WO2020158920A1 - 樹脂製容器の製造装置および製造方法 - Google Patents
樹脂製容器の製造装置および製造方法 Download PDFInfo
- Publication number
- WO2020158920A1 WO2020158920A1 PCT/JP2020/003653 JP2020003653W WO2020158920A1 WO 2020158920 A1 WO2020158920 A1 WO 2020158920A1 JP 2020003653 W JP2020003653 W JP 2020003653W WO 2020158920 A1 WO2020158920 A1 WO 2020158920A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- temperature
- preform
- injection
- molding
- injection molding
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 45
- 229920005989 resin Polymers 0.000 title claims abstract description 34
- 239000011347 resin Substances 0.000 title claims abstract description 34
- 238000001746 injection moulding Methods 0.000 claims abstract description 131
- 238000000071 blow moulding Methods 0.000 claims abstract description 119
- 238000000465 moulding Methods 0.000 claims abstract description 28
- 230000007423 decrease Effects 0.000 claims abstract description 5
- 238000001816 cooling Methods 0.000 claims description 69
- 238000000034 method Methods 0.000 claims description 51
- 239000000463 material Substances 0.000 claims description 21
- 230000009477 glass transition Effects 0.000 claims description 16
- 238000010102 injection blow moulding Methods 0.000 abstract 1
- 238000009826 distribution Methods 0.000 description 46
- 239000003570 air Substances 0.000 description 45
- 239000010410 layer Substances 0.000 description 43
- 238000002347 injection Methods 0.000 description 39
- 239000007924 injection Substances 0.000 description 39
- 238000003860 storage Methods 0.000 description 21
- 238000003303 reheating Methods 0.000 description 15
- 229920000139 polyethylene terephthalate Polymers 0.000 description 14
- 239000005020 polyethylene terephthalate Substances 0.000 description 14
- 238000012546 transfer Methods 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 11
- 238000007796 conventional method Methods 0.000 description 10
- 238000002791 soaking Methods 0.000 description 10
- 238000007664 blowing Methods 0.000 description 9
- 238000000605 extraction Methods 0.000 description 7
- 238000013461 design Methods 0.000 description 6
- 230000000704 physical effect Effects 0.000 description 6
- -1 polyethylene terephthalate Polymers 0.000 description 6
- 239000002344 surface layer Substances 0.000 description 6
- 229920003002 synthetic resin Polymers 0.000 description 6
- 239000000057 synthetic resin Substances 0.000 description 6
- 239000012792 core layer Substances 0.000 description 5
- 238000011049 filling Methods 0.000 description 4
- 238000004904 shortening Methods 0.000 description 4
- 238000002425 crystallisation Methods 0.000 description 3
- 230000008025 crystallization Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 230000000717 retained effect Effects 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- 230000002087 whitening effect Effects 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011067 equilibration Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000000087 stabilizing effect Effects 0.000 description 2
- 238000010792 warming Methods 0.000 description 2
- 241000251468 Actinopterygii Species 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- FFBHFFJDDLITSX-UHFFFAOYSA-N benzyl N-[2-hydroxy-4-(3-oxomorpholin-4-yl)phenyl]carbamate Chemical compound OC1=C(NC(=O)OCC2=CC=CC=C2)C=CC(=C1)N1CCOCC1=O FFBHFFJDDLITSX-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000001976 improved effect Effects 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229920001420 poly(caprolactone-co-lactic acid) Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920001123 polycyclohexylenedimethylene terephthalate Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6427—Cooling of preforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/06—Making preforms by moulding the material
- B29B11/08—Injection moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/7207—Heating or cooling of the moulded articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
- B29C49/061—Injection blow-moulding with parison holding means displaceable between injection and blow stations
- B29C49/062—Injection blow-moulding with parison holding means displaceable between injection and blow stations following an arcuate path, e.g. rotary or oscillating-type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/28—Blow-moulding apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6436—Thermal conditioning of preforms characterised by temperature differential
- B29C49/6454—Thermal conditioning of preforms characterised by temperature differential through the preform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6463—Thermal conditioning of preforms by contact heating or cooling, e.g. mandrels or cores specially adapted for heating or cooling preforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C2049/023—Combined blow-moulding and manufacture of the preform or the parison using inherent heat of the preform, i.e. 1 step blow moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/076—Preforms or parisons characterised by their configuration characterised by the shape
- B29C2949/0768—Preforms or parisons characterised by their configuration characterised by the shape characterised by the shape of specific parts of preform
- B29C2949/077—Preforms or parisons characterised by their configuration characterised by the shape characterised by the shape of specific parts of preform characterised by the neck
- B29C2949/0771—Wide-mouth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/081—Specified dimensions, e.g. values or ranges
- B29C2949/0811—Wall thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4242—Means for deforming the parison prior to the blowing operation
- B29C49/42421—Means for deforming the parison prior to the blowing operation before laying into the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6463—Thermal conditioning of preforms by contact heating or cooling, e.g. mandrels or cores specially adapted for heating or cooling preforms
- B29C49/6465—Cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6463—Thermal conditioning of preforms by contact heating or cooling, e.g. mandrels or cores specially adapted for heating or cooling preforms
- B29C49/6466—Thermal conditioning of preforms by contact heating or cooling, e.g. mandrels or cores specially adapted for heating or cooling preforms on the inside
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6463—Thermal conditioning of preforms by contact heating or cooling, e.g. mandrels or cores specially adapted for heating or cooling preforms
- B29C49/6467—Thermal conditioning of preforms by contact heating or cooling, e.g. mandrels or cores specially adapted for heating or cooling preforms on the outside
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/786—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/003—PET, i.e. poylethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7158—Bottles
Abstract
Description
(第1実施形態)
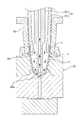
図1は、本発明の第1実施形態に係るブロー成形装置(射出成形部、温度調整部、ブロー成形部、取出し部を有する)の斜視図を示し、図2は、射出成形部で射出成形されているプリフォームの正面から見た拡大断面図を示し、図3は、温度調整部でプリフォームを温調コアと温調ポットにより冷却する状態を示す断面図を示し、図4は、温度調整部でプリフォームを空気により冷却する状態を示す拡大断面図を示し、図5は、プリフォームがブロー成形部でブロー成形されている様子の断面図を示している。
の上方側(貯留部2の上側)の冷却強度を上げたい場合は、外方流通口64から内方流通口62aの方向にエアを流す。なお、プリフォーム1の特定部分を強く冷却し容器1aの特定部分の肉厚を大きくさせたい場合等には、予備ブローと冷却ブローとのエアの送風方向を同じに設定しても構わない。
肉厚3.85mmのプリフォームを従来技術により温度調整する際には、肉厚2.85mmのプリフォーム1を用いた場合と同様に、射出成形されたプリフォーム1を射出成形部で十分に冷却する必要があるため、射出成形工程に要する時間、すなわち、ネック型が射出成形部に待機している時間は約20.9秒以下となっている(プリフォーム1の射出成形時間は約14.9秒となる)。
また場合によっては、第一の均温化工程のみ又は第二の均温化工程のみを採用しても良いことは勿論である。
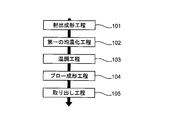
図10は、第2実施形態に係るブロー成形装置の模式図を示し、図11は、全行程の工程図を示している。なお、第2実施形態では第1実施形態と異なる部分について説明し、図中の第1実施形態と略同一の構成に対しては同一の符号を用いている。
先ず、射出成形工程にて、ブロー成形装置200は、図11に示すように、所定の射出時間をかけて5℃~20℃に設定された射出成形型(第1実施形態の射出成形型11、12、50と同様の構成)の成形空間に材料を射出(充填)し、限りなく0(ゼロ)秒に近い短い所定の冷却時間を挟んだ後に、プリフォーム1の射出成形を完了させる。次いで、ブロー成形装置200は、所定の機械動作時間をかけて、プリフォーム1を射出成形ステーション110からや受け取りポット型(不図示)に取り出す(離型する、図10の工程1、図11の射出成形工程)。例えば、射出時間(充填時間)は3.0秒から3.5秒、冷却時間は0.5秒から1.0秒に、各々設定される。
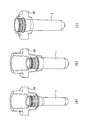
ブロー成形装置200のネック型は、図13に示すように、リップ金型デザインが適用されていることにより、小型サイズの型締め装置で最大の取数、最大のネックサイズを可能にしている。なお、図13において、図13(a)は、プリフォーム1のサポートリングを射出キャビティ型との分割面(PL:パーティングライン)に設定した第一のリップ金型(標準リップ金型)を示し、図13(b)は、サポートリング下方の胴部上方を逆テーパデザインにして大きなサイズ(容量)の容器に適したプリフォーム1の形成を可能にする第二のリップ金型(シングルリップ金型)を示し、図13(c)は、リップ金型のサイズを小さくして上下端に二つの縮径部(テーパー部と逆テーパー部)を配してプリフォーム1の射出成形時の型締め力を軽減させることができる第三のリップ金型(ダブルリップ金型)を示している。
1a…容器
2…貯留部
2a…胴部
2b…底部
3…ネック部
4…ゲート
5…壁部
6…レール
10…射出成形部
11…射出コア型
12…射出キャビティ型
20…温度調整部
21…温調コア型
22…温調キャビティ型
30…ブロー成形部
31…ブロー型
40…取出部
50…ネック型
61…エア導入部材
62…ロッド部材
62a…内方流通口
63…嵌合コア
64…外方流通口
100…ブロー成形装置
101…射出成形工程
102…第一の均温化工程
103…温調工程
104…ブロー成形工程
105…取り出し工程
106…第二の均温化工程
110…射出成形ステーション
115…後冷却ステーション
120…温度調整ステーション
130…ブロー成形ステーション
200…ブロー成形装置
Z…軸心
Claims (10)
- プリフォームを射出成形する射出成形部と、前記射出成形部で成形した前記プリフォームを温度調整する温度調整部とを備え、前記温度調整部で温度調整した前記プリフォームをブロー成形する、樹脂製容器の製造装置において、
前記射出成形部で成形した前記プリフォームの外側表面温度が内側表面温度より高くなる前に前記プリフォームを前記温度調整部に搬入し、
前記温度調整部にて前記プリフォームの少なくとも外側表面温度が前記温度調整部に搬入された時点と比較して10℃から50℃の温度範囲だけ低下するように冷却させる、樹脂製容器の製造装置。 - 請求項1に記載の樹脂製容器の製造装置において、前記プリフォームを成形する樹脂材料のガラス転移温度が50℃以上150℃以下、肉厚が1.5mm以上4.0mm以下である場合に、前記プリフォームの外側表面温度が110℃以上150℃以下の状態で前記プリフォームを前記温度調整部に搬入することを特徴とする、樹脂製容器の製造装置。
- 請求項1に記載の樹脂製容器の製造装置において、前記プリフォームのガラス転移温度が50℃以上150℃以下、肉厚が3.0mm以上10.0mm以下である場合に、前記プリフォームの外側表面温度が100℃以上140℃以下である状態で前記プリフォームを前記温度調整部に搬入することを特徴とする、樹脂製容器の製造装置。
- 請求項1に記載の樹脂製容器の製造装置において、前記温度調整部は、温調コア型と温調キャビティ型とで前記プリフォームを挟んで圧縮変形させて冷却することを特徴とする、樹脂製容器の製造装置。
- 請求項1に記載の樹脂製容器の製造装置において、前記温度調整部は、前記プリフォームの内側に空気を循環させて冷却することを特徴とする、樹脂製容器の製造装置。
- プリフォームを射出成形し、射出成形した前記プリフォームを温度調整部で温度調整し、温度調整した前記プリフォームをブロー成形する、樹脂製容器の製造方法において、
射出成形した前記プリフォームの外側表面温度が内側表面温度より高くなる前に前記プリフォームを前記温度調整部に搬入し、
前記温度調整部にて前記プリフォームの少なくとも外表面温度が温調部に搬入された時点と比較して10℃から50℃の温度範囲だけ低下するように冷却させる、
樹脂製容器の製造方法。 - 請求項6に記載の樹脂製容器の製造方法において、前記プリフォームを成形する樹脂材料のガラス転移温度が50℃以上150℃以下、肉厚が1.5mm以上4.0mm以下である場合に、前記プリフォームの外側表面温度が110℃以上150℃以下の状態で前記プリフォームを前記温度調整部に挿入することを特徴とする、樹脂製容器の製造方法。
- 請求項6に記載の樹脂製容器の製造方法において、前記プリフォームを成形する樹脂材料のガラス転移温度が50℃以上150℃以下、肉厚が3.0mm以上10.0mm以下である場合に、前記プリフォームの外側表面温度が100℃以上140℃以下である状態で前記プリフォームを前記温度調整部に挿入することを特徴とする、樹脂製容器の製造方法。
- 請求項6に記載の樹脂製容器の製造方法において、前記温度調整部は、温調コア型と温調キャビティ型とで前記プリフォームを挟んで圧縮変形させて冷却することを特徴とする、樹脂製容器の製造方法。
- 請求項6に記載の樹脂製容器の製造方法において、前記温度調整部は、前記プリフォームの内側に空気を循環させて冷却することを特徴とする、樹脂製容器の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080023615.XA CN113613861A (zh) | 2019-01-31 | 2020-01-31 | 用于生产树脂容器的装置和方法 |
| EP20749786.8A EP3919256A4 (en) | 2019-01-31 | 2020-01-31 | DEVICE AND METHOD FOR PRODUCING A RESIN CONTAINER |
| KR1020217024558A KR102646476B1 (ko) | 2019-01-31 | 2020-01-31 | 수지제 용기의 제조장치 및 제조방법 |
| US17/427,401 US11850788B2 (en) | 2019-01-31 | 2020-01-31 | Device and method for producing resin container |
| JP2020542474A JP6770666B1 (ja) | 2019-01-31 | 2020-01-31 | 樹脂製容器の製造装置および製造方法 |
| US18/496,332 US20240059004A1 (en) | 2019-01-31 | 2023-10-27 | Device and method for producing resin container |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-015971 | 2019-01-31 | ||
| JP2019015971 | 2019-01-31 | ||
| JP2019027545 | 2019-02-19 | ||
| JP2019-027545 | 2019-02-19 | ||
| JP2019178433 | 2019-09-30 | ||
| JP2019-178433 | 2019-09-30 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/427,401 A-371-Of-International US11850788B2 (en) | 2019-01-31 | 2020-01-31 | Device and method for producing resin container |
| US18/496,332 Continuation US20240059004A1 (en) | 2019-01-31 | 2023-10-27 | Device and method for producing resin container |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020158920A1 true WO2020158920A1 (ja) | 2020-08-06 |
Family
ID=71842148
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/003653 WO2020158920A1 (ja) | 2019-01-31 | 2020-01-31 | 樹脂製容器の製造装置および製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US11850788B2 (ja) |
| EP (1) | EP3919256A4 (ja) |
| JP (1) | JP6770666B1 (ja) |
| KR (1) | KR102646476B1 (ja) |
| CN (1) | CN113613861A (ja) |
| WO (1) | WO2020158920A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021054068A (ja) * | 2019-01-31 | 2021-04-08 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器の製造装置および製造方法 |
| JP7482731B2 (ja) | 2019-01-31 | 2024-05-14 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器の製造装置および製造方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5291067A (en) * | 1976-01-22 | 1977-08-01 | American Can Co | Method of blow molding container |
| JPH0462028A (ja) * | 1990-06-25 | 1992-02-27 | Dainippon Printing Co Ltd | 高延伸ブロー成形容器の製造方法 |
| JPH0462027A (ja) * | 1990-06-25 | 1992-02-27 | Dainippon Printing Co Ltd | 高延伸ブロー成形容器の製造方法 |
| JPH0465216A (ja) | 1990-07-06 | 1992-03-02 | Dainippon Printing Co Ltd | 予備成形体の温度調節装置 |
| JPH05185493A (ja) | 1991-07-10 | 1993-07-27 | Nissei Asb Mach Co Ltd | 高速型二軸延伸吹込成形方法 |
| JPH06315973A (ja) | 1993-04-30 | 1994-11-15 | Nissei Asb Mach Co Ltd | 成形装置 |
| EP0900135B1 (en) | 1996-04-18 | 2000-11-29 | SIPA S.p.A. | Improvement in the method and plant for manufacturing thermoplastic-resin parisons |
| WO2012057016A1 (ja) | 2010-10-25 | 2012-05-03 | 日精エー・エス・ビー機械株式会社 | 射出延伸ブロー成形装置及び成形品加熱装置 |
| WO2013012067A1 (ja) | 2011-07-20 | 2013-01-24 | 日精エー・エス・ビー機械株式会社 | プリフォームの温度調整装置及びプリフォームの温度調整方法、樹脂製容器及び樹脂製容器の製造方法 |
| WO2017098673A1 (ja) | 2015-12-11 | 2017-06-15 | 株式会社青木固研究所 | 射出延伸ブロー成形機の射出成形型とプリフォームの成形方法とプリフォーム、及び容器の成形方法と容器 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3017602B2 (ja) | 1992-05-27 | 2000-03-13 | 日精エー・エス・ビー機械株式会社 | 再充填可能な合成樹脂製容器 |
| JP2954858B2 (ja) * | 1994-09-16 | 1999-09-27 | 日精エー・エス・ビー機械株式会社 | 射出延伸ブロー成形装置及び方法 |
| US6555046B1 (en) * | 1998-10-20 | 2003-04-29 | A.K. Technical Laboratory, Inc. | Injection stretch blow molding method |
| JP4927594B2 (ja) * | 2007-02-22 | 2012-05-09 | 東洋製罐株式会社 | プリフォームの整列搬送装置およびその整列搬送方法 |
| JP5033469B2 (ja) * | 2007-05-08 | 2012-09-26 | 株式会社青木固研究所 | 耐熱ボトルの射出延伸ブロー成形方法 |
| JP4582464B2 (ja) * | 2007-06-25 | 2010-11-17 | 東洋製罐株式会社 | 圧縮成形によるプリフォームの成形方法 |
| US9023446B2 (en) | 2009-09-22 | 2015-05-05 | Graham Packaging Lc, L.P. | PET containers with enhanced thermal properties and process for making same |
| US8507063B2 (en) | 2009-09-22 | 2013-08-13 | Graham Packaging Lc, L.P. | Pet containers with enhanced thermal properties |
| CA2794042A1 (en) | 2010-03-23 | 2011-09-29 | Bioalliance Pharma | Fast dissolving drug delivery systems |
| KR101915303B1 (ko) * | 2011-10-24 | 2018-11-06 | 닛세이 에이. 에스. 비 기카이 가부시키가이샤 | 사출 블로우 성형 장치 및 그것에 사용되는 금형 유닛 및 사출 블로우 성형 방법 |
| JP6570845B2 (ja) | 2015-02-27 | 2019-09-04 | 株式会社吉野工業所 | 容器製造装置 |
| EP3369550B1 (en) | 2015-10-29 | 2022-02-23 | Nissei ASB Machine Co., Ltd. | Metal mould unit, blow moulding apparatus, and blow moulding method |
| KR102507303B1 (ko) | 2016-02-22 | 2023-03-08 | 삼성전자주식회사 | 메모리 소자 |
| KR101804424B1 (ko) * | 2017-04-20 | 2017-12-04 | 안광석 | 저장 용기의 제조장치 |
| KR102646476B1 (ko) | 2019-01-31 | 2024-03-11 | 닛세이 에이. 에스. 비 기카이 가부시키가이샤 | 수지제 용기의 제조장치 및 제조방법 |
| EP3919254A4 (en) | 2019-01-31 | 2022-10-12 | Nissei Asb Machine Co., Ltd. | DEVICE AND PROCESS FOR PRODUCTION OF RESIN CONTAINERS |
-
2020
- 2020-01-31 KR KR1020217024558A patent/KR102646476B1/ko active IP Right Grant
- 2020-01-31 JP JP2020542474A patent/JP6770666B1/ja active Active
- 2020-01-31 US US17/427,401 patent/US11850788B2/en active Active
- 2020-01-31 CN CN202080023615.XA patent/CN113613861A/zh active Pending
- 2020-01-31 EP EP20749786.8A patent/EP3919256A4/en active Pending
- 2020-01-31 WO PCT/JP2020/003653 patent/WO2020158920A1/ja unknown
-
2023
- 2023-10-27 US US18/496,332 patent/US20240059004A1/en active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5291067A (en) * | 1976-01-22 | 1977-08-01 | American Can Co | Method of blow molding container |
| JPH0462028A (ja) * | 1990-06-25 | 1992-02-27 | Dainippon Printing Co Ltd | 高延伸ブロー成形容器の製造方法 |
| JPH0462027A (ja) * | 1990-06-25 | 1992-02-27 | Dainippon Printing Co Ltd | 高延伸ブロー成形容器の製造方法 |
| JPH0465216A (ja) | 1990-07-06 | 1992-03-02 | Dainippon Printing Co Ltd | 予備成形体の温度調節装置 |
| JPH05185493A (ja) | 1991-07-10 | 1993-07-27 | Nissei Asb Mach Co Ltd | 高速型二軸延伸吹込成形方法 |
| JPH06315973A (ja) | 1993-04-30 | 1994-11-15 | Nissei Asb Mach Co Ltd | 成形装置 |
| EP0900135B1 (en) | 1996-04-18 | 2000-11-29 | SIPA S.p.A. | Improvement in the method and plant for manufacturing thermoplastic-resin parisons |
| WO2012057016A1 (ja) | 2010-10-25 | 2012-05-03 | 日精エー・エス・ビー機械株式会社 | 射出延伸ブロー成形装置及び成形品加熱装置 |
| WO2013012067A1 (ja) | 2011-07-20 | 2013-01-24 | 日精エー・エス・ビー機械株式会社 | プリフォームの温度調整装置及びプリフォームの温度調整方法、樹脂製容器及び樹脂製容器の製造方法 |
| JP2016199053A (ja) * | 2011-07-20 | 2016-12-01 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器のブロー成形方法 |
| WO2017098673A1 (ja) | 2015-12-11 | 2017-06-15 | 株式会社青木固研究所 | 射出延伸ブロー成形機の射出成形型とプリフォームの成形方法とプリフォーム、及び容器の成形方法と容器 |
Non-Patent Citations (2)
| Title |
|---|
| ANONYMOUS: "DSM Amite® D04 300 PET (European Grade)", SONGHAN PLASTIC TECHNOLOGY CO.,LTD., 1 January 2016 (2016-01-01), pages 1 - 3, XP093151208, [retrieved on 20240412] |
| See also references of EP3919256A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021054068A (ja) * | 2019-01-31 | 2021-04-08 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器の製造装置および製造方法 |
| US11850788B2 (en) | 2019-01-31 | 2023-12-26 | Nissei Asb Machine Co., Ltd. | Device and method for producing resin container |
| JP7482731B2 (ja) | 2019-01-31 | 2024-05-14 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器の製造装置および製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240059004A1 (en) | 2024-02-22 |
| KR20210109611A (ko) | 2021-09-06 |
| EP3919256A4 (en) | 2022-10-12 |
| US11850788B2 (en) | 2023-12-26 |
| JPWO2020158920A1 (ja) | 2021-02-18 |
| JP6770666B1 (ja) | 2020-10-14 |
| US20220097286A1 (en) | 2022-03-31 |
| JP2021054068A (ja) | 2021-04-08 |
| KR102646476B1 (ko) | 2024-03-11 |
| CN113613861A (zh) | 2021-11-05 |
| EP3919256A1 (en) | 2021-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7291062B2 (ja) | 樹脂製の容器の製造方法 | |
| WO2020158917A1 (ja) | 樹脂製容器の製造装置及び製造方法 | |
| EP3919253A1 (en) | Resin container manufacturing apparatus, temperature adjusting device, resin container manufacturing method, and temperature adjusting method | |
| US20240059004A1 (en) | Device and method for producing resin container | |
| JP7482731B2 (ja) | 樹脂製容器の製造装置および製造方法 | |
| CN113547721B (zh) | 注射拉伸吹塑成型机以及聚乙烯制容器的成型方法 | |
| WO2022220270A1 (ja) | 樹脂製容器の製造方法および製造装置 | |
| WO2021060497A1 (ja) | 樹脂製容器の製造方法および樹脂製容器の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020542474 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20749786 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20217024558 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020749786 Country of ref document: EP Effective date: 20210831 |