2020178122A (ja) | チョークコイル及びその製造方法 | |
| CN102428526B (zh) | 表面安装磁性部件及其制造方法 | |
| JP6409328B2 (ja) | コイル部品 | |
| US10096421B2 (en) | Coil device and method for manufacturing the same | |
| US20100271162A1 (en) | Surface mount magnetic components and methods of manufacturing the same | |
| EP2335256B1 (en) | Inductor for high frequency applications | |
| KR20110063620A (ko) | 고 전류 비결정성 파우더 코어 인덕터 | |
| KR20140122688A (ko) | 인터리브된 평면의 유도성 장치와 그의 제조 및 사용 방법 | |
| WO2013148644A1 (en) | Flat coil planar transformer and methods | |
| WO2017186022A1 (zh) | 电枢、用于电枢的端部模块和用于装配电枢的方法 | |
| JP2000277337A (ja) | コイル装置及びその製造方法 | |
| US20150130577A1 (en) | Insulation planar inductive device and methods of manufacture and use | |
| WO2020213598A1 (ja) | チョークコイル及びその製造方法 | |
| JP6593069B2 (ja) | コイル部品 | |
| JP2019067926A (ja) | トランス | |
| JP2001052945A (ja) | 閉磁路インダクタおよびその製造方法。 | |
| JPH11329866A (ja) | 有芯コイル及びその製造方法 | |
| TWI447759B (zh) | 表面安裝磁性元件總成 | |
| JP6934611B2 (ja) | コモンモードチョークコイルの製造方法 | |
| US20230411062A1 (en) | Choke coil | |
| CN210142556U (zh) | 一种工字电感 | |
| JP2004006629A (ja) | 面実装型コイル部品及びその製造方法 | |
| CN112652447B (zh) | 电感器 | |
| JP2006032663A (ja) | インダクタおよびその製造方法 | |
| JP6977549B2 (ja) | コモンモードチョークコイル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20790473 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20790473 Country of ref document: EP Kind code of ref document: A1 |