WO2020136935A1 - 青銅合金及びその青銅合金を用いた摺動部材 - Google Patents
青銅合金及びその青銅合金を用いた摺動部材 Download PDFInfo
- Publication number
- WO2020136935A1 WO2020136935A1 PCT/JP2019/018323 JP2019018323W WO2020136935A1 WO 2020136935 A1 WO2020136935 A1 WO 2020136935A1 JP 2019018323 W JP2019018323 W JP 2019018323W WO 2020136935 A1 WO2020136935 A1 WO 2020136935A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- bronze alloy
- bronze
- copper
- iron
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/02—Alloys based on copper with tin as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0425—Copper-based alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/12—Structural composition; Use of special materials or surface treatments, e.g. for rust-proofing
- F16C33/121—Use of special materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/14—Special methods of manufacture; Running-in
- F16C33/145—Special methods of manufacture; Running-in of sintered porous bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2202/00—Solid materials defined by their properties
- F16C2202/02—Mechanical properties
- F16C2202/04—Hardness
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/10—Alloys based on copper
- F16C2204/12—Alloys based on copper with tin as the next major constituent
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/30—Coating surfaces
- F16C2223/42—Coating surfaces by spraying the coating material, e.g. plasma spraying
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/12—Structural composition; Use of special materials or surface treatments, e.g. for rust-proofing
- F16C33/122—Multilayer structures of sleeves, washers or liners
Definitions
- the present invention relates to a bronze alloy sliding member used under high pressure and high speed, such as an axial piston type hydraulic pump or a cylinder block of a motor, and a bronze alloy having a lead-free composition and excellent seizure resistance and friction wear characteristics. And a multi-layer sliding member having a sliding surface formed by melting and joining the bronze alloy with an iron-based material, or a sliding surface formed by melting only the bronze alloy by a method such as thermal spraying and lining treatment. It is a thing.
- sliding members such as hydraulic pumps to which high surface pressure is applied slide the nitride steel piston and lead bronze alloy in order to obtain stable sliding characteristics even under the severe conditions described above.
- a combination of a cylinder block used as a material is used, and as a lightweight sliding member, a multi-layer sliding member in which a copper alloy is lined with steel has been developed.
- a sliding member to which a high surface pressure is applied such as a cylinder block of a hydraulic pump described above, is also required to have high seizure resistance.
- Lead bronze containing about 10% is used.
- Lead contained in a copper alloy has a low affinity for both steel and copper alloys, and is an essential element for imparting high seizure resistance and wear resistance. When the content of lead in the lead bronze is suppressed, seizure resistance is lowered and it cannot be used as a sliding member of hydraulic equipment used under severe conditions.
- Patent Document 1-5 lead-free copper alloys for sliding have been studied in various fields, and various sliding materials having improved sliding characteristics while suppressing the content of lead have been proposed.
- Patent Documents 1 and 2 are multilayers in which a Cu-Sn-based copper alloy (bronze) in which a bismuth-based solid lubricating phase is dispersed/precipitated in a matrix by a powder sintering technique is joined to a steel sheet.
- the present invention relates to a sliding member.
- the solid lubricating phase in the copper alloy is easily floated and separated due to the difference in specific gravity, it is difficult to melt and mix, and sufficient sliding characteristics cannot be obtained unless it is uniformly dispersed. Manufactured with a binding technique.
- Patent Document 3 by simultaneously adding three elements of Ni, Bi, and sulfur to bronze, the formation of copper sulfide in the matrix and a part of the metallographic structure are changed to a layered eutectoid structure, and lead It discloses the production of a bronze alloy having a free composition and seizure resistance comparable to that of lead bronze, and a sliding member using the bronze alloy.
- primary crystal ⁇ -Cu grows in a dendrite-like shape and forms an inhomogeneous metal structure with the eutectoid structure, and the rotation on the thrust surface such as a hydraulic motor is frequently reversed.
- high speed/high surface pressure sliding there is a drawback that metal fatigue accumulates between the primary crystal ⁇ and the eutectoid structure and microcracks are easily generated on the copper alloy sliding surface.
- Patent Document 4 is a lead-free copper alloy for castings used as a material for faucet fittings, water contact plugs, and the like, and from the viewpoint of achieving a high level of wear resistance and seizure resistance, Not a suitable material.
- the melting point of the generated copper sulfide is 3.5% or less of Bi, 0.5% or less of Fe, and 3.0% or less of Ni are added.
- the invention described in the cited document 4 is intended for a lead-free copper alloy used as a material for a faucet metal fitting, a water contact plug, etc., and the Sn content is about 3 to 4% even in Examples.
- the focus is on examination, and no consideration is given to wear resistance and seizure resistance.
- JP-A-11-293305 JP-A-2002-285262 International publication WO 2007/126006 A1 JP, 2007-297675, A Japanese Patent No. 4806823
- Patent Document 5 controls the precipitation behavior of bronze during the eutectoid reaction by adding Ni, Bi, and sulfur to bronze to realize excellent wear friction characteristics and seizure resistance.
- it is not possible to suppress the formation of a heterogeneous metallographic structure between the primary crystal ⁇ and the eutectoid structure accompanying the dendrite growth.
- primary crystal ⁇ -Cu grows largely in dendrite form and produces an inhomogeneous metal structure with the eutectoid structure, so the rotational direction on the thrust surface such as a hydraulic motor changes frequently.
- the object of the present invention is to crystallize the heterogeneous solidification nuclei at a temperature higher than the crystallization temperature of the primary crystal ⁇ primary crystal It realizes the refinement of ⁇ and eliminates the inhomogeneity of the cast structure of the bronze alloy. Then, it is also possible to suppress the addition of expensive elements and elements that hinder the castability, it is possible to suppress the manufacturing cost, and to provide a bronze alloy and sliding member of high industrial value and a manufacturing method thereof. To do.
- An object of the present invention is to provide a bronze alloy having high seizure resistance and adhesion wear resistance that can withstand high surface pressure sliding, and a sliding member thereof.
- Heterogeneous solidification nuclei are solid particles that do not appear in the Cu-Sn binary binary equilibrium diagram, are insoluble in the liquid phase, or are formed at a temperature higher than the crystallization of primary crystals, and include sulfides and nitrides, Examples include oxides and borides.
- the sulfides, nitrides, oxides, and borides that exist in the liquid phase are produced by impurities, and because the amount contained is minute, they are nano-sized particles, and the cast structure of bronze alloys has a fine structure. The effect of converting to is small.
- the present inventors have studied from various angles in order to realize a lead-free bronze alloy that has a large effect of refining the cast structure without losing the heterogeneous solidification nuclei even in actual production with a long casting operation time.
- the intermetallic compound produced in the liquid phase has a size of micron size because it reacts with alloy elements contained in a large amount, and has a large effect of refining the cast structure of the bronze alloy.
- austenite primary crystals tend to grow into coarse dendrites as the iron content increases, and Fe 3 Sn is likely to precipitate and embrittle when gradually cooled.
- iron is contained in bronze in an amount of 0.5% by mass or more, free iron crystallizes due to a peritectic eutectic reaction, which becomes a hard spot and significantly reduces machinability. Therefore, in a bronze alloy, iron is generally treated as an impurity, and the iron content is suppressed to less than 0.5% by mass.
- the present inventors focused on free iron generated by the peritectic eutectic reaction in bronze, and found that crystallizing the free iron as an intermetallic compound reduces the machinability and makes the cast structure finer. It was In the bronze alloy according to claim 1, Sn is 8 to 15% by mass, Bi is 0.5 to 5.0% by mass, Ni is 0.5 to 5.0% by mass, and S is 0.08 to 1% by mass.
- Sn is 8 to 15% by mass
- Bi is 0.5 to 5.0% by mass
- Ni 0.5 to 5.0% by mass
- S 0.08 to 1% by mass.
- free iron crystallized and Fe-Ni-based intermetallic compounds and sulfurized It is characterized in that it does not form a hard spot as a double sulfide dissolved in copper.
- phosphorus can be added in an amount of about 0.02 to 0.1% in order to improve the castability.
- the Fe-Ni-based intermetallic compound crystallizes when Fe is present in the bronze in an amount of 0.5% or more, and even if the crystallization is small, it suppresses the formation of cohesive particles on the friction surface and causes the coagulation on the friction surface. It has been found that it is difficult to generate an altered layer formed by kneading and binding the deposited particles. This is remarkable during high-speed sliding, where the friction speed exceeds 5 m/sec. If it becomes difficult to form an altered layer on the friction surface, seizure resistance and wear resistance are improved.
- the present invention provides a bronze alloy excellent in seizure resistance, friction and wear characteristics, seizure resistance, and microcrack resistance by adjusting the contents of Fe, Ni, and sulfur by utilizing the eutectoid transformation of bronze. Is.
- the present inventors have found that nickel expands the solid solubility limit of a Cu—Sn alloy, and when added at the same time as Fe, primary austenite ( ⁇ phase) that appears in the liquid phase becomes an Fe—Ni based intermetallic compound. It has been found that there is an effect of changing and uniformly dispersing in the structure, and the Brinell hardness (HB) of the alloy is improved. Then, iron having a peritectic-eutectic point or higher is added to bronze which is mainly composed of copper and tin and which solidifies in a dendrite type, so that primary austenite ( ⁇ phase) appears in the liquid phase.
- the bronze alloy of the present invention is a bronze alloy containing copper and tin as main components, and has a eutectoid structure in which fine flake-shaped copper-tin intermetallic compounds are precipitated in ⁇ -copper, and Fe-Ni intermetallic It is characterized by having a metal structure in which a compound and a Cu—Fe—S type double sulfide are dispersed. Furthermore, the bronze alloy is a bronze alloy in which ⁇ -copper appears, and is controlled to include the eutectoid structure by simultaneously alloying four elements of nickel, bismuth, sulfur, and iron. It is what
- the bronze alloy of the present invention preferably contains Ni in an amount of 0.5 to 5.0 mass% and Fe in an amount of 1.5 to 6.0, or 0.5 to 1.5 mass%. In the bronze alloy casting of the present invention, this limits the range of components from which the properties required to achieve the following objects are obtained.
- Ni is in the range of 0.5 to 1.5% by mass
- Fe is in the range of 0.5 to 1.5% by mass
- the amount of the flaky Cu-Sn-Ni intermetallic compound precipitated is small and the elongation at break of the bronze alloy is small. Grows.
- Fe is less than 1.0 mass %, the effect of refining the cast structure is small, and the application is limited to a small size cylinder block.
- the Cu—Fe—S type double sulfide is coarsened and the cast structure is not sufficiently refined.
- Ni is contained in an amount of 0.5 to 5.0% by mass and Fe is contained in an amount of 1.5 to 6.0% by mass, the machinability does not decrease, and an intermetallic compound is formed in the eutectoid structure. It has a fine structure in which the double sulfide is dispersed and can be suitably used for a large-sized cylinder block.
- the bronze alloy according to claim 1 is characterized in that a cast structure is refined so that an eutectoid structure having a fine structure in which an intermetallic compound and a double sulfide are uniformly dispersed appears.
- the Fe-Ni intermetallic compound when Fe and Ni are present in the bronze in an amount of 0.5% by mass or more, the Fe-Ni intermetallic compound is crystallized and the generation of coagulated particles on the friction surface is suppressed to form an altered layer on the friction surface.
- Hard to do That is, the resistance to adhesive wear is improved and the durable surface pressure is increased.
- seizure is liable to occur even with a slight variation in surface pressure until a good contact surface is formed.
- the hardness of the bronze alloy is high, it takes a long time to form a good contact surface, that is, so-called initial familiarization. Therefore, in the bronze alloy for high-speed sliding, the Brinell hardness (HB) is preferably 110 or less.
- the bronze alloy according to claim 2 is characterized in that the hardness of the bronze alloy is adjusted to improve the initial conformability.
- the dispersion state of the Fe-Ni intermetallic compound in the metal structure of the bronze alloy casting of the present invention is influenced by the mass ratio of Fe content to Ni content (Fe/Ni), and By devising the addition amount, the problem of hard spot generation due to the addition of Fe is solved, microcracks are less likely to occur, and the Brinell hardness (HB) is improved. In addition, crystallization unevenness of intermetallic compounds and double sulfides is less likely to occur, and a metal structure in which they are uniformly dispersed can be obtained.
- Fe/Ni is in the range of 0.7 to 1.5, and primary crystals of Fe appearing during casting are precipitated as an Fe-Ni-based intermetallic compound. It is a feature.
- the above-mentioned bronze alloy has excellent wear and friction characteristics and seizure resistance, and can be used as a sliding member.
- the sliding member according to a fourth aspect is characterized in that the sliding surface is formed of the above-mentioned bronze alloy.
- the multi-layer sliding member according to claim 5 has a multi-layer structure in which the above-mentioned bronze alloy is melt-bonded to the sliding surface of an iron-based material.
- the entire sliding member may be in the form of a cast product using the bronze alloy of the present invention, or may be melt-bonded to a part of a steel member by a method such as casting or overlay welding.
- a multilayer structure in which only a bronze alloy is melted by a method such as thermal spraying and subjected to a lining treatment may be used.
- the raw material powder is adjusted so as to have the same composition as the bronze alloy of the present invention, and the powder is sintered and joined together with the iron-based member in a vacuum furnace or a reducing atmosphere furnace. It can also be a layer sliding member.
- the bronze alloy of the present invention having the above structure has seizure resistance comparable to that of lead bronze, and is excellent in friction and wear characteristics, mechanical properties, machinability, and hardness. It is useful as an industrial lead bronze alternative bearing copper alloy material used below. Further, by utilizing the phase transformation and the peritectic eutectic reaction of the bronze alloy shown in the present invention, compared with the prior art utilizing solid lubrication of the produced compound and the crystallized phase, expensive elements such as bismuth and sulfur It is possible to provide a bronze alloy that is industrially highly useful, such as that the amount of elements that impede castability can be minimized, manufacturing costs can be suppressed, and productivity can be improved. ..
- the sliding member for example, a cylinder block for a hydraulic pump
- the sliding surface is formed by attaching the above-mentioned copper alloy to a steel body by a method such as fusion bonding or press fitting.
- Multi-layer sliding member Since the above-mentioned copper alloy is excellent in friction and wear characteristics and seizure resistance, the sliding member using this exhibits excellent performance, for example, excellent bearing characteristics under fluctuating high load and high speed sliding. Exert.
- the bronze alloy to which the present invention is applied contains Cu, Sn which are main components, Ni, Fe, Bi and S (sulfur) as essential elements, and the other elements are unavoidable impurities (elements of less than 0.3 mass%, However, S is less than 0.08 mass %), but the reason for limiting these ranges is as follows.
- Sn dissolves in a Cu base to improve the tensile strength and hardness of the bronze alloy. If it is less than 8% by mass, the strength and hardness required for the sliding member cannot be obtained and the wear resistance is lowered. As a result, the microcrack resistance decreases.
- a preferable lower limit of Sn is 9.0% by mass and an upper limit thereof is 13.5% by mass. More preferably, the range is 10.0 to 13.0 mass %.
- Ni transforms the primary austenite of Fe appearing in the liquid phase into an Fe—Ni-based intermetallic compound, and prevents a decrease in machinability. Further, it has an effect of uniformly dispersing the crystallized phase in the structure, and forms a solid solution together with Sn in the Cu base to improve the Brinell hardness (HB) of the bronze alloy. If it is less than 0.5% by mass, there is no effect of preventing a decrease in machinability or an effect of evenly dispersing the crystallized phase in the structure. Becomes worse.
- the preferable range of Ni is 0.5 to 1.5% by mass for high-speed sliding applications in which initial conformability is important.
- a preferred range for applications in which the cast structure is made finely uniform and microcrack resistance is important is 2.0 to 4.5% by mass.
- Fe in bronze produces primary austenite (free iron) by a peritectic eutectic reaction. Free iron hinders the growth of Cu primary ⁇ -dendrite and becomes a heterogeneous solidification nucleus to refine the cast structure. If it is less than 1.5% by mass, there is no effect of refining the cast structure, and if it exceeds 6.0% by mass, primary crystal austenite becomes coarse and the effect of refining the cast structure is lost.
- the more preferable range of Fe is 2.0 to 5.5 mass %.
- the Fe-Ni-based intermetallic compound required for improving the friction and wear characteristics is crystallized in the bronze alloy when Fe is contained in an amount of 0.5% by mass or more, and the bronze alloy is hardened in an amount of 1.5% by mass or more.
- the preferable range of Fe in the high-speed sliding application where the initial conformability is important is 0.5 to 1.5 mass %.
- Bi 0.5 to 5.0 mass%
- Bi is a metal element with a low melting point that does not form a solid solution in Cu and has properties similar to Pb, and improves the machinability and friction and wear characteristics of the bronze alloy. However, it tends to segregate at the grain boundaries to lower the high-temperature strength, and if it is contained in excess, it causes cracks due to heat generated during cutting and deteriorates the mechanical properties. If it is less than 0.5% by mass, there is no effect of improving machinability and frictional wear characteristics, and if it exceeds 5.0% by mass, the Bi phase becomes excessive and mechanical properties are deteriorated.
- the more preferable range of Bi is 1.0 to 3.5 mass %.
- S combines with Cu or Fe to form a double sulfide of copper and iron, and the double sulfide has an action as an extreme pressure additive for preventing seizure of the sliding surface. If it is less than 0.08% by mass, the amount of double sulfide produced is small, so that there is no effect, and if it exceeds 1.2% by mass, a reaction gas is generated during solidification and a sound casting cannot be manufactured.
- the more preferable range of S is 0.15 to 0.6 mass %.
- a bronze alloy having the composition shown in Table 1 was melted in a high-frequency melting furnace, cast into a shell sand mold of JIS No. A tensile test piece, and then machined into a JIS No. 4 tensile test piece. (MPa), elongation at break (%), Brinell hardness (HB), and grain size of the metal structure were measured.
- Comparative material 1 has a lead-free composition, and the difference from the example is that it does not contain Fe.
- Comparative materials 8 and 9 are existing lead bronze alloys.
- FIG. 2 shows the metal structure of Example 5, and
- FIG. 3 shows the metal structure of Comparative Material 1.
- the tensile strength (MPa) and elongation at break (%) were measured according to JIS Z2241, and the Brinell hardness was measured according to JIS Z2243. The results are shown in Table 2.
- the grain size was measured by the cutting method, and the representative values are shown in Table 2.
- test materials No. 5, 9 (Example) of the bronze alloys in Table 1 and Comparative materials 1, 7, 8 and 9
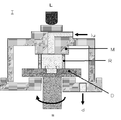
- a ring test piece R of ⁇ 25.5 ⁇ 20 ⁇ 20 mm was machined, and a ring-disk type planar sliding test was performed using the tester T shown in FIG. 1 (FIG. 1).
- 10 W class diesel engine oil heated to 60° C. was used as the lubricating oil lu.
- SCM420 steel material which was carburized and hardened to adjust the hardness to HRC58 was used.
- the symbol M indicates a torque meter
- the symbol d indicates oil drainage (FIG. 1).
- the seizure limit PV value (N/mm 2 ⁇ m/min) and the specific wear amount (mm/(N/cm 2 ⁇ m/min ⁇ hr)) were measured.
- the limit PV value is such that the test piece R pressed against the disk D rotating around the rotation axis s at a constant speed of 10 m/sec is run for 10 minutes at 1.25 MPa, and then continuously with a gradient of 0.4 MPa/min.
- the load L was increased, and abnormal rotation or abnormal noise was generated, the test piece temperature was 120° C. or higher, or the friction coefficient reached 0.2, and it was determined as seizure.
- the specific wear amount is 5 or 10 m/sec.
- the test piece R pressed against the disk D rotating about the rotating shaft s is run for 10 minutes at 2.5 MPa, and then at a constant pressure of 6.4 MPa for 8 minutes.
- a time friction test was performed and calculated from the dimensional change before and after the test. The results are shown in Tables 3 and 4.
- the bronze alloy No. No. which carried out the present invention 5 and 9 show seizure limit PV values of over 6000, which are higher than those of the lead-free bronze alloy-based comparative materials 1 and 7 and the lead-bronze-based comparative materials 8 and 9, and it can be seen that the specific wear amount is also small.
- the flat sliding test results at a friction speed of 10 m/sec shown in Table 4 also show seizure limit PV values and specific wear amounts equivalent to those of the lead bronze-based comparative materials 8 and 9, and in particular, Fe and Ni contents were 1 No. limited to 5 mass% or less.
- the specific wear amount was smaller than that of the lead bronze-based comparative materials 8 and 9. This is considered to be because by suppressing the increase in hardness of the bronze alloy, good initial familiarity was obtained even at a high friction speed.
- Fig. 4 shows the bronze alloy No. 5 shows an example of seizure resistance test data of No. 5 at a friction speed of 10 m/sec.
- the horizontal axis represents time (m).
- the vertical axis represents the coefficient of friction ( ⁇ ), the load (N), and the temperature (°C), each of which represents friction coefficient data (symbol A), load data (symbol B), and test piece temperature data in the graph.
- the graph with large fluctuation shows the change of friction coefficient with the increase of load.
- the seizure limit PV value is calculated from the load when the friction coefficient sharply increases.
- the difference in the seizure limit PV value is the difference in the test piece pressing load, and because of the high-speed sliding of the friction speed of 10 m/sec, when the oil film on the friction surface is interrupted, it seizes instantaneously. Therefore, the bronze alloy No. 5 and 9 are different from the lead-free bronze alloy-based comparative materials 1 and 7 in that the crystallization of the Fe—Ni-based intermetallic compound and the fine structure in the eutectoid structure are changed, and the deposition of the transfer material is suppressed. It is considered that the retention of the lubricating oil is improved.
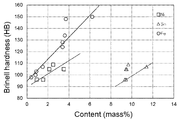
- FIG. 5 shows the hardness of the test materials arranged by the amount of added elements.
- the horizontal axis represents the added amount (mass %), and the vertical axis represents the Brinell hardness (HB).
- the gradient of the approximate line of Fe has a gradient twice as large as the gradient of the approximate line of Sn or Ni, and the effect of increasing hardness is large even with a small amount. This is because Sn and Ni are solid solution strengthening in solid solution in the Cu base, whereas Fe is combined with Ni to form a fine intermetallic compound, which is due to dispersion strengthening uniformly precipitated in the metal structure. Conceivable.
- FIG. 6 shows the state of the sliding surfaces of the comparative material 1 (left side FIG. 6a) and the bronze alloy of Example 5 (right side FIG. 6b) after the abrasion test.
- the alloy according to the present invention has a high hardness and therefore has a high resistance to adhesion wear, and no transfer substance is observed on the sliding surface. It is also considered that the Fe-Ni-based intermetallic compound uniformly precipitated in the metal structure hinders the deposition of the transfer material and enhances the cohesive wear resistance.
- the sliding surface of the comparative material 1 having low hardness it is confirmed that the striped transfer material is accumulated. Since the transfer material is brittle and grows into microcracks when subjected to a strong frictional force, it was confirmed that the invention alloy in which the transfer material is hard to deposit has excellent microcrack resistance.
- FIG. 7 is an electron micrograph for identifying the substance precipitated in the bronze alloy of Example 5.
- Fig. 7a is an analysis view
- Fig. 7b is copper
- Fig. 7c is sulfur
- Fig. 7d is nickel
- Fig. 7e is iron.
- the precipitate indicated by the arrow in the analysis field on the left corresponds to the sulfur signal on the right, and is a double sulfide because the shapes of copper and iron are raised.
- many round precipitates other than sulfides are also seen.
- the precipitates other than the sulfides are found only in the bronze alloy according to the present invention, and the shapes of nickel and iron stand out, which indicates that they are Fe-Ni-based intermetallic compounds.
- the present invention is a bronze alloy having a lead-free composition, which is equivalent to or better than a lead bronze-based alloy, or has superior seizure resistance, and a copper alloy system having excellent mechanical strength and microcrack resistance.
- the sliding member can be provided.
- FIG. 7 is a diagram showing a state of sliding surfaces of Comparative Material 1 and a bronze alloy of Example 5 after the abrasion test.
- 5 is an electron micrograph identifying a substance precipitated in a bronze alloy of Example 5.
Abstract
本願発明は、鉛フリー組成でありながら、変動する高速・高面圧摺動に耐える高い耐焼き付け性や耐凝着摩耗性を付与した青銅合金及び摺動部材を提供することを目的とする。 本願発明の青銅合金は、Snが8-15質量%、Biが0.5-5.0質量%、Niが0.5-5.0質量%、Sが0.08-1.2質量%、Feが0.5-6.0質量%で含有し、残部がCu及び不可避的不純物よりなり、α銅中に微細な片状銅スズ系金属間化合物が析出した共析組織を持ち、鉄ニッケル系金属間化合物と銅鉄系の複硫化物が分散した金属組織であることを特徴とする。
Description
本発明は、アキシャルピストン型油圧ポンプやモータのシリンダブロックなどの高圧・高速下で使用される青銅合金摺動部材に関し、鉛フリー組成でありながら優れた耐焼き付き性や摩擦摩耗特性を有する青銅合金に関するもので、さらには、係る青銅合金を鉄系材料と溶融接合した摺動面か、あるいは溶射などの方法で青銅合金のみを溶融させてライニング処理した摺動面を有する複層摺動部材に関するものである。
油圧機器においては、小型化や高圧化、高速化等が進められ、油圧ポンプやモータのシリンダブロック、足廻り、変速機軸受け等は、過酷な条件下で使用されている。例えば、パワーショベル等の建設機械分野で使用されるアキシャルピストン型油圧ポンプやモータでは、年々厳しくなる排ガス規制に対処するため触媒等の付帯設備が動力室内で占める体積が増加している。そのため、油圧ポンプを小型化せざるを得ないが、小型化した油圧ポンプにこれまでと同等の吐出量を求めようとすると、圧力450bar、回転数3000rpmを越える高圧・高速下での使用が求められる。
このような状況から、油圧ポンプのように高面圧が加わる摺動部材では、前述のような過酷な条件下でも安定した摺動特性を得るため、窒化鋼製ピストンと鉛青銅合金を摺動材料として用いたシリンダブロックという組み合わせが用いられ、軽量摺動部材として、鋼材に銅合金をライニングした複層摺動部材も開発されている。
ただし、前述の油圧ポンプのシリンダブロック等のような高面圧が加わる摺動部材では、高い耐焼付性も要求されることから、市場の製品における前記銅合金には、主に鉛を10質量%程度含有する鉛青銅が使われている。銅合金中に含まれる鉛は、鋼材及び銅合金の両方に対する親和力が小さく、高い耐焼付性と耐摩耗性を付与するためには不可欠な元素である。前記鉛青銅において鉛の含有量を抑えると、耐焼付性が低下して過酷な条件で使用される油圧機器の摺動部材に使用することはできない。
一方で、環境保全の観点から、電気機械や産業機械部品で使用する銅合金における鉛の含有を0.15%以下に規制することが欧州を中心に検討されており、近い将来には、銅合金摺動部材における鉛フリー化が実施されることが予測されている。
このような状況から、摺動用銅合金の鉛フリー化については各方面で検討されており、鉛の含有量を抑えながら摺動特性を向上した種々の摺動材料が提案されている(特許文献1~5)。
特許文献1、2に記載される技術は、いずれも粉末焼結技術によりビスマス系固体潤滑相を基地中に分散・析出させたCu-Sn系銅合金(青銅)を鋼板と接合させた複層摺動部材に関するものである。銅合金中の固体潤滑相は、比重差によって浮上分離しやすく溶融混合が困難なこと、均一に分散させなければ十分な摺動特性が得られないことなどから、これらの摺動材料は粉末焼結技術で製造されている。粉末焼結では原料粉末を混合後、金型を用いたプレス成形によって成形体を準備する必要があり、同一形状を大量生産する用途には適しているものの、多品種少量生産が求められる産業機械部品には不向きであり、特に、建設機械用途の油圧ポンプや油圧モータの製造には適用が難しい。
特許文献3に記載される技術は、青銅にNi、Bi、硫黄の3元素を同時に添加することで基地中に硫化銅の生成と金属組織の一部を層状の共析組織に変化させ、鉛フリー組成でありながら鉛青銅に匹敵する耐焼き付き性を持つ青銅合金とその青銅合金を用いた摺動部材の製造に関して開示している。しかし、青銅合金の鋳造材では初晶α-Cuがデンドライト状に大きく成長して、共析組織との間で不均質な金属組織を生成し、油圧モータなどスラスト面での回転が頻繁に反転する高速・高面圧摺動の用途では、初晶αと共析組織との間で金属疲労が蓄積して銅合金摺動面でマイクロクラックを生じやすい欠点がある。
特許文献4に記載される技術は、水栓金具や接水栓等の素材として使用される鋳物用無鉛銅合金であり、耐摩耗性と耐焼付性を高いレベルで両立させるという観点からは、適した材料とは言えない。特許文献4記載の発明では、例えば段落0018に記載されるように、生成する硫化銅の融点が3.5%以下のBiや0.5%以下のFe、3.0%以下のNiを添加することによって銅の初晶温度(凝固開始温度)よりも低下することに着目したもので、鋳巣発生の抑制と硫化物の生成によって被削性を向上させることに主眼が置かれている。また、引用文献4記載の発明は、水栓金具や接水栓等の素材として使用される無鉛銅合金を対象としたものであり、実施例でもSnの含有量も3~4%程度での検討が中心で、耐摩耗性や耐焼付性に関しては全く考慮されていない。
特許文献5のような、Snを含む青銅鋳造材では、凝固温度範囲が非常に広いため、凝固過程においては銅含有量の多いα固溶体を初晶として晶出し、α相は残留する液相中にSnを排出しながらデンドライト状に成長する。Sn濃度の高いデンドライト間ではβ相を晶出し、520℃付近で共析反応によりα+δ相の共析組織を生じる。青銅に加えたNiはδ相中に固溶してδ相の生成自由エネルギーを低下させ、青銅合金中でのδ相の生成と成長を促進するため、金属組織中では網状に成長した粗大なδ相が出現する。青銅に硫黄が加えられると凝固界面での組成的過冷が大きくなって新しい均質凝固核が生成し、それらが個々に成長しはじめるので、α+微細δの共析組織を生じる。青銅に加えられたBiは共析反応温度では液相であり、析出した微細δ相表面を濡らすように出現し、凝固の進行に伴ってδ相から分離して共析組織中で微細粒子となる。Biの微細粒子は少量の添加でも摺動面の摩擦摩耗特性を著しく改善する。
特許文献5に記載されている技術は、青銅にNi、Bi、硫黄を添加することで青銅の共析反応中の析出挙動を制御して、優れた摩耗摩擦特性や耐焼付性を実現したものであるが、初晶αのデンドライト成長に伴う共析組織との間での不均質な金属組織の生成を抑制できない。青銅合金の鋳造材では初晶α-Cuがデンドライト状に大きく成長して、共析組織との間で不均質な金属組織を生成するため、油圧モータなどスラスト面での回転方向が頻繁に変動する高速・高面圧摺動の用途では、初晶αと共析組織との間で金属疲労が蓄積して銅合金摺動面でマイクロクラックを生じやすい欠点がある。このように特許文献5の技術では、不均質な金属組織が生成することや、合金の硬さ(ブリネル硬さ)が低いことなどから、マイクロクラック耐性改良の余地があった。また、産業界における鉛フリー化の流れは必至であり、暫定措置の低鉛合金に対するニーズは低い。
本発明は、このような従来の実情に鑑みて提案されたものであり、本発明の目的は、初晶αの晶出温度よりも高い温度で不均質凝固核を晶出させることで初晶αの微細化を実現し、青銅合金の鋳造組織の不均質を解消するものである。そして、高価な元素や鋳造性を阻害する元素の添加も抑え、製造コストを抑えることが可能な、工業的に利用価値の高い青銅合金及び摺動部材ならびにその製造方法を提供することを目的とする。さらには鉛フリー組成でありながら、引張強度や硬さなどの機械的性質や金属疲労によるマイクロクラック耐性を高めるとともに、建設機械の油圧ポンプや油圧モータのシリンダブロックなど、スラスト面で変動する高速・高面圧摺動に耐える高い耐焼き付き性や耐凝着摩耗性を付与した青銅合金およびその摺動部材を提供することを目的とする。
不均質凝固核はCu-Sn系2元平衡状態図には現れない、液相中で不溶解、または初晶の晶出よりも高い温度で生成した固体粒子であり、硫化物や窒化物、酸化物、ホウ化物などがある。液相中で存在する硫化物や窒化物、酸化物、ホウ化物は不純物により生成したもので、含まれる量が微量なためその大きさはナノサイズの微粒子であり、青銅合金の鋳造組織を微細化する効果は小さい。
青銅合金においては、実験室レベルでTiやZrなど酸化物や窒化物を生成しやすい元素の添加やこれら元素を含むフラックスによる溶湯処理が試みられているが、生成する不均質凝固核が微小粒子であるため短時間で効果が消失し、鋳造作業時間の長い実生産においては、鋳造組織の微細化効果を得ることが困難である。
本発明者らは、鋳造作業時間の長い実生産においても不均質凝固核が消失せず、鋳造組織の微細化効果の大きい鉛フリー青銅合金を実現するべく、様々な角度から検討した結果、青銅の液相中で生成する高融点金属間化合物を利用して鋳造組織を微細化する方法を考案した。液相中で生成する金属間化合物は、多量に含まれる合金元素が反応して生成することからその大きさはミクロンサイズとなり、青銅合金の鋳造組織を微細化する効果は大きい。
ところで、Cu-Sn系合金に包共晶点(約3.2%)以上の鉄が含まれると、鉄は液相中に初晶オーステナイト(κ相)として現れる。これが初晶αデンドライトの成長を妨げ、凝固核となって周囲にβ相が晶出する。デンドライトが消失した鋳造組織は微細化し、β→α+δの共析変態によって析出するδ相は微細化される。しかし包共晶点以下の亜包共晶域では、鉄の増加に伴ってオーステナイト初晶は粗大なデンドライト状に成長しやすく、徐冷されるとFe3Snを析出して脆化しやすい。
また、青銅に鉄が0.5質量%以上含まれると包共晶反応により遊離鉄が晶出し、ハードスポットとなって被削性を著しく低下させる。そのため青銅合金では一般に、鉄は不純物として扱われ、鉄の含有量は0.5質量%未満に抑えられている。
本発明者らは青銅における包共晶反応により生成する遊離鉄に着目し、遊離鉄を金属間化合物として晶出させることで被削性を低下させずに、鋳造組織が微細化することを見出した。請求項1に記載の青銅合金は、Snが8~15質量%、Biが0.5~5.0質量%、Niが0.5~5.0質量%、Sが0.08~1.2質量%、残部がCu及び不可避的不純物である青銅合金に、1.5~6.0質量%のFeを添加することで、晶出する遊離鉄がFe-Ni系の金属間化合物と硫化銅に固溶した複硫化物となってハードスポットを生じないことを特徴とする。なお、本合金では鋳造性の改善のため、リンを0.02~0.1%程度添加することができる。
一方、Fe-Ni系金属間化合物は、青銅中にFeが0.5%以上存在すれば晶出し、晶出が少量でも摩擦面における凝着粒子の生成を抑制して、摩擦面上で凝着粒子が混錬・結合して形成する変質層を生成しにくいことを見出した。このことは、摩擦速度が毎秒5mを超える高速摺動時に顕著である。なお、摩擦面に変質層を生成しにくくなれば耐焼付性や耐摩耗性が向上する。
本発明は青銅の共析変態を利用し、FeとNi、硫黄の含有量を調整することで、耐焼付性や摩擦摩耗特性、耐焼付性、マイクロクラック耐性に優れた青銅合金を提供するものである。
本発明者らは、ニッケルはCu-Sn系合金の固溶限を広げ、Feと同時に添加されると、液相中に現れる初晶オーステナイト(κ相)をFe-Ni系の金属間化合物に変化させ、組織中で均一に分散させる効果があり、合金のブリネル硬さ(HB)が向上することを見出した。そして、銅とスズを主成分としデンドライト型の凝固をする青銅に、包共晶点以上の鉄を添加して液相中に初晶オーステナイト(κ相)を出現させる。これが初晶αデンドライトの成長を妨げ、凝固核となって周囲にβ相が晶出する。デンドライトが消失した鋳造組織は微細化し、β→α+δの共析変態によって析出するδ相は微細化されることを見出した。銅中でのスズの拡散を阻害するとともにα銅の固溶限を低下させて凝固偏析を促進する硫黄を添加して、β銅から多量のγ銅を出現させ、さらに少量のビスマスとニッケルと鉄の同時添加によって、δ銅の生成を抑制するとともに共析変態温度を低下させることで、α銅中に片状のCu-Sn-Ni系金属間化合物が析出した共析組織であって、Fe-Ni系の金属間化合物と銅鉄系の複硫化物が分散した共析組織が容易かつ安定に出現することを見出した。
本発明の青銅合金は、銅及びスズを主成分とする青銅合金であって、α銅中に微細な片状銅スズ系金属間化合物が析出した共析組織を持ち、Fe-Ni系金属間化合物とCu-Fe-S系の複硫化物が分散した金属組織であることを特徴とするものである。さらには、前記青銅合金はβ銅が出現する青銅合金であってニッケル、ビスマス、硫黄、及び鉄の4元素を同時に合金化することで前記共析組織を含むように制御されていることを特徴としたものである。
本発明の青銅合金は、Niが0.5~5.0質量%、Feが1.5~6.0、または0.5~1.5質量%含有していることが好ましい。これは本発明の青銅合金鋳物において、以下の目的を達成するために必要な特性が得られる成分範囲を限定したものである。
Niが0.5~1.5質量%、Feが0.5~1.5質量%の範囲では、片状のCu-Sn-Ni系金属間化合物の析出量が少なく、青銅合金の破断伸びは大きくなる。しかし、Feが1.0質量%未満では鋳造組織を微細化する効果が小さく、用途は小さなサイズのシリンダブロックに限定される。一方、Feが6.0質量%以上含まれると、Cu-Fe-S系複硫化物が粗大化し、鋳造組織を微細化するが不十分である。しかし、Niが0.5~5.0質量%、Feが1.5~6.0質量%含有している場合には、被削性が低下せず、共析組織中に金属間化合物と複硫化物が分散する微細構造となって、サイズの大きなシリンダブロックにも好適に使用可能である。請求項1に記載の青銅合金は、鋳造組織を微細化させることで金属間化合物と複硫化物が均一に分散した微細構造の共析組織を出現させたことを特徴としたものである。
Niが0.5~1.5質量%、Feが0.5~1.5質量%の範囲では、片状のCu-Sn-Ni系金属間化合物の析出量が少なく、青銅合金の破断伸びは大きくなる。しかし、Feが1.0質量%未満では鋳造組織を微細化する効果が小さく、用途は小さなサイズのシリンダブロックに限定される。一方、Feが6.0質量%以上含まれると、Cu-Fe-S系複硫化物が粗大化し、鋳造組織を微細化するが不十分である。しかし、Niが0.5~5.0質量%、Feが1.5~6.0質量%含有している場合には、被削性が低下せず、共析組織中に金属間化合物と複硫化物が分散する微細構造となって、サイズの大きなシリンダブロックにも好適に使用可能である。請求項1に記載の青銅合金は、鋳造組織を微細化させることで金属間化合物と複硫化物が均一に分散した微細構造の共析組織を出現させたことを特徴としたものである。
また、青銅中にFeとNiが0.5質量%以上存在すれば、Fe-Ni系金属間化合物が晶出し、摩擦面における凝着粒子の生成が抑制されて摩擦面上に変質層を生成しにくくなる。つまり、凝着摩耗に対する耐性が向上し、耐久面圧は上昇する。一方、高速摺動時においては、摩擦面同士の接触具合、いわゆる当たり面の状態に敏感であり、良好な当たり面が形成されるまでは少しの面圧変動に対しても焼き付きを生じ易い。青銅合金の硬さが高いと良好な当たり面の形成、いわゆる初期なじみに長時間を要するため、高速摺動用の青銅合金ではブリネル硬さ(HB)で110以下であることが好ましい。
Snが8~15質量%の青銅合金においては、NiとFeが1.5質量%以上含まれるとHB110以下とすることが困難であり、高速摺動用青銅合金に求められる初期なじみ性と耐凝着摩耗性を満足するためには、NiとFeをそれぞれ0.5~1.5質量%の範囲に制限する必要がある。請求項2に記載の青銅合金は、青銅合金の硬さを調整し、初期なじみ性を向上させたことを特徴としたものである。
また、本発明の青銅合金鋳物中のFe-Ni系金属間化合物の金属組織での分散状態はNi含有量に対するFe含有量の質量比(Fe/Ni)の影響を受け、NiとFeとの添加量を工夫することで、Fe添加によるハードスポット発生の問題が解消され、マイクロクラックが発生しにくくなり、ブリネル硬さ(HB)が向上する。また、金属間化合物や複硫化物の晶出ムラを生じにくくなり、それらが均一に分散した金属組織が得られる。請求項3に記載の青銅合金は、Fe/Niが0.7~1.5の範囲にあり、鋳造時に出現するFeの初晶をFe-Ni系の金属間化合物として析出させていることを特徴としたものである。
また、前述の青銅合金は優れた摩耗摩擦特性や耐焼付性を有するものであり、摺動部材として用いることができる。請求項4に記載の摺動部材は、前述の青銅合金により摺動面が形成されていることを特徴とする。あるいは、請求項5に記載の複層摺動部材のように、鉄系材料の摺動面に前述の青銅合金が溶融接合された複層構造であることを特徴とする。摺動部材は全体を本発明の青銅合金を使用した鋳造品の形態でも良いし、鋼鉄製の部材の一部に鋳造や肉盛溶接等の方法で溶融接合しても良い。あるいは溶射などの方法で青銅合金のみを溶融させてライニング処理した複層構造としても良い。さらに、本発明の青銅合金と同じ成分を持つように原料粉末を調整し、鉄系部材と一緒に真空炉、または還元性雰囲気炉の中で焼結・接合し、請求項6に記載の複層摺動部材とすることもできる。
以上のような構成を有する本発明の青銅合金は、鉛青銅に匹敵する耐焼付性を持ち、摩擦摩耗特性や機械的性質、被削性、硬さに優れたものであり、特に高圧・高速下で使用される工業的な鉛青銅代替軸受銅合金材料として有用なものである。また、本発明で示す青銅合金の相変態と包共晶反応を利用すれば、生成化合物や晶出相の固体潤滑を利用する従来技術に比べて、ビスマス等の高価な元素や硫黄のような鋳造性を阻害する元素の添加量を最小限に抑えることができ、製造コストの抑制や生産性を向上することができる等、工業的に利用価値の高い青銅合金を提供することが可能である。
また、本発明の摺動部材(例えば油圧ポンプ用シリンダーブロック)は、摺動面に前述の銅合金を鋼鉄製ボディに溶融接合や圧入等の方法で貼り付けることにより形成されていることを特徴とするもの(複層摺動部材)である。前述の銅合金が摩擦摩耗特性や耐焼付性に優れるものであることから、これを用いた摺動部材は優れた性能を発揮し、例えば変動する高荷重、高速摺動下で優れた軸受特性を発揮する。
本発明を適用した青銅合金は、主成分であるCuやSnの他、Ni、Fe、BiおよびS(硫黄)を必須元素として含み、他は不可避的不純物(0.3質量%未満の元素、ただしSは0.08質量%未満)よりなるものであるが、これらの範囲を限定する理由は次の通りである。
[Sn:8~15質量%]
SnはCu基地に固溶して、青銅合金の引張強さや硬さを向上させる。8質量%未満であると摺動部材として必要な強さや硬さが得られずに耐摩耗性が低下し、15質量%を超えるとCu-Sn-Ni系金属間化合物が多く生成して脆くなって、マイクロクラック耐性が低下する。Snの好ましい下限は9.0質量%であり、上限は13.5質量%である。より好ましくは10.0~13.0質量%の範囲とするのが良い。
SnはCu基地に固溶して、青銅合金の引張強さや硬さを向上させる。8質量%未満であると摺動部材として必要な強さや硬さが得られずに耐摩耗性が低下し、15質量%を超えるとCu-Sn-Ni系金属間化合物が多く生成して脆くなって、マイクロクラック耐性が低下する。Snの好ましい下限は9.0質量%であり、上限は13.5質量%である。より好ましくは10.0~13.0質量%の範囲とするのが良い。
[Ni:0.5~5.0質量%]
Niは液相中に現れるFeの初晶オーステナイトをFe-Ni系の金属間化合物に変化させて、被削性の低下を防止する。また、晶出相を組織中で均一に分散させる効果があり、SnとともにCu基地に固溶して青銅合金のブリネル硬さ(HB)を向上させる。0.5質量%未満では被削性の低下を防止する効果や晶出相を組織中で均一に分散させる効果がなく、5.0質量%を超えると溶湯の流動性が低下して鋳造性が悪くなる。Niの好ましい範囲は、初期なじみ性を重視する高速摺動用途で0.5~1.5質量%である。鋳造組織を微細均一化させ、マイクロクラック耐性を重視する用途での好ましい範囲は、2.0~4.5質量%である。
Niは液相中に現れるFeの初晶オーステナイトをFe-Ni系の金属間化合物に変化させて、被削性の低下を防止する。また、晶出相を組織中で均一に分散させる効果があり、SnとともにCu基地に固溶して青銅合金のブリネル硬さ(HB)を向上させる。0.5質量%未満では被削性の低下を防止する効果や晶出相を組織中で均一に分散させる効果がなく、5.0質量%を超えると溶湯の流動性が低下して鋳造性が悪くなる。Niの好ましい範囲は、初期なじみ性を重視する高速摺動用途で0.5~1.5質量%である。鋳造組織を微細均一化させ、マイクロクラック耐性を重視する用途での好ましい範囲は、2.0~4.5質量%である。
[Fe:1.5~6.0質量%、または0.5~1.5質量%]
青銅中のFeは、包共晶反応により初晶オーステナイト(遊離鉄)を生成する。遊離鉄はCuの初晶αデンドライトの成長を妨げ、不均質凝固核となって鋳造組織を微細化する。1.5質量%未満では鋳造組織を微細化する効果がなく、6.0質量%を超えると初晶オーステナイトが粗大化して鋳造組織を微細化する効果がなくなる。Feのより好ましい範囲は2.0~5.5質量%である。一方、摩擦摩耗特性の改善に必要なFe-Ni系金属間化合物は、Feが0.5質量%以上含まれると青銅合金中に晶出し、1.5質量%以上含まれると青銅合金が硬くなって、初期なじみ性が低下する。よって、初期なじみ性が重視される高速摺動用途での好ましいFeの範囲は、0.5~1.5質量%である。
青銅中のFeは、包共晶反応により初晶オーステナイト(遊離鉄)を生成する。遊離鉄はCuの初晶αデンドライトの成長を妨げ、不均質凝固核となって鋳造組織を微細化する。1.5質量%未満では鋳造組織を微細化する効果がなく、6.0質量%を超えると初晶オーステナイトが粗大化して鋳造組織を微細化する効果がなくなる。Feのより好ましい範囲は2.0~5.5質量%である。一方、摩擦摩耗特性の改善に必要なFe-Ni系金属間化合物は、Feが0.5質量%以上含まれると青銅合金中に晶出し、1.5質量%以上含まれると青銅合金が硬くなって、初期なじみ性が低下する。よって、初期なじみ性が重視される高速摺動用途での好ましいFeの範囲は、0.5~1.5質量%である。
[Bi:0.5~5.0質量%]
BiはPbと類似した性質を持ったCuに固溶しない低融点の金属元素であり、青銅合金の被削性や摩擦摩耗特性を向上させる。しかし、結晶粒界に偏析して高温強度を低下させ易く、過剰に含まれると切削加工時の発熱でクラックを生じて機械的性質を低下させる。0.5質量%未満では被削性や摩擦摩耗特性を向上させる効果がなく、5.0質量%を超えるとBi相が過剰になって機械的性質を低下させる。Biのより好ましい範囲は1.0~3.5質量%である。
BiはPbと類似した性質を持ったCuに固溶しない低融点の金属元素であり、青銅合金の被削性や摩擦摩耗特性を向上させる。しかし、結晶粒界に偏析して高温強度を低下させ易く、過剰に含まれると切削加工時の発熱でクラックを生じて機械的性質を低下させる。0.5質量%未満では被削性や摩擦摩耗特性を向上させる効果がなく、5.0質量%を超えるとBi相が過剰になって機械的性質を低下させる。Biのより好ましい範囲は1.0~3.5質量%である。
[S:0.08~1.2質量%]
SはCuやFeと結合して銅と鉄の複硫化物を形成し、複硫化物は摺動面の焼き付きを防止する極圧添加剤としての作用がある。0.08質量%未満では生成する複硫化物が少ないため効果がなく、1.2質量%を超えると凝固時に反応ガスを発生して健全な鋳物を製造できない。Sのより好ましい範囲は0.15~0.6質量%である。
SはCuやFeと結合して銅と鉄の複硫化物を形成し、複硫化物は摺動面の焼き付きを防止する極圧添加剤としての作用がある。0.08質量%未満では生成する複硫化物が少ないため効果がなく、1.2質量%を超えると凝固時に反応ガスを発生して健全な鋳物を製造できない。Sのより好ましい範囲は0.15~0.6質量%である。
次に、本発明による青銅合金および摺動部材の具体的な実施例について、実験結果を基に説明する。
表1に示した組成を有する青銅合金を高周波溶解炉により溶製し、JIS A号引張試験片のシェル砂型に鋳込んだ後にJIS4号引張試験片に機械加工し、これらの試験片について引張強さ(MPa)、破断伸び(%)、およびブリネル硬さ(HB)、金属組織の結晶粒度の測定を行った。

比較材1は鉛フリー組成で、実施例との違いはFeを含んでいないことであり、比較材8および9は既存の鉛青銅系合金である。図2に実施例5の金属組織、図3に比較材1の金属組織を示す。
実施例5の金属組織では、FeはNiとの化合物を形成して析出し、金属間化合物と複硫化物が微細粒状に金属組織中で均一に分散した。α銅の初晶は細かくなり、全面が微細な共析組織となった。一方、比較材1では初晶のα銅が大きく成長して、共析組織との間で不均質な金属組織を形成しており、析出する化合物(硫化銅)は大きく、まばらに分散していた。このように、本発明である鉛フリー青銅にFeとNiをほぼ等量添加することによって、金属組織の均質化に劇的な効果が得られることは明らかである。
引張強さ(MPa)、破断伸び(%)は、JIS Z2241に準じて行い、ブリネル硬さはJIS Z2243の規定に準じて行い、表2に示した。結晶粒度測定は切断法で行い、その代表値を表2に示した。
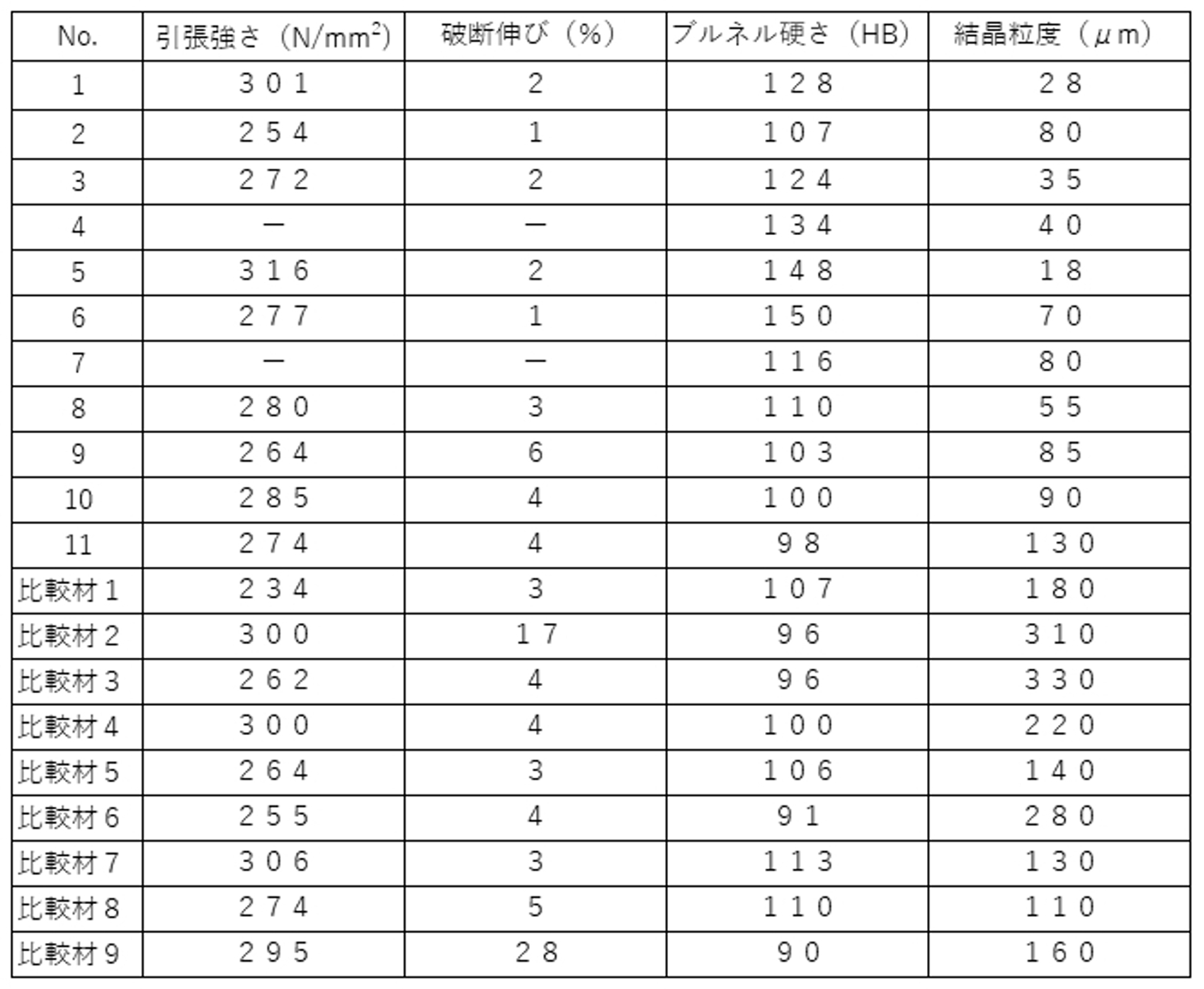
表2に示される機械的性質試験と結晶粒度測定結果において、本発明を実施したFeが2.0質量%を超える青銅合金では、いずれもブリネル硬さが120を超えており、ほぼ同量のSnを含む比較材に比べて高い硬さを得られることがわかる。なお、Feが2.0質量%以下のNo.2とNo.8~11では、ブリネル硬さが110を上回ることはなかった。また、図2、3で示したように、Feが1.5質量%を超えるとα銅の初晶が細かくなるため、結晶粒度は比較材よりも一桁小さく、約3.5質量%のFeとNiを含んだNo.5では未実施の青銅合金(比較材1)と比べて1/10以下の結晶粒度が得られた。なお、NiやBi量も結晶粒度に影響することがわかる。
また、一部の供試材(表1の青銅合金のうち、No.5、9(実施例)、比較材1、7、8および9)については、φ60×150mmの円筒金型に鋳込んだ後にφ25.5×φ20×20mmのリング試験片Rに機械加工して、図1に示す試験機Tを用いてリング・ディスク方式の平面摺動試験を行った(図1)。平面摺動試験では、潤滑油luに60℃に加熱した10W級のディーゼルエンジンオイルを使用した。摩擦材のディスクDには、浸炭焼入して硬さHRC58に調整したSCM420鋼材を使用した。なお記号Mはトルクメータ、記号dは排油を示す(図1)。これらの試験片Rについては、焼き付き限界PV値(N/mm2・m/min)と比摩耗量(mm/(N/cm2・m/min・hr))を測定した。限界PV値は10m/秒の一定速度で回転軸sを中心に回転するディスクDに押し付けた試験片Rを1.25MPaで10分間なじみ運転させ、その後は0.4MPa/minの勾配で連続的に荷重Lを増加させ、回転異常や異音の発生、試験片温度が120℃以上、または摩擦係数が0.2に到達したときに焼付として判定することで行った。比摩耗量は5または10m/秒の一定速度で回転軸sを中心に回転するディスクDに押し付けた試験片Rを2.5MPaで10分間なじみ運転させ、その後は6.4MPaの一定圧力で8時間摩擦試験を行い、試験前後の寸法変化から計算した。これらの結果を表3、4に示した。
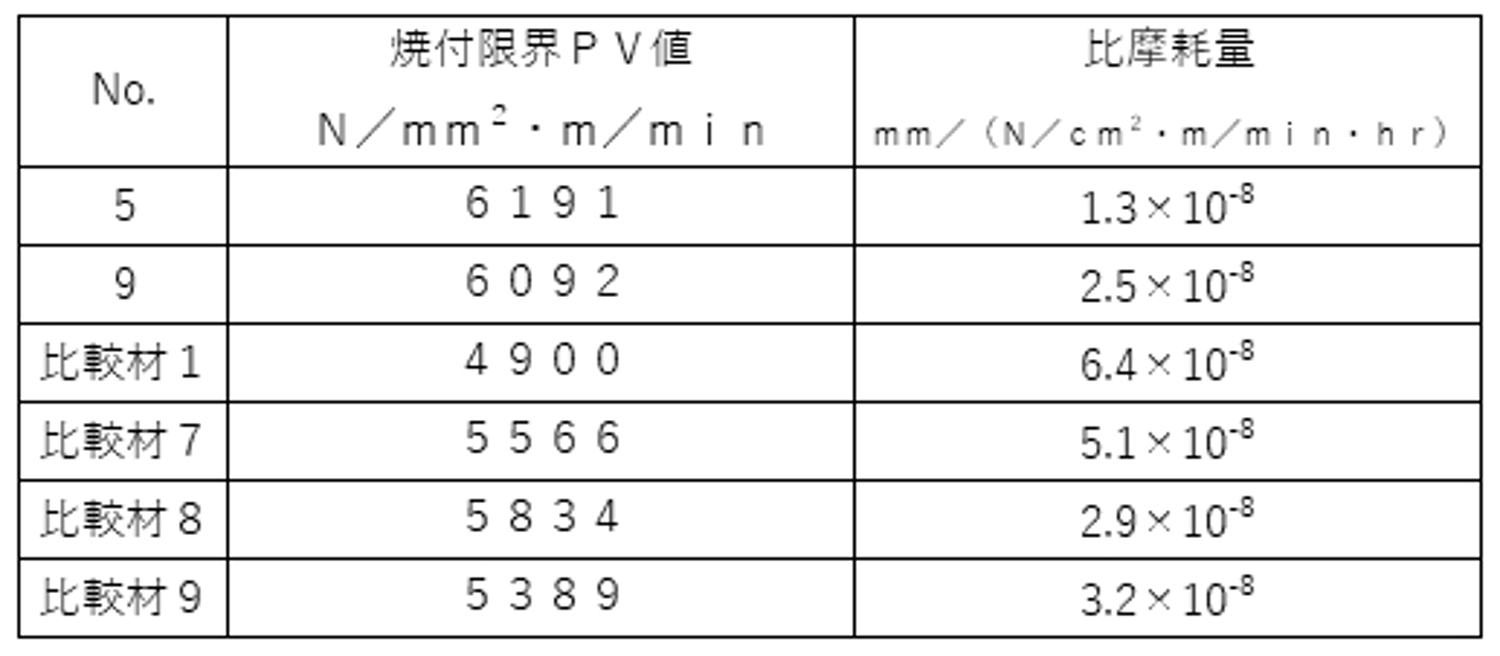

表3に示される摩擦速度5m/秒での平面摺動試験結果において、本発明を実施した青銅合金No.5、9は、鉛フリー青銅合金系の比較材1、7や鉛青銅系の比較材8、9よりも高い6000オーバーの焼き付き限界PV値を示し、比摩耗量も小さいことがわかる。表4に示す摩擦速度10m/秒での平面摺動試験結果においても、鉛青銅系の比較材8、9と同等の焼付限界PV値や比摩耗量を示し、特に、FeとNi量を1.5質量%以下に制限したNo.9では、鉛青銅系の比較材8、9よりも小さな比摩耗量となった。このことは、青銅合金の硬さの上昇を抑えることで、高い摩擦速度でも良好な初期なじみが得られたためと考えられる。
図4に本発明を実施した青銅合金No.5の摩擦速度10m/秒での耐焼付試験データの一例を示した。横軸は時間(m)である。縦軸は摩擦係数(μ)、荷重(N)、温度(℃)であり、その各々が、グラフ内の摩擦係数のデータ(記号A)、荷重のデータ(記号B)、試験片温度のデータ(記号C)に対応する。変動幅の大きいグラフが荷重の上昇に伴う摩擦係数の変化を表している。焼付限界PV値は、摩擦係数が急上昇した時の荷重から計算している。焼付限界PV値の違いは試験片押付荷重の違いであり、摩擦速度が10m/秒という高速摺動のため、摩擦面における油膜が途切れると瞬時に焼き付いている。そのため、表3における本発明を実施した青銅合金No.5、9と鉛フリー青銅合金系の比較材1、7との違いは、Fe-Ni系の金属間化合物の晶出や共析組織における微細構造が変化して移着物質の堆積が抑制され、潤滑油の保持性が改善されたものと考えられる。
各添加元素と硬さ
本発明の青銅合金において合金の硬さに対する影響の大きい元素は、Sn、Fe、Niである。図5に供試材の硬さを添加元素の量で整理して示した。横軸は添加量(質量%)であり、縦軸はブリネル硬さ(HB)である。Feの近似直線の傾きは、SnやNiの近似直線の傾きよりも2倍大きな傾きを有しており、少量でも硬さを上昇させる効果が大きい。このことは、SnやNiはCu基地に固溶した固溶体強化であるのに対し、FeはNiと結びついて微細な金属間化合物を形成し、金属組織中で均一に析出した分散強化によるためと考えられる。
本発明の青銅合金において合金の硬さに対する影響の大きい元素は、Sn、Fe、Niである。図5に供試材の硬さを添加元素の量で整理して示した。横軸は添加量(質量%)であり、縦軸はブリネル硬さ(HB)である。Feの近似直線の傾きは、SnやNiの近似直線の傾きよりも2倍大きな傾きを有しており、少量でも硬さを上昇させる効果が大きい。このことは、SnやNiはCu基地に固溶した固溶体強化であるのに対し、FeはNiと結びついて微細な金属間化合物を形成し、金属組織中で均一に析出した分散強化によるためと考えられる。
表2において、本発明を実施したNo.1~8では、比較材1と比べて硬さが向上し、結晶粒が細かくなる効果も認められる。また、比較材1では硬さと結晶粒度の両方でNo.1よりも劣る。また、Feが6.16質量%、およびNiが5.96質量%のNo.6、ならびにFeが1.48質量%、およびNiが1.60質量%のNo.2では、破断伸びが低下する。このことから、Niは1.5~5.0質量%で含有し、Feは1.5~5.5質量%で含有していることが好ましい。また、FeとNiの割合も重要であり、好ましくは、Fe/Ni比が0.7~1.5の範囲がよい。この範囲においては、Feの包共晶反応生成する初晶オーステナイトがNiと結びついて微細な金属間化合物を形成し、金属組織中で均一に析出するため、ハードスポットの発生が抑制される。
図6は、摩耗試験後の比較材1(左側図6a)と実施例5(右側図6b)の青銅合金の摺動面の状態である。本発明を実施した合金は硬さが高いため耐凝着摩耗性が高く、摺動面上に移着物質は見られない。また、金属組織中で均一に析出しているFe-Ni系の金属間化合物が移着物質の堆積を妨げ、耐凝着摩耗性を高めていると考えられる。一方、硬さの低い比較材1の摺動面上には、縞状の移着物質の堆積が確認される。移着物質は脆く、強い摩擦力を受けるとマイクロクラックに成長するため、移着物質を堆積しにくい発明合金は、マイクロクラック耐性に優れていることが確認された。
金属組織の析出物の同定
図7は、実施例5の青銅合金に析出している物質を同定した電子顕微鏡写真である。図7aは分析視野であり、図7bは銅、図7cは硫黄、図7dはニッケル、図7eは鉄を同定した図である。左側の分析視野中の矢印で示した析出物は、右側の硫黄の信号と対応し、銅と鉄の形状が浮き出ていることから複硫化物である。また、硫化物以外の丸い析出物も多数見られる。この硫化物以外の析出物は、発明を実施した青銅合金のみに見られるもので、ニッケルと鉄の形状が浮き出ていることからFe-Ni系の金属間化合物であることがわかる。このように、本発明を実施すると硫化物以外の微細なFe-Ni系の金属間化合物が析出し、この金属組織中に出現する金属間化合物は、共析組織中に存在するCu-Sn-Ni系析出物と相まって金属組織の微細構造を複雑にしている。この金属組織中に出現する析出物の違いが、本発明青銅合金が高い焼付限界PV値や耐凝着摩耗性、マイクロクラック耐性に優れている理由であると考えられる。
図7は、実施例5の青銅合金に析出している物質を同定した電子顕微鏡写真である。図7aは分析視野であり、図7bは銅、図7cは硫黄、図7dはニッケル、図7eは鉄を同定した図である。左側の分析視野中の矢印で示した析出物は、右側の硫黄の信号と対応し、銅と鉄の形状が浮き出ていることから複硫化物である。また、硫化物以外の丸い析出物も多数見られる。この硫化物以外の析出物は、発明を実施した青銅合金のみに見られるもので、ニッケルと鉄の形状が浮き出ていることからFe-Ni系の金属間化合物であることがわかる。このように、本発明を実施すると硫化物以外の微細なFe-Ni系の金属間化合物が析出し、この金属組織中に出現する金属間化合物は、共析組織中に存在するCu-Sn-Ni系析出物と相まって金属組織の微細構造を複雑にしている。この金属組織中に出現する析出物の違いが、本発明青銅合金が高い焼付限界PV値や耐凝着摩耗性、マイクロクラック耐性に優れている理由であると考えられる。
以上のように、本発明は鉛フリー組成の青銅合金でありながら鉛青銅系合金と同等、或いはそれ以上の優れた耐焼き付き性を有する上、機械的強度やマイクロクラック耐性に優れた銅合金系の摺動部材を提供できる。
T 試験機、L 荷重、Lu 潤滑油、M トルクメータ、R 試験片、D ディスク、d 排油口、s 回転軸
Claims (6)
- 銅(Cu)、スズ(Sn)、ビスマス(Bi)、ニッケル(Ni)、硫黄(S)及び鉄(Fe)を含有する青銅合金であって、Snが8~15質量%、Biが0.5~5.0質量%、Niが0.5~5.0質量%、Sが0.08~1.2質量%、Feが0.5~6.0質量%で含有し、残部がCu及び不可避的不純物よりなり、α銅中に微細な片状銅スズ系金属間化合物が析出した共析組織を持ち、鉄ニッケル系金属間化合物と銅鉄系の複硫化物が分散した金属組織であることを特徴とする青銅合金。
- Feが1.5~6.0質量%で含有することを特徴とする請求項1記載の青銅合金。
- Niの含有量に対する、Feの含有量の質量比(Fe/Ni)が0.7~1.5であることを特徴とする請求項1または2記載の青銅合金。
- 摺動面が、前記請求項1から3に記載の青銅合金により形成されていることを特徴とする摺動部材。
- 鉄系材料の摺動面に前記請求項1から3に記載の青銅合金が溶融接合されているか、あるいは溶射などの方法で青銅合金のみを溶融させてライニング処理されていることを特徴とする複層摺動部材。
- 鉄系材料の摺動面に前記請求項1から3に記載の青銅合金粉末が、焼結・接合されていることを特徴とする複層摺動部材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19790416.2A EP3816310A4 (en) | 2018-12-26 | 2019-05-08 | Bronze alloy, and sliding member using said bronze alloy |
| KR1020197030842A KR102343107B1 (ko) | 2018-12-26 | 2019-05-08 | 청동 합금 및 그 청동 합금을 사용한 슬라이딩 부재 |
| CN201980001808.2A CN111630194B (zh) | 2018-12-26 | 2019-05-08 | 青铜合金和使用该青铜合金的滑动件 |
| US16/613,314 US20200232068A1 (en) | 2018-12-26 | 2019-05-08 | Bronze alloy, and sliding member using the bronze alloy |
| JP2019572698A JP6953035B2 (ja) | 2018-12-26 | 2019-05-08 | 青銅合金及びその青銅合金を用いた摺動部材並びに摺動部材の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/047938 WO2020136772A1 (ja) | 2018-12-26 | 2018-12-26 | 鋳造用青銅合金及びその青銅合金を用いた摺動部材 |
| JPPCT/JP2018/047938 | 2018-12-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020136935A1 true WO2020136935A1 (ja) | 2020-07-02 |
Family
ID=71127848
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/047938 WO2020136772A1 (ja) | 2018-12-26 | 2018-12-26 | 鋳造用青銅合金及びその青銅合金を用いた摺動部材 |
| PCT/JP2019/018323 WO2020136935A1 (ja) | 2018-12-26 | 2019-05-08 | 青銅合金及びその青銅合金を用いた摺動部材 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/047938 WO2020136772A1 (ja) | 2018-12-26 | 2018-12-26 | 鋳造用青銅合金及びその青銅合金を用いた摺動部材 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200232068A1 (ja) |
| EP (1) | EP3816310A4 (ja) |
| JP (1) | JP6953035B2 (ja) |
| KR (1) | KR102343107B1 (ja) |
| CN (1) | CN111630194B (ja) |
| WO (2) | WO2020136772A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11649527B2 (en) * | 2021-01-19 | 2023-05-16 | Robert Bosch Gmbh | Metal alloys for hydraulic applications |
| CN113215435B (zh) * | 2021-05-06 | 2022-03-08 | 西华大学 | Cr2AlC/铜基复合材料及其制备方法 |
| CN114907901B (zh) * | 2022-05-31 | 2022-12-16 | 中国科学院兰州化学物理研究所 | 一种无铅铜合金自润滑材料和泵马达双金属缸体及其制备方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11293305A (ja) | 1998-04-07 | 1999-10-26 | Komatsu Ltd | 摺動材料および複層焼結摺動部材 |
| JP2002285262A (ja) | 2001-03-23 | 2002-10-03 | Daido Metal Co Ltd | 銅系複層摺動材料 |
| JP2006022896A (ja) * | 2004-07-08 | 2006-01-26 | Daido Metal Co Ltd | 複層軸受材料およびその製造方法 |
| WO2007126006A1 (ja) | 2006-04-28 | 2007-11-08 | Kaibara Corporation | 軸受性に優れた摺動材料用銅合金 |
| JP2007297675A (ja) | 2006-04-28 | 2007-11-15 | Shiga Valve Cooperative | 被削性に優れた鋳物用無鉛銅合金 |
| WO2010030031A1 (ja) * | 2008-09-10 | 2010-03-18 | 大豊工業株式会社 | PbフリーCu-Bi系焼結材料製摺動部品 |
| JP4806823B2 (ja) | 2008-05-09 | 2011-11-02 | 石川県 | 青銅合金及びその製造方法、青銅合金を用いた摺動部材 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008280613A (ja) * | 2001-07-12 | 2008-11-20 | Komatsu Ltd | 銅系焼結摺動材料および複層焼結摺動部材 |
| JP4514416B2 (ja) * | 2003-06-02 | 2010-07-28 | 株式会社小松製作所 | 滑り軸受およびそれを用いる作業機連結装置 |
| KR100940593B1 (ko) * | 2009-02-06 | 2010-02-03 | 주식회사 서원 | 무연 쾌삭 청동 주물용 합금 및 그 제조 방법 |
| AT509867B1 (de) * | 2010-04-15 | 2011-12-15 | Miba Gleitlager Gmbh | Mehrschichtgleitlager mit einer antifrettingschicht |
| US20120121455A1 (en) * | 2010-10-29 | 2012-05-17 | Sloan Valve Company | Low lead ingot |
| GB2527368B (en) * | 2014-06-20 | 2020-05-06 | Daido Metal Co | Structure and fabrication method of a multilayer overlay for plain bearings |
| CN104164589B (zh) * | 2014-08-06 | 2016-05-11 | 中国兵器科学研究院宁波分院 | 一种高强耐磨铜合金及其制备方法 |
| CN106544542B (zh) * | 2016-11-10 | 2018-10-02 | 合肥工业大学 | 一种无铅铜基滑动轴承材料及其制备方法 |
| CN108994291A (zh) * | 2018-09-27 | 2018-12-14 | 无锡佳力欣精密机械有限公司 | 一种止推轴承无铅铜基粉末冶金材料 |
-
2018
- 2018-12-26 WO PCT/JP2018/047938 patent/WO2020136772A1/ja active Application Filing
-
2019
- 2019-05-08 EP EP19790416.2A patent/EP3816310A4/en active Pending
- 2019-05-08 CN CN201980001808.2A patent/CN111630194B/zh active Active
- 2019-05-08 KR KR1020197030842A patent/KR102343107B1/ko active IP Right Grant
- 2019-05-08 WO PCT/JP2019/018323 patent/WO2020136935A1/ja unknown
- 2019-05-08 JP JP2019572698A patent/JP6953035B2/ja active Active
- 2019-05-08 US US16/613,314 patent/US20200232068A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11293305A (ja) | 1998-04-07 | 1999-10-26 | Komatsu Ltd | 摺動材料および複層焼結摺動部材 |
| JP2002285262A (ja) | 2001-03-23 | 2002-10-03 | Daido Metal Co Ltd | 銅系複層摺動材料 |
| JP2006022896A (ja) * | 2004-07-08 | 2006-01-26 | Daido Metal Co Ltd | 複層軸受材料およびその製造方法 |
| WO2007126006A1 (ja) | 2006-04-28 | 2007-11-08 | Kaibara Corporation | 軸受性に優れた摺動材料用銅合金 |
| JP2007297675A (ja) | 2006-04-28 | 2007-11-15 | Shiga Valve Cooperative | 被削性に優れた鋳物用無鉛銅合金 |
| JP4806823B2 (ja) | 2008-05-09 | 2011-11-02 | 石川県 | 青銅合金及びその製造方法、青銅合金を用いた摺動部材 |
| WO2010030031A1 (ja) * | 2008-09-10 | 2010-03-18 | 大豊工業株式会社 | PbフリーCu-Bi系焼結材料製摺動部品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3816310A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111630194B (zh) | 2022-05-03 |
| KR20200083377A (ko) | 2020-07-08 |
| EP3816310A1 (en) | 2021-05-05 |
| JPWO2020136935A1 (ja) | 2021-02-18 |
| CN111630194A (zh) | 2020-09-04 |
| JP6953035B2 (ja) | 2021-10-27 |
| KR102343107B1 (ko) | 2021-12-24 |
| EP3816310A4 (en) | 2021-12-29 |
| US20200232068A1 (en) | 2020-07-23 |
| WO2020136772A1 (ja) | 2020-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9434005B2 (en) | Pb-free copper-alloy sliding material, and plain bearing | |
| JP4190570B2 (ja) | 無鉛快削性銅合金押出材 | |
| EP0235188B1 (en) | Grain refining of copper-based alloys | |
| WO2020136935A1 (ja) | 青銅合金及びその青銅合金を用いた摺動部材 | |
| US4857267A (en) | Aluminum base bearing alloy and method of producing same | |
| JP4806823B2 (ja) | 青銅合金及びその製造方法、青銅合金を用いた摺動部材 | |
| EP0669404B1 (en) | Wear-resistant sintered aluminum alloy and method for producing the same | |
| JP2010106363A (ja) | 時効析出型銅合金、銅合金材料、銅合金部品および銅合金材料の製造方法 | |
| US20030209103A1 (en) | Cooper-based sintering sliding material and multi-layered sintered sliding member | |
| CN109804095B (zh) | 滑动材料及其制造方法、以及滑动构件 | |
| JP2006022896A (ja) | 複層軸受材料およびその製造方法 | |
| CN109790598B (zh) | 滑动构件及其制造方法 | |
| US4025336A (en) | Aluminum bronze having a good wear resistance | |
| US6706126B2 (en) | Aluminum alloy for sliding bearing and its production method | |
| US6899844B2 (en) | Production method of aluminum alloy for sliding bearing | |
| JP3920656B2 (ja) | ホウ素含有高剛性Al合金 | |
| KR20190054825A (ko) | 내마모성 동합금 및 이의 제조방법 | |
| KR101830841B1 (ko) | 고내마모성을 갖는 싱크로나이저 링용 동합금 및 이의 제조방법 | |
| JPS61117244A (ja) | アルミニウム系摺動合金 | |
| JP3337087B2 (ja) | 高温耐摩耗性に優れた銅合金 | |
| CN116083745A (zh) | 一种铍/锡青铜复合材料的制备方法 | |
| JPS6140297B2 (ja) | ||
| JPS6140298B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019572698 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2019790416 Country of ref document: EP Effective date: 20191031 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |